Сварочный аппарат схема – Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 04.09.2019 | 0 | Разное
принцип действия, устройство и схема инверторной сварки на транзисторах
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).

Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.

Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
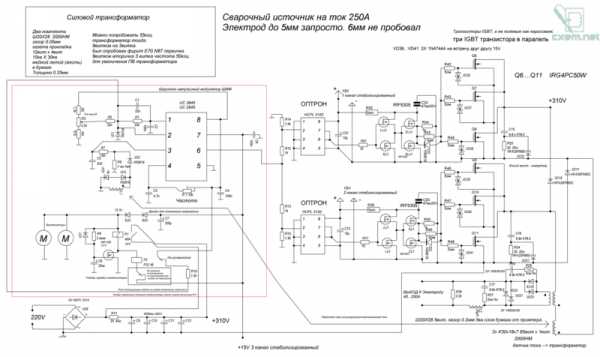
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
pochini.guru
Принципиальная схема сварочного аппарата конденсаторного типа
Иногда, делая те или иные проекты с применением литиевых аккумуляторов, зрители часто критикуют, что литиевые батарейки нельзя паять. Контактная сварка – вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике.
В чем особенность конденсаторной сварки?
На самом деле есть очень много вариантов построения таких аппаратов, но остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка. Трансформатор в нашей схеме все же есть, он только для зарядки конденсаторов. Но есть сварочный аппарат, где емкость конденсаторов разряжается на место сварки не напрямую, а через разделительный трансформатор. Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов.
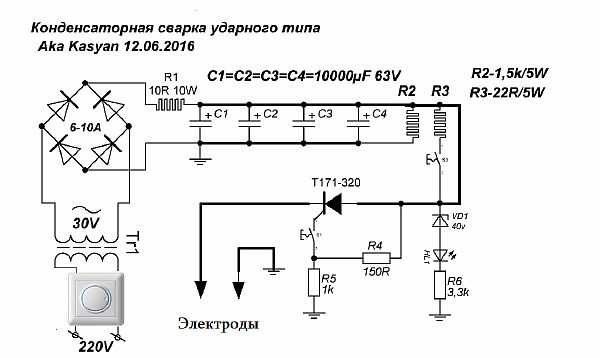
Принцип работы сварочного аппарата
Напряжение сетевого трансформатора выпрямляется двух полупериодным выпрямителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости. Емкости могут отличаться, важно чтобы конденсатры имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсаторов разряжается на определенные точки, куда подключаются токосъемные контакты. В качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе. Моментальный разряд емкости мощных конденсаторов вызыывает огромный скачок тока. Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами.
Более подробно рассмотрим систему
Напряжение было выбрано в районе 40 вольт. Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора.

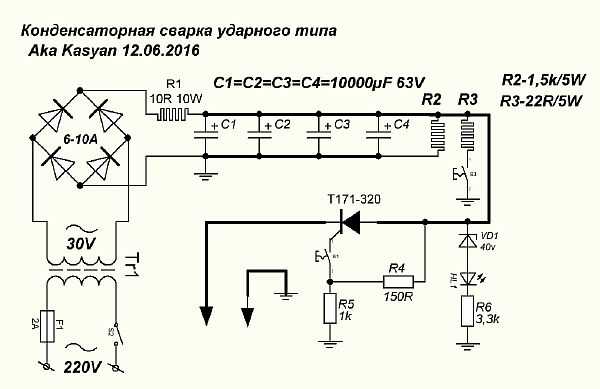


Ддля ограничения тока заряда конденсаторов использован 10-ватный резистор проволочного типа с сопротивлением 10-15 ом. Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание.
Далее смотрите на видео с 5:32
Для труб из полипропилена есть своя модель аппарата.Перед началом ролика его автор Ака Касьян рекомендует отличный инструмент для людей, которые занимаются ремонтом цифровой техники. Новый 2016 HDMI микроскоп Andonstar с отличными параметрами и возможностью передачи данных через HDMI порт. Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине.
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
 паяльник;
паяльник;Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение – 220 В;
- сила тока на входе – 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора – преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
 Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую – может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй – ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
tokar.guru
Как сделать сварочный аппарат инвертор своими руками? — Моя ковка
В настоящее время наиболее популярным, функциональным и производительным оборудованием для сварки является сварочный аппарат инвертор.

