Сварочный полуавтомат или инвертор что лучше – Что лучше, сварочный полуавтомат или инвертор: чем отличаются?
alexxlab | 22.04.2020 | 0 | Разное
Что лучше, сварочный полуавтомат или инвертор: чем отличаются?
На современном рынке сварочного оборудования можно без проблем отыскать практически любую технику, которая подойдет даже для самых сложных типов работ. Среди самых распространенных вариантов оборудования, которое предпочитают современные сварщики, можно выделит два основных сегмента. Это сварочные инверторы и полуавтоматы. Они одинаково успешно применяются как в частной сфере, так и в промышленной. Чтобы разобраться в том, что лучше, сварочный полуавтомат или инвертор, необходимо ознакомиться с практическими нюансами этих устройств.

Сварочный полуавтомат и инвертор
Принцип сварки
Обыкновенные сварочные инверторы являются прямыми аналогами трансформаторов, только более современные и компактные. Они применяются для стандартного сваривания металлических деталей при помощи покрытых электродов. Это один из наиболее простых способов создать шов, с которым могут справиться как только начинающие специалисты, так и более опытные сварщики. Основной движущей силой здесь является электрический ток, который расплавляет электрод и создает сварочную ванну. Защитную функцию выполняет обмазка выбранного электрода.

Внешний вид сварочного инвертора
При использовании полуавтомата все обстоит немного по-другому. Хоть здесь основной силой и выступает электрический ток и именно дуга служит для поддержки сварочной ванны, в качестве расходных материалов используется сварочная проволока. Соответственно, для ее защиты необходимо использовать дополнительные средства. Только порошковая проволока с содержанием флюса может использоваться без них, так как уже содержит в себе необходимые вещества. В иных случаях может применяться защитный газ или дополнительный флюс. Это все оказывается более сложно, чем применение обыкновенного инвертора. Таким образом, если в плане приоритета что выбрать, полуавтомат или инвертор, для вас на первом месте оказывается простота эксплуатации, то инвертор будет более предпочтительным.

