Сварочный аппарат своими руками схема постоянного тока: Схема сварочного аппарата постоянного тока
alexxlab | 12.03.2023 | 0 | Разное
Схема сварочного аппарата постоянного тока
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.
Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.

Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки. Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Собираем своими руками сварочный аппарат постоянного тока
Автор На чтение 4 мин Просмотров 607 Опубликовано
Любой магазин инструментов в настоящее время может предложить довольно большой ассортимент разнообразных сварочных аппаратов различной ценовой категории. Большую часть сварочных агрегатов, до 70%, занимают сварочные инверторы, а прочие «сварочники» приходятся на аппараты трансформаторного типа. Не все люди могут приобрести промышленное изделие для производства электросварочных работ, а некоторые сами хотят сделать сварочный аппарат своими руками.
Домашний сварочный аппарат не сможет выполнять сложные задачи, однако для мелких работ мощности будет достаточно.{reklama1}
Содержание
- Что такое электросварка
- Простейший сварочный аппарат: инструкция
- Сделаем сварочный аппарат постоянного тока своими руками
- Меры предосторожности при работе со сварочным электрооборудованием
Что такое электросварка
Соединение металлических изделий между собой при помощи разогрева металла электрической дугой и дальнейшим его сплавлением в неразъемный шов называется электросваркой.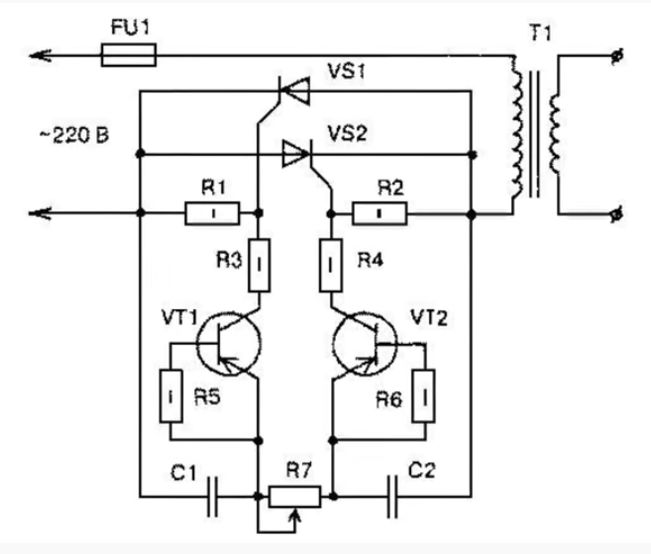 Основным оборудованием в таком сварочном процессе является аппарат для сварки, а главным инструментом для соединения металлических вещей служит электрод. Агрегат для сварки служит источником переменного или постоянного тока, который посредством электрода поджигает дугу, расплавляющую металл. Качество сварного соединения при сварке постоянными токами значительно выше, чем такое же соединение, выполненное «переменкой». Не стоит сбрасывать со счетов опыт электросварщика, хотя популярные сегодня сварочные инверторы позволяют проводить качественную сварку металлов чуть ли не с первого раза. Именно поэтому для большинства разнообразных сварных работ используют сварочные аппараты, использующие в своей работе постоянный род тока.
Основным оборудованием в таком сварочном процессе является аппарат для сварки, а главным инструментом для соединения металлических вещей служит электрод. Агрегат для сварки служит источником переменного или постоянного тока, который посредством электрода поджигает дугу, расплавляющую металл. Качество сварного соединения при сварке постоянными токами значительно выше, чем такое же соединение, выполненное «переменкой». Не стоит сбрасывать со счетов опыт электросварщика, хотя популярные сегодня сварочные инверторы позволяют проводить качественную сварку металлов чуть ли не с первого раза. Именно поэтому для большинства разнообразных сварных работ используют сварочные аппараты, использующие в своей работе постоянный род тока.