Для сварки зачастую используют инвертор. Он компактный и удобный в пользовании.
В качестве силовых переключателей в таком оборудовании применяются полевые транзисторы высокой мощности. Это позволило существенно уменьшить размеры и массу агрегата. На рынке доступен большой выбор подобного оборудования. Все доступные модели имеют практически одинаковый принцип действия. Единственным недостатком, который может избавить от желания купить такой агрегат, является его достаточно высокая стоимость. Однако вы можете приложить немного усилий и собрать инвертор своими руками.
Особенности самодельного сварочного аппарата инвертора
Устройство сварочного инвертора.
Рассматриваемый сварочный аппарат инвертор состоит из следующих основных элементов:
- блока питания;
- драйвера силовых ключей;
- силовой части.
Самодельный сварочный аппарат инвертор будет иметь следующие характеристики:
- максимальное значение потребляемого тока — 32 А;
- ток сварки — не более 250 А;
- сетевое напряжение — 220 В.
Такой сварочный аппарат инвертор сможет без особых проблем варить с использованием электрода диаметром 3-5 мм и длиной дуги до 10 мм. Коэффициент полезного действия самодельного агрегата ничуть не уступает готовым магазинным приборам для сварки.
Вернуться к оглавлению
Подготовка к сборке сварочного аппарата
Схема блока питания сварочного аппарата инвертора.
Для сборки агрегата вам понадобится следующее:
- электротехническая сталь;
- хлопчатобумажная ткань;
- медные провода;
- стеклоткань;
- текстолит.
Для стабилизации напряжения обмотки должны быть выполнены по всей ширине каркаса. Всего в конструкции рассматриваемого сварочного аппарата инвертора будет 4 обмотки:
- первичная — состоит из 100 витков, ПЭВ 0,3 мм;
- три вторичные обмотки — одна на 15 витков (ПЭВ 1 мм), другая — тоже из 15 витков (ПЭВ 0,2 мм), третья — из 20 витков (ПЭВ 0,3 мм).
Плата с блоком питания монтируется отдельно. Между ней и силовой частью будет расположен лист металла. Его необходимо электрически прикрепить к корпусу сварочного аппарата инвертора.
Для управления затворками будут использоваться проводники. Их следует припаять на минимальном расстоянии от транзисторов. Они должны попарно скручиваться друг с другом. Сечение особого значения не имеет. Длина же проводников должна быть не более 15 см.
Принципиальная схема инвертора.
Перед сборкой сварочного аппарата инвертора нужно внимательно изучить и разобраться в его принципиальной схеме.
Блок питания рассматриваемого агрегата представляет собой традиционный флайбэк. Первичную обмотку блока нужно будет накрыть экранирующей обмоткой. Она делается из такого же провода. Наложенные витки должны полностью перекрыть первичные и иметь с ними одинаковое направление. Между обмотками устраивается изоляция. Ее можно сделать из лакоткани или малярного скотча.
При настройке блока питания сварочного аппарата вам нужно подобрать такое сопротивление, чтобы напряжение, подаваемое на питание реле, составляло 20-25 В. Подберите надежные и мощные радиаторные элементы для входных выпрямителей. Для этой цели отлично подходят модели, которые использовались в старых компьютерах. Их можно недорого купить на радиорынке.
Схема управления включает всего 1 термический датчик. Он будет размещен внутри корпуса радиатора. На том же радиорынке следует купить ШИМ-контроллер для блока управления. Через его канал регулирования будет осуществляться стабилизация тока в дуге. При помощи конденсатора будет определяться напряжение ШИМ. От самого же напряжения зависит сила тока сварки.
Вернуться к оглавлению
Пошаговая инструкция по сборке сварочного аппарата инвертора
Для обмотки дросселя используйте обмоточный провод.
Прежде всего подготовьте все детали, указанные на принципиальной схеме. Для сборки такого сварочного инвертора можно использовать доступные материалы, которые продаются в любом магазине радиотехники и электроники. Перед тем как использовать детали, удостоверьтесь в их работоспособности.
