Сварочный аппарат подключение проводов: Подключение сварочных кабелей – Справочник сварщика
alexxlab | 24.12.2022 | 0 | Разное
Как выполняется подключение сварочного аппарата?
Автор На чтение 7 мин Просмотров 4.2к. Опубликовано
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат. Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Самодельный сварочный аппарат для сварки на постоянном токе.Содержание
- Основные рекомендации и техника безопасности
- Пошаговая инструкция по подключению сварочного аппарата
- Особенности подключения в зависимости от типа аппарата
- Возможные проблемы после подключения
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой.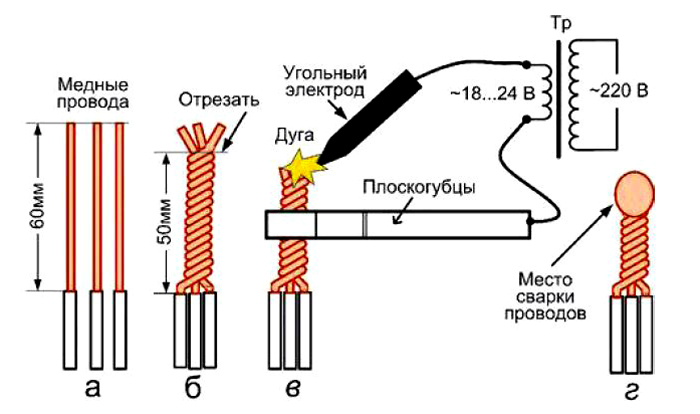 Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
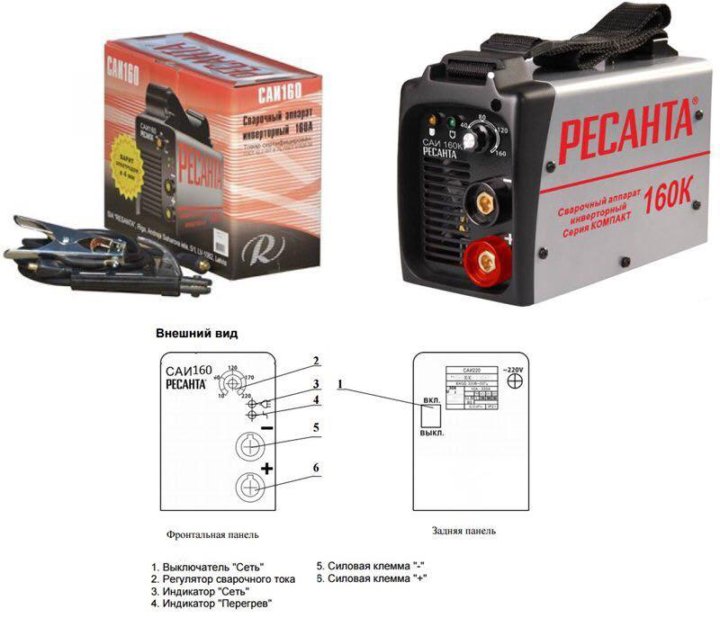
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.

Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.

После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
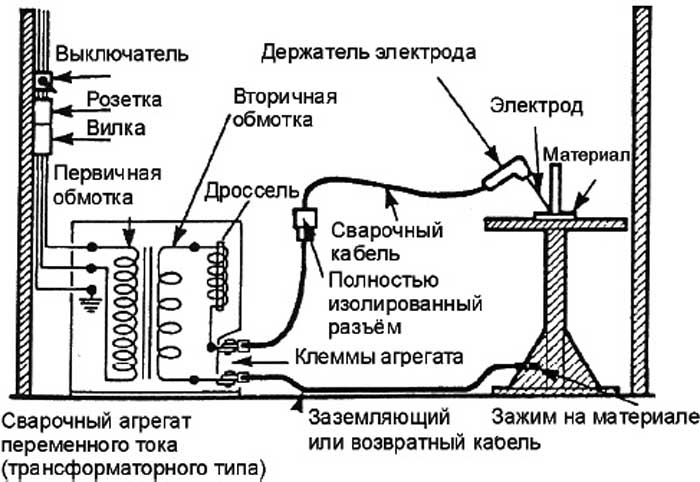
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Вернуться к оглавлению
Возможные проблемы после подключения
Рисунок 4. Схема подключения сварочного трансформатора.После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
как правильно подключить кабели к аппарату и сети 220в – Расходники и комплектующие на Svarka.guru
Как правильно подключить инвертор — плюсом на электрод или минусом
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Устройство
Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.