Вернуться к оглавлению
Простейший сварочный аппарат: инструкция
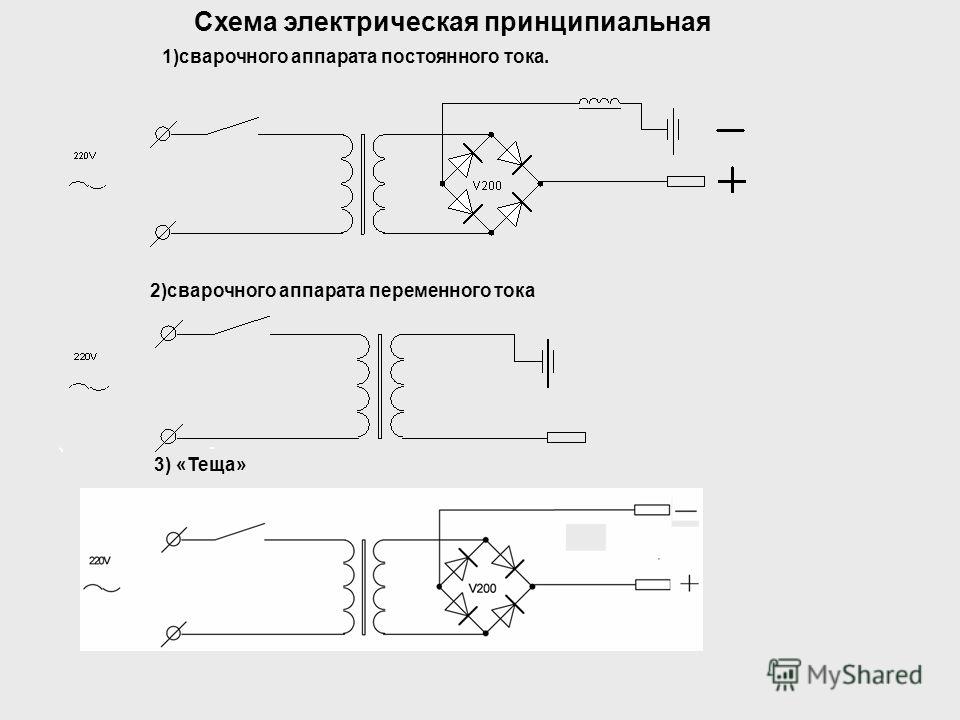
Схема самодельного сварочного аппарата постоянного тока.Для небольших домашних работ по сварке можно собрать самодельный компактный аппарат, обладающий небольшой мощностью. Это, конечно, не инвертор, но нужная вещь. При решении задачи создания сварочного «помощника» можно использовать различные конструктивные особенности.
При решении задачи создания сварочного «помощника» можно использовать различные конструктивные особенности.
Простейший прибор для сварки представляет собой сварочный трансформатор с двумя обмотками: сетевой и рабочей. Сетевая рассчитывается на напряжение сети, обычно 220-240 вольт, а рабочая рассчитывается на пониженное напряжение от 70 до 45 вольт, причем изменение тока обычно происходит изменением числа витков рабочей обмотки, ее отводами. В качестве железа для трансформаторов можно использовать старые асинхронные двигатели или промышленные понижающие трехфазные трансформаторы типа ТОЗ и т.п.
Первичная обмотка должна быть рассчитана на 25-ти амперный ток, вторичная или рабочая — на 160 А. Это находит свое отражение в сечении применяемых проводов. Для приблизительной оценки токовой нагрузки на 1 кв. мм допускаем 10 А, для алюминиевых — 4 А. Определяем площадь сечения окна трансформаторного железа в кв. см, затем находим количество витков обмоток, если нужное количество для одного вольта определяется как 48, поделенное на площадь сечения окна железа трансформатора. Рассчитать аппарат — это полдела, главное — собрать.
Рассчитать аппарат — это полдела, главное — собрать.
Созданное по расчетам изделие является простейшим сварочным устройством переменного тока, конструкция аппарата зависит от использованных материалов.
Вернуться к оглавлению
Вам может быть интересно: Все о климатических установках.
