Сварочный полуавтомат или инвертор что лучше: Что лучше – полуавтомат или инвертор: в чем отличие
alexxlab | 05.09.1988 | 0 | Разное
определяем, что лучше и выгоднее для пользователей – Setafi
Сварочный аппарат используют для соединения металлов. Его применяют в производственных, промышленных, ремонтных, строительных и хозяйственных работах для решения задач разных уровней. За последние несколько лет увеличился спрос на сварочные аппараты «для своего хозяйства» – каждый мастер хочет обзавестись столь нужным инструментом, чтобы использовать его в своих целях. Но какой сварочный аппарат выбрать новому пользователю, который никогда не имел дела с таким оборудованием? Их же невероятно много. Какие у них плюсы и минусы? Какой сварочный аппарат лучше подойдёт для дома?
В этой статье мы разберём, какие виды сварочных аппаратов существуют, принцип работы, особенности и отличия сварочных аппаратов, принцип работы инвертора и полуавтомата, чем инвертор отличается от полуавтомата, что лучше: инверторный или полуавтомат.
Содержание статьи
- Виды сварочных автоматов
- Плюсы и минусы инверторных сварок
- Плюсы и минусы полуавтоматов для сварки
- Конструкция и принцип работы инвертора для сварки
- Конструкция и принцип работы сварочного полуавтомата
- Чем же отличается полуавтомат от инвертора?
- Что лучше: инвертор или полуавтомат?
Виды сварочных автоматов
Различают четыре вида сварочных аппаратов:
- Трансформаторные.

- Выпрямительные.
- Инверторные.
- Полуавтоматы.

Сварочные автоматы трансформаторного типа. Работают от трансформатора. Через него проходит электричество, внутри трансформатор его преобразует, и на выходе получается энергия с низким напряжением и высокой силой тока. Сам трансформатор начинает потреблять больше напряжения.
Выпрямительные сварки. По сути, это то же самое, что и трансформаторные, но с дополнительным блоком. Дополнительный блок стабилизирует ток – на трансформатор он приходит переменным, выпрямитель делает из него постоянный. Отсюда и название.
Инверторные сварочные аппараты. Самый популярный вид сварочных аппаратов. Отличаются от предыдущих размерами. В инверторах стоят компактные и маленькие трансформаторы, но мощность таких устройств больше, чем у крупных. Ток также стабилизируется, становится постоянным при помощи выпрямителя.
Полуавтоматы – второй по популярности вид сварок. В их основе может быть любой из трёх видов источников питания. Из-за этого разнятся их масса, габариты и цена. От инвертора полуавтомат отличается принципом работы – в инверторных сварках используются электроды, в полуавтоматах – проволока.
Из-за этого разнятся их масса, габариты и цена. От инвертора полуавтомат отличается принципом работы – в инверторных сварках используются электроды, в полуавтоматах – проволока.
Плюсы и минусы инверторных сварок
Плюсы:
- Малый размер и вес.
- Небольшая цена.
- Легко перевозить.
- Высокомощные.
- Подходят для большинства сфер применения сварок.
- Не загорятся.
- Качество работы/швов.
Минусы:
- Подходят не для всех металлов.
- Не подойдёт для мелких, декоративных, кропотливых работ.
Плюсы и минусы полуавтоматов для сварки
Плюсы:
- Качество швов.
- Высокая защита внутренних элементов.
- Дополнительные функции – подогрев материала.
- Подходят для всех металлов.
- Можно использовать для мелких, декоративных, кропотливых работ.
Минусы:
- Большие размеры.
- Высокое потребление.
- Нужны дополнительные расходные материалы – баллон с газом, проволока.
- Подходит не для всех работ.
Конструкция и принцип работы инвертора для сварки
Классический инвертор состоит из:
- Выпрямителя. Он вместе с транзисторами стабилизирует ток, делает из него постоянный.
- Фильтра. Он защищает внутренние элементы инвертора от мусора и помех, которые могут сломать устройство.
- Инвертора. Сам инвертор состоит из радиатора, который отводит тепло, транзисторов и трансформатора.
- Панели управления. Кнопка включения/выключения, регуляторы напряжения.
Электричество из сети идёт в трансформатор, там понижается напряжение и повышается ток; проходя через выпрямитель-транзистор, ток становится постоянным, дальше проходит через фильтр от помех и поступает к электроду. Создаётся цепь от металла через обратный и сварочные кабели к электроду. Когда электрод подносится близко к металлу, цепь замыкается, создаётся дуга тока с высокой температурой, плавится металл и электрод, которые вместе образуют соединительный шов.
Конструкция и принцип работы сварочного полуавтомата
Полуавтоматический сварочный аппарат состоит из:
- Баллона с защитным газом.
- Рукава для подачи газа.
- Проволоки и механизма её подачи. У механизма есть три режима работы – толкать, тянуть, смешанный.
- Горелки.
- Панели управления.
Концепт работы полуавтомата схож с инвертором – электричество из сети идёт на трансформатор/выпрямитель/инвертор. Напряжение понижается, ток повышается, стабилизируется, становится постоянным. Дальше проходит через фильтр и подаётся на проволоку. Создаётся цепь от металла, через кабели и к проволоке. Между проволокой и металлом появляется дуга, повышается температура, плавится металл, он соединяется/создаётся шов. Механизм подачи проволоки постоянно подаёт её, поэтому нужно следить за натяжением проволоки. На этом этапе подаётся защитный газ, который создаёт защитную среду в месте сварки. Защищает он сам полуавтомат. Газ может быть аргоновым и углекислым.
Чем же отличается полуавтомат от инвертора?
Во-первых, используемые материалы. В инвесторе это электроды. В полуавтоматической сварке это проволока. Но в некоторых полуавтоматах можно использовать и электроды, и проволоку.
Во-вторых, защитный газ. В полуавтоматах есть газ, который создаёт защитную среду, чтобы помехи и мусор не попадали в сеть/внутрь аппарата. Из-за него же на рабочей поверхности не образуется влага, поэтому продлевается срок службы оборудования и повышается качество сварки.
Благодаря автоматической подачи проволоки работать с полуавтоматом быстрее, проще и эффективнее.
Качество швов – у полуавтоматов они лучше, тоньше, потому что создают однородное соединение из проволоки, которую подаёт механизм. Агрегаты можно использовать для сварки алюминия и других сложных элементов, тонколистовых металлов. Если пытаться сварить их инвертором, шов будет большой, неровный, ненадёжный, легко деформируется.
Из-за этого отличаются и сферы применения полуавтоматов и инверторных сварок. Полуавтоматы используют для работ с тонколистовыми металлами/дорогими материалами, например, для сварки деталей корпуса автомобиля, алюминия, в сложных сплавах.
Полуавтоматы используют для работ с тонколистовыми металлами/дорогими материалами, например, для сварки деталей корпуса автомобиля, алюминия, в сложных сплавах.
Инверторы используются в большинстве сфер – строительной, ремонтной, хозяйственной.
Инверторы компактнее и меньше весят, чем аналоги – полуавтоматам нужен баллон с газом для работы, сами они крупнее первых.
Работать быстрее с инверторными сварками из-за долгих предварительных работ с полуавтоматом.
Что лучше: инвертор или полуавтомат?
Неправильный вопрос. Это то же самое, что сравнивать плоскую и крестообразную отвёртку – вроде нужны для одной и той же функции (откручивание/закручивание), но никто не задаётся вопросом: «Что лучше: крестообразная или плоская отвёртка?».
Полуавтомат разработан, чтобы выполнять все сварочные работы, но у него высокая себестоимость работы, долгие подготовительные работы, большая масса, больше потребление, при этом есть защита и лучше швы. Поэтому их используют лишь для некоторых работ – сварка кузова авто, тонколистовых, сложных или дорогих материалов.
Поэтому их используют лишь для некоторых работ – сварка кузова авто, тонколистовых, сложных или дорогих материалов.
Инвертор – компактный сварочный аппарат, который лучше всего подойдёт для бытовых задач. У них меньше вес, себестоимость работы, выше скорость сварки, их легче перевозить, однако качество швов хуже, не подходят для работы с тонколистовыми металлами вроде алюминия, жести.
Для мелких домашних, хозяйственных, ремонтных или строительных работ лучше брать инвертор.
Для автомастерских и профессиональных мастерских – полуавтомат.
какой выбрать для дома и дачи
Производители предлагают большой выбор сварочников, работающих от стандартной сети. Они выпускаются разной мощности, размера, стоимости. Не зная принципиальные отличия сварочного полуавтомата или инвертора, что лучше, сказать однозначно нельзя. У каждого оборудования есть достоинства, недостатки, диапазон режимов сварки.