На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.
Характеристики
Важнейшая характеристика нужная для провода- его сечение. Оно определяет максимальный ток, проходящий через кабель. Не менее важно и сопротивление, обуславливающее потери электроэнергии на пути от аппарата к электроду. Большое значении имеют механические параметры:
- прочность: способность выдерживать нагрузки;
- упругость: способность возвращаться к начальной форме после деформации
- температурная стойкость: способность сохранять рабочие свойства при изменении температуры;
- способность выдерживать солнечный свет и влажность;
- сопротивляемость грибку и плесени;
Комплект соединительных сварочных проводов, поставляемый вместе с аппаратом, соответствует ему по допустимому сечению и длине.
Полярность аккумулятора
Полярностью называют схему расположения токовыводящих элементов на верхней крышке или лицевой стороне аккумулятора. Другими словами, это положение плюса и минуса. Токовыводы также выполнены из свинца, как и пластины внутри.
Прямая и обратная полярности
Существуют две распространенные схемы расположения:
- прямая полярность;
- обратная полярность.
Прямая
В советский период все аккумуляторы отечественного производства были с прямой полярностью. Полюсные выводы располагаются по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой выпускаются и сейчас в России и на постсоветском пространстве. АКБ иностранного производства, которые сделаны в России, также имеют данную схему расположения выводов.
Обратная
На таких аккумуляторах слева расположен минус, а справа плюс. Данное расположение характерно для АКБ европейского производства и поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батарея
Каких-то особых преимуществ разная схема положения не дает. Она не влияет на конструкцию и эксплуатационные особенности. Проблемы могут возникнуть при установке нового аккумулятора. Другая полярность заставит поменять положение батареи и длины провода может не хватить. Также водитель может просто перепутать контакты, что приведет к замыканию. Поэтому важно уже при покупке определиться с типом АКБ для своего автомобиля.
Также водитель может просто перепутать контакты, что приведет к замыканию. Поэтому важно уже при покупке определиться с типом АКБ для своего автомобиля.
Виды
С инверторами бытового и полупрофессионального класса, наиболее распространенными в домашних мастерских, в основном используются одножильные провода марки КГ.
В зависимости от назначения и характеристик они бывают:
- КГ-ХЛ, изоляция выполнена из морозоустойчивого каучука, они работают на холоде;
- КГ-Т, изоляция пропитана веществами, предотвращающими рост грибка и плесени, используются во влажном климате
- КОГ, провода повышенной гибкости, для сварки в труднодоступных местах, например, в судостроении.
По числу жил они подразделяются на:
Одножильный
Большая часть инверторных проводов выполняются одножильными.
Один провод соединяет клеммы аппарата с держателем электрода, другой- с зажимом массы на заготовке.
Двужильный
Используются для высокочастотной сварки и работы переменным током. Две жилы имеют собственную изоляцию, снаружи они покрыты еще одним изоляционным слоем. В качестве материала используются сплавы меди и других цветных металлов.
Трехжильный
Такие провода применяются, чтобы подсоединять системы автоматической сварки, соединяющих трубопроводы и большие емкости.
Каждая жила также имеет собственную изоляцию.
Что это такое?
Во время работ постоянным электротоком процесс электросварки можно осуществить, используя электрический ток с прямой либо обратной полярностью. При выполнении электросварки термин «прямая полярность» значит то, что электрический ток проходит от выпрямителя сварочного устройства на поверхность заготовки с положительным зарядом. Плюсовая клемма устройства для сварки посредством специального электрокабеля соединяется с заготовкой, а на электрод, который подключен к минусовой клемме, через электродержатель проходит отрицательный электрический заряд.