Сделаем сварочный аппарат постоянного тока своими руками
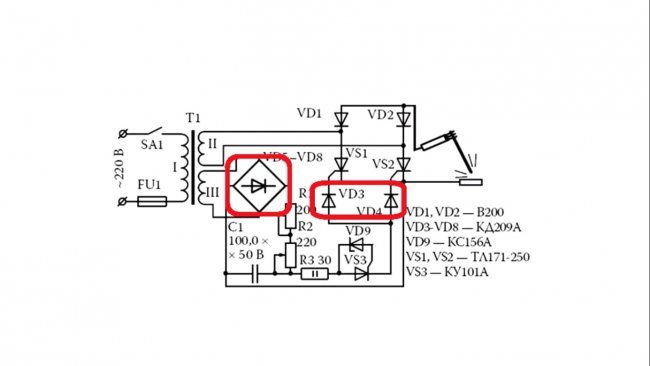
Устройство самодельного сварочного полуавтомата.Чтобы сварочные аппараты переменного тока превратились в «сварочники» постоянного рода тока, необходимо ограничить скорость изменения тока дросселем и выпрямить переменный диодами или выпрямительным мостом.
Диоды должны соответствовать выходному току в 200 А и иметь достаточно хорошее охлаждение, чтобы первая же сварка не вывела их из строя. Это в полной мере относится к дросселю. Использование этих приспособлений совместно со сварочным агрегатом переменного тока превращают его в аппарат постоянного тока. Становится возможным сварка электродами постоянного тока, и расширяется ассортимент свариваемых металлов. Становится доступна сварке нержавеющая сталь и чугун. Аппарат для сварки может варить подобно инвертору, хотя тут сварщику требуется довольно большой опыт работы.
Становится доступна сварке нержавеющая сталь и чугун. Аппарат для сварки может варить подобно инвертору, хотя тут сварщику требуется довольно большой опыт работы.
{reklama2}
Вернуться к оглавлению
Меры предосторожности при работе со сварочным электрооборудованием
Сварка — это довольно опасный и травматический вид деятельности, а электросварка добавляет к ней наличие возможности поражения сварщика электрическим током. Самое главное, что должен четко представлять электросварщик, что электрический ток невидим и опасен для жизни, но все оборудование должно быть надежно заземлено, и это заземление должно быть прочным и видимым. Это простейшая заповедь спасла многих, кто ее соблюдал. Наличие опасного для человека напряжения на незаземленном оборудовании приведет к электротравме, притом те же повреждения на заземленном агрегате просто его отключат автоматическим выключателем.
Наличие опасного для человека напряжения на незаземленном оборудовании приведет к электротравме, притом те же повреждения на заземленном агрегате просто его отключат автоматическим выключателем.
Другая опасность для человека — это ультрафиолетовый спектр электрической дуги, который поражает органы зрения (быстро) и кожные покровы, вызывая ожоги. Поэтому наличие защитной специальной сварочной одежды и маски для сварщика обязательно. Следует оградить от сварочной дуги окружающих, которые при смотрении на нее могут получить ожоги глаз.
Соблюдение изложенных правил позволит сделать сварные работы безопасными.
Безопасность сварки — Lincoln Electric
Глава 1: Опасность поражения электрическим током (Вопросы и ответы)
В: При каких обстоятельствах вы можете получить удар электрическим током?
A: Вы получаете удар током, когда прикасаетесь к двум металлическим предметам, между которыми есть напряжение.
В: При каком напряжении можно получить удар током?
A: 120 вольт – обычное напряжение, которое есть в каждом доме в США. 50 вольт или меньше может быть достаточно, чтобы ранить или убить в зависимости от условий.
В: Что более опасно: переменный ток (переменный ток) или постоянный ток (постоянный ток)?
A: Как правило, переменный ток (AC) более опасен, чем постоянный ток (DC).
В: Какие напряжения используются в процессе дуговой сварки?
A: Дуговая сварка включает в себя напряжение холостого хода (когда не сварка), которое обычно составляет от 20 вольт до 100 вольт.
В: Какие напряжения обычно находятся внутри корпуса дуговой сварки?
A: Напряжение внутри сварочного оборудования обычно намного выше: от 120 вольт до 575 вольт и более.
Глава 2: Первичный удар электрическим током
В: Почему первичный удар током более опасен, чем вторичный?
A: Удар первичным напряжением от 115 вольт до 600 вольт очень опасен, поскольку это напряжение намного выше, чем вторичное (или сварочное) напряжение сварщика.
В: Когда вы можете получить удар первичным электрическим током?