Принцип работы и отличительные особенности
Сначала несколько слов о режимах работы. Полуавтоматы уверенно поддерживают режимы:
Полуавтоматы уверенно поддерживают режимы:
- MIG – сварка в углекислом газе;
- MAG – над сварочной ванной создается облако аргона;
- у некоторых предусмотрен режим MMA (ручной электродуговой сварки покрытыми электродами).
Полуавтоматические сварочники приобретают для TIG – аргонодуговой сварки с использованием неплавящегося электрода. Ведущие производители выпускают комбинированные профессиональные аппараты, поддерживающие все режимы. Но речь сейчас о бытовом оборудовании.
Основное отличие сварочных инверторов от полуавтоматов – вид используемой присадки. Последние подают в рабочую зону сварочную проволоку с определенной скоростью. Работая с инвертором, чаще используют электроды с различными видами обмазки, создающими защитный слой шлака на ванне расплава. Электродом сделать ровный шовный валик сложнее. Сварка полуавтоматом не по силам новичкам, требуется опыт.
Обыкновенный сварочный инвертор – универсальный источник тока с компактным трансформатором, полупроводниковыми преобразователями. Оснащается дополнительными функциями:
Оснащается дополнительными функциями:
- ограничением напряжения холостого хода, поддерживает стабильную дугу в условиях повышенной влажности;
- горячий пуск (Hotstart), обеспечивающий легкий розжиг дуги;
- защита от залипания электрода (Antistick), при коротком замыкании по капле электрод вновь разжигается;
- форсаж дуги (ArcForce), обеспечивается стабильная сварка.
Работать с инвертором удобно новичкам, у оборудования простые настройки, удобные ручки для регулировки сварочного тока.
Полуавтомат – сложное устройство, состоящее из трех основных частей:
- преобразователя тока;
- механизма, подающего присадочную проволоку, монтируется специальная кассета с направляющими роликами;
- системы подачи газа в рабочую зону для защиты расплава от окисления.
Принцип работы
Прежде чем выбрать сварочный полуавтомат или инвертор для дома, надо разобраться в принципах их работы.
Рекомендуем к прочтению Лучшие сварочные полуавтоматы
Сварочный инвертор
Это аппарат, пришедший на смену трансформаторному сварочному устройству, увеличивающему ток за счет снижения напряжения. В отличие от устаревших агрегатов, инвертор является высокочастотным прибором небольшого размера. Он состоит из нескольких элементов:
В отличие от устаревших агрегатов, инвертор является высокочастотным прибором небольшого размера. Он состоит из нескольких элементов:
- Выпрямитель на диодных мостах. Служит для преобразования переменного тока в постоянный.
- Инвертор высокочастотных импульсов. Повышает частоту до 60-80 Гц.
- Трансформатор для понижения напряжения и увеличения рабочего тока.
- Рабочий регулировочный шунт.
- Электронный блок управления.
Сварочный инвертор пришел на смену трансформаторному устройству.
Полуавтомат для сварки
Дуговая сварка на таких аппаратах происходит за счет сварочной проволоки, выполняющей роль электрода. Она подается в полуавтоматическом режиме по мере выгорания. Перемещение горелки и регулировка дуги выполняются вручную. Сварка осуществляется в среде углекислого и инертного газа, расход которого устанавливается в зависимости от обрабатываемого материала. Включение проходит с помощью газового клапана. Ток подается по проводам, уложенным в шланге горелки.
Ток подается по проводам, уложенным в шланге горелки.
Дуга плавит металл, образуя сварочную ванну, изолированную от внешней среды газовым облаком.
В комплектацию такого аппарата входят:
- баллон с газом и регулировочной аппаратурой;
- устройство, регулирующее подачу сварочной проволоки;
- кабель-шланг;
- горелка;
- катушка с механизмом подачи проволоки;
- источник питания;
- блок управления;
- табло для индикации.
Полуавтомат для сварки – прибор для выполнения сварочного процесса плавящимся электродом.
Полуавтоматы инверторного типа
При преобразовании электрического заряда в тепловую энергию, выделяемую высокотемпературной дугой, происходит сварка полуавтоматическим инвертором. Электродом для него служит калиброванная проволока из меди. Она хорошо скользит по металлу и обеспечивает необходимый контакт. Разряд, проходя через нее, нагревает кончик до температуры плавления. В результате части свариваемых конструкций соединяются плотным швом.
В результате части свариваемых конструкций соединяются плотным швом.
Полуавтоматы инверторного типа преобразуют электрический заряд в тепловую энергию.
Достоинства и недостатки
Для удобства оценки оборудования основные эксплуатационные характеристики полуавтоматов и инверторов сведены в таблицу.
| Вид | Плюсы | Минусы по мнению экспертов |
| Инвертор | невысокая цена; простота использования; небольшие габариты, вес – инверторы легко транспортировать; быстрая подготовка; простая и понятная настройка; много моделей разной мощности; есть дополнительные функции. | дорогой ремонт, необходимо обращаться в сервисные центры; электронная начинка боится повышенной влажности, запыленности; стандартный комплект проводов до 2,5 метров, ограничивает отдаленность от электросети; нестабильная работа при низких температурах. |
| Полуавтомат | высокое качество сварных соединений; возможность выполнять сложные работы, требующие защитной атмосферы; стабильность шовного валика; высокий КПД; сваривает любые металлы. | ограничения по габаритам, необходимо вместе с аппаратом транспортировать газовое оборудование, баллоны; для работы требуются навыки; высокая цена. |

Что лучше выбрать для дома — инвертор или полуавтомат?
Конструкция инвертора и полуавтомата отличается, как и область применения. Для сварки инвертором нужны электроды с обмазкой, для полуавтомата специальная проволока и газ, который будет выступать в роли защитной среды.
Само собой разумеется, что для полуавтоматической сварки понадобятся баллоны с газом. Плюс ко всему их нужно время от времени заправлять. Следовательно, такое оборудование, как и сам полуавтомат, отличается большими габаритами и весом.
В случае же с обычным сварочным инвертором ничего этого не потребуется. Для сварки нужны лишь электроды с покрытием, и инструменты сварщика. Тем не менее, как было сказано выше, область применения и решения задач по сварке у полуавтомата и обычного инвертора совершенно разные.
Для сварки нужны лишь электроды с покрытием, и инструменты сварщика. Тем не менее, как было сказано выше, область применения и решения задач по сварке у полуавтомата и обычного инвертора совершенно разные.
Критерии выбора
Для дома или дачи выбрать лучше оборудование средней мощности для сварки деталей до 4 мм. Решая, что лучше: инвертор или полуавтомат, стоит учитывать, где придется работать: в помещении или на улице. Полуавтоматический аппарат устойчиво работает только в помещениях, инвертор в этом плане универсален.
Качество сварного соединения зависит от квалификации сварщика, правильности выбора присадки, настройки сварочного аппарата. Возможности полуавтомата шире, при использовании аргона или углекислого газа снижается риск образования дефектов в сварном шве. От электродов с обмазкой возможны шлаковые включения в диффузном слое.
В чем отличия полуавтоматической сварки от ручной дуговой сварки?
Чтобы понимать, какая сварка легче в обращении, электродом или полуавтоматическая, нужно рассмотреть саму технологию. При полуавтоматической сварке проволока подаётся при помощи двигателя, непосредственно в зону сварки. Такой подход позволяет существенно увеличить скорость выполнения сварочных работ.
При полуавтоматической сварке проволока подаётся при помощи двигателя, непосредственно в зону сварки. Такой подход позволяет существенно увеличить скорость выполнения сварочных работ.
При ручной дуговой сварке, электрод приходится менять каждый раз, что замедляет выполнение работ. Однако учитывая небольшой диаметр проволоки, и заметно отличающиеся в этом плане электроды, можно сказать, что сварка электродом более универсальная. Используя электроды 4 или 5 мм можно варить толстые металлы, и получать надежное соединение. В этом плане полуавтоматическая сварка заметно проигрывает.
В то же время с помощью полуавтоматической сварки можно варить красивые швы, мелкочешуйчатые и без шлака. Именно по этой причине полуавтоматическая сварка незаменима при ремонте автомобилей. Также полуавтоматическая сварка применяется для соединения цветных металлов. В этом плане сварка электродом заметно проигрывает.
Какой аппарат лучше для дома
При выборе сварочного оборудования оценивают объем предстоящих работ. Окончательный ответ на вопрос, какой же сварочный аппарат все-таки лучше для дома – инвертор или полуавтомат, очевиден.
Окончательный ответ на вопрос, какой же сварочный аппарат все-таки лучше для дома – инвертор или полуавтомат, очевиден.