Подберите готовый дроссель или сделайте его на стальном магнитопроводе. Для изготовления обмотки дросселя используйте провод ПЭВ-2. Нужно сделать 175 витков.
Самые доступные конденсаторы, которые можно использовать для сборки такого сварочного аппарата инвертора, — это конденсаторы К78.
Они широко использовались в старых телеприемниках, поэтому найти их не составит труда. Рабочее напряжение конденсаторов должно быть не меньше 1000 В. Если не удается найти конденсатор с нужным напряжением, используйте несколько элементов, чтобы их общая емкость соответствовала требуемому номиналу.
Для сборки инвертора понадобятся несколько транзисторов.
Купите несколько транзисторов КУ221А небольшой мощности. Не стоит использовать вместо них один мощный транзистор, т.к. из-за этого снизится рабочая частота, а во время проведения сварочных работ будет появляться неприятный громкий звук. Да и неправильно подобранная мощность может привести к тому, что уже очень скоро придется выполнять ремонт оборудования.
При сборке сварочного инвертора выдерживайте требуемые зазоры между обмотками и магнитопроводами. В обмотки заложите пластины из текстолита. Благодаря этому повысится электробезопасность сварочного аппарата и будет обеспечиваться его достаточное охлаждение.
Далее вам нужно прикрепить трансформатор к основанию самодельного сварочного инвертора. Используйте для этого 2-3 скобы. Скобы можно сделать из медной проволоки диаметром от 3 мм. Платы изготавливаются из фольгированного текстолита. Для этого подойдет материал толщиной порядка 0,5-1 мм. В каждой плате следует подготовить 4 узких прорези, благодаря которым будет снижаться нагрузка на выводы диодов.
После того, как Вы вывели ручку тумблера и светодиоды на лицевую сторону, Вы практически получите готовый справочный аппарат.
Все собранные узлы агрегата установите на основание. Его можно сделать из пластины гетинакса. Будет достаточно пластины толщиной 0,5 см. В ее центре нужно сделать круглое окно под вентилятор. Последний обязательно защитите решеткой. Между магнитопроводами должен оставаться воздушный зазор.
Выведите на лицевую сторону основания светодиоды и ручку тумблера, а также зажимы для кабелей и ручку переменного резистора. В результате вы получите практически готовый сварочный аппарат. Эту конструкцию необходимо поместить в кожух из текстолита или винипласта. Стенки кожуха должны иметь толщину от 4 мм. Установите на держатель для электрода кнопку. Ее и подключаемый к ней кабель необходимо надежно изолировать.
Вернуться к оглавлению
Подключение самодельного сварочного аппарата
Схема подключения инвертора к аккумулятору.
Готовый сварочный инвертор нужно подключить в сеть или к аккумулятору. Для подключения к аккумулятору используйте зажимы. Обязательно соблюдайте полярность. Черный зажим идет на»-«, а красный — на «+». В случае если между аккумулятором и бортовой сетью агрегата присутствует соединение, его можно не отсоединять. В момент подключения выходов сварочного инвертора с аккумулятором должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического выключения. В случае необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, то загорится зеленый светодиод. Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
При подключении и использовании самодельного инвертора нужно учитывать еще один очень важный момент. В том случае, если при работе сварочного инвертора на нагрузку напряжение аккумулятора снизится до 10,5 Вт и будет продолжать падать в течение более чем 1 минуты, аппарат автоматически отключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости его ремонта. Менее продолжительные падения напряжения не навредят ни сварочному аппарату, ни аккумулятору, ни сети.
Вернуться к оглавлению
Обслуживание и ремонт сварочного аппарата: основные моменты
Периодически нужно проверять работоспособность каждого основного элемента сварочного аппарата. Это позволит выполнять его ремонт как можно реже. Если агрегат стал работать неправильно или вовсе прекратил функционировать, нужно незамедлительно найти причину поломки и выполнить соответствующий ремонт.
Для этого вам могут понадобиться следующие инструменты:
- отвертка;
- паяльник;
- пылесос;
- тестер;
- кисточка.
Функциональные возможности сварочного инвертора.
