Сварочный аппарат включается но не варит: Инвертор работает но не варит
alexxlab | 21.06.1987 | 0 | Разное
Инвертор работает но не варит
Сварочный аппарат не варит
Сварочный инвертор – это современное оборудование, использование которого в процессе сварки позволяет добиться очень высокого качества работы и предоставляет сварщику возможность работать в комфортных условиях.
Сварочный аппарат варит прерывисто
Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
- неисправности, связанные с неправильной работой электронной «начинки» аппарата
- неисправности, связанные с неправильным выбором режима работы.
Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Причины поломок сварочных инверторов и варианты их устранения.
Существует ряд типичных неисправностей, которые возникают, когда речь идет о сварочных инверторах:
- неустойчивость горения сварочной дуги и сильное разбрызгивание металла;
- залипание сварочного электрода;
- отсутствие сварочного процесса при включенном аппарате;
- отсутствие реакции аппарата при его включении.
Рассмотрим подробнее, по какой причине может возникнуть та или иная ситуация, и что можно сделать в случае проявления какой-либо неисправности сварочных инверторов.
- Неустойчивость горения сварочной дуги и сильное разбрызгивание металла.
Эта неисправность может возникнуть в том случае, если при ведении сварки вы неправильно выбрали ток.
- Залипание сварочного электрода.
Причин для возникновения этого типа неисправности может быть, на самом деле, несколько. Вполне возможно, что во время ведения сварки неожиданно в сети снизилось напряжение, что и привело к сильному залипанию сварочного электрода. Также он может «залипнуть» и в том случае, если инвертор подключен к сети кабелем со слишком маленьким сечением. Еще одной причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению вследствие воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
- Отсутствие сварочного процесса при включенном аппарате.
В абсолютном большинстве случаев такое поведение сварочного инвертора может быть объяснено отсутствием массы на поверхности свариваемой детали. Кроме того, нелишним будет проверить состояние сварочного кабеля – возможно он поврежден. Такая ситуация довольно часто встречается в том случае, если деталь, подвергающаяся сварке, обладает большим весом, вследствие чего падение детали на провод способно нарушить его целостность.
- Отсутствие реакции аппарата при включении.
Если при включении сварочного инвертора ничего не происходит, то причину такой неисправности следует искать, во многих случаях, не в самом инверторе, а в электрической сети, к которой он подключен. Возможно, напряжение в сети слишком низкое и поэтому аппарат не может работать. Еще одной причиной того, что аппарат не включается, может стать неправильно выбранный автоматический выключатель, установленный в щитке.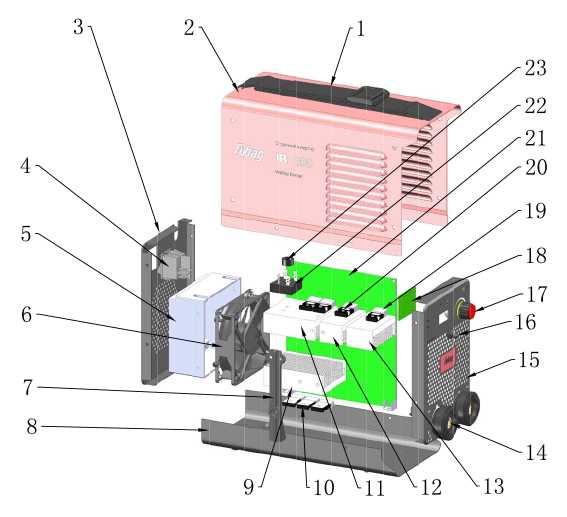
Кроме указанных неисправностей встречаются и перебои в работе сварочного инвертора, не связанные с поломкой аппарата, а являющиеся следствием довольно качественной и своевременной работы систем защиты, которыми оснащен инвертор. Так, например, при длительной непрерывной работе инвертор может самопроизвольно отключиться. Такое случается, если аппарат перегреется и сработает температурная защита. В этом случае следует прекратить сварочный процесс примерно на 20-30 минут, дать аппарату остынуть, после чего работу можно будет продолжить.
Не хватает напряжения для сварочного аппарата
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
- износом распределительных проводов, что приводит к выгоранию ноля и перекосу напряжения по фазам;
- наличием трансформаторной подстанции малой мощности, которая не может справиться с возросшей нагрузкой или увеличением числа потребителей;
- несбалансированностью фаз на трансформаторе и другими.
Решить эти проблемы иногда можно обращением организацию, поставляющую электроэнергию, с просьбой переключить вас на другую фазу или провести их регулировку, но далеко не всегда это возможно. Добиться же замены трансформатора и разводящих проводов на более мощные очень сложно. Что же делать, если не хватает напряжения в сети для сварки, а она очень нужна, например, при строительстве дома или ремонтных работах? И когда переход на меньший диаметр электрода не решает проблемы или невозможен?
Из сложившегося положения есть несколько вариантов выхода. Во-первых, можно приобрести бензиновый или дизельный генератор, к которому подключить сварочный инвертор, для которого не хватает напряжения.
Во-первых, можно приобрести бензиновый или дизельный генератор, к которому подключить сварочный инвертор, для которого не хватает напряжения.
Неисправности сварочного инвертора – причины и варианты устранения
Этот вариант довольно дорогостоящий, ведь генератор нужен очень большой мощности, которой должно хватить для сварки. В противном случае, есть большой риск вывести из строя дорогостоящий генератор, при постоянной пиковой его нагрузке.
Во-вторых, можно приобрести стабилизатор напряжения для сварочного инвертора. Этот прибор поможет выровнять как пониженное, так и повышенное напряжение для обеспечения нормального процесса сваривания и предохранения инвертора от выхода из строя. Большинство инверторов способны работать в диапазоне напряжений +/- 30% от номинального, то есть, 160-280 В, чего вполне хватает в большинстве случаев. Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Популярное среди «народных умельцев» решение по установке одного лишь трансформатора без стабилизатора категорически не рекомендуется. Это связано с тем, что падение напряжения в сети может быть временным явлением, а после исправления неполадок оно может внезапно вернуться к нормальному. В этом случае, трансформатор все равно будет повышать напряжение, в результате чего оно может достигнуть даже 300 В. Это приводит не только к повреждению бытовых приборов, но и выгоранию тонкой старой проводки, возникновению пожаров и пр. Если же вы установите стабилизатор после трансформатора, то он выровняет возросшее напряжение или отключит систему, если не сможет справиться со слишком большим скачком.
Поэтому стоит задуматься о покупке не только стабилизатора напряжения для сварочного инвертора, но и большого стабилизатора для установки на всю бытовую сеть. Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара.
Сварка чугуна с металлом Популярные марки Электродов Электроды с синей обмазкой
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах.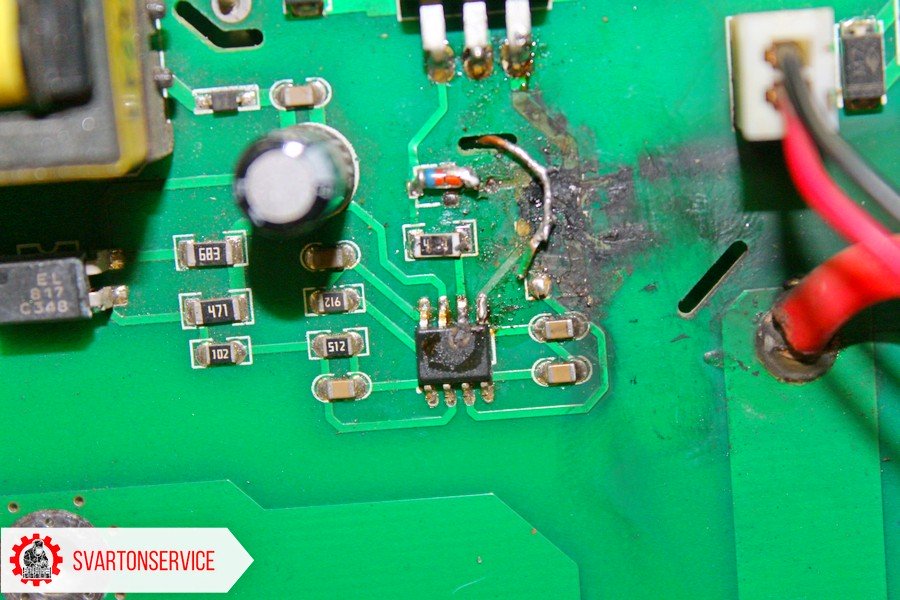 Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Всем привет. На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
Что мне делать: мой сварочный инвертор не включается? | Часто задаваемые вопросы
Читайте также
- Как обеспечить правильную сварку полуавтоматом без использования газа?
- Как правильно выполнять сварочные швы методом ММА сварки? Какие они бывают?
- Промышленный сварочный аппарат – как выбрать?
2
Что мне делать: мой сварочный инвертор не включается?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях. Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами, обеспечивающими двойное преобразование тока питания, поэтому определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания.
 В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
-
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается.
 Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы.
Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы.
-
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.

- Почему сварочный аппарат — трансформатор или инвертор — сам отключается? Самопроизвольное выключение может быть вызвано замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор, полуавтомат, помогут специалисты сервисного центра, имеющие в распоряжении современное диагностическое оборудование и инструмент. Только мастера с большим опытом смогут полностью восстановить работоспособность аппаратов и значительно продлить их рабочий период.
Инвертор гудит, но не варит
О чем статья:
Почему полуавтомат плохо варит и что можно сделать
Нередко при сварке полуавтоматом шов получается плохим, а проволока, то и дело прилипает к металлу. Если токовых клещей нет, чтобы проверить ампераж, то можно попробовать заменить газ для сварки или использовать проволоку меньшего диаметра.
Очень часто именно китайские полуавтоматы страдают данной проблемой. Эти аппараты ну никак не хотят выдавать заявленный производителем сварочный ток, и тогда приходится действовать в обход инструкций.
Сварочный аппарат варит прерывисто
Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
- неисправности, связанные с неправильной работой электронной «начинки» аппарата
- неисправности, связанные с неправильным выбором режима работы.

Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Почему полуавтомат плохо варит. Что можно сделать?
В первую очередь попробуйте измерить напругу, выставьте её на максимум, а подачу проволоки на минимум. Очень часто многое зависит от напряжения в гараже. Если оно меньше 220 Вольт, то плохой китайский полуавтомат варить нормально не будет. Точнее он будет пытаться нагревать сварочную проволоку, но та так и останется прилипшей к металлу, лишь немного покраснев.
Также стоит всё-таки проверить, какая именно полярность выставлена. Кроме того, не лишним будет посмотреть, куда именно подключены провода. Очень часто начинающие сварщики допускают ошибки именно на этапе подключения полуавтомата. В результате этого они подключают провода на режим сварки «без газа» и пытаются при этом варить углекислотой.
Причины поломок сварочных инверторов и варианты их устранения.
Существует ряд типичных неисправностей, которые возникают, когда речь идет о сварочных инверторах:
- неустойчивость горения сварочной дуги и сильное разбрызгивание металла;
- залипание сварочного электрода;
- отсутствие сварочного процесса при включенном аппарате;
- отсутствие реакции аппарата при его включении.
Рассмотрим подробнее, по какой причине может возникнуть та или иная ситуация, и что можно сделать в случае проявления какой-либо неисправности сварочных инверторов.
- Неустойчивость горения сварочной дуги и сильное разбрызгивание металла.

Эта неисправность может возникнуть в том случае, если при ведении сварки вы неправильно выбрали ток. Как правило, сварочный ток выбирается в соответствии с типом и размером применяемого при сварке электрода. Но здесь необходимо помнить и еще одно важное правило: выбранный ток должен соответствовать и той скорости, с которой ведется сварка. Если скорость сварки во время работы уменьшается, то и сварочный ток должен быть уменьшен.
- Залипание сварочного электрода.
Причин для возникновения этого типа неисправности может быть, на самом деле, несколько. Вполне возможно, что во время ведения сварки неожиданно в сети снизилось напряжение, что и привело к сильному залипанию сварочного электрода. Также он может «залипнуть» и в том случае, если инвертор подключен к сети кабелем со слишком маленьким сечением. Еще одной причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению вследствие воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
- Отсутствие сварочного процесса при включенном аппарате.
В абсолютном большинстве случаев такое поведение сварочного инвертора может быть объяснено отсутствием массы на поверхности свариваемой детали. Кроме того, нелишним будет проверить состояние сварочного кабеля – возможно он поврежден. Такая ситуация довольно часто встречается в том случае, если деталь, подвергающаяся сварке, обладает большим весом, вследствие чего падение детали на провод способно нарушить его целостность.
- Отсутствие реакции аппарата при включении.
Если при включении сварочного инвертора ничего не происходит, то причину такой неисправности следует искать, во многих случаях, не в самом инверторе, а в электрической сети, к которой он подключен. Возможно, напряжение в сети слишком низкое и поэтому аппарат не может работать. Еще одной причиной того, что аппарат не включается, может стать неправильно выбранный автоматический выключатель, установленный в щитке. Слабый выключатель способен отключиться в момент включения инвертора. Кроме того, отключение аппарата способно привести к тому, что электричество пропадет во всем доме.
Слабый выключатель способен отключиться в момент включения инвертора. Кроме того, отключение аппарата способно привести к тому, что электричество пропадет во всем доме.
Кроме указанных неисправностей встречаются и перебои в работе сварочного инвертора, не связанные с поломкой аппарата, а являющиеся следствием довольно качественной и своевременной работы систем защиты, которыми оснащен инвертор. Так, например, при длительной непрерывной работе инвертор может самопроизвольно отключиться. Такое случается, если аппарат перегреется и сработает температурная защита. В этом случае следует прекратить сварочный процесс примерно на 20-30 минут, дать аппарату остынуть, после чего работу можно будет продолжить.
Ремонт и диагностика неисправностей сварочного аппарата
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами.
В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
- Первичного выпрямителя
. Представляет собой диодный мост, выпрямляющий поступающий из розетки в аппарат ток. Чтобы мост не перегревался, в нем есть термодатчик, отсекающий цепь при достижении 90 градусов. Воздушное охлаждение реализовано в виде приточного вентилятора.
Воздушное охлаждение реализовано в виде приточного вентилятора. - Конденсаторный фильтр
. Имеет параллельное подключение к мосту и сглаживает импульсы от переменного напряжения. - Помеховый фильтр
. В процессе работы инверторного аппарата создаются электромагнитные волны, способные помешать работе другой аппаратуры, подключенной к общей сети. Фильтр устраняет негативное воздействие. - Высокочастотный трансформатор
. Повышает частоту переменного тока, занижая напряжение. - Вторичный выпрямитель
. Устанавливается на выходе. Диодный мост имеет высокую скорость открытия/закрытия. Чтобы отводить тепло, предусмотрены радиаторы. От него отходят две клеммы для подключения сварочных кабелей.
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
- Отключите аппарат от сети
- Выкрутите винты боковой крышки
- Осмотрите платы, конденсаторы, транзисторы, клеммы
- Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
- Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
- Обезжирьте место соединения канифолью
- Вставьте новый элемент в отверстия печатной платы
- Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т. к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит СкрытьПодробнее
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу СкрытьПодробнее
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Не регулируется ток СкрытьПодробнее
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
- Подбирайте правильные режимы сварки
- Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
- При пониженном напряжении используйте аппараты, рассчитанные на просадку
- Не перегружайте инвертор сверх его паспортного ПВ.
 Давайте оборудованию остывать
Давайте оборудованию остывать - Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
- Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли? СкрытьПодробнее
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит? СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли? СкрытьПодробнее
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке? СкрытьПодробнее
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя? СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Не хватает напряжения для сварочного аппарата
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
- износом распределительных проводов, что приводит к выгоранию ноля и перекосу напряжения по фазам;
- наличием трансформаторной подстанции малой мощности, которая не может справиться с возросшей нагрузкой или увеличением числа потребителей;
- несбалансированностью фаз на трансформаторе и другими.
Рекомендуемые инверторы для работы при пониженном электропитании
На рынке инверторов присутствуют немецкие, итальянские, китайские и российские аппараты, которые могут устойчиво выполнять свои функции как при повышении, так и при понижении параметров сети. Мы рассмотрим некоторые модели бюджетной и средней ценовой категории, которым присущи следующие качества:
- широкие пределы регулировки сварочного тока;
- наличие функции горячего старта;
- возможность эксплуатации в широких температурных пределах;
- продолжительная работа при максимальном токе;
- устойчивое напряжение холостого хода;
- работа при напряжении на входе от 150 В до 240 В и более.