Когда есть дача, загородный дом, сварщики с опытом работы, допусками к работе с газовым оборудованием, предпочитают покупать в личное пользование бытовые полуавтоматы небольшой мощности, малого веса. Это экономный вариант, с ним можно оказывать услуги соседям: варить каркасы для теплиц, двери, основу ограждений, ремонтировать изделия из цветного металла. Приработок никогда не помешает.
Новичкам полуавтоматический аппарат приобретать незачем. Для небольших домашних работ со сталью, алюминием лучше выбрать небольшой инверторный источник тока с простой регулировкой. Подобрать нужные электроды несложно, они маркируются по виду обмазки, размеру.
Плюсы и минусы полуавтоматов для сварки
Полуавтомат — это также инвертор, только немного иной конструкции и действия. Для сварки полуавтоматом применяется проволока и защитный газ, чаще всего углекислота.
Основное преимущества полуавтоматов заключается в сварке сверхтонких заготовок, а также в создании аккуратного шва. Там где не заварит ММА инвертор, используется полуавтомат.
Там где не заварит ММА инвертор, используется полуавтомат.
В частности полуавтоматы применяются при сварке кузовного металла, а также для сваривания изделий из цветных металлов. Конечно же, на этом сфера применения полуавтомата не ограничивается, однако для дома наиболее предпочтительным вариантом выглядит именно ММА инвертор.
Кроме того, для сварки полуавтоматом нужен газ, а значит, придётся раскошелиться и на газобаллонное оборудование, постоянную заправку газом и т. д. Сварочный инвертор на фоне всех этих расходов, выглядит наиболее предпочтительным вариантом для домашнего использования.
Поделиться в соцсетях
Вывод
Для профессионалов при выборе сварочного аппарата главным критерием служит качество шва, прочность сварных соединений. В автомастерские, небольшие фирмы по ремонту чаще приобретают полуавтоматы, они подходят для соединения тонких и толстостенных стальных заготовок, сварки цветного металла. Швы получаются ровные, прочные, герметичные.
Новички, не имеющие опыта, полуавтоматами варить не смогут. Чтобы добиться хороших швов, потребуется много времени, будет испорчен металл, впустую израсходована проволока. Для начинающих хорошим вариантом станет инвертор.
Полуавтоматическая сварка или ручная дуговая сварка?
Чтобы научиться варить, как полуавтоматической, так и ручной дуговой сваркой нужно изучить азы и долго практиковаться. Если же говорить об эффективности и простоте, то данные виды сварки не так сложны в освоении.
Однако эффективность полуавтоматической сварки оказывается на порядок выше. Особенно это заметно при работе с тонкостенными изделиями из металла. В свою очередь, ручная дуговая сварка более проста в обращении. Для её работы нет необходимости использовать газобаллонное оборудование и какие-то дополнительные расходные материалы кроме электродов.
Итак, подведя итоги можно сказать вот о чем:
Полуавтоматическая сварка применяется для выполнения специфических работ, связанных с кузовным ремонтом или сваркой цветных металлов.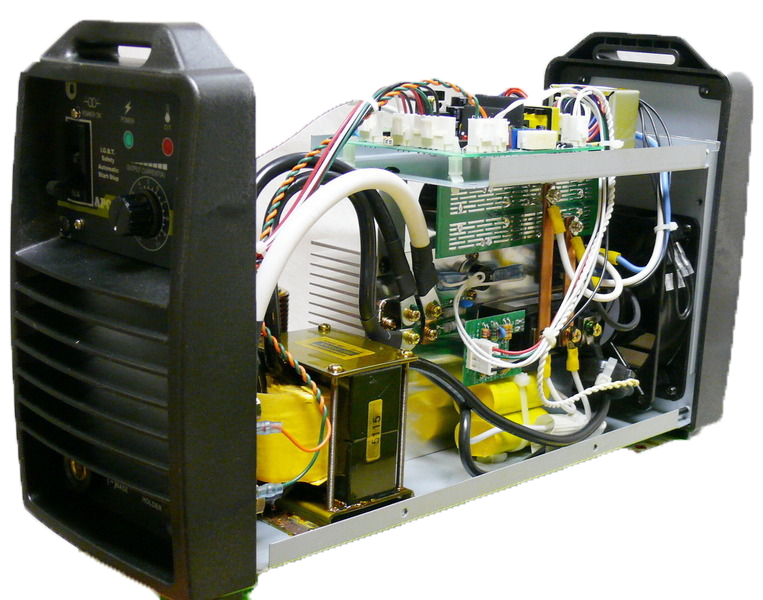 Такой вид сварки позволяет получить красивый и аккуратный сварной шов.
Такой вид сварки позволяет получить красивый и аккуратный сварной шов.
Ручная дуговая сварка электродами проще в использовании и применяется она для соединения черных металлов. Какой вид сварки выбрать в первую очередь зависит от работ, которые нужно будет выполнять.
Сегодня стоимость сварочных аппаратов для полуавтоматической и ручной дуговой сварки не такая высокая как годами раньше. Кроме того, выпускаются комбинированные сварочные инверторы позволяющие варить в двух режимах — MMA и MIG/MAG. Лучше, конечно же, иметь один такой аппарат, чем несколько, чтобы до конца прочувствовать разницу, а также в полной мере воспользоваться универсальностью оборудования.
Сравнение
Сварка предметов в каждом случае производится своим способом. Расходным материалом полуавтомата является проволока. Она непрерывно подается к месту горения, в чем состоит определенное удобство. Для защиты расплавленной массы от разрушительного воздействия воздуха одновременно в ту же зону из емкости поступает газ. При этом отличие полуавтомата от инвертора заключается в создании более качественного и эстетичного соединения.
При этом отличие полуавтомата от инвертора заключается в создании более качественного и эстетичного соединения.
Именно полуавтомат с успехом применяется для сращивания деталей из тонкого металла. Этим агрегатом пользуются для получения аккуратных швов при изготовлении мебели или ремонте машин. Стоит заметить, что варить с помощью такого оборудования можно и без газа. Тогда для формирования надежного соединения необходимо применять проволоку другого типа – флюсовую. Она представляет собой трубку, наполненную особым веществом. При сгорании последнего также образуется защитная среда.
Что касается инвертора, то здесь применяются специальные стержни – электроды. Из-за необходимости их постоянной замены скорость и производительность труда несколько снижаются. Тратится время и на зачистку швов. Пользоваться инвертором рекомендуется для работы с более податливыми металлами и сплавами, тогда как при сварке изделий из нержавеющей стали, алюминия и других «трудных» материалов лучше задействовать полуавтомат.
Однако неоспоримыми преимуществами инвертора являются его компактность и мобильность. Прибор без проблем можно перенести к месту работы. Его удобно использовать, например, для сварки заборов или крепления рекламных навесов. Вообще, инвертор является более простым и универсальным аппаратом. В то же время полуавтомат устроен сложней. Он крупней и тяжелей. Такой агрегат причисляется к разряду стационарных, поскольку сложно постоянно переносить его вместе с баллоном, шлангами и прочим.
Многих интересует, какое оборудование лучше приобрести для дома и в чем разница между полуавтоматом и инвертором с этой позиции. Здесь можно отметить, что устройство первого типа предпочитают профессионалы, которым регулярно приходится выполнять различные соединения. Между тем в бытовых целях более применим инвертор, особенно если пользоваться им собирается начинающий сварщик.
Что лучше? Инверторный и трансформаторный полуавтомат
Нас часто спрашивают какой выбрать полуавтомат: подешевле, но трансформаторный или подороже, но инверторный? Однозначный ответ Вы найдете в этой статье.
Классификация полуавтоматов по разным признакам
Сварочный аппарат полуавтоматической сварки крайне необходим при проведении кузовных работ. Он позволяет в кратчайшие сроки осуществить ремонтные работы при высоком качестве полученного результата. Современные полуавтоматы не требуют специальных навыков и могут использоваться любителямя.
Прежде всего, необходимо дать определение самому понятию «полуавтомат». Сварочный полуавтомат – это сварочный аппарат, предназначенный для сварки присадочным материалом – проволокой в среде защитного газа. Слово «полуавтомат» означает, что сварщику необходимо направить сварочную горелку в нужное место, все остальное (запуск подачи проволоки, включение питания) сделает самостоятельно автоматика.
Сварочные полуавтоматы можно разделеить на классы по сфере применения:
- бытовой;
- полупрофессиональный;
- профессиональный.

Отличие заключается в максимальном токе, который может выдать источник питания и в проценте времени работы (ПВ) на максимальном токе.