Прежде чем выполнять ремонт сварочного инвертора, нужно разобраться в его устройстве. Одним из главнейших элементов инвертора является выпрямитель. Именно он преобразует переменный ток в постоянное напряжение. За счет сетевого фильтра обеспечивается сглаживание питания. Транзисторная схема формирует однофазное высокочастотное напряжение. При помощи блока управления можно регулировать работу ключей посредством сигналов обратной связи по напряжению и току и менять режимы работы инвертора. Сварочный трансформатор снижает напряжение, затем оно выпрямляется при помощи блока вентилей и поступает на электрод.
Прежде чем приступать к ремонту, вам нужно будет снять крышку корпуса аппарата и продуть его обыкновенным пылесосом. Труднодоступные места можно очистить при помощи мягкой сухой кисти.
Функциональная схема источника питания инверторного сварочного аппарата.
Ремонт аппарата начинается с проверки входной цепи. Вам нужно проверить, поступает ли в инвертор напряжение. В случае если входное напряжение присутствует, изучите блок защиты. При необходимости произведите ремонт или замену предохранительного элемента.
Проверьте работу системы контроля и температурного датчика. Сверьте полученные измерения с номинальными. Если датчик работает неправильно, нужно будет его заменить, т.к. выполнить ремонт этого элемента не получится.
Изучите рабочие органы сварочного аппарата. Если заметны потемнения или признаки плохой пайки, проверьте соответствующие цепи агрегата при помощи тестера. Плохие контакты приводят к перегреву аппарата, его поломке и достаточно трудоемкому и дорогостоящему ремонту. Все замеченные неисправности нужно сразу же устранить. Разболтавшиеся разъемы затяните, а некачественные соединения пропаяйте.
Если имеет место нестабильное горение дуги, разбрызгивание металла или прилипание электрода, нужно настроить ток и подобрать другие электроды. Проверьте длину и сечения кабеля. Сравните их с номинальными. При наличии отклонений кабель нужно заменить.
Если во время работы сварочного аппарата загорается индикатор перезагрузки, это верный признак превышения продолжительности работы. Из-за этого инвертор попросту перегреется и отключится автоматически. Однако лучше самостоятельно отключить агрегат и дать ему остыть. После того как температура снизится до допустимого значения, работу можно продолжить с обязательным соблюдением температурного и временного режима.
moyakovka.ru
Схема сварочного аппарата постоянного тока
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
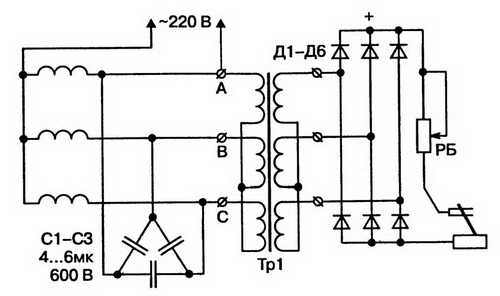
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.

Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.
Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки. Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Сварочный инвертор своими руками – схемы и инструкции по ремонту
У большинство сварочных аппаратов строят по инверторной схеме, где в качестве силовых переключателей используются мощные полевые транзисторы. Ее применение предоставляет возможность уменьшить массу с габаритами конструкции.

На рынке предлагается широкое разнообразие инверторных сварочных аппаратов, но у всех их очень схожий принцип действия. Чтобы смастерить инвертор сварочный своими руками или починить его, необходимо понять, как функционируют в нем внутренние схемы.
Сварочный инвертор своими руками схемы
Собираемый сварочный инверторный аппарат будет состоять из следующих элементов:
- Драйвера силовых ключей
- Блок питания
- Силовая часть
Постараемся разобрать, как самостоятельно смастерить сварочный инвертор со следующими характеристиками:
- Ток сварки – до 250 А
- Напряжение сети – 220 В
- Потребляемый максимальный ток – 32 А
Такой аппарат сможет без труда варить электродом 5-ой с длиной дуги до 1 см. Уровень КПД не меньше, чем у магазинных инверторов.
Видео, китайский сварочный инвертор изнутри — основные плюсы и минусы
Схема сварочного инвертора
Ниже приведена схема блока питания агрегата, которая должна помочь людям, хорошо разбирающимся в электронике.
