Сварочный инвертор схемы: Схема сварочного инвертора – принципиальная схема инверторной сварки
alexxlab | 09.05.1987 | 0 | Разное
Схема сварочного инвертора. План сварочного инвертора. Появление сварочных инверторов. Принципиальная и электрическая схемы, принципы их работы.
ИИСТ (инверторные источники сварочного тока) в наше время практически целиком вытеснили своих предшественников — трансформаторные источники, принцип работы которых базируется на понижающем трансформаторе. Подобные трансформаторы работали на частоте электросети — 50-65 Гц и были довольно громоздкими устройствами. Схема сварочного инвертора отличается от трансформаторного и далее мы поясним, чем именно.
Содержание
- Появление сварочных инверторов
- Принципиальные и электрические схемы
- Виды сварочных инверторов и их схемы
Появление сварочных инверторов
Шествие ИИСТ по планете началось в 90-х годах двадцатого века и сейчас можно с уверенностью заявить, что на рынке сварочных агрегатов как промышленного, так и домашнего назначения лидером являются именно инверторные сварочные установки. Сейчас они повсеместно используются:
Сейчас они повсеместно используются:
- в дуговой сварке неплавящимися и штучными электродами;
- в сварке автоматической и полуавтоматической;
- в сварке алюминиевых деталей, плазменной резке и в иных видах электросварки.
Что такое ИИСТ и чем он отличается от классических, трансформаторных источников сварочного тока? Это аппарат для сварки, работающий по принципу компьютерного блока питания, то есть, как импульсный БП. От трансформаторных агрегатов сварочный инвертор отличается гораздо меньшими размерами и, наоборот, значительно превосходящими частотами. То есть, если трансформаторные аппараты работают на частоте 50 Гц (частота тока в сети в РФ и других странах), то сварочные инверторы имеют частоту 55-75 кГц.
Такой подход позволяет серьёзно уменьшить размеры аппарата, а также снизить издержки на его производство — катушка в инверторном источнике тока меньше трансформаторной в разы, соответственно, меньше требуется дорогостоящей меди.
Принципиальные и электрические схемы
Принципиальная схема сварочного инвертора основывается на блоке высокочастотных транзисторов, работающих на частоте 55-75 кГц.
Эта электрическая схема сварочного инвертора работает как источник питания для транзисторного блока ИИСТ. Транзисторы работают на повышенной частоте в 60-80кГц, соответственно, понижающий трансформатор тоже будет работать на этой частоте. Соответственно, данный факт позволяет серьёзно уменьшить размеры трансформатора и всего сварочного инвертора. Как результат — сварочный аппарат становится намного меньше его классического собрата, но при этом сохраняет такую же мощность.
Итак, если рассмотреть принцип работы сварочного аппарата инверторного типа, то порядок действий, выполняемых устройством, будет следующий:
- Переменный ток 220В, получаемый из электросети выпрямляется диодным мостом.
 В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому.
В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому. - После этого ток выравнивается конденсаторами и поступает на транзисторный блок. Надо отметить, что на конденсаторах напряжение тока будет примерно в 1,5 раза выше, чем на выходе диодного моста.
- Постоянный ток направляется транзисторами через первичную обмотку понижающего трансформатора с частотой, кратно превышающей исходную. По факту, мы получаем высокочастотный переменный ток.
- Далее этот ток поступает в понижающий высокочастотный трансформатор, отличающийся большим сечением вторичной обмотки или же использованием других типов обмоточного материала.
- Трансформатор понижает ток до напряжения 50-70В. В это же время сила тока кратно вырастает и может превысить 130А. В кустарных сборках могут использоваться трансформаторы со вторичной обмоткой из медной жести толщиной 0.3 и шириной 40 мм.
 Такой подход обусловлен тем, что высокочастотные токи вытесняются на поверхность проводника и сердцевину толстого проводника не задействуют, что вызывает нагрев проводника.
Такой подход обусловлен тем, что высокочастотные токи вытесняются на поверхность проводника и сердцевину толстого проводника не задействуют, что вызывает нагрев проводника.
После этого выпрямление полученного тока выходными диодами. Нюанс работы выходного диода в том, что ему приходится работать с высокочастотным током, а с этим справится не каждый диод. В данной ситуации необходимо использовать быстродействующие диоды со временем восстановления менее 50 наносекунд, поскольку обычные диоды просто не будут успевать срабатывать, учитывая частоту поступающего тока.
В итоге на выходе мы получаем необходимый для сварки постоянный ток низкого напряжения, но крайне высокой силы тока.
Такова принципиальная схема работы источника инверторного сварочного тока. В каждой конкретной модели присутствуют различия, заложенные производителем, дополнительные схемы, увеличивающие надёжность и безопасность устройства, например, блок термоконтроля, который защищает основные элементы агрегата от перегрева, а также управляет системой охлаждения. Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
Виды сварочных инверторов и их схемы
В качестве примера можно посмотреть на отечественные сварочные инверторы Ресанта. Компания поставляет как стандартную линейку инверторов различной мощности, так и компактные версии инверторов, некоторые из которых могут поместиться в небольшой кейс. На этом же принципе работают плазменные резаки и аргонодуговые сварочные аппараты Ресанта.
Также на рынке есть и зарубежные производители, к примеру, немецкая компания FUBAG. Немцы предлагают крайне надёжные агрегаты, как многофункциональные, так и узкоспециализированные. Плюс немецкие аппараты могут похвастаться большим количеством дополнительных функций. Это принудительное охлаждение, работа на пониженных мощностях, дополнительная подстраховка сварщика, микропроцессорное управление и многое другое.
Кроме того, при желании, можно собрать сварочный инвертор своими руками. Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Электрическая принципиальная схема инверторного сварочного аппарата
Главная » Статьи » Электрическая принципиальная схема инверторного сварочного аппарата
Описание схемы сварочного инвертора
- 28 декабря
- 57 просмотров
- 18 рейтинг
Оглавление: [скрыть]
- Описание некоторых деталей схемы инвертора
- Некоторые конструкционные особенности бытового инвертора для сварки
- Коротко в итоге
Схема сварочного инвертора применяется для сварки с использованием штучного электрода. Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах. Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Для начала познакомимся с основными требованиями, которые устанавливаются для инверторных источников тока для сварки самого простого, бытового уровня. К ним относятся:
- Работа оборудования должна осуществляться от однофазной сети частотой 220/50 Герц (Гц).
- Аппарат должен иметь возможность использовать штучные электроды, диаметр которых 1,6 до 3,25 мм.
- Доступная стоимость, минимальный вес и габариты.
- Ремонт такого агрегата должен быть доступен в обычных мастерских или же своими руками.
Аппараты для сварных работ с подобными характеристиками получили широкое применение в быту. И их сборка или же ремонт производится в соответствии с принципиальной схемой к сварочному инвертору и в точном соответствии с прилагаемой инструкцией к оборудованию. Особенно это касается случаев ремонта оборудования дома.
Особенно это касается случаев ремонта оборудования дома.
Способы подключения сварочного инвертора.
Описывая схему бытового устройства для сварки металла, стоит заострить внимание на которых деталях. Понятно, что всю координацию работы этого преобразователя осуществляет микросхема и ее главный элемент — ШИМ-контроллер.
С точки зрения схемотехнических особенностей инверторного сварочного аппарата выбор используемой в ШИМ-контроллере микросхемы напрямую зависит от того, какие функции выполняет конкретное устройство. В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
Вернуться к оглавлению
Не будет лишним сказать, что при использовании инверторного сварочного аппарата удается получить высококачественные сварные швы и при этом не затратить много усилий оператора сварки. К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
Промышленные трансформаторные преобразователи в своем строении более электротехничны.
Напротив, глядя на принципиальную схему сварочного аппарата, можно увидеть, что он является электронным устройством.
Блок-схема полумостового инвертора..
При ремонте такого оборудования нужно следовать схемам сварочных инверторов. Для диагностики неисправностей и ремонта этого механизма необходимо последовательно выполнить проверку:
- состояния стабилитронов;
- транзисторов;
- диодов;
- резисторов.
При обнаружении неисправностей в конструкции нужно выполнить ремонт по чертежам устройства аппарата для таких технических работ.
Вернуться к оглавлению
Подробнее описывать конструкционные особенности всех типов механизмов этого типа не имеет смысла, поскольку существует большое количество специальной литературы по этому вопросу.
Целью же этого обзора было лишь ознакомление читателей с принципиальным строением инверторного сварочного аппарата и его некоторыми основными узлами.
expertsvarki.ru
Какова схема сварочного аппарата – разбор в деталях
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.

- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть).
 Он преобразовывается в постоянный.
Он преобразовывается в постоянный. - Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
tutmet.ru
Радиосхемы. – Инверторы сварочные
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140Ресанта САИ-150АДРесанта САИ-160КРесанта САИ-180АДРесанта САИ-190КРесанта САИ- 220Ресанта САИ- 230Ресанта САИ-250Ресанта САИ-315Ресанта САИПА-135Ресанта САИПА-165Ресанта САИПА-190МФРесанта САИПА-200Источник плазменной резки ИПР-25 производства РесантаИсточник плазменной резки ИПР-40 производства РесантаИсточник плазменной резки ИПР-40К производства РесантаСварочный инвертор Eurolux IWM-160 производства РесантаСварочный инвертор Eurolux IWM-190 производства РесантаСварочный инвертор Eurolux IWM-220 производства РесантаСварочный инвертор Eurolux IWM-250 производства РесантаИИСТ-140ИИСТ-160Инвертор сварочный GYSMI-131СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160PСварочный инвертор Gysmi 161Сварочный инвертор Gysmi 165Сварочный инвертор Gysmi 183Сварочный инвертор Gysmi 190 INVERTER 3200 TOPPULS mini ММА 250Сварочный аппарат FORWARD 200 IGBTПолуавтомат сварочный ПульсарСварочный источник BLUEWELD Prestige 144Prestige-164/ Technika- 164 инструкция по ремонтуTELWIN-140 сварочный инверторTELWIN TECNICA 141-161Telwin TECNICA 144-164TELWIN TECNICA 150, 152, 168, 170Telwin Technology 175, 210, 188CE/GEСварочные источники COLT 1300, COLT и PUMA 150Red Welder i2100Инверторы сварочные ASEA-160 и ASEA-250Инвертор сварочный ARC-200Инвертор сварочный САИ-200Сварочный инвертор ZX7- 200Сварочный источник Kende ZX7-160Инвертор сварочный ММА-160Сварочный выпрямитель ВДУ-504Сварочный выпрямитель ВДУ-506, ВДУ-506ССварочный источник ВД-200Инвертор сварочный DECA MOS-168Инвертор сварочный Калибр СВИ-160АПИнвертор сварочный Калибр MINI СВИ-225 (225)Инвертор сварочный Монолит ММА 161Инвертор-плазморез Telwin TECNICA PLASMA 34Источник сварочный ФЭБ Альфа 161Инвертор сварочный Tecnoweld Monster 170Схема сварочного полуавтомата ПДГ100-УХЛ4Сварочный источник МАГМА‐З15Сварочный полуавтомат Edon MIG-308Аппарат точечной сварки Aurora PRO SHOOT M10Сварочный полуавтомат Норма- 200МПСлавтех 185\ 200\ 205Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)Сварочный источник Энергомаш СА-97И14НСварочный источник Приоритет САУ-150 схемаСварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемыСхема основной платы Awelco 5679 сварочного источника AwelcoПринципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных AwelcoСхема сварочного полуавтомата ПДГ-151Инверторный сварочный источник MIG 160 IGBT схемаСхемы на инверторные источники TIG160. …TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех.
…TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех. обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
radio-uchebnik.ru
Принципиальная схема простого сварочного инвертора
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ. Специалистом, который планирует использовать подобный агрегат, должна быть изучена принципиальная схема сварочного инвертора, чтобы иметь представление о его работе.
Существует много разных моделей таких инверторов, потому что каждый производитель старается создать такой агрегат, который способен выполнять все виды сварки с минимальными энергетическими потерями. Если агрегат действительно качественный и отвечает всем технологическим требованиям, он будет обеспечивать надежный и равномерный шов.
Типы сварочных агрегатов
Данные инверторы применяются не только в промышленной сфере, но все больше их используют в быту. Если есть возможность, любой человек способен приобрести такое устройство и выполнять им сварку различной степени сложности. Он сможет:
- создавать металлические конструкции, сваривая места соединений,
- производить ремонт автомобиля,
- выполнять сваривание инженерных коммуникаций.
В данных устройствах используется широтно-импульсная модуляция. Если пользователь применяет дуговую ручную сварку ММА, то он может рассчитывать на высокие экономические показатели. Агрегат выгоден еще и тем, что он обладает сравнительно небольшим весом, так что сварщик способен свободно перемещать аппарат к месту проведения работ.
Для сварки алюминиевых конструкций применяется аргонодуговая сварка, причем используемый аппарат легко настраивается и регулируется для конкретных условий проведения работ. Выполняется настройка параметров и рекомендуется применение вольфрамового электрода, позволяющего обеспечивать безупречные швы.
Полуавтоматические аппараты сконструированы таким образом, чтобы не происходило разбрызгивания металлов.
Особенности схемы
Стабильная работа дуги инверторных устройств создает оптимальные условия для выполнения качественной сварки. Когда работает плазменно-дуговая резка современного типа, то обеспечивается аккуратная и равномерная кромка.
Такая кромка соответствует эстетическим требованиям, и нет необходимости ее дополнительно обрабатывать. Существуют такие модели инверторов, которые автоматически ограничивают мощность, так что при грамотной настройке вы получите оптимальное качество соединения.
Инвертор имеет небольшие габариты, что позволяет свободно его транспортировать на разных видах транспорта. Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.
Схема сварочного агрегата
В инверторе основную роль выполняют транзисторы высокой частоты, так что входной ток коммутируется и обеспечивается необходимая мощность. На транзисторы электричество поступает после диодного моста, а когда ток выравнивается, то обеспечивается стабильное напряжение.
В качестве фильтрующего элемента применяется конденсатор с соответствующими параметрами. Нелинейная зарядная цепь, находящаяся в принципиальной схеме, создает условия для лимитирования электрического тока. В нелинейной цепи главные функции выполняют шунтирующий тиристор и сопротивление с такими параметрами, которые ограничивают ток.
Главная функция, которую выполняет принципиальная схема сварочного инвертора – это подача стабильного напряжения на транзисторный блок ИИСТ. Этот важнейший узел работает при частотном режиме 60-80 кГц, а значит, для обеспечения данной частоты необходим соответствующий трансформатор.
Преимущества инверторных аппаратов
Современные ИИСТ отличаются компактностью и стабильностью работы, так что пользователь может рассчитывать на постоянную мощность, которую при необходимости настраивают, на подходящий для выполнения конкретной работы режим.
Трансформаторные сварочные аппараты не всегда готовы обеспечивать стабильность, поэтому есть опасность получения швов низкого качества. Инверторные агрегаты обладают положительными качествами, которые подняли сварку на принципиально новый уровень.
Никакие внешние факторы не способны негативно сказаться на стабильном функционировании инверторного устройства. Если профессионально отнестись к настройке прибора, то есть все шансы для получения высокого качества. Все помехи оперативно устраняются, и инверторный прибор работает стабильно и эффективно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
схемы и инструкция по сборке
Содержание
- Типы сварочных аппаратов
- На переменном токе
- На постоянном токе
- Характеристики самодельного инвертора и материалы для его сборки
- Что нужно для сборки инвертора
- Изготовление трансформатора и дросселя
- Как выглядит схема инверторной сварки
- Простые схемы инверторной сварки
- Как собрать инверторную сварку: поэтапное описание
- Где взять блок питания и как его подключить
- Диодный мост
- Намотка трансформатора
- Корпус
- Система охлаждения
- Силовая часть
- Управление
- Основные рекомендации
- Дальнейшая настройка
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.

Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
Рис. 13: подключите силовые конденсаторы
13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.
Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока.
Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
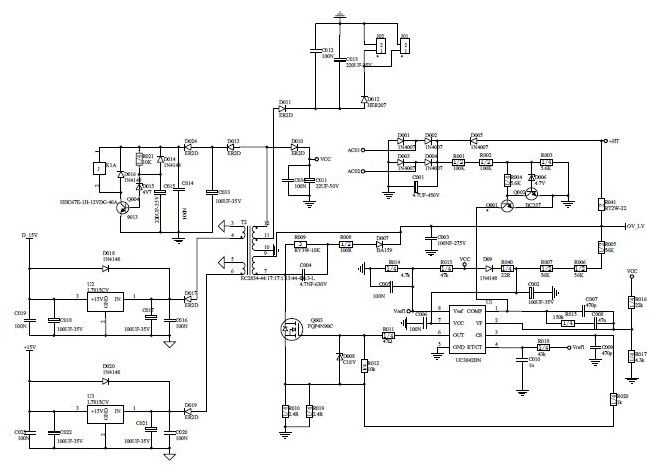
Принципиальная электрическая схема сварочного инвертора:
Рисунок 4 — Принципиальная электрическая схема сварочного инвертора
Схема инверторного сварочного аппарата:
Рисунок 5 — Схема инверторного сварочного аппарата
Как собрать инверторную сварку: поэтапное описание
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус.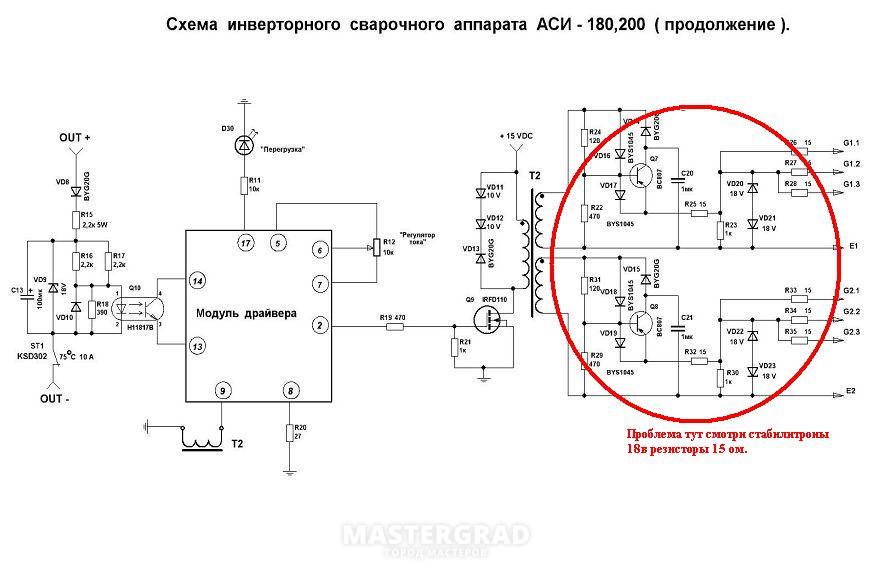 В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь.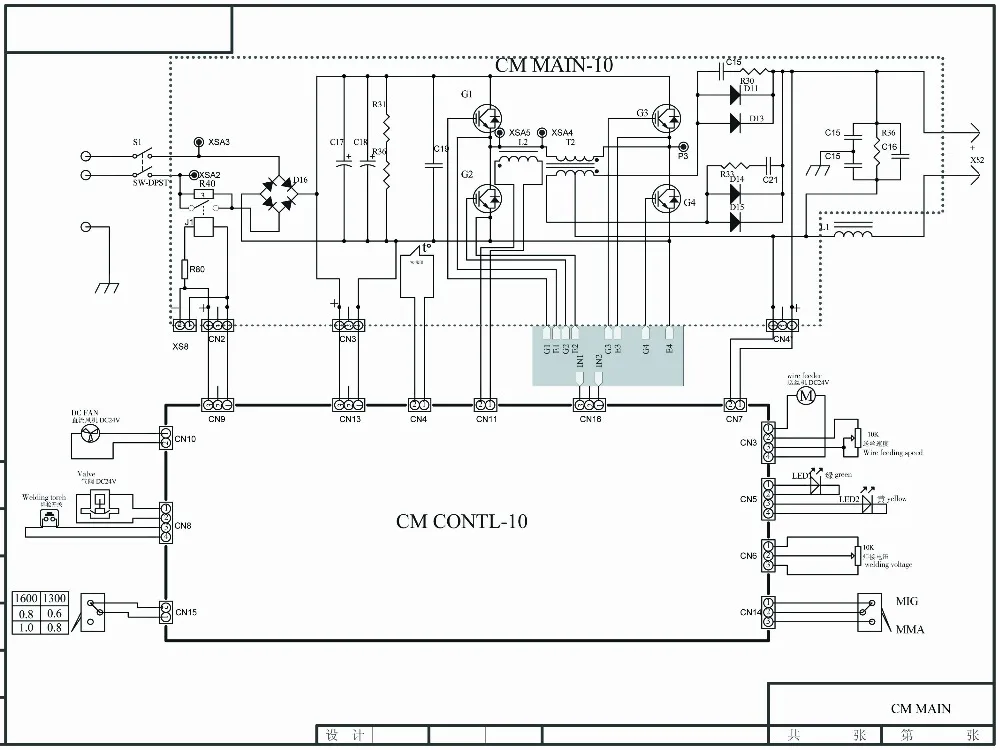 На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА.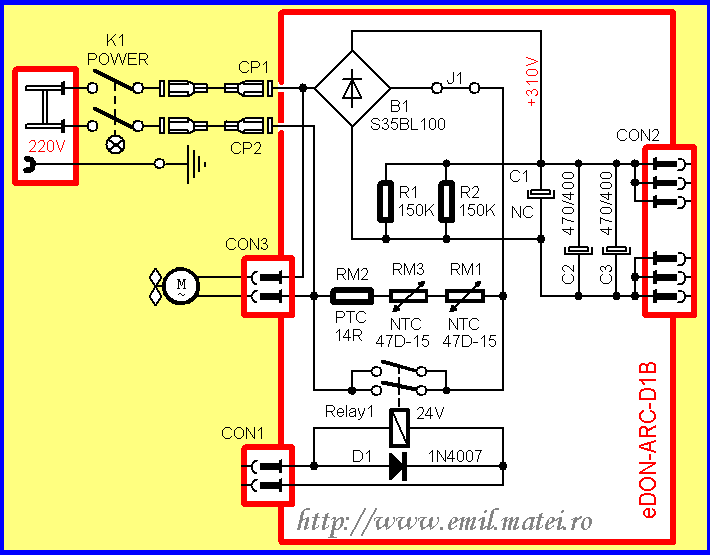 В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Рисунок 8 — Схема сварочного резонансного инвертора
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Рисунок 9 — Намотка трансформатора
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.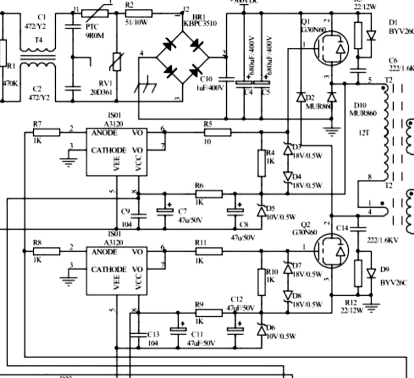
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.

- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Источники
- https://www.asutpp.
 ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html
ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html - https://stankiexpert.ru/spravochnik/svarka/svarochnyi-invertor-svoimi-rukami.html
- http://instrument-blog.ru/svarka/invertornyj-svarochnyj-apparat-svoimi-rukami.html
- https://WikiMetall.ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://pochini.guru/sovety-mastera/sborka-invertornogo-svarochnogo-apparata
[свернуть]
Схема сварочного инвертора и дополнительная информация
главная » ОБОРУДОВАНИЕ » Инвертор
Инвертор
На чтение 5 мин
Содержание
- Принципиальная схема сварочного аппарата
- Конструкция сварочного инвертора
- Процессы в электрической схеме
- Защитные элементы в системе
- Достоинства и недостатки оборудования
- Принципы сборки инвертора
Схема сварочного инвертора имеет ряд важных отличий от таковой у устаревшего образца – трансформаторного аппарата.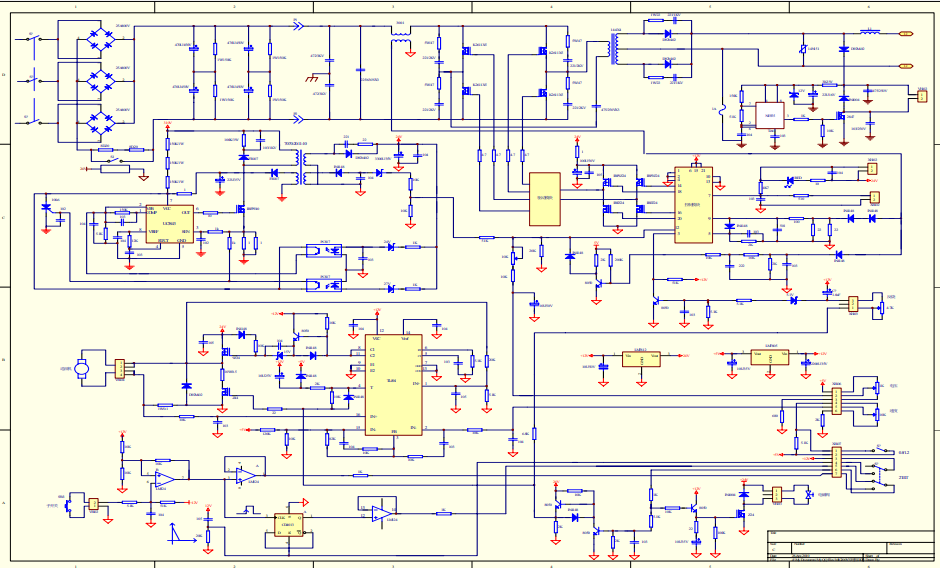 Ранее в основе прибора лежало понижающее устройство, делающее его габаритным и тяжелым. Инверторные агрегаты обладают компактными размерами, расширенным набором функций.
Ранее в основе прибора лежало понижающее устройство, делающее его габаритным и тяжелым. Инверторные агрегаты обладают компактными размерами, расширенным набором функций.
Разбирающийся в электросхемах сварщик может собрать аппарат самостоятельно.
Принципиальная схема сварочного аппарата
Электрическая цепь включает трансформатор на феррите. Для первичной обмотки используют 100 витков кабеля ПЭВ сечением 0,3 мм, вторичная состоит из провода толщиной 1 мм. Он наматывается 15 раз.
Верхний слой формируют из ПЭВ-кабеля сечением 0,35 мм. Обмотку создают по всей ширине каркаса, что помогает получить стабильное напряжение.
Другой важный элемент схемы – дроссель L2 – делается на сердечнике Ш20х28. Для обмотки используют феррит толщиной 2000 Нм. Зазор между витками составляет 0,5 мм. Силовой мост устанавливают на 2 радиатора, взятых из старого компьютера. В принципиальную схему инвертора включают 12-14 конденсаторов по 0,15 мкФ. Части моста соединяют короткими проводниками. Как должна выглядеть электрическая цепь, можно увидеть на фото.
Как должна выглядеть электрическая цепь, можно увидеть на фото.
Конструкция сварочного инвертора
Строение самодельного сварочного инвертора, определяющее функциональность и технические данные, включает следующие компоненты:
- Блок питания, подающий ток к силовой части прибора. Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
- Силовая установка. Собирается на основе конвертера. В эту часть цепи также внедряют силовой трансформатор, выпрямитель, дроссель.
- Блок, питающий компоненты слаботочной системы инвертора.
- ШИМ-контроллер. В состав этого узла входит датчик нагрузочного тока.
- Блок, необходимый для защиты от перегрева. Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
- Индикационные и управляющие элементы.
Процессы в электрической схеме
Сварочный аппарат должен вырабатывать ток высокой силы, помогающий удерживать дугу. Последняя расплавляет края соединяемых деталей и присадочную проволоку, формируя шов.
Последняя расплавляет края соединяемых деталей и присадочную проволоку, формируя шов.
Принцип действия электрической схемы сварочного инвертора:
- Переменный электроток попадает в преобразователь. Здесь он превращается в постоянный и подвергается обработке, помогающей сгладить перепады напряжения. Для этого используется выходной выпрямитель.
- Постоянный электроток попадает в инвертор, где преобразуется в переменный. На этом же этапе наблюдается повышение частоты.
- На последнем этапе задействуется трансформатор, снижающий напряжение, сохраняя при этом силу и частоту тока. Это способствует усилению мощности электрической дуги.
Защитные элементы в системе
Для предотвращения выхода из строя основных компонентов оборудования используют такие средства:
- Радиаторы. Устанавливаются рядом с выпрямителем для снижения риска перегрева этой детали.
- Термореле. Размещается на диодном мосту. Предохранитель прекращает подачу электрической энергии при нагреве узла до +80…+90 °С.
- Электромагнитный фильтр. Используется для отсеивания высокочастотных помех, возникающих при работе сварочного агрегата. В состав фильтра входят несколько конденсаторов и дроссель. Узел препятствует проникновению помех в электрическую сеть.
Устройства на основе электрической схемы инверторного сварочного аппарата имеют следующие положительные характеристики:
- Компактные размеры готового аппарата. Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.
- Высокий коэффициент полезного действия, что объясняется сниженным потреблением энергии, необходимой для нагрева механизмов. Устройства старого образца быстро выходят из строя по причине постоянного повышения температуры трансформатора.
- Наличие дополнительных функций, исключающих возникновение ошибок при сварке. К ним относят защиту от залипания, автоматический розжиг дуги.
- Наличие возможности программирования некоторых инверторов.
 Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов.
Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов. - Универсальность. Регулировка тока в широком диапазоне позволяет использовать инверторы для сварки элементов из различных металлов по любой технологии.
Инверторные приборы имеют и недостатки:
- Высокая стоимость агрегатов. Самостоятельное изготовление помогает удешевить устройство.
- Выход из строя транзисторов при сборке сварочного инвертора своими руками. Особенно часто такое наблюдается при использовании доступных деталей китайского производства.
- Затраты на обслуживание и ремонт оборудования.
- Особенности электрических схем, не позволяющие применять аппарат в сложных условиях, например в морозную или ветреную погоду. Для работы на улице требуется организация закрытого отапливаемого рабочего места.
Принципы сборки инвертора
Процесс создания сварочного аппарата своими руками включает следующие этапы:
- Сборка корпуса.
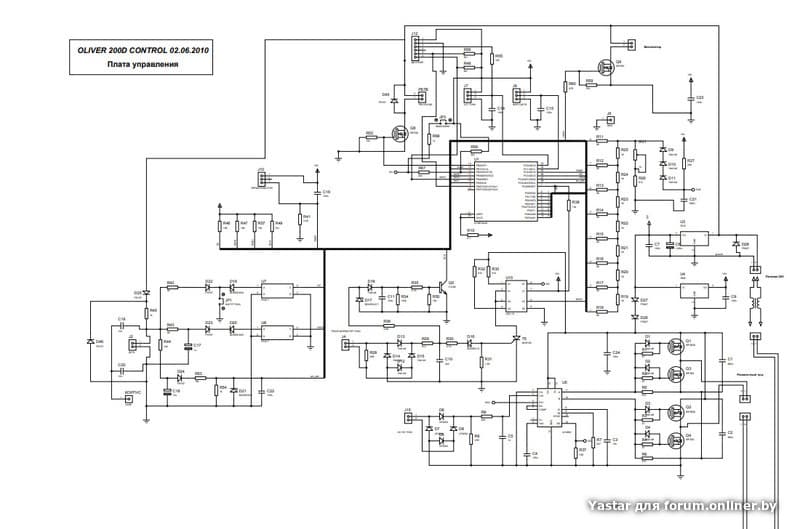 Можно выбрать готовый элемент, взяв его от нерабочей бытовой техники, либо изготовить его из металлического листа. Толщина стенок должна составлять не менее 4 мм.
Можно выбрать готовый элемент, взяв его от нерабочей бытовой техники, либо изготовить его из металлического листа. Толщина стенок должна составлять не менее 4 мм. - Подготовка основания. Для установки трансформатора и других компонентов электрической цепи применяют лист гетинакса толщиной более 5 мм. Блоки удерживаются на основании за счет скоб. Крепежные элементы изготавливают из медной проволоки сечением 3 мм.
- Создание печатной платы. Деталь изготавливают из фольгированного текстолита толщиной 1 мм. При установке магнитопроводов необходимо оставлять достаточное расстояние – это обеспечивает циркуляцию воздуха, препятствующую перегреву.
- Установка контроллера. Этот элемент используется для управления инвертором, поддержания тока стабильной силы. От контроллера зависит напряжение подаваемого электричества.
Для удобства пользования аппарат снабжают управляющим блоком.
Он может иметь вид кнопки включения, ручки регулировки параметров, сигнального диода или зажима для кабеля.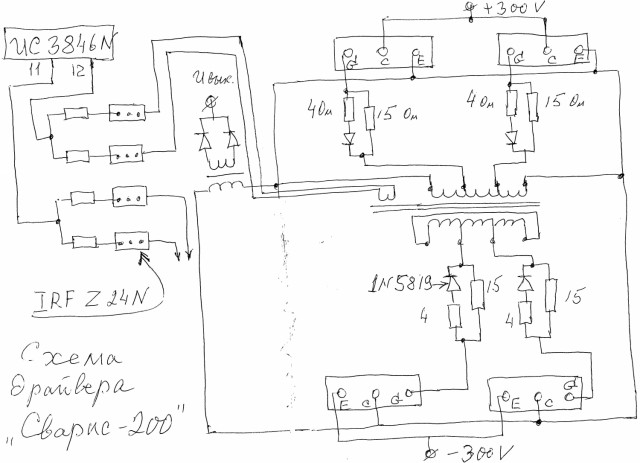
Схема сварочного инвертора для самостоятельного изготовления © Геостарт
Рубрика: Инструменты и оборудование
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.

- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка , уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно .
Поэтапное описание сборки
Выполняется следующее:
Сборка блока питания . В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус . Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть . Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой , в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой , в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок . Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения . На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры.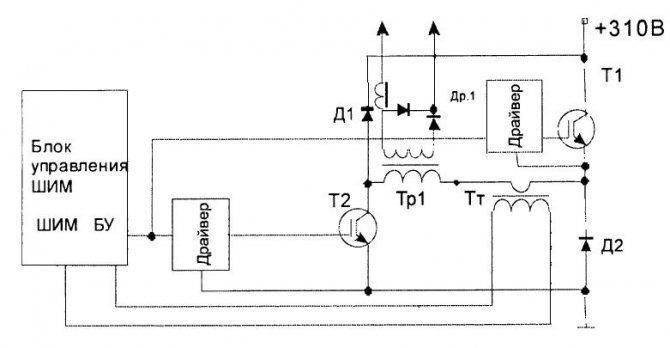 Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы . Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы . После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Как пользоваться аппаратом
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки . При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
автор Плотников Михаил |
Схема сварочного инвертора
До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов.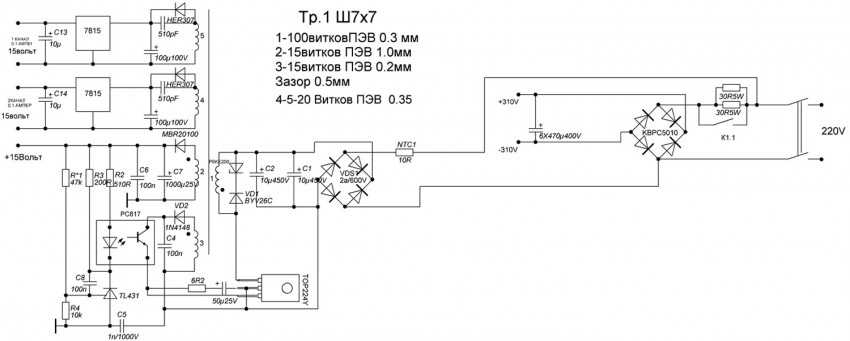 Во многих случаях эти устройства были неудобными, в основном из-за сложностей с их перемещением и высокой энергоемкости. Ситуация коренным образом изменилась, когда появилась схема сварочного инвертора, созданная на основе современных технологий. Получились небольшие легкие устройства с широким набором функций. Вся их работа осуществляется благодаря наличию в конструкции импульсного преобразователя, способного производить высокочастотные токи. Именно они обеспечивают быстрое зажигание сварочной дуги, поддерживают ее стабильное состояние в течение всего периода работы.
Во многих случаях эти устройства были неудобными, в основном из-за сложностей с их перемещением и высокой энергоемкости. Ситуация коренным образом изменилась, когда появилась схема сварочного инвертора, созданная на основе современных технологий. Получились небольшие легкие устройства с широким набором функций. Вся их работа осуществляется благодаря наличию в конструкции импульсного преобразователя, способного производить высокочастотные токи. Именно они обеспечивают быстрое зажигание сварочной дуги, поддерживают ее стабильное состояние в течение всего периода работы.
Содержание
Отличительные черты инверторов
Любое инверторное устройство по своей сути является блоком питания, внутри которого происходят физические процессы преобразования электроэнергии.
В сварочных инверторных устройствах они протекают по следующей схеме:
- На начальном этапе выполняется преобразование входного переменного напряжения (220 В, 50 Гц) в постоянный ток.
- На втором этапе осуществляется обратное превращение тока с постоянной синусоидой в переменный ток с высокой частотой.

- Затем созданное напряжение понижается, осуществляется окончательное выпрямление тока с сохранением требуемых высокочастотных показателей. Этот порядок нужно знать, если требуется собрать сварочный инвертор своими руками.
Именно такой порядок действий дал возможность для снижения размеров и веса инверторных устройств. Старая сварочная аппаратура функционировала совсем по другому принципу. Здесь снижение напряжения на первичной обмотке, приводило к росту силы тока во вторичной трансформаторной обмотке. Полученная таким образом сила тока огромного значения, позволила применить дуговой способ сваривания. Поэтому, на вторичной обмотке пришлось снизить количество витков, но увеличить одновременно размеры сечения проводника. Подобная схема делала конструкцию очень громоздкой и тяжелой.
Электрическая схема сварочного инвертора дала реальный шанс повысить частотные показатели рабочего тока до 60, а в некоторых моделях и до 80 кГц без увеличения массы и размеров. В схеме были использованы полевые транзисторы, взаимодействующие между собой на таких же высоких частотах. Они соединяются с трансформаторной катушкой и передают на нее ток с заданной частотой. Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. Выходные данные получаются, как и у обычной сварки, но габариты и масса инверторного устройства существенно отличаются в сторону уменьшения.
Они соединяются с трансформаторной катушкой и передают на нее ток с заданной частотой. Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. Выходные данные получаются, как и у обычной сварки, но габариты и масса инверторного устройства существенно отличаются в сторону уменьшения.
Взаимодействие основных узлов и деталей инвертора
На входе устройства обязательно нужен постоянный сигнал. Он получается с помощью сетевого выпрямителя, превращающего напряжение 220 вольт в постоянный ток. Основой конструкции этого модуля служит стандартный диодный мост и конденсаторы, сглаживающие пульсации после выпрямления.
Под действием высоких токов даже простейший диодный мост сильно нагревается и требует постоянного охлаждения в процессе работы. Во многих моделях установлен специальный радиатор и термический предохранитель, выполняющий отключение при нагреве моста до 90 градусов.
При подключении сварки к сети происходит сильное увеличение зарядного тока конденсаторов.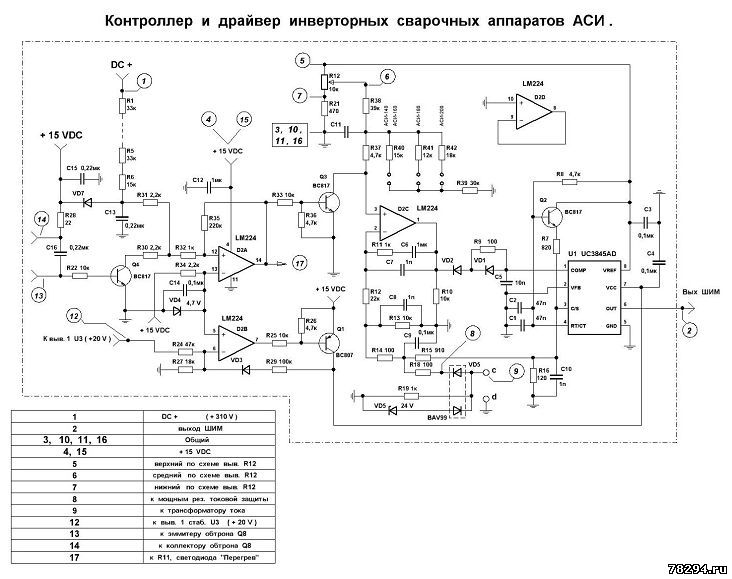 Возникает реальная опасность пробоя компонентов диодного моста. Защититься от этого помогает схема плавного пуска, снижающая уровень тока при включении. После выхода аппарата в нужный режим, эта схема отключается с помощью реле коммутации.
Возникает реальная опасность пробоя компонентов диодного моста. Защититься от этого помогает схема плавного пуска, снижающая уровень тока при включении. После выхода аппарата в нужный режим, эта схема отключается с помощью реле коммутации.