По конструкции источника питания бывают:
- инверторные сварочные полуавтоматы
- трансформаторные полуавтоматы
Инверторные сварочные полуавтоматы имеет более высокую стоимость, но при этом они имеют меньшую массу и размеры. Также инверторная технология предусматривает такие функции помощи сварщику как антиприлипание проволоки, плавный поджег дуги и возможность плавной регулировки сварочного тока. Трансформаторные сварочные аппараты применяются в тех местах, где не требуется частая транспортировка устройства и есть место для его установки.
Трансформаторные полуавтоматы.
Все трансформаторные полуавтоматы устроены примерно одинаково:
- силовой трансформатор;
- выпрямитель;
- дроссель.
Расшифровка цифр и букв в названии модели 240ДАВ:
- 240 – max сварочный ток
- Д – имеется выход для дуговой сварки MMA (электродержатель в комплекте не идет)
- А – на панели имеется евроразъем для горелки (приобетается отдельно)
- В – на задней панели встроен вентилятор охлаждения
Основные недостатки трансформаторных полуавтоматов:
Никаких систем автоматического регулирования и стабилизации напряжения в них нет, а для изменения выходного напряжения на первичной обмотке трансформатора сделаны отводы, которые коммутируются переключателем. Регулировка выходного напряжения трансформатора производится ступенчато и исключительно на «холостом ходу», а не во время сварки.
Регулировка выходного напряжения трансформатора производится ступенчато и исключительно на «холостом ходу», а не во время сварки.
Благодаря примитивности устройства у этих полуавтоматов предельно простая конструкция и минимальная цена. Но такая простота имеет серьезные недостатки:
- На выходе такого полуавтомата не постоянное, а пульсирующее напряжение с величиной пульсаций близкой к удвоенной частоте сети (100 Гц), т. е. 100 раз в секунду оно падает почти до нуля;
- Напряжение, заданное переключателем отводов первичной обмотки, никак не стабилизировано, просаживается под нагрузкой и меняется вместе с колебаниями сетевого напряжения;
- Переключатель отводов обычно имеет всего 4-5 положений, что явно мало для точного задания напряжения.
Значительным же плюсом является простота конструкции, отсутствие электронных компонентов, что позволяет буквально «на коленках» произвести ремонт, обладая начальными познаниями в электрике и механике. Что может сэкономить время, которое ушло бы на ремонт более сложного аппарата в сервисе профессионалом.
Что может сэкономить время, которое ушло бы на ремонт более сложного аппарата в сервисе профессионалом.
Все это хорошо известно производителям таких полуавтоматов. Но эти аппараты в основном рассчитаны на применения, где требования к качеству сварки почти никакие, и на пользователей с низкой квалификацией, либо с небрежным отношением к «хозяйскому» инструменту.
Инверторные полуавтоматы.
Инверторный полуавтомат содержит систему автоматического регулирования с обратными связями, которая позволяет плавно регулировать выходное напряжение в очень широком диапазоне непосредственно во время работы, причем выставленное напряжение стабилизировано и не зависит от колебаний сети и почти не просаживается под нагрузкой.
Режим работы на максимальном тока у инверторных аппаратов значительно превосходит время работы трансформатора. Что позволяет значительно экономить время без ущерба в качестве сварки, не ожидая когда же аппарат «остынет».
Работа инверторного аппарата заметно стабильнее при пониженном напряжении вплоть до падения до  Трансформатор требует постоянной подстройки по выходному напряжению и скорости подачи проволоки, в отличие от инвертора, который сам подстраивается к «скачкам» напряжения, в результате чего пользователь этого даже не заметит.
Следует отметить, что настроенный на работу при пониженном напряжении трансформатор, при резком росте напряжения до номинала в 220В (типичная ситуация для гаражей, когда сосед выключил сварку) с легкостью прожжет тонкий кузовной металл.
Трансформатор требует постоянной подстройки по выходному напряжению и скорости подачи проволоки, в отличие от инвертора, который сам подстраивается к «скачкам» напряжения, в результате чего пользователь этого даже не заметит.
Следует отметить, что настроенный на работу при пониженном напряжении трансформатор, при резком росте напряжения до номинала в 220В (типичная ситуация для гаражей, когда сосед выключил сварку) с легкостью прожжет тонкий кузовной металл.
Благодаря инверторным технологиям недостатки инверторных полуавтоматов в принципе отсутствуют как явление, от чего качество сварки значительно выше, чем у трансформаторных сварок.
И еще один серьезный и несомненный плюс инверторных аппаратов — гораздо меньший вес
. При аналогичной мощности выходного тока трансформаторный полуавтомат будет весить в 2-2.5 раза тяжелее инвертора.Сравнение инверторного полуавтомата с трансформаторным
Самый бюджетный инверторный полуавтомат
Качество с большой буквы при низкой цене:
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA:
Сварка алюминия полуавтоматом AuroraPRO OVERMAN 180:
Сварка полуавтоматом для чайников (Часть 1) – Подготовка к работе:
Сварка полуавтоматом для чайников (Часть 2) – Сварка тонкого металла:
Сварка полуавтоматом для чайников (Часть 3) – Сварка толстого металла:
Best 2021 Сварочные полуавтоматы инверторного типа с газом
Хороший сварочный полуавтомат – универсальный агрегат, способный решать широкий круг задач по соединению металлов с использованием присадочной проволоки и защитного газа (MIG/MAG). При использовании порошковой (порошковой) проволоки обходятся без нее. Практически все полуавтоматы работают в режиме ручной дуговой сварки покрытыми электродами (ММА). Помимо своей универсальности, они отличаются высокой производительностью, возможностью формирования длинных непрерывных швов, требующих минимальной последующей обработки. Рассмотрим, какой полуавтомат выбрать для подсобного хозяйства, небольшого производства, гаража, СТО и строительной площадки.
При использовании порошковой (порошковой) проволоки обходятся без нее. Практически все полуавтоматы работают в режиме ручной дуговой сварки покрытыми электродами (ММА). Помимо своей универсальности, они отличаются высокой производительностью, возможностью формирования длинных непрерывных швов, требующих минимальной последующей обработки. Рассмотрим, какой полуавтомат выбрать для подсобного хозяйства, небольшого производства, гаража, СТО и строительной площадки.
Перейти сразу к рейтингу полуавтоматов =>
Содержание
- Как выбрать хороший сварочный полуавтомат
- Какой сварочный полуавтомат выбрать
- Диаметр проволоки и сила тока
- Выбор подходящей защиты газ
- Лучшие сварочные полуавтоматы MIG/MAG, MMA
- Рейтинг универсальных полуавтоматов TIG, MIG/MAG, MMA
- Видео: Как выбрать хороший инверторный полуавтомат
Как выбрать хороший сварочный полуавтомат
Сварочный полуавтомат получил свое название от механизма автоматической подачи присадочной проволоки и защитного газа. Нажатие на курок горелки запускает миниатюрный электродвигатель, в результате чего разматыватель с постоянной скоростью подает проволоку через металлический канал в зону сварки. Параллельно срабатывает клапан, который подает в сварочную ванну аргон, углекислый газ или их смесь. Скорость подачи газа и проволоки регулируется.
Нажатие на курок горелки запускает миниатюрный электродвигатель, в результате чего разматыватель с постоянной скоростью подает проволоку через металлический канал в зону сварки. Параллельно срабатывает клапан, который подает в сварочную ванну аргон, углекислый газ или их смесь. Скорость подачи газа и проволоки регулируется.
Что можно приготовить с помощью полуавтомата? Полуавтоматический инверторный аппарат позволяет сваривать толстые металлы, чугун, алюминий, нержавеющую сталь, листовые материалы. Шов практически не нуждается в обработке – образование шлака минимально. Также непрерывная и равномерная подача электродной проволоки ускоряет процесс соединения металлов, позволяет накладывать длинные непрерывные швы. Для сварки ограждений и изделий из некритичных черных металлов целесообразнее выбрать инвертор ММА (для ручной дуговой сварки).
Практически все сварочные инверторы позволяют выполнять сварку обычным плавким электродом или порошковой проволокой – ее специальное покрытие защищает сварочную ванну от взаимодействия с воздухом.
Мощность. Определяет производительность сварки, максимальную толщину свариваемого металла. Указывается в кВт. Эффективная мощность всегда ниже потребляемой мощности – часть электрической энергии преобразуется в тепловую.
Для домашнего использования достаточно устройства мощностью 3 кВт. Этого достаточно для сварки неответственных конструкций из профиля толщиной до 2,5 мм, ремонта бака или днища автомобиля. Если вы работаете с более толстыми металлами – 4 мм, берите аппарат мощностью 3-5 кВт . Для плавки толстостенных изделий (около 6-10 мм) подойдет аппарат мощностью 6-8 кВт и выше. нужный.