Особенности процесса электросварки в этом варианте состоят в том, что положительный полюс анода имеет температуру, значительно превышающую показатели катода, который служит отрицательным полюсом. По этой причине использование электрического тока с прямой полярностью широко распространено при выполнении сварочных работ с деталями, имеющими толстые стенки. Кроме того, этот метод применяется и для проведения разрезания металла, а также в случаях, когда для выполнения того или иного процесса необходимо образование большого объема тепловой энергии. Что касается выполнения сварочного процесса с применением электротока обратной полярности, то для осуществления сварочных работ потребуется изменить порядок подключения в противоположном направлении. В этом случае отрицательный заряд клеммы со знаком «-» будет подаваться на рабочую поверхность заготовки, а положительный заряд от клеммы со знаком «+» будет направлен к сварочному электроду.
Особенностью обратной полярности сварочного электротока является то, что весь потенциал тепловой энергии приходится на электродный конец стержня, при этом сама заготовка нагревается гораздо меньше.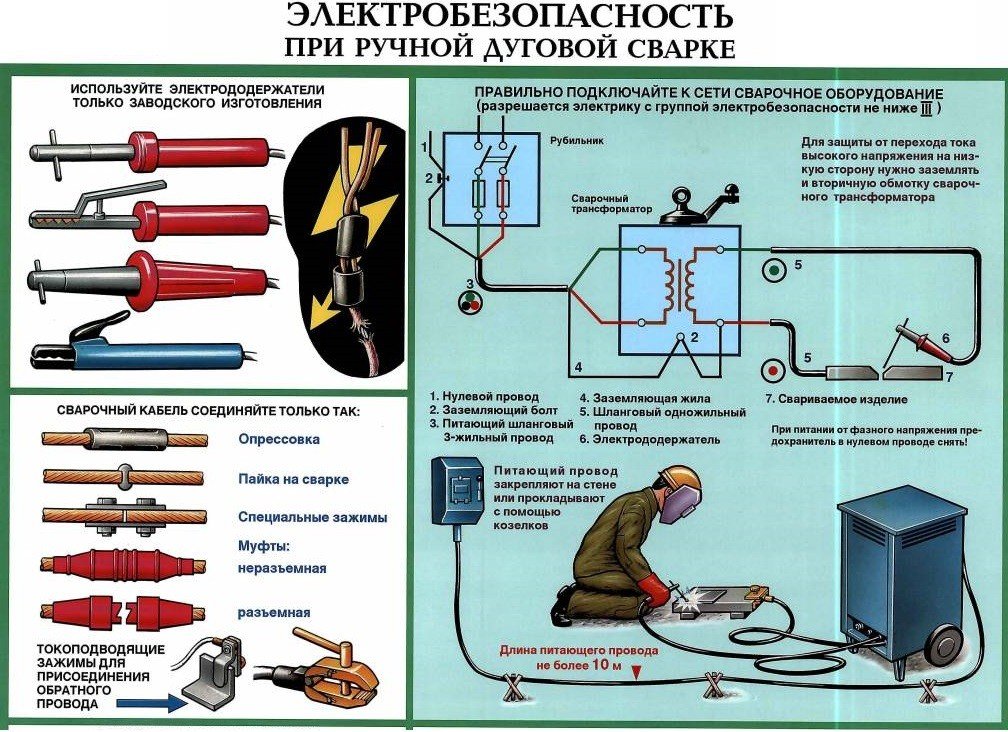 Такой вариант электросварки позволяет аккуратно совмещать края заготовок, сведя риск их сквозного прожига к минимуму. Электросварка обратной полярности используется для работы с легированными или нержавеющими марками металла, с тонкостенными деталями, а кроме того, подходит и для тех металлов, перегрев которых во время проведения сварочных работ крайне нежелателен. Выполнение сварочного шва электротоком обратной полярности эффективно и для сварки с применением флюса либо среды защитных газов.