A: Вы можете получить удар первичным (входным) напряжением, если: прикоснетесь к проводу или другому электрически «горячему» компоненту внутри сварочного аппарата, когда ваше тело или рука находятся на корпусе сварочного аппарата или другом заземленном металле с силой тока сварщик «включен».
В: Что нужно сделать, чтобы отключить электропитание внутри корпуса сварочного аппарата?
A: Чтобы отключить питание внутри сварочного аппарата, необходимо отсоединить кабель питания или отключить выключатель питания.
В: Какова цель заземления корпуса дуговой сварки?
В: Как определить провод заземления в кабеле питания?
A: Провод заземления входного питания имеет зеленую изоляцию или может вообще не иметь изоляции.

В: В чем разница между рабочим проводом и проводом заземления?
A: Зеленый заземляющий провод, используемый для подключения сварочного аппарата к заземлению, отличается от рабочего кабеля (иногда называемого «кабелем сварочного заземления»), который является частью цепи дуговой сварки и пропускает только сварочный ток. Рабочий кабель не заземляет корпус сварочного аппарата.
Глава 3: Вторичное поражение электрическим током
В: Что должно произойти, чтобы вы получили удар током вторичного напряжения?
A: Поражение электрическим током вторичного напряжения происходит, когда вы прикасаетесь к части сварочной или электродной цепи, возможно, к оголенному участку на кабеле электрода, в то время как другая часть вашего тела касается металла, с которым вы свариваете (работа) .Чтобы получить удар, ваше тело должно коснуться обеих сторон сварочного контура, электрода и изделия (или сварочной земли) одновременно, когда сварочный выход «включен».
В: Когда напряжение на электроде самое высокое?
A: Помните, что напряжение на электроде самое высокое, когда вы не свариваете (напряжение холостого хода).
Глава 4: Методы безопасной работыВопрос: Когда стержневой электрод нагревается от электричества?
A: Помните, что стержневой электрод всегда «электрически горячий», когда включен сварочный аппарат, всегда обращайтесь с ним с уважением.
В: Как защитить себя от поражения электрическим током при сварке?
A: Изолируйте свое тело от свариваемого металла. Не кладите тело, руки или ноги на заготовку (свариваемый металл), особенно если ваша одежда мокрая или открыта голая кожа (и этого не должно быть, если вы одеты должным образом). Используйте фанеру, резиновые коврики или другую сухую изоляцию, чтобы стоять или лежать. При сварке надевайте сухие перчатки в хорошем состоянии. Не прикасайтесь к электроду или металлическим частям электрододержателя кожей или влажной одеждой.
Глава 5: Электрически опасные зоны
В: При каких условиях дуговая сварка представляет опасность при воздействии электрического тока?
A: Ситуация может быть опасной по электричеству, если сварка должна выполняться в электрически опасных условиях (во влажных помещениях или в мокрой одежде; на металлических конструкциях, таких как полы, решетки или леса; в стесненных положениях, таких как сидя, на коленях или лежа).
 , если существует высокий риск неизбежного или случайного контакта с заготовкой или землей).
, если существует высокий риск неизбежного или случайного контакта с заготовкой или землей). В: Какой тип сварочного оборудования лучше всего подходит для дуговой сварки в опасных условиях?
A: Полуавтоматический сварочный аппарат постоянного напряжения, ручной сварочный аппарат постоянного тока или сварочный аппарат переменного тока с пониженным контролем напряжения.
В: Что делать, если вас ударило током?
О: Если вы испытаете удар током при любых обстоятельствах, воспринимайте это как предупреждение. Прежде чем продолжить сварку, проверьте свое оборудование, рабочие привычки и рабочую зону, чтобы увидеть, что не так. Немедленно обратитесь к врачу.
В: Что делать, если вы считаете, что с вашим сварочным аппаратом что-то не так?
A: Если вы считаете, что что-то не так, отключите входное питание от сварочного аппарата и сообщите о проблеме своему руководителю или квалифицированному электрику. Не используйте сварочный аппарат снова, пока он не будет проверен.