Сварочный ток. Определяет максимальную толщину свариваемого материала. Если его будет недостаточно, шов останется на поверхности соединяемых деталей, его легко повредить. На данный момент (приблизительные данные):
- 110-120 А можно работать проволокой сечением 0,6-0,8 мм и сваривать металл толщиной до 2,5 мм;
- 120-160 А – диаметр проволоки 1 мм, толщина свариваемого металла до 4 мм;
- 160-200 А Детали сечением до 4-5 мм свариваются проволокой диаметром 1,2 мм.

Обратите внимание на минимальный сварочный ток. Это важно при работе с тонкими листовыми металлами, мелкими деталями.
Текущее регулирование. Ручка регулятора изменяет силу тока для адаптации параметров электрической дуги к характеристикам заготовок. Тумблеры регулируются ступенчато — каждый шаг прибавляет или уменьшает показатель на несколько (50-10 А) или плавно — с шагом в 1 и менее ампер. Для высокой точности и наглядности стоит приобретать модели с цифровой индикацией силы тока.
Напряжение. Для частного сектора важен показатель сетевого напряжения. При стандартном значении около 220 В оно часто опускается ниже 200, а то и 180 В. При выборе учитывайте удаленность дома или гаража от трансформатора от какое электричество подведено к вашему участку. Если напряжение в сети слишком низкое, возьмите устройство, способное стабилизировать этот показатель. Не верьте производителям, гарантирующим отличное выполнение недорогой сварки при 160 и даже 140 В.
Легкость зажигания дуги, особенно новичками, и ее эластичность зависят от напряжения холостого хода. Чем ниже значение, тем дешевле устройство.
Другие пункты. При выборе хорошего полуавтомата смотрите на параметр продолжительности включения (DC). Для бытовой техники она редко превышает 30-40% в режиме MIG/MAG, и это нормально. Это означает, что после 3-4 минут работы на пиковом токе устройству необходимо остыть в течение 7 или 6 минут соответственно. Для дома и гаража этого достаточно, а вот для производственной установки ПВ должно быть от 60%. Для режима ММА цифра может быть выше.
Полуавтомат желательно покупать с закрытым толкающим механизмом подачи проволоки, а не тянущим, защитой от короткого замыкания.
Какой сварочный полуавтомат выбрать
Для подсобного хозяйства, гаража и дачи достаточно аппарата мощностью около 3 кВт с максимальным сварочным током 120-160 А. Выберите минимальное значение в зависимости от толщины свариваемого металла. ПВ составляет 30-40%. Важно работать при провалах напряжения до 200-19 В.0 В.
ПВ составляет 30-40%. Важно работать при провалах напряжения до 200-19 В.0 В.
Для гаража, небольшой мастерской с коммерческим уклоном или СТО купите сварочный аппарат мощностью 4-5 кВт с пиковым током 160-200 А, минимум 10 А и скважностью 60- 70%. Разъем необходим для подключения электрододержателя для ручной дуговой сварки плавящимися электродами.
Для профессиональных нужд нужен мощный и дорогой аппарат с силой тока свыше 200 А, временем включения от 80%, желательно с жидкостным охлаждением. Мощность может достигать 7-8 кВт и более. Требуется поддержка MMA и евроконнектор.
Диаметр провода и сила тока
| Металлический слой, мм | Ток, А | Проволока D, мм |
| 0,5-1 | 10-30 | 0,6 |
| 1,2-2 | 45-100 | 0,8 |
| 2,5-4 | 120-200 | 1-1,2 |
| 5-8 | 150-350 | 1,6 |
| 9-20 | 300-500 | 1,6 |
Правильный выбор защитного газа
Для защиты сварочной ванны от атмосферных газов применяют инертные газы (аргон), углекислый газ или их смесь – расплавленный металл с ними не взаимодействует. Он подается от газового баллона, подключенного к горелке. Газ выбирается исходя из условий сварки:
Он подается от газового баллона, подключенного к горелке. Газ выбирается исходя из условий сварки:
- Углекислый газ – недорогой, подходит для неответственных соединений, которые не будут испытывать значительных нагрузок, сварки тонких черных металлов толщиной около 1 мм. При работе разлетаются брызги, шов получается «копеечный», не эстетичный.
- Аргон – дорогой газ для сварки легированных и нержавеющих сталей, титана, алюминия, меди, сплавов на их основе.
- Смесь углекислого газа и аргона (обычно в соотношении 1 к 5) – Обеспечивает мягкую и стабильную дугу, ровное красивое соединение, не требующее постобработки, уменьшает разбрызгивание металла. Подходит для обработки легированных и высокоуглеродистых сталей.
Для работы без защитного газа используется дорогая порошковая проволока, внутри которой находится флюс. Оплавляя дугой, защищает сварочную ванну от атмосферных газов.
Лучшие сварочные полуавтоматы MIG/MAG, MMA
Аппараты для газовой и ручной сварки плавящимися электродами.
1
Aurora OVERMAN 205 (MIG/MAG, MMA)
Легкий сварочный полуавтомат с возможностью сварки штучными электродами. Работает с самозащитной порошковой проволокой. При силе тока до 200 А и мощности до 8 кВт он станет надежным помощником в гараже или производственной мастерской при значительном объеме работ. Отлично зарекомендовал себя при сварке алюминия – подходит для автомастерских и СТО. Длительное время включения обеспечивает обновленная система охлаждения на базе четырех радиаторов. Для работы в условиях низких температур предусмотрен разъем для подключения обогрева коробки передач. Устройство боится перепадов напряжения до 160-140 В.
Характеристики:
- регулятор тока и напряжения;
- контроль индуктивности;
- вариант обогрева редуктора;
- смена полярности на корпусе.
2
Сварог РЕАЛ МИГ 200 (N24002N) (МИГ/МАГ, ММА)
Усовершенствованный аппарат для бытового и промышленного применения. Фонарик оснащен крючком, который защелкивается практически на чем угодно. На передней панели расположены регуляторы: напряжения в режиме МИГ, скорости подачи проволоки, индуктивности (дожигание дуги). Последний вариант стабилизирует дугу, исключает провисание при сварке тонких металлов. Для режима ММА имеется регулятор тока в диапазоне 10-160 А. Под крышкой корпуса находится таблица с рекомендуемыми режимами сварки: соответствие силы тока, толщины металла и проволоки/электрода.
Фонарик оснащен крючком, который защелкивается практически на чем угодно. На передней панели расположены регуляторы: напряжения в режиме МИГ, скорости подачи проволоки, индуктивности (дожигание дуги). Последний вариант стабилизирует дугу, исключает провисание при сварке тонких металлов. Для режима ММА имеется регулятор тока в диапазоне 10-160 А. Под крышкой корпуса находится таблица с рекомендуемыми режимами сварки: соответствие силы тока, толщины металла и проволоки/электрода.
Особенности:
- сварка алюминия;
- работа с порошковой проволокой;
- проволока дожигающая;
- много регуляторов;
- пробный прогон сварочной проволоки.
3
РЕСАНТА САЙПА-220 (МИГ/МАГ)
Мощный аппарат для решения любых задач по сварке металлов в среде защитного газа. Оснащен датчиками температуры. Они следят за тепловым режимом трансформатора и, если его температура приближается к критическому значению, отключают питание. О перегреве уведомит индикатор тревоги. Корпус покрыт диэлектрическим компаундом. Под его крышкой находится барабан с проволокой, механизм регулирования скорости ее размотки и клапан учета газа. Для увеличения рабочего цикла корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
О перегреве уведомит индикатор тревоги. Корпус покрыт диэлектрическим компаундом. Под его крышкой находится барабан с проволокой, механизм регулирования скорости ее размотки и клапан учета газа. Для увеличения рабочего цикла корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
Характеристики:
- контроль напряжения дуги; сварка
- только в режимах с защитным газом;
- предотвращает перегрузки в электросети при зажигании дуги; Термозащита
- принудительно отключает питание при перегреве.
4
Wester MIG 140i (MIG/MAG, MMA)
Недорогой полуавтомат инверторного типа с выходным током 140 А для бытовых нужд. Работает проволокой сечением 0,6-0,8 мм и сваривает штучными электродами толщиной 1,6-3,2 мм. С такими параметрами он отлично сваривает сталь толщиной до 6 мм, что вполне достаточно для домашнего использования. Эффективное охлаждение и высококачественные компоненты обеспечивают рабочий цикл 60%. Бесступенчатые регуляторы контролируют силу тока и скорость подачи проволоки. Индикаторы указывают на питание и перегрев.
Эффективное охлаждение и высококачественные компоненты обеспечивают рабочий цикл 60%. Бесступенчатые регуляторы контролируют силу тока и скорость подачи проволоки. Индикаторы указывают на питание и перегрев.