Пройдя через выпрямительный модуль, напряжение, увеличенное до 310 В, попадает на участок импульсного преобразователя с ключами – транзисторами. Данные компоненты превращают подводимое напряжение в импульсные сигналы прямоугольной формы, частотой 60-80 кГц. Ключевым транзистора во время работы также требуются радиаторы охлаждения.
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору. Он отличается компактными размерами и незначительным весом. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления. В приемную обмотку поступают прямоугольные импульсы на 310 В и частотой 60-80 кГц. Одновременно с этим, напряжение во вторичной обмотке за счет малого количества витков понижается до 60-70 вольт, а выходной ток увеличивается до 110-130 А и окончательно выпрямляется.
С этой целью сигнал от трансформатора поступает к выходному выпрямителю. Именно здесь появляется постоянный ток, под действием которого возникает сварочная дуга. В схеме используются сдвоенные диоды, имеющие высокое быстродействие и определяющие максимальное потребление тока всего инвертора. Данные элементы также охлаждаются с помощью радиаторов.
Принципиальная схема сварочного инвертора
Одной из основных функций инверторных сварочных установок является возможность увеличения частоты тока с 50 Гц стандартного значения, до 60-80 кГц, требуемых для работы. Все регулировки на выходе устройства производятся уже с высокочастотными токами, с использованием компактных малогабаритных трансформаторов. Частота увеличивается на том участке инверторной схемы, где предусмотрено расположение контура на основе мощных силовых транзисторов. На эти транзисторы возможна подача исключительно постоянного тока, поэтому на входе и выполняется выпрямление переменного напряжения.
Принципиальная схема сварочного инвертора условно разделяется на две составляющие. Это зона силового участка и цепь со схемой управления. Основным компонентом силового участка выступает диодный мост, где выполняется превращение переменного тока в постоянный. Такое преобразование приводит к возникновению импульсов, требующих сглаживания.
Это зона силового участка и цепь со схемой управления. Основным компонентом силового участка выступает диодный мост, где выполняется превращение переменного тока в постоянный. Такое преобразование приводит к возникновению импульсов, требующих сглаживания.
Сглаживание или фильтрация этих импульсов производится электролитическими конденсаторами, установленными за диодным мостом. Следует помнить, что напряжение, выходящее из моста, приблизительно на 40% превышает его величину на входе. Из-за этого диоды выпрямителя подвергаются сильному нагреву, и их работоспособность может заметно снизиться. Защита от перегрева элементов выпрямителя осуществляется радиаторами, включенными в конструкцию. Непосредственно на диодном мосту установлен термический предохранитель, отключающий питание при нагреве свыше 80-90 градусов.
Работа преобразователя приводит к созданию высокочастотных помех, попадающих через вход в электрическую сеть. Во избежание подобных ситуаций, перед выпрямителем производится установка фильтра, обеспечивающего электромагнитную совместимость.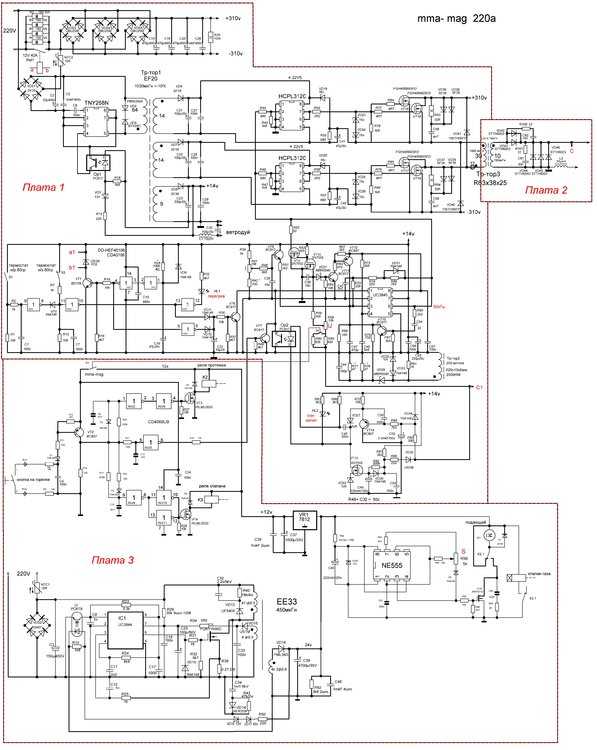 Такой фильтр включает в себя дроссель и конденсаторы.
Такой фильтр включает в себя дроссель и конденсаторы.
Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста. Они переключаются между собой с высокой частотой и формируют переменный ток с такой же частотой, в пределах десятков или даже сотен килогерц. Результатом таких преобразований является переменный ток высокой частоты с прямоугольной амплитудой.
На выходе инвертора требуется получить постоянный ток с показателями, достаточными для выполнения сварочных работ. Эта функция выполняется понижающим трансформатором, расположенным сразу же за транзисторной схемой. Окончательное получение постоянного тока на выходе производится выпрямителем высокой мощности, собранным на основе диодного моста.
Защитные компоненты и схема управления
В процессе работы сварочный инвертор постоянно подвергается потенциальной опасности из-за возможных сбоев в сети и самой системе. Исключить негативные факторы помогают защитные элементы, установленные на различных участках схемы.
Исключить негативные факторы помогают защитные элементы, установленные на различных участках схемы.
Предотвратить перегрев и сгорание транзисторов во время преобразований токов возможно при помощи специальных демпфирующих цепей. Другие блоки и узлы, присутствующие в электрической схеме и работающие под большими нагрузками, защищены элементами принудительного охлаждения. К каждому из них подключены термодатчики, отключающие питание при температурах нагрева, превышающих критическую отметку. Внутри инверторной аппаратуры система охлаждения, состоящая из вентиляторов и радиаторов, занимает достаточно много места.
Каждая схема инвертора оборудуется ШИМ-контроллером, обеспечивающим управление всей электрической схемой. От него поступают сигналы к разделительному трансформатору, силовым диодам и транзисторам. Для эффективного управления всей системой самому контроллеру также требуется подача установленных электрических сигналов. Такие сигналы вырабатываются операционным усилителем, к которому на вход подается выходной ток, преобразованный в инверторе. Если его значение расходится с заданными показателями, усилитель выполняет формирование управляющего сигнала и далее передает его на контроллер. Такая схема позволяет своевременно отключить аппарат при возникновении критических ситуаций в электрической схеме.
Если его значение расходится с заданными показателями, усилитель выполняет формирование управляющего сигнала и далее передает его на контроллер. Такая схема позволяет своевременно отключить аппарат при возникновении критических ситуаций в электрической схеме.
Как устранить неисправности инвертора
В некоторых случаях нарушения правил эксплуатации могут привести к выходу из строя даже самых надежных компонентов схемы сварочного инвертора. Основными причинами являются сбои в системах охлаждения, эксплуатация устройств в условиях повышенной влажности или запыленности. Большое количество пыли, осевшей на радиаторе, создает препятствие движению воздуха и своевременному отводу тепла. Поэтому производители рекомендуют периодически чистить аппаратуру.
Поиск возможных неисправностей нужно начинать от простого к сложному, поскольку современные схемы оборудованы многоступенчатой защитой от коротких замыканий и перегревов. Следует внимательно изучить инструкцию, где подробно указаны особенности эксплуатации конкретного устройства.
Среди основных причин возможных неисправностей можно выделить следующие:
- Напряжение в сети слишком высокое или низкое. Инвертор сохраняет свою работоспособность в пределах 170-250 вольт.
- Использование сетевого провода слишком большой длины или с небольшим сечением. Минимальное сечение должно быть не ниже 2,5 мм2, а длина питающего кабеля – не более 30 м.
- Длина стандартного сварочного кабеля не превышает 3 м, а сечение – 35-50 мм2. Нарушение этих параметров приводит к сбоям в работе.
- Некачественные контактные соединения силового и питающего кабеля.
В случае обнаружения неисправности, рекомендуется не ремонтировать сварочный инвертор самостоятельно, особенно если схема слишком сложная. Лучше всего – пригласить специалиста для проведения окончательной диагностики на соответствующем оборудовании.
Плюсы и минусы сварочных инверторов
Основными преимуществами инверторных устройств являются следующие:
- Использование современных технологий позволило снизить массу аппаратов до 5-12 кг, в зависимости от модели.
 Обычные сварочные агрегаты весят в среднем от 18 до 35 кг.
Обычные сварочные агрегаты весят в среднем от 18 до 35 кг. - Высокий КПД инверторов – до 90%. Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов.
- Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов.
- Универсальность и широкий диапазон регулировок позволяют работать с разными металлами, использовать разные технологии сварки.
- Множество полезных дополнительных опций: плавный пуск, антизалипание, форсаж и другие.
- Напряжение, подаваемое на дугу, отличается высокой стабильностью. С этой целью автоматика обеспечивает взаимодействие всех компонентов схемы, создавая наиболее оптимальные условия для работы.
- Даже простой инвертор может работать с любыми типами электродов.
- Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ.
В качестве минусов отметим недостатки, не оказывающие влияния на качество работ:
- Высокая стоимость инверторов, примерно на 20-50% превышающая цену обычной аппаратуры.
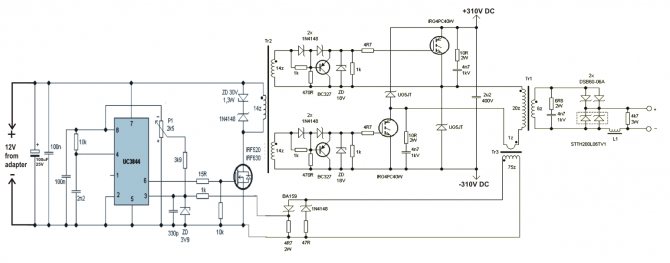
- Транзисторы обладают повышенной уязвимостью, а их стоимость иногда составляет 60% от цены всего устройства.
- Невозможность производить сварку инверторами в сложных условиях эксплуатации.
сварка%20инвертор%20контур%20схема спецификация и примечания по применению
 org/Product”>
org/Product”>  org/Product”>
org/Product”> сварка%20инвертор%20контур%20схема Листы данных Context Search
| Каталог данных | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
1999 – Хьюз mcw 550
Реферат: Сварщик Hughes с разрядной конденсаторной сваркой mcw-550 Сварочный аппарат с конденсаторной разрядкой Hughes VTA90 Сварщик Hughes mcw 550 MCW552
|
Оригинал |
МЦВ-550 ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 Хьюз сварщик разрядная конденсаторная сварка мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 MCW552 | |
2006 – ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА
Реферат: сварка IGBT, дуговая сварка, сварка инвертором, инверторная сварка, инвертор mig mag 200, сварка mig, IGBT для сварки, управление инвертором, сварка mig, сварка
|
Оригинал |
PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА IGBT-сварка дуговая сварка схема сварочного инвертора сварочный инвертор миг маг 200 миг сварка IGBT для сварочного инвертора контрольная сварка сварка | |
2014 – Недоступно
Резюме: нет абстрактного текста
|
Оригинал |
СН-6060 | |
инвертор для дуговой сварки
Реферат: Контроллер робота FANUC r-30ia, управляемый сотовым телефоном, робот дуговой сварки, схема INVERTER ARC WELDING R30I FANUC r-30ia IN ARC 200 INVERTER WELDER, схема инверторной сварки r-30ia FANUC
|
Оригинал |
120 кГц РВ-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Р30И FANUC р-30иа IN ARC 200 ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА схема инверторного сварочного аппарата р-30иа FANUC | |
2003 – AXY52000
Резюме: AXW116421A AXW1404A
|
Оригинал |
AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 – Хьюз mcw 550
Реферат: Сварка с разрядным конденсатором Hughes Welder Сварщик Hughes mcw 550 Сварочный аппарат с разрядным конденсатором Hughes mcw-550 VTA90 Сварка «Примечание по применению» MAXY90
|
Оригинал |
ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 разрядная конденсаторная сварка Хьюз сварщик сварочный аппарат Hughes mcw 550 Сварочный аппарат с конденсаторным разрядом Hughes мкв-550 ВТА90 сварка “примечание по применению” | |
Схема ультразвуковой сварки
Реферат: схема индукционной сварки ультразвуковая сварка схема сварки сварка “примечание по применению” сварка сопротивлением фазовому сдвигу аргон газ для сварки схема сварки J-STD-002 J-STD-020D
|
Оригинал |
GL000017
001EN
001EN.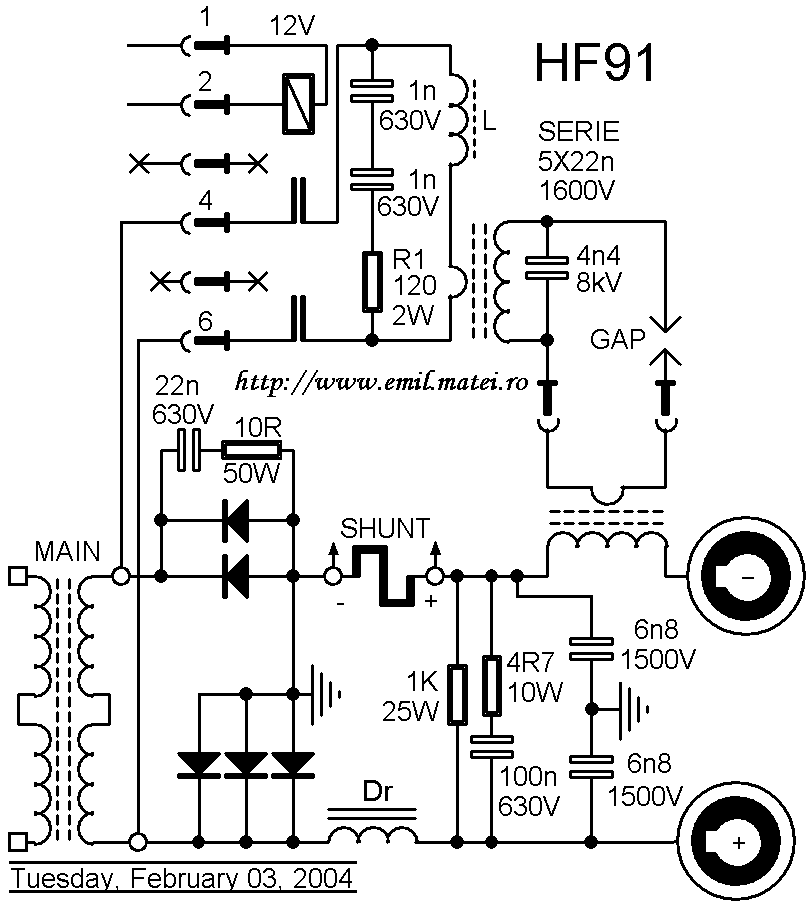 D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
сварка
сварка “примечание по применению”
контактная сварка с фазовым сдвигом
аргон для сварки
схема сварки
J-STD-002
J-STD-020D
D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
сварка
сварка “примечание по применению”
контактная сварка с фазовым сдвигом
аргон для сварки
схема сварки
J-STD-002
J-STD-020D
|
|
2007 – Хьюз mcw 550
Реферат: Hughes Welder mcw-550 Сварщик Hughes с конденсаторной разрядкой VTA90 Сварщик Hughes mcw 550 с разрядной конденсаторной сваркой вольфрамовыми электродами HUGHES MAXY90
|
Оригинал |
ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 5954-2227Е Хьюз MCW 550 Хьюз сварщик мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 разрядная конденсаторная сварка вольфрамовые электроды Хьюз МАКСИ90 | |
2013 – NRW-PS300
Резюме: нет абстрактного текста
|
Оригинал |
NRW-PS300C НТ-ПС300 NRW-PS300 ВА-130/140 0813E | |
2010 – Схема сварочного аппарата постоянного тока
Аннотация: примечание по применению sg3525 AN3200 SG3525 схема сварочного аппарата с постоянным током схема дуговой сварки схема сварочного аппарата на основе igbt свободная схема сварочный аппарат sg3525 WELDER сварочный аппарат трансформаторного типа
|
Оригинал |
АН3200 схема сварочного аппарата постоянного тока примечание к применению sg3525 АН3200 Регулятор постоянного тока SG3525 схема сварочного аппарата схема дуговой сварки сварочный аппарат на основе igbt бесплатная схема сварочного аппарата SG3525 СВАРОЧНЫЙ МАШИН сварочный аппарат трансформаторного типа | |
2005 – AWG22
Резюме: AXY51000 AXY52000 AXW1109A
|
Оригинал |
AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 – AXP464618
Резюме: AXP450618 AXP440618 AXP434618 AXP430618 AXP426618 AXP420618 AXP416618 AXP414618 AXP410618
|
Оригинал |
||
2008 – AXY51000
Резюме: разъем AXY52000 0 формы с квадратными контактами
|
Оригинал |
AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
Недоступно
Резюме: нет абстрактного текста
|
Оригинал |
AXY52000 | |
АВГ22
Резюме: AXY51000 AXY52000
|
Оригинал |
AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000
Аннотация: AXY20305 AXY20303 AXY20302 AXY20301 AXY20205 AXY20203 AXY20202 AXY20201 AXY20101
|
Оригинал |
||
2002 – Недоступно
Резюме: нет абстрактного текста
|
Оригинал |
||
2008 – AXW3101421A
Аннотация: axw7221 AXW34014A
|
Оригинал |
AXY51000 AXY52000 AXW3101421A ахв7221 AXW34014A | |
Х01Н2-Д
Реферат: vde 0298 4 луженая медная проволока
|
Оригинал |
H01N2-D Кап01 ПРО86 вде 0298 4 луженых медных провода | |
2010 – Схема дуговой сварки
Реферат: ДУГОВАЯ СВАРКА Диодный 800-амперный контроллер сварочного аппарата, гибкий подвесной регулятор высоты горелки, высота сварочной горелки для дуговой сварки
|
Оригинал |
0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800ампер контроллер сварщика гибкая подвеска регулятор высоты горелки сварка дуговая сварка высота факела | |
2005 – робот
Реферат: роботы для управления дуговой сваркой
|
Оригинал |
||
миг сварка
Реферат: Газ аргон для сварки 09016 AMP CONNECTOR сварка
|
Оригинал |
||
2008 – AXY20202
Аннотация: AXY20
|
Оригинал |
||
2006 – паспорт сварки стали
Резюме: нет абстрактного текста
|
Оригинал |
PR10153EN паспорт сварки стали | |
2015 – Плата инверторного сварочного аппарата
Реферат: Инструкция по эксплуатации инверторного IGBT-сварщика Схема IGBT-сварщика схема изменения мощности для дуговой сварки инверторная схема дуговой сварки схема инверторного сварочного аппарата IGBT-дуговая сварка сварочный аппарат FERRITE TRANSFORMER design
|
Оригинал |
АН4638 DocID027309 плата инверторного сварочного аппарата инструкция по эксплуатации сварочного инвертора igbt Схема сварщика IGBT схема изменения мощности для дуговой сварки схема инверторной дуговой сварки схема инверторного сварочного аппарата дуговой сварщик igbt сварщик FERRITE TRANSFORMER дизайн | |
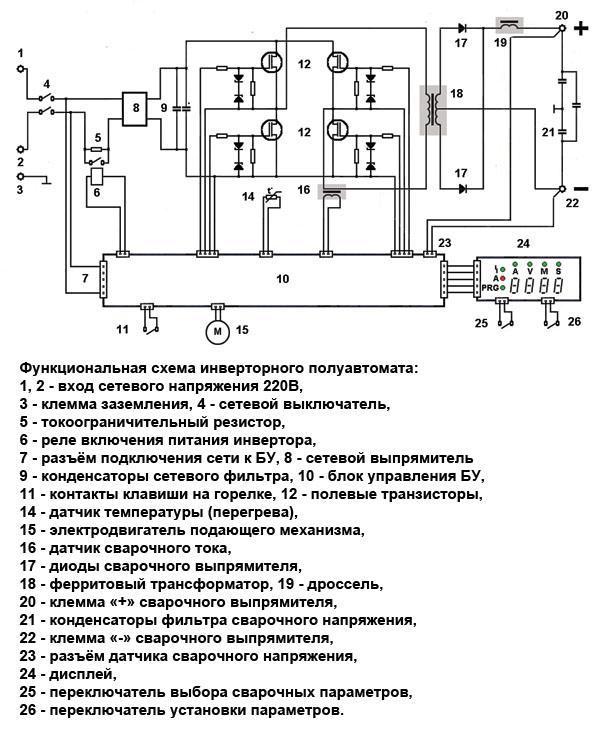 org/Product”>
org/Product”> 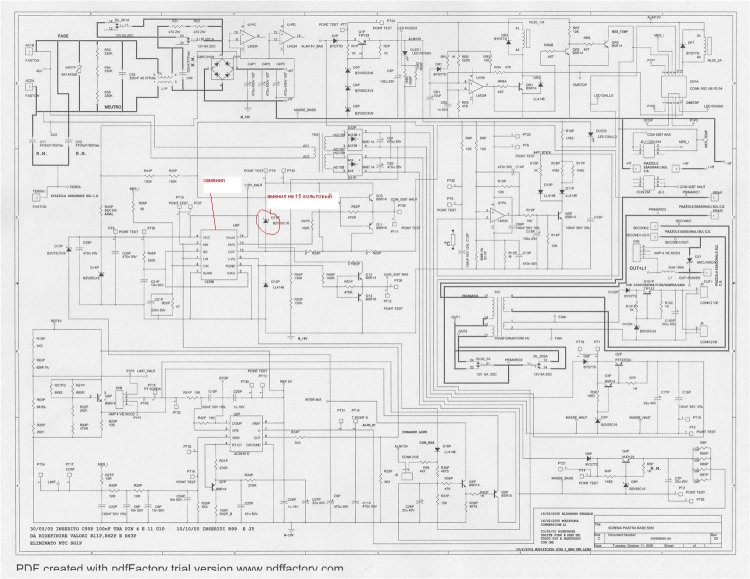 org/Product”>
org/Product”>  org/Product”>
org/Product”> 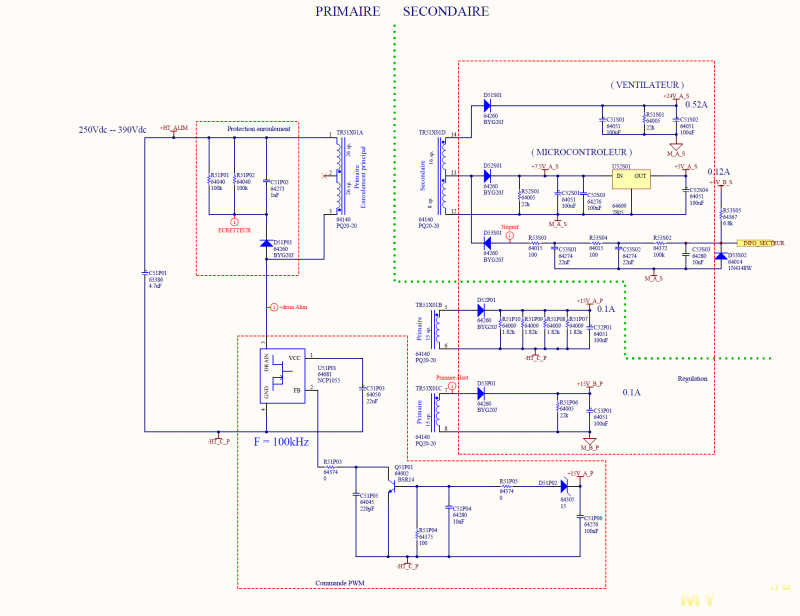 org/Product”>
org/Product”>  org/Product”>
org/Product”> 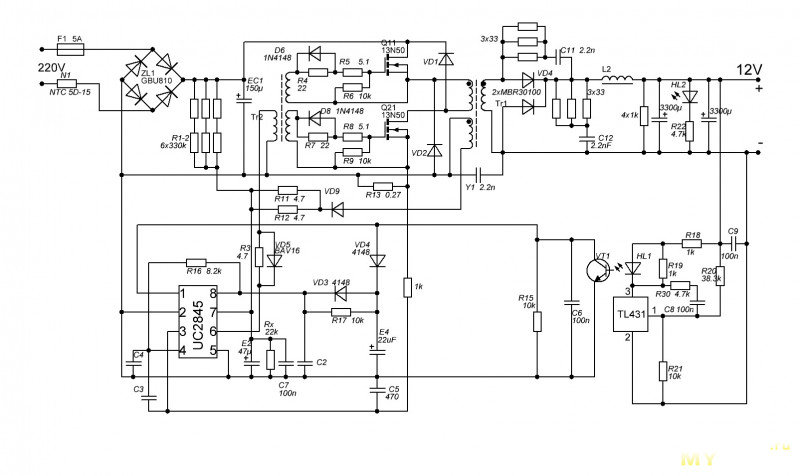 org/Product”>
org/Product”> 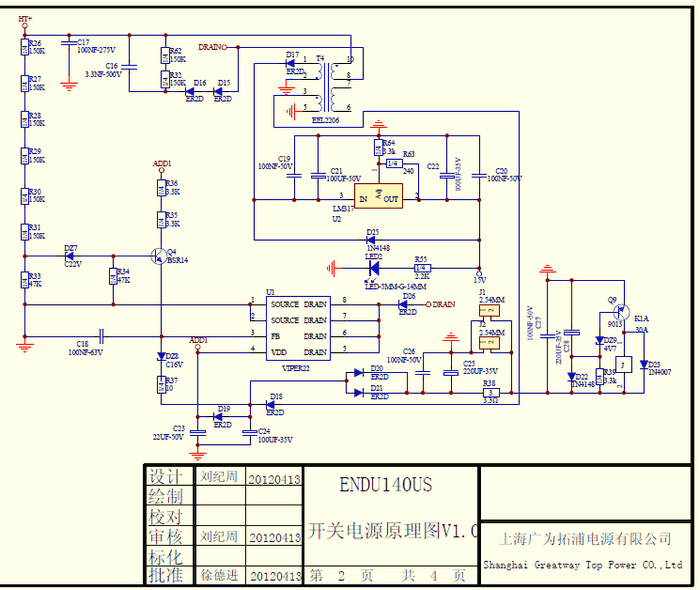 org/Product”>
org/Product”> Предыдущий
1
2
3
. ..