Инверторный аппарат Fubag IR 200 позволяет вести работу с электродами от 1.6 мм до 5 мм, позволяет варить при входном напряжении 150 В. Регулировка тока — от 5 А до 200 А, температура окружающей среды — от -10 оС до +40 оС, обладает горячим стартом и обеспечивает ровную стабильную дугу короткого замыкания.
Сварочный аппарат Сварог ARC 160 стабильно работает от 160 В до 245 В входного электропитания с устойчивым розжигом дуги и номинальным током от 20 А до 160 А. Поддерживает режим сварки вольфрамовым электродом в защитной среде, но имеет малый ПВ — 40 %.
Работает при пониженном значении сети также инвертор Интерскол ИСА 160, выдавая устойчивые показатели по току от 20 А до 160 А. Продолжительность работы при максимальном токе ПВ 100 %, есть функции горячего старта, антиприлипания и форсажа дуги. Пользуется спросом, благодаря своей стабильности, удобству работы и неприхотливости.
Инвертор Aurora PRO Inter 200 продолжает работать даже при падении до 140 В, имеет многоуровневую защиту и выдаёт сварочный ток от 20 А до 200 А. Возможно использование 5 мм электродов на максимальном токе, его ПВ равен 60 %, а характерной особенностью является возможность подключения сетевого удлинителя длиной до 100 м при сечении провода не менее 2.5 мм2.
Возможно использование 5 мм электродов на максимальном токе, его ПВ равен 60 %, а характерной особенностью является возможность подключения сетевого удлинителя длиной до 100 м при сечении провода не менее 2.5 мм2.
Все эти приборы обладают классом защиты IP 21, весом не более 8 кг и относительно небольшой потребляемой мощностью. Конечно, при напряжении в сети ниже 180 В рассчитывать на сварку электродом в 5 мм не приходится, но электродом 3 мм можно работать и при 150 В.
Важно, что нестабильные условия заставляют инвертор работать в экстремальном режиме, поэтому перед покупкой необходимо убедиться в наличии обслуживающих ваш аппарат мастерских.
Неисправности сварочного инвертора – причины и варианты устранения
Этот вариант довольно дорогостоящий, ведь генератор нужен очень большой мощности, которой должно хватить для сварки. В противном случае, есть большой риск вывести из строя дорогостоящий генератор, при постоянной пиковой его нагрузке.
Во-вторых, можно приобрести стабилизатор напряжения для сварочного инвертора. Этот прибор поможет выровнять как пониженное, так и повышенное напряжение для обеспечения нормального процесса сваривания и предохранения инвертора от выхода из строя. Большинство инверторов способны работать в диапазоне напряжений +/- 30% от номинального, то есть, 160-280 В, чего вполне хватает в большинстве случаев. Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Этот прибор поможет выровнять как пониженное, так и повышенное напряжение для обеспечения нормального процесса сваривания и предохранения инвертора от выхода из строя. Большинство инверторов способны работать в диапазоне напряжений +/- 30% от номинального, то есть, 160-280 В, чего вполне хватает в большинстве случаев. Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Популярное среди «народных умельцев» решение по установке одного лишь трансформатора без стабилизатора категорически не рекомендуется. Это связано с тем, что падение напряжения в сети может быть временным явлением, а после исправления неполадок оно может внезапно вернуться к нормальному. В этом случае, трансформатор все равно будет повышать напряжение, в результате чего оно может достигнуть даже 300 В. Это приводит не только к повреждению бытовых приборов, но и выгоранию тонкой старой проводки, возникновению пожаров и пр. Если же вы установите стабилизатор после трансформатора, то он выровняет возросшее напряжение или отключит систему, если не сможет справиться со слишком большим скачком.
Если же вы установите стабилизатор после трансформатора, то он выровняет возросшее напряжение или отключит систему, если не сможет справиться со слишком большим скачком.
Поэтому стоит задуматься о покупке не только стабилизатора напряжения для сварочного инвертора, но и большого стабилизатора для установки на всю бытовую сеть. Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара.
Сварка чугуна с металлом Популярные марки Электродов Электроды с синей обмазкой
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Ремонт держака и замена кабеля
Чтобы отремонтировать держак, достаточно открутить прижимные болты. После этого необходимо избавиться от старого куска кабеля, зачистить конец нового и надежно обжать его болтами.
Кстати, многие сразу же хотят поменять старые сварочные кабели, но не знают, какие именно выбрать. Кабель для сварочного аппарата должен быть прочными, чтобы противостоять ударам и механически повреждениям. Также он должен быть устойчивым к агрессивным химическим средам.
Лучше выбирать такие сварочные кабеля, которые будут способны выдерживать неоднократное сматывание и разматывание. Кроме этого, сечение кабеля должно быть подобрано правильно, чтобы выдержать токовую нагрузку сварочного инвертора.
Маркировка сварочного кабеля осуществляется буквами и цифрами. КС — кабель сварочный. Т — устойчивый к повышенным температурам. КХ — к холоду. Работать с таким кабелем можно при температуре -60 градусов.
Кроме того, сечение сварочных кабелей нужно подбирать таким образом, чтобы кабеля выдержали нагрузку:
- Для сварочных инверторов на 100А сечение кабеля должно быть не менее 6 мм²;
- Для сварочных инверторов более 100А, сечение кабеля должно быть не менее 10 мм².
Наиболее востребованным сечением сварочных кабелей является сечение 16-25 мм. Такой кабель способен выдерживать сварочный ток более 180-200 Ампер.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Обеспечение эффективной работы инвертора
Колебания показателей в электросетях общего пользования могут быть от 150 В до 270 В, при номинальном питании 220 В. Это происходит за счёт перекоса нагрузки между фазами и устаревшим оборудованием, в котором отсутствует возможность регулирования стабильных параметров в сети. Такое положение характерно для сельской местности и имеет, к сожалению, повсеместный характер. Чтобы обеспечить работу сварочного инвертора в таких условиях, необходимы следующие обстоятельства:
- наличие стабилизатора входного напряжения для сварочного аппарата, который должен обеспечивать необходимую для работы мощность;
- инженерные схемотехнические решения, которые позволяют агрегату выполнять свои функции в условиях перепадов сетевых значений;
- наличие сварочного осциллятора для эффективного розжига дуги короткого замыкания;
- подбор параметров аппарата, который обеспечивает оптимальное напряжение холостого хода сварочного инвертора.

Стабилизатор входного напряжения должен обеспечивать потребляемую мощность в пределах от 5 кВт до 9.8 кВт и работать в широком диапазоне скачков питающих переменных токов. Нужно отметить, что большие габариты, вес и высокая цена не делают эту аппаратуру особо популярной. Поэтому наиболее востребованными являются встроенные в инвертор стабилизаторы питающих показателей, которые дают возможность уменьшить сетевую нестабильность путём подбора полупроводниковых элементов и режимов их работы.
В модельном ряду многих производителей нет такого аппарата, который не мог бы работать хотя бы в пределах от 190 до 230 В, а некоторые агрегаты, рассчитанные на российский рынок, работают в гораздо более широком диапазоне входных показателей. Поскольку стабилизаторы для инвертора слишком дороги, следует сосредоточиться при выборе аппарата на схемотехнических решениях и качественной элементной базе. Необходимо убедиться в наличии осциллятора, а также в стабильности напряжения холостого хода при скачках в сети.
Важным является наличие в схеме полупроводниковых деталей от известных производителей и их нагрузочные параметры, такой критерий должен быть определяющим при выборе инверторного аппарата.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
Содержание:
Сварочный инвертор – это современное оборудование, использование которого в процессе сварки позволяет добиться очень высокого качества работы и предоставляет сварщику возможность работать в комфортных условиях. Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
- неисправности, связанные с неправильной работой электронной «начинки» аппарата
- неисправности, связанные с неправильным выбором режима работы.

Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Причины поломок сварочных инверторов и варианты их устранения.
Существует ряд типичных неисправностей, которые возникают, когда речь идет о сварочных инверторах:
- неустойчивость горения сварочной дуги и сильное разбрызгивание металла;
- залипание сварочного электрода;
- отсутствие сварочного процесса при включенном аппарате;
- отсутствие реакции аппарата при его включении.