Внешний вид сварочного полуавтомата
Качество соединения
Одним из основных показателей для профессионалов является надежность полученного соединения. При способе, который получается обыкновенным инвертором качество соединения может пострадать от воздействия внешних негативных условий. Сварочная ванна оказывается подверженной влиянию воздушной среды и другим посторонним факторам. Если не применять такую технику для сварки алюминия, нержавеющей стали и прочих сложно свариваемых металлов и сплавов, то этого будет вполне достаточно.
«Важно!Для широкого спектра работ инверторы оказываются не столь пригодными.»
Если для вас при выборе, что лучше инвертор или полуавтомат является качество соединения, то лучше выбирать полуавтомат. За счет того, что здесь можно использовать защитные газы, качество соединения намного возрастает. Такая среда не дает проникнуть внутрь ванны различным примесям, которые могут навредить шву. Соединение получается более однородным и за счет отсутствия обмазки, как одного из главных факторов риска, здесь нет большого скопления водорода из влаги, нет попаданий кусков обмазочного материала, различных посторонних элементов и прочих вещей. Специалисты рекомендуют для сложных соединений, будь то необыкновенный сплав, металл или низкая толщина, применять именно такой аппарат.
Особенности аппаратов
Если рассматривать, чем отличается полуавтомат от инвертора, то здесь нужно участь не только вид применяемых расходных материалов. Здесь стоит также отметить, что в полуавтомате настраивается автоматическая подача расходного материала, что делает сам процесс сваривания более удобным и быстрым. Это главные отличительные особенности, так как полуавтоматы также могут строиться по инверторной системе. Вместо стандартного держателя электродов, который служит проводником тока, держатель проволоки не проводит ток, так как для этого служит специальный держатель с неплавкими электродами. Они создают электрическую дугу и сварочную ванну, в которую подается присадочный материал.
Остальные отличия касаются преимущественно параметров, функций, размеров и других вещей, которые присущи конкретной модели. Это может быть:
- Диапазон регулировки тока;
- Шаг регулировки;
- Наличие или отсутствие системы охлаждения;
- Система отключения в случае перегрузки;
- Габариты;
- Ручки для переноски;
- Дополнительные функции.
Преимущества и недостатки
Отличие полуавтомата от инвертора создает такую ситуацию, что нельзя однозначно сказать, что же из них является лучше. Здесь у каждого из вариантов имеются свои преимущества и недостатки. Преимущества инвертора:
- Относительно низкая стоимость;
- Доступность эксплуатации для широкого круга сварщиков;
- Легкость в переноске и транспортировке;
- Нет необходимости в использовании газа и прочих дополнительных материалов;
- Быстрая подготовка к использованию;
- Меньше риск взрывов и пожаров, как это происходит при работе с газом;
- Большой выбор моделей различной мощности;
- Широкое функциональное разнообразие.
К преимуществам полуавтоматов можно отнести:
- Высокое качество создаваемых соединений;
- Возможность легкой работы с деталями сложными для сваривания в обыкновенных условиях;
- Отсутствие риска попадания чужеродных элементов в сварочную ванну;
- Появляется возможность подогревать заготовку перед свариванием и после него благодаря наличию горелки.
Вывод
Выбор подходящего сварочного аппарата, который отвечает всем запросам зависит только от самих запросов. На рынке представлено огромное количество моделей, которое позволяет подобрать оборудование для нужных процедур. Если обыкновенные инверторы можно отнести к простым и универсальным моделям, то полуавтоматы уже к более серьезным, предназначенным для выполнения сложных функций. Если разделить все условно, то инвертор оказывается лучшим для применения в мелких домашних работах, а полуавтомат оказывается лидером при создании более ответственных швов.
svarkaipayka.ru
дуговой инвертор или полуавтомат, – Виды сварочных аппаратов на Svarka.guru
Каждый рачительный хозяин или домашний мастер мечтает приобрести для своих нужд качественное оборудование, поэтому вопрос, какой сварочный аппарат лучше для дома инвертор или полуавтомат, сегодня актуален как никогда. При выборе аналогичного оборудования в специализированных магазинах, покупатели засыпают продавцов вопросами о возможностях, отличии в работе и т. д. и т. п.Чтобы понять отличия этих аппаратов — надо узнать особенности конструкции, специфичность рабочего процесса каждого агрегата, а затем выбрать наиболее приемлемое оборудование для использования в домашних условиях.
Нюансы в работе полуавтоматов
Чтобы выяснить, какая сварка лучше для дома полуавтомат или электродная, надо сравнить трансформатор и компактный полуавтоматический аппарат. Первый уже считается атавизмом: он тяжелый, потребляет много электричества и не мобилен. Даже на предприятиях он используется все реже или только в сельской местности, потому что там электричество дешевле.
Полуавтоматы сегодня уверенно работают в режиме MIG/MAG, а некоторые модели выполняют и MMA — ручная дуговая сварка с плавящимся электродом, которая идеально подходит для соединения тонкостенных конструкций, а также аналогичного листового металла. Весь процесс происходит под защитой инертных газов, подаваемых под давлением, а припоем служит проволока, подающаяся автоматически.
Поэтому на вопрос, какая сварка лучше полуавтомат или дуговая, ответить однозначно трудно, здесь всё решают условия использования. Полуавтоматы успешно применяют для сварки цветных металлов, а также для ремонта автомобилей на СТО, для дома такие агрегаты приобретаются редко.