23
24
25
Next
..
23
24
25
Next
[PDF] Аппарат для дуговой сварки с полумостовым передним преобразователем
-
title={Аппарат для дуговой сварки с полумостовым передним преобразователем},
автор={Яшар Бирбир},
journal={Международный журнал электроники и электротехники},
год = {2017},
страницы={106-109}
}
- Ю. Бирбир
- Опубликовано в 2017 г.
- Машиностроение
- Международный журнал электроники и электротехники
В данной статье представлен сварочный аппарат мощностью 3 кВт на основе полумостового прямого преобразователя. [] Ключевой метод Преобразователь использует интегральную схему ШИМ-контроллера текущего режима. SG1844 улучшает частоту переключения 100 кГц по размеру и весу, но частота переключения ограничена переключающими устройствами и материалом трансформатора. Этот метод управления обеспечивает правильное зажигание при напряжении 78 В.
 Важным требованием к источнику питания данного сварочного аппарата является управление формой волны ШИМ и ее адаптация…
Важным требованием к источнику питания данного сварочного аппарата является управление формой волны ШИМ и ее адаптация…Просмотр через Publisher
ijeee.net
Удвоитель тока для аппаратов дуговой сварки с фазосдвигающим преобразователем ЗВС трехуровневый DC-DC преобразователь
Трехуровневый фазосдвигающий ЗВС-ШИМ с Н-мостом DC/ Постоянный ток с преобразователем большой мощности в высокочастотном звене для аппарата дуговой сварки имеет уменьшенный размер фильтра, улучшенную динамическую характеристику и уменьшенные потери напряжения на полупроводниковых ключах.
Прямой автономный двухключевой прямоходовой преобразователь с повышающим преобразователем ККМ для питания электромагнитных систем постоянного тока
- Димитров Борислав Дмитриевич
Машиностроение
- 2018
Предлагаемая схема работает в широком диапазоне входных напряжений, что решает проблему с просадками напряжения, возникающими в системе распределения электроэнергии, и обеспечивает стабильную работу контактного оборудования и релейные схемы в их промышленном применении.

ПОКАЗАНЫ 1–10 ИЗ 11 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантность Наиболее влиятельные документыНедавность
Простой инвертор для аппаратов дуговой сварки с выпрямителем с удвоением тока
В этом письме предлагается новая инверторная схема для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Таким образом, нижняя…
Усовершенствованный преобразователь постоянного тока высокой мощности с использованием полумоста нового типа ШИМ-инвертор с мягким переключением и высокочастотным трансформатором для дуговой сварки
мягкое переключение ШИМ-преобразователь постоянного тока инверторного типа для дуговой сварки. Предлагаемый силовой преобразователь состоит из…
Сравнительный анализ блоков питания мощностью 4 кВт для сварочного аппарата
- P. Cancelliere, V. Colli, R. D. Stefano, G. Tomassi
Engineering
Пятая международная конференция по силовой электронике и системам привода, 2003.
 PEDS 2003.
PEDS 2003.- 2003
В статье рассматривается исследование, проведенное для оценки надежности топологии Н-моста для преобразователя постоянного тока со стратегией фазовой модуляции с тремя различными силовыми устройствами. Первый…
Математическое моделирование и цифровое управление для источников питания импульсного тока для сварочного аппарата
В данной работе представлена разработка сварочного аппарата MIG/MAG (металлический газ инертный/металл активный газ) выходной ток которого импульсный, управление разработано пусковым из упрощенного математического…
Высокоскоростное динамическое управление для инверторного источника питания для дуговой сварки
- Zhu Zhi-ming
Материаловедение
- 1999
В этой статье модель дуги инверторного типа без обратной связи Источник сварочной мощности устанавливается на основе метода усреднения выходного тока и реализуется постоянный выход (ток или напряжение)…
Электронный сварочный аппарат с высокочастотным резонансным инвертором
- Л.
 Малезани, П. Маттавелли, Л. Россетто, П. Тенти, В. Марин, А. Поллманн
Малезани, П. Маттавелли, Л. Россетто, П. Тенти, В. Марин, А. Поллманн Машиностроение
Протокол конференции по отраслевым приложениям IEEE 1993 г., двадцать восьмое ежегодное собрание IAS
- 1993
Представлено новое поколение электронных сварочных аппаратов, в которых используются инверторы с программным переключением, приводящие в действие высокочастотные трансформаторы. Они легкие, надежные, гибкие и обладают хорошей эффективностью,…
Анализ больших сигналов источника питания для дуговой сварки на основе моделирования и симуляции в Matlab
Из сравнения моделирования и экспериментов доказано, что система управления сварочным инвертором верна, и метод является полезным подходом для анализа электропитания дуговой сварки.
Новая схема управления смешанным током и напряжением для инверторных сварочных аппаратов
- Ю. Че, Ю. Джанг, М. Йованович, Дж. С. Го, Г. Чоу Electronics Conference and Exposition (Cat.
 No.01Ch47181)
No.01Ch47181) - 2001
В этой статье предлагается новая схема управления смешанным током и напряжением для инверторно-управляемой дуговой сварочной машины. Предлагаемая схема управления использует как регулятор тока с обратной связью, так и…
и P Tenti
«Электронный сварочный аппарат с высокочастотным резонансным инвертором», в Proc. IAS
- 1993
[РЕШЕНО] – СХЕМА АППАРАТА ДЛЯ ДУГОВОЙ ИНВЕРТОРНОЙ СВАРКИ С ПЕРЕКЛЮЧЕНИЕМ РЕЖИМА | Страница 4
Добро пожаловать на EDAboard.com
Добро пожаловать на наш сайт! EDAboard.com — это международный дискуссионный форум по электронике, посвященный программному обеспечению EDA, схемам, схемам, книгам, теории, документам, asic, pld, 8051, DSP, сети, радиочастотам, аналоговому дизайну, печатным платам, руководствам по обслуживанию… и многому другому. более! Для участия необходимо зарегистрироваться. Регистрация бесплатна. Нажмите здесь для регистрации.
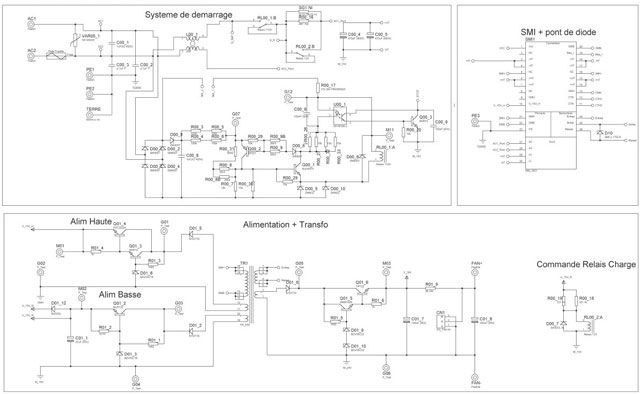
Регистрация Авторизоваться
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы cae20452
- Дата начала
- Статус
- Закрыто для дальнейших ответов.
DeepOne
Расширенный член уровня 2
У вас есть трансформаторное приложение?
Нажмите, чтобы развернуть…
**ссылка удалена неработающая**
Вот несколько бесплатных программ. На русском языке, но понять не сложно.
На русском языке, но понять не сложно.
Однако при использовании феррита с неизвестными характеристиками будет необходим эксперимент.Последнее редактирование:
ваванеп
Младший член уровня 1
DeepOne сказал:
**ссылка удалена неработающая**
Вот несколько бесплатных программ. На русском языке, но понять не сложно.
Однако при использовании феррита с неизвестными характеристиками будет необходим эксперимент.Нажмите, чтобы развернуть…
очень хорошие программы…. 😯
но трудно понять язык 😆горький перец
Расширенный член уровня 1
Глубокий, я слежу за этой веткой.

Я вижу еще раньше, вы использовали феррит из металлолома отклоняющей системы телевизора, я был внутри нескольких телевизоров и обнаружил, что такого феррита нет, отклоняющие катушки просто намотаны на пластиковый каркас и прикреплены к задней части телевизора. экран, вы сняли ферриты со очень старого телевизора?ваванеп
Младший член уровня 1
привет, перец,
я использую ферритовый тв обратным ходом.
Но мой сварочный инвертор еще не доделан сегодня.
Так что я не знаю, достаточно или нет, чтобы обеспечить необходимую мощность.ваванеп
Младший член уровня 1
последний вопрос deepone..
Почему инвертор подключен последовательно с лампочкой для 1-го включения?
Я делаю серию с лампочкой на 100 ватт, но ничего не происходит. Просто лампочка горит, а инвертор не работает. (нет напряжения на электроде, радиатор вообще не нагревается).
(нет напряжения на электроде, радиатор вообще не нагревается).После извлечения лампочки мой инвертор не работает, и моя электрическая линия отключилась (возможно, короткое замыкание). Затем я отключаю первичный главный трансформатор.
Вы признаете мою проблему, вызванную неправильным типом MOSFET (irfp460)? Вместо igbt irg4pc50u.Последнее редактирование:
DeepOne
Расширенный член уровня 2
Доктор перец
Вы сняли ферриты с очень старого телевизора?
Нажмите, чтобы развернуть…
Пусть не очень, но старый телевизор.
 Например, в моем ЭЛТ телевизоре “Самсунг” 1999 года выпуска катушки отклонения с ферритовым сердечником.
Например, в моем ЭЛТ телевизоре “Самсунг” 1999 года выпуска катушки отклонения с ферритовым сердечником.Ваванеп
Почему инвертор подключен последовательно с лампочкой для 1-го включения?
Нажмите, чтобы развернуть…
Это сделано для проведения необходимых измерений без риска потерять транзисторы. Подключать его необходимо после накопительного конденсатора в высоковольтную цепь.
Знаете ли вы мою проблему, вызванную неправильным типом MOSFET (irfp460)
Нажмите, чтобы развернуть…
Думаю дело не в этом. Во избежание лишних затрат на замену сгоревших деталей необходимо запускать устройство поэтапно.
В начале необходимо убедиться в правильности работы блока питания и генератора на IR2153.Только лампочка на
Нажмите, чтобы развернуть.
 ..
..Просто взять тестер и найти причину короткого замыкания.
Первые эксперименты лучше провести на дешевых транзисторах IRF740.Последнее редактирование:
ваванеп
Младший член уровня 1
Привет, deepone, мой последний вопрос.
Я все еще не понимаю распиновку MOSFET. В вашей схеме какой контакт S и D? Возможно, это может сделать мою цепь короткой. Неправильный штифт.DeepOne
Расширенный член уровня 2
Привет, ваванеп.
Последнее редактирование:
ваванеп
Младший член уровня 1
привет еще раз 😉
я последовал вашему совету, чтобы заменить дорогой IGBT / Mosfet на дешевый IRF740 (2 доллара США в моей стране).
, но моя топология отличается от вашей схемы (полумост), я использую прямую топологию с двумя коммутаторами.первый тест (с серийной лампой), мой сварочный аппарат выглядит нормально… лампа не яркая. и на выходном трансформаторе показывает несколько вольт (разомкнутая цепь) и ампер (короткое замыкание)..
второй тест без лампочки, мой колодец выглядит нормально с разомкнутой цепью.
, но после того, как я увеличил потенциометр наполовину, мой IRF740 взорвался с трясущимся звуком «ТАРРРРРР….!»это вызвано слишком высоким рабочим напряжением? irf740 400В, то моя линия питания 220В переменного тока (около 300В постоянного тока)
или его нужно преобразовать в полумост? разрезать мосфет V-DS наполовинупосоветуйте пожалуйста.
 …
…*у меня взорвался irf740
* у меня сгорел irfp460 дорогой мосфет из-за неправильного контакта D-S…DeepOne
Расширенный член уровня 2
мой IRF740 взорвался с трясущимся звуком “ТАРРРРРР….!”
Нажмите, чтобы развернуть…
Этот звук может появляться, если сердечник трансформатора насыщается после увеличения наполнения. В такой схеме трансформаторы выполняются с воздушным зазором в ферритовом сердечнике или размагничивающей обмоткой.
ваванеп
Младший член уровня 1
DeepOne сказал:
Этот звук может появиться, если сердечник трансформатора насыщается после увеличения наполнения.
 В такой схеме трансформаторы выполняются с воздушным зазором в ферритовом сердечнике или размагничивающей обмоткой.
В такой схеме трансформаторы выполняются с воздушным зазором в ферритовом сердечнике или размагничивающей обмоткой.Нажмите, чтобы развернуть…
значит, я должен дать воздушный зазор для моего основного ферритового сердечника?
как сделать воздушный зазор на размагничивающем феррите? вроде тороид (без зазора)
и что мощнее, ваш самодельный сварочный аппарат (схема с использованием IGBT) или ваш желтый сварочный аппарат GYSMi?
Последнее редактирование:
DeepOne
Расширенный член уровня 2
как сделать воздушный зазор на размагничивающем феррите? похоже на тороид (без зазора)
Нажмите, чтобы развернуть.
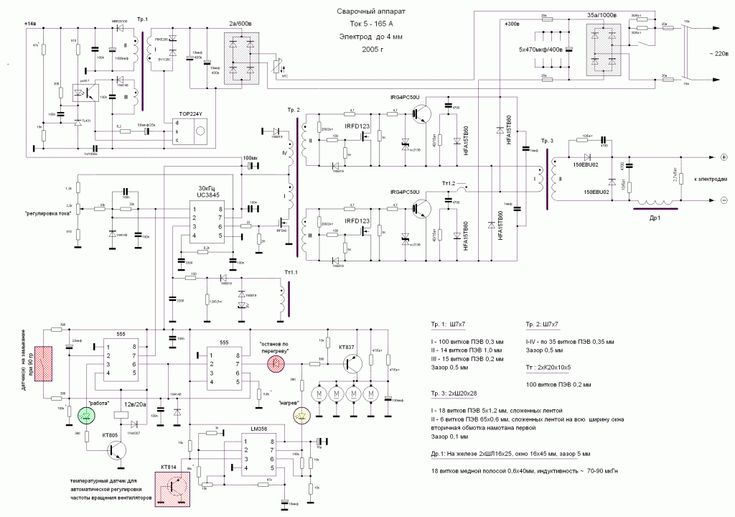 ..
..При использовании (полумостовой) схемы воздушный зазор не требуется. Это позволяет использовать сердечник меньшего размера и упрощает изготовление трансформатора.
и что мощнее, ваш самодельный сварочный аппарат (схема с использованием IGBT) или ваш GYSMi желтый сварочный аппарат?
Нажмите, чтобы развернуть…
GYSMI чуть мощнее, но намного хуже с точки зрения надежности и удобства использования. Мощный аппарат сделать не проблема. Но для меня важна способность поддерживать дугу при малом токе для работы с мелким железом.
Кстати неплохой драйвер для работы с GDT
Протестировал в качестве проволочного сварщика последнюю версию моего преобразователя, предназначенного для питания аккумуляторных инструментов – неплохо, транзисторы IRF740 – это круто.