Рассмотрим подробнее, по какой причине может возникнуть та или иная ситуация, и что можно сделать в случае проявления какой-либо неисправности сварочных инверторов.
- Неустойчивость горения сварочной дуги и сильное разбрызгивание металла.
Эта неисправность может возникнуть в том случае, если при ведении сварки вы неправильно выбрали ток. Как правило, сварочный ток выбирается в соответствии с типом и размером применяемого при сварке электрода. Но здесь необходимо помнить и еще одно важное правило: выбранный ток должен соответствовать и той скорости, с которой ведется сварка. Если скорость сварки во время работы уменьшается, то и сварочный ток должен быть уменьшен.
- Залипание сварочного электрода.
Причин для возникновения этого типа неисправности может быть, на самом деле, несколько. Вполне возможно, что во время ведения сварки неожиданно в сети снизилось напряжение, что и привело к сильному залипанию сварочного электрода. Также он может «залипнуть» и в том случае, если инвертор подключен к сети кабелем со слишком маленьким сечением. Еще одной причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению вследствие воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
Также он может «залипнуть» и в том случае, если инвертор подключен к сети кабелем со слишком маленьким сечением. Еще одной причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению вследствие воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
- Отсутствие сварочного процесса при включенном аппарате.
В абсолютном большинстве случаев такое поведение сварочного инвертора может быть объяснено отсутствием массы на поверхности свариваемой детали. Кроме того, нелишним будет проверить состояние сварочного кабеля – возможно он поврежден. Такая ситуация довольно часто встречается в том случае, если деталь, подвергающаяся сварке, обладает большим весом, вследствие чего падение детали на провод способно нарушить его целостность.
- Отсутствие реакции аппарата при включении.
Если при включении сварочного инвертора ничего не происходит, то причину такой неисправности следует искать, во многих случаях, не в самом инверторе, а в электрической сети, к которой он подключен.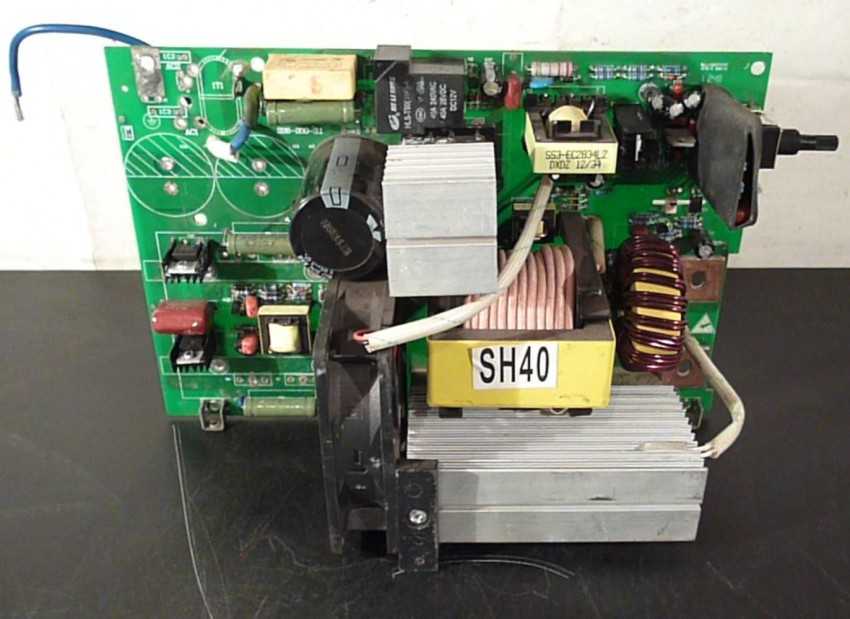 Возможно, напряжение в сети слишком низкое и поэтому аппарат не может работать. Еще одной причиной того, что аппарат не включается, может стать неправильно выбранный автоматический выключатель, установленный в щитке. Слабый выключатель способен отключиться в момент включения инвертора. Кроме того, отключение аппарата способно привести к тому, что электричество пропадет во всем доме.
Возможно, напряжение в сети слишком низкое и поэтому аппарат не может работать. Еще одной причиной того, что аппарат не включается, может стать неправильно выбранный автоматический выключатель, установленный в щитке. Слабый выключатель способен отключиться в момент включения инвертора. Кроме того, отключение аппарата способно привести к тому, что электричество пропадет во всем доме.
Кроме указанных неисправностей встречаются и перебои в работе сварочного инвертора, не связанные с поломкой аппарата, а являющиеся следствием довольно качественной и своевременной работы систем защиты, которыми оснащен инвертор. Так, например, при длительной непрерывной работе инвертор может самопроизвольно отключиться. Такое случается, если аппарат перегреется и сработает температурная защита. В этом случае следует прекратить сварочный процесс примерно на 20-30 минут, дать аппарату остынуть, после чего работу можно будет продолжить.
Основные причины и виды поломок сварочных инверторов
Появление инверторов стало настоящим прорывом в области сварочной техники. От классических аппаратов они отличаются компактностью, малым весом, бесшумностью и возможностью получать швы высокого качества даже при минимальном опыте работы сварщика. На сегодняшний день именно инверторы считаются лучшим приобретением как для бытового, так и для профессионального применения. Однако, несмотря на все свои достоинства, даже такая техника периодически ломается.
От классических аппаратов они отличаются компактностью, малым весом, бесшумностью и возможностью получать швы высокого качества даже при минимальном опыте работы сварщика. На сегодняшний день именно инверторы считаются лучшим приобретением как для бытового, так и для профессионального применения. Однако, несмотря на все свои достоинства, даже такая техника периодически ломается.
Принцип работы и основные составные части сварочных инверторов
Сварочные инверторы, в отличие от классических аппаратов, классифицируются не как электротехнические, а как электронные устройства. В них реализуется другой принцип преобразования электрического сигнала (и свои характеристики сигнал меняет несколько раз). Сначала переменный электрический ток выпрямляется с помощью полупроводников и становится постоянным. Затем для дополнительного сглаживания он пропускается через фильтр. На следующем этапе сигнал поступает в транзисторный инвертор (другое его название – модулятор) и опять преобразуется в переменный токс частотой порядка 100 кГц. После этого он проходит через трансформатор, понижающий напряжение и повышающий силу тока. Далее сигнал поступает в высокочастотный фильтр и на последнем этапе – в выпрямитель.
После этого он проходит через трансформатор, понижающий напряжение и повышающий силу тока. Далее сигнал поступает в высокочастотный фильтр и на последнем этапе – в выпрямитель.
Применение высокочастотных преобразователей позволило снизить вес и размеры сварочных аппаратов. Электронная «начинка» дает возможность с высокой точностью регулировать и поддерживать на необходимом уровне параметры электрической дуги. Основными элементами инверторов являются диодные мосты, транзисторы (MOSFET или IGBT) и платы управления. Они делают конструкцию устройств достаточно сложной, но удобной в использовании. Для поддержания высоких эксплуатационных качеств аппаратов используются электронные системы управления и контроля работы мощных транзисторов, параметров питающей сети и выходного тока.
Компактный сварочный инвертор
Полупроводниковые приборы стали применяться в электронных устройствах еще в 60-х годах ХХ века.Немногим позднее был разработан и опробован на практике тиристорный импульсный преобразователь напряжения, предназначенный для проведения сварочных работ. По сути, он и являлся первым сварочным инвертором.
Почему ломаются инверторы?
Все поломки сварочных инверторов могут возникать по трем причинам:
- Вследствие нарушения технологии выполнения сварки. В данном случае превышается расчетное время непрерывной работы устройства, указанное в его паспорте (ПВ). В результате аппарат перегревается и повышается риск выхода из строя его трансформатора или электронных элементов.
- Из-за неправильного выбора места выполнения работ. При этом внутрь инвертора может попадать влага или большое количество строительной пыли с включениями металла, к которым аппараты этого типа очень чувствительны (это главное из немногочисленных слабых мест инверторов). Итогом с высокой вероятностью может стать выход из строя электронных плат.
- По причине поломки охлаждающего вентилятора.
 Ее причиной, в свою очередь, может быть заводской брак или ненадлежащие условия эксплуатации инвертора.
Ее причиной, в свою очередь, может быть заводской брак или ненадлежащие условия эксплуатации инвертора.
Электронная «начинка» сварочного инвертора
Основные виды поломок сварочных инверторов
Можно выделить несколько наиболее часто встречающихся видов поломок инверторных сварочных аппаратов:
- Самопроизвольное отключение аппарата. Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает. Следует отметить, что самопроизвольное отключение не обязательно является следствием поломки. Защита может сработать при перегреве инвертора, которому просто требуется своевременный отдых.
- Отсутствие дуги при включенном аппарате. В данном случае возможно повреждение кабелей или их ненадежное подключение.
- Залипание электрода. Причин этого может быть несколько: низкое напряжение в сети, неудовлетворительная подготовка (зачистка) свариваемых поверхностей, использование удлинителя большой длины (более 40 м) или малого сечения (меньше 2,5 мм2).

- Неустойчивое горение дуги и повышенное разбрызгивание металла. Чаще всего причиной этого является неправильный выбор силы сварочного тока.
- Повышенное потребление электроэнергии при отсутствии нагрузки. Такое возможно в результате замыкания витков катушек трансформатора. В этом случае он нуждается в восстановлении изоляции, перемотке или замене.
- Обрыв сварочной дуги и невозможность ее повторного зажигания. Причиной может быть замыкание проводов или пробой обмотки высокого напряжения трансформатора.
- Нарушение точности регулировки сварочного тока. Это может происходить из-за ухудшения подвижности вторичных катушек трансформатора при скоплении в нем пыли или мусора либо неисправности регулирующего винта.
- Повышенный шум во время работы трансформатора и нагрев последнего. Причин такой ситуации может быть несколько: выход из строя крепления сердечника трансформатора, ослабление болтов, стягивающих листы магнитопровода, или перегрузка трансформатора.

