Сварочный аппарат схема: Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 10.06.1988 | 0 | Разное
K3878 блок питания сварочный аппарат схема — novaso
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр.
 Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора. - Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды.
 Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы. - Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.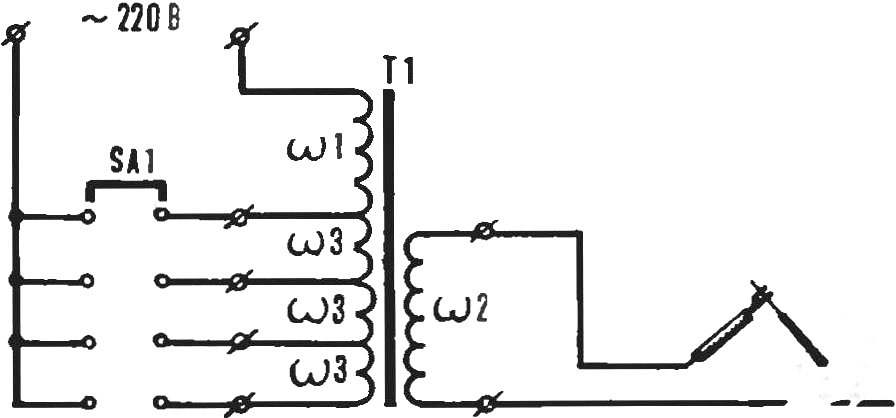
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Как работает инвертор
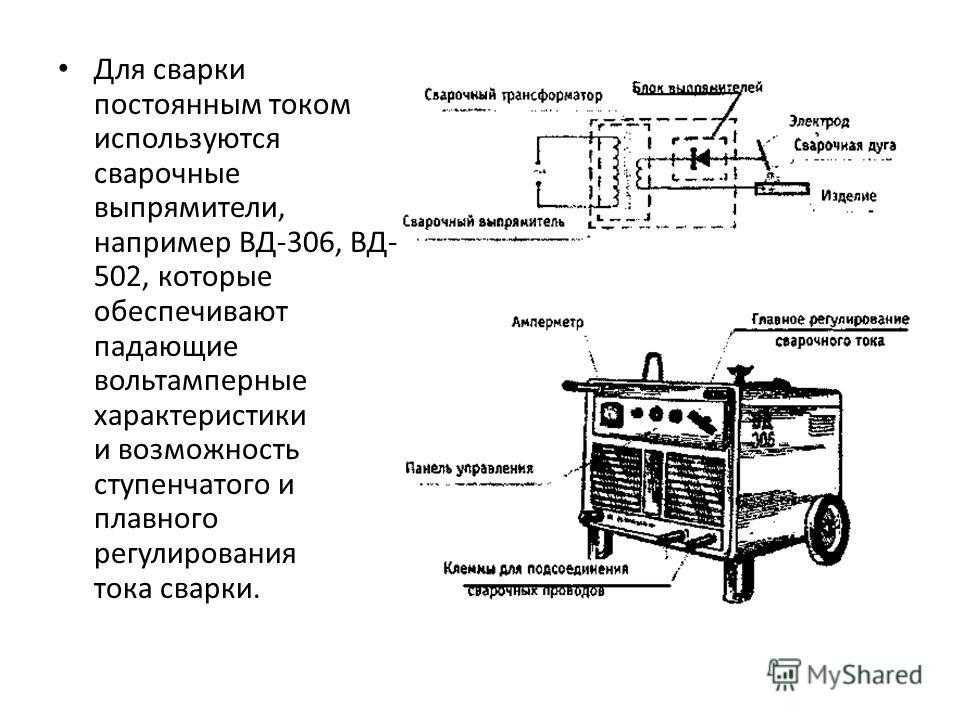
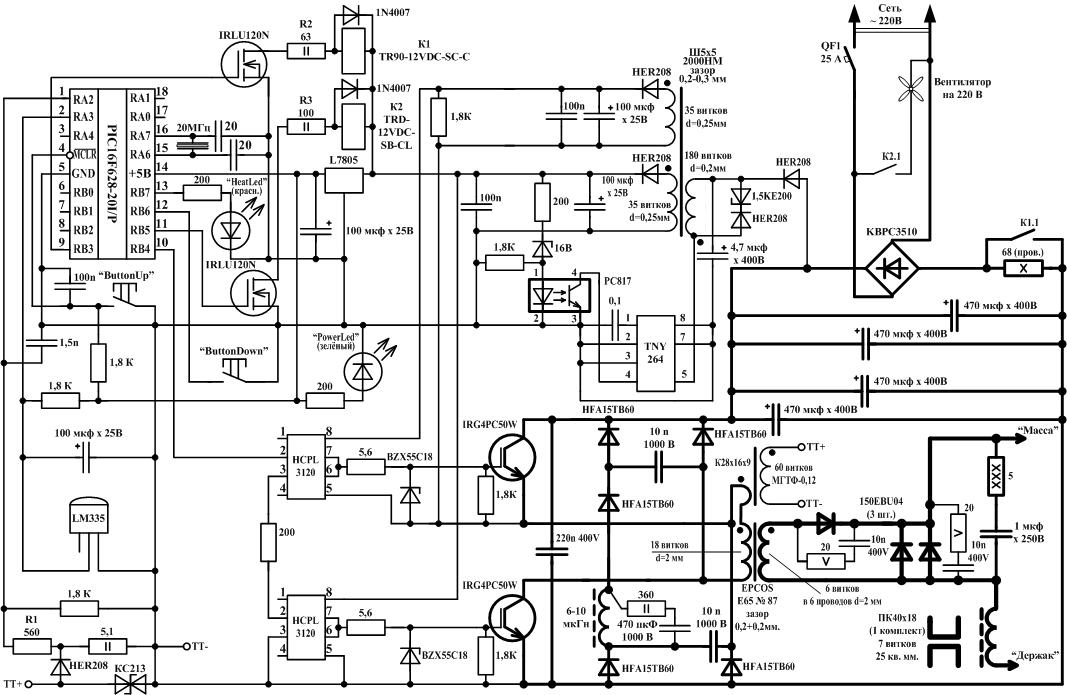
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
одящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
О чем будем
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
- Электродуговой сварки переменным током промышленной частоты 50/60 Гц и постоянным током до 200 А.
 Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража. - Микродуговой сварки скруток проводов – очень просто, и полезно при прокладке или ремонте электропроводки.
- Точечной импульсной контактной сварки – может хорошо пригодиться при сборке изделий из тонкого стального листа.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах.
Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
tehnika.expert
О чем не будем
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
Особенности
Особенности РЕСАНТА САИ 220:
- Регулировка выходного тока от 15 до 220 А, позволяет нормально работать с материалами разной толщины.

- Отследить состояние прибора поможет световая индикация на передней стороне. Автомат защиты и сетевой выключатель находятся на задней панели.
- Корпус выполнен из металла.
- Охлаждение осуществляется принудительной вентиляцией через отверстие, если его закрыть, аппарат выйдет из строя.
- Защита от перегрева срабатывает автоматически и отображается на передней панели, сразу необходимо проверять кабели на замыкание и не отключать аппарат в течение 5 минут.
- Для начала сварки необходимо поджечь дугу, нередко это сопровождается залипанием электрода, чтобы этого не происходило, аппарат оснащён функцией «Anti Stcik». Которая плавно увеличивает ток на электроде. В дальнейшем напряжение подаётся в штатном режиме.
- Функция «Hot Start», повышает напряжение при запуске, для быстрого получения дуги в самом начале. Это позволяет сократить первоначальную подготовку.
- Инвертор нельзя использовать в помещении с повышенной влажностью и во время дождя.

- Использование электропилы, дрели, болгарки рядом с работающим оборудованием, может перевести к попаданию внутрь металлической пыли и поломке.
- При выходе из строя изоляции на сетевом и сварочном кабелях, работу нужно прекратить, до исправления повреждений.
- Перед первым включением инвертора в новом помещении, его необходимо выдержать 2 часа, это предотвратить появление конденсата.
- Для исключения поражения электрическим током, необходимо подключать к заземлённой розетке.
- Сварочные работы должны проходить в хорошо проветриваемом месте.
- Для защиты от термических ожогов, все работы нужно проводить в головном уборе, защитных перчатках и специальной одежде.
- Защита глаз и лица, обеспечивается маской сварщика.
Схема сварочного инвертора РЕСАНТА САИ 220
Схема аппарата РЕСАНТА САИ 220, построена на микросхеме UC3842BN. Используются мощные транзисторы FQP4N90C, затвор которых изолирован.
- Напряжение — 220 В.
- Диаметр электрода — 5 мм.
- Напряжение дуги — 80 В.
- Потребляемый ток — 30 А.
- Масса — 5 кг.
- Класс защиты — IP21.
- Сварочный инвертор.
- Плечевой ремень.
- Заземляющие клеммы.
- Держатель электрода.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Неисправности
Основные неисправности, с которыми сталкиваются пользователи, при эксплуатации инвертора РЕСАНТА САИ 220:
- Выход из строя блока питания. перегрев. Нужно сразу обратиться в сервисный центр, особенно если аппарат ещё на гарантии.
- Отсутствие индикации сеть. Проверьте подключение оборудования к сети и положение переключателя «Сеть».
- Оборудование не показывает полную мощность. Проверить поверхность электрода на влажность, если он мокрый, то его нужно заменить. Маленькое напряжение в сети, также может быть причиной выхода из строя.
- Горит индикатор «Перегрев». Раскрутить корпус инвертора РЕСАНТА, проверить на наличие пыли в системе охлаждения. Если не помогло, то нужно обращаться в сервисный центр.
- Отключение вентилятора в системе охлаждения и отсутствие сигнала перегрева.
- При первом включении, индикаторы долго мигают.
 а при работе с аргоном наблюдается нестабильная дуга.
а при работе с аргоном наблюдается нестабильная дуга. - Громкий щелчок и инвертор перестаёт работать. Нужно проверить регулируемые накладки и все реле, согласно схеме. Подгоревший конец в проводке, может быть причиной неисправности.
- Пробивает массу при включении. Проверьте провода на повреждения.
- Мигают два светодиода на лицевой стороне, а вентилятор дёргается им в такт. Это свидетельствует о поломке микросхемы отвечающей за работу системы охлаждения. Если при отключении кулера, переключается реле, то его нужно заменить.
- Мигают оба индикатора. срабатывает реле, включается вентилятор, но через 1 секунду инвертор выключается и повторяется процесс. Нужно проверить на схеме сопротивление R43 (12 В, 51 Ом), выходные транзисторы Q31-1, Q32-1, Q31-2, Q32-2 и диод D14.
- Ручка настрой силы тока. со временем разбалтывается и крутится слишком легко.
- Материал, из которого сделан вентилятор слишком слабый и от попадания маленькой веточки лопается на маленькие детали.

