Сварочные швы для начинающих: Страница не найдена – Все про трубы
alexxlab | 04.05.1993 | 0 | Разное
Как делать сварные швы. Практические приёмы
09 Март
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварные швы,угловые швы
Сварка тонкого металла сама по себе часто вызывает затруднения у начинающих сварщиков. Но ещё сложнее варить 2 детали разной толщины, когда одна из деталей совсем тонкая (1-2 мм) и прожигается насквозь, а вторая значительно толще. В этой статье я дам рекомендацию, которая поможет сваривать под углом детали разной толщины. Читать полностью…
28 Февраль
Автор: Михаил Щербаков. Рубрика: сварные швы
На протяжении всей своей деятельности в области обучения электросварке я получаю вопросы от своих читателей по поводу принудительного охлаждения деталей после сварки водой. Кроме того, я замечаю, что среди мастеров-любителей очень распространена эта привычка. Но правильно ли охлаждать сварочный шов водой? И как же нужно делать на самом деле? В этой статье раскрою эту темы подробно. Вообще, это тема большая и сложная, но я объясню всё буквально «на пальцах».
04 Октябрь
Автор: Михаил Щербаков. Рубрика: вертикальный шов,сварка тонкого металла,сварные швы,угловые швы
При выполнении сварных соединений из тонкого металла основная сложность для новичков заключается в подборе сварочного тока, особенно, когда требуется выполнить вертикальный шов. При некоторых значениях тока тонкая стенка детали расплавляется насквозь, и получаются дыры. Если ток уменьшить, то электрод прилипает к свариваемой детали и дуга не горит. И трудно найти такой ток, при котором не получались бы дыры, но при этом устойчиво горела дуга и не прилипал электрод.
(Для таких ситуаций в инверторах есть импульсный режим, но данная статья о том, что делать, когда такого режима нет.)
Читать полностью…
24 Сентябрь
Автор: Михаил Щербаков. Рубрика: сварные швы,угловые швы
Многие сварщики-любители выполняют угловой шов с грубыми ошибками. Особенно это относится к начинающим сварщикам, которые только осваивают этот навык.
А сейчас на основе фотографии того же читателя я разберу его угловой сварочный шов. Вообще, к такому результату приводит сочетание многих ошибок, но всё же я постараюсь свой рассказ структурировать.
Итак, поехали.
Читать полностью…
14 Май
Автор: Михаил Щербаков. Рубрика: сварные швы
Какое-то время назад один из моих читателей попросил указать на его ошибки при выполнении сварочных швов, и прислал несколько их фотографий. Но я знаю, что сварочные швы у начинающих электросварщиков часто получаются с одинаковыми ошибками, поэтому, я решил написать об этом статью с подробным разбором этих сварочных швов.
Конечно, если бы я мог увидеть эти швы с разных сторон, я смог бы дать более точную оценку. А ещё было бы лучше увидеть сам процесс сварки — тогда бы я точно сказал, что не так. Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки. Читать полностью…
Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки. Читать полностью…
16 Декабрь
Автор: Михаил Щербаков. Рубрика: сварные швы,сварочный ток
Как обещал, продолжаю отвечать на вопросы подписчиков. Как и прошлом аналогичном посте, орфографию и пунктуацию сохраняю авторскую.
Вопрос:
Можно ли дефекты шва исправлять путём повторного провара?
Ответ:
Да, можно и нужно!
Читать полностью…
05 Декабрь
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварные швы,сварочный ток,электроды
Подписчики часто задают мне такие вопросы, ответы на которые будет полезно узнать многим. Поэтому, в этом посте я отвечу на такие вопросы, а также потом я периодически буду делать такие посты с ответами. Орфографию и пунктуацию авторов буду сохранять.
Итак, поехали.