- Часто задаваемые вопросы об электрошоке
- Часто задаваемые вопросы по дымам и газам
- Часто задаваемые вопросы о пожарах и взрывах
- Прочие вопросы по технике безопасности
- Часто задаваемые вопросы по средствам индивидуальной защиты
Сварка на переменном токе и на постоянном токе
Несмотря на то, что сварка на постоянном токе предпочтительнее, в некоторых случаях сварка на переменном токе может быть лучшим решением. Эти фразы AC и DC могут быть известны любому, кто разбирается в сварочной промышленности или работает в ней. Эти две формы тока, переменный и постоянный, используются в процессе сварки. Электрическая дуга используется во время процесса сварки, чтобы запустить тепловой процесс, необходимый для расплавления металла. В зависимости от свариваемого материала требуется стабильный ток различной полярности.
Чтобы понять и создать достойный сварной шов, нужно понять эти два тока и то, как они влияют на сварочное оборудование и электроды. Нам необходимо понимать различия между сваркой на переменном и постоянном токе.
Нам необходимо понимать различия между сваркой на переменном и постоянном токе.
Схема
Что вы подразумеваете под постоянным током в сварке?
Возможность протекания тока в одном направлении называется постоянным током или постоянным током. Вы можете использовать электрододержатель, заземляющий зажим или горелку MIG/TIG для замыкания цепи, потому что электричество может течь только через непрерывную электрическую цепь. Электрическая цепь замыкается, когда дуга проскальзывает между металлом и электродом с помощью прикрепленного зажима заземления.
Электрическое сопротивление металла заставляет электрод нагреваться до точки плавления. Однако использование неправильной полярности значительно снижает качество сварного шва. Поэтому необходимо правильно подключить электрод и заземляющий зажим к электросети (сварочному аппарату). В зависимости от выбора электрода и свариваемого металла каждый метод сварки требует уникальной полярности.
Что такое переменный ток в сварке?
Поскольку сварка переменным током считается менее качественной по сравнению со сваркой постоянным током, она используется редко.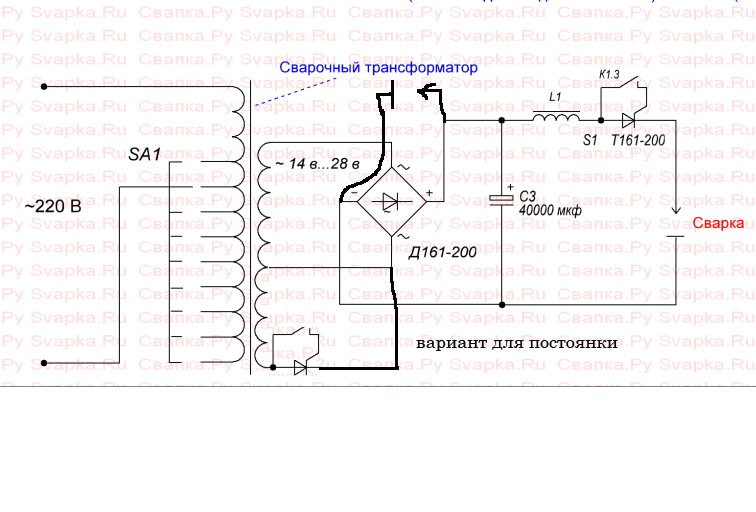 Когда нет доступных аппаратов постоянного тока, обычно используются сварочные аппараты переменного тока, также называемые «жужжащими ящиками».
Когда нет доступных аппаратов постоянного тока, обычно используются сварочные аппараты переменного тока, также называемые «жужжащими ящиками».
Хотя сварка переменным током иногда используется для решения проблем с дуговым разрядом, она чаще всего используется для сварки толстолистового металла в нижнем положении, быстрой заливки и сварки алюминия методом TIG с использованием высокой частоты. При работе с электродами большого диаметра проблемы с дутьем дуги чаще всего возникают, когда дуга гасит свариваемое соединение при более высоких уровнях тока.
Намагниченные металлы могут использоваться для сварки переменным током, что невозможно при сварке постоянным током. Магнитный металл не окажет влияния на электрическую дугу, поскольку при сварке переменным током постоянно меняется направление, в котором течет ток.