Последнее редактирование:
ваванеп
Младший член уровня 1
вот дерьмо….
у меня взорвался мой последний IGBT (irg4ph50u)… такое же состояние у моего irf740.
когда я настраиваю потенциометр на увеличение тока, он снова гудит с шокирующим звуком….я поменяю свою схему на контроллер “ir2153”.
по этой схеме можно сварить лист железа 10мм? с двойным/тройным irf740 параллельно. без драйвера мосфета.
потому что трудно найти тансистор “BCP53″…DeepOne
Расширенный член уровня 2
по этой схеме можно сварить лист железа 10мм? с двойным/тройным irf740 параллельно. без драйвера мосфета. потому что трудно найти танзистор “BCP53”..
Нажмите, чтобы развернуть…
Вместо БКП можно использовать любые транзисторы 20-80В, 0,3-2А.
 Цена этих BCP составляет 0,2 доллара США, и это основная причина их использования.
Цена этих BCP составляет 0,2 доллара США, и это основная причина их использования.
Для сварки листа железа 10 мм необходим ток 180 – 200А, поэтому параллельно (или в мост) потребуется подключить уже irg4pc50u или 12 – 15 штук IRF740. Микросхема
Ir2153 вряд ли удержит в заблокированном состоянии один irf740, без драйвера.горький перец
Расширенный член уровня 1
Сердечники обратного ходадля телевизоров могут выдержать много ударов, я видел схемы, которые могут расплавить 6-миллиметровые болты с такими вещами.
Распространенной причиной перегрева и перегорания MOSFET в схемах такого типа является привод, т. е. недостаточно быстрое включение транзистора, вы можете заставить микросхемы драйвера сильнее управлять зарядом затвора и заставить полевой транзистор быстро включаться и, следовательно, тратить меньше времени на линейную область и приготовление пищи, лично у меня были проблемы с микросхемами драйверов, компоновка печатной платы имеет решающее значение, дополнительная пара транзисторов делает свою работу довольно хорошо.

ваванеп
Младший член уровня 1
, наконец, я купил инверторный сварочный аппарат китайского производства на 120 А, 140 долларов США.
топология – полный мост с двумя параллельными транзисторами (серия toshiba TIK2XXX, забыл), всего 8 драйверов транзисторов. Минимальные требования к мощности
900 ВА, но это очень сложно … много раз мой домашний автоматический выключатель срабатывал, и мой электрод не плавился идеально., но я все равно продолжу работу над своим проектом инверторной сварки своими руками.
, потому что я нашел поставщика ir2153 в моей стране (4,5 доллара США + 4 доллара США за доставку до моего дома)DeepOne
Расширенный член уровня 2
я нашел поставщика ir2153 в моей стране (4,5 доллара США + 4 доллара США за доставку на дом)
Нажмите, чтобы развернуть.
 ..
..Эта цена слишком велика. Можно взглянуть на более дешевые аналоги, такие как L6569.
Рядом со мной цена 1шт ir2153 около 1 – 2USD +0,7$ за проезд на трамвае).много раз срабатывал мой домашний автоматический выключатель
Нажмите, чтобы развернуть…
интересно какой номинал этого взрывателя.
Последнее редактирование:
ваванеп
Младший член уровня 1
DeepOne сказал:
Слишком большая цена.
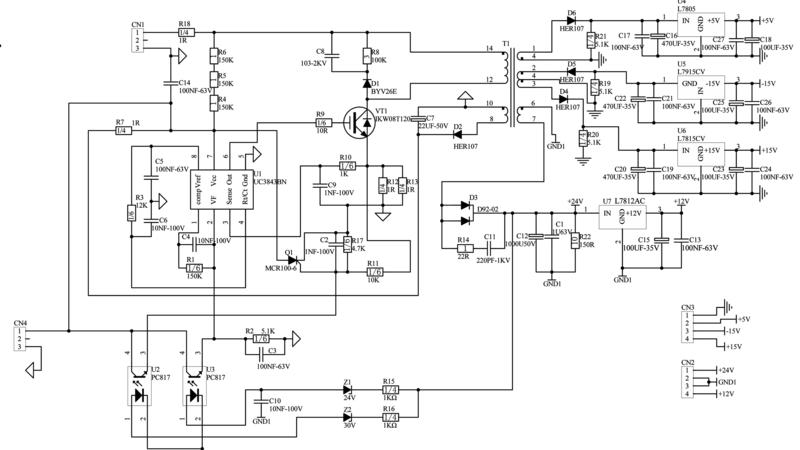 Можно взглянуть на более дешевые аналоги, такие как L6569.
Можно взглянуть на более дешевые аналоги, такие как L6569.
Рядом со мной цена 1шт ir2153 около 1 – 2USD +0,7$ за проезд на трамвае).
интересно какой номинал у этого взрывателя.Нажмите, чтобы развернуть…
каждый электронный компонент в моей стране более чем в два раза по сравнению с другой страной. за исключением очень общих ИС/резисторов/конденсаторов, таких как 555 (0,35 доллара США).
мой домашний предохранитель (автоматический выключатель) был на 4 ампера, со спецификацией сетевого напряжения 220В. но на самом деле напряжение падает со 170в до 185в.
DeepOne
Расширенный член уровня 2
использование (автоматический выключатель) было 4 Ампера
Нажмите, чтобы развернуть…
Возможно немного больше вытянуть из сети за счет увеличения емкости накопительного конденсатора.

каждый электронный компонент в моей стране более чем в два раза по сравнению с другой страной
Нажмите, чтобы развернуть…
в моей стране не всегда и не везде представлены дешевые комплектующие.
лекгун
Уровень новичка 1
l1 и l2 как намотать? Пожалуйста…………..:roll::roll::roll:
———- Сообщение добавлено в 07:12 ———- Предыдущий пост был в 07:06 ———-
Пожалуйста l1 l2 сколько витков, кокер какой использовать?
- Статус
- Закрыто для дальнейших ответов.
Н
Сварщик, верхняя плата SUPER-200P – плата инвертора Field Tube, ремонт или замена?
- Автор neal.iweb
- Ответов: 1
Схемы хобби и проблемы с небольшими проектами
Н
Сварщик Mosfet
- Автор: neal.iweb
- Ответов: 4
Схемы хобби и проблемы с небольшими проектами
Н
K2837 Mosfet, замена для использования в многопроцессорном сварочном аппарате
- Автор: neal.iweb
- Ответов: 5
Схемы хобби и проблемы с небольшими проектами
М
Помогите пожалуйста с выключателем.
- Автор Марцинюк
- Ответов: 1
Схемы хобби и проблемы с небольшими проектами
В
Какой коэффициент усиления для схемы инвертора CMOS?
- Автор vshnkmr
- Ответов: 10
Схемы хобби и небольшие проекты Проблемы
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл.
 адрес Делиться Ссылка на сайт
адрес Делиться Ссылка на сайтВерх
ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРОЧНОЙ МАШИНЫ, СОДЕРЖАЩИЙ ИНВЕРТОР, УПРАВЛЯЕМЫЙ МОДИФИЦИРОВАННЫМ ПРИВОДОМ ВОРОТ С ФАЗОВЫМ СОЕДИНЕНИЕМ
ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРИЧЕСКОЙ СВАРОЧНОЙ МАШИНЫ, СОДЕРЖАЩИЙ ИНВЕРТОР, УПРАВЛЯЕМЫЙ С МОДИФИЦИРОВАННЫМ ПРИВОДОМ ЗАТВОРА С ФАЗОВОЙ СМЕЩЕНИЕМ , 2006 полностью включен в настоящий документ посредством ссылки как справочная информация, относящаяся к источникам питания для дуговой сварки. Патент США № 5 351 175 на имя Бланкеншипа, выданный 27 сентября 19 г.94 полностью включен сюда посредством ссылки в качестве справочной информации, относящейся к инверторным источникам питания для сварки. Патент США № 4897522, выданный Bilczo et al. выданный 30 января 1990 г., полностью включен в настоящий документ посредством ссылки в качестве справочной информации, относящейся к инверторным источникам питания для сварки.

ОБЛАСТЬ ТЕХНИКИ
[0002] Некоторые варианты осуществления относятся к электродуговой сварке. В частности, некоторые варианты осуществления относятся к системам и способам обеспечения модифицированного привода затвора со сдвигом по фазе в источнике питания для электродуговой сварки, имеющей инвертор.
Более конкретно, изобретение относится к источнику питания для электродуговой сварки, способу использования источника питания для электродуговой сварки и сварочному аппарату.
УРОВЕНЬ ТЕХНИКИ
[0003] Традиционные источники сварочного тока инверторного типа часто используют двойную двойную прямую, широтно-импульсную модуляцию (ШИМ), топологию жесткого переключения. Одной из проблем такого метода ШИМ является эффективное регулирование приложений с низкой выходной мощностью без работы переключающих устройств в линейном режиме. Для таких применений обычно требуется очень короткое время включения, которое находится в прямом противоречии с минимальным временем включения, необходимым для обеспечения работы переключающих устройств в режиме полной проводимости (полное насыщение), что имеет решающее значение для ограничения рассеиваемой мощности и максимального увеличения срока службы.
 устройств. Традиционно использовалось минимальное время включения, чтобы гарантировать, что переключающие устройства достигают полной проводимости в течение каждого цикла. Однако это может привести к «пропуску срабатывания» при низких уровнях выходной мощности, что трудно регулировать и может создавать нежелательные звуковые шумы. 000594
устройств. Традиционно использовалось минимальное время включения, чтобы гарантировать, что переключающие устройства достигают полной проводимости в течение каждого цикла. Однако это может привести к «пропуску срабатывания» при низких уровнях выходной мощности, что трудно регулировать и может создавать нежелательные звуковые шумы. 000594– 2 –
[0004] Дополнительные ограничения и недостатки общепринятых, традиционных и предлагаемых подходов станут очевидны специалисту в данной области техники при сравнении таких подходов с вариантами осуществления настоящего изобретения, изложенными в остальная часть настоящей заявки со ссылкой на чертежи.
РЕЗЮМЕ
[0005] Была разработана модифицированная схема фазового сдвига, которая обеспечивает минимальное время включения и преимущества регулирования традиционного метода фазового сдвига с преимуществами уменьшенного циркулирующего тока традиционного ШИМ-управления. Сварочный аппарат содержит инвертор, функционально соединенный с контроллером, при этом контроллер управляет процессом сварки сварочного аппарата с использованием модифицированного фазовращательного переключения инвертора.

[0006] Эти и другие признаки заявленного изобретения, а также детали иллюстрированных вариантов его осуществления станут более понятными из следующего описания и чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007] Фиг. 1 иллюстрирует пример осуществления источника питания для дуговой сварки, имеющего высокоскоростной инвертор-усилитель;
[0008] Фиг. 2 иллюстрирует примерный вариант осуществления инвертора высокоскоростного усилителя, показанного на Фиг. 1, и связанную с ним выходную секцию;
[0009] Фиг. 3 иллюстрирует функциональную блок-схему части коммутатора инвертора высокоскоростного усилителя, показанного на фиг. 2, в соответствии с вариантом осуществления настоящего изобретения;
[0010] Фиг. 4 иллюстрирует примерную временную диаграмму традиционной схемы переключения PWM;
[0011] Фиг. 5 иллюстрирует примерную временную диаграмму традиционной схемы переключения со сдвигом по фазе;
[0012] Фиг. 6 иллюстрирует примерную временную диаграмму модифицированной схемы переключения со сдвигом фаз в соответствии с первым вариантом осуществления настоящего изобретения, которая может быть приспособлена к источнику сварочного тока, показанному на фиг.
 1-3; [0013] Фиг. 7 иллюстрирует примерную временную диаграмму модифицированной схемы переключения со сдвигом фаз в соответствии со вторым вариантом осуществления настоящего изобретения, которая может быть приспособлена к источнику сварочного тока, показанному на фиг. 1-3;
1-3; [0013] Фиг. 7 иллюстрирует примерную временную диаграмму модифицированной схемы переключения со сдвигом фаз в соответствии со вторым вариантом осуществления настоящего изобретения, которая может быть приспособлена к источнику сварочного тока, показанному на фиг. 1-3;[0014] Фиг. 8 иллюстрирует примерный вариант осуществления процесса сварки с использованием формы волны сварки, которая может быть сформирована с использованием источника питания для дуговой сварки, показанного на фиг. 1, с высокоскоростным инвертором усилителя, показанным на фиг. 2, и с использованием модифицированного фазовращателя. схема коммутации фиг. 6 или фиг. 7; и
[0015] Фиг. 9 иллюстрирует часть альтернативного примерного варианта осуществления инвертора высокоскоростного усилителя по фиг. 1, имеющего единственную первичную цепь и соответствующую выходную секцию (аналогичную выходной секции на фиг. 2).
ПОДРОБНОЕ ОПИСАНИЕ
[0016] Фиг. 1 иллюстрирует примерный вариант осуществления источника 100 питания для дуговой сварки, имеющего высокоскоростной (например, 120 кГц) инвертор 110 усилителя.
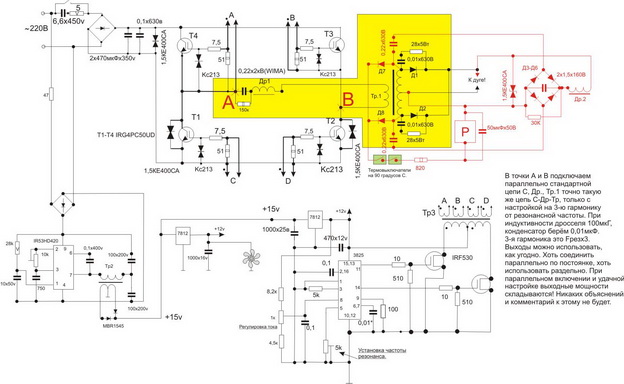 к сварочному электроду 150 и сварочной заготовке 170, которые не являются частью источника 100 питания для дуговой сварки). Источник 100 питания для дуговой сварки представляет собой систему типа конечного автомата, которая хорошо известна в данной области техники. Общее описание источника 100 питания для дуговой сварки представлено здесь, чтобы обеспечить надлежащий контекст для вариантов осуществления настоящего изобретения.
к сварочному электроду 150 и сварочной заготовке 170, которые не являются частью источника 100 питания для дуговой сварки). Источник 100 питания для дуговой сварки представляет собой систему типа конечного автомата, которая хорошо известна в данной области техники. Общее описание источника 100 питания для дуговой сварки представлено здесь, чтобы обеспечить надлежащий контекст для вариантов осуществления настоящего изобретения.[0017] Источник 100 питания для дуговой сварки включает в себя программу 120 дуговой сварки, загруженную в генератор 130 функций на основе состояний. В соответствии с вариантом осуществления настоящего изобретения генератор 130 функций на основе состояний включает в себя программируемое микропроцессорное устройство. Программа 120 дуговой сварки включает в себя программные инструкции для генерирования сигнала дуговой сварки. Система дополнительно включает в себя процессор цифровых сигналов (DSP) и/или полностью программируемую вентильную матрицу (FPGA) 140, оперативно взаимодействующую с генератором 130 функций на основе состояния.
 Система также включает в себя высокоскоростной инвертор усилителя 110, оперативно взаимодействующий с DSP/FPGA. 140, хотя варианты осуществления настоящего изобретения могут быть приспособлены к инверторам с более низкой скоростью. Программа 120 дуговой сварки, генератор 130 функций на основе состояний и DSP/FPGA 140 являются элементами контроллера 200 сварки.0137
Система также включает в себя высокоскоростной инвертор усилителя 110, оперативно взаимодействующий с DSP/FPGA. 140, хотя варианты осуществления настоящего изобретения могут быть приспособлены к инверторам с более низкой скоростью. Программа 120 дуговой сварки, генератор 130 функций на основе состояний и DSP/FPGA 140 являются элементами контроллера 200 сварки.0137[0018] DSP/FPGA 140 получает инструкции от функционального генератора 130 на основе состояний и управляет инвертором 110 высокоскоростного усилителя. мощность 111 в выходную мощность низковольтной сварки в соответствии с управляющими сигналами 145 от DSP/FPGA 140. Например, в соответствии с вариантом осуществления настоящего изобретения DSP/FPGA 140 выдает управляющие сигналы 145, которые определяют угол подачи ( время активации переключателя или вентиля) для высокоскоростного инвертора усилителя 110 для создания различных сегментов формы сигнала электросварки.
[0019] Выходы 112 и 113 высокоскоростного инвертора усилителя 110 могут быть функционально соединены со сварочным электродом 150 и заготовкой 170 соответственно через дроссель 195 для обеспечения сварочного тока, который формирует электрическую дугу между электродом 150 и
[0020] Источник 100 питания для дуговой сварки также включает в себя устройство 160 обратной связи по напряжению и току, которое определяет или измеряет напряжение между электродом 150 и изделием 170 и которое определяет ток, протекающий через сварочную цепь, образованную электродом.
 150, заготовку 170 и высокоскоростной инвертор усилителя 110. Определяемые ток и напряжение могут передаваться обратно по пути 165 обратной связи и использоваться генератором 130 функций на основе состояния, например, для обнаружения короткого замыкания электрода 150 на заготовку. 170 (т. е. состояние короткого замыкания) и для обнаружения момента, когда шарик расплавленного металла вот-вот оторвется от электрода 150 (т. е. состояние устранения короткого замыкания) во время сварки. процесс. Мгновенное выходное напряжение и ток могут непрерывно контролироваться и возвращаться обратно.
150, заготовку 170 и высокоскоростной инвертор усилителя 110. Определяемые ток и напряжение могут передаваться обратно по пути 165 обратной связи и использоваться генератором 130 функций на основе состояния, например, для обнаружения короткого замыкания электрода 150 на заготовку. 170 (т. е. состояние короткого замыкания) и для обнаружения момента, когда шарик расплавленного металла вот-вот оторвется от электрода 150 (т. е. состояние устранения короткого замыкания) во время сварки. процесс. Мгновенное выходное напряжение и ток могут непрерывно контролироваться и возвращаться обратно.[0021] Источник 100 питания для дуговой сварки может дополнительно включать в себя ограничитель 180 тока и диод 190. Ограничитель 180 тока и диод 190 функционально подключены между выходами 112 и 113 высокоскоростного инвертора 110 усилителя. редуктор 180 также функционально взаимодействует с DSP/FPGA 140. Когда между электродом 150 и заготовкой 170 возникает короткое замыкание, DSP/FPGA 140 может дать команду на редуктор 180 тока через управляющий сигнал 146 поднять уровень тока через сварочный контур ниже заданного уровня фонового тока.
 Аналогичным образом, когда возникает состояние устранения короткого замыкания (т. е. шарик расплавленного металла отрывается от дистального конца электрода 150), DSP/FPGA 140 может подать команду на токоограничитель 180 снова снизить уровень тока через сварочную цепь ниже предопределенный фоновый текущий уровень. В соответствии с вариантом осуществления настоящего изобретения понизитель 180 тока включает в себя переключатель Дарлингтона, резистор и демпфер и хорошо известен в данной области техники.
Аналогичным образом, когда возникает состояние устранения короткого замыкания (т. е. шарик расплавленного металла отрывается от дистального конца электрода 150), DSP/FPGA 140 может подать команду на токоограничитель 180 снова снизить уровень тока через сварочную цепь ниже предопределенный фоновый текущий уровень. В соответствии с вариантом осуществления настоящего изобретения понизитель 180 тока включает в себя переключатель Дарлингтона, резистор и демпфер и хорошо известен в данной области техники.[0022] Фиг. 2 иллюстрирует примерный вариант осуществления высокоскоростного инвертора усилителя 110, показанного на фиг. 1, и связанную с ним выходную секцию. Однако на фиг.2 необязательный редуктор 180 тока и диод 190 не показаны. Инвертор 110 включает в себя входной выпрямитель 210, имеющий трехфазный вход 111 и образующий шину постоянного тока на выводах 212 и 213. Входной выпрямитель преобразует трехфазную мощность переменного тока на входе 111 в выпрямленный постоянный ток. выходной мощности 211.
 Между выводами шины постоянного тока предусмотрены две первичные цепи 220 и 230, соединенные последовательно и работающие попеременно для создания выходных импульсов для первичной обмотки выходного трансформатора 240. Последовательно соединенные конденсаторы 221 и 231 находятся на входная сторона первичных цепей 220 и 230.