Читать полностью…
20 Ноябрь
Комментарии к записи Распространённые ошибки начинающего сварщика отключены
Автор: Михаил Щербаков. Рубрика: сварные швы,сварочный ток
Рубрика: сварные швы,сварочный ток
Как следует из названия статьи, в ней я расскажу про некоторые грубые ошибки сварщика, которые особенно часто допускают начинающие сварщики. Мне часто приходят письма от читателей, которые недоумевают, почему у них не получается сваривать тонкий металл 1-2 мм электродом 3-4 мм. Ну, давайте вспомним физику. Точнее, даже не вспомним, просто представим сварочный процесс.
Сварщик подносит электрод к детали, зажигает дугу, она греет металл и … сразу же получается дыра. Почему?
Читать полностью…
Сварочные швы. Ошибки начинающих электросварщиков
Автор: Михаил Щербаков. Рубрика: сварные швы
Какое-то время назад один из моих читателей попросил указать на его ошибки при выполнении сварочных швов, и прислал несколько их фотографий. Но я знаю, что сварочные швы у начинающих электросварщиков часто получаются с одинаковыми ошибками, поэтому, я решил написать об этом статью с подробным разбором этих сварочных швов.
Конечно, если бы я мог увидеть эти швы с разных сторон, я смог бы дать более точную оценку. А ещё было бы лучше увидеть сам процесс сварки — тогда бы я точно сказал, что не так. Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки.
Сварочные швы с неравномерной шириной
Фото 1. Неравномерное движение электрода
На 1-й фотографии явно видны уширения и заужения шва — результат неравномерного движения электрода. При слишком быстром движении электрода, с него поступает меньше металла, поэтому образуются заужения, которые я показал красными стрелками.
В местах замедления движения электрода, образуются уширения сварочного шва, которые я указал синей стрелкой на фото 2. Очевидно, что в момент замедления движения электрода, частицы металла с него продолжают поступать, в результате чего образуется такая «плюшка».
Кроме того, в зависимости от величины сварочного тока возможно также увеличение высоты шва.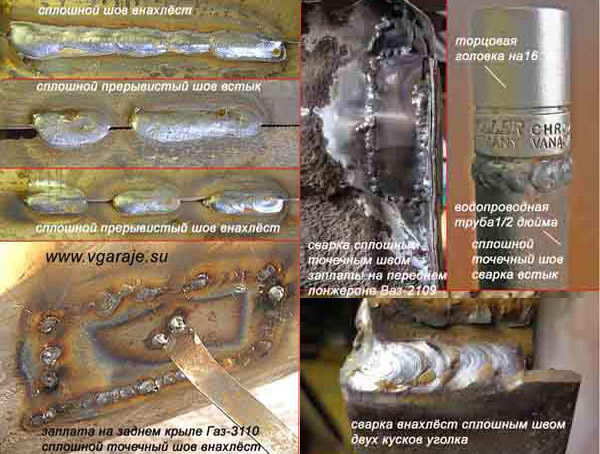 Таким образом, шов становится неравномерный не только по ширине, но и по высоте. Все параметры сварного шва и режимы сварки я разбираю в своих видеокурсах и сейчас их разбирать я не буду.
Таким образом, шов становится неравномерный не только по ширине, но и по высоте. Все параметры сварного шва и режимы сварки я разбираю в своих видеокурсах и сейчас их разбирать я не буду.
Фото 2. Уширение шва вследствие замедления перемещения электрода.
Конечно, я не отмечал все заужения и уширения — я думаю, это понятно.
Неправильный наклон электрода
Фото 3. Острые вершины шва в результате слишком большого наклона электрода.
На 3-ей фотографии я обвёл штрихи (чешуйки) шва, чтобы было лучше видно их форму. Если штрихи на вершине шва выгладят похоже на острый угол, то это часто бывает из-за того, что электрод слишком наклонён по отношению к горизонтали.
Как я сказал в начале статьи, на основе одной фотографии можно сделать не совсем точный вывод об ошибках при процессе выполнения швов, и я допускаю, что где-то я не совсем угадал причины этих ошибок. Тем не менее, я думаю, такой данный анализ был вам полезен.