Ремонт сварочного инвертора
Заключение
Инверторы обоснованно считаются надежной и функциональной сварочной техникой, но несколько слабых мест у них все же есть. Одним из них можно назвать их электронные компоненты. Они делают аппараты чрезвычайно удобными и эффективными, но одновременно уязвимыми перед водой и строительной пылью. Для обеспечения длительного срока службы, инверторные устройства необходимо оберегать от влаги и пыли.
Вторым слабым местом аппаратов являются охлаждающие вентиляторы. В случае их поломок инверторы будут перегреваться с последующим возможным выходом из строя.
Поделитесь с друзьями:
Ремонт сварочных инверторов: обзор основных неисправностей
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Содержание статьи
- Часто встречающиеся поломки
- Инвертор искрит
- Инвертор не варит
- Инвертор перегревается
- Инвертор не работает, не включается
- Не регулируется ток
- Электрод прилипает к металлу
- Диагностика неисправностей
- Вместо заключения
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке.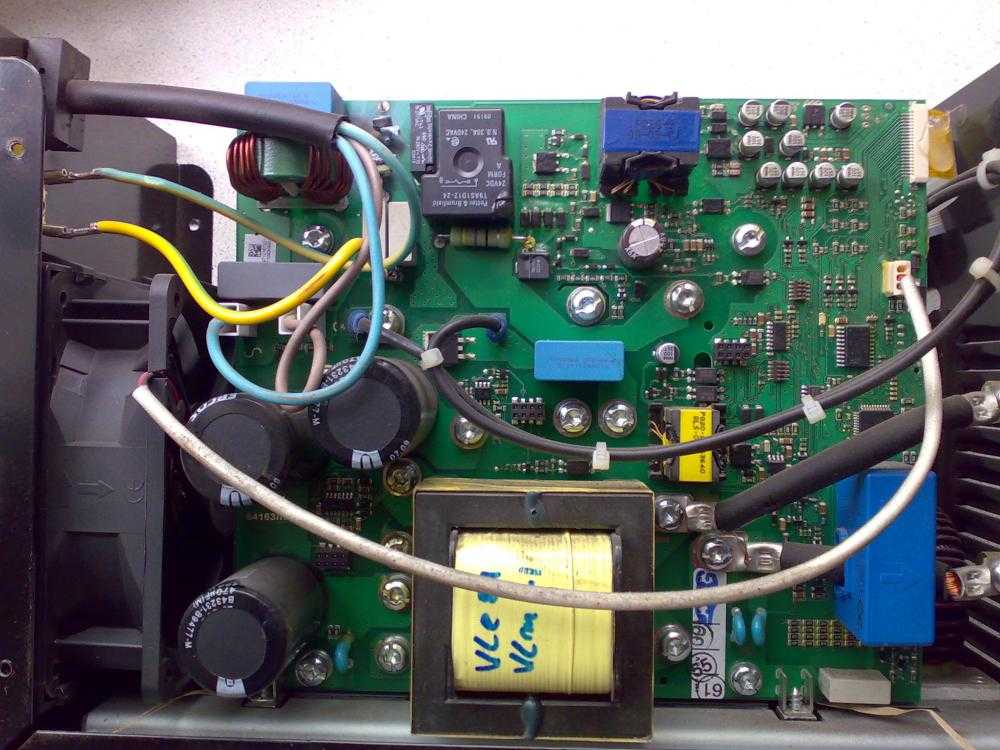 Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Читайте также: Выбор сварочного инвертора
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
основные неисправности и их устранение
Обслуживать и ремонтировать оборудование для сварки приходится часто. Лучше делать это в специализированных сервисных центрах.
В нём ремонтные мастера используют аппаратуру для диагностики, и могут выявить проблемы на любом уровне: от дефектов корпуса до нарушения работы микросхем. Но несложные сварочные устройства можно отремонтировать и дома.
Мы расскажем о самых распространённых неполадках и том, как их аннигилировать. Отремонтировать вы сможете даже инвертор для ручной электродуговой сварки с покрытыми электродными стержнями.
Такие сварочные аппараты устроены нехитро, поэтому мелкий ремонт и “барахление” вы сможете устранить самостоятельно.
Содержание статьиПоказать
- Основные проблемы
- Аппарат не работает
- Аппарат “Не варит”
- Перегрев устройства
- Не меняется сила сварочного тока
- Искрение дуги
- Заключение
Аппарат не работает
Начинающие сварщики обращаются за помощью в ремонтный центр уже в тот момент, когда их аппарат просто не включается. Это не лучший вариант, но распространённый.
Инвертор может не работать по многим причинам. Иногда это может быть проблема даже не аппарата, а сети или другого источника питания.
Напряжение в них может “прыгать” или опускаться до слишком низкого для сварочного аппарата уровня. Из-за этого последний даже не может включиться.
Из-за этого последний даже не может включиться.
Обычно нестабильное напряжение сопровождает мастера на дачном участке, так как в посёлках часто бывают сбои в электросети. Этот вопрос решается покупкой устройства, стабилизирующего напряжение.
Также, если вы покупаете сварочное оборудование для дачи, лучше выбрать тот, который способен работать с низким напряжением.
Еще одна причина – нарушения в работе кабеля сети. С помощью этого кабеля инвертор присоединяется к источнику питания (например, розетке). Рассмотрите вилку и сам шнур. Если в каком-то месте они повреждены, замените кабель на новый.
Если вы проверили и стабильность сети, и целостность кабеля, подключили стабилизатор, а прибор так и не подаёт “признаков жизни”, отнесите его в центр обслуживания.
Полноценный технический осмотр выявит даже самые мелкие нарушения в “начинке” инвертора и покажет, что нужно ремонтировать.
Не ориентируясь в тонкостях ремонта, вы не сможете точно сказать, в чем причина, и исправить проблему. Организовывая ремонт дома, вы можете сделать ещё хуже.
Организовывая ремонт дома, вы можете сделать ещё хуже.
Аппарат “Не варит”
Может быть так, что ваш инверторный аппарат включается, его индикаторы показывают исправность, приборная панель работает, но вы не можете ничего сварить, так как не зажигается электродуга.
В основном, корень этой проблемы в том, что аппарат просто перегрелся. Такое происходит, когда вы работали долго и не делали пауз.
Инвертор пропускает через себя слишком большое количество тока и перегревается. Как чинится такая поломка – в следующем пункте.
Если вы только включили сварочный аппарат, а он уже “не хочет” работать, только горят лампочки, проблема, скорее всего, в работе кабелей сварки.
Чаще всего такое бывает с кабелями, которые продавались в коробке со сварочным инвертором, они рассчитаны на первое время и не служат долго. Попробуйте заменить их на новые и зажечь дугу еще раз.
Перегрев устройства
Это решение – даже не ремонт. Перегретый сварочный аппарат просто нужно отключить от сети на полчаса-час. В следующий раз учитывайте условия включения инвертора.
Эта характеристика есть во всех паспортах к оборудованию и показывает, насколько долго оно способно работать без “отдыха”. Для простых моделей это 60-65 процентов сварочного времени.
Например, из десяти минут всей работы, сваривать можно шесть минут подряд. Потом инвертор должен остыть. Если работать не по этому правилу, предохранитель аппарата сам не позволит вам варить.
Не меняется сила сварочного тока
Эта проблема – частый повод обращения в ремонтную мастерскую. Вы пытаетесь изменить параметры тока прокручиванием ручки регулировки, но эти попытки ничего не дают.
Часто проблема даже не внутри самого аппарата, а в регуляторе. Он может отойти от проводов или перестать работать по причине износа.
Он может отойти от проводов или перестать работать по причине износа.
Если вы заменили ручку, но ток всё еще не меняется, проверьте, работают ли дроссель и второстепенный трансформатор. Если вы можете заменить их сами – замените, после чего посмотрите, можно ли повлиять на ток теперь.
Но новичкам это делать мы не рекомендуем, обращение в центр техобслуживания всё же будет вариантом получше.
Искрение дуги
Этот дефект – проблема бюджетного инверторного оборудования. Оно может работать правильно, но электродуга даёт отжиг на пару секунд, а потом быстро гасится. Получается искра.
Причин, по которым могла возникнуть такая проблема, большое количество. Мы расскажем об основных.
Перед ремонтом искрящейся техники нужно внимательно осмотреть все составляющие инвертора: сетевой кабель, сварочные кабели, панели и так далее. Часто именно в этих деталях причина появления искры, и сам аппарат не виноват.
Попробуйте сменить комплектацию и проверить, зажигается ли дуга нормально. Обращайте внимание на прочность соединения кабелей с разъемами.
Обращайте внимание на прочность соединения кабелей с разъемами.
Если электродуга искрить не перестает, значит, проблема во “внутренностях” сварочного аппарата. Не пробуйте разобрать и отремонтировать его дома, отнесите мастеру и проконсультируйтесь с ним.
Ведь причин неполадки может быть масса, и вы не разберетесь, какая из них ваша, если до этого ремонтом вы не занимались. Полностью диагностировать устройство можно только при наличии специальных сервисных приборов.
Заключение
Любое обслуживание сварочного аппарата, будь то уход или ремонт, требует не только опыта, но и специального ремонтного и диагностического оборудования.
Сварочный трансформатор, полуавтомат или автомат не похожи на простой инвертор – они состоят из большого количества электроники и механических моментов.
Инверторное оборудование для ММА сварки починить можно и самому, если проблема находится “снаружи” – в рычагах управления, кабелях или перегреве. Но, если простые действия не помогли в починке, устройство лучше отнести к мастеру.
С ремонтом технически сложного и дорогого оборудования дома нельзя справиться даже на начальных этапах, так как на обычные инверторы оно не похоже.
Поэтому, прежде чем чинить что-то, убедитесь, что вы знаете составляющие техники и принципы её работы, чтобы не ухудшить ситуацию.
Поиск и устранение неисправностей — сварочный аппарат MIG не дает дуги
Что касается металла В процессе изготовления сварка является одним из наиболее эффективных способов соединения материалы. Сварка – это процесс, при котором два или более термопластов или металла части соединяются вместе с использованием давления и / или тепла.
Сегодня есть
различные виды сварки и один из самых распространенных вариантов – газовая сварка.
Дуговая сварка (GMAW) или газовая сварка металлической вставкой (MIG).
GMAW известен как один из самых простых и простых свадебные процессы что вы можете сделать. На самом деле весь процесс прост так как это так легко контролировать, потому что вам нужно управлять только одним элементом- сварочный пистолет.
Однако всегда помните, что даже при работе с самым простым инструментом у вас будут проблемы . Одна из распространенных проблем, с которой вы можете столкновение в этом процессе заключается в том, что сварочный аппарат MIG не образует дугу .
Достаточно знание основных методов устранения неполадок сварки MIG может помочь вам в найти правильный ответ на вопрос и продолжить выполнение задания.
Чтобы помочь вам, в этой статье мы рассмотрим некоторые распространенные проблемы, из-за которых ваш сварочный аппарат MIG не дает дугу , а также некоторые простые решения этих проблем.
Плохой зажим заземления
Содержимое
Первая и наиболее распространенная проблема, по которой обычно сварочный аппарат MIG не создает дугу, заключается в том, что зажим заземления неправильно прикреплен к основному металлу. Даже опытные сварщики забывают прикрепить зажим заземления к заготовке, и если вы считаете, что проблема в вашем случае, все, что вам нужно сделать, это проверить зажим заземления правильно ли он подключен или нет . Если нет, то обязательно исправьте. Для некоторых из вас это может быть очевидно, но важно отметить, что зажим заземления должен быть подключен к чистой поверхности . Если вы попытаетесь получить хороший контакт при сварке тяжелых ржавых пластин, то, скорее всего, вы не получите искры из вашего сварочного аппарата.
Даже опытные сварщики забывают прикрепить зажим заземления к заготовке, и если вы считаете, что проблема в вашем случае, все, что вам нужно сделать, это проверить зажим заземления правильно ли он подключен или нет . Если нет, то обязательно исправьте. Для некоторых из вас это может быть очевидно, но важно отметить, что зажим заземления должен быть подключен к чистой поверхности . Если вы попытаетесь получить хороший контакт при сварке тяжелых ржавых пластин, то, скорее всего, вы не получите искры из вашего сварочного аппарата.
Кроме того, ваш зажим заземления может начать работать неправильно с течением времени. Большую часть времени, провода внутри машины ослабляются или сам зажим заземления нуждается в замена. Убедитесь, что все провода внутри машины не повреждены и не окисляется. Если это так, и у вас есть некоторые навыки механики, отключите машину от электрической розетки и очищайте провода один за другим.
Недостаточное питание MIG Welder
Имейте в виду, что сварщику нужна мощность для работы и запуска. Однако, если у вас плохая проводка, это может вызвать проблемы. При использовании небольшого сварочного аппарата MIG у вас должно быть от 110 до 120 вольт (вы можете проверить это с помощью мультиметра). Отличной идеей будет убедиться, что у вас не перегорели предохранители . Если ваши предохранители сгорели, то двумя основными причинами этого могут быть короткое замыкание где-то в вашей мастерской или вы слишком долго варили на слишком высоких настройках, и ваша электрическая сеть просто не могла справиться с этим.
Однако, если у вас плохая проводка, это может вызвать проблемы. При использовании небольшого сварочного аппарата MIG у вас должно быть от 110 до 120 вольт (вы можете проверить это с помощью мультиметра). Отличной идеей будет убедиться, что у вас не перегорели предохранители . Если ваши предохранители сгорели, то двумя основными причинами этого могут быть короткое замыкание где-то в вашей мастерской или вы слишком долго варили на слишком высоких настройках, и ваша электрическая сеть просто не могла справиться с этим.
Если подача проволоки работает, то и с предохранителями все в порядке!
Еще одна распространенная проблема заключается в том, что вы используете слишком маленький или слишком длинный удлинитель. Имея это в виду, если вы используете удлинитель, убедитесь, что он не слишком длинный, чтобы предотвратить падение напряжения.
С другой стороны, короткого удлинителя, который вы обычно используете для освещения рождественских гирлянд, недостаточно для работы сварочного аппарата MIG на 135 ампер. В качестве совета, приобретите хороший удлинитель с толстыми проводами (рассчитанный на 30 ампер, по крайней мере, для небольшого сварочного аппарата), так как этого более достаточно для работы сварочного аппарата MIG.
В качестве совета, приобретите хороший удлинитель с толстыми проводами (рассчитанный на 30 ампер, по крайней мере, для небольшого сварочного аппарата), так как этого более достаточно для работы сварочного аппарата MIG.
Этот с Amazon должен хорошо держаться.
Грязная поверхность сварки
Имейте в виду, что для сварки MIG требуется чистых основных металлов , поэтому, если вы пытаетесь сваривать поверхность, на которой есть масло, цинк, старая краска, ржавчина и другие покрытия, ваш сварочный аппарат MIG может не запуститься. дуги, и даже если это произойдет, скорее всего, вы не получите хорошего проникновения.
По этой причине мы рекомендуем вам очистить поверхность , которую вы будете сваривать, используя шлифовальную машину, шлифовальную машину или, по крайней мере, проволочную щетку, чтобы избавиться от покрытия. После этого можно очистить поверхность ацетоном или просто чистой тканью.
Слишком тугой приводной ролик Натяжение
Приводные ролики
специально разработан для плавной подачи электродной проволоки из желоба для катушки с проволокой
трос пистолета, но если натяжение приводного ролика установлено слишком сильно, приводные ролики изнашиваются быстрее и
это также может вызвать неровную подачу проволоки, что может привести к нестабильности дуги.
С другой стороны, небольшое натяжение может привести к проскальзыванию троса. Для получения дополнительных инструкций о том, насколько плотным должен быть привод, я бы обратился к руководству пользователя.
Для тех, кто лень смотреть инструкцию, не прилагайте чрезмерных усилий при установке провод. Не нужно использовать плоскогубцы, просто пальцы, и он должен быть достаточно тугим.
Двигатель подачи проволоки не рабочий
Если двигатель подачи проволоки сварочного аппарата MIG не работает, невозможно создать непрерывную дугу после первой искры. Сварщик, который не подает проволоку, обычно имеет одну из двух причин, вызывающих проблему. Во-первых, натяжение системы подачи проволоки слишком слабое. И второй – сварочный наконечник забился шлаком или вы в него прожгли проволоку. Для лестницы достаточно просто заменить контактный наконечник, чтобы машина снова заработала.
Поврежденный внутренний
двигатель НЕ ДОЛЖЕН ремонтироваться дома, чтобы не усугубить проблему. Таким образом, это
Лучше всего доверить эту работу профессиональному специалисту по ремонту сварочных аппаратов.
Таким образом, это
Лучше всего доверить эту работу профессиональному специалисту по ремонту сварочных аппаратов.
В завершение скажу, что в прошлый раз у меня была аналогичная проблема — аппарат подавал проволоку, но не создавал дугу. Раньше у меня была неплотная проводка внутри машины, а также базовые знания в области электричества, но я просто не мог понять проблему, поэтому я попросил друга, инженера-электрика, взглянуть. Оказалось, что какое-то реле в плате управления окислилось настолько сильно, что чудом машина заработала всего на пару часов раньше.
К счастью, все необходимые детали были доступны в ближайшем магазине, поэтому мой друг установил новое реле и несколько новых диодов, и в мгновение ока машина снова заработала.
Весь ремонт стоил около 10 баксов, так что это определенно лучше, чем покупать новый сварочный аппарат.
Вывод:
Надеюсь на это
Небольшое руководство поможет вам определить наиболее распространенные проблемы, когда ваш MIG не работает. создать дугу. Вооружившись этой базовой информацией, вы
сможет выявить возможно предстоящие проблемы и искать эффективные
решений быстрее и, возможно, даже избегать некоторых из них, таких как покупка отличного
удлинитель! Надеюсь, вы многому научились из этой статьи.
создать дугу. Вооружившись этой базовой информацией, вы
сможет выявить возможно предстоящие проблемы и искать эффективные
решений быстрее и, возможно, даже избегать некоторых из них, таких как покупка отличного
удлинитель! Надеюсь, вы многому научились из этой статьи.
Подробное руководство по устранению неполадок сварочного аппарата Mig для процедуры заземления оператора – PERFECT POWER – Сварщики, Сварочная проволока, Сварочное оборудование, Аксессуары и снаряжение Mig Welder Troubleshooting:
Как и все сварочные процессы, сварка MIG имеет свои сложности. Теперь вы не должны позволять обычным проблемам замедлять процесс сварки. Обладая хорошими знаниями некоторых навыков устранения неполадок, вы сможете найти правильное решение своих проблем со сваркой. В этой статье подробно рассказывается об устранении неполадок сварочного аппарата mig для операторов.
Некоторые распространенные/основные проблемы:
Аппарат не запускается:
- Причина: Если сварочный аппарат MIG не запускается, это может быть вызвано множеством причин.
 Некоторыми распространенными причинами могут быть обесточенная цепь питания, перегоревший предохранитель или просто неправильное входное напряжение. Это также может быть результатом перегрузки.
Некоторыми распространенными причинами могут быть обесточенная цепь питания, перегоревший предохранитель или просто неправильное входное напряжение. Это также может быть результатом перегрузки. - Решение. Если ваша машина не запускается, сначала убедитесь, что она включена. Если да, проверьте возможную причину проблемы и устраните ее. Необходимо проверить входное напряжение, чтобы убедиться, что оно соответствует руководству и избежать перегрузки. Если он перегружается, лучше дать устройству немного остыть. Также можно заменить предохранитель, если он перегорел.
Стартер сварочного аппарата работает, но перегорает предохранитель:
- Причина: Когда вы включаете выключатель, и стартер работает, но внезапно перегорает предохранитель, это может быть результатом короткого замыкания в соединении или перегорел предохранитель. быть слишком маленьким для машины.
- Решения: Проверьте соединения и устраните короткое замыкание. Если предохранитель слишком мал, его следует заменить на больший.
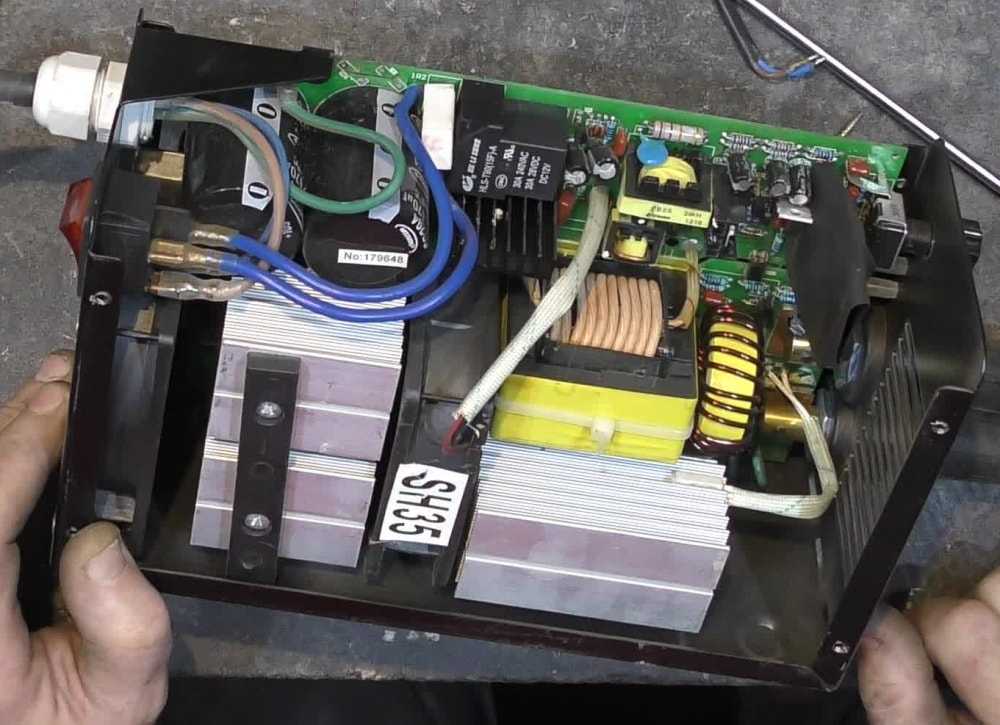
Переключатель полярности Прекращение работы:
- Причина: Если переключатель полярности перестает работать, это может быть связано с его износом или с использованием переключателя, когда сварочный аппарат находится под нагрузкой.
- Решения: Необходимо заменить изношенный переключатель. Кроме того, убедитесь, что вы не используете переключатель полярности, когда сварочный аппарат находится под нагрузкой.
Чрезмерный нагрев Держатель электрода:
- Причина: Если держатель электрода нагревается, это может означать плохое соединение или несоответствующий рабочий цикл держателя электрода.
- Решения: Затяните любые ослабленные соединения, а в случае несоответствующего рабочего цикла электрический держатель следует заменить на соответствующий размер.
Поражение электрическим током При прикосновении к сварочному аппарату:
- Причина: Если корпус сварочного аппарата не заземлен должным образом, может произойти поражение электрическим током сварщика.