Такой вариант электросварки позволяет аккуратно совмещать края заготовок, сведя риск их сквозного прожига к минимуму. Электросварка обратной полярности используется для работы с легированными или нержавеющими марками металла, с тонкостенными деталями, а кроме того, подходит и для тех металлов, перегрев которых во время проведения сварочных работ крайне нежелателен. Выполнение сварочного шва электротоком обратной полярности эффективно и для сварки с применением флюса либо среды защитных газов.
Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью. При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится. На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
Важно! при продолжительной работе перегревающимся кабелем возможно оплавление изоляции и клеммы соединения. Это часто приводит к выходу оборудования из строя и даже к возгоранию.
Это часто приводит к выходу оборудования из строя и даже к возгоранию.
Для того, чтобы подсоединить маломощные инверторы переносного типа работающие от сети 220в, используют легкие и гибкие провода сечением до 16 мм2.
Для более производительных устройств потребуется сечением до 50 мм2.
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье “Держатель электродов для сварочного аппарата“. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео.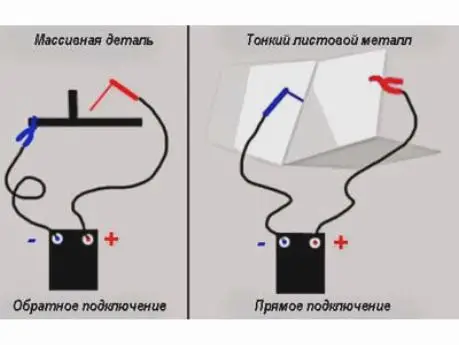 Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Какими пользоваться удлинителями
Длина сетевого провода обычного «сварочника» не превышает 2 м. Поэтому часто в работе используются удлинители. К их выбору нужно подойти также тщательно. Известно, что через медный провод сечением в 1 кв. мм можно «пропустить» ток силой не более 10 А (для алюминиевого – 8 А).
К их выбору нужно подойти также тщательно. Известно, что через медный провод сечением в 1 кв. мм можно «пропустить» ток силой не более 10 А (для алюминиевого – 8 А).
Зная пусковые и рабочие параметры сварочного аппарата, можно высчитать, какое сечение должен иметь провод удлинителя. Лучше взять с небольшим запасом, чтобы обеспечить себе комфортные условия работы. Не стоит покупать на рынке удлинитель подешевле. Под толстым слоем изоляции можно чаще всего обнаружить тонкий проводок. Разумнее обратиться в специализированный магазин и самостоятельно выбрать подходящий по площади сечения провод, да и розетку присмотреть соответствующую. Желательно, чтобы она была изготовлена из термореактивной пластмассы, той, что не плавится при нагревании.
Важно помнить, что провод удлинителя при работе должен быть полностью развернут. Так он лучше охлаждается и не создает дополнительной индуктивной нагрузки
Необходимо позаботиться и о безопасности. Электрические провода не должны иметь повреждений изоляции, лежать на мокром полу и касаться работающих механизмов.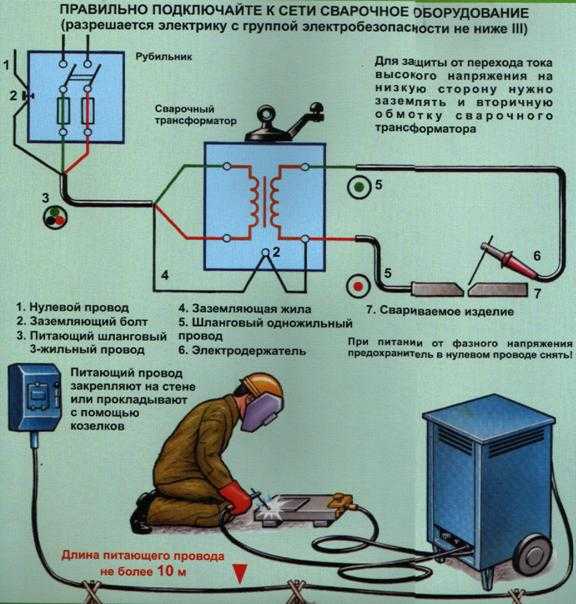 Нужно обязательно использовать заземление.
Нужно обязательно использовать заземление.