Разбор ошибок,
допущенных при выполнении сварных швов
У меня есть ещё фотографии и я мог бы прокомментировать другие швы. Напишите, пожалуйста, в комментариях, будет ли вам полезен разбор других швов? Мне продолжать?
Ещё по теме:
Ошибки при выполнении углового шва
Распространенная ошибка начинающих сварщиков
Тонкий металл, вертикальный сварочный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Сварка швов сопротивлением | Сварочный компьютер
Наши средства управления и мониторы WeldComputer® помогут вам решить проблемы, связанные с операциями шовной сварки.
Мониторинг может обнаруживать несколько источников отклонений сварного шва и предотвращать выпуск некачественных и нестабильных сварных швов с завода. Тем не менее, производители все еще могут получить очень высокий и очень дорогой процент брака.
Тем не менее, производители все еще могут получить очень высокий и очень дорогой процент брака.
Узнайте больше о WeldComputer® Adaptive Controls для сварки швов в специальной статье Welding Journal;
- «Повышение производительности шовной сварки сопротивлением с помощью адаптивного управления»
- А также презентация, посвященная адаптивному управлению и герметичным непрерывным сварным швам.
Работа с адаптивным графиком швов — это самый простой способ предотвратить появление некачественных сварных швов из-за проблем такого типа. Адаптивный график сварки может автоматически обнаруживать и исправлять каждую из этих проблем для получения стабильных сварных швов и, в первую очередь, предотвращать появление некачественного сварного шва. А когда отклонения слишком серьезны, чтобы их можно было исправить, система может мгновенно уведомить оператора о проблеме.
Шовная сварка традиционно сталкивается с такими проблемами, как:
- непостоянный нагрев от сварки к сварке
- несовместимое расстояние между точками
- непостоянная скорость колеса
- непостоянная сила по длине шва
- вариант кромки
- неравномерное ускорение колеса в начале и конце шва
- неравномерная площадь торцевого контакта шовного круга, катящегося по детали
- вариации контактного сопротивления между колесом и щеткой
Проблема: непостоянная скорость колеса
Переменная нагрузка детали, подаваемой на машину, ограничение крутящего момента двигателя, люфт шестерни, колебания ремня, нестабильность управления скоростью двигателя и механические резонансы машины являются факторами, вызывающими мгновенные колебания скорости колеса на машинах для шовной сварки.
Решение:
Адаптивное управление — это самый простой способ минимизировать эти колебания, автоматически увеличивая и уменьшая нагрев в ответ на эти мгновенные колебания скорости.
Проблема: изменения интервалов
Обычные средства управления шовной сваркой устанавливают напряжение двигателя, а затем зависят от фиксированного запрограммированного времени между сварками для управления расстоянием между точками. Эта практика основана на ложном предположении, что колеса движутся с абсолютно одинаковой скоростью. На самом деле колебания скорости колеса возникают из-за внешних возмущений и являются причиной непостоянства расстояния между пятнами.
Решение:
- Адаптивное управление полностью устраняет эту проблему, точно размещая каждую точку в нужном месте на основе фактического измеренного положения колеса на детали, а не в зависимости от времени и надежды на то, что колеса катятся с абсолютно одинаковой скоростью.

Проблема: изменение усилия колеса
Трение цилиндра сварного шва и ползуна, колебания давления воздуха или аномалии сервопривода, циклические колебания колеса и вибрация машины являются факторами, вызывающими изменение усилия, когда колеса катятся по шву. Эти изменения силы приводят к неравномерности размеров сварных швов.
Решение:
Адаптивное управление предлагает самый простой способ минимизировать эти колебания, автоматически регулируя нагрев вверх и вниз в ответ на мгновенные колебания силы.