- Решения: В случае поражения электрическим током необходимо прочитать руководство пользователя; следуйте всем инструкциям по процедуре заземления рамы. Если корпус правильно заземлен, вы не испытаете поражения электрическим током.
Перегрев сварочного кабеля:
- Причина. Если сварочный кабель нагревается очень быстро, это может быть результатом неправильного размера кабеля или неподходящего рабочего цикла.
- Решения. Замените кабель на кабель соответствующего размера, указанного в руководстве пользователя.
Плохой зажим заземления:
- Причина. Зажим заземления может выйти из строя и начать работать со сбоями. В большинстве случаев это происходит, когда машина покрывается оксидами, которые могут изменить протекание тока и создать высокое сопротивление машины.
- Решения. Обязательно проверяйте и очищайте зажим заземления, чтобы избежать накопления оксидов и сопротивления машины.
Поврежденный кабель:
- Причина.
 Кабели могут быть повреждены после длительного использования.
Кабели могут быть повреждены после длительного использования. - Решения: если вы заметили какие-либо признаки повреждения кабеля, его следует немедленно заменить. Поврежденные кабели могут привести к ряду проблем, а также повлиять на качество вашей работы.
Сварочный аппарат не выключается:
- Причина: Если вы выключите свой аппарат, а сварочный аппарат MIG не выключится, пока вы не отключите питание, это просто означает, что ваш линейный выключатель изношен.
- Решения: сетевой выключатель и соединение следует отремонтировать или, возможно, заменить.
Дефекты сварки:
Если вы заметили дефекты сварки, это означает, что какие-то части самого аппарата МИГ вышли из строя и такие детали необходимо отрегулировать и отремонтировать. Ниже приведены некоторые распространенные дефекты сварки, включая их возможные причины и способы устранения.
Неправильная подача проволоки:
- Причина: Очень распространенный дефект сварки может быть результатом неправильной подачи проволоки, вызванной износом приводного ролика.

- Решения. Периодически снимайте приводные ролики и очищайте проволочной щеткой, чтобы удалить грязь с вкладыша, которая может повлиять на давление и сцепление, которое он будет оказывать на проволоку. Кроме того, проверьте приводные ролики на предмет износа и замените их, если они изношены.
Низкая сварка:
- Причина: Низкие дефекты сварки возникают при износе наконечника сварочной горелки. В этом случае сварка не будет выполнена должным образом.
- Решения: Немедленно замените наконечник сварочного пистолета, так как это может привести к другим проблемам.
Пористость:
- Причина: Пористость на поверхности может возникнуть в результате недостаточного потока газа или плохой проводки. Это очень распространенный дефект сварки.
- Решения: Проверьте газовую линию и устраните все препятствия. Кроме того, газовое сопло должно быть правильно подключено, чтобы избежать утечки. Убедитесь, что вы правильно проверили и отрегулировали соединения проводов.

Усадочные трещины на сварном шве:
- Причина: Если вы заметили усадочные трещины на сварном шве, возможно, валик слишком мал и вогнут или проволока ржавая.
- Решения. Убедитесь, что шарики имеют достаточный размер. Очистите сварочную проволоку должным образом. Убедитесь, что вы не оставляете грязных или ржавых участков в месте проведения сварки.
Боковые трещины на сварном шве:
- Причина: Если вы заметили боковые трещины на сварном шве, это может быть связано с высокой скоростью сварки или очень низким током и высоким напряжением дуги.
- Решения. Боковых трещин можно избежать, поддерживая постоянную скорость сварки и избегая слишком быстрой сварки. Протекающий ток и напряжение дуги также должны быть стабильными.
Чрезмерное разбрызгивание:
- Причина: Чрезмерное разбрызгивание является очень распространенным дефектом сварки и вызвано избытком CO2, высоким напряжением или несоответствующим импедансом.

- Решения: Избыток CO2 можно нагреть с помощью газового нагревателя. Избыточного разбрызгивания также можно избежать, применяя правильное напряжение.
Сложные проблемы сварки:
1. Пористость металла сварного шва:
Пористость Проблема №1:
- Неподходящие условия поверхности: Загрязненная поверхность (ржавчиной, маслом, смазкой и т. д.), ламинированная поверхность или неправильная обработка поверхности может привести к пористости металла шва. Также заражению может подвергнуться любая поверхность, открытая для атмосферного воздуха. Неправильная обработка поверхности, такая как цинкование или цинкование, может привести к проблемам с пористостью сварного шва.
- Решение: Средством устранения загрязненной поверхности является очистка материала в соответствии с указанными процедурами подготовки поверхности. Убедитесь, что сварной шов защищен от воздушных щелей, чтобы предотвратить загрязнение. Кроме того, при сварке ламинированной заготовки убедитесь, что вы подготовили неслоистый основной металл для проведения качественной процедуры сварки.

Проблема пористости № 2:
- Газовое покрытие: несоответствующая газовая защита также может привести к проблемам с пористостью. Защитный газ должен защищать сварочную ванну от воздуха и одновременно действовать как ее стабилизатор. Пористость возникает при изменении защитного газа и загрязнении сварочной ванны воздухом.
- Решение: Прежде всего проверьте крепление газового шланга к оборудованию и удалите загрязнения шланга, если они есть. При правильном подключении не будет потери газовой защиты и захвата воздуха. Кроме того, используйте соответствующее количество защитного газа, указанное в руководстве пользователя, и убедитесь, что расход защитного газа установлен правильно.
Пористость Проблема №3:
- Свойства основного металла: Другой распространенной причиной пористости являются химические свойства металла. Типичным примером является случай, когда материал опорного стержня не соответствует металлу, который вы свариваете.