Нередки случаи, когда удлинять приходится и провода на выходе. Делать промежуточные соединения при этом не рекомендуется. Высокие выходные токи могут привести к большим электрическим потерям в таких местах. Руководствуясь максимальными эксплуатационными параметрами аппарата, следует приобрести цельный многожильный медный провод необходимой длины. Сечение лучше выбрать, пользуясь правилом: на каждые 8 А тока – 1 кв. мм площади провода.
Если электросеть «слабая», а варить необходимо, можно попытаться подключить для питания сварочного аппарата бензогенератор. Следует учесть, что его выходное напряжение зависит от величины нагрузки. Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
Справедливости ради нужно отметить, что существуют устройства, совмещающие в себе электрогенератор и сварочный аппарат.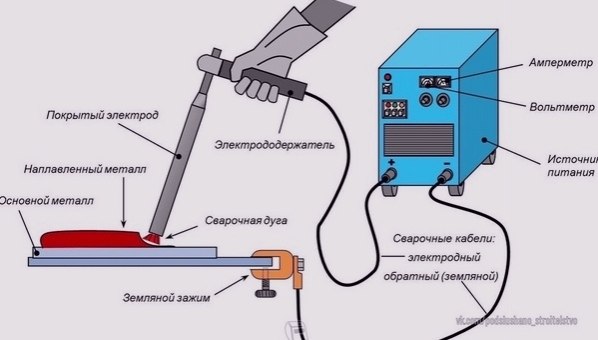 Но цена на них высока для домашнего умельца.
Но цена на них высока для домашнего умельца.
Существует множество видов и моделей сварочного оборудования. На даче, в гараже и дома можно воспользоваться любым.
Можно ли удлинить сварочный кабель на инверторе
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
Потом место соединения следует пропаять и обжать.
В Абакумов, сварщик 5 разряда, Северная верфь: «Я стараюсь не удлинять кабель. По мне так проще подтащить аппарат поближе, чем возиться с оплетением и опрессовкой. К тому же удлиненный чаще цепляется и запутывается, на нем большие потери тока».
Существуют также специальные кабели-удлинители, имеющие опрессованные и изолированные разъемы. Их тип должен соответствовать разъему вашего аппарата.
Важно! Все разъемы перед соединением нужно тщательно зачистить нулевой шкуркой и обезжирить для улучшения контакта.
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Маркировка сварочных кабелей
Маркировка сварочного провода состоит из нескольких групп букв и цифр. По ней можно понять, какая модель перед нами.
Сначала следует несколько букв, указывающих на тип кабеля.
После типа через тире может следовать указание на климатический класс провода:
Далее идет цифра, обознающаяся число жил- 1, 2 или более. Завершает обозначение сечение кабеля в мм2.
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Сварочное соединение проводов
Помимо описанных ранее способов соединения проводов (см. статью Способы соединения проводов: от скрутки до пайки), в последнее время широко применяется сварка.
статью Способы соединения проводов: от скрутки до пайки), в последнее время широко применяется сварка.
Сварка предпочтительнее всех остальных: с ней проще всего получить надежный и качественный контакт. Поэтому время безотказной работы проводки очень велико.
Сейчас проводку чаще всего выполняют медным проводом, алюминиевый стараются не использовать. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварка медных проводов может производиться как переменным, так и постоянным током при напряжении 12 – 36В, при этом должна быть предусмотрена возможность регулирования сварочного тока. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Преимущества инверторных устройств широко известны. Во-первых, он небольшой по размеру и весу, а некоторые модели имеют ремешок для переноски через плечо. Это позволяет повесить устройство на ремне через плечо и подняться по стремянке для сварки скруток в паяльной коробке.
Сварочные инверторы Как правило, имеют широкий диапазон регулирования сварочного тока. Дуга таких аппаратов очень стабильна, хорошо зажигается при малых сварочных токах, поэтому даже неопытный сварщик может очень скоро добиться отличных результатов, получить сварные соединения хорошего качества.