Проблема: вариации кромок
Операции по шву, которые должны поддерживать контроль шва от кромки до кромки, страдают от вариаций кромки, потому что синхронизировать нагрев с динамикой, которая имеет место в начале и конце шва, практически невозможно. достичь при обычном управлении. Слишком раннее начало нагрева делает переднюю кромку слишком горячей и выбрасывает материал; слишком позднее начало нагрева делает переднюю кромку слишком холодной, а сварной шов передней кромки меньшего размера. Аналогичные проблемы возникают в конце шва; слишком позднее отключение нагрева делает заднюю кромку слишком горячей и выбрасывает материал; слишком раннее отключение нагрева делает заднюю кромку слишком холодной, а сварка задней кромки меньшего размера. Вот некоторые из причин, по которым производители, использующие традиционные подходы к сварке встык, сталкиваются с высоким уровнем брака.
Аналогичные проблемы возникают в конце шва; слишком позднее отключение нагрева делает заднюю кромку слишком горячей и выбрасывает материал; слишком раннее отключение нагрева делает заднюю кромку слишком холодной, а сварка задней кромки меньшего размера. Вот некоторые из причин, по которым производители, использующие традиционные подходы к сварке встык, сталкиваются с высоким уровнем брака.
Решения:
Адаптивное управление решает эту проблему за счет точной синхронизации процесса и оптимальной лепки тепла в соответствии с контуром передней и задней кромки детали. По мере того как колесо накатывается на переднюю часть детали, адаптивное управление подает соответствующий нагрев. Адаптивный график сварки отслеживает траекторию шовного сварочного круга, отслеживая мгновенную скорость, усилие и другие параметры. Он автоматически регулирует нагрев каждую миллисекунду, чтобы компенсировать колебания скорости, подпрыгивания колес и другие источники вариаций.
Системы шовной сварки с обычным управлением приводят к:
- сварным швам несоответствующих размеров, которые могут иметь переменное расстояние в шве
- первые несколько сварных швов более горячие, чем остальные сварные швы в шве
- аналогичные проблемы со сварными швами в конце шва
При сварке встык, когда шовные ролики должны накатывать на переднюю часть детали, катиться по детали и выходить за заднюю кромку детали, эти проблемы дополнительно усугубляются:
- подпрыгивание колес
- вибрация и динамические изменения геометрии, возникающие на передней и задней кромках
Мониторинг может обнаруживать все эти источники отклонений сварного шва и предотвращать выпуск некачественных и нестабильных сварных швов с завода. Адаптивное управление может в первую очередь предотвратить возникновение плохого сварного шва.
Адаптивное управление может в первую очередь предотвратить возникновение плохого сварного шва.
Узнайте больше об адаптивном управлении WeldComputer® для сварки швов в этой статье Welding Journal.
Скачать статью
Узнайте больше о том, как увеличить скорость при сохранении качества, загрузив полную презентацию.
Скачать презентацию
Есть вопросы? Нажмите кнопку ниже, чтобы связаться с нами сегодня.
Свяжитесь с намиСварка стежков и шовная сварка для вашего изделия из металла
Вы не можете приготовить омлет, не разбивая яйца, и в том же духе вы не можете сделать сварку, не плавя металл. Однако проблема с плавлением металла заключается в том, что ему нужно тепло. Это вызывает расширение и изменяет свойства материала. Сварка стежком — это способ меньше нагревать заготовку, но он требует затрат.