Для выполнения соединения цветных металлов, особенно алюминия, следует приступать после полного освоения сварки черных металлов и легированных сталей.
Положительные качества
Плюсы:
- легко соединяет черные или цветные металлы;
- используется для сварки тонких листов и толстостенных конструкций;
- легкая настройка под разные режимы сварки;
- высокая скорость обработки поверхностей;
- малое выделение токсичных газов, при сравнении с режимом MMA;
- присадочная проволока заполняет широкие зазоры;
- хороший обзор во время выполнения работ;
- отличная герметичность шовного соединения;
- малое разбрызгивание металла на режимах MIG/MAG;
- шов не требует дополнительной обработки;
- простые настройки и легкое использование для новичков.
Полуавтоматическое оборудование используется во многих сферах производства из-за высокой гарантии надежности и качества швов.
Негативные моменты
 Любая техника имеет минусы, а полуавтоматы не являются исключением:
Любая техника имеет минусы, а полуавтоматы не являются исключением:- работать на открытом воздухе надо только в безветренную погоду, чтобы порывы ветра не выдували защитный газ из сварочной ванны;
- нужны баллоны с газом, которые довольно массивны, периодически их требуется заправлять;
- без газа увеличивается воздействие излучения от дуги, повышается разбрызгивание металла.
Учитывая приведенные причины, легко сделать вывод, что для использования дома такое оборудование малоэффективно, если только вы профессионально не занимаетесь ремонтом техники в собственном гараже.
Коротко об инверторе
Это компактная аппаратура, с которой комфортно работать в помещении или на открытом воздухе, малый вес позволяет переносить агрегат на плечевом ремне. Работать продуктивно сможет даже исполнитель, не имеющий профессионального опыта сварки, так как аппарат самостоятельно поддерживает устойчивое горение дуги. Кроме основных функций, устройство имеет дополнительные опции, которые делают его эксплуатацию максимально удобным.
Многие модели оснащаются индикаторами перегрева, автоматического отключения или перевода на холостой ход после окончания установленного времени работы. Мощная аппаратура настроена таким образом, что после нескольких минут работы ей нужен непродолжительный перерыв, что является гарантией от производителя — ваш инвертор не перегорит и не понадобится дорогостоящий ремонт.
Производители в название прибора вводят параметры подключения и размер сварочного тока, например, САИ-190 или САИ-ПН, который можно использовать в регионах, где часто происходят перепады напряжения.
Неоспоримые преимущества:
- Высокая мощность и широкий диапазон регулировок силы тока.
- Высокое значение КПД, позволяющее экономно расходовать электрическую энергию.
- Компактность и малая масса.
- Трудовые и временные затраты минимальные.
- Квалификация исполнителя не влияет на качество шва.
- Незначительное разбрызгивание расплавленного металла приводит к значительной экономии присадочного материала.
- Универсальность изделия.
А. Н. Воскобойников, образование: Учебный центр ИТЦ Эксперт, специальность: сварщик пятого разряда, опыт работы: с 2000 года:
Недостатки использования:
- высокая ценовая политика по сравнению с другими аппаратами для сварки;
- дорогой ремонт при различных поломках;
- электронная начинка боится влаги и пыли, нестабильная работа при низких температурах;
- ТО занимает много времени;
- комплект проводов по длине не более 2,5 м снижает область использования.
Достоинств у инверторов намного больше, чем негатива, поэтому такое оборудование пользуется успехом у профессионалов и любителей.
Отличия инвертора и трансформаторного агрегата
Очевидную разницу определить легко, если провести такие сравнения:- величина подаваемого на электрод тока;
- варианты подключения;
- габариты и масса;
- качество сварочного шва;
- стоимость;
- устойчивая работа при низких температурах.
В результате уверенно побеждает инвертор со счетом 4:2, проигрывая только в последних двух вариантах.
Выбираем обрудование для дома
Так что же лучше инвертор или полуавтомат, после прочтения этой статьи такой вопрос уже не стоит перед домашним мастером — инвертор по показателям справляется с поставленными задачами намного лучше. Главный довод — с помощью такого аппарата сваривать конструкции на улице просто, а полуавтомат устойчиво работает только в помещениях.
Выводы
Подводя итоги, хотим отметить, что инверторные аппараты компактнее и легче, чем их оппоненты, поэтому при выборе нормального агрегата для домашнего использования учитывайте положительные и отрицательные особенности каждого и для каких целей покупается такое оборудование.
Независимо выбора, дадим заключительный совет — делайте покупку только в специальных магазинах, где продавцы помогут подобрать нужный вариант, не забывайте проверять гарантийный талон до оплаты товара.
svarka.guru
Как выбрать сварочный полуавтомат инверторного типа для дома?
Время чтения: 10 минут
Пару десятилетий назад подбор сварочного оборудования не вызывал никаких затруднений. В вашем распоряжении был лишь мощный сварочный трансформатор, который подходил для выполнения большинства работ. Трансформаторы долгое время были универсальными помощниками в быту и на производстве, поскольку у сварщиков просто не было альтернативы. Но прогресс не стоял на месте, и в начале 21 века на рынке появились первые сварочные аппараты инверторного типа. В том числе полуавтоматы.