Кроме того, переменный ток лучше работает в жарких условиях. Более высокие уровни тока обеспечивают более глубокое проплавление, которое используется для шовной сварки при строительстве кораблей, поскольку обеспечивает более высокий уровень тока.
Таблица различий сварки на переменном и постоянном токе
| Факторы | Дуговая сварка постоянным током | Дуговая сварка переменным током |
| Потребление электроэнергии | При дуговой сварке постоянным током используется много электроэнергии. | По сравнению с дуговой сваркой постоянным током, дуговая сварка переменным током потребляет меньше энергии. |
| Эффективность | Процесс дуговой сварки постоянным током имеет низкую эффективность. | По сравнению с дуговой сваркой на постоянном токе дуговая сварка на переменном токе более эффективна. |
| Стоимость | Сварка постоянным током стоит дорого. | Дуговая сварка на переменном токе экономична |
| Стабильность дуги | Постоянная дуга получается при дуговой сварке на постоянном токе. | Дуговая сварка на переменном токе дает нестабильную дугу. |
| Масса | Для дуговой сварки постоянным током требуется большая сварочная установка. | Установка для дуговой сварки переменным током имеет малый вес. |
| Эксплуатация | Дуговая сварка постоянным током — шумный процесс. | Процесс дуговой сварки переменным током абсолютно бесшумный. |
| Используемый электрод | Поскольку полярность питания может регулироваться в соответствии с типом электрода, для дуговой сварки постоянным током можно использовать все виды электродов, включая электроды с покрытием и электроды без покрытия. | Для дуговой сварки на переменном токе можно использовать только покрытые электроды. Причина в том, что с каждым циклом ток постоянно меняется на противоположный. |
| Сварка тонких профилей | Для сварки тонких профилей идеально подходит дуговая сварка постоянным током.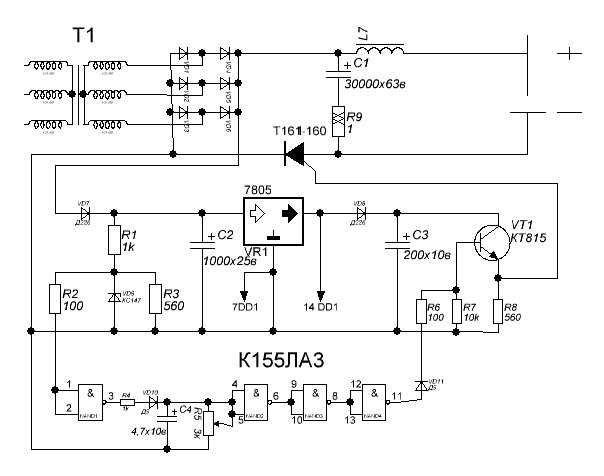 | Для сварки тонких поверхностей дуговая сварка на переменном токе часто нежелательна. |
Различия между сваркой на переменном и постоянном токе
Основное различие между сваркой на переменном и постоянном токе очевидно. В отличие от выхода постоянного тока, который поддерживает однородную полярность и позволяет току течь только в одном направлении, выход переменного тока изменяет полярность и заставляет ток непрерывно течь туда и обратно.
AC не подходит для большинства сварочных работ. Каждый раз при смене полярности дуга гаснет и снова загорается. Следовательно, переменный ток не помогает процессам сварки FCAW или MIG и создает нестабильность дуги при сварке электродом.
Взгляните на разницу между процессом сварки на постоянном и переменном токе:
1. Сварка электродом на переменном токе и на постоянном токе (SMAW)
Buzz box, другое название первых аппаратов для электродуговой сварки, были выходными устройствами переменного тока. Коробка для жужжания получила свое название, потому что функция переключения полярности устройства заставляла ее звучать как пчелы. Несмотря на то, что они хорошо справлялись со своей работой, дуги этих сварочных аппаратов переменного тока были далеко не такими устойчивыми, как дуги, создаваемые источниками питания постоянного тока. В результате оборудование постоянного тока обычно используется для сварки электродами.
Коробка для жужжания получила свое название, потому что функция переключения полярности устройства заставляла ее звучать как пчелы. Несмотря на то, что они хорошо справлялись со своей работой, дуги этих сварочных аппаратов переменного тока были далеко не такими устойчивыми, как дуги, создаваемые источниками питания постоянного тока. В результате оборудование постоянного тока обычно используется для сварки электродами.