- Решение. Если проблема с пористостью вызвана свойствами основного металла, способы устранения могут отличаться. Например, если вы используете подкладочный стержень, убедитесь, что он сделан из того же металла, который вы свариваете.
2. Неправильный профиль сварного валика:
Неправильный валик Проблема №1:
- Недостаточное тепловложение: Недостаточное тепловложение может привести к неправильному сварному шву. Если валик кажется тягучим или выпуклым, это указывает на то, что используемая настройка слишком холодная для ширины или толщины свариваемого материала.
- Решение. Прежде всего определите, соответствует ли сила тока толщине свариваемого материала. Если сила тока высокая, достаточно, проверьте напряжение. Возможно, напряжение слишком низкое, и это может привести к другим проблемам. Хороший способ проверить, правильно ли установлено напряжение, — это послушать звук дуги. Треск, устойчивое шипение или громкий звук являются результатом высокой силы тока, высокого или низкого напряжения.
 При нормальной силе тока и напряжении дуга должна иметь устойчивое гудение.
При нормальной силе тока и напряжении дуга должна иметь устойчивое гудение.
Неправильный валик Проблема №2:
- Техника: Неправильный метод сварки также может привести к образованию вогнутого или выпуклого валика.
- Решение. Для достижения наилучших результатов в профиле борта рекомендуется угол нажима от 5 до 10 градусов.
Неправильный буртик Проблема №3:
- Несоответствующий рабочий кабель: Несоответствующий рабочий кабель может привести к несоответствующему напряжению на дуге. Неподходящий рабочий трос может привести к неправильной форме борта.
- Решение: если рабочие кабели слишком малы или изношены, они могут перегреваться. Такие кабели должны быть заменены кабелями соответствующего размера и длины в зависимости от используемого тока. Например, большой ток и большое расстояние потребуют большого кабеля.
3. Отсутствие сплавления:
Проблема отсутствия сплавления:
- Холодная притирка в процессе переноса короткой дугой: Непровар может возникнуть в результате холодного притирания в процессе переноса короткой дугой.
 В этом процессе проволока непосредственно касается сварочной ванны, а конец проволоки плавится и отрывает каплю в результате короткого замыкания в системе. Проблема со сплавлением возникает, когда металл в сварочной ванне плавится, но не остается достаточно энергии, чтобы сплавить его с основной пластиной. Однако визуально непровар трудно обнаружить, разве что с помощью изгиба или ультразвукового контроля.
В этом процессе проволока непосредственно касается сварочной ванны, а конец проволоки плавится и отрывает каплю в результате короткого замыкания в системе. Проблема со сплавлением возникает, когда металл в сварочной ванне плавится, но не остается достаточно энергии, чтобы сплавить его с основной пластиной. Однако визуально непровар трудно обнаружить, разве что с помощью изгиба или ультразвукового контроля. - Решение. Во-первых, убедитесь, что вы правильно установили силу тока и напряжение. Если проблема не устранена, возможно, вам придется изменить технику сварки. Настоятельно рекомендуется метод переноса дуги распыления.
Теги: выбор сварочного аппарата миг-сварщик как работает сварочный аппарат миг-сварщик руководство по покупке миг-сварщика контактные советы миг-сварщик газовый сварщик миг-сварщик установка миг-сварщика с использованием миг-сварщика
1559
Нравится (0)
В отличие от Нравится
Почему мой сварочный аппарат с подачей проволоки не работает – 7 способов исправить это – Welders Lab
Если вы когда-либо использовали сварочный аппарат MIG, вы знаете, что время от времени с подачей проволоки могут возникать проблемы. Если вы новичок в этом, просто знайте, что такие вещи случаются, и есть вещи, которые вы можете сделать, чтобы это исправить. Итак, что вы можете сделать, чтобы починить сварочный аппарат с подачей проволоки, когда он не работает?
Если вы новичок в этом, просто знайте, что такие вещи случаются, и есть вещи, которые вы можете сделать, чтобы это исправить. Итак, что вы можете сделать, чтобы починить сварочный аппарат с подачей проволоки, когда он не работает?
Проверьте подключение питания к голове, чтобы убедиться, что они подключены неправильно. Затем проверьте, чтобы натяжитель механизма подачи проволоки не был слишком ослаблен или слишком затянут. Убедитесь, что вы используете правильные ролики, лайнер или наконечник не засорены, а если это не работает, проверьте, что у вас не плохой спусковой крючок сварочного пистолета.
Я знаю, что это быстрый ответ на вопрос, в чем может быть проблема, ниже я подробно расскажу о 7 различных причинах, по которым ваш механизм подачи проволоки может работать неправильно, и о том, что вы можете сделать, чтобы решить эту проблему.
7 причин, по которым ваш сварочный аппарат не работает с механизмом подачи проволоки
Ниже приведены семь основных причин, по которым механизм подачи проволоки может перестать работать на вашем сварочном аппарате MIG. Попробуйте каждый из них, чтобы выяснить, кто из них является виновником.
Попробуйте каждый из них, чтобы выяснить, кто из них является виновником.
1. Подключение питания
Первое, на что следует обратить внимание, это подключение питания. Разъем питания подключается к головке и дает ей возможность протягивать проволоку через направляющий канал к сварочному пистолету.
Во многих случаях эти соединительные соединения могут ослабнуть, если их регулярно не проверять. Эти соединения, как правило, представляют собой соединение с поворотом и замком, а некоторые представляют собой просто подключение к сети. В любом случае убедитесь, что крючок вставлен и затянут.
Наконец, убедитесь, что между штепселем и разъемом нет брызг или грязи. Иногда брызги от сварного шва могут накапливаться и вызывать короткое замыкание свечи или ее неполное вдавливание. Просто убедитесь, что вилка надежно закреплена.
2. Устройство подачи проволоки недостаточно затянуто
Далее необходимо проверить натяжение механизма подачи проволоки, чтобы оно не ослаблялось.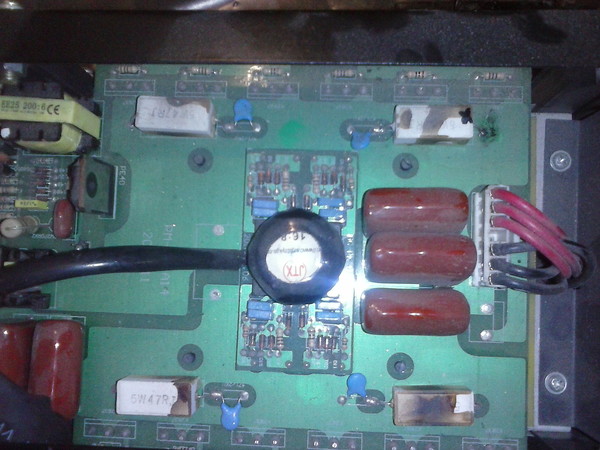 Если натяжение сварочной проволоки недостаточно сильное, то она не будет проталкивать проволоку.
Если натяжение сварочной проволоки недостаточно сильное, то она не будет проталкивать проволоку.
Некоторые сварщики имеют удобную инструкцию, которая покажет вам, насколько сильно должен быть установлен натяжитель. Однако у некоторых сварщиков этого нет. Лучший способ исправить это — усилить натяжение проволоки и продолжать проверять его до тех пор, пока проволока не пройдет через пистолет.
У меня обычно возникает эта проблема после замены рулона проволоки и начала сварки, и я обнаруживаю, что натяжитель недостаточно затянут.
3. Механизм подачи проволоки слишком тугой
Вы также можете пойти другим путем. Если вы сильно затянете натяжитель, это может привести к тому, что провод будет труднее проходить через линию.
Что еще хуже, если сильно затянуть, провод может сплющиться и не дать ему пройти через вкладыш. У меня такое случалось, и в этом случае вам придется удалить сплющенный провод и ослабить натяжитель.
Слишком тугое натяжение также может привести к обрыву проволоки и образованию клубка проволоки, обычно называемого птичьим гнездом. Чтобы исправить это, ослабьте натяжение проволоки и сделайте несколько пробных сварных швов.
Чтобы исправить это, ослабьте натяжение проволоки и сделайте несколько пробных сварных швов.
4. Использование неправильных роликов
Далее вам необходимо проверить, установлены ли в вашем сварочном аппарате неправильные ролики. Ролики протягивают проволоку через сварочный аппарат. Однако они должны быть подходящего размера для проволоки, которую они протягивают через сварочный аппарат, иначе они не будут работать.
Например, если вы используете проволоку .035 и у вас ролик .045, вероятно, она не будет работать наилучшим образом при протягивании проволоки через сварочный аппарат.
Чтобы исправить это, вам нужно проверить ролики. На их боковых сторонах будет напечатан номер, указывающий размер провода. Поэтому, если у вас есть проволока .035 и ролик .045, проверьте ролик, потому что ролик может иметь правильный размер на противоположной стороне.
5. Вкладыш забит
Вкладыш также может быть причиной ваших проблем. Одна большая проблема со сварочными аппаратами заключается в том, что они создают много грязи и пыли, которые могут попасть на проволоку, как если бы она проходила через аппарат.
Со временем эта пыль и грязь могут начать накапливаться и закупоривать направляющий канал, препятствуя прохождению проволоки через сварочный аппарат.
Есть несколько способов исправить это. Во-первых, вы можете привязать чистую тряпку к проволоке до того, как она пройдет через сварочный аппарат. Это очистит провод и удалит с него большую часть пыли и грязи. Вы также можете надеть старую рубашку или ткань поверх провода, если он открыт, чтобы защитить его от грязи и пыли.
Вы также можете попробовать продуть воздух через лайнер с помощью воздушного компрессора. Для этого вам придется удалить провод из машины, но он может вытолкнуть часть грязи.
Иногда это работает, но если вкладыш действительно забит, вам придется приобрести новый вкладыш.
6. Наконечник забит
Далее, если проволока не проходит через сварочный аппарат MIG, проверьте наконечник. Так же, как и лайнер, он со временем может засориться.
Кроме того, вы должны проверить наконечник на наличие брызг. Во время сварки брызги могут закупорить наконечник. Если наконечник не очищать время от времени, он забивается.
Во время сварки брызги могут закупорить наконечник. Если наконечник не очищать время от времени, он забивается.
Наконец, если сварочный аппарат не настроен правильно, это может привести к обратному возгоранию. Именно здесь тепло от сварки заставляет наконечник плавиться и закупоривать отверстие.
Чтобы решить эту проблему, сначала снимите наконечник. Если он не отрывается, возможно, провод сплавился с наконечником. В этом случае вам придется открутить наконечник и отрезать сварочную проволоку, чтобы удалить его.
Если вы можете снять наконечник, проверьте его нижнюю часть, чтобы убедиться, что в нем нет грязи. Если есть, удалите его, и все будет хорошо.
Если наконечник забит, попробуйте удалить его с помощью очистителя наконечника. Однако, если ничего не работает, вам придется приобрести новый наконечник для сварочного пистолета.
7. Плохой триггер сварочного пистолета
Наконец, если сварочная проволока по-прежнему не проходит через сварочный аппарат, это может быть триггер сварочного пистолета. Триггер время от времени выходит из строя.
Триггер время от времени выходит из строя.
Это может быть связано с чрезмерным использованием, перегревом, брызгами сварки и случайным падением на землю. Любая из этих вещей может повредить спусковой крючок на пистолете.
В этом случае вам может потребоваться помощь специалиста по сварке для устранения неполадок.
Заключительные мысли…
Когда дело доходит до дела, виновником может быть любая из этих проблем. Со временем, когда вы сварите все больше и больше, вы будете лучше понимать, как работает ваша машина и что может быть причиной проблемы.
Так почему же ваш сварочный аппарат MIG не подает проволоку должным образом? Поделитесь своими мыслями и комментариями ниже,
12 распространенных проблем со сваркой MIG и их устранение
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
Некоторые из наиболее распространенных проблем при сварке сводятся к трем причинам:
- Грязное рабочее место или материалы
- Некачественные сварочные наконечники или насадки
- Слишком высокое или слишком низкое напряжение и сила тока
Но, безусловно, есть и другие причины, по которым ваш сварной шов не выходит так, как вы планировали. Эта статья поможет вам определить и устранить некоторые из наиболее распространенных проблем при сварке MIG. Если у вас есть проблемы с подачей проволоки, брызгами или проникновением, это покроет все это.
Пористость
Иногда небольшие газовые карманы могут попасть в металл сварного шва. Это называется пористостью. Пористость может возникать внутри или снаружи и может ослабить сварной шов. Это распространенная проблема среди сварщиков и может быть вызвана несколькими причинами.
Во-первых, пористость может быть вызвана плохим покрытием газом. Процесс сварки требует определенного количества защитного газа для предотвращения проникновения воздуха в сварочные ванны. Слишком большой поток газа может втягивать воздух в сварной шов, вызывая пористость. Слишком слабое газовое покрытие также может вызвать пористость сварных швов. Попробуйте сварить с потоком газа 50-60 кубических футов в час, чтобы предотвратить это.
Пористость также может быть вызвана поверхностными загрязнениями. Грязь, масло, ржавчина, краска и даже пот могут вызвать пористость сварного шва. Чтобы предотвратить это, очистите провод, шланг, сварочную поверхность и перчатки перед началом работы. Чтобы очистить их, вы можете использовать металлические шлифовальные машины, такие как стальная мочалка, или химические растворители.
Пористость может быть вызвана несколькими причинами, но эти две наиболее распространены. Если у вас пористый сварной шов, лучше всего зашлифовать ваши пористые сварные швы и начать заново, на этот раз убедившись в отсутствии поверхностной влаги, загрязнений и надлежащем потоке защитного газа.
Проблемы с Fusion
Одной из основных причин, вызывающих отсутствие Fusion, является температура. Если напряжения недостаточно, ваш пистолет не будет достаточно горячим для достаточного сварного шва. Иногда это может даже показаться хорошим сварным швом, но из-за недостаточной силы тока сварной шов не прочный.
Отсутствие слияния также может быть вызвано техникой. Если края ваших материалов не выровнены должным образом, может возникнуть проблема слияния. Прорези в валиках также могут быть причиной плохо проплавленного сварного шва. Обязательно правильно выровняйте валики для максимально прочного сварного шва. Угол ружья также может сыграть свою роль в этом, поэтому убедитесь, что ваша техника правильная.
Дуга магнитной дуги также вызывает плохой сплав. Это когда магнитное поле вокруг металлов искажается и обычно вызвано током дуги. Чтобы предотвратить это, важно перед началом работы размагнитить металл. Вы также можете отрегулировать имеющиеся зажимы обратного кабеля в более устойчивое положение.
Грязные поверхности также могут стать причиной плохой сварки. Если на поверхности есть следы ржавчины, масла или грязи, эти частицы препятствуют полному молекулярному сварному шву. Прежде чем приступить к сварке, рекомендуется убедиться, что все ваши поверхности и инструменты чистые.
Проблемы с подачей проволоки
Проблемы с подачей проволоки обычно возникают из-за проблем с оборудованием и могут быть вызваны:
- Плохое качество проволоки
- Износ приводных роликов
- Застревание проволоки
- Старые неисправные пистолеты
Если у вас возникла эта проблема, сначала проверьте качество проволоки. Может со временем проржавел. Ржавая проволока сваривается иначе, потому что уже окислилась. Если вы заметили ржавчину на используемой проволоке, пропустите ее через пистолет, пока не дойдете до чистой проволоки. Когда провод не используется, храните его в месте, где он не подвергается воздействию элементов.
Приводные ролики необходимо регулярно заменять. Вы поймете, что приводной ролик необходимо заменить, когда вам придется затягивать его намного сильнее, чем раньше, чтобы удерживать проволоку на месте. Если с вашей проволокой все в порядке, проблема, скорее всего, в приводных роликах или вкладыше. Проблемы с вкладышами вызваны грязью, засорением или перекручиванием.
Если у вас по-прежнему плохая подача проволоки, возможно, пришло время заменить пистолет. Медные провода внутри вашего сварочного пистолета со временем изнашиваются и требуют регулярного осмотра. Вы можете сказать, когда оружие необходимо заменить, потому что некоторые части оружия будут намного горячее, чем обычно/как это было раньше.
Сварочные брызги
Брызги возникают при сварке MIG. Это обязательно произойдет. Но есть несколько вещей, которые вы можете сделать, чтобы предотвратить чрезмерное разбрызгивание.
Сначала проверьте силу тока и напряжение вашей машины. Если ваша сила тока слишком высока, ваша проволока может подаваться слишком быстро и вызывать чрезмерное разбрызгивание. Слишком высокое или слишком низкое напряжение также может вызвать разбрызгивание. Убедитесь, что ваша сила тока и напряжение точно настроены для вашей машины и проекта, и не бойтесь делать пробные сварные швы.
Убедитесь, что вы используете наименьший вылет проволоки, разрешенный для сварки MIG. Если провод торчит слишком далеко, это может привести к брызгам. Важно использовать контактные наконечники правильного размера и иметь чистые вкладыши, чтобы предотвратить эту проблему.
Техника переноса, которую вы используете для сварки, также может вызывать чрезмерное разбрызгивание. Методы шаровой и короткой дуги вызывают наибольшее разбрызгивание, в то время как перенос распыления вызывает меньшее. Перенос распылением обеспечивает более высокую стабильность дуги и, следовательно, меньшее разбрызгивание. Попробуйте различные методы переноса, чтобы определить, какой из них лучше всего подходит для вашего проекта и оборудования.
Неправильная форма сварного шва
Если валики не прилегают к сварному шву, вероятно, проблема связана с подводом тепла или техникой. Выглядящие как канаты или выпуклые валики, вероятно, вызваны тем, что температурные параметры слишком малы для толщины свариваемого металла.
Чтобы решить эту проблему, обязательно прочитайте руководство к своим сварочным инструментам, чтобы узнать, какое напряжение и сила тока лучше всего подходят для ваших инструментов и проектов. Поскольку разные инструменты имеют разные требования к силе тока и напряжению, это будет варьироваться от машины к машине.
Еще одна проблема, из-за которой ваши бусины становятся выпуклыми или вогнутыми, — это ваша техника. Толкание пистолета вперед (также называемое приемом справа) поможет вам получить более плоские и ровные сварные швы. Большинство ресурсов по сварке рекомендуют для достижения наилучших результатов поддерживать угол приложения на уровне 5-10 градусов.
Неправильная форма сварного шва также может быть вызвана скоростью сварки. Если вы будете двигаться слишком быстро, он может получиться волнистым и неровным. Кроме того, убедитесь, что вы применяете нужное количество защитного газа. Использование неподходящего защитного газа может иметь множество непредвиденных последствий, для устранения которых потребуются дополнительные усилия. Перед началом лучше проверить все настройки.
Деформация
Деформация сварного шва возникает в процессе охлаждения сварного шва. Деформация влияет на стабильность сварного шва, и важно стараться активно бороться с ней до и во время сварки.
Лучший способ борьбы с усадкой и деформацией – сварка от центра к краям или чередование концов. Если вы начнете с одного конца и продолжите по линии, ваш сварной шов, скорее всего, исказится по мере продвижения. Перед началом работы также важно закрепить две поверхности зажимами. Вы не хотите, чтобы он двигался, пока вы идете.
С усадкой и деформацией также можно быстро бороться с помощью сварки. Если вы свариваете медленно, материал становится более горячим, а сварные швы могут соскальзывать и перекашиваться. Также важно не переваривать. Чрезмерная сварка может привести к утолщению шва по ширине, а не по высоте. Если ширина слишком толстая, при высыхании произойдет деформация.
Другие способы минимизации искажений:
- Использование прерывистой сварки
- Не проходите через сварку слишком много раз
- Используйте сильныевывочные защитники
- Распределение сварки. возникают, когда кромки сварного шва «врезаются» в основной материал. Обычно они возникают вблизи носка сварного шва. Подрезы ослабляют сварной шов и плохо выглядят. Они вызывают вмятину в сварном шве, что часто не допускается инспекторами по сварке. Часто подрезы возникают из-за отсутствия зазоров между материалами.