Особенности:
- быстросъемные кабели;
- принудительное охлаждение;
- длительный рабочий цикл;
- контроль тока, напряжения, подачи наполнителя.
5
Fubag IRMIG 180 38608.3 (MIG/MAG)
Недорогой полуавтомат с производительностью 40% в режиме MMA и 25% в режиме MAG станет незаменимым помощником в небольшой мастерской, гараже и подсобном хозяйстве ферма. Ручки для тока ММА, скорости подачи присадочной проволоки и напряжения для режимов MIG/MAG позволяют адаптировать режим сварки к любой заготовке. Байонетные разъемы позволяют быстро подключать кабели и менять полярность для работы с тонкостенными и толстыми заготовками. Желтый индикатор сообщит о перегреве устройства, за которым следит термодатчик с микроконтроллером.
Желтый индикатор сообщит о перегреве устройства, за которым следит термодатчик с микроконтроллером.
Характеристики:
- защита от перегрузки; бесступенчатые регуляторы
- ;
- тихая работа;
- сварка проволокой и покрытыми электродами;
6
СТАВР САУ-200М (МИГ/МАГ, ММА)
ТОР комплектуется бюджетным сварочным аппаратом для соединения металлов медной проволокой в среде защитных газов и покрытыми электродами. Электронная начинка основана на инновационных IGBT-транзисторах, устойчивых к перегрузкам и нагреву. Сварочный ток, скорость размотки проволоки изменяются регуляторами на передней стенке. Поддерживает сварку порошковой проволокой без защитного газа. Поддерживает антипригарный режим, форсаж дуги и горячий старт. Подходит для мелкосерийного производства благодаря времени включения 60%.
Особенности:
- стабильность работы при падении напряжения до 25%; сварка
- плавящимися электродами и порошковой проволокой;
- длительное время включения; производство
- на основе IGBT-транзисторов;
- функции, облегчающие работу: антиприлипание, дожигание дуги, горячий старт.

Рейтинг универсальных полуавтоматов TIG, MIG/MAG, MMA
Многофункциональные инверторы-полуавтоматы, позволяющие проводить дополнительную сварку металлов неплавящимися электродами в атмосфере защитного газа или газов.
1
Fubag IRMIG 200 SYN 31447 + горелка 38443 (TIG, MIG/MAG, MMA)
Модернизированная версия Fubag IRMIG 180 с тремя видами сварки, повышенным пиковым током и цифровым дисплеем, последний вам в помощь выбрать наиболее подходящий для текущих условий режим сварки: регулируются скорость размотки проволоки (в режиме ММА – сварочный ток), напряжение дуги и индуктивность. В синергетическом режиме можно указать диаметр проволоки, тип защитного газа. Термостойкие пластиковые байонетные разъемы позволяют быстро поменять полярность и подготовить устройство к использованию. Размотчик проволоки рассчитан на диаметры 0,6 – 1 мм.
Особенности:
- синергетическое управление для новичков;
- три режима сварки в одном аппарате;
- быстрое и надежное соединение;
- опция VRD снижает напряжение до безопасного для человека значения в режиме ожидания.

2
Aurora SPEEDWAY 200 Synergic (TIG, MIG/MAG, MMA)
Профессиональный помощник в цеху и на стройплощадке, позволяющий выполнять сварку самозащитной порошковой проволокой, стержневыми электродами, MIG / МАГ провода и негорючие электроды в атмосфере аргона. На передней панели всего одна ручка, управление полностью синергетическое: вы выбираете режим работы и вращаете регулятор, микропроцессор автоматически подбирает параметры работы. Для профи предусмотрено внесение корректировок в стандартные настройки. Примечателен режим Root: он вдвое уменьшает количество брызг, стабилизирует сварку в любом положении и практически исключает постобработку шва.
Особенности:
- поддержка технологии ROOT Low Spatters;
- 2-тактный и 4-тактный режимы работы горелки;
- быстрая смена полярности; Блок питания
- на основе технологии IGBT.

3
Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)
Высококачественный аппарат для полуавтоматической сварки в среде защитного газа, безгазовой порошковой проволокой, в покрытии электродами и аргонодуговой сваркой. Он понадобится в автомастерской, на стройке, на небольшом производстве. Работает с проводами диаметром 0,6-1 мм. Предусмотрено синергетическое и ручное управление параметрами дуги, функции холостого хода проволоки и продувки газом. Опция Arc Force снизит вероятность прилипания электрода при отрыве капли металла или приближении электрода к свариваемой поверхности.
Особенности:
- понижение напряжения холостого хода в режиме ожидания;
- время включения – 60%;
- 5-летняя гарантия производителя;
- SMT-монтаж с покрытием электроники защитным лаком;
- синергетический менеджмент;
- режимы горелки 2Т и 4Т.

4
РЕСАНТА САЙПА-190МФ (ВИГ, МИГ/МАГ, ММА)
Многофункциональный прибор с рабочим циклом 70%. На его передней панели расположены разъемы для кабелей и органы управления: напряжение, скорость подачи проволоки, режим горелки (2Т/4Т) для сварки МИГ/МАГ, сила тока изменяется автоматически. Для режимов TIG и MMA доступно управление током и дожиганием дуги. Горячий пуск и антипригарные функции облегчают работу начинающим сварщикам. Конструкция корпуса предотвращает попадание внутрь вертикально падающих капель дождя и крупных предметов.
Особенности:
- принудительное протягивание троса; защита от перегрузки
- ; Транзисторы
- IGBT;
- повышенные параметры электробезопасности;
- продолжительность включения – 70%.
В рейтинге представлены лучшие сварочные полуавтоматы, способные решать любые задачи, кроме самых узкоспециализированных, в области сварки металлов в быту и на малых производствах. При выборе ориентируйтесь на область применения: объем работ, тип и толщину металла, стабильность входного напряжения.
При выборе ориентируйтесь на область применения: объем работ, тип и толщину металла, стабильность входного напряжения.
Видео: Как выбрать хороший полуавтоматический инвертор
Ключевые моменты, которые следует учитывать при выборе аппарата для дуговой сварки
Выбор подходящего аппарата для дуговой сварки
В Engweld мы хорошо разбираемся в искусстве дуговой сварки; техника, которая используется для создания прочных соединений между металлическими деталями. Используя источник питания для создания электрической дуги, создающей интенсивное и локализованное тепло, которое затем плавит, соединяет и сплавляет металлы. Эта интенсивная температура, создаваемая дугой, позволяет, например, расплавить края сварного шва и сплавить их с присадочным металлом в виде стержня или проволоки, в зависимости от используемого метода, хотя не для всех работ требуется присадочный металл. быть добавленным.
быть добавленным.
Существует три основных типа технологий дуговой сварки:
- Сварочные аппараты MMA
- Сварочные аппараты MIG/MAG
- Сварочные аппараты TIG
несколько ключевых моментов, которые мы рассмотрим в первую очередь.
Как выбрать аппарат дуговой сварки?
Когда дело доходит до выбора аппарата для дуговой сварки, существуют определенные критерии, которым соответствует каждый тип, и, к сожалению, не существует единого процесса сварки, подходящего для всех применений.
Вы всегда должны учитывать:
- Предполагаемое использование: периодическое техническое обслуживание, производство или высококачественная сварка?
- Какой тип материала вы будете сваривать?
- Насколько толстый материал вы будете сваривать?
- К какому источнику питания у вас есть доступ?
- Каков рабочий цикл машины и как это повлияет на работу, которую вы собираетесь выполнять?
Ответив на все эти вопросы, вы обязательно найдете сварочный аппарат для дуговой сварки, который больше всего соответствует вашим потребностям.
Кто такой сварщик MMA?
Сварочный аппарат MMA, также известный как «автоматическая сварка», представляет собой электрический трансформатор, который обеспечивает высокий уровень электрического тока на выходе. При приближении электрода к свариваемой детали возникает короткое замыкание и высокотемпературная электрическая дуга, которая локально расплавляет свариваемые металлические детали, а также сам электрод.
Электрод состоит из металлического сердечника и защитного слоя для предотвращения окисления. Сердечник используется в качестве присадочного металла при сварке, а защитный слой необходимо удалять после остывания сварного шва. Таким образом, электроды являются расходными материалами, состав и диаметр которых необходимо адаптировать в зависимости от металла, с которым вы работаете, и выполняемой работы.
Инверторные сварочные аппараты MMA компактны и легки, что обеспечивает лучшее качество сварки благодаря точной регулировке мощности и, как правило, оснащены предохранительным устройством, отключающим ток в случае прилипания электрода.
Основные моменты:
- Ручной сварочный аппарат.
- Инверторная техника.
- Электроды с покрытием.