Инверторный сварочный полуавтомат сразу же понравился многим мастерам. В отличие от трансформатора, его габариты были существенно меньше, при этом производительность осталась такой же высокой. Также инверторные полуавтоматы снабжены современной электроникой, благодаря которой удалось внедрить обширный функционал в небольшой корпус. В этой статье мы подробно расскажем, что такое инверторный полуавтомат, как его выбрать и использовать.
Содержание статьи
Общая информация
Полуавтомат сварочный — это сварочный аппарат, предназначенный для сварки с применением газа и присадочной проволоки, либо порошковой проволоки. Проволока подается в сварочную ванну с помощью специального механизма, который работает в полуавтоматическом режиме. Отсюда и название «полуавтомат».
Сварочный полуавтомат инверторного типа представляет собой компактный технологичный прибор,предназначенный для формирования швов высокого качества. По сравнению с трансформаторами и выпрямителями, полуавтомат намного удобнее и проще в освоении.
Существуют разные типы полуавтоматической сварки. Самые распространенные из них — это сварка в среде активного или инертного газа и сварка порошковой проволокой. При сварке порошковой проволокой газ не используется, но данный метод применяется только в особых случаях.
Чтобы понять, как работает полуавтоматическая сварка, достаточно взглянуть на схему ниже.

Достоинства инверторного полуавтомата
Инвертор полуавтомат — это современный технологичный прибор. Он прост в применении и позволяет выполнять сварку любых металлов. При этом возможна сварка любого уровня сложности. Также полуавтоматы более компактны, чем трансформаторы и выпрямители.
Полуавтомат действительно прост в эксплуатации. Все регулировки интуитивно понятны и зачастую подписаны крупным шрифтом. А инструкция, идущая в комплекте с аппаратом. Она всегда содержит подробную информацию об особенностях использования.

За счет продвинутой электронной «начинки» аппарат потребляет меньше энергии, чем тот же трансформатор. При этом полуавтомат оснащен множеством дополнительных функций и при определенных условиях способен варить без газа.
Швы, получаемые при полуавтоматической сварке, могут похвастаться высоким качеством и эстетичностью. А все благодаря применению защитного газа, который не дает кислороду проникнуть в сварочную ванну и окислить металл.
Как выбрать полуавтомат
Полуавтоматические сварочные аппараты без труда можно найти в любом специализированном магазине. Их ассортимент настолько широк, что даже профессиональный сварщик не всегда успевает следить за выходом новых моделей. Что уж говорить о новичке, для которого полуавтомат — это один сплошной вопрос. Мы дадим несколько рекомендаций, которые помогут вам разобраться в большом ассортименте и выбрать оптимальную модель полуавтомата для своих нужд.
Сфера применения
Первое, на что нужно обратить внимание, выбирая полуавтоматический аппарат — это сфера его применения. Производители уже давно делят свои полуавтоматы на классы, чтобы новичкам было проще в них разобраться. Условно выделяют три класса: бытовые, полупрофессиональные и профессиональные.
Если вам нужен аппарат для несложных работ (мелкий ремонт кузова или металлического забора), то остановите выбор на бытовом полуавтомате. Профессиональные аппараты лучше не рассматривать к покупке, поскольку они рассчитаны на выполнение сложной и продолжительной сварки. Приобретя профессиональный полуавтомат для сварки дома вы просто не сможете раскрыть весь его потенциал, при этом переплатите.