- Провод не предназначен для работы при минусовой температуре, трескается оплётка.
Сварочный аппарат РЕСАНТА САИ 220 неплохой выбор для маленькой мастерской или домашнего использования. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — 9930р.
- Автор: Виталий Данилович Орлов
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов. оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165. то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
- Аппарат не включается;
- Охлаждающий кулер не работает;
- Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты ) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка — 470 ), и два на 2,4 Ом (2R4 ) — включенных параллельно — в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C ) управляется микросхемой UC3842BN. Эта микросхема — сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом. 2Вт ). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки9quot;, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора — полная принципиальная схема «Ресанта САИ-250ПН».
Пришёл инверторный сварочный аппарат Ресанта САИ 220. Сгорели силовые т-ры (HGTG30N60A4D) Стоит их там четыре. Замена транзисторов и последующее включение в сеть привело к повторному их уходу в КЗ. Ставил такие т-ры MGW20N60D. Проблема оказалась до абсурда смешной))) Плата двухслойная, оказалось что либо во время работы, либо ещё каким макаром-не знаю, Была нарушена металлизация отврестий, в которые вкручиваются саморезы крепящие радиатор транзисторов. Корочее говоря защитный диод обратки одного из транзисторов висел просто в «воздухе». Из-за этого с основного трансформатора выскакивала обратка (индуктивность транса) прямо на транзюки, которые не были защищены диодом. Такая вот история)))
Новичок Сообщения: 11
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
Фанат форума Сообщения: 3817
С чего начинать?
Как с чего. С азов .
Участник Сообщения: 162
Резюк софтстарта посмотри
Новичок Сообщения: 13
Ребят помогите найти схему аппарата РЕСАНТА САИ 220. Только не GP где 6 быстродействующих диодов а 4. И на цепи защиты от перегрузок 2 оптрона
Модератор
Сообщения: 4569
Ресанта 220 А.При включении не работает совсем,ни запаха ,ни перегрева.С чего начинать?Помогите.
вариант номер один-отнести мастеру вариант номер два(в случае если сам мастер)- обоняние и осязание не помощники в создании темы или поста на форуме где занимаются профессональным ремонтом. Где или что проверялось, какие питания есть(если они вообще есть )?
Фанат форума Сообщения: 4937
sofrina
. дату не видел?
Модератор
Сообщения: 4569
sofrina
. дату не видел?
ого, с годовой разницей, аппарат наверно уже сделал кто-то другой, снова сгорел, снова после ремонта и теперь уже на помойке- год,от силы два они живут,
Вы не можете
начинать темы Вы
не можете
отвечать на сообщения Вы
не можете
редактировать свои сообщения Вы
не можете
удалять свои сообщения Вы
не можете
голосовать в опросах Вы
не можете
добавлять файлы Вы
можете
скачивать файлы
решил сваять осциллятор к инвертору, увидел ролик https://www.youtube.com/watch?v=Htsp8iul00M и в кладовке оказался такой трансформатор от неоновой рекламы. сваял, для последовательного включения. разрядник из 2 х автосвечей, все работает, но через 1 виток на медную шину (вторички) трансформатора, феррит 2х Ш 65 2000 нм напряжение не трансформируется. намотал другой трансформатор проволокой (чисто для эксперимента) но на вторичку высокое напряжение не трансформируется. конденсаторы ставил разные, от лампового телека, от электроножа, зазор в разряднике менял (там на резьбе сделал) но на 9 витках медной шины искры нет даже при зазоре ее концов в 0.2 мм может народ подскажет?
Доброго времени суток всем! Попал ко мне в руки инверторчик с 12в — 220в (300вт макс) модели DCI-305C.
Дак вот,решил через пару месяцев взяться за него. Хозяин хотел его выкинуть. Но отдал его мне. Сказал что он не включается и все. Ну я его и забросил на два месяца. А сегодня наткнулся на него случайно. Взял его,думаю,дай гляну что с ним. Подключил его к компьютерному БП,но БП и сам не включился. Подозреваю что неисправны два полевика или один из них. (P60NF06) Далее по схеме идут две сборки на ШИМ-контроллерах ka7500b (аналог TL494) и на выходе установлены четыре планарных силовых модуля UF730L. Я так понимаю два из них работают на одну полуволну другие два на другую полуволну (как качели) выходного напряжения 220в.
Правильно ли я понимаю — при выходе из строя поливиков входное напряжение и ток дальше этих транзюков не пойдет? Просто почему я так думаю. Есть у меня автомобильный усь и там на плате тоже установлены силовые транзюки irfz 34 n(были. Заменил на irfz 44 n). Он так же не включался,после замены транзюков все заработало. Вот и думаю заменить полевеки на инверторе. Собственно зачем сюда обратился? Хотелось бы узнать причину(ы) выхода из строя полевиков вообще в целом. И возможно ли в схеме установить диод от переполюсовки? Сам аппарат собственно.
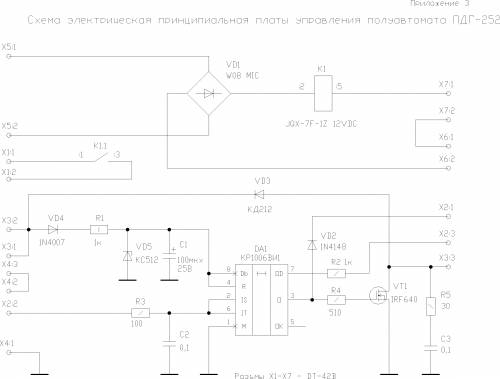
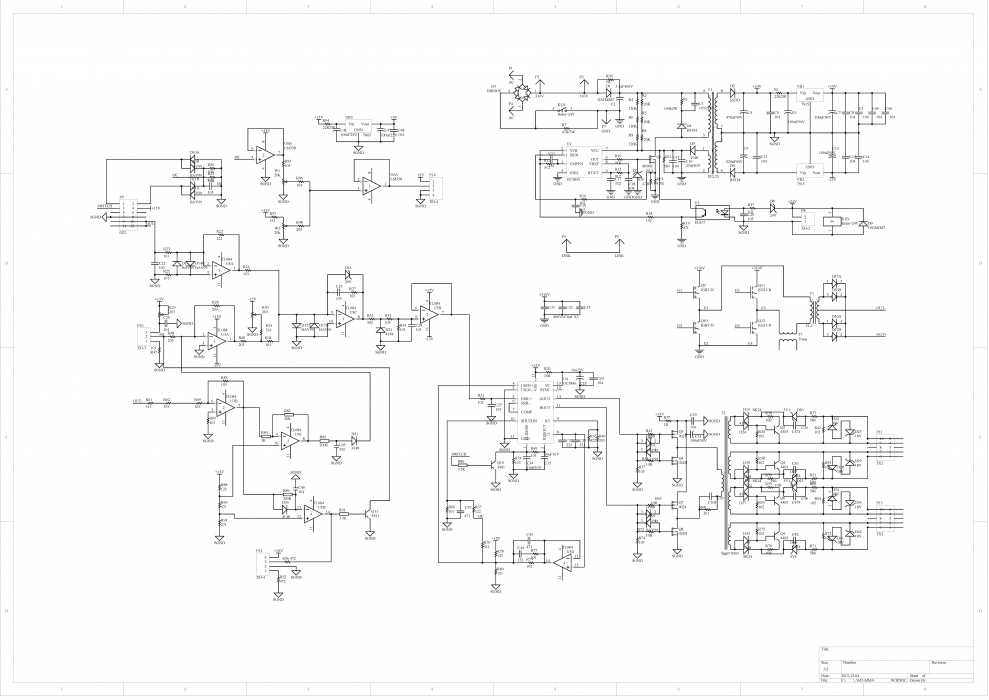
Добрый день! Прошу помочь разобраться что произошло с моим Patriot DC-200C. При включении питания произошел хлопок и работать перестала. Все произошло в весенний период когда из холодного гаража вынес на улицу. Сгорел резистор на плате написано R3, номинал узнать не могу, есть вероятность что вышел из строя транзистор Toshiba K3878. Нашел схему только Patriot DC-180, думал в ней найти номинал сопротивления и по аналогии перепаять. Прошу помощи подсказать что могло произойти и что еще может выйти из строя.
Здравствуйте. Решил попробовать сделать инвертор 12-220. К этому моменту уже сделал 2 инвертора, но это было повторение готовых схем (одна из блока питания, вторая на готовом металлическом магнитопроводе). И вот решил попробовать намотать свой первый импульсный трансформатор. Порывшись дома в барахле нашел старую плату от кинескопного монитора неизвестно откуда взятую. Там был такой трансформатор.
Начал варить его в воде, благо он легко разобрался. Смотал все обмотки. Остались две половинки и катушка. И теперь возник вопрос. Хочу это все дело посчитать в программе ExcellentIT, но не могу определиться с несколькими вопросами: 1) Какой тип сердечника ER или ETD?
2) Ближайший аналог по размерам, как я понимаю, ETD 49/25/16 (ER 49/27/17). Но размеры моего сердечника отличаются от типоразмеров этого сердечника.
Как быть? Добавлять в базу программы мой сердечник. И если да то 3) Откуда брать эффективную проницаемость? 4) У моего сердечника по середине есть зазор. Можно ли использовать такой сердечник для намотки трансформатора для инвертора?
5) в программе там где выбирается сердечник указывается только одна половинка сердечника или нужно выбирать с учетом размеров обоих половин? И возможно у кого-то есть даташит по этому трансформатору? В сети к сожалению ничего не нашел. Заранее благодарю.
Заранее благодарю.
Добрый день форумчане! Для тестирования солнечных инверторов после ремонта необходим эмулятор стринга солнечных панелей Выходное напряжение эмулятора 450V ток 3-4 А Есть в наличии стабилизированный серверный блок питания HP 12V 2250Wt напрашивается вариант повышающего импульсного препразователя DC/DC Прошу о помощи тк не радиолюбитель
@Borodach Ещё следует подчеркнуть форму сигнала на котором производятся измерения (синусе или импульсе) и его частота. Конечно же, показания будут разные! Кода-то я начинал с такого грубого примитива, как табличка ниже. Она меня устраивала. Потом захотелось больше детальности. Импульс отбросил в сторону и перешёл на синус 100 кГц. К импульсу возвращаться не буду! Сейчас, в разработке прибор, хочу учесть все плюсы и минусы предыдущих конструкций. P.S.Я потому и выложил массу разных таблиц, чтобы каждый конструктор мог подобрать параметры, более достоверные для его конструкции. Параметры, как Вы правильно заметили, у всех разные. Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Как и вкусы и замыслы разработчиков! Дополню свой список Вашими диаграммами! За них спасибо! Ёмкость ( мкф ) 1. 100 ESR
Да. 494 по сложнее. У меня осталось 9шт. IR2153. Такой блок на ламповый усь даже не знаю. Фонит сильно. Генерация идёт на полную мощность,от этого и фон. Как её ослабить я н6е знаю. Может резисторы на затворах поменять? Сейчас стоят на 27 Ом. Увеличить сопротивление,что это даст? Так-то по хорошему нужна обратная связь.но как её сделать?
@Mayder Ну в принципе можно будет поставить n канальный после резистора 0,05 Ом. переместить дроссель и диод соответственно Выводы С1 С2 соединить на плюс. E1,E2 — через резистор на затвор(и один резистор на минус)
Ресанта — 220 ремонт инвертора.
Ресанта — 220 .
Поступил в сервис к нам, сварочный инвертор Ресанта — 220. Аппарат не включался. Раскрываем корпус аппарата просматриваем его. Проверяем входные транзисторы, по высокой цепи управления, так же проверяем диоды, сопротивления, кондёры, связанные с этой цепью. В нашем случае, у аппарата, в силовой цепи, оказалось всё в порядке. Идем дальше, переходим в цепь управления платы, так же проверяем, все детали. По порядку и так я дохожу до диода D03 который был в обрыве, и конденсатор C06 показывал утечку ёмкости. После замены указанных выше деталий. Подключили к разъёмам аппарат, включаем в сеть проверяем, аппарат заработал.
В нашем случае, у аппарата, в силовой цепи, оказалось всё в порядке. Идем дальше, переходим в цепь управления платы, так же проверяем, все детали. По порядку и так я дохожу до диода D03 который был в обрыве, и конденсатор C06 показывал утечку ёмкости. После замены указанных выше деталий. Подключили к разъёмам аппарат, включаем в сеть проверяем, аппарат заработал.
studvesna73.ru
Опишу свой первый опыт ремонта инверторов. Как-то осенью достались по дешёвке ($10 за каждый) два горелых аппарата белорусской торговой марки WATT MMA-201. И вот недавно решил заняться их восстановлением. Для начала сфоткал внутренности с целью определения с помощью форумчан прототипа. Однако даже выставлять фотки не пришлось. При изучении форума нашёл аналогичный. И вот благодаря информации, любезно представленной участником форума s237, приступили с приятелем к ремонту. Всякого ожидал, но только не того, что через полтора часа оба аппарата будут без проблем создавать дугу.
Речь будем вести про аппараты, примерно аналогичные Телвин Техника 164, Штурм-Энергомаш и наверное ещё каким-нибудь.
Для начала прозвонил простым стрелочным прибором некоторые элементы сварочников. На одном из них никаких пробоев, кз и прочих бед обнаружено не было, на другом накоротко звонилось следующее:
[
]()
Однако это я делал ещё вслепую, т. е. без схем и прочего. Когда же информация была на руках стало ясно, что конденсаторы и диоды могут звониться накоротко из-за выхода из строя транзисторов. Что впоследствии и подтвердилось. После выпаивания пробитых транзисторов и подачи нужного напряжения на реле, аппарат ожил. Решили проверить осциллограмы на управлении. Вид их немного смутил, так как идеальных прямоугольников они из себя не представляли. И тут пришло время обратиться к второму аппарату. Одной из возможных неисправностей является обрыв одного из последовательно включенных резисторов 6,8 кОм. Звоним, точно, так и есть. Меняем оба на советские МЛТ-2, включаем, констатируем признаки жизни, подключаем провода, варим, всё ок. После этого считаем его исправным, смотрим на нём осциллограмы, сравниваем их с теми, что на первом, убеждаемся в идентичности. Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Пытаемся включить первый аппарат от сети — не тут-то было. Звоним все поочередно и натыкаемся на оборванный проволочный резистор 47 Ом. Перепаиваем с братана, всё заработало. Испытываем без фанатизма, так как три транзистора выпаяны, варит.
Описываю так подробно, вдруг кому-то из таких-же новичков, как я, пригодится. Попутно хотел бы спросить, можно ли оставить на плате МЛТ-2 вместо штатных, будет ли долгим их век?? Кроме того интересует, от чего могли сдохнуть три транзистора (марка FGh50N60UFD) при исправных управляющих ключах, чем их можно безболезненно заменить, нормально ли, что другие транзисторы прни этом остались целы?? Может у кого-то имеются наработки по улучшению таких аппаратов? Буду благодарен за любую информацию, так как вкус к предмету появился неслабый.
www.mastergrad.com
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.![]()
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.

- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок.
 Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей. - На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.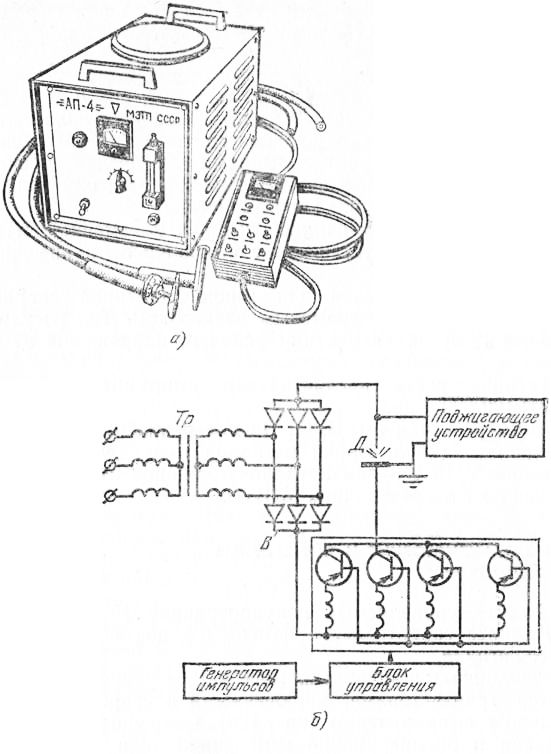
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.

Сварочные инверторы
Схема сварочного инвертора – принципиальная схема инверторной сварки
Чтобы обеспечить горение сварочной дуги, используются инверторы. У данных устройств есть определенные преимущества, недостатки, отличительные особенности. Схема сварочного инвертора включает в себя конструкционные элементы, каждый узел выполняет свою операцию.
Принцип работы
Если разобрать сварочный инвертор, можно поближе рассмотреть силовой трансформатор. Он является основным узлом конструкции и отвечает за уровень напряжения. Ток, исходящий от источника, должен быть понижен.
Схема сварочного инвертора
Важно! На плате управления используются конденсаторы, резисторы, отвечающие за проводимость электрического потока.
Чтобы частота находилась на уровне 50 герц, используется стабилизатор. К дополнительным элементам относится выпрямитель тока (отвечает за пульсацию) и дроссель, стабилизирующий выходное напряжение. Устройство работает в цепи постоянного, переменного тока. Когда напряжение выпрямляется, оно подается на дугу и разрешается заниматься сварочными работами.
Устройство работает в цепи постоянного, переменного тока. Когда напряжение выпрямляется, оно подается на дугу и разрешается заниматься сварочными работами.
Сварочные работы
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.
Сварочные инверторы
Конструкция инверторного сварочного аппарата
Внутри сварочного инвертора имеется множество элементов, которые взаимодействуют между собой. К основным модулям силового блока приписывают следующее:
- выпрямитель напряжения,
- помеховый фильтр,
- преобразователь (он же инвертор),
- высокочастотный выпрямитель на выходе.
Рассматривая плату управления, на ней используются системы для охлаждения транзисторов, фильтров. У современных инверторов установлен радиатор, выпрямитель и преобразователь. Есть кулер, нацеленный на понижающий трансформатор.
У современных инверторов установлен радиатор, выпрямитель и преобразователь. Есть кулер, нацеленный на понижающий трансформатор.
Понижающий трансформатор
Важно! На плате управления может быть один или несколько помеховых фильтров и конденсаторов под них.
Рядом с понижающим трансформатором необходим датчик тока, интегральный стабилизатор. Продвинутые инверторы высокого уровня поставляются с реле мягкого пуска.
Достоинства и недостатки
К сильным сторонам оборудования важно приписать следующее:
- высокая эффективность,
- значительная удельная мощность,
- ассортимент в наличии,
- сфера применения.
Недостатки также всем знакомы, речь идёт о высокой стоимости продукции. Агрегаты не отличаются долгим сроком эксплуатации. Когда электронная плата перегорает, сделать что-либо нереально.
Электронная плата
Проблема кроется в незащищенности корпуса. На рабочем месте, как правило, большое количество пыли и грязи. Всё это оседает на внутренних элементах конструкции и происходит сбой.
Всё это оседает на внутренних элементах конструкции и происходит сбой.
Правильное назначение
Сварочные аппараты подходят для продуктивной работы в домашних условиях, а также в мастерских. Разнообразие функций в устройствах делает их разносторонними. Стандартные сварочные инверторы обеспечивают постоянный ток сварки, поэтому считаются универсальными агрегатами. Они подходят для сварки и резки чёрных, цветных металлов.
Полуавтоматика отличается тонким и ровным швом, практически не оставляет после себя следов. Плазморез востребован в промышленной сфере, годится для профессиональных работ. Резка металла происходит на высокой скорости. Допускаются различные типы заготовок.
Плазморезы
Интересно! Плазморезы годятся для длинных разрезов, к примеру, бронзы либо алюминия.
Аппараты аргонно-дуговой сварки считаются более подходящими для цветных металлов. Обеспечивается значительная глубина проварки и практически нет ограничений. Модели точечной сварки также могут называться споттерами, применимы на металлообрабатывающих предприятиях. Точечные аппараты подходят для резки крупных изделий.
Точечные аппараты подходят для резки крупных изделий.
Аппараты аргонно-дуговой сварки
Как правильно использовать
Чтобы приступить к сварочным работам, необходимо подготовить установку.
Основные этапы:
- размещение инвертора,
- проверка заземления,
- уборка лишних предметов,
- подключение к электросети,
- подсоединение удлинителя,
- использование генераторов,
- установка сварочных кабелей,
- настройка.
Чтобы агрегат работал должным образом, с учётом выбранного металла, производится регулировка частоты напряжения. Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
Положение электрода
Совет! Во время сварки электрод передвигается вдоль линии разреза.
Действовать разрешается под прямым или небольшим углом (не более 60 градусов).
Схемы сварочного аппарата
При рассмотрении сварочного оборудования изучается электрическая и принципиальная схема. Если обратиться к понятиям, заметно, что они несут разные посылы. Учитывается информативность и модель построения. Электросхема представляет собой документ, который сообщает о важных частях оборудования. Основная задача — показать путь прохождения электрической энергии по оборудованию.
Электросхема
Компоненты взаимодействуют между собой и на схеме можно это проследить. Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Важно! Все стандарты прописаны в ГОСТе 2.702-75.
Принципиальная схема также относится к электрическому типу, однако имеет другие задачи. Документ представляет собой чертеж, на котором также отображены компоненты агрегата.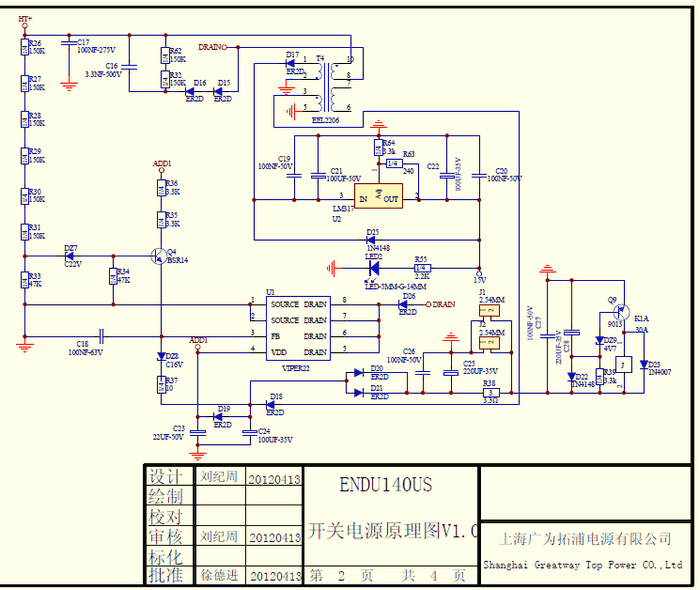
Разница заключается в том, что в принципиальной электрической схеме отображаются электромагнитные связи. По факту, они выглядят не такими детальными, как функциональные электрические схемы.
Если посмотреть на чертеж, отображаются лишь основные узлы.
Принципиальная схема
Электрическая
Стандартная электрическая схема инверторного сварочного аппарата включает в себя мощные транзисторы с частотой 50 Герц. Они действуют в цепи постоянного тока. Подача энергии происходит на выпрямитель для обеспечения стабильного выходного напряжения.
Выпрямитель на схеме
Важная информация! Чтобы частота не прыгала, используется диодный мост. Элемент работает на пару с фильтрующим конденсатором.
Мосты отличаются по мощности и вырабатывают высокую температуру. С целью их охлаждения применяются вентиляторы, радиаторы. Для фильтрующих конденсаторов необходим предохранитель, который убережет компонент в случае замыкания цепи.
Замыкания цепи
Также на схеме обозначен электромагнитный фильтр, который отвечает за совместимость тока. Напряжение подаётся от выпрямителя, представленный блок отвечает за высокочастотные помехи. В случае с трансформаторами проблема является актуальной. Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Напряжение подаётся от выпрямителя, представленный блок отвечает за высокочастотные помехи. В случае с трансформаторами проблема является актуальной. Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Трансформатор установлен высокой частоты, он обеспечивает быстрое преобразование напряжения. Его коммутация происходит на обмотке, поэтому максимальное напряжение в устройствах подобного плана доходит до 340 вольт. Чтобы при большом напряжении создать низкий уровень тока, необходима первичная обмотка. У инверторов параметр составляет 120 ампер.
Коммутация на обмотке
Интересно! Быстродействующие диоды, которые установлены с катодом, можно только предполагать о связи с выпрямителями.
По конструкции элементы просты, способны включаться по команде. Они отвечают за открытие и закрытие моста. Основная функция опять же связана с защитой агрегата. Сразу после подключения цепи к источнику питания по схеме задействуются конденсаторы. Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
Конденсаторы на схеме
Принципиальная
Принципиальная схема выстроена таким образом, что напряжение идёт от выпрямителя к инвертору и подается на трансформатор. Далее ток проходит через вторичный выпрямитель, выходит через дроссель непосредственно к электроду.
Вторичный выпрямитель
Плюс ко всему, от вторичного выпрямителя ток поступает по принципиальной схеме на блок обратной связи. Он взаимосвязан с блоком управления. От блока обратной связи сигнал может поступить непосредственно на инвертор.
Выше рассмотрена электрическая, принципиальная схема сварочного инвертора. Изучен принцип работы, особенности моделей. При оценке агрегатов учитываются технические характеристики, достоинства, недостатки, назначение и сфера использования.
Источник: https://rusenergetics.ru/instrumenty/skhema-svarochnogo-invertora
Схема сварочного инвертора: принципиальная электрическая схема аппарата
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
- Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
- Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
- Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.

Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.

- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Источник: https://tutsvarka.ru/oborudovanie/shema-svarochnogo-invertora
Схема инверторного сварочного аппарата
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей.
В наши дни используется преобразование сетевого напряжения по несколько иному принципу.
Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов.
Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое.
Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре.
При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре.
С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В.
Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В.
Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.

Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки.
Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов.
Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги.
Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок.
Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.

Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы.
Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры.
Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты.
Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Источник: https://electrod. biz/apparat/shema-invertornogo-svarochnogo-apparata.html
biz/apparat/shema-invertornogo-svarochnogo-apparata.html
Элементы электрической схемы сварочных инверторов
Аналогичную аппаратуру все чаще покупают домашние мастера для выполнения специфических работ в гараже или на даче. Схема инверторного сварочного аппарата без баллонов сложнее, но сам он намного компактнее устаревшего трансформатора, а о весе и говорить не приходится — некоторые модели удобно располагаются на плече и не мешают проведению работ.
Современная аппаратура инверторного типа — это изделия, отличающиеся широким набором функциональных возможностей, потому что при их производстве использовались передовые технологии. Начинающие сварщики быстро становятся асами в проведении подобных работ на даче или в частном доме, потому что инвертор довольно прост в эксплуатации.
Виды источников тока
Импульсный преобразователь считается основным элементом электросхемы сварочных инверторов, потому что способен активно вырабатывать высокочастотные токи.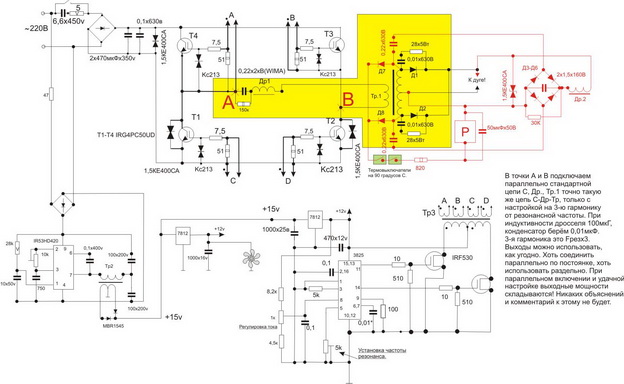 Такое преимущество во время эксплуатации аппаратуры позволяет сварщику легко возбуждать дугу и поддерживать ее устойчивое горение.
Такое преимущество во время эксплуатации аппаратуры позволяет сварщику легко возбуждать дугу и поддерживать ее устойчивое горение.
Все источники сварочного тока имеют идентичную конструкцию и схема сварки у них одинаковая, разница только в каких вольт-амперных характеристиках переключает режимы аппарат. Производители аналогичных изделий выпускают универсальные модели, пригодные к разным видам сварочных работ:
Достоинства полуавтоматических аппаратов
- Малый вес — для любителей всего 5—6 кг.
- Дополнительные функции.
- Плавная регулировка напряжения.
- Хорошая внутренняя вентиляция, благодаря интегрирующему устройству.
- Точное настраивание тока, зависящее от материала соединяемых конструкций.
Инверторы имеют высокий КПД независимо от производителя.
Схемы сварочных аппаратов для полуавтоматической сварки интересны только специалистам, так как изобилуют техническими обозначениями понятными узкому контингенту.
Инверторы для плазменно-дуговой резки
Такие устройства отличаются небольшими размерами и потребляют немного электрической энергии, с их помощью производится соединение или резка черных, а также цветных металлов. Плазменный инвертор обладает большой многофункциональностью, поэтому используется на разных производствах:
- термическая обработка любых металлов;
- пайка, сварка или резка черных и цветных металлов;
- промышленное воронение стали;
- для разрезания керамической плитки, стеклянных заготовок, бетона и т.п.
К недостаткам можно отнести только высокую стоимость аналогичного оборудования.
Электрическая схема и ее нюансы
Важной деталью схемы инвертора для сварки является диодный мост, который преобразовывает поступающий переменный ток в его постоянный аналог, при этом происходит сильный нагрев, поэтому в схеме установлен предохранитель, отключающий подачу тока при нагреве выше 900C.
Для сглаживания возникших импульсов стоит фильтр-выпрямитель, в котором присутствуют электролитические конденсаторы.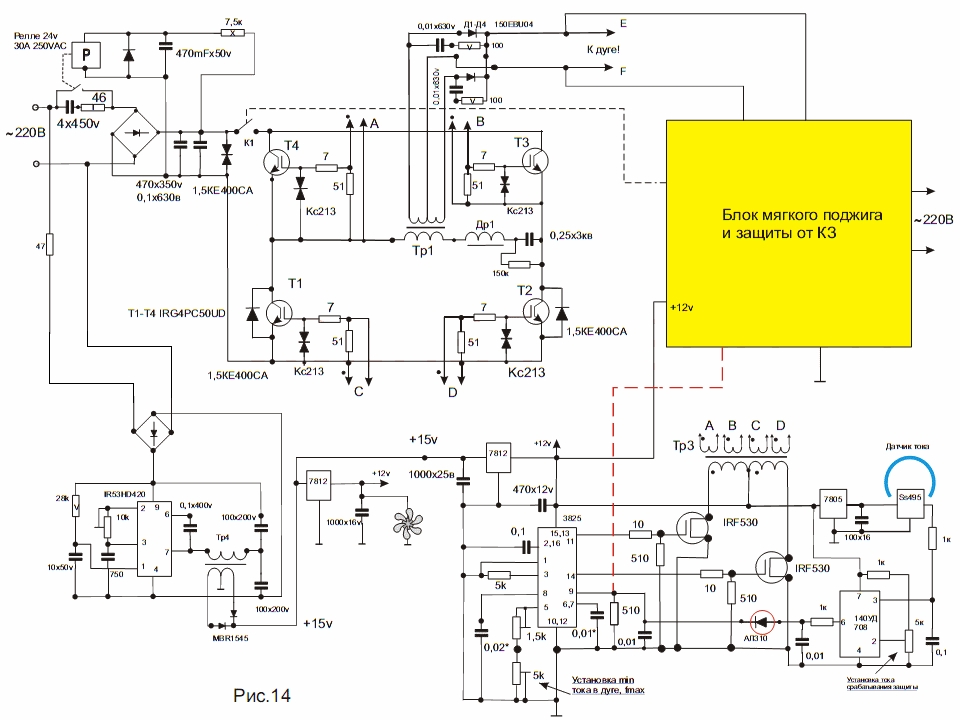
Для предотвращения перегрева диодов в цепи устанавливаются радиаторы охлаждения. Помехи высокой частоты могут проникнуть в общую электросеть, для исключения этого перед выпрямителем стоит фильтр, в конструкции которого используются дроссель и конденсаторы.
В результате нескольких преобразований и благодаря понижающему трансформатору на выход подается постоянный ток, имеющий силу, достаточную для выполнения намеченных сварочных работы.
Принцип работы, краткое описание
Схема сварочного инвертора разных моделей имеет чисто индивидуальные особенности, но принципиальная основа работы — неизменная. Ток, подающийся вовнутрь изделия, подвергается нескольким изменениям:
- Выпрямление.
- Сглаживание амплитуды возникающих импульсов.
- Преобразование после прохождения выпрямителя.
- Понижается напряжения и увеличение сила тока до 250 А.
- Вторичное изменение на постоянный ток, подающийся на выход изделия.
Электронные составляющие инвертора выдают не только улучшенные характеристики, но и оригинальные функции, помогающие новичкам быстрее освоить премудрости сварки.
К дополнительным функциям относятся:
- Hotstart — сила тока многократно повышается при образовании дуги.
- Антизалипание — сведено к минимуму прилипание электрода к свариваемой конструкции.
- Arcforce — чтобы исключить затухание дуги, подается добавочная сила тока.
Конструкция
Примерная базовая схема:
- Выпрямитель низкой частоты.
- Инвертор.
- Трансформатор.
- Выпрямитель тока высокочастотный.
- Ответвление цепи с пониженным сопротивлением (шунт).
- Блок электронного управления.
Аналогичные изделия отличаются конструкцией, но в основе заложено применение высокочастотных импульсных преобразователей.
Диод на выходе и характеристика его работы
При самостоятельной сборке пользователи устанавливают трансформаторы, у которых вторичная обмотка с такими параметрами: сечение медной проволоки 0,3 мм, а ширина конструкции до 40 мм, поэтому диоды на выходе обеспечивают его выпрямление. Рабочий цикл устройства осуществляется при токах высокой частоты, но с такими нагрузками справляются только быстродействующие диоды, так как восстановление происходит за 50 наносекунд.
Рабочий цикл устройства осуществляется при токах высокой частоты, но с такими нагрузками справляются только быстродействующие диоды, так как восстановление происходит за 50 наносекунд.
Универсальность
Каждый производитель моделей сварочных инверторов заботится об увеличении надежности во время длительной эксплуатации, при условии соблюдения мер безопасности при работе с оригинальными изделиями. Обязательно в конструкции присутствует блок контроля повышения температуры, который защищает инвертор от перегревания и регулирует функционирование системы охлаждения.
В электросхеме изделия встроен трансформатор, имеющий биметаллические термодатчики с заданной температурой срабатывания не выше 75 градусов. Радиатор охлаждения имеет собственный интегральный датчик, который следит за повышением температуры и отключат подачу тока при ее недопустимом повышении.
Как сделать инвертор?
Для сборки аналогичного изделия надо знать, что схемы инверторов сварки рассчитаны на потребление напряжения 220 V с силой тока 32 А. После проведения преобразований внутри инвертора, на выходе получается около 250 ампер, что достаточно для создания прочного сварного шва.
После проведения преобразований внутри инвертора, на выходе получается около 250 ампер, что достаточно для создания прочного сварного шва.
Чтобы собрать конструкцию, нужны такие составляющие:
- Трансформатор с ферритовым сердечником.
- Первичная и три варианта вторичной обмотки.
Надо приобрести и такие компоненты:
- провода с медными жилами;
- стеклоткань, чтобы обеспечить надежную изоляцию обмоток;
- небольшой лист текстолита с печатными платами;
- сталь для электротехнических работ;
- хлопчатобумажную ткань.
После закупки всего необходимого смело приступайте к сборке изделия по схеме, которую легко найти в интернете.
Защитные элементы
В общую электрическую цепь специально встроены элементы, которые исключают возникновение негативных факторов нормальной работы сложного электронного устройства.
От воздействия высоких температур транзисторы защищают демпфирующие цепи с обозначением латинскими литерами RC.
Ко всем элементам, функционирующим при больших нагрузках, подключены термодатчики, отключающие ток во время повышения температуры до критического значения.
Для управления всеми элементами электрической цепи установлен широтно-импульсный модулятор, получающий сигналы от системы электронного управления изделием. Далее, сигналы от него поступают на:
- полевой транзистор;
- трансформатор с двумя обмотками на выходе;
- силовые диоды;
- транзисторы, расположенные в инверторном блоке.
Вырабатывает аналогичные сигналы операционный усилитель, потому что на вход подается сформированный в изделии постоянный ток с высокими показателями силы. Кроме этого, устройство принимает сигналы от контуров защиты, установленных в цепи. Такие предосторожности необходимы, чтобы быстро отключить подачу электрического питания во время критической ситуации.
Выводы
Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением 220 V и без опасения проводить сварочные работы. Такие изделия пользуются повышенным спросом у домашних мастеров, потому что для надежного соединения металлических конструкций не требуется специальных навыков сварщика, а нужны только осторожность и аккуратность.
Такие изделия пользуются повышенным спросом у домашних мастеров, потому что для надежного соединения металлических конструкций не требуется специальных навыков сварщика, а нужны только осторожность и аккуратность.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/skhema-invertora.html
Принципиальные электрические схемы сварочных инверторов
Инвертор Интерскол ISA 209 9.4
Инвертор EUROLUX IWM 190
Инвертор BestWeld Globus 210
Инвертора SD-MASTER Technic 200 WELD
Инвертор Радуга 180
Инвертор Дніпро-М САБ-250
Инвертор REDVERG RDMMA 220 K
Инвертор ETALON WMM 250
Инвертора DEFORT DWI-200N
Инвертор BRIMA ARC-200
Инвертор KEDR MMA 200
Инвертор FOXWELD MASTER 202
Инвертор PATRIOT MAXWELDER DC 180C
Инвертор FORSAZH 200
Инвертор Ресанта САИ 140
Инвертор PROFHELPER PRESTIGE 210A
Инвертор ELITECH IS 200 M
Инвертор BESTWELD TIGER 210
Инвертор KEDR MMA 220 F
Инвертор PROTON 180
Источник: https://trigenn.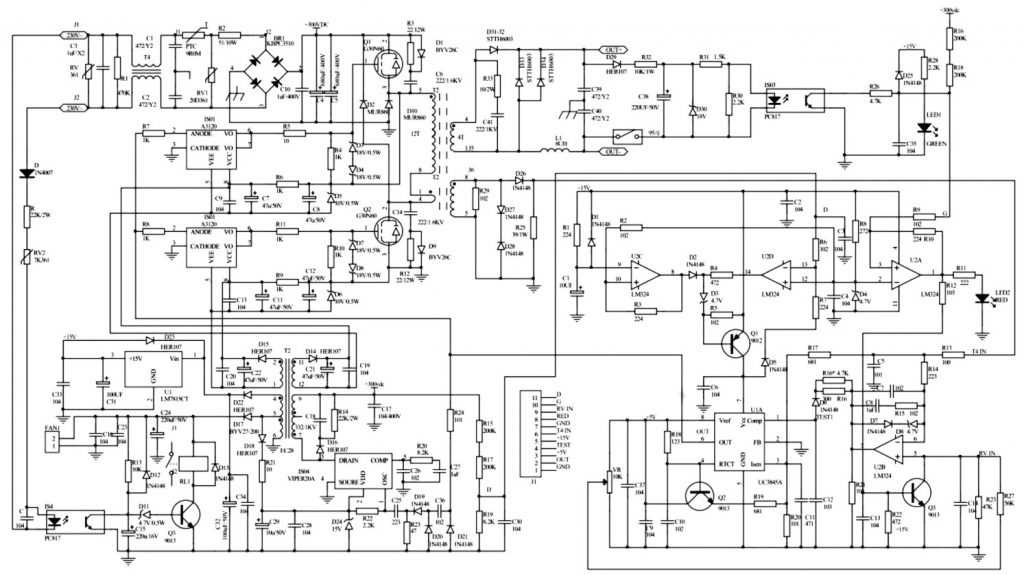 ru/skachat-sxemy-invertorov/
ru/skachat-sxemy-invertorov/
Самодельный или промышленный мини сварочный аппарат для дома
В домашнем хозяйстве мощный сварочный аппарат нужен не всегда. Для радиолюбителей, ювелирных дел мастеров и других представителей точных профессий вполне достаточно купить или сделать собственный мини сварочный аппарат. Да и сами нужды мастера очень часто требуют применения именно малых мощностей, токов и рабочих сварочных площадей.
- Аппарат для сварки на маломощном трансформаторе
- Варианты аппаратов и мини-инверторов для сварки
Так как отечественная промышленность уделяет не очень много внимания этому вопросу, многие умельцы разрабатывают свои, порой уникальные устройства и приборы, позволяющие вести сварочные работы малыми токами, работать с тонкими и сверхтонкими материалами.
Аппарат для сварки на маломощном трансформаторе
Для маломощных сварочных работ можно воспользоваться обычным понижающим мини трансформатором с первичной обмоткой 220 В и с вторичной обмоткой 6-42 В, с током на II обмотке не меньше, чем 1А. В качестве электрода используется обычный графитовый стержень от простого карандаша или пальчиковой батарейки.
В качестве электрода используется обычный графитовый стержень от простого карандаша или пальчиковой батарейки.
Для сварки служит графитовый стержень – в зависимости от площади свариваемых деталей. Рабочий конец стержня затачивается, а для держателя графитового электрода можно взять обычный щуп-крокодил. Таким электродом лучше всего сваривать медную или железную проволоку небольшого диаметра (0,8-2,5 мм).
В месте сварки провода скручиваются в жгут и соединяются с выводом II обмотки самодельного трансформатора. Графитовый сварочный электрод соединяется с другим выводом вторичной обмотки трансформатора, и при контакте металл плавится, тут же застывая в виде капли. При работе стержень будет уменьшаться, поэтому его необходимо постоянно затачивать.
к меню ↑
Варианты аппаратов и мини-инверторов для сварки
Самый популярный у домашних мастеров вариант мини аппарата – схема, собранная на обычных дросселях от люминесцентных ламп. Такой сварочный инвертор работает на постоянном токе и используется при сварочных работах малыми токами для тонколистовых деталей и конструкций, например, кровельные работы, ремонт автомобилей. Чем привлекателен инвертор на постоянном токе? Более стабильная дуга, устойчивый розжиг, можно работать током любой полярности.
Чем привлекателен инвертор на постоянном токе? Более стабильная дуга, устойчивый розжиг, можно работать током любой полярности.
Возможность сварки электродной проволокой без защитной обмазки и любыми электродами (постоянного или переменного тока). Особенность такого аппарата – повышенное напряжение Uxx на вторичной обмотке (70 — 85 В). Чтобы получить напряжение постоянного тока, не используются сложные транзисторно-тиристорные схемы – достаточно обычного диодного моста, диоды которого для увеличения мощности снабжаются охладительными радиаторами, обычно из алюминия.
В такой схеме дроссель служит для сглаживания пульсаций синусоидального напряжения. Дроссель может быть и самодельным, и содержать, например, 10-20 витков медного провода круглого или прямоугольного сечения S = 30-35 мм2. Намотать дроссель можно на любом подходящем по размеру сердечнике.
Сварочные инверторные схемы
Если мастер хочет организовать плавную регулировку сварочного тока, то здесь нужно использовать схему с мощными тиристорами (например, Т160, Т200). Такие схемы можно использовать не только в сварочных работах, но и для других бытовых целей. Так как диапазон регулирования Uxx составляет 10-90%, то таким сварочным мини аппаратом можно заряжать маломощные аккумуляторы, батарейки, подключать бытовые электроприборы, не требующие стабильного постоянного напряжения.
Такие схемы можно использовать не только в сварочных работах, но и для других бытовых целей. Так как диапазон регулирования Uxx составляет 10-90%, то таким сварочным мини аппаратом можно заряжать маломощные аккумуляторы, батарейки, подключать бытовые электроприборы, не требующие стабильного постоянного напряжения.
Самодельный сварочный инвертор постоянного тока
Такой инвертор собирается по несколько другому принципу – в его принципиальной схеме используются тиристоры и полевые транзисторы, обеспечивающие плавность регулировки тока и защиту от перегрузок напряжения. Самодельный инвертор, собранный по этой схеме, можно считать идеальным вариантом при самостоятельной сборке. Такой сварочный агрегат имеет следующие характеристики:
- Сварочный ток регулируется в диапазоне 40-130 А при сетевом напряжении 220 В с частотой 50 Гц.
- Uxx – 90 В, Imax – 20 А.
- Можно использовать электроды до 3 мм диаметром.
- Время нагрузки от общей работы инвертора (температура воздуха 25°С): Iвых 100A – 60%, Iвых 130 А – 40%.
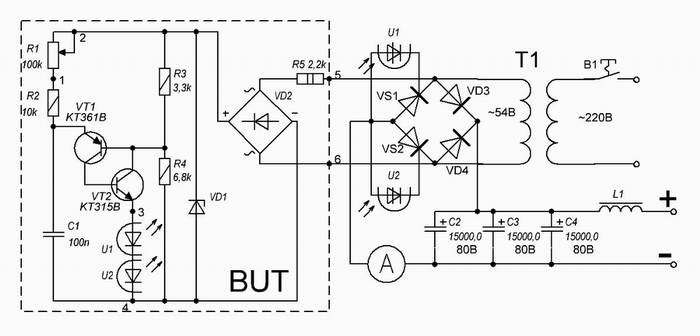
- Размеры, мм – 350 х 180 х 105.
- Весит инвертор около 5 кг.
Инвертор работает на постоянном токе, тип регулировки – плавная (резистор R1). Самодельный инвертор может работать с металлом толщиной до 3 мм, при этом сварочный ток не будет превышать 10 А. Включается инвертор с ручки держателя электрода. Такой способ включения повышает электробезопасность работ и обеспечивает мгновенное повышение сварочного тока до рабочего значения. Этот прием позволяет стабилизировать розжиг дуги и обеспечить ее устойчивое горение. При работе на обратной полярности можно сваривать тонколистовой металл (0,8-1,2 мм).
Как собрать импульсный инвертор
Довольно мощный мини инвертор импульсного типа можно сделать на ферритовом трансформаторе тороидального сечения. Применение феррита значительно уменьшает размеры аппарата, так как в ферритовых сплавах потери тока, напряжения и индукции минимальны.
При изготовлении устройства обмотки дросселя необходимо наматывать на всю ширину каркаса – такое исполнение позволяет добиться более устойчивой работы при перепадах входного напряжения при любых наружных температурах. Для сборки основных узлов импульсного инвертора потребуются:
Для сборки основных узлов импульсного инвертора потребуются:
- Трансформатор тороидального сечения на 41 Гц.
- Ферритовый дроссель тороидального сечения.
- Медная пластина и изолента.
- Алюминиевый радиатор для охлаждения элементов конструкции.
Вторичная обмотка в импульсном аппарате для сварки наматывается равномерно, в несколько слоев, по всей площади железа. Дроссель на ферритовом сердечнике присоединяется к первичной и вторичной обмоткам трансформатора.
Охлаждается самодельный импульсный инвертор через обычный компьютерный радиатор от микропроцессора – его площадь охлаждения оптимальна по потреблению электроэнергии и мощности. Алюминиевый провод для импульсного трансформатора использовать нельзя – в нем происходят большие потери, и удельное сопротивление алюминия меньше, чем меди, поэтому потребуется больше витков обмотки.
Важно: стабильная и работа бесперебойная работа инвертора зависит от диаметра провода в обмотках. Например, при использовании провода диаметром больше 0,5 мм образуется скин-эффект, что отрицательно влияет на работу бытовой электротехники. Масса импульсного инвертора – 5-10 кг, рабочий сварочный ток — 30-150 А.
Масса импульсного инвертора – 5-10 кг, рабочий сварочный ток — 30-150 А.
Инвертор на IGBT транзисторах
Сварочный инвертор на IGBT полупроводниковых приборах работает на большей частоте (до 85 кГц), поэтому его КПД намного выше, а вес аппарата – намного ниже, чем у обычных устройств. Температурная защита от перегрева у IGBT-инверторов срабатывает при 90°С – у обычных устройства постоянного тока этот порог составляет н выше 60°С. Таким образом, увеличивается время непрерывной работы агрегата.
Многие сварщики и домашние умельцы полагают, что ремонтопригодность IGBT-инверторов намного выше, так как их принципиальная схема имеет меньше деталей, она намного компактнее и надежнее. Но многие компании-производители в погоне за компактностью делают такую сложную компоновку прибора, что при ремонте до некоторых деталей практически невозможно добраться.
Инвертор для сварки, работающий на базе IGBT транзисторов, может обеспечить практически любой режим сварки, поэтому его предпочитают профессиональные сварщики. Защита таких аппаратов очень надежная – в нее входят термодатчики, автоматические предохранители, схемы для отключения агрегата при колебаниях входного напряжения, и т.д.
Защита таких аппаратов очень надежная – в нее входят термодатчики, автоматические предохранители, схемы для отключения агрегата при колебаниях входного напряжения, и т.д.