Как и большинство проблем со сваркой, подрезы в основном вызваны проблемами с силой тока или напряжением. Если у вас возникли проблемы с подрезами, вероятно, ваше напряжение и сила тока слишком высоки. Когда они слишком высоки, основной металл врезается и расплавляется, что делает сварной шов менее прочным. Подрез также может быть вызван слишком долгим удержанием дуги.
Использование правильной техники плетения также поможет предотвратить подрезы. Плетение используется для регулирования тепла во время сварки, и если вы будете плести слишком быстро, вполне вероятно, что произойдет подрез. Если сваривать слишком быстро, основной металл может расплавиться. Лучше всего идти в хорошем устойчивом темпе; не слишком медленно или быстро. Медленная сварка сама по себе решает множество проблем.
Использование и размер электродов могут вызвать проблемы с подрезанием. Если к краям ваших материалов применяется чрезмерный нагрев, могут возникнуть подрезы. Кроме того, убедитесь, что вы используете электрод подходящего размера для работы, так как электрод большего размера может вызвать большее плавление, чем вы предполагали.
Чрезмерное/недостаточное проплавление
Чрезмерное проплавление происходит, когда сварочный материал проплавляет основной материал, что приводит к скашиванию излишка под сварным швом. Если это проблема для вас, вы, вероятно, используете слишком большую силу тока и слишком высокую скорость подачи проволоки.
Возможно, вы тратите слишком много времени на каждый сварной шов, что приводит к плавлению основного материала. Чтобы это исправить, увеличьте напряжение сварочного аппарата и уменьшите силу тока. Также важно помнить, что по мере увеличения расстояния между наконечником и рабочим расстоянием проникновение уменьшается. Поэтому убедитесь, что вы держите наконечник достаточно далеко от сварного шва.
Недостаточное проникновение представляет собой такую же проблему, как и чрезмерное проникновение. Недостаточное проплавление происходит, когда тепловложение слишком мало, а сварной шов не полностью покрывает зазоры между двумя материалами.
Как ни странно, увеличение напряжения на вашем сварочном аппарате не увеличит проплавление.
Увеличение силы тока будет, но не напряжения. Таким образом, для борьбы с недостаточным проплавлением вам потребуется снизить напряжение и увеличить скорость подачи сварного шва.Сварочный аппарат MIG перестал работать
Если ваш сварочный аппарат перестал работать, заикается или возникают проблемы, вы можете проверить ряд факторов, которые могут привести к возникновению проблемы.
- Потребляемая мощность : Если ваш сварочный аппарат не образует дугу, возможно, у вас проблема с входной мощностью. Розетка, которую вы используете, должна быть около 110–120 В. Возможно, ваш сварочный аппарат перестал работать из-за недостаточной мощности или из-за невозможности подачи питания на ваш аппарат.
- Засорение/загрязнение : Отсутствие дуги в сварочном аппарате может быть вызвано расходными материалами. Если детали вашего сварочного аппарата забиты, он не будет работать, каким бы незначительным, по вашему мнению, ни был мусор. Обязательно регулярно меняйте вкладыши и всегда выполняйте сварку на чистых поверхностях.
- Держатель горячего электрода : Если ваш держатель электрода нагревается, может возникнуть проблема с подключением. Убедитесь, что соединения затянуты должным образом. У вас также может быть держатель неправильного размера, из-за чего он не образует дуги.
- Изношенный наконечник : Если ваш сварочный наконечник использовался чрезмерно и больше не искрит, возможно, пришло время заменить сварочный наконечник. Его необходимо заменить как можно скорее, так как изношенный наконечник может вызвать другие проблемы со сваркой.
Ваш сварочный аппарат MIG может выйти из строя по многим причинам. Чтобы продлить срок его службы, следите за тем, чтобы он всегда был чистым, часто проверяйте его детали и следите за тем, чтобы подключение к сети было постоянным, надежным и заземленным.
Трещины
Трещины возникают по разным причинам, и их гораздо проще активно предотвращать, чем исправлять.
Растрескивание обычно возникает из-за того, что напряжения сварного шва слишком велики для шва или основного материала. Напряжения вызваны усадкой при остывании сварного шва.Горячее растрескивание происходит, когда сварной шов находится при очень высоких температурах, обычно выше 1000 градусов. Горячие трещины возникают быстро и обычно вызваны загрязнением. Они также могут быть вызваны слишком тонким напылением валика, что приводит к тонкому и хрупкому соединению в сварном шве.
Холодное растрескивание происходит не сразу, поэтому его не так просто идентифицировать. Это может произойти через несколько дней или недель после того, как вы закончили сварку. Холодное растрескивание происходит из-за диффузии водорода, когда водород скапливается вокруг дефектов и загрязнений сварного шва. Убедитесь, что вы выбираете правильный наполнитель и основу, чтобы предотвратить это.
Если нужно заделать трещину, лучше расточить сварной шов и переделать. Убедитесь, что ваши только что отделенные материалы чистые и не имеют ржавчины, чтобы это не повторилось.
Если ваш основной материал тонкий, вы можете предварительно нагреть материал, чтобы сделать его более податливым и готовым к сварке.Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Беспорядочная дуга
Если дуга потрескивает или вспыхивает, это, вероятно, связано с проблемой проводимости или подачи проволоки. Это можно исправить, разобрав механизм подачи проволоки привода для осмотра, очистки и ремонта.
Во-первых, убедитесь, что на устройстве подачи дисков нет пыли или мусора. Затем убедитесь, что натяжение приводного ролика достаточное. Иногда его можно установить слишком туго, что приведет к его деформации и попаданию в сварной шов. Он также может быть установлен слишком свободно, что приведет к соскальзыванию провода.
Загляните внутрь лайнера. Он не должен быть заполнен мусором. Если это так, измените его.
Затем проверьте свой совет. Убедитесь, что он подходит по размеру для работы. Если ваш наконечник слишком большой или слишком маленький, это может вызвать у вас проблемы. Кроме того, обязательно регулярно меняйте сварочные наконечники, так как старые наконечники могут повлиять на качество сварки и вызвать проблемы с проводимостью.Для активного предотвращения неустойчивой дуги обязательно:
- Используйте провода хорошего качества и правильного размера
- При необходимости очищайте и заменяйте вкладыши
- Содержите свое оборудование в чистоте и регулярно проверяйте его на предмет износа
Прожигание контактных наконечников . Обычно это вызвано неправильным размером наконечника или неправильным размером проволоки. Если ваш наконечник намного больше, чем ваша проволока, то, скорее всего, произойдет обратное прожигание. Убедитесь, что ваша проволока и наконечник имеют одинаковые размеры, чтобы предотвратить это.
Использование низкокачественного наконечника или проволоки также может вызвать обратное прожигание. Прежде чем приступить к работе, убедитесь, что вы выбрали качественные и чистые инструменты, чтобы предотвратить возникновение микродуг и плохую проводимость. Это сэкономит вам много времени и денег в долгосрочной перспективе.
Изношенные/поврежденные футеровки и грязные основные материалы также могут вызвать обратное прогорание. Если эта статья и вбила в землю какую-то идею, так это то, что вам нужны чистые материалы и рабочее пространство.
Источники:
https://www.weldingsuppliesfromioc.com/blog/the-secret-to-stopping-porosity/
https://www.americantorchtip.com/blog/mig-wire-not-feeding
https://blog.blackadvtech.com/how-to-prevent-lack-of-fusion-in-welding#: ~:text=Некоторые%20из%20%20основные%20проблемы, вывод%20до%20увеличение%20%20температуры.
https://www.twi-global.com/technical-knowledge/job-knowledge/weld-defects-imperfections-in-welds-lack-of-sidewall-and-inter-run-fusion-041
https ://www.
americantorchtip.com/blog/reduce-mig-spatter#:~:text=Но%20в зависимости от того,%20способ%20работает%20лучше, чтобы%20покрыть%20%20сварить%20неравномерно.https://weldingproductivity.com/article/solving-spatter/
https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/weld-distortion-detail.aspx
https://www.gizmoplans.com/what-is-undercutting-in-welding/
https://weldsmartly.com/undercutting-in-welding/
https://www.weldingsuppliesfromioc.com/blog /предотвращение и устранение взломов/
https://blog.binzel-abicor.com/3-problems-with-contact-tips-and-how-to-solve-them
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 – Есть решение!
- 2 – Узнал что-то новое
- 3 – Не совсем
- 4 – Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Сварочный аппарат AMI: Устранение распространенных неисправностей
Даже самые опытные сварщики могут столкнуться с проблемами при работе со своей системой орбитальной сварки.
Наша команда сертифицированных на заводе специалистов по ремонту имеет многолетний опыт ремонта источников питания и сварочных головок Arc Machines Inc, и мы хотим поделиться с вами некоторыми из их ценных знаний. Продолжайте читать, чтобы узнать о причинах распространенных неисправностей и о том, как выполнять основные методы устранения неполадок на сварочном аппарате AMI.Блок питания AMI
Неисправность газа
Эта ошибка возникает, когда датчик расхода не показывает как минимум 3 кубических фута в час, проходящих через сварочную головку. Чтобы обеспечить надлежащий расход, проверьте расходомер и поступающий газ. Часто соединительные газовые линии от переходного кабеля к сварочной головке отсоединяются, что приводит к неисправности газа.
Неисправность охлаждающей жидкости
Если водяной охладитель не определяет, что через датчик расхода проходит не менее 0,15 галлонов в минуту, возникает эта ошибка. Причина может заключаться в том, что охлаждающая жидкость в бачке недостаточно заполнена для обеспечения постоянного расхода охлаждающей жидкости, или впускной шланг недостаточно погружен в воду и вместо охлаждающей жидкости всасывает воздух.
Кроме того, проверьте латунные быстроразъемные соединения «папа/мама» от переходного кабеля к кабелю сварочной головки, чтобы убедиться, что они правильно установлены и позволяют охлаждающей жидкости проходить между ними.
Stub Out Fault
Обычно эта ошибка возникает, когда кончик вольфрамовой горелки касается сварочной ванны и дуга больше не поддерживается. Если ваш вольфрам коснется заготовки или сварочной ванны, его нужно будет заменить – теперь электрод загрязнен. Рассмотрите возможность регулировки угла или положения вольфрама дальше от сварного шва.
Ошибка входного переменного тока
Ошибка входного переменного тока может произойти по двум причинам. Во-первых, поступающая на машину мощность не совпадает с той, что выбрана тумблером на боковой панели. Пример: Сварочный аппарат AMI настроен на 110 В, а кто-то подключил 230 В.
Во-вторых, выбранная программа электропитания имеет более высокую сварочную силу тока, чем рассчитано на сварочный аппарат AMI.
Пример: сварочный аппарат AMI настроен на 110 В, максимальная сила тока при сварке составляет 100 ампер, но в выбранной программе сила тока уровня 1 установлена на 125 А. Ошибка LVPS/TMP
Эта ошибка указывает на проблему с низковольтным источником питания и/или внутренней температурой на платах печатных плат. Это может быть проблема с текущей платой управления, платой 60 В или интерфейсной платой. Эта неисправность требует обслуживания в сертифицированном заводом ремонтном центре, чтобы снова приступить к работе.
Сварочные головки AMI
Плохой пуск
Плохой пуск может быть вызван несколькими причинами. Причиной может быть кусок некачественного вольфрама, поэтому убедитесь, что вы можете определить свойства хорошего вольфрама и определить, когда пора вставить новый кусок. Прочтите наш блог о выборе вольфрамовых электродов для получения дополнительной информации.
Другой причиной плохого запуска может быть недостаточная предварительная продувка газом.
Недостаточная предварительная продувка газом приводит к тому, что сварочная головка AMI пытается сжигать кислород вместо инертного газа (аргона).В качестве альтернативы причиной плохого пуска может быть плохое заземление кабеля или оборванная линия заземления внутри линии охлаждающей жидкости сварочной головки.
Ротор непрерывно вращается
Если концевой выключатель исходного положения не срабатывает должным образом, когда выступ ротора проходит мимо него, ротор будет непрерывно вращаться. Регулировка концевого выключателя может решить эту проблему, но если нет, то это может быть обрыв провода в этой части сборки. Это требует ремонта сертифицированными специалистами.
Зажимы сварочной головки очень горячие
Эта проблема может быть вызвана тем, что сварочная головка не получает достаточно охлаждающей жидкости, протекающей через нее из-за блокировки или вздутия внутренних линий заземления. Если поток охлаждающей жидкости слишком низкий, блок питания должен выдавать ошибку охлаждающей жидкости.
Иногда помогает изменение скорости потока для устранения засорения; это можно сделать, переключив отходящую и обратную линии на водяном охладителе для обратной промывки хладагента.Проведение ремонта оборудования для орбитальной сварки
Теперь у вас есть знания, позволяющие определить причины нескольких распространенных неисправностей, и вы можете использовать основные методы устранения неполадок на сварочном аппарате AMI. При возникновении более серьезной неисправности или проблемы свяжитесь с нашим ремонтным центром для устранения неполадок по телефону или отправьте свое оборудование.
Не пытайтесь ремонтировать или модифицировать ваше оборудование для орбитальной сварки без руководства сервисной бригады, прошедшей обучение на заводе. Попытка самостоятельного ремонта может привести к более дорогостоящему ремонту. MIT всегда предлагает позвонить члену нашей команды, чтобы узнать, нужно ли отправить ваше оборудование на ремонт.
Имейте в виду, что вам также следует отправлять свой источник питания для орбитальной сварки на ежегодную калибровку.
Калибровка источника питания и другие меры профилактического обслуживания могут помочь обеспечить исправное состояние вашего оборудования и предотвратить проблемы, которые могут привести к критическим простоям на вашей рабочей площадке.Сообщите в MIT, как они могут обслуживать вас и ваше сварочное оборудование AMI. Свяжитесь с нами, если у вас возникнут вопросы по ремонту вашего оборудования для орбитальной сварки, инструментов для торцовки или орбитальных резаков.
Общие сведения и устранение неисправностей генератора постоянного тока Lincoln SA-200 | Технические руководства
Если вы хотите разобраться со своим сварочным аппаратом Lincoln SA-200, вам необходимо иметь общее представление о генераторе постоянного тока. Ваш SA-200 на самом деле два генератора постоянного тока , которые работают в тандеме.