Полупрофессиональный сварочный аппарат отлично подходит для тех, кто уже обучился азам сварки полуавтоматом и хочет расширить свои возможности. Кому-то нужно больше мощности, кому-то хочется варить в разных режимах.
Также сварочные аппараты полуавтоматического типа могут быть рассчитаны на продолжительную или непродолжительную сварку. Как правило, бытовые модели нуждаются в частом перерыве и не предназначены для беспрерывной часовой сварки. Да и на начальном этапе вы вряд ли будете проводить столько времени за работой. Но если вы хотите в дальнейшем выполнять сложную долгую сварку, то присмотритесь к моделям с длительным рабочим циклом, которые не нуждаются в частом отдыхе.
Механизм подачи проволоки и вес аппарата
Также полуавтоматы могут различаться по способу подачи проволоки. Механизм подачи может работать либо в полуавтоматическом, либо в автоматическом режиме. Полуавтоматическим механизмом подачи снабжено большинство сварочных полуавтоматов бытового и полупрофессионального класса. Но порой встречаются модели с автоматикой. Мы рекомендуем все же выбирать классический механизм с полуавтоматической подачей проволоки, поскольку он более надежен и ремонтопригоден.
Инверторная технология хороша тем, что позволяет конструировать аппараты небольшие по весу и габаритам. Тем не менее, технологии еще не настолько совершенны, чтобы создать полноценный полуавтомат весом в 5 кг. На сегодняшний день вес некоторых моделей может достигать 20-30 кг. А если добавить к этому вес газового баллона и комплектующих, то вся компактность сводится к нулю. Обращайте внимание на вес полуавтомата, чтобы упростить его транспортировку.
Читайте также: Тележка для сварочного аппарата своими руками
Страна производства и бренд
Бренд — это вообще отдельная тема для разговора. Учтите, что страна бренда и страна производства могут отличаться и это не одно и то же. Например, популярный бренд Ресанта является латвийским, при этом вся сборка аппаратов осуществляется в Китае. В итоге вы получаете именно китайский аппарат, хоть он и произведен под контролем специалистов из Латвии.

Однако, это не значит, что все китайские аппараты не заслуживают внимания. Сейчас большинство электроники производится именно в Азии, и крупные бренды научились контролировать качество. Так что не беспокойтесь, увидев надпись «Made in China» на корпусе полуавтомата.
Если вы хотите приобрести лучшие полуавтоматы, обратите внимание на европейских производителей, которые разрабатывают и собирают аппараты у себя на родине. Это могут быть итальянские или немецкие полуавтоматы, собранные в Германии или Италии соответственно.
Что касается отечественных полуавтоматов, то их тоже не стоит обходить стороной. Они все так же собираются в Китае, поэтому качество более-менее приемлемое.
Как использовать полуавтомат
Теперь вы знаете, что полуавтомат применяется при сварке в среде активного газа, в среде инертного газа или с применением порошковой проволоки. У каждой из этих технологий есть свои нюансы и правила применения, которые мы не сможем раскрыть в рамках этой небольшой статьи. Поэтому мы выделим основные правила использования полуавтомата, которые подходят для каждого из типов сварки.
Зачастую полуавтоматы (особенно бытовые) подключаются в обычную розетку 220В с помощью стандартной евро-вилки. Но вы должны понимать, что все 220В в бытовой розетке не всегда доступны, а зачастую эта цифра существенно меньше. С этой проблемой особенно часто сталкиваются дачники, у которых напряжение в сети крайне низкое. Если вы знаете, что не сможете обеспечить полуавтомату достаточное питание, выбирайте модель, способную работать при пониженном напряжении. Или докупите генератор на бензиновом топливе.