Все аппараты на IGBT транзисторах стабильно работают при колебаниях напряжения в диапазоне 170-250 В. При скачке напряжения в большую сторону срабатывает варисторная защита – варистор просто рассыпается от перегрузки, и ремонт сварочного аппарата сводится только к замене самого варистора.
Похожие статьи
- Сварочное оборудование Днипро-М: каковы его достоинства
- Аппараты для сварки Aurora: что о них полезно знать?
- Оборудование для сварки компании Tesla: обзор сварочных устройств
- Сварочные аппараты для дома: полезные советы для удачного выбора
мма%20сварка%20машина%20контур%20схема спецификация и примечания по применению
 org/Product”>
org/Product”>Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2012 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – LM3661TL-1.25
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2011 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
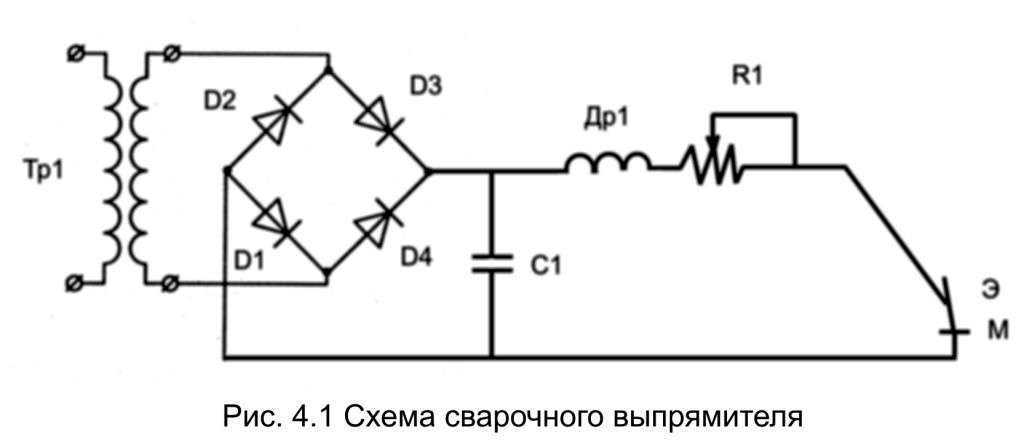 org/Product”>
org/Product”>2011 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
 org/Product”>
org/Product”>2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2011 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
 org/Product”>
org/Product”>2011 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2011 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
 org/Product”>
org/Product”>2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2011 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2013 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
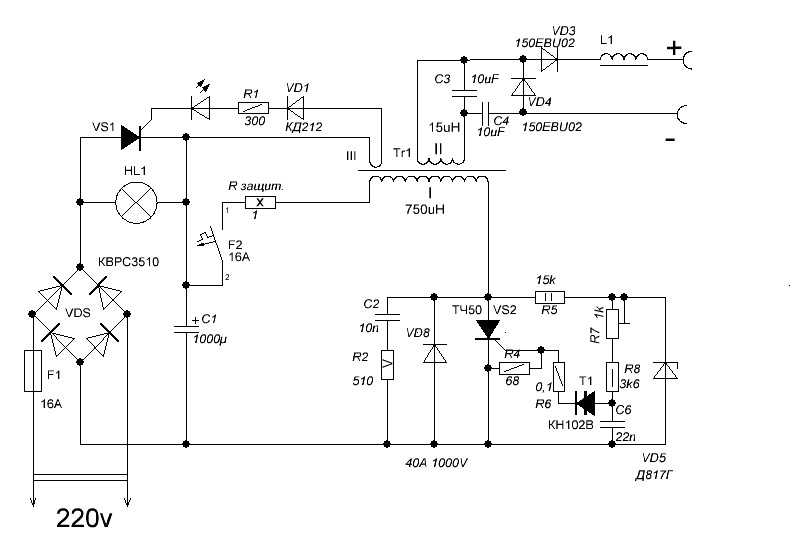 org/Product”>
org/Product”>2013 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2011 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2013 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2013 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
 org/Product”>
org/Product”>2010 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
Предыдущий 1 2 3 … 23 24 25 Далее
видов сварки в блок-схеме | Программное обеспечение для технического рисования | Машины и оборудование для дизайна интерьера – элементы дизайна
Этот образец был создан в программном обеспечении для построения диаграмм и векторной графики ConceptDraw PRO с использованием решения Flowcharts из области Diagrams в ConceptDraw Solution Park.
В этом образце показана блок-схема, отображающая процессы сварки в твердом состоянии, виды сварки.
Наука и техника стремительно развиваются в современном мире.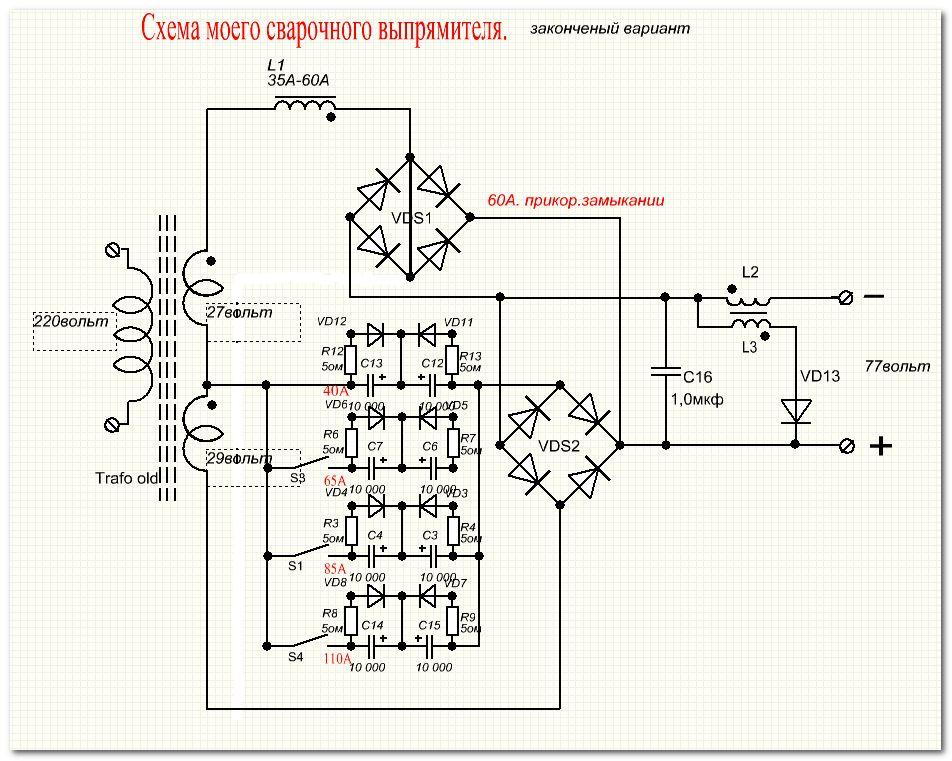 Электронные устройства, компьютеры и различное программное обеспечение сейчас очень популярны. Программное обеспечение для технического черчения уже сегодня является необходимостью. ConceptDraw PRO — это новое программное обеспечение для делового и технического черчения. Он предлагает мощные инструменты для всех видов технического рисования с предварительно нарисованными формами, бесплатные образцы бизнес-чертежей и блок-схем, поддержка многих графических форматов позволяет пользователям визуально разрабатывать свои технические чертежи, диаграммы, схемы и диаграммы в любой комбинации рисунков, диаграмм и блок-схемы.
Электронные устройства, компьютеры и различное программное обеспечение сейчас очень популярны. Программное обеспечение для технического черчения уже сегодня является необходимостью. ConceptDraw PRO — это новое программное обеспечение для делового и технического черчения. Он предлагает мощные инструменты для всех видов технического рисования с предварительно нарисованными формами, бесплатные образцы бизнес-чертежей и блок-схем, поддержка многих графических форматов позволяет пользователям визуально разрабатывать свои технические чертежи, диаграммы, схемы и диаграммы в любой комбинации рисунков, диаграмм и блок-схемы.
Используйте инструменты построения чертежей для разработки компоновки завода для производства и получения промышленных товаров.
Этот пример был создан в программном обеспечении для построения диаграмм и векторной графики ConceptDraw PRO с использованием библиотеки диаграмм классов UML Rapid UML Solution из области разработки программного обеспечения ConceptDraw Solution Park.
В этом образце показаны сопоставления транспортных протоколов для SNMP (простой протокол управления сетью), классы транспортной системы и отношения между ними, используемые в IP-сети.
Программное обеспечение ConceptDraw PRO для построения диаграмм и векторного рисования, дополненное решением для машиностроения из инженерной области ConceptDraw Solution Park, предоставляет набор инструментов для рисования и предварительно разработанные механические чертежные символы для быстрого и простого проектирования различных машиностроительных диаграмм, чертежей и схем.
Это решение расширяет программное обеспечение для черчения ConceptDraw PRO v.9 (или более поздней версии) образцами символов для механических чертежей, шаблонами и библиотеками элементов дизайна, что помогает при составлении чертежей машиностроения или деталей, сборки, пневматики,
Деятельность любой организации представляет собой более или менее разветвленную сеть процессов. Описание этих процессов является сложной технической задачей, требующей определенной методологии и стандартов.
Описание этих процессов является сложной технической задачей, требующей определенной методологии и стандартов.
Согласно стандарту IDEF0 любой процесс может быть описан в виде блока (Activity Box), который имеет входы и выходы. Процесс заключается в преобразовании входов в выходы под влиянием руководства и при наличии необходимых ресурсов. Выходы данного процесса в дальнейшем могут быть либо входами для следующего процесса или ресурсов, либо средствами управления.
Программное обеспечение для плана электроснабжения дома для создания великолепно выглядящего плана электроснабжения дома с использованием профессиональных электрических символов.
Вы можете использовать множество встроенных шаблонов, электрических символов и примеров электрических схем нашего программного обеспечения для создания электрических схем.
ConceptDraw – это быстрый способ рисовать: Схемы электрических цепей, Схемы, Электропроводка, Принципиальные схемы, Цифровые схемы, Электропроводка в зданиях, Электрооборудование, Электросхемы домов, Домашний кинотеатр, Спутниковое телевидение, Кабельное телевидение, Замкнутое телевидение. Программное обеспечение
Программное обеспечение
House Electrical Plan работает на любой платформе, поэтому вам больше не придется беспокоиться о совместимости. ConceptDraw PRO позволяет создавать схемы электрических цепей на ПК или операционных системах macOS.
Создайте электрическую схему
Решение для химической и технологической инженерии из области промышленной инженерии ConceptDraw Solution Park — это уникальный инструмент, который содержит множество предварительно разработанных символов схем технологических процессов для легкого создания различных схем химических и технологических схем в ConceptDraw PRO.
На этом техническом чертеже показаны различные типы геометрии стыковых сварных швов.
“Сварные швы могут быть геометрически подготовлены различными способами. Пять основных типов сварных соединений – это стыковое соединение, соединение внахлестку, угловое соединение, краевое соединение и Т-образное соединение (разновидностью последнего является крестообразное соединение). Другое также существуют вариации – например, разделочные швы двойной V характеризуются двумя кусками материала, каждый из которых сужается к единой центральной точке на половине их высоты. Имея прямые края, такие как одинарные V-образные и двойные V-образные подготовительные швы, они изогнуты, образуя форму буквы U. Соединения внахлест также обычно имеют толщину более двух частей – в зависимости от используемого процесса и толщины материала, многие детали могут быть сварены вместе в геометрии соединения внахлест». [Сварка. Википедия]
Этот пример инженерного чертежа был переработан с использованием программного обеспечения для построения диаграмм и векторной графики ConceptDraw PRO из файла Wikimedia Commons: Butt Weld Geometry. GIF.
GIF.
[commons.wikimedia.org/ wiki/ File:Butt_ Weld_ Geometry.GIF]
Пример инженерного чертежа «Геометрия стыкового сварного шва» включен в решение «Машиностроение» из области «Инженерное дело» в парке решений ConceptDraw.
Схема сварного соединения
Используемые растворы
Инжиниринг >
Машиностроение
ИНВЕРТОР Сварочный аппарат постоянного тока серии TIG Руководство пользователя
Документ
INVERTER TIG DC
WELDER(MOS)
TIG-SERIES OWNER’S MANUAL
PLEASE READ THOROUGHLY
BEFORE OPERATING THIS MACHINE
Означает Внимание! Осторожно! Эта процедура может быть опасной! Возможные опасности показаны соседними символами.
Обозначает специальное сообщение о безопасности.
Означает «Примечание»; не связанные с безопасностью.
Эта группа символов означает Внимание! Остерегайтесь возможного ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ, ДВИЖУЩИХСЯ ЧАСТЕЙ и ГОРЯЧИХ ЧАСТЕЙ. Ознакомьтесь с приведенными ниже символами и соответствующими инструкциями для необходимых действий, чтобы избежать опасностей
1-2. Опасности при обслуживании- Приведенные ниже символы используются в данном руководстве для привлечения внимания и обозначения возможных опасностей. Когда вы увидите этот символ, будьте осторожны и следуйте соответствующим инструкциям, чтобы избежать опасности.
- Только квалифицированный персонал должен обслуживать, тестировать, обслуживать и ремонтировать это устройство.
- Во время обслуживания не допускайте никого, особенно детей.
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может убить.
- Не прикасайтесь к токоведущим частям.