Между выводами шины постоянного тока предусмотрены две первичные цепи 220 и 230, соединенные последовательно и работающие попеременно для создания выходных импульсов для первичной обмотки выходного трансформатора 240. Последовательно соединенные конденсаторы 221 и 231 находятся на входная сторона первичных цепей 220 и 230.[0023] Используемые здесь термины «переключатель» и «затвор» используются взаимозаменяемо. Первая схема 220 содержит согласованные переключатели или вентили 222 (первый переключатель 1) и 223 (второй переключатель 2) для создания импульсов путем подачи напряжения конденсатора 221 на первичную обмотку 241 выходного трансформатора 240. Вторая схема 230 включает согласованные переключатели. 232 (третий переключатель 3) и 233 (четвертый переключатель 4) для создания импульсов путем подачи напряжения конденсатора 231 на первичную обмотку 242 выходного трансформатора 240. В соответствии с некоторыми вариантами осуществления настоящего изобретения переключатели 222, 223, 232 и 233, каждый может быть биполярным транзистором с изолированным затвором (IGBT) или полевым транзистором (FET), которые хорошо известны в данной области техники.

[0024] Первичные обмотки 241 и 242 передают импульсы энергии через сердечник 245 выходного трансформатора 240 на вторичные обмотки 246 и 247 соответственно выходного трансформатора 240, имеющие выходные выводы, направленные к выходному выпрямителю, образованному диодами. 251 и 252. Центральный отвод 260 вместе с диодами 251 и 252 обеспечивает сварочный ток через электрод 150 и заготовку 170 через выходы 112 и 113 через дроссель 195. Обратите внимание, что на фиг. 2 дроссель 195 показан последовательно соединенный с выходом 113, а на фиг. 1 показан дроссель 195, соединенный последовательно с выходом 112. Приемлема любая конфигурация дросселя.
[0025] В качестве альтернативы две первичные цепи 220 и 230 могут быть соединены таким образом, что конденсаторы 221 и 231 и связанные с ними группы переключателей соединены параллельно, а не последовательно. Параллельная конфигурация может быть более эффективной при работе с более низкими входными напряжениями, тогда как последовательная конфигурация может быть более эффективной при работе с более высокими входными напряжениями.
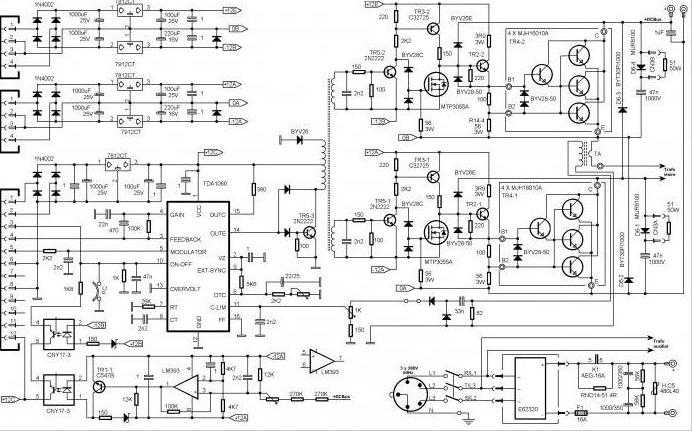
[0026] Как правило, переключатели 222 и 223 включаются вместе, чтобы запитать первичную обмотку 241 напряжением на конденсаторе 221, чтобы создать первичный выходной импульс. Переключатели 232 и 233 выключены, когда переключатели 222 и 223 включены. Аналогичным образом, во время последующего цикла переключения переключатели 232 и 233 включаются, а переключатели 222 и 223 выключаются, запитывая первичную обмотку 242 напряжением на конденсаторе 231, чтобы создать следующий первичный выходной импульс. Этот процесс чередуется для создания первичных выходных импульсов цепями 220 и 230, образующими первичную часть выходного трансформатора 240 для инвертора 110 источника 100 питания. Схемы 220 и 230 работают попеременно вперед и назад, так что поток в сердечнике 245 идет в одну сторону, а затем в другую, чтобы поддерживать баланс выходного трансформатора 240. Если, например, цепь 220 срабатывает два раза подряд, сердечник 225 насыщается, и выходной сигнал вторичной обмотки трансформатора 240 теряется.

[0027] В соответствии с вариантом осуществления настоящего изобретения переключатели 222 и 223 приводятся в действие задающим элементом 261, а переключатели 232 и 233 приводятся в действие задающим элементом 262. Входы в задающие элементы 261 и 262 являются управляющими сигналами 145 от контроллера 200.
[0028] Фиг. 3 иллюстрирует функциональную блок-схему части коммутационной панели 270 инвертора высокоскоростного усилителя 110, показанного на фиг. 2, в соответствии с вариантом осуществления настоящее изобретение. Привод 261 включает в себя пару оптронов 301 и 302 и пару приводов затворов 303 и 304. Привод 262 включает пару оптронов 305 и 306 и пару приводов затворов 307 и 308. 301 управляется управляющими сигналами 145 от платы управления 200. Затвор 303 управляется выходом оптопары 301. IGBT 222 (переключатель 1) управляется выходом затвора 303. Аналогично, оптрон 302 управляется управляющими сигналами 145 с платы управления 200, привод 304 затвора управляется выходом оптрона 302, а IGBT 223 (переключатель 2) управляется выходом затвора.
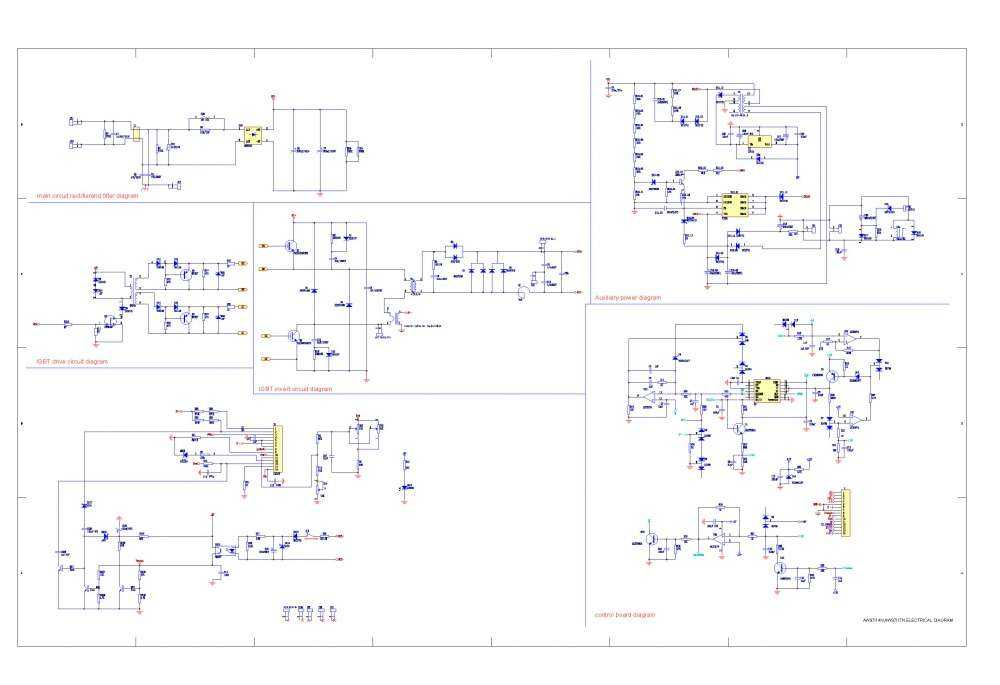 привод 304. Оптопара 305 управляется управляющими сигналами 145 от платы управления 200, привод затвора 307 управляется выходом оптопары 305, а IGBT 232 (переключатель 3) управляется выходом привода затвора 307. Оптопара 306 управляется управляющими сигналами 145 с платы управления 200, привод затвора 308 управляется выходом оптопары 306, а БТИЗ 233 (переключатель 3) управляется выходом привода затвора 308. В соответствии с вариантом осуществления настоящего изобретения каждая комбинация оптрона/привода затвора/БТИЗ может независимо управляться управляющими сигналами, обеспечивая максимальную гибкость вождения.
привод 304. Оптопара 305 управляется управляющими сигналами 145 от платы управления 200, привод затвора 307 управляется выходом оптопары 305, а IGBT 232 (переключатель 3) управляется выходом привода затвора 307. Оптопара 306 управляется управляющими сигналами 145 с платы управления 200, привод затвора 308 управляется выходом оптопары 306, а БТИЗ 233 (переключатель 3) управляется выходом привода затвора 308. В соответствии с вариантом осуществления настоящего изобретения каждая комбинация оптрона/привода затвора/БТИЗ может независимо управляться управляющими сигналами, обеспечивая максимальную гибкость вождения.[0029] Оптроны 301, 302, 305 и 306 служат для электрической изоляции управляющих сигналов 145 относительно низкого уровня от приводов затворов 303, 304, 307 и 308 соответственно. Такие оптопары хорошо известны в технике. Приводы затворов 303, 304, 307 и 308 служат для подачи сильноточного сигнала «включения» на каждый из переключателей 222, 223, 232 и 233 соответственно.
 Каждый из приводов затворов 303, 304, 307 и 308 может включать микросхему драйвера тотемного столба, который питается от источников питания 15 В постоянного тока в соответствии с em-T/IB2010/00059.4
Каждый из приводов затворов 303, 304, 307 и 308 может включать микросхему драйвера тотемного столба, который питается от источников питания 15 В постоянного тока в соответствии с em-T/IB2010/00059.4– 7 –
Корпус настоящего изобретения. Время включения и время выключения переключателей 222, 223, 232 и 233 определяется управляющими сигналами 145 от контроллера 200. Контроллер 200 служит в качестве широтно-импульсного модулятора, который генерирует управляющие сигналы возбуждения. 145 на основе, по меньшей мере частично, сигналов обратной связи 165 по напряжению и току от выходного сигнала сварочного аппарата для данной рабочей уставки. В соответствии с другими вариантами осуществления настоящего изобретения сигналы 145 управления возбуждением могут генерироваться в ответ, по меньшей мере частично, на сигналы 275 обратной связи по току с первичной стороны выходного трансформатора 240 (см. фиг. 2).
[0030] Управляющие сигналы 145 от контроллера 200 способны независимо управлять каждой из четырех оптронов 301, 302, 305 и 306 и, в результате, каждым из четырех переключателей 222, 223, 232, и 233 через приводы затворов 303, 304, 307 и 308.
 Следовательно, четыре переключателя 222, 223, 232 и 233 могут включаться и выключаться различными скоординированными способами для создания выходных импульсов через выходной трансформатор 240. Выходной трансформатор 240 позволяет генерировать импульсы в первичных обмотках 241 и 242 для создания импульсов тока во вторичных обмотках 246 и 247 соответственно. В соответствии с альтернативным вариантом осуществления настоящего изобретения оптопары могут находиться в контроллере 200. В соответствии с еще одним альтернативным вариантом осуществления настоящего изобретения оптопары могут отсутствовать.
Следовательно, четыре переключателя 222, 223, 232 и 233 могут включаться и выключаться различными скоординированными способами для создания выходных импульсов через выходной трансформатор 240. Выходной трансформатор 240 позволяет генерировать импульсы в первичных обмотках 241 и 242 для создания импульсов тока во вторичных обмотках 246 и 247 соответственно. В соответствии с альтернативным вариантом осуществления настоящего изобретения оптопары могут находиться в контроллере 200. В соответствии с еще одним альтернативным вариантом осуществления настоящего изобретения оптопары могут отсутствовать.[0031] Фиг. 4 иллюстрирует примерную временную диаграмму традиционной схемы переключения PWM. Такая традиционная схема переключения ШИМ может быть использована в источнике 100 сварочного тока, показанном на фиг. 1-3. Верхняя часть рис. 4 показывает сценарий с минимальным выходом, а нижняя часть рис. 4 показывает сценарий с максимальным выходом. Переключатель 1 и переключатель 2 активируются вместе, а затем переключатель 3 и переключатель 4 активируются вместе попеременно.
 Выходной импульс возникает только в течение времени перекрытия переключателя 1 и переключателя 2 или переключателя 3 и переключателя 4. На рис. 4, поскольку импульсы, генерируемые переключателем 1 и переключателем 2 (и переключателем 3 и переключателем 4), полностью синхронны, импульсы всегда перекрываются, и для каждого цикла всегда создается выходной сигнал.
Выходной импульс возникает только в течение времени перекрытия переключателя 1 и переключателя 2 или переключателя 3 и переключателя 4. На рис. 4, поскольку импульсы, генерируемые переключателем 1 и переключателем 2 (и переключателем 3 и переключателем 4), полностью синхронны, импульсы всегда перекрываются, и для каждого цикла всегда создается выходной сигнал.[0032] В идеальном случае бывают случаи, когда желательно отрегулировать выходную мощность до низкой или без выходной мощности. Теоретически это может быть достигнуто путем включения переключателей на очень короткий период времени. Однако каждый из переключателей имеет минимальное рекомендованное время включения, как показано в верхней части рис. 4. Это минимальное время включения дает достаточно времени для полного включения переключателя, прежде чем он снова выключится. Кроме того, это минимальное время включения отражается в результирующем выходе, как показано на фиг. 4. [0033] Рекомендуется, чтобы переключатель был полностью включен (т.
 е. полностью насыщен в режиме полной проводимости) в течение любого заданного цикла, чтобы предотвратить переключатель от повреждений. Также трудно регулировать низкую выходную мощность, если переключатели не полностью включены (например, пытаясь управлять переключателями в линейной области). Кроме того, если переключатели не полностью включены во время работы, конденсаторы 221 и 231 могут выйти из баланса, и переключатели могут начать рассеивать большую мощность, что нежелательно. Поэтому в традиционной ШИМ используется метод, использующий минимальное время включения, чтобы гарантировать, что переключатели достигают полной проводимости в течение каждого цикла. Однако такой метод может привести к «пропуску срабатывания» при низких уровнях выходной мощности, что трудно регулировать и может создавать нежелательный звуковой шум.
е. полностью насыщен в режиме полной проводимости) в течение любого заданного цикла, чтобы предотвратить переключатель от повреждений. Также трудно регулировать низкую выходную мощность, если переключатели не полностью включены (например, пытаясь управлять переключателями в линейной области). Кроме того, если переключатели не полностью включены во время работы, конденсаторы 221 и 231 могут выйти из баланса, и переключатели могут начать рассеивать большую мощность, что нежелательно. Поэтому в традиционной ШИМ используется метод, использующий минимальное время включения, чтобы гарантировать, что переключатели достигают полной проводимости в течение каждого цикла. Однако такой метод может привести к «пропуску срабатывания» при низких уровнях выходной мощности, что трудно регулировать и может создавать нежелательный звуковой шум.[0034] Фиг. 5 иллюстрирует примерную временную диаграмму традиционной схемы переключения со сдвигом по фазе. Верхняя часть рис. 5 показывает сценарий с минимальным выходом, а нижняя часть рис.
 5 показывает сценарий с максимальным выходом. Традиционная схема переключения со сдвигом по фазе обычно связана с топологией полного моста (не с топологией на рис. 2) для обеспечения переключения при нулевом напряжении (ZVS). Вместо широтно-импульсной модуляции стробирующих сигналов эта схема переключения использует фазовый сдвиг между стробирующими импульсами фиксированной ширины для управления выходным сигналом. Величина перекрытия между стробирующими импульсами определяет фактический уровень выходного сигнала. В дополнение к использованию ZVS в топологии полного моста, дополнительным преимуществом является то, что переключатели (затворы) всегда находятся в состоянии насыщения (полностью включены), даже если они не дают выходного сигнала (нулевой выходной сигнал). Опять же, топология на рис. 2 не подходит для такой традиционной схемы переключения со сдвигом по фазе.
5 показывает сценарий с максимальным выходом. Традиционная схема переключения со сдвигом по фазе обычно связана с топологией полного моста (не с топологией на рис. 2) для обеспечения переключения при нулевом напряжении (ZVS). Вместо широтно-импульсной модуляции стробирующих сигналов эта схема переключения использует фазовый сдвиг между стробирующими импульсами фиксированной ширины для управления выходным сигналом. Величина перекрытия между стробирующими импульсами определяет фактический уровень выходного сигнала. В дополнение к использованию ZVS в топологии полного моста, дополнительным преимуществом является то, что переключатели (затворы) всегда находятся в состоянии насыщения (полностью включены), даже если они не дают выходного сигнала (нулевой выходной сигнал). Опять же, топология на рис. 2 не подходит для такой традиционной схемы переключения со сдвигом по фазе.[0035] Фиг. 6 иллюстрирует примерную временную диаграмму модифицированной схемы 600 переключения со сдвигом фаз в соответствии с первым вариантом осуществления настоящего изобретения, которая может быть размещена в источнике 100 сварочного тока, показанном на фиг.
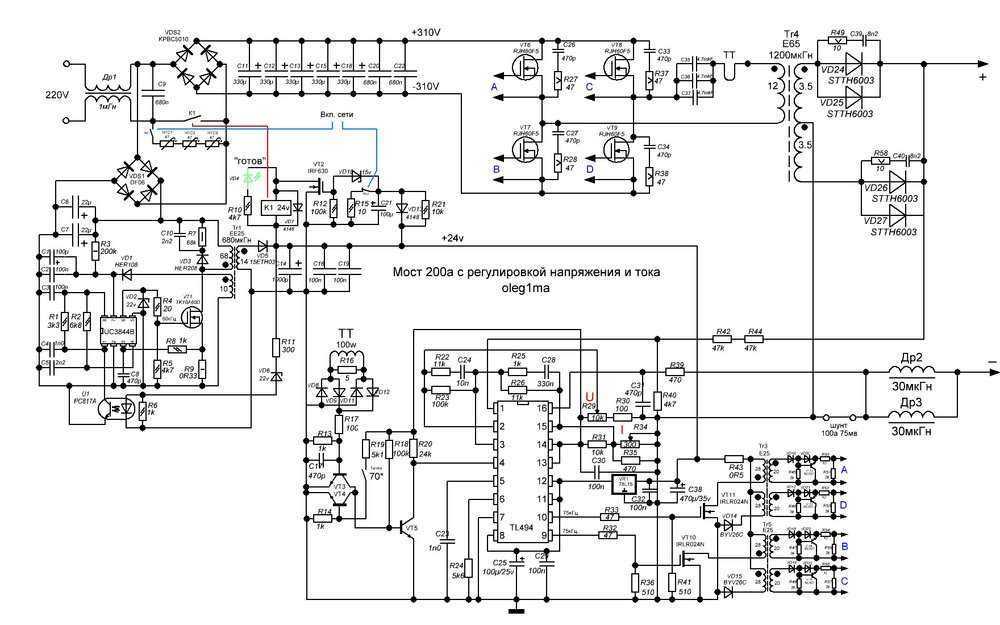 1-3. Верхняя часть рис. 6 показывает сценарий с минимальным выходом, а нижняя часть рис. 6 показывает сценарий с максимальным выходом. Переключатель 1 и переключатель 2 активируются первыми с установленным фиксированным фазовым сдвигом 601 между переключателем 1 и переключателем 2. Точно так же, после максимального времени простоя, переключатели 3 и переключатель 4 активируются следующими, с таким же фиксированным фазовым сдвигом 601, установленным между переключателем 3. и переключатель 4. Этот процесс повторяется попеременно. В соответствии с вариантом осуществления настоящего изобретения фиксированный фазовый сдвиг может составлять от 500 до 1000 микросекунд.
1-3. Верхняя часть рис. 6 показывает сценарий с минимальным выходом, а нижняя часть рис. 6 показывает сценарий с максимальным выходом. Переключатель 1 и переключатель 2 активируются первыми с установленным фиксированным фазовым сдвигом 601 между переключателем 1 и переключателем 2. Точно так же, после максимального времени простоя, переключатели 3 и переключатель 4 активируются следующими, с таким же фиксированным фазовым сдвигом 601, установленным между переключателем 3. и переключатель 4. Этот процесс повторяется попеременно. В соответствии с вариантом осуществления настоящего изобретения фиксированный фазовый сдвиг может составлять от 500 до 1000 микросекунд.[0036] Время простоя гарантирует, что ток перестанет течь на одной первичной стороне до того, как переключатели другой первичной стороны будут включены, чтобы предотвратить нежелательные эффекты. В соответствии с вариантом осуществления настоящего изобретения, во время мертвых пауз через обе вторичные обмотки протекает одинаковая величина свободного тока, который удерживает сердечник 245 выходного трансформатора 240.
 сбалансированный. В соответствии с вариантом осуществления настоящего изобретения в течение мертвого времени, например, может выполняться обработка в отношении измеренных измерений тока/напряжения обратной связи.