При подборе проволоки учитывайте толщину металла и диаметр сопла на горелке. Обычно диаметр проволоки равен толщине свариваемой заготовки. А вот диаметр сопла должен быть немного больше диаметра проволоки. Также выбирайте проволоку с тем же составом, что и основной металл.
Обращайте внимание на угол наклона горелки во время сварки. За счет регулировки угла наклона можно изменять интенсивность плавления металла. Чем толще металл, тем больше должен быть угол. При наклоне в 90 градусов металл будет плавиться особенно интенсивно. Но такой угол наклона применяется только в начале сварки, чтобы прогреть металл. Затем угол плавно уменьшается.
Если используете для сварки газ, то обязательно установите на баллон редуктор. Он нужен для регулировки давления газа и поддержания заданного значения. Редуктор подбирается в соответствии с газом, который вы используете. Для ацетилена приобретите ацетиленовый редуктор, для пропана — пропановый, и т.д.
Это основные рекомендации. Дополнительно изучите каждый тип сварки полуавтоматом, чтобы знать особенности технологий. Либо выберите одну технологию (например, аргонодуговую сварку полуавтоматом) и досконально обучитесь ее азам.
Техника безопасности
Из-за особенностей технологии сварка полуавтоматом сопряжена с рядом опасностей, которые могут негативно повлиять на здоровье сварщика. По этой причине важно соблюдать технику безопасности.
Первое правило: Всегда используйте средства индивидуальной защиты. Маска, роба, перчатки и специальная обувь обязательны. Не стоит думать, что вам повезет. Отсутствие защиты приводит к печальным последствиям: от попадания окалины в глаза и потери зрения до смертельного удара током. И даже если ваш сосед на даче всю жизнь варить без маски, это не значит, что вам стоит поступать так же.
Второе правило: Читайте инструкции. Они не зря написаны. Перед применением полуавтомата обязательно изучите мануал. Не стоит выполнять подключение аппарата и уж тем более сварку по наитию. Также инструкцию недостаточно просто прочесть и забросить. Вы должны внимательно изучить все особенности применения полуавтомата и следовать правилам, указанным производителем. Так ваше сварочное оборудование прослужит долгие годы, и вы обезопасите себя от неприятных последствий.
Третье правило: Обязательно проверяйте все крепления, разъемы, вентили и т.п. перед проведением сварочных работ. Также следите за естественным износом комплектующих. Не используйте для сварки поврежденные кабели, неисправные горелки и бракованные расходники.
Это основные правила, которые стоит выполнять при каждой сварке. Есть еще с десяток особых требований, которые вы можете самостоятельно найти и изучить.
Вместо заключения
Теперь вы знаете о преимуществах полуавтомата, его функционале и особенностях применения. Эта статья содержит только базовую информацию, которая пригодится новичку при покупке первого полуавтомата. Конечно, здесь мы не затронули многие нюансы применения полуавтоматического аппарата, но это тема для отдельной статьи.
При выборе полуавтоматического сварочного аппарата обращайте внимание не только на стоимость и бренд, но и на качество сборки, функционал и популярность модели. Не лишним будет дополнительное изучение отзывов других сварщиков. Их легко можно найти в интернете, вбив в строку поиска модель выбранного вами полуавтомата. При эксплуатации аппарата соблюдайте технику безопасности и пользуйтесь средствами индивидуальной защиты. Желаем удачи в работе!
svarkaed.ru
чем отличаются, как выбрать, особенности?