Однако выбор правильной полярности имеет важное значение для получения высококачественных сварных швов SMAW. Кроме того, когда ток концентрируется на стержне сварочного электрода, DCEP обеспечивает наилучшее проплавление. Кажется, это противоречит логике. Но попытайтесь представить, что будет дальше. Капля жидкости на конце стержня проникает глубоко внутрь сварочного шва в результате сильного нагревания плавящегося электрода.
Таким образом, при сварке электродом DCEP относится к наиболее часто используемой полярности. Но у DCEN также есть несколько приложений.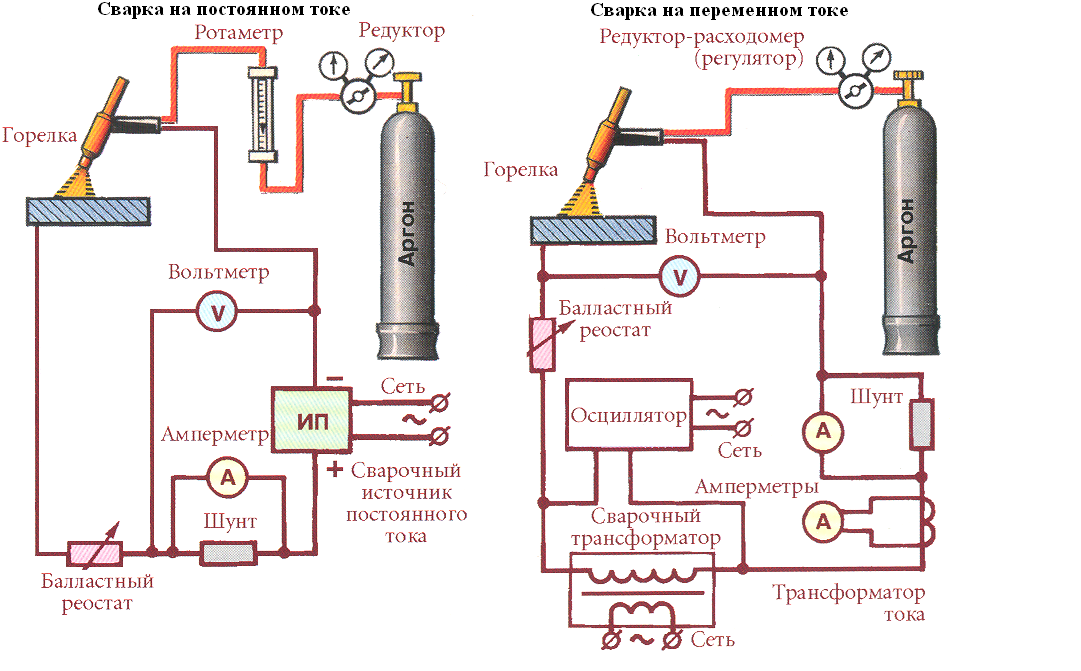 Например, при сварке тонкого материала или выполнении поверхностных швов максимальное проплавление не требуется.
Например, при сварке тонкого материала или выполнении поверхностных швов максимальное проплавление не требуется.
Для сварки нержавеющей стали и низкоуглеродистой стали доступны десятки различных электродов SMAW. В то время как некоторые работают с любой полярностью, другие работают лучше с DCEN, AC или DCEP в зависимости от состава покрытия флюса.
2. Сварка ВИГ на переменном и постоянном токе (GTAW)
В процедуре сварки ВИГ используется либо переменный, либо постоянный ток, в зависимости от свариваемого материала. В большинстве случаев постоянный ток используется для сварки нержавеющей стали, углеродистой стали и мягкой стали, тогда как мощность переменного тока необходима для сварки алюминия и магния.
3. Сварка MIG на переменном и постоянном токе (GMAW)
Как и при сварке электродом, для сварки MIG требуется полярность DCEP. Сварка MIG с DCEN невозможна, так как дуга и сварка будут ужасными. DCEN также необходим при MIG-сварке металла. Таким образом, при использовании технологии MIG не происходит сдвига полярности независимо от сварочного материала. В промышленных процессах, таких как импульсная сварка алюминия переменным током и сварка холодным переносом металла, используется сварка MIG на переменном токе. Но если вы не инженер-сварщик, пытающийся повысить производительность автоматизированной сварки, вам не стоит об этом беспокоиться.