Первый генератор – возбудитель (нос, который торчит спереди машины). Этот возбудитель фактически представляет собой генератор постоянного тока мощностью 2 кВт (киловатт), который обеспечивает постоянный ток, который регулируется для управления выходной мощностью сварочного аппарата.
Возбудитель также обеспечивает aux. 115 вольт постоянного тока для аксессуаров.Второй генератор – сварочный генератор . Этот генератор вырабатывает регулируемый постоянный ток, который создает прекрасную дугу, которую так любят сварщики. Оба генератора работают по одному и тому же принципу; один просто намного больше!
В этой статье мы обсудим только генератор возбудителя и схему управления возбудителем . Эта схема очень проста для понимания, устранения неполадок и ремонта.
Продолжайте читать или переходите к определенному разделу этого руководства:
Расположение и определения деталей для возбудителя
Как работает система
Устранение неполадок, разбавляя полевые катушки для возбудителя
Устранение неполадок. Основная шунтирующая катушка для возбудителя
Устранение неисправностей.
Поиск и устранение неисправностей шунтирующей цепи возбудителя
Расположение и описание деталей возбудителя:
На приведенном выше рисунке изображен стандартный возбудитель Lincoln SA-200 со снятой торцевой крышкой.
Если смотреть на машину спереди, обратите внимание на расположение и название каждого элемента:- Правый щеткодержатель представляет собой подпружиненный щеткодержатель.
- Левый щеткодержатель представляет собой щеткодержатель с отрицательной пружиной.
- За правым щеткодержателем находится правая катушка возбудителя.
- За левым щеткодержателем находится левая катушка возбудителя.
- Якорь возбудителя крепится к валу якоря гайкой, закрепленной стопорной шайбой.
- Каждый щеткодержатель окружен пружиной щеткодержателя.
Принцип работы системы:
Катушки возбудителя и полюсные наконечники образуют электромагниты, когда через катушки возбудителя протекает постоянный ток. Магнитные поля, создаваемые катушками возбудителя, прерываются обмотками на якоре возбудителя, создавая примерно 115 вольт постоянного тока при полных оборотах в минуту.
Чем быстрее вращается двигатель, тем большее напряжение выдает возбудитель. При скорости сварки (1550 об/мин) напряжение возбудителя должно составлять примерно 115 В постоянного тока: положительное на правом щеткодержателе, отрицательное на левом щеткодержателе.Система представляет собой составной генератор с последовательной обмоткой и дополнительной шунтирующей катушкой на якоре возбудителя. Реостат тонкой регулировки тока («тепловой контроль») изменяет напряжение возбуждения, которое прикладывается к основным шунтирующим катушкам статора; это переменное напряжение регулирует выходной ток (тепло) дуги.
Поиск и устранение неисправностей катушек возбуждения
Изучив приведенную ниже схему подключения, можно увидеть, что цепь возбуждения состоит из двух половин, обозначенных красной линией со стрелками на каждом конце. (Эта красная линия не является частью схемы, а только для наглядности.)
«Генератор возбудителя» вырабатывает 115 вольт постоянного тока, который подается на вспомогательную розетку питания и на основные шунтирующие катушки возбудителя.
Этот постоянный ток регулируется реостатом тонкого регулирования тока (представьте его как клапан), а затем подается на шунтирующие катушки главного возбудителя. Это регулирует силу магнитного поля, которое регулирует количество доступного сварочного тока. Если есть неисправность в любой из цепей, машина не будет сваривать.Если неисправность связана с «шунтирующей цепью возбудителя», генератор все еще может вырабатывать энергию. В этом можно убедиться, проверив вспомогательный прибор измерителем, фонарем или болгаркой. Если вы можете «шлифовать», но не сваривать, проверьте шунтирующие катушки главного возбудителя.
Шунтирующие катушки возбудителя в SA-200 легко диагностируются и заменяются. Получите дополнительную информацию о сменных катушках возбуждения Weldmart-Online, на которые предоставляется десятилетняя гарантия.
Weldmart-OnlineЗапасные катушки возбуждения
Поиск и устранение неисправностей шунтирующих катушек главного возбудителя
ПРИМЕЧАНИЕ.
Все измерения по поиску и устранению электрических неисправностей должны выполняться при ВЫКЛЮЧЕННОМ (не работающем) двигателе!Перед выполнением каких-либо измерений ваш возбудитель должен выглядеть так, как показано на рисунке ниже.
- Залезьте под якорь возбудителя и найдите черный и синий провода, провода должны быть соединены встык или скреплены болтами. (Если вы обнаружите сращивание, катушки никогда не проверялись на непрерывность.) Если они сращены или соединены болтом и гайкой, вы должны разорвать эти провода на части. Когда вы разделите их, вы можете проверить отдельные катушки.
- Для проверки катушек возбуждения снимите обе щетки возбуждения с их держателей и убедитесь, что они ничего не касаются во время измерений. С помощью ВОМ проверьте сопротивление между ПРАВЫМ выводом щетки и каждым из разделенных проводов по самой низкой шкале сопротивления, которую вы можете использовать. Если катушка исправна, один провод покажет сопротивление, другой нет — это нормально. Сопротивление должно быть примерно от 130 до 170 Ом, + или – 10% . Если вы не чувствуете сопротивления, переходите к следующему более высокому диапазону. Убедитесь, что вы не касаетесь проводов пальцами: вы можете измерять сопротивление своего тела.
- Затем проверьте сопротивление от каждого вывода катушки к внешней клемме (к ней может быть присоединен красный провод) реостата регулятора точного тока . Один из проводов покажет непрерывность между выводом и реостатом. Оба измерения должны быть идентичными.
- Если одно из измерений показывает очень высокое сопротивление, либо бесконечное сопротивление «открытой катушки», либо очень низкое сопротивление (менее 100 Ом), катушки необходимо заменить.
- Если катушки в порядке, следует подозревать якорь возбудителя.
Поиск и устранение неисправностей якоря возбудителя:
Время от времени вы можете обнаружить неисправный якорь возбудителя; вот что искать с наиболее распространенными проблемами.
- Перед дальнейшей проверкой проверьте наличие сгоревших или почерневших шин коллектора. Очистите коллектор с помощью камня для чистки коллекторов. Ненормально, чтобы щетки осаждали достаточное количество угольного порошка, чтобы загрязнить коллектор.
Примечание: правильно обслуживаемый коллектор должен быть цвета использованной вороненой копейки.
- Осмотрите обмотки на наличие сгоревшей изоляции, оборванных проводов или поврежденных коллекторных шин. У якорей есть две проблемы: обмотка, которая закорочена на вал якоря или оборванные (обрыв) обмотки.
ПРИМЕЧАНИЕ. Если при работающем блоке видна ЯРКО-ЗЕЛЕНАЯ ИСКРА, это признак короткого замыкания (на массу) обмотки якоря.
- Проверьте, не закорочен ли якорь на землю, когда ваш VOM настроен на НАИБОЛЕЕ ВЫСОКИЙ диапазон сопротивления. Поместите один провод на чистое место на валу якоря (если у вас есть какие-либо сомнения, очистите место тонкой наждачной бумагой или напильником). Другим проводом проверьте каждую шину коллектора. Не пропустите ни одного: если у вас есть какие-либо сомнения, проверьте их ВСЕ еще раз.
Если вы обнаружите какие-либо показания сопротивления, вам необходимо заменить якорь на новый или восстановленный. Если вы не найдете коротких замыканий на землю, возможно, он все еще неисправен. Снимите якорь и отнесите его в автомастерскую, чтобы проверить на «гроулере» (они знают, что делать). Тест «гроулер» является «золотым стандартом» для тестирования арматуры — за тест стоит заплатить! Если арматура неисправна, позвоните в Weldmart; мы восстановили арматуру.
Другие проблемы с якорем возбудителя:
- Высокий стержень означает именно это: один из стержней коллектора оторвался и торчит. Это может быть всего несколько тысяч дюймов, но этого может быть достаточно, чтобы заставить щетки подпрыгивать, и вы увидите чрезмерное искрение. Если вы обнаружите эту проблему, отнесите ее в свой любимый автосервис: иногда ее можно починить, а иногда нет.
- Ослабленная планка: Да, иногда шина сегмента коллектора может оторваться. Вернемся в автосалон.
- Коллектор не круглый: это может быть вызвано погнутым валом якоря. Проверьте возбудитель на овальность. Правило при 1500 об/мин составляет (+ или -) 0,020’.
Маленькая хитрость: как быстро и легко установить новые катушки возбудителя без догадок
- Не начинайте, пока не получите новый комплект катушек.
- Снимите оригинальные катушки. Есть два болта, удерживающие каждую полюсную часть железного возбудителя на месте, два с правой стороны и два с левой!
- Для замены катушек возбудителя снимать генератор возбудителя не нужно.
- Вытащите катушки и железные стержни вместе и положите их на ровную поверхность. Пока не отсоединяйте никакие провода!
- Удалите части железных полюсов и очистите их: обычно помогает хороший осмотр проволочным колесом. Их не нужно красить.
- Положите катушки поверх оригинальных катушек и совместите провода, выходящие с обеих сторон и посередине. Перед вами схема подключения!
- Вставьте железные полюсные наконечники в центр катушек.
- Перед установкой катушек и полюсных наконечников очистите корпус: просто сбейте ржавчину и крысиные гнезда. Не мешало бы нанести тонкий слой смазки на полюсные наконечники в местах, где они соприкасаются с корпусом возбудителя. Почистите проволочной щеткой резьбу крепежных болтов; немного смазки или “Never-Seize” на резьбе тоже не помешает. Плотно затяните болты; они не должны быть супер тугими!
- Подсоедините провода по одному, используя оригинальные катушки в качестве направляющей; очевидно, где каждый провод соединяется.
- Мы называем это “Замена катушки возбуждения для полного идиота!” (Наш босс назвал его в честь себя.) Этот процесс всегда работает для нас!
Мигание поля:
Катушки возбуждения удерживаются на месте цельными железными «полюсными наконечниками». Специальные куски железа делают больше, чем просто удерживают катушки возбудителя на месте.
Они сохраняют небольшое количество остаточного магнетизма — совсем немного — для обеспечения «самовозбуждения», поэтому возбудитель начнет генерировать ток с нуля. Полюсные наконечники могут потерять свой магнетизм, если устройство простаивает в течение длительного периода времени, и нет простого теста для обнаружения потери.Когда катушки возбуждения, щетки и якорь возбуждения проверены, остается только «прошить поле». Обычно это делается с 12-вольтовым автомобильным аккумулятором.
Вот что вам нужно сделать:
- Снимите пылезащитный кожух возбудителя. Он держится на двух болтах 1/4 20; вам понадобится ключ на 3/8 дюйма.
- См. схему ниже:
- Подсоедините провода-перемычки сначала к аккумулятору, затем к клеммам щетки возбудителя. Скорее всего, вы вызовете искру: в батареях могут быть карманы с газообразным водородом. БАТАРЕИ МОГУТ ВЗОРВАТЬСЯ, ЕСЛИ ПОЛУЧИТЬ ДОСТАТОЧНО БОЛЬШУЮ ИСКРУ! (Помните «Гинденбург»? — он был полон водорода; достаточно сказано) .
- Запустите двигатель и убедитесь, что он работает на малых оборотах (1000 об/мин).
- Подсоедините положительный (+) провод к клемме RIGHT провода щетки.
- Прикоснитесь отрицательным (-) проводом к ЛЕВОЙ клемме провода щетки . Вы произведете сильную искру. Удерживайте выводы на клемме примерно две секунды; будет сильная искра!
Полевые столбы «прошиты». Устройство должно возбуждать. В случае успеха вы сможете использовать aux. Если устройство не будет сваривать, вам следует проверить шунтирующие катушки возбудителя (см. следующий раздел).
Устранение неполадок в цепи шунтирования возбудителя
Сварочный аппарат не будет выполнять сварку: вы можете включить шлифовальный станок от вспомогательной розетки, и он может работать на холостом ходу по вспомогательному запросу, но не зажигать дугу. Если вы можете потянуть стержень и получить небольшую «искру» от электрода, это классический признак того, что одна из шунтирующих катушек возбудителя вышла из строя.
Эта неисправность очень распространена в сварочных аппаратах Lincoln с шестигранным корпусом!Примечание. Кодовые номера с 7276 по 9530 для SA-200, кодовые номера с 7827 по 9605 для SA-250 и все модели Classic 1, 2 и 3 являются машинами с шестигранным стволом.
Катушки возбудителя находятся глубоко внутри корпуса статора. По моему опыту, я никогда не видел, чтобы катушка возбуждения в правом верхнем углу вышла из строя — только катушка в левом нижнем углу кажется неисправной. Катушки наматываются и продаются комплектами (они должны быть “подогнаны”).
Для устранения неполадок в шунтирующей цепи возбудителя необходимо проверить два компонента: реостат тонкой регулировки тока и шунтирующие катушки.
Примечание: Все измерения по устранению электрических неисправностей должны выполняться при ВЫКЛЮЧЕННОМ (не работающем) двигателе!
Первым шагом является проверка реостата тонкой регулировки тока :
- Поверните ручку: она должна вращаться плавно, без остановок или «неровностей». Если есть сомнения по поводу механической части, снимите ее и осмотрите.
Затем проверьте сопротивление (перед проверкой снимите один из проводов). Он должен плавно измерять от 0 до 64 Ом без разрывов и скачков: плавно вверх и плавно вниз.
Номер этой детали Lincoln® M-5090-C, ее можно заказать в компании Weldmart-Online LLC с ДВУХЛЕТНЕЙ ГАРАНТИЕЙ!
Если реостат тонкой регулировки тока исправен, следующим шагом является проверка шунтирующих катушек возбудителя .
- От центральной клеммы рычага управления идет синий провод, который идет в корпус статора. Этот провод подключается к одной стороне шунтирующих катушек сварочного аппарата (их две, одна с одной стороны корпуса, другая напротив первой).
Другая сторона шунтирующей катушки сварочного аппарата подсоединяется коричневым проводом, который идет к клемме на герконе, расположенном на монтажной планке геркона. На этой клемме вы найдете черный провод, который подключен непосредственно к геркону.
Третий провод, черный, идет от геркона прямо к правому, ПОЛОЖИТЕЛЬНОМУ, держателю щеток возбудителя.
Вся цепь управления представляет собой последовательно соединенную систему. Поскольку это простой генератор постоянного тока с реостатом для изменения напряжения, подаваемого на шунтирующие катушки статора, он регулирует сварочный ток (тепло сварки).
Вытащив из держателя правую (ПОЛОЖИТЕЛЬНУЮ) щетку — убедитесь, что она никоим образом не касается якоря возбудителя — измерьте сопротивление системы. Что это делает, так это сообщает нам, есть ли разомкнутая (разомкнутая) цепь. По моему опыту, с системой возбудителя проблем больше, чем с любой другой частью SA-200.
- Двигатель не работает.
- Реостат управления током в «0», минимальное положение
- Правая (ПОЛОЖИТЕЛЬНАЯ) щетка возбудителя снята и никоим образом не касается якоря возбудителя. Если есть сомнения, обмотайте кисть скотчем.
Показания сопротивления: Когда правая щетка извлечена из щеткодержателя, следующие показания расскажут вам о некоторых вещах.