Принимая решение пополнить коллекцию своего инструмента и приобрести наиболее выгодную модель того или иного устройства многие люди, в частности начинающие мастера строительного дела, не имеют четкого представления какому именно варианту отдать предпочтение и по каким показателям выбирать их.
Один из наиболее распространенных вопросов, которые задают консультантам в специализированных магазинах, предлагающих покупателям разнообразный бытовой и профессиональный инструмент – в чем отличия сварочного инвертора от полуавтомата. Для того, чтобы разобраться, что есть что, и какой вид более подходящий для определенных работ, нужно детально разобраться с каждой конкретной разновидностью инструмента.

Сварочный инвертор – это компактный инструмент, с которым легко и комфортно работать, даже не имея специальных навыков. Этот инструмент часто применяется как для бытового предназначения, так и в профессиональных кругах высококвалифицированных специалистов. Инвертор – это инструмент, имеющий ряд преимуществ. Во-первых, он имеет небольшие габариты и малый вес. Во-вторых, потребляет минимальное количество электроэнергии, что очень выгодно и наблюдается в подобных агрегатах не так часто. Современный инструмент оснащен специальной функцией, благодаря которой сокращено разбрызгивание расплавленного металла. Не менее важен тот факт, что инструмент создает аккуратный качественный сварочный шов. При помощи регулятора мощности можно самостоятельно устанавливать режим тока. Исходя из вышесказанного, можно прийти к выводу, что



Пытаясь найти ответ на вопрос что такое сварочный полуавтомат и чем он отличается от инверторов, нужно иметь в виду, что главным выделяющим фактором этого устройства является габаритный размер и большой вес. Этот инструмент осуществляет сварку не электродом, а специальной проволокой, которая подается из катушки в автоматизированном режиме. Сварочный шов при работе агрегата получается идеально ровным и аккуратным. С его помощью можно производить манипуляции с разными видами металлов и выполнять самую кропотливую работу.



Учитывая особенности каждого устройства иногда очень сложно понять что лучше инвертор или полуавтомат. Сварочный инвертор является компактней, чем полуавтомат. Также он создает большую частоту и напряжение сварочного тока, являясь более производительным. Выбирая для себя инструмент, будь то инвертор или полуавтомат,
svarka-ua.com
Полуавтомат или инвертор что выбрать — novaso
Для различных видов работ по созданию металлоконструкций применяют разнообразные сварочные аппараты. Одним из самых универсальных и производительных является полуавтомат. Его отличает высокая скорость ведения шва, возможность прокладывать длинные беспрерывные соединения и минимальная последующая обработка стыка под покраску. Полуавтоматы бывают большие и маленькие, дорогие и дешевые, но ключевые параметры по их пригодности для конкретных видов работ скрываются в их комплектации и характеристиках. Предлагаем ряд советов от экспертов по выбору сварочных полуавтоматов для различных целей.

Лучшие производители сварочных полуавтоматов — какую фирму выбрать
Когда срочно требуется приобрести качественный полуавтомат, то обращаются к проверенным производителям:
- Ресанта;
- Fubag;
- Inforce;
- Aurora;
- Patriot.
Но возможности каждого отдельного аппарата настолько отличаются от других, что лучше ознакомиться с конкретными моделями в рейтинге лучших сварочных полуавтоматов. Это поможет сориентироваться в их преимуществах и недостатках, и выбрать более подходящее оборудование.
Для желающих самим разобраться в каждой характеристике и подобрать полуавтомат самостоятельно подготовлен материал ниже.
Принцип работы и устройство сварочного полуавтомата