В промышленных процессах, таких как импульсная сварка алюминия переменным током и сварка холодным переносом металла, используется сварка MIG на переменном токе. Но если вы не инженер-сварщик, пытающийся повысить производительность автоматизированной сварки, вам не стоит об этом беспокоиться.
4. Сравнение сварки порошковой проволокой на переменном и постоянном токе (FCAW)
Самозащитная или безгазовая порошковая проволока требует соблюдения полярности DCEN. Поэтому при использовании сварочного аппарата MIG для обычной сварки FCAW необходимо изменить полярность. Однако такая же полярность требуется для сварки MIG с использованием порошковой проволоки в защитных газах.
AC Против. Плюсы и минусы постоянного тока
Преимущества переменного тока
- Из-за фазы DCEP переменного тока мы можем использовать процедуру сварки TIG для соединения алюминия и магния.
- В отличие от постоянного тока, при использовании длинных проводов с переменным током потери напряжения не происходит.
 При использовании длинных проводов для сварки на расстоянии от источника питания переменный ток лучше подходит как для сварки TIG, так и для сварки электродом.
При использовании длинных проводов для сварки на расстоянии от источника питания переменный ток лучше подходит как для сварки TIG, так и для сварки электродом. - Несмотря на то, что сварочное оборудование на переменном токе менее дорогое, его больше не увидишь.
- Некоторые сварочные электроды лучше всего работают при подключении к сети переменного тока. Следовательно, использование переменного тока имеет смысл только тогда, когда доступны эти уникальные электроды.
- Когда свариваемые металлы чувствительны к магнитным полям, выход переменного тока создает более стабильную дугу, избегая взрыва и отклонения дуги.
Недостатки переменного тока
- При сварке низкоуглеродистой и нержавеющей стали переменный ток приводит к большему разбрызгиванию и менее устойчивой электрической дуге.
- По качеству дуговая сварка уступает сварке на постоянном токе.
- По сравнению со сварочным оборудованием для сварки TIG на постоянном токе, сварочные аппараты для сварки TIG на переменном токе намного дороже.

Преимущества постоянного тока
- По сравнению с выходом переменного тока, выход постоянного тока обеспечивает более стабильную дугу при сварке стержней. 9Дугами SMAW 0072 проще управлять, что улучшает возможность направления расплавленного присадочного металла;
- Форма сварного шва более постоянна.
- Уменьшает образование брызг.
- При сварке электродом DCEP и DCEN обеспечивают отличное проплавление и более высокую скорость осаждения присадочного материала соответственно. Тем не менее,
- DCEN лучше всего работает с более тонким листовым металлом, потому что проникновение уменьшается.
DC Недостатки
- Из-за дутья дуги и отклонения намагниченный металл трудно сваривается.
- SMAW и DC TIG не могут сваривать такие металлы, как алюминий.
- Установка для сварки постоянным током стоит дорого. Но теперь, когда сварочные аппараты постоянного тока стали общедоступными, это не такая большая проблема.

Где используется сварка переменным и постоянным током?
Если вы свариваете алюминий методом TIG или свариваемый металл является магнитным, лучше всего подходит сварка переменным током. Все остальное требует сварки постоянным током.
Применение сварки на постоянном токе
- TIG, MIG, дуговая сварка, порошковая проволока
- Сварка низкоуглеродистой стали, никеля, чугуна, нержавеющей стали, титана, латуни, меди, бронзы и других металлов
- Немагнитные металлы
- Сварка вблизи источника питания
Применение сварки переменным током
- Сварка электродом на переменном токе и сварка TIG
- SMAW: низкоуглеродистая сталь, нержавеющая сталь. AC TIG: магний и алюминий
- Намагниченный и ненамагниченный металл
- Сварка вдали от источника питания
Заключение
При сравнении сварки на переменном токе со сваркой на постоянном токе явного победителя нет.