- Выключите источник сварочного тока и механизм подачи проволоки, а также отсоедините и заблокируйте ввод питания с помощью
- размыкателя линии, автоматических выключателей или путем извлечения вилки из розетки, или остановите двигатель перед обслуживанием, если процедура специально не требует, чтобы устройство было под напряжением.
- Изолируйте себя от земли, стоя или работая на сухих изолирующих матах, достаточно больших, чтобы предотвратить контакт с землей.
- Не оставляйте включенный модуль без присмотра.
- Если для этой процедуры требуется устройство, находящееся под напряжением, эту работу должен выполнять только персонал, знакомый со стандартными методами безопасности и соблюдающий их.
- При тестировании работающего устройства используйте метод одной рукой. Не кладите обе руки внутрь устройства. Держите одну руку свободной.
- Перед перемещением источника сварочного тока отсоедините входные силовые провода от обесточенной линии питания.

- ЗНАЧИТЕЛЬНОЕ НАПРЯЖЕНИЕ ПОСТОЯННОГО ТОКА возникает после отключения входного питания от инверторов.
- Выключите инвертор, отключите входное питание и разрядите входные конденсаторы в соответствии с инструкциями в разделе «Техническое обслуживание», прежде чем прикасаться к каким-либо частям.
СТАТИЧЕСКОЕ ПОЛОЖЕНИЕ (ЭСР) может повредить печатные платы.
- Перед работой с платами или деталями надевайте заземленный браслет.
- Используйте подходящие антистатические пакеты и коробки для хранения, перемещения или транспортировки печатных плат.
Опасность ПОЖАРА ИЛИ ВЗРЫВА.
- Не размещайте устройство на горючих поверхностях, над ними или рядом с ними.
- Не обслуживайте устройство рядом с легковоспламеняющимися материалами
ЛЕТЯЩИЙ МЕТАЛЛ может повредить глаза
- Во время обслуживания надевайте защитные очки с боковыми или лицевыми щитками.

- Будьте осторожны, чтобы не закоротить металлические инструменты, детали или провода во время тестирования и обслуживания.
ГОРЯЧИЕ ДЕТАЛИ могут вызвать сильные ожоги.
- Не прикасайтесь к горячим частям голыми руками.
- Перед работой со сварочным пистолетом или горелкой дайте время на охлаждение.
- Пользователям кардиостимуляторов следует держаться подальше от мест обслуживания до консультации с врачом.
ВЗРЫВАЮЩИЕСЯ ДЕТАЛИ могут привести к травме.
- Неисправные детали могут взорваться, что приведет к взрыву других деталей при подаче питания на инверторы.
- При обслуживании инверторов всегда надевайте защитную маску и одежду с длинными рукавами.
ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ в результате испытаний.
- Выключите источник сварочного тока и механизм подачи проволоки или остановите двигатель перед подсоединением или заменой проводов расходомера.

- Используйте поводок длиной не менее одного метра с самоудерживающимся пружинным зажимом, например зажимом типа «крокодил».
- Прочитайте инструкции к испытательному оборудованию.
ПАДЕНИЕ ПРИБОРА может привести к травме.
- Используйте подъемную проушину только для подъема блока, а НЕ ходовой части, газовых баллонов или любых других принадлежностей.
- Используйте оборудование достаточной грузоподъемности для подъема и поддержки агрегата.
- Если для перемещения устройства используются подъемные вилы, убедитесь, что вилы имеют достаточную длину, чтобы выступать за противоположные стороны устройства
ДВИЖУЩИЕСЯ ЧАСТИ могут стать причиной травм.
- Держите подальше от движущихся частей, таких как вентиляторы.
- Держите все дверцы, панели, кожухи и ограждения закрытыми и надежно закрепленными.
ДВИЖУЩИЕСЯ ЧАСТИ могут стать причиной травм.