Термические эффекты сварки
Расширение может быть самой большой проблемой, с которой сталкивается сварщик.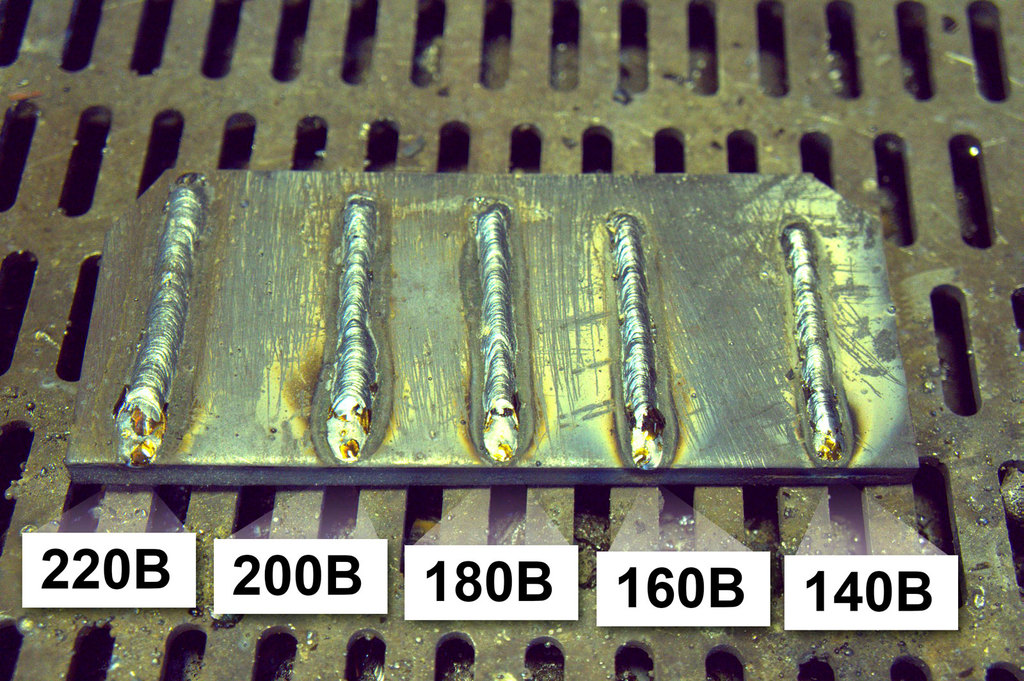 Свариваемые компоненты увеличиваются по мере их сплавления. Затем, когда они охлаждаются, они сжимаются, но из-за того, что они теперь соединены, конструкция искажается.
Свариваемые компоненты увеличиваются по мере их сплавления. Затем, когда они охлаждаются, они сжимаются, но из-за того, что они теперь соединены, конструкция искажается.
Сварка также создает зону термического влияния (ЗТВ), в которой изменяются свойства материала. В случае с алюминием, например, высокая температура сварки удаляет весь отпуск и возвращает материалу более или менее его первоначальные свойства. При сварке стали существует риск создания менее пластичной области, более склонной к растрескиванию.
Сварка тонкого листа — еще одна ситуация, когда возникает проблема избытка тепла. В этом случае существует риск прожога и образования дыры в материале.
Стыковая сварка
Состоит из короткого шва, за которым следует зазор. Например, вдоль стыка рисунок может состоять из 2-дюймового сварного шва, за которым следует 2-дюймовый зазор, повторяющийся по всей соединяемой длине. Это можно сделать как для угловых, так и для стыковых (плоских) швов. Иногда ее называют прерывистой сваркой, реже – скиповой сваркой.
Основным преимуществом такой сварки швов является то, что она нагревает заготовку в два раза меньше. Это уменьшает искажения и делает меньшую ЗТВ. Это также означает, что используется меньше присадочного металла, что экономит деньги, а сварка обычно выполняется за меньшее время, чем если бы она была непрерывной. Некоторые специалисты также утверждают, что шовная сварка предотвращает распространение трещины вдоль соединения.
Сварка швов
Альтернативой сшиванию является непрерывный или шовный шов. Здесь сварщик зажигает дугу на одном конце соединения и поддерживает сварочную ванну, проходя по всей длине. Шовная сварка может выполняться для галтелей плоских соединений, и ее часто можно увидеть в местах сварки труб или труб.
Сварка швов приведет к большему искажению просто потому, что при изготовлении уходит больше тепла. По той же причине ЗТВ будет больше. Он также требует больше наполнителя и обычно занимает больше времени, чем сшивание. Однако шовное сварное соединение по своей природе прочнее, чем сварка одним стежком, просто потому, что сплавляется больше металла.