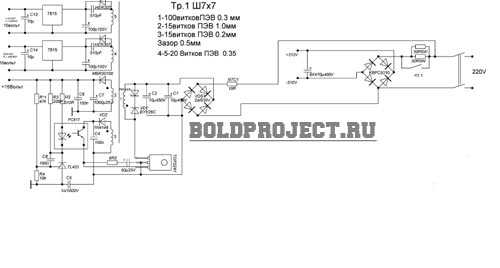
Чтобы стабилизировать напряжение, необходимо делать обмотки по всей ширине каркаса. Всего их будет четыре:
- Первичная – ПЭВ 0.3 мм, 100 витков
- Вторичная (2) – ПЭВ 1 мм, 15 витков
- Вторичная (3) – ПЭВ 0.2 мм, 15 витков
- Вторичная (4) – ПЭВ 0.3 мм, 20 витков
Монтировать плату, на которой располагается блок питания, нужно отдельно. От силовой части она будет отделяться металлическим листом, который подсоединяется к корпусу сварки электрически.
Проводники, которые предназначаются для управления затворками, припаиваются как можно поближе к транзисторам, при этом они должны скручиваться между собой попарно. Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Изготавливая сварочный инвертор своими руками схемы для понимающего человека играют самую важную роль. Ниже приведена еще одна из них, на которой изображена силовая часть.
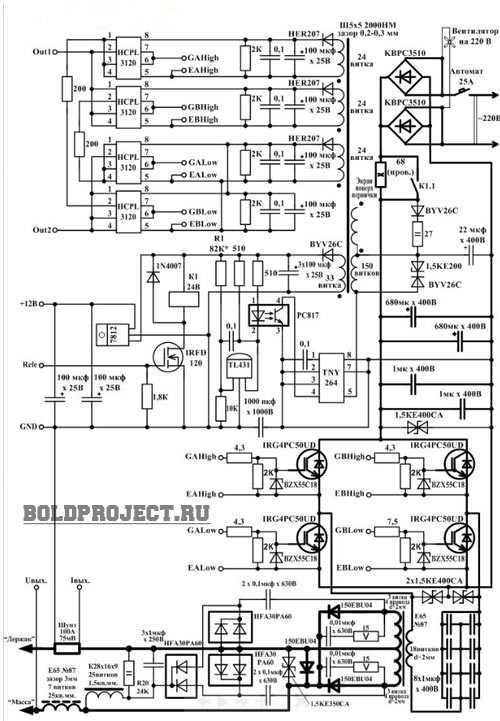
Блок питания будет представлять собой классический флайбэк. Первичная обмотка трансформаторного блока накрывается экранирующей обмоткой из того же провода. При этом наложенные витки должны в полном объеме перекрывать первичные и совпадать по направлению. Между ними должна быть изоляция из малярного скотча или лакоткани.
Чтобы настроить блок питания, необходимо подобрать сопротивление таким образом, чтобы напряжение, которое подается на питание реле, равнялось 20-25 В.

Все особенности силовой части показаны на схеме, приведенной немного выше. Самое важное – для входных выпрямителей подобрать мощные и надежные радиаторные элементы. Прекрасно подойдут модели, которые устанавливались в старых ПК с процессорами Pentium 4 и Alton 64. Купить их на рынке вторичных комплектующих можно по 4-5 долларов.
В схеме управления приводится только один термический датчик. Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.

Для блока управления нужно найти на вторичном рынке ШИМ-контроллер модели TL494. У него задействован только один канал регулирования, через который происходит стабилизация тока в дуге. Конденсатор C1, приведенный на схеме, будет определять напряжение ШИМ, от которого зависит величина тока сварки.
Ремонт сварочного инвертора своими руками
Прежде чем начать ремонт сварочного инвертора своими руками, необходимо разобраться с основными неисправностями подобных устройств. Начать рекомендуется с визуального просмотра. В местах, которые визуально имеют плохой контакт, отсоединяются, зачищаются и вновь соединяются.