Также к преимуществам инверторных аппаратов можно отнести низкое энергопотребление по сравнению с обычными трансформаторными сварочными аппаратами. Поэтому вполне возможно подключение к бытовой проводке: не будет моргания света и сбоев в работе различной бытовой техники, не будет жалоб от соседей.
Сварка медной проволоки так же опасна, как и обычная сварка стали. Полностью сохраняется опасность «подобрать зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных перчатках. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как и при обычной сварке.
Для сварки медных проволок применяют специальные угольно-медные электроды, которые часто называют «карандашами». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток в зависимости от диаметра и количества свариваемых проволок можно рекомендовать, хотя бы ориентировочно, в пределах, указанных ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 – 90А. Для двух-трех проводов сечением 2,5 мм2 ток достигает 80-100А, а для трех-четырех 100-120А.
Эти цифры следует считать ориентировочными, так как медь, используемая в проводах, в зависимости от производителя сильно различается по составу и свойствам. Соответственно, режимы сварки тоже будут отличаться.
Оптимальный режим, когда электрод не прилипает к месту сварки и дуга стабильна. Это сочетание достигается уже в процессе работы опытным путем. Примерно таких ограничений следует придерживаться при покупке инверторного сварочного аппарата. Если устройство предполагается использовать только для таких работ, то более мощное не требуется.
Если устройство предполагается использовать только для таких работ, то более мощное не требуется.
Сварочные технологические проволоки
Собственно сварка состоит из нескольких технологических операций. Сначала снять оболочку и изоляцию с проводов, а затем скрутить. Обрежьте получившуюся скрутку так, чтобы концы всех проводов были на одном уровне, а длина скрутки была бы не менее 50 мм.
После этого на скрутку устанавливается медная теплосъемная обойма, и подключается «масса» сварочного аппарата. После этих операций конец заряженного в обойму угольного «карандаша» доводят до конца скрутки и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов, время сварки каждой скрутки не должно превышать 1 – 2 сек. После остывания сваренных витков их следует изолировать изоляционной лентой или, что более современно, с помощью термоусадочной трубки.
Самодельные проволочные сварочные аппараты
Инверторные аппараты для скручивания мотков очень хороши, но имеют один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда сварка производится регулярно, а не от случая к случаю, например, в условиях специализированных электротехнических бригад и предприятий. Если вы только планируете замену проводки в двух-трех комнатной квартире своими силами, то вполне можно обойтись самодельным сварочным аппаратом, пусть даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет показанный на рисунке трансформатор серии ТБС (Armored Machine Transformer Transformer) 1.
Рисунок 1. Трансформатор серии ТБС
Для сварочных проводов подойдет трансформатор мощностью не менее 600 Вт и вполне подойдет напряжение вторичной обмотки 9 – 36В. Ко вторичной обмотке подключен электрододержатель и зажим для подключения «массы».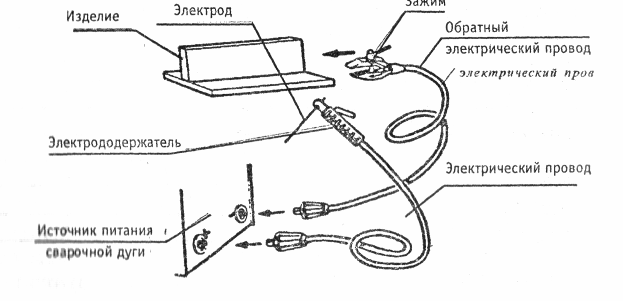
Сварка производится угольным электродом (прутком от аккумулятора) так же, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс такой же: от зачистки проводов до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его легко сделать самому. Для этого потребуется трансформаторный утюг Ш-образной формы с площадью сердечника не менее 30 см2. При площади 30 см2 и напряжении сети 220 В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 – 1,0 мм.
Вторичную обмотку наматывают в три провода диаметром 3 мм, или тоньше в четыре-пять проводов, но только так, чтобы общая площадь была не менее 15 – 20 мм2. При напряжении вторичной обмотки 10В она должна содержать 13 витков с указанным железом.
Если такого железа нет, то количество витков можно определить по формулам ниже.