сбалансированный. В соответствии с вариантом осуществления настоящего изобретения в течение мертвого времени, например, может выполняться обработка в отношении измеренных измерений тока/напряжения обратной связи.[0037] Выходной сигнал создается только в то время, когда положительные импульсы, создаваемые переключателем 1 и переключателем 2 (и отрицательные импульсы, создаваемые переключателем 3 и переключателем 4), перекрываются (например, минимальное перекрытие, промежуточное перекрытие или максимальное перекрытие). Фиксированный фазовый сдвиг соответствует минимальному рекомендуемому времени включения переключателей. Ссылаясь на верхнюю часть фиг. 6, переключатель 1 включается на минимальное рекомендованное время 610 включения, а затем выключается. Затем переключатель 2 включается на минимальное рекомендуемое время включения 610, а затем выключается. Поскольку импульсы, создаваемые переключателем 1 и переключателем 2, не перекрываются, достигается нулевой выходной сигнал, а также выполняется минимальное рекомендуемое время включения для каждого переключателя.
 Переключатель 3 и переключатель 4 следуют аналогичным образом после максимального времени простоя 602 и 603.
Переключатель 3 и переключатель 4 следуют аналогичным образом после максимального времени простоя 602 и 603.[0038] Чтобы начать создавать небольшой ненулевой выходной уровень, импульсы, создаваемые переключателем 1 и переключателем 2 (а также переключателем 3 и переключателем 4), могут быть увеличены за пределы минимального рекомендуемого времени включения 610 (таким образом уменьшая время простоя) таким образом, что импульс, создаваемый переключателем 1, начинает перекрывать импульс, создаваемый переключателем 2 (а импульс, создаваемый переключателем 3, начинает перекрывать импульс, создаваемый переключателем 4). Таким образом, может быть достигнуто очень малое время включения, что устраняет необходимость «пропускать срабатывание» при низких уровнях выходного сигнала, но при этом достигается полная проводимость переключателей. Чтобы получить более высокие уровни выходного сигнала, импульсы, создаваемые переключателем 1 и переключателем 2 (и переключателем 3 и переключателем 4), могут быть дополнительно расширены до тех пор, пока не будет достигнут сценарий максимального выходного сигнала, как показано в нижней части рис.
 6, с минимальным мертвым временем. 604 и 605.
6, с минимальным мертвым временем. 604 и 605.[0039] Однако при смещении импульсов на фиксированную величину задержка 601, полученная в начале (передний фронт) цикла, теряется в конце (задний фронт) цикла (см. 6), тем самым сокращая общее полезное время цикла. Эта потеря общего полезного времени цикла из-за фиксированного фазового сдвига 601 ограничивает максимальную выходную мощность 606 источника 100 сварочного питания. Вариант осуществления, показанный на фиг.7, решает эту проблему, позволяя работать с большим динамическим диапазоном выходных напряжений и токов.
[0040] Фиг. 7 иллюстрирует примерную временную диаграмму модифицированной схемы 700 переключения со сдвигом фаз в соответствии со вторым вариантом осуществления настоящего изобретения, которая может быть размещена в источнике 100 сварочного тока, показанном на фиг. 1-3. В верхней части рис. B2010/000594
– 10-
7 снова показан сценарий минимального выпуска, а в нижней части рис. 7 снова показан сценарий максимального выпуска.
 Переключатель 1 и переключатель 2 активируются первыми с фиксированным фазовым сдвигом 701, установленным между передними фронтами импульсов, создаваемых переключателем 1 и переключателем 2. Точно так же переключатели 3 и переключатель 4 активируются следующими, после максимального мертвого времени, с тем же фиксированный фазовый сдвиг 701 переднего фронта, установленный между импульсами, создаваемыми переключателем 3 и переключателем 4. Этот процесс повторяется попеременно.
Переключатель 1 и переключатель 2 активируются первыми с фиксированным фазовым сдвигом 701, установленным между передними фронтами импульсов, создаваемых переключателем 1 и переключателем 2. Точно так же переключатели 3 и переключатель 4 активируются следующими, после максимального мертвого времени, с тем же фиксированный фазовый сдвиг 701 переднего фронта, установленный между импульсами, создаваемыми переключателем 3 и переключателем 4. Этот процесс повторяется попеременно.[0041] Выходной сигнал создается только в течение времени, когда импульсы, создаваемые переключателем 1 и переключателем 2 (и переключателем 3 и переключателем 4), перекрываются (например, минимальное перекрытие, промежуточное перекрытие или максимальное перекрытие). Фиксированный фазовый сдвиг 701 соответствует минимальному рекомендуемому времени включения переключателей. Ссылаясь на верхнюю часть фиг. 7, переключатель 1 включается на минимальное рекомендованное время 710 включения, а затем выключается. Затем переключатель 2 включается на минимальное рекомендуемое время включения 710, а затем выключается.
 Поскольку импульсы, создаваемые переключателем 1 и переключателем 2, не перекрываются, достигается нулевой выходной сигнал, а также выполняется минимальное рекомендуемое время включения для каждого переключателя. Переключатель 3 и переключатель 4 следуют аналогичным образом после максимального времени простоя 702 и 703.
Поскольку импульсы, создаваемые переключателем 1 и переключателем 2, не перекрываются, достигается нулевой выходной сигнал, а также выполняется минимальное рекомендуемое время включения для каждого переключателя. Переключатель 3 и переключатель 4 следуют аналогичным образом после максимального времени простоя 702 и 703.[0042] Чтобы начать создавать небольшой ненулевой выходной уровень, импульсы, генерируемые переключателем 1 и переключателем 2 (и переключателем 3 и переключателем 4), могут быть увеличены за пределы минимального рекомендуемого времени включения 710 (таким образом уменьшая время простоя) таким образом, что импульс, создаваемый переключателем 1, начинает перекрывать импульс, создаваемый переключателем 2 (а импульс, создаваемый переключателем 3, начинает перекрывать импульс, создаваемый переключателем 4). Таким образом, может быть достигнуто очень малое время включения, что устраняет необходимость «пропускать срабатывание» при низких уровнях выходного сигнала, но при этом достигается полная проводимость переключателей.
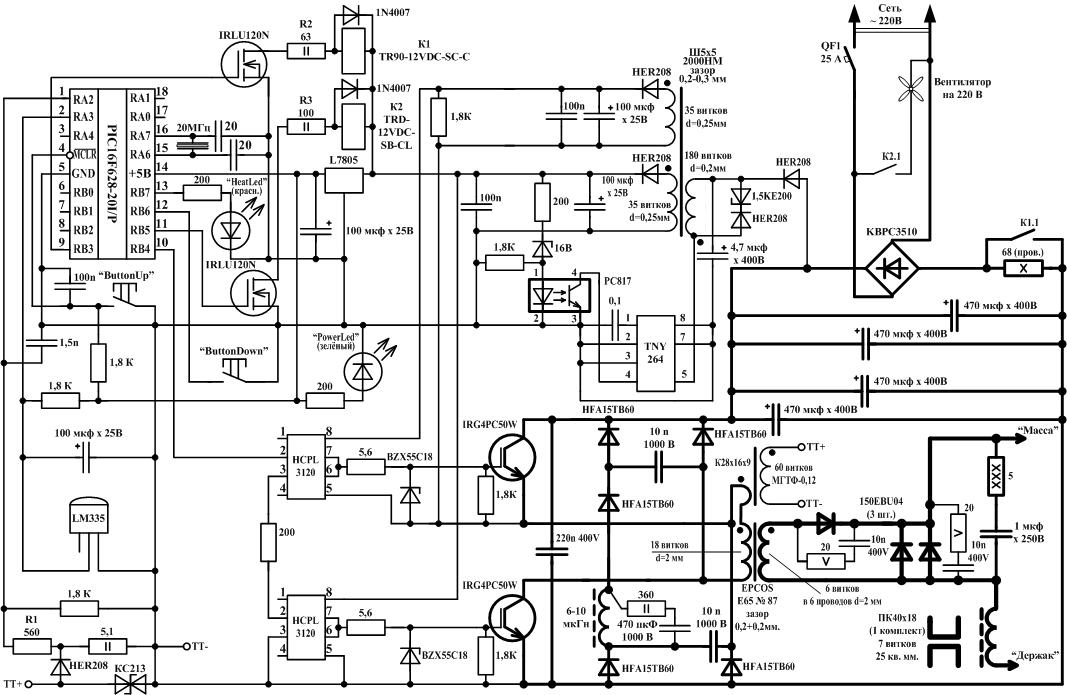 Чтобы получить более высокие уровни выходного сигнала, импульсы, создаваемые переключателем 1 и переключателем 2 (и переключателем 3 и переключателем 4), могут быть дополнительно расширены до тех пор, пока не будет достигнут сценарий максимального выходного сигнала, как показано в нижней части рис. 7, с минимальным мертвым временем. 704 и 705.
Чтобы получить более высокие уровни выходного сигнала, импульсы, создаваемые переключателем 1 и переключателем 2 (и переключателем 3 и переключателем 4), могут быть дополнительно расширены до тех пор, пока не будет достигнут сценарий максимального выходного сигнала, как показано в нижней части рис. 7, с минимальным мертвым временем. 704 и 705.[0043] В отличие от временной диаграммы на фиг. 6, временная диаграмма на фиг. 7 показывает задние фронты импульсов, создаваемых переключателем 1 и переключателем 2 (и переключателем 3 и переключателем 4), возникающими в одно и то же время (т.е. выключатели одновременно выключаются). На фиг.7 фиксированный фазовый сдвиг 701 происходит в начале цикла, как и на фиг.6. Однако, как только предписанное минимальное время 710 включения каждого переключателя превышено, переключатели (переключатели 1 и 2 или переключатели 3 и 4) могут выключиться одновременно. В результате максимально возможное время цикла 706 не уменьшается, как показано на рис.
 6. Кроме того, опережающий переключатель активируется во время мертвого времени предыдущего цикла, таким образом максимизируя общее время включения и доступное время IB2010/000594
6. Кроме того, опережающий переключатель активируется во время мертвого времени предыдущего цикла, таким образом максимизируя общее время включения и доступное время IB2010/000594■ 11 –
выходная мощность. Синхронизация, достигнутая на временной диаграмме фиг. 7, может выполняться инвертором 110, показанным на фиг. 1-3 под управлением контроллера 200 по фиг. 1 и фиг. 2, как описано здесь.
[0044] Фиг. 8 иллюстрирует примерный вариант осуществления процесса 803 сварки с использованием формы волны 802 сварки, которая может быть сформирована с использованием источника 100 питания для дуговой сварки по фиг. 1, имеющего высокоскоростной инвертор усилителя 110 по фиг. 2 и с использованием модифицированная схема переключения со сдвигом по фазе 600 на фиг. 6 или 700 на фиг. 7. Различные этапы (А-Е) процесса 803 сварки в цикле 801 используют форму волны дуговой сварки 802 и показывают отношения между сварочным электродом 89.1 и металлической заготовки 899.
 В процессе сварки 803 серия импульсов электрической дуги генерируется между продвигающим электродом 891 и металлической заготовкой 899 с использованием источника питания 100 для дуговой сварки по фиг. 1, который способен генерировать дуговую сварку. форму сигнала 802 с использованием инвертора 110 для создания импульсов электрической дуги. Контроллер 200 генерирует управляющие сигналы 145 для управления переключателями 222, 223, 232 и 233 через формирователи 261 и 262, как описано в данном документе, для создания различных сегментов формы выходного тока 802, показанной на фиг.8.9.0137
В процессе сварки 803 серия импульсов электрической дуги генерируется между продвигающим электродом 891 и металлической заготовкой 899 с использованием источника питания 100 для дуговой сварки по фиг. 1, который способен генерировать дуговую сварку. форму сигнала 802 с использованием инвертора 110 для создания импульсов электрической дуги. Контроллер 200 генерирует управляющие сигналы 145 для управления переключателями 222, 223, 232 и 233 через формирователи 261 и 262, как описано в данном документе, для создания различных сегментов формы выходного тока 802, показанной на фиг.8.9.0137[0045] В соответствии с альтернативным вариантом осуществления настоящего изобретения одиночный первичный контур может быть сконфигурирован для обеспечения возможностей, аналогичных показанным на фиг. 2, вместо использования двух первичных контуров. На фиг.9 показана часть 900 альтернативного примерного варианта осуществления инвертора высокоскоростного усилителя по фиг.1, имеющего одну первичную цепь и связанную с ней выходную секцию 910 (аналогичную выходной секции на фиг.
 2). Вместо двух первичных цепей, соединенных последовательно между выводами шины постоянного тока, как на рис. 2, одна первичная цепь с одной первичной обмоткой сконфигурирована, как на рис. 9.и подключается между выводами шины постоянного тока.
2). Вместо двух первичных цепей, соединенных последовательно между выводами шины постоянного тока, как на рис. 2, одна первичная цепь с одной первичной обмоткой сконфигурирована, как на рис. 9.и подключается между выводами шины постоянного тока.[0046] Конденсатор 920, первый переключатель S1 930, второй переключатель S2 940, третий переключатель S3 950, четвертый переключатель S4 960 и одна первичная обмотка 970 сконфигурированы, как показано на фиг. 9, для формирования один первичный контур. Переключатели S1-S4 связаны с драйверами (не показаны на фиг. 9, но показаны на фиг. 2) для поочередного управления парами переключателей (S1 и S2) и (S3 и S4) под управлением платы управления 200 (показана на рис. 2). Переключатели S1 и
52 регулируют напряжение на единственной первичной обмотке 970 в первом направлении, а переключатели S3 и S4 регулируют напряжение на единственной первичной обмотке 970 в другом направлении. Когда переключатели S1 и S2 включены, переключатели S3 и S4 выключены, и ток протекает через единственную первичную обмотку 970 в направлении 971.
 Аналогичным образом, когда переключатели
Аналогичным образом, когда переключатели53 и S4 включены, переключатели S1 и S2 выключены и протекает через одинарную 000594
– 12 –
первичная обмотка 970 в противоположном направлении 972. Единственная первичная обмотка 970 передает импульсы напряжения на две вторичные обмотки 246 и 247 за счет действия трансформатора.
[0047] Таким образом, раскрыт источник питания для электродуговой сварки, включающий инвертор, имеющий первичную цепь и вторичную цепь, где первичная цепь имеет четыре переключателя и способна попеременно создавать импульсы первичного напряжения для индуцирования вторичного напряжения. импульсы во вторичной цепи, и когда вторичная цепь включает в себя выходную цепь, которую можно подключить к выходной сварочной цепи. В источнике питания предусмотрена схема фазового сдвига, которая обеспечивает минимальные преимущества времени включения и регулирования по сравнению с обычным методом фазового сдвига с преимуществами уменьшенного циркулирующего тока традиционного управления PWM.
[0048] Хотя изобретение было описано со ссылкой на некоторые варианты осуществления, специалистам в данной области техники будет понятно, что могут быть сделаны различные изменения и эквиваленты могут быть заменены без отклонения от объема изобретения. Кроме того, можно сделать множество модификаций, чтобы адаптировать конкретную ситуацию или материал к идеям изобретения, не выходя за рамки его объема. Следовательно, предполагается, что изобретение не ограничивается конкретным раскрытым вариантом осуществления, а включает все варианты осуществления, подпадающие под объем прилагаемой формулы изобретения.
IB2010/000594
– 13 –
Справочные номера:
100 СВАРЖДЕНИЯ СВЕДЕНИЯ.
113 выход 230 первичная цепь
120 программа дуговой сварки 231 конденсатор
130 генератор функций на основе состояний 232 переключатель
140 полностью программируемая вентильная матрица 233 переключатель
145 Управляющий сигнал 240 Выходной трансформатор
146 Контрольный сигнал 241 Первичная обмотка
150 Сварка Электрода 242 Первичная обмотка
160 СВЯЗАЯ СВЯЗАЯ СВЕДЕНИЯ.

180 редуктор тока 251 диод
190 диод 252 диод
195 дроссель 260 центральный отвод
200 сварочный контроллер 261 элемент привода
210 Входной выпрямитель 261 Элемент драйвера
212 ВЫСОВАНИЕ 270 Плата переключения
213 ВЫДЕЛА 275 Сигнал обратной связи тока
220 Первичная цепь 301 WELCO-COUPLER
302 PRIVE-COUPLER 891 ELECTRDER
302 PREAVE-COUPLER 891 ELECTRDENTER
302 PREAVE-COUPLER 891 ELECTRDENTER
302 PREAVE-COUPLER 891 ELECTRDER
302. привод затвора 900 часть
305 оптопара 910 выходная секция
306 оптопара 920 конденсатор
307 привод затвора 930 первый переключатель
308 привод затвора 940 второй переключатель
600 схема коммутации 950 третий переключатель
601 фиксированный фазовый сдвиг 960 четвертый переключатель
602 максимальное мертвое время 970 первичная обмотка
603 максимальное мертвое время 971 направление
604 минимальное мертвое время
9037 противоположное направление 9013606 максимальная мощность 610 время включения
700 схема переключения
701 фиксированный фазовый сдвиг
704 минимальное время простоя
705 минимальное время простоя
706 время цикла 710 время включения
801 цикл
802 форма волны сварки
803 процесс сварки
Инверторный сварочный аппарат на 80 А при 240 В
- Форум
- Форумы производителей продукции
- Портовые грузовые перевозки
- Инверторный сварочный аппарат, 80 А, 240 В
30.
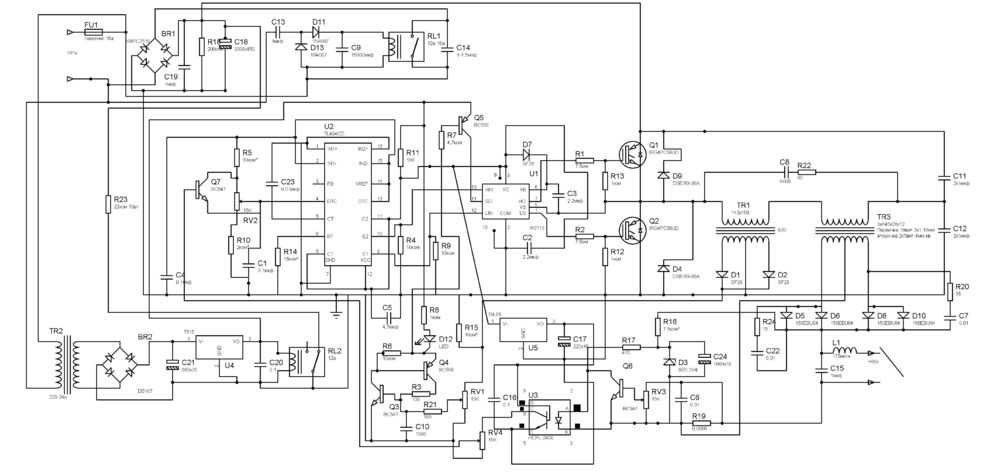 07.2010
#1
07.2010
#1Инверторный сварочный аппарат 80 ампер на 240В
Может ли 80-амперный инверторный сварочный аппарат для дуговой сварки (#
) работать от розетки 240 В?
Мне интересно, потому что на странице перечислены вводы следующим образом:
20 ампер при 120 В, 21 ампер при 240 ВОднако в руководстве ничего не говорится о 240 В.
Я хотел бы знать, потому что в моем гараже у меня есть розетка на 240 В, 30 ампер (осушитель), тогда как моя 110-вольтовая цепь в гараже имеет только 15 ампер и, вероятно, сработает, лучше поставить новый выключатель, но лучше нет.
Спасибо.
Ответить с цитатой
30.07.2010 #2
Re: Инверторный сварочный аппарат 80 ампер на 240В
Да, я вижу вашу проблему – лучше подождать, пока кто-то, кто владеет/пользователь, заговорит… но
20 ампер при 120 В, 21 ампер при 240 В не имеет смысла. Я ожидаю, что это будет что-то вроде
. 20 ампер при 120 В, 10 ампер при 240 В – это имело бы смысл.Кроме того, если бы он мог работать с двойным напряжением, в руководстве были бы инструкции по изменению входного напряжения (внешний переключатель, внутренние перемычки и т. д.)
Имея только эту информацию, я бы сказал, что это было только входное напряжение 120 вольт.
Рик В.
1 Airco Heliwelder 3A/DDR
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Окси-АцетОтветить с цитатой
31.07.2010 #3
Re: Инверторный сварочный аппарат 80 ампер на 240В
Я купил один из этих маленьких сварочных аппаратов и полностью им доволен.