- Для мелкого ремонта, а не для крупных работ.
Ключевые вопросы по сварке MMA.
Что такое горячий старт? – Горячий старт – это специальная функция для сварки ММА или сварки штучными электродами. Аппарат выдает пиковый ток при поджигании дуги, что значительно облегчает зажигание электродов. Особенно полезно для работы с несовершенными поверхностями или при использовании электродов, «трудных в обращении».
Что такое Arc Force? – Эта функция, которую иногда называют «копание» или «управление дугой», аналогична функции «Горячий старт», за исключением того, что она работает во время процесса сварки. Это очень помогает стабилизировать дугу, предотвращая ее обрыв во время сварки и предотвращая прилипание электрода, так как при обнаружении короткого замыкания аппарат подает пиковый ток.
Что такое антипригарное покрытие? – Защита от прилипания — это функция, с помощью которой сварочный аппарат определяет прилипание электрода, при котором сварочный ток сбрасывается, чтобы предотвратить дальнейшее приваривание электрода к заготовке, что позволяет легко отсоединить или отломить электрод.
Ознакомьтесь с полным ассортиментом аппаратов для сварки MMA и дуговой сварки, поставляемых Engweld.
Что такое сварочный аппарат MIG/MAG?
Сварочный аппарат MIG/MAG также является формой дуговой сварки, здесь вместо электрода используется катушка проволоки, которая разматывается по мере того, как сварочная горелка потребляет проволоку. Опять же, тип проволоки зависит от выполняемой вами работы. Поскольку это наполнительный материал, для разных металлов требуются разные наполнители и разной толщины в зависимости от работы.
Сварщики MIG или MAG используют газ для защиты сварного шва от окисления, вызванного окружающим воздухом, который выпускается через горелку на месте сварки.
- Для сварки MIG (Metal Inert Gas) используется инертный газ, такой как аргон или гелий. Он подходит для нержавеющей стали, легких сплавов и цветных металлов.
- При сварке MAG (Metal Active Gas) используется смесь аргона и CO2 или аргона и кислорода, которая вступает в реакцию со сваркой, улучшая ее качество.

При правильном выборе газа или смеси газов сварка MIG и MAG может применяться ко всем распространенным металлам. Сварной шов, производимый этими сварочными аппаратами, имеет более высокое качество, чем сварщики MMA, что позволяет сваривать более тонкие листы и больше подходит для производства, автоматизации и роботизации. Сварке MIG и сварке MAG также легче научиться, вообще говоря, чем сварке MMA или сварке TIG.
Можно использовать аппарат для сварки MIG без подачи газа, используя проволоку, наполненную порошком, который испаряется во время сварки для имитации слоя инертного газа, защищающего сварной шов от окисления. В то время как сварка MIG обеспечивает более чистую сварку и дешевле из-за того, что сплошная проволока дешевле, чем проволока с наполнителем, сварка без газа освобождает одну руку от баллона и больше подходит для наружных работ, поскольку она менее чувствительна к сквознякам.
Основные моменты:
- Порошковая проволока.
- Одножильный провод.

- Моток проволоки.
- Активный газ.
- Сварочный полуавтомат.
- Инертный газ (нейтральный).
См. полный ассортимент аппаратов для сварки MIG, поставляемых Engweld.
Что такое сварочный аппарат TIG?
Благодаря использованию неплавкого электрода, инертного газа и присадочного металла, сварщик TIG может сваривать тонкие слои и выполнять высокоточную сварку. Доступен как ручной, так и полуавтоматический режим, когда сварщик либо держит в руках вспомогательный стержень, либо сварочный аппарат оснащен катушкой, заполненной присадочным материалом.
Опять же, при сварке TIG сварные швы защищены от коррозии инертным газом. Этот метод обычно дает высококачественные результаты, особенно при сварке тонких листов или плотных сварных швов.
Несмотря на то, что электрод не является плавким, он все равно будет изнашиваться, поэтому его необходимо регулярно затачивать, так как электрод должен иметь правильную форму кончика для формирования качественной электрической дуги.
Сварочные аппараты TIG бывают с газовым или жидкостным охлаждением. При сварке с низкой интенсивностью газового охлаждения достаточно, однако для сварки с более высокой интенсивностью необходим жидкостный охладитель для предотвращения перегрева.
Основные моменты:
- Можно получить высококачественные сварные швы.
- Может работать с тонким листовым металлом.
- Используется для цветных металлов.
- Инертный газ.
- Неплавкий электрод.
- Возможность полуавтомата.
См. полный ассортимент аппаратов для сварки TIG, поставляемых Engweld.
Для получения дополнительной информации от Engweld или помощи в выборе аппарата для дуговой сварки свяжитесь с нами.
Похожие материалы:
Półautomat spawalniczy 3w1 BEST MIG 231 4×4 MIG/MAG / PULS / PODWÓJNY PULS / MMA Welder Fantasy 230V
Описание:
ПРОИЗВОДИТЕЛЬ: FACHOWIEC F.H.W.
ГАРАНТИЯ: FACHOWIEC F.H.W.
Welder Fantasy — торговая марка, созданная компанией FACHOWIEC в 1991 году. Инверторные сварочные аппараты TIG/MMA, полуавтоматические сварочные аппараты MIG/MAG, плазменные резаки и другое оборудование, поставляемое под торговой маркой Welder Fantasy, получили признание. тысячами мастерских и компаний в Польше и за рубежом на протяжении многих лет.
Торговая марка Welder Fantasy означает:
– Оборудование высочайшего качества,
– Гарантия надежности,
– Высокий уровень производительности,
– Лидер на польском рынке.
“WELDER FANTASY” ЯВЛЯЕТСЯ ЗАЩИЩЕННОЙ И ЗАРЕГИСТРИРОВАННОЙ ТОВАРНОЙ ЗНАКОМ – см. свидетельство о регистрации.
BEST MIG 231 4×4 — это современный синергетический инверторный сварочный аппарат, предлагающий множество дополнительных функций для выполнения различных сварочных операций. Его основным преимуществом является возможность сварки с помощью одиночный или двойной импульсный ток методом MIG или MAG, а также возможность использования синергетических настроек.
Надежность и широкий спектр применения машины удовлетворят даже самых требовательных пользователей. Благодаря горелке MIG/MAG с поворотной горелкой на 360° возможна сварка в труднодоступных местах. Аппарат Welder Fantasy BEST MIG 231 4×4 представляет собой многофункциональный инверторный полуавтоматический сварочный аппарат, оснащенный 4-х роликовым профессиональным механизмом подачи нового поколения, предназначенный для ручной дуговой сварки металлов и металлических сплавов следующими методами:
* MIG/MAG двойной импульс,
* MIG/MAG одиночный импульс,
* MIG/MAG – непрерывная сварка в синергетическом режиме,
* FCAW – сварка с самозащитной проволокой
* Сварка пайкой,
* SPOT – точечная сварка MIG/MAG,
* TIG lift pulse – сварка TIG DC импульсным током,
* ММА – сварка покрытым электродом.
Интуитивная и простая в использовании панель управления с цветным дисплеем позволяет быстро настроить все основные параметры сварки. Благодаря синергетическим настройкам можно автоматически регулировать параметры сварки с помощью всего одной ручки, например: напряжение, ток и скорость подачи проволоки. Сразу после выбора защитного газа на дисплее отображается информация о диаметрах сварочной проволоки, доступных в данной программе сварки.
Сварочный аппарат обеспечивает плавную регулировку напряжения и тока и оснащен системой защиты от перегрева, которая защищает интегральные схемы от перегрева.
Для повышения комфорта и снижения уровня шума вентилятор включается автоматически при необходимости, а не работает постоянно после включения устройства.
Благодаря применению самой современной технологии IGBT и высококачественных компонентов, Сварочный аппарат BEST MIG 231 4×4 — идеальный выбор для профессиональных сварочных работ в автомобильной и сталелитейной промышленности и во многих других областях.
Технология IGBT (Insulated Gate Bipolar Transistor) – это современная технология на основе биполярных транзисторов с изолированным затвором. Он сочетает в себе простоту управления полевыми транзисторами с высоким напряжением пробоя и скоростью переключения биполярных транзисторов. Использование технологии IGBT оказывает существенное влияние на увеличение срока надежной работы сварочного оборудования.
Высокий КПД 60%.
MIG/MAG – дуговая сварка с газовой защитой является одним из наиболее распространенных способов сварки при производстве сварных конструкций. Процесс полуавтоматической сварки включает сплавление кромок заготовки и расходуемого электродного материала с помощью тепла электрической дуги, тлеющей между сплошным проволочным электродом и свариваемой деталью. Процесс осуществляется в среде инертного или активного газа.