- Держитесь подальше от движущихся частей
- Держите подальше от мест защемления, таких как приводные ролики
ЧРЕЗМЕРНОЕ ИСПОЛЬЗОВАНИЕ может привести к ПЕРЕГРЕВУ.
- Разрешить период охлаждения; соблюдайте номинальный рабочий цикл.
- Уменьшите ток или уменьшите рабочий цикл перед повторным началом сварки.
- Не блокируйте и не фильтруйте поток воздуха к устройству.
ВЧ ИЗЛУЧЕНИЕ может вызывать помехи.
- Высокие частоты (ВЧ) могут мешать радионавигации, службам безопасности, компьютерам и коммуникационному оборудованию.
- Установку, тестирование и обслуживание электронного оборудования должны производить только квалифицированные специалисты.
- Пользователь несет ответственность за своевременное устранение квалифицированным электриком любых проблем с помехами, возникших в результате установки.
- Если Федеральная комиссия по связи США уведомит о помехах, немедленно прекратите использование оборудования.
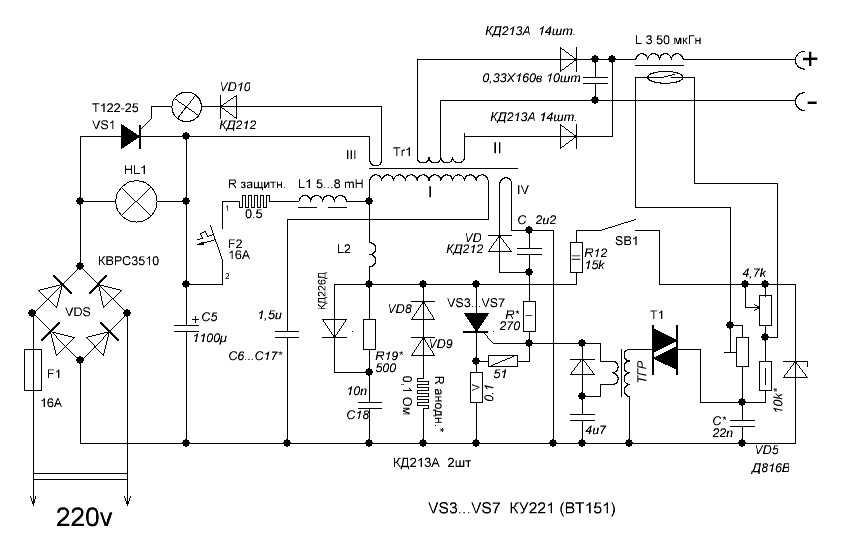
- Регулярно проверяйте и обслуживайте установку.
- Держите двери и панели высокочастотных источников плотно закрытыми, искровые промежутки должны быть установлены правильно, а также используйте заземление и экранирование, чтобы свести к минимуму возможность помех.
ПРОЧТИТЕ ИНСТРУКЦИЮ.
- Меры предосторожности при сварке см. в руководстве пользователя.
- Используйте только оригинальные запасные части
1-3. Информация об электромагнитных поляхИнформация о сварке и воздействии низкочастотных электрических и магнитных полей
Сварочный ток, протекающий по сварочным кабелям, создает электромагнитные поля. Было и остается некоторое беспокойство по поводу таких
полей. Однако после изучения более 500 исследований, охватывающих 17 лет исследований, специальный комитет с голубой лентой Национального исследовательского совета пришел к выводу, что: «Совокупность доказательств, по мнению комитета, не продемонстрировала, что воздействие электрических и магнитные поля представляют опасность для здоровья человека». Тем не менее, исследования все еще продолжаются, и доказательства продолжают изучаться. Пока не будут сделаны окончательные выводы исследования, вы можете свести к минимуму воздействие электромагнитных полей при сварке или резке. Чтобы уменьшить магнитные поля на рабочем месте, используйте следующие процедуры:
Тем не менее, исследования все еще продолжаются, и доказательства продолжают изучаться. Пока не будут сделаны окончательные выводы исследования, вы можете свести к минимуму воздействие электромагнитных полей при сварке или резке. Чтобы уменьшить магнитные поля на рабочем месте, используйте следующие процедуры:- Держите кабели близко друг к другу, скручивая или обматывая их лентой.
- Расположите кабели в стороне от оператора.
- Не скручивайте кабели вокруг тела.
- Держите источник сварочного тока и кабели как можно дальше от оператора.
- Подсоедините рабочий зажим к заготовке как можно ближе к сварному шву.
О кардиостимуляторах:
Пользователи кардиостимуляторов сначала проконсультируются с врачом. Если ваш врач дал разрешение, то рекомендуется следовать вышеуказанным процедурам
Тип TIG-25 TIG-25025 и
частотаи
частотаи
частотаи
.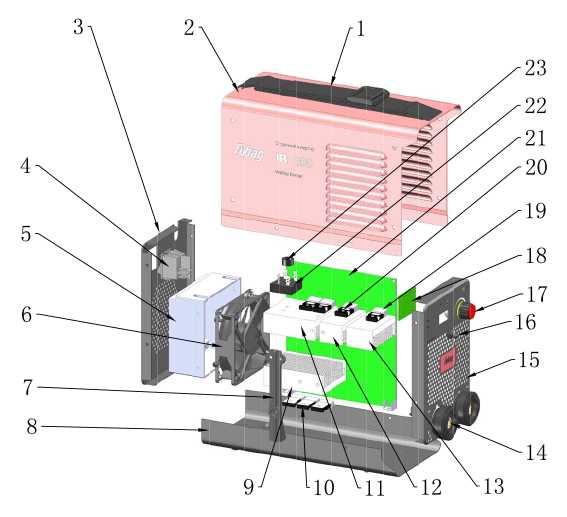
50/60 ГцВходной ток 20 А 12 А/11 А Фаза 1PH 1PH Оценка (KVA) 4,2 2,7/4,2 AMPERGERAGE DANGE 190A Open circuit voltage(V) 56V 52V Rated working voltage(V) 17.6V 15.6/17.6V Efficiency (% ) 85 85 Duty cycle (%) 60 60 Power factor 0.93 0.93 Insulation Grass F F Вес (кг) 8,5 8,5 DEMENCE0019 435*162335 435*162*335 Осторожность
Сварка Дольше, чем поврежденный цикл, может повредить факу и казнь.
2-2. Схема подключения
2-3. Процедура установки
2-3.1 Сварочный аппарат должен быть установлен в устойчивом положении и с хорошей вентиляцией. Избегайте попадания прямых солнечных лучей на улицу. Избегайте транспортировки в перевернутом или боковом положении.
2-3.2 Подсоедините электрододержатель, кабель заземления в соответствии со схемой подключения.
2-3.3 Установите сварочный ток в соответствии с таблицей 2.2
2-3.4 С помощью термостойкого ПВХ шланга Ф8 соедините расходомер с газовым штуцером на задней стороне аппарата.
2-3.5 Введите машину в эксплуатацию после ее установки и проверки.Рекомендованные параметры сварки
Перечисленные ниже настройки предназначены только для первоначального ввода аппарата в эксплуатацию. Параметры могут быть уточнены при фактической резке.
Параметры сварки
Толщина (мм) Сварочный ток различных материалов (А) Скорость сварки (см/мин) Диаметр проволоки (мм) Диаметр газового
4 вольфрамового электрода 4 (мм)
flux (I/min)
Stainless steel Al Copper Brass 0.  8-1.0
8-1.030-50 20-50 40-65 30-50 20-30 0-1 1-1.6 5-6 1.2-2.0 60-100 30-80 50-120 50-90 20-25 1.2 -2.5 1.6-2 6-7 2.5-3.0 110-160 120-160 130-200 110-160 15-25 2.5-4 2-2,4 7-8 4,0-4,5 170-220 170-240 220-300 200-250 15-20 6,0 3,2-4 10-12 8,0-10,0 2 11111111111111111111111111111111111 001 001 001 001 001 001 001 001 001 001 001 001 0010100100100 . 350-430 240-330 10-12 6.0 3.2-4 10-12 ≥ 12 ≥300 ≥400 ≥500 ≥300 10-12 6,0 ≥ 4,8 12-15 РАЗДЕЛ 3 Операция
3-1 Планировка передней панели1 、 o.  c светодиод
c светодиод
4 、 Continual
7 、 Кнопка
333333333330 29+
.
16、Хранение
19、После газа
22、Ток базового значения
25、Коэффициент загрузки
28、Заземляющий провод
31、Выключатель питания2、Выключатель одиночный
8、903 Холодная сварка 11、Кнопка переключения
14、Вызов
17、DC
20、Время перерыва
23 、 Частота
26 、 Перед газом
29 、 вентилятор
32 、 Вход газа3 、 TIG
6 、 Кнопка переключения
9 、 Интерфейс сварки.
21 、 Время сварки
24 、 Сварное ток
27 、 Согласно таблице
30 、 Вход мощностиРисунок 3.1
3-2 Операцияв зависимости от машины.
3-2.1 Загрузка по умолчанию находится в состоянии сварки перед последним отключением.
3-2.2 Выбор процесса сварки, в соответствии с требованиями процесса, чтобы выбрать аргонно-дуговую сварку или холодную сварку. Как правило, холодная сварка рекомендуется для листового металла толщиной менее 0,8 мм.
3-2.3 мгновенная и непрерывная функция используется в состоянии процесса холодной сварки, одиночное состояние, нажмите переключатель пистолета в течение фиксированного времени (более 30) сварки, независимо от того, ослабить переключатель пистолета или нет, остановится сварка, состояние непрерывной сварки, нажмите пистолет в состояние сварки, ослабьте прерывистую точечную сварку, снова нажмите переключатель пистолета, сварка остановится. Время интервала и время сварки можно настроить по мере необходимости в меню 5.
3-2.4 Функция постоянного или импульсного тока может быть выбрана только в режиме аргонно-дуговой сварки. Dc может регулировать время и сварочный ток прямого и обратного газа с помощью клавиши меню 5. В состоянии импульса, время прямого и обратного газа, рабочий цикл, частоту, базовое значение и параметры сварочного тока можно отрегулировать через меню. клавиша 5.
3-2.5 Использование клавиши вызова хранилища: после настройки различных параметров нажмите клавишу нет. 4 в течение 3 секунд, и загорится индикатор хранения. Поверните цифровую трубку 7 энкодера, чтобы отобразить p01-p10. Если вы нажмете клавишу с цифрой 4 один раз и загорится индикатор вызова, поверните энкодер с цифрой 6, чтобы выбрать параметры под номером, сохраненным до вызова.
4 в течение 3 секунд, и загорится индикатор хранения. Поверните цифровую трубку 7 энкодера, чтобы отобразить p01-p10. Если вы нажмете клавишу с цифрой 4 один раз и загорится индикатор вызова, поверните энкодер с цифрой 6, чтобы выбрать параметры под номером, сохраненным до вызова.
3-2.6 Клавиша меню для выбора параметров процесса и тонкой настройки с помощью энкодера.Осторожно
3-2.7 Шлифование В вольфрамовом электроде производит пыль и летающие искры, которые могут вызвать травмы и запуска. ПроблемаПричина Решение Резак
не отвечает после
нажатия на горелку
переключатель’1. Обрыв кабеля переключателя или управления
.
2. Неисправен управляющий трансформатор.Заменить или подключить Заменить Рабочий
Световой индикатор
Ярче постоянно1.Выключатель короткого замыкания 2. 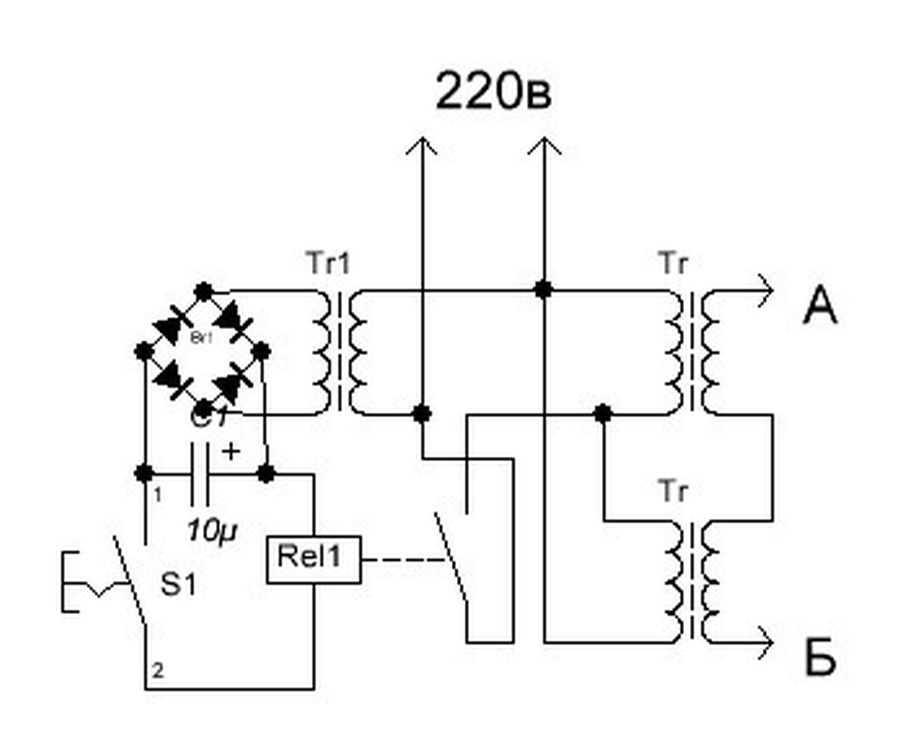 Выключатель клеммы короткого замыкания
Выключатель клеммы короткого замыканияЗаменить 335 снова крышки
Выключатель клеммы изолирован
путь утечки1.Выводы питания для соединения с крышками
2.Трансформатор соединяется с крышками
3.Отсутствие или плохой контакт крышки с заземлениемПровода питания к изолированным
Контактная часть изолирована
Крышки должны быть заземлены
надежноОтсутствие дуги при
зажигании с высокой частотой1. Обрыв цепи кабеля горелки
2. Искровой промежуток слишком мал
3. Провода заземления или кабель горелки
плохой контакт 4. Отсутствует контакт
в фазе питания
5. Имеется воздушный компрессор или редукторПодключить
Отрегулировать расстояние
Подключить
ПодключитьЗаготовка
плохое проплавлениебольше
3. Давление компрессора Ar вне диапазонаЗамените сварочный аппарат высокой мощности Отрегулируйте угол
Отрегулируйте давлениеДуга внезапно гаснет во время сварки 1.  Слишком низкая скорость резки 2. Плохой контакт горелки
Слишком низкая скорость резки 2. Плохой контакт горелки
с заготовкой
3. Вольфрамовая игла
сломанаОтрегулировать расстояние между горелкой и заготовкой
Заменить вольфрамовую иглу3 Таблица 4.1
Если вы не можете решить проблему со сварочным аппаратом, следуя этому основному руководству по поиску и устранению неисправностей, или если вам нужна дополнительная помощь:
1. Позвоните своему дистрибьютору. Он сможет помочь вам или направить вас в авторизованную ремонтную мастерскую.РАЗДЕЛ 5 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
5.1. Техническое обслуживание и меры безопасностиПериодическое техническое обслуживание необходимо для обеспечения правильной работы машины.
ОСТОРОЖНО
ПЕРЕД НАЧАЛОМ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ОТСОЕДИНИТЕ ВВОД ПИТАНИЯ И ВЫКЛЮЧИТЕ ГЛАВНЫЙ ВЫКЛЮЧАТЕЛЬ ПИТАНИЯ.Регулярная проверка и осмотр Плановое техническое обслуживание через 6 месяцев - Замена 9 нечитаемых этикеток0515
- Проверьте работу всех переключателей.

- Проверьте, правильно ли вращается вентилятор и выходит ли воздух из задней части аппарата
- Обратите внимание на ненормальную вибрацию, шум, запах и утечку газа во время работы
- Проверьте Не перегреваются ли сварочные кабели?
- Проверить Не перегреваются ли кабельные соединения?
- Проверить Надежно и правильно ли подсоединен кабель, если он поврежден и вызывает плохую изоляцию?
- Продуть сухим чистым сжатым воздухом или пылесосом внутри машины.
- Проверьте электрическое соединение входной/выходной планки, чтобы избежать плохого контакта из-за ослабленного или заржавевшего винта.
Таблица 5.1
5.1.1. Сварщики должны быть экипированы сварочной маской, перчатками и должным образом завязать рукава и воротник. Вокруг места сварки должен быть установлен дуговой экран, чтобы защитить окружающих от удара дугой.
5.1.2. Не выполняйте сварку рядом с легковоспламеняющимися, взрывоопасными материалами или газами.