Зажим заземления немного дрянной. В любом случае, несмотря на то, что веб-сайт действительно дает некоторую информацию о 240 В (хотя и неверную, как сказал Рик), этот сварочный аппарат рассчитан только на 110 В. Этикетка на машине дает информацию о 110 В. Рекомендуется схема на 20 ампер. И, если вы его купите, вам понадобится хороший удлинитель на 12 калибров. Кстати, это сделка. Точно такой же, как тот, что продает Форни.Ответить с цитатой
07.08.2010 #4
Re: Инверторный сварочный аппарат 80 ампер на 240В
Я также купил один из этих маленьких инверторных сварочных аппаратов, просто чтобы попробовать.
Я думал, что это ОТСУТСТВУЕТ хуже, чем что-либо еще, что я когда-либо покупал в HF…. и это о чем-то говорит! Я забрал его на следующий день для возврата. Он был настолько слабым, что с трудом проходил по 1/8-дюймовой стали, и, поверьте мне, это был плохо выглядящий нитевидный маленький валик. Я запускал устройство на тяжелом коротком шнуре 10 калибра, так что я это знаю не испытывал голода по мощности. HVW, вы, должно быть, получили устройство получше, чем я. Не могли бы вы опубликовать фото или два ваших сварочных валика, использующих это устройство?Миллер Syncrowave 350
Катушка Millermatic 252/ 30A
Miller Bobcat 225 г с шпулей 3545
Линкольн PowerArc4000
Линкольн 175 МиГ
Линкольн 135 МиГ
Everlast 250EX Тиг
Стик Century переменного/постоянного тока 230 А
Виктор О/А
Плазменная установка Hypertherm 1000Ответить с цитатой
07.
08.2010
#5Re: Инверторный сварочный аппарат 80 ампер на 240В
Первоначально Послано DougAustinTX
Я также купил один из этих маленьких инверторных сварочных аппаратов, просто чтобы попробовать. Я думал, что это ОТСУТСТВУЕТ хуже, чем что-либо еще, что я когда-либо покупал в HF…. и это о чем-то говорит! Я забрал его на следующий день для возврата. Он был настолько слабым, что с трудом проходил по 1/8-дюймовой стали, и, поверьте мне, это был плохо выглядящий нитевидный маленький валик. Я запускал устройство на тяжелом коротком шнуре 10 калибра, так что я это знаю не нуждался в мощности.
У вас должна быть версия на 240 В, тогда HVW, вы, должно быть, получили устройство получше, чем я. Не могли бы вы опубликовать пару фотографий ваших сварных швов с использованием этого устройства?Ответить с цитатой
22.08.2010 #6
Re: Инверторный сварочный аппарат 80 ампер на 240В
Даг, я знаю, что эта ветка устарела, но я только сегодня проверил ее.
Прикрепленные изображения Это фотография нашего первого сварного шва с использованием этого маленького сварочного аппарата на очень ржавом пропановом баллоне толщиной 1/4 дюйма с использованием 3/32 6011. Другая фотография — обратная сторона. Это холодный сварной шов, но сварочный аппарат не рассчитан на 1. /4″, а эта пластина была ржавой и т. д. Я не профессионал, и я не говорю, что это отличная бусина, но для наших целей она подходит. С помощью этого сварочного аппарата мы построили коптильню на 100 галлонов. Он не прогорит материал толщиной 1/4 дюйма, но любой толщины меньше, если вы не будете осторожны. За 9 долларов.9.00 Я был счастлив. Вы только что получили плохой инструмент, а это риск, на который вы идете в китайском магазине инструментов. Я заметил, что сейчас они стоят 179 долларов. Ой!Последний раз редактировалось hvw; 22.08.2010 в 17:50.
Ответить с цитатой
11-29-2013 #7
Re: Инверторный сварочный аппарат 80 ампер на 240В
-3/32 Lincoln Fleetweld 180 (6011): Это специально сделано для сварщиков с низким открытым контуром.
Легко запускается и хорошо работает примерно при 60-75 амперах. Я также сделал 1/4 дюйма, и его следует оценить на 1/4, и он хорошоОтветить с цитатой
11-29-2013 #8
Re: Инверторный сварочный аппарат 80 ампер на 240В
Первоначально Послано hvw
Даг, я знаю, что эта тема стареет, но я только что проверил ее сегодня.
Это фотография нашего первого сварного шва с использованием этого маленького сварочного аппарата на очень ржавом пропановом баллоне толщиной 1/4 дюйма с использованием 3/32 6011. Другая фотография — обратная сторона. Это холодный сварной шов, но сварочный аппарат не рассчитан на 1. /4″, а эта пластина была ржавой и т. д. Я не профессионал, и я не говорю, что это отличная бусина, но для наших целей она подходит.Автор: jon204
я тоже сделал 1/4 дюйма и должен быть оценен на 1/4 и он хорошо проник
Привет Джон и добро пожаловать. Шарик выше не проник хорошо. Как уже упоминалось, он слишком холодный и требует гораздо больше усилителей, чтобы хорошо пропитаться. То, что на спине есть тепловые следы, не означает, что оно хорошо проникло. Вид на валик сверху четко показывает проблемы с плохим проплавлением на концах сварного шва.
Как уже упоминалось, достаточно склеить металл, чтобы построить стационарную коптильню, но для любого вида критических или несущих сварных швов у вас просто недостаточно мощности в этой маленькой машине, чтобы сделать больше, чем, возможно, 1/8 дюйма.
возможно 3/16″ в идеальных условиях..
Ни одно правительство никогда добровольно не уменьшает себя в размерах. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
30.11.2013 #9
Re: Инверторный сварочный аппарат 80 ампер на 240В
у вас есть фаска и есть выключатель на 20 ампер??? это то, что я сделал, и он хорошо проник, тот же парень, у него была пластина 1/4 дюйма, на ней была ржавчина и краска, и он показал нормальное проникновение.
Ответить с цитатой
30.11.2013 #10
Re: Инверторный сварочный аппарат 80 ампер на 240В
если это не доказательство того, что это можно сделать, я не знаю, что будет, кстати, это 6011 3/32 на 75 ампер, это скошенный и чистый стальной 1/4-дюймовый шарнир внахлестку
Последний раз редактировалось jon204; 30.
11.2013, 17:31.Ответить с цитатой
30.11.2013 #11
Re: Инверторный сварочный аппарат 80 ампер на 240В
Это довольно хорошая бусина. Если это 6011, я снимаю перед вами шляпу. Это намного плавнее, чем я видел, когда 98% людей управляли 6011. Это выглядит ближе к тому, что я ожидал от другого удилища, такого как 6013, 7014 или 7018. Отличная работа.
Снятие фаски не приведет к значительному увеличению сплавления между основным материалом и сварным швом. Если вы собираетесь вплавлять, скажем, только 1/16 дюйма, фаска не увеличит его. Есть некоторое исключение. По мере того, как материал становится тоньше, вы можете немного увеличить плавление. столько массы материала, который должен быть нагрет от холода. Это не позволит вам внезапно сделать хорошие сварные швы, скажем, на 1-дюймовом материале с номинальной машиной 1/8 дюйма. Однако скос даст вам больше площади поверхности и в соединениях, таких как но стык, позволит вам иметь больше армирования.
Если вы делаете фаску для Т-образного соединения, вы не можете срезать фаску с основной пластины, только с пересекающейся части Т. Вы можете получить приличный сварной шов на пересекающейся части, но основная часть остается полной толщины, и вы выиграли. не получить ничего на этом куске. У вас все еще будет плохое слияние с этой частью.
Я оцениваю машины, основанные на однопроходном одностороннем сварном шве.
Как это делает большинство производителей. Конечно, есть много «трюков», которые помогут расширить диапазон, но средний человек, который покупает одну из этих машин, как правило, недостаточно опытен, чтобы использовать их и понимать, когда и почему эти методы необходимо использовать, и когда они будут вредны. . Одним из примеров является несколько сварных швов. Я часто видел парней, набрасывающих тонны холодного валика с идеей, что «чем больше, тем лучше», потому что видел парней, делающих несколько валиков на тяжелом материале в полевых условиях…Я не говорю, что это невозможно сделать на инверторе с питанием 110 В. Однако из всего моего опыта работы с небольшими ВЧ-устройствами я бы оценил их от 1/8″ до 3/16″ для среднего пользователя. Я бы не стал доверять им на 1/4-дюймовом материале для критических сварных швов. Хотя они могут говорить о 80 амперах, они не работают даже близко к тому, что я ожидаю от машины, которая, как я знаю, выдает 80 ампер без вопросов. стержень 3/32 на 80 ампер на одном из них НЕ сваривается, как работает 80 ампер на моем Syncrowave, моем Thunderbolt или XMT.
80 ампер – это 80 ампер в практических приложениях. равный 80 ампер постоянного тока, но инверторы обычно выдают постоянный ток. Так что это не должно быть проблемой. Почти все дешевые маленькие машины на 110 В достигают рабочего цикла около максимума в секундах, а не в минутах. Во многих случаях, хотя они могут быть способны к максимальной мощности, они не способны на это в течение любого полезного периода времени, и это делает их практически бесполезными при этих настройках.После того, как вы достигнете рабочего цикла, мощность сварки большинства этих машин падает, поэтому вы действительно не получаете 80 ампер. дольше, несмотря на то, как у вас настроена машина.0137Должен признаться, что я видел большое разнообразие сварных швов одной и той же модели аппаратов HF. Один можно сварить отлично, а следующие 3-4 и близко не подойдут. Продукт пятнистого контроля качества и деталей с широким диапазоном приемки. Я устанавливаю более высокие стандарты сварки, чем средний любитель. Я не могу дать обычному парню маленькую машину на 110 В и ожидать, что он будет выполнять сварку с качеством кода на 1/4 дюйма или более толстой стали с недорогой машиной на 110 В.
Однако я могу ожидать, что есть хороший шанс, что они могут сделать это с при прочих равных условиях машина на 230 В. Я ожидаю большего, чем машина может просто склеивать металл..
Ни одно правительство никогда добровольно не уменьшает себя в размерах. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
30.11.2013 #12
Re: Инверторный сварочный аппарат 80 ампер на 240В
это было сделано на свежей прокатной окалине прокатка и резка стали прямо со станка я удостоверился, что нет никаких примесей или ржавчины она была вырезана с помощью машины плазменной резки Hypertherm с компьютерным управлением и я скосила ее с помощью настольного шлифовального станка Milwaukee и закрепила с миллером 221 миллиграмм, а затем приварить хлыст и сделать паузу с инвертором 3/32 6011 80 ампер.
Я могу повторить это с 6012 5/32 на машинах миллера 500 ампер на 125 ампер.Ответить с цитатой
12-12-2013 №13
Re: Инверторный сварочный аппарат 80 ампер на 240В
Похоже, машины в лучшем случае несовместимы.
старый спектр Миллера 625
Линкольн СП-135 Т, СО2+0,025 проволока
Miller модель 250 и горелка WP-18V
Craftsman 100amp AC/DC и фонарь WP-17V
ВЧ дуговой стабилизатор Century 115-004
Самодельный 4 трансформаторный точечный сварочный аппарат
Самодельный сварочный генераторОтветить с цитатой
16.
12.2013
№14Re: Инверторный сварочный аппарат 80 ампер на 240В
Я думал о том, чтобы приобрести его, если я смогу поймать его на распродаже. Для меня было бы просто удобно держать под столом, чтобы сварить что-то тонкое, не прибегая к процессу использования моих больших сварочных аппаратов. куча купонов на 25%, но Harbour Freight не позволит вам использовать их на сварщиках. Было бы удобно просто бросить его за сиденье в грузовике и иметь на случай необходимости. Я проверял это в последний раз, когда я ездил на ВЧ и он маленький,меньше буханки маленького.
Максус Про-125 МиГ
Chicago Electric 90 ампер постоянного тока с магнитным сердечником
Надгробие Lincoln Electric AC 225
О/А горелка
М/О минифонарь
10 акров равнины
15 акров ХоллераОтветить с цитатой
16.
12.2013
№15Re: Инверторный сварочный аппарат 80 ампер на 240В
Dugndeep,
Я бы рассмотрел Northern Tools ST80i. Сейчас он продается по цене 160 долларов. и есть код купона на 20 долларов. выкл (172543). Гарантия 1 год, можно купить еще два.
http://www.northerntool.com/shop/too…2862_200512862
“USMCPOP” Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Firepower TIG 160S (отдал TA 161 STL сыну)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
17.
12.2013
№16Re: Инверторный сварочный аппарат 80 ампер на 240В
Я иногда забываю о Северном, спасибо за ссылку, Олденум, это то, о чем я говорю в портативности, плюс к Северному есть горелка TIG, доступная в качестве опции, в которой уже есть газовый клапан и линия.
Максус Про-125 МиГ
Chicago Electric 90 ампер постоянного тока с магнитным сердечником
Надгробие Lincoln Electric AC 225
О/А горелка
М/О мини-горелка
10 акров равнины
15 акров ХоллераОтветить с цитатой
17.
12.2013
# 17Re: Инверторный сварочный аппарат 80 ампер на 240В
Северные подразделения недозаказаны. Промокод действует до 31.12.13.
HF используется для продажи аналогичной горелки TIG. Когда они прекратили его выпуск, несколько человек купили распродажи примерно за 20 долларов. каждый.
“USMCPOP” Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Огневая мощь TIG 160S (отдал сыну TA 161 STL)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
29-12-2013 # 18
Re: Инверторный сварочный аппарат 80 ампер на 240В
Мне нравится 80 ампер от портовых грузовых перевозок, это может быть на 10 ампер меньше, но самая толстая вещь, которую я свариваю в моем магазине, составляет 1/8.
и что это такое. Если это идут карты или заборы или панели кузова.Ответить с цитатой
23-02-2014 # 19
Re: Инверторный сварочный аппарат 80 ампер на 240В
Первоначально написал jon204
Если это не доказательство того, что это можно сделать, я не знаю, что будет, кстати, это 6011 3/32 на 75 ампер, его скошенная и чистая сталь 1/4 дюйма НАКЛАДНОЕ СОЕДИНЕНИЕ
Я занимаюсь сваркой с 1979 года, и мне трудно поверить, что это 6011. Если бы мне пришлось угадывать, я бы сказал, что это больше похоже на 6013 или 7014.Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Схема сварочного инвертора. Принципиальная схема сварочного инвертора
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена вполне доступная. Они имеют массу положительных качеств, в частности, простоту работы и малый вес. Но, как и другие электронные устройства, сварочный аппарат может выйти из строя. А чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого нельзя ремонтировать сварочные аппараты, в схеме которых используются инверторные преобразователи. Поэтому, чтобы узнать об этом устройстве, нужно много теории.
Основная информация об инверторных блоках
По сути, это блок питания, принцип его работы аналогичен тому, что используется в персональных компьютерах.
Преобразование электрической энергии происходит по одним и тем же принципам, несмотря на то, что размеры и функции этих устройств различны. В сварочном инверторе можно выделить несколько стадий. Первым делом необходимо преобразовать переменное напряжение, которое поступает из сети 220 В, в постоянное. О том, как это происходит, будет рассказано чуть ниже, как и электрическая схема сварочного инвертора.Затем это напряжение преобразуется в переменное, но с более высокой частотой. Вы знаете, что частота тока в электрической сети равна 50 Гц. У инверторных сварочных аппаратов есть повышение до 80 тыс. Гц. Затем необходимо уменьшить значение напряжения с высокой частотой. На последнем этапе это низкое напряжение преобразуется с частотой около 80 000 Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие части. Но для понимания принципа функционирования этого достаточно.
За счет чего уменьшается вес сварочного аппарата
А теперь о том, почему были выбраны схемы инверторного типа.
Посмотрите на сварочные аппараты, которые использовались раньше, в том числе и самодельные. Основное их назначение – снижение переменного напряжения, поступающего от бытовой электросети, до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка намотана более тонким проводом, чем вторичная обмотка. Толщина провода определяет, какой ток вы получите в обмотке. Ниже представлена принципиальная схема сварочного инвертора в статье. Внимательно изучите его, чтобы иметь представление о том, какие элементы в него входят. Для сварки иногда необходимо несколько сотен ампер. В связи с тем, что мощность таких трансформаторов очень велика, и работают они только на частоте 50 Гц, кроме того, они имеют очень большие габариты. Как вы понимаете, частота входящего и исходящего тока одинакова. Другими словами, если подать на первичную обмотку 50 Гц, то со вторичной обмотки снять электрический ток с такими же параметрами.Рабочая частота инвертора
Но благодаря инверторным сварочным аппаратам, у которых рабочая частота увеличивается примерно на восемьдесят тысяч герц, а в некоторых аппаратах и более, можно во много раз уменьшить размеры используемых трансформаторов в преобразовании электрического тока.
Если увеличить рабочую частоту, можно уменьшить трансформатор как минимум в четыре раза. Следовательно, общий вес всего сварочного аппарата будет очень мал. Стоимость этого устройства также снижается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо использовать инверторные схемы. Они состоят из мощных полевых транзисторов, работающих в ключевом режиме. С их помощью коммутируется ток с необходимой для работы частотой. Обратите внимание, что полевой транзистор может работать только при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом аналогична используемой в других аппаратах.Принцип действия выпрямителя
Поэтому, прежде чем подавать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором стоят мощные диоды. Они соединены мостовой схемой. После этого переменная составляющая отсекается электролитическими конденсаторами.
Это происходит на первом этапе преобразования. Полевые транзисторы подключены к трансформатору. С его помощью можно снизить напряжение. Как было сказано выше, эти транзисторы производят коммутацию тока с частотой иногда даже свыше 80 тыс. Гц. Понятно, что трансформатор тоже должен быть рассчитан на работу с такими параметрами. Размеры этого аппарата очень малы, его нельзя сравнить с теми, что используются в обычных трансформаторных сварочных аппаратах. Но сила у него такая же. Понятно, что элементов, необходимых для стабильной работы сварочного аппарата, гораздо больше. А теперь подробнее о том, как работает каждый блок обычного сварочного инвертора. Он имеет две основные части – силовую и управляющую цепи.Выпрямительный каскад
В этом блоке происходит преобразование переменного тока, поступающего от сети 220 вольт. Он имеет несколько полупроводниковых диодов большой мощности, а также электролитические конденсаторы и дроссель. Это означает, что переменный ток с рабочей частотой 50 Гц становится постоянным.
Конденсаторы необходимы для отсекания переменной составляющей, которая еще остается в выпрямленном напряжении. Отметим, что существует несколько вариантов схем выпрямления напряжения. Если подключение будет осуществляться к трехфазной сети, схема полупроводниковых диодов будет несколько иной. Поэтому нужно определиться, для чего вам нужна схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.Фильтры
Отметим также, что почти в полтора раза увеличивается напряжение после попадания на фильтр, собранный на электролитических конденсаторах. Другими словами, если питание подается от сети 220 вольт, то на выводы конденсатора будет подаваться 310 В, если мерить. Для сглаживания пульсаций тока, во избежание высокочастотных помех, и во избежание попадания в электрическую сеть необходимо установить специальный фильтр. Обычно он собран на дросселе, который намотан на кольцевом сердечнике, а также в схему включено несколько конденсаторов.
Инверторный каскад
Обычно для реализации инвертора используются два мощных транзистора, которые работают в ключевом режиме.
Стоит отметить, что они обязательно крепятся на алюминиевый радиатор. Также есть дополнительное принудительное охлаждение с вентилятором. За счет этих транзисторов происходит коммутация постоянного напряжения, которое затем подается на импульсный трансформатор. Причем переключение происходит на частоте около 80 кГц. Но есть отличие от переменного тока, который течет в бытовой электросети. Во-первых, само значение частоты во много раз превышает ее. Во-вторых, форма импульса этого переменного напряжения, вырабатываемого полевыми транзисторами, прямоугольная, а не синусоида. Для защиты транзисторов от чрезмерного перенапряжения необходимо использовать схему, состоящую из сопротивлений и конденсаторов. Стоит отметить, что базовая электрическая схема сварочного инвертора не обходится без этих элементов.Трансформатор ВЧ
Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение в среднем до 65 вольт.
Но при этом ток может быть около 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток очень мал. Со вторичной обмотки снимается напряжение с меньшим значением, но увеличивается ток. Обратите внимание, что автомобильная катушка зажигания работает обратным образом. То есть на первичную обмотку подается низкое напряжение с большим током. А со вторички снимается высокое напряжение, но с меньшим значением тока.Выходной выпрямитель
Но стоит взглянуть на то, какие компоненты компонентов все же эл. Схема сварочного инвертора. На выходе также установлен выпрямитель, который собран из мощных полупроводниковых диодов. У них очень высокая скорость, они открываются и закрываются за время, которое намного меньше 50 наносекунд. Учтите, что при проектировании сварочных инверторов необходимо подобрать эти полупроводниковые элементы таким образом, чтобы их параметры удовлетворяли режиму работы.