MIG PULSE — передовой метод сварки, в котором используется наилучшая технология переноса расплавленного электродного материала на свариваемую деталь. Поскольку не происходит коротких замыканий, при импульсной сварке не образуются брызги и исключается явление «холодного притока». Сварочные позиции при импульсной сварке не ограничены, поскольку они являются производными от шаровидных или аэрозольных форм, и их использование определенно более эффективно. За счет охлаждения процесса струйной дуги метод MIG PULSE может расширить диапазон сварки, а меньший подвод тепла не вызывает проблем с прожиганием тонких материалов. MIG PULSE — один из лучших процессов сварки для широкого спектра применений и металлов.
ДВОЙНОЙ ИМПУЛЬС MIG — использование метода двойной импульсной сварки MIG/MAG позволяет добиться привлекательного эффекта поверхности сварного шва (эффект чешуи). Кроме того, использование автоматической подачи проволоки значительно повышает производительность сварки. Метод двойного импульса MIG/MAG позволяет регулировать импульс тока (баланс импульсов), а также регулировать скорость подачи проволоки. Это помогает значительно улучшить внешний вид поверхности сварного шва. Во время сварки MIG/MAG с двойным импульсом импульсы тока ограничены двумя диапазонами. Последовательная система, реализованная в наших устройствах, автоматически объединяет два уровня импульсов: горячий и холодный.
Метод двойного импульса MIG/MAG позволяет регулировать импульс тока (баланс импульсов), а также регулировать скорость подачи проволоки. Это помогает значительно улучшить внешний вид поверхности сварного шва. Во время сварки MIG/MAG с двойным импульсом импульсы тока ограничены двумя диапазонами. Последовательная система, реализованная в наших устройствах, автоматически объединяет два уровня импульсов: горячий и холодный.
Преимущества использования метода сварки MIG/MAG с двойным импульсом:
– метод сварки MIG/MAG с двойным импульсом быстрее, чем метод TIG,
– метод сварки MIG/MAG с двойным импульсом обеспечивает превосходный окончательный вид соединения, аналогично методу TIG,
– метод MIG/MAG с двойным импульсом также вызывает меньшие искажения, чем метод TIG.
АВТО – синергетические настройки. В режиме АВТО пользователь выбирает основные параметры сварки, такие как тип материала, толщина свариваемой детали и диаметр сварочной проволоки. Остальные параметры устройства подбираются автоматически по базе загруженных программ.
Остальные параметры устройства подбираются автоматически по базе загруженных программ.
ВИГ с подъемной дугой постоянного тока – методом ВИГ, электрическая дуга зажигается в среде инертного газа (аргона), между свариваемым элементом и неплавким электродом из чистого вольфрама или вольфрама с добавками. В режиме подъемной дуги TIG дуга зажигается, когда электрод входит в контакт с заготовкой. В режиме TIG DC ток постоянный.
TIG DC PULS lift-arc – зажигание дуги происходит за счет контакта электрода с заготовкой. Импульсная функция позволяет сваривать тонкие детали за счет периодических изменений тока.
ММА – метод сварки покрытым электродом, при котором электрод состоит из металлического сердечника, покрытого специальным покрытием. Сварщик подает электрод по мере его вплавления в заготовку, чтобы поддерживать постоянную длину дуги, одновременно толкая ее вдоль линии сварки. Он позволяет выполнять сварку всеми типами электродов, такими как основные, целлюлозные, рутиловые или кислотные.
Он позволяет выполнять сварку всеми типами электродов, такими как основные, целлюлозные, рутиловые или кислотные.
MMA VRD — функция VRD (Voltage Reduction Device), доступная в режиме MMA, представляет собой модуль, снижающий стационарное (без нагрузки) напряжение вторичной цепи сварочного аппарата. Функция VRD повышает безопасность и снижает риск поражения электрическим током. Эта функция включает и выключает сварочную мощность при измерении сопротивления между электродом и свариваемым изделием во время сварки.
Дополнительные функции:
– Сварка пайкой – после выбора проволоки CuSi устройство может выполнять сварку пайкой. Этот метод используется в основном в автомобильной промышленности для скрепления оцинкованных листов.
– Контроль индуктивности при сварке MIG/MAG – правильно подобранная индуктивность сварки снижает количество брызг. Индуктивность зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и интенсивной, а ее увеличение будет способствовать образованию жидкой сварочной ванны и уменьшению разбрызгивания. Правильно подобранная индуктивность приводит к более стабильной дуге, равномерному переносу капель жидкого металла, поддержанию постоянного размера сварочной ванны и характерному повторяющемуся звуку без брызг и взрывов.
Индуктивность зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и интенсивной, а ее увеличение будет способствовать образованию жидкой сварочной ванны и уменьшению разбрызгивания. Правильно подобранная индуктивность приводит к более стабильной дуге, равномерному переносу капель жидкого металла, поддержанию постоянного размера сварочной ванны и характерному повторяющемуся звуку без брызг и взрывов.
– зажигание дуги через:
- • 2T – два цикла,
- • 4T – четыре цикла,
- • S2T – специальный двухтактный – при нажатии кнопки газ подается в установленное пользователем время и зажигается сварочная дуга. Напряжение дуги в начале будет увеличиваться и падать до значения основного сварочного тока в установленное время. Когда кнопка будет отпущена, ток упадет до конечного значения.
 Затем дуга погаснет, и защитный газ выйдет в течение установленного времени,
Затем дуга погаснет, и защитный газ выйдет в течение установленного времени,
- • S4T – специальный четырехтактный – при нажатии и отпускании кнопки газ подается в заданное пользователем время и зажигается сварочная дуга. Напряжение дуги в начале будет увеличиваться и падать до значения основного сварочного тока в установленное время. Когда вы снова нажмете и отпустите кнопку, ток упадет до конечного тока. Затем дуга погаснет, и защитный газ выйдет в течение установленного времени,
– МИГ/МАГ Сварка SPOT – в режиме точечной сварки можно установить время истечения газа перед сваркой, продолжительность сварки, сварочный ток и время истечения газа после погасания дуги,
– MIG/MAG Сварка CSPOT – режим непрерывной точечной сварки, позволяющий установить время разрыва между швами,
– управление частотой импульсов в диапазоне 0 – 5 Гц,
– управление циклом импульсов в диапазоне 20 – 80 %,
– импульсная модуляция в диапазоне 5 – 50%,
– настройка параметров HotI и EndI – установка значения повышенного напряжения дуги в начале и значения конечного напряжения, т. е. заварка кратера,
е. заварка кратера,
– BURN BACK – функция, предотвращающая прилипание электродной проволоки к контактному наконечнику за счет быстрого вытягивания проволоки после завершения операции сварки. Устройство позволяет установить время работы функции обратного отжига в диапазоне от -90 – 90%,
– ПРЕД ГАЗ – регулирование времени истечения защитного газа перед началом сварки в диапазоне от 0 – 10 с,
– ПОСТ ГАЗ – регулирование времени истечения защитного газа после сварки завершение в диапазоне от 0,1 до 50 с,
– ГОРЯЧИЙ СТАРТ – функция увеличения тока при зажигании дуги, облегчающая запуск сварочной операции,
– ФОРМАТ ДУГИ – регулирование тока при коротком замыкании. Это означает, что любое уменьшение длины дуги сопровождается увеличением сварочного тока, что позволяет стабилизировать дугу независимо от любых колебаний длины.
Полный комплект включает в себя:
– сварщики Fantasy Best Mig 231 4×4 Источник мощности,
– MIG/Mag Welding Gun MB15 3M Euro с 360 ° Tock 2 м,
– кабель с электрододержателем 2 м,
– 2 рулона стальной катушки подачи проволоки 0,8 – 1,0 В + дополнительные катушки подачи алюминиевой проволоки 1,0 – 1,2 U,
– тефлон вкладыш кабелепровода,
– руководство пользователя на польском языке плюс гарантийный талон.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Параметр | ЛУЧШИЙ МИГ 231 4×4 |
| Блок питания | |
| Номинальное входное напряжение [В] | 1~230 |
| Частота [Гц] | 50/60 |
| Допустимое отклонение мощности [%] | ±10 |
| Тип предохранителя [A] | 20 |
| Номинальная входная мощность [кВА] | 7,7 |
| Напряжение без нагрузки [В] | 58 |
| Контроль выходного напряжения | гладкая |
| МИГ/МАГ | |
| Диапазон тока MIG/MAG [А] | 20 -200 |
| Рабочий цикл МИГ/МАГ | 60% / 200А |
| 100% / 155А | |
| Диаметр проволоки [мм] | 0,8 – 1,2 |
| Устройство подачи проволоки, тип | 4R ПРОФ. |