Одним из самых слабых мест инвертора является колодка клеммы, к которой подключается сварочный кабель. Большое значение тока и весьма ненадежный контакт ведет к критическому повышению температуры на проводах в местах соединения, которое разрушается и выходит из строя.

Среди других наиболее распространенных неисправностей выделяют:
- Чрезмерное потребление тока в условиях отсутствующей нагрузки
- Обрывы сварочной дуги
- Сварочный ток плохо отрегулирован
- Значение сварочного тока недостаточное для работы
- Увеличенная шумность трансформатора
- Самопроизвольное отключение
Основные виды неисправностей
Методы борьбы с каждой из неисправностью известны и, как правило, легко устранимы.
Если в сети отсутствует нагрузка, но при этом аппарат продолжает потреблять большое количество тока, на катушках наверняка замкнулись витки. Устранить такого рода неисправность легко перемоткой или наладкой изоляционного слоя.
Если сварочная дуга стала часто пропадать, однако зажечь ее повторно не получается, сопровождаясь мелкими искрами, наверняка произошел пробой обмотки и на сварочную цепь подается слишком высокое напряжение.
Часто проблемы инверторных аппаратов связаны с некорректной регулировкой сварочного тока. В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для исследования механизма.
Если сварочный ток имеет низкое значение, причина может крыться в падении напряжения непосредственно в электрической сети. Вторая распространенная проблема – все тот же неисправный регулятор.
Встречаются ситуации, когда аппарат начинает чрезмерно греться. Самые распространенные причины подобного явления – значение сварочного тока установлено выше допустимого, слишком продолжительная беспрерывная работа и применение слишком толстых электродов, для работы с которыми инвертор не рассчитан.
Когда аппарат сильно нагревается, на катушках начинает сгорать изоляция и, как следствие, происходит короткое замыкание, последствия которого будут намного серьезнее, вплоть до полного сгорания устройства. Исправить ситуацию чаще моно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Когда наблюдается слишком чрезмерное гудение аппарата, оно может сопровождаться последующим его перегревом. Среди распространенных причин выделяют ослабление креплений, которые стягивают части магнитопровода, неисправное крепление механизмов перемещения или сердечника катушек. Если произошло замыкание между сварочными проводами, также увеличивается гул. Исправить ситуацию можно подтяжкой болтов, восстановлением крепления, изоляции на сварочном кабеле.
Если инвертор начал самопроизвольно отключаться, скорее всего произошло замыкание в цепи и сработали механизмы защиты. Нужно прозвонить электрическую цепь, найти поврежденный участок и произвести его восстановление.
Видео по ремонту сварочного инвертора
В заключении
В данной статье рассмотрены самые важные элементы, которым нужно уделить внимание при построении сварочного инвертора своими руками, а также распространенные неисправности подобного оборудования и методы их ликвидации.
Но браться за ремонт сварочных инверторов самому стоит только тогда когда присутствует уверенность в своих силах и хорошие знания в области электроники. Иначе рекомендуется обратиться к специалисту, чтоб не ухудшить ситуацию.
boldproject.ru
Сварочный инвертор своими руками: схема, видео — Asutpp
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Самая важное при конструировании или ремонте покупного или самодельного инвертора – его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
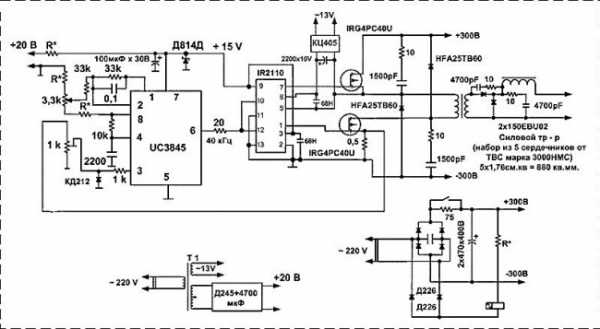 Принципиальная электрическая схема сварочного инвертора
Принципиальная электрическая схема сварочного инвертораИзготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
 Кольца обмоток
Кольца обмотокМежду первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
 Схема: разобранный сварочный инвертор
Схема: разобранный сварочный инверторВес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
 Инвертор из компьютера
Инвертор из компьютераКак настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке. Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
- Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
www.asutpp.ru