W1 = 40 * U1/S
W2 = 40 * U2 / S
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40-60, чем качественнее железо, тем цифра меньше), U1 напряжение сети (220В), U2 – необходимое вторичное напряжение. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Как и в предыдущем случае, вам понадобится сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или “зайчики” в глазах гарантированы. Для упрощения процесса сварки можно использовать специальный зажим, показанный на рисунке. 2.
Рисунок 2. Сварочный аппарат
Конструкция устройства проста и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подается на верхнюю (подвижное плечо) и нижнюю (основание) части, соединенные между собой изолирующей пластиной 3, посредством шарнира 4. Используется угольный электрод 1 с углублением для флюса в качестве основы, в качестве которой используется обыкновенная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение максимально, не меньше сечения вторичной обмотки трансформатора. Силовой выключатель должен быть как можно ближе, лучше если это проходной выключатель на проводе, как торшер.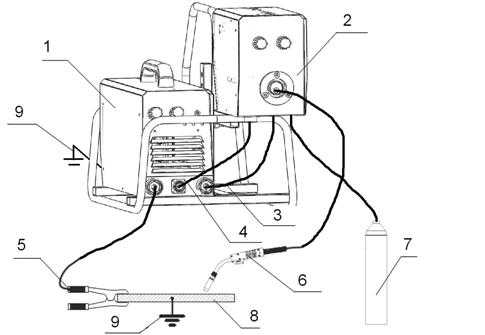
Процесс сварки в этом случае выглядит так. Сначала сваренную скрутку фиксируют барашковой струбциной на подвижном кронштейне. В углубление угольного электрода заливается флюс, рычаги сжимаются рукой. После этого на сварочный трансформатор подается напряжение, и в углублении угольного электрода под слоем флюса образуется шарик. После этого трансформатор следует выключить и подождать некоторое время, пока шарик остынет непосредственно в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью этого устройства возможна сварка алюминиевых проводов, а также алюминиевых и медных. Способы выполнения скруток для этого случая показаны на рисунке. 3.
Рисунок 3. Скрутки для сварочных проволок
Про аппараты для точечной сварки читайте здесь. В статье описаны несколько самодельных конструкций таких устройств для домашней мастерской.
Борис Аладышкин
 youtube.com/embed/05Bu70WS7f4″>
youtube.com/embed/05Bu70WS7f4″> Соединительный кабель для сварочного аппарата (2-мерный) | Trusco Nakayama
- MISUMI Главная>
- Инструменты и аксессуары>
- Принадлежности для сварки>
- Принадлежности для электросварки>
- Соединительный кабель для сварочного аппарата (2-мерный)
Trusco Nakayama
Trusco Nakayama
[Характеристики]
· Поскольку в этом кабеле используется эластичный и прочный натуральный каучук, он демонстрирует достаточную устойчивость к ударам и износу, а также обладает отличной устойчивостью к напряжению.
[Применение]
· В качестве соединительного кабеля вторичной стороны для основного дугового сварочного аппарата.
| Часть номер |
|---|
| TWC-2210 |
| TWC-2220 |
| TWC-225 |
| TWC-225 |
| TWC-225 | 0123 |
| TWC-385 |
| Part Number | Volume Discount | Days to Ship | Cable (m) | Applicable Current A100% | Applicable Current A80% | Applicable Current A50 % | Используемая проволока (мм 2 ) | Код Trusco | Масса (г) |
|---|---|---|---|---|---|---|---|---|---|
4 Days | 10 | 121 | 135 | 171 | WCT-22 | 256-1654 | 3200 | ||
4 дня | 20 | 121 | 135 | 171 | WCT-22 | 256-1662 | 6400 | ||
4 Days | 5 | 121 | 135 | 171 | WCT-22 | 256-1646 | 1600 | ||
4 дня | 10 | 171 | 191 | 241 | WCT-38 | 256-1689 | 5200 | ||
4 Days | 20 | 171 | 191 | 241 | WCT-38 | 256-1697 | 10400 | ||
4 дня | 5 | 171 | 191 | 241 | WCT-38 | 256-1671 | 2600 |
Loading.