Полуавтоматы получили широкое распространение благодаря удобству работы с ними. В отличие от ручной электродной сварки здесь не требуется регулярно прерываться для замены сгоревшего электрода и можно накладывать швы длиной по 2 м и более.
Это значительно ускоряет процесс обварки конструкций, особенно больших по размерам. Если соединяются трубы большого диаметра, то поместив их на ролики получится создать один непрерывный круговой стык.
Удобен полуавтомат и благодаря стандартной длине сопла и расстоянию между ним и швом. В отличие от электрода, который сгорая уменьшается и требует контроля не только размера дуги, но и самого присадочного элемента, что неудобно новичкам, оборудование с проволокой позволяет поддерживать постоянное расстояние до свариваемой поверхности.
Нравится полуавтомат многим сварщикам и последующей минимальной обработкой швов. У них на поверхности нет шлака и изделие можно сразу красить.
Оборудование пригодно для:
1. Создания прихваток;
2. Обварки;
3. Импульсной сварки;
4. Соединения углеродистой стали;
5. Создании швов на нержавейке;
6. Проварке чугуна.
Принцип работы полуавтомата делится на два процесса:
1. Электрический;
2. Газовый.
Первый заключается в выработке нужного напряжения на инверторе или выпрямителе, где создается высокая сила тока и занижаются вольты. В корпусе присутствует барабан с проволокой и механизм подачи, состоящий из опорных и прижимных роликов.
Электрический двигатель запускает вращение и проволока, служащая присадочным элементом, движется в горелку по специальному каналу из металла. В торце сопла расположен мундштук, на который поступает напряжение. Благодаря минимальному входному отверстию и хорошему контакту ток со значением «+» передается на проволоку.
Второй контакт с показателем «-» подключается к кабелю массы и крепится на изделие. Нажатие кнопки на горелке запускает механизм подачи и питание. Замыкание проволоки на изделии возбуждает электрическую дугу. Здесь подключается второй процесс, без которого была бы невозможна сварка полуавтоматом.
Параллельно с током нажатие кнопки горелки активирует газовый клапан и подачу углекислоты или ее смеси с аргоном от баллона с редуктором на сопло горелки. Последняя имеет трубчатый вылет, содействующий хорошему распространению инертного газа вокруг сварочной ванны. Это защищает расплавленный металл от взаимодействия с окружающим воздухом и не дает высвободиться углероду, что создало бы поры и ослабило бы шов.
Для обеспечения этого сложного процесса в устройстве полуавтомата имеется все необходимое:
1. Источник сварочного тока;
2. Катушка с проволокой;
3. Механизм подачи;
4. Плата управления с микросхемами;
5. Рукав и кабель массы;
6. Горелка с мундштуком и соплом;
7. Газовый клапан;
8. Баллон и редуктор.
Виды сварочных полуавтоматов
Бытовые

Это простые модели с невысокой мощностью, которые имеют доступную стоимость и удобны для выполнения работ на даче или в гараже.
С их помощью можно сварить бак под воду или емкость для топлива, поставить латку на кузове автомобиля, изготовить самостоятельно калитку. Обычно такой аппарат есть у каждого авторитетного хозяина в селе или небольшом городе.
Достоинства:
- легко обслуживать и ремонтировать самому;
- простое устройство;
- пригодны для различных работ во дворе;
- подойдут для новичков;
- легкий вес;
- компактные размеры;
- КПД 30-50%.
Недостатки:
- малая мощность;
- невысокие показатели по максимальной силе тока;
- короткий кабель-канал.
Полупрофессиональные

Этот тип аппаратов имеет повышенную мощность, больший диапазон настроек и расширенные возможности по созданию металлоконструкций. Их используют для частным мастерских или СТО, где полуавтоматом работают по 4-6 часов каждый день.
Достоинства:
- высокое качество сборки;
- различная степень защиты;
- мощность от 5 до 7 кВт;
- различные возможности по входному напряжению;
- большие показатели максимальной силы тока;
- КПД 60-70%;
- длина кабеля 2-3 м.
Недостатки:
- более дорогие запчасти;
- большой вес;
- не всегда можно опустить силу тока до 10-20 А.
Профессиональные

Такие аппараты отличаются объемными корпусами и большой массой. Механизм подачи проволоки и кабель-канал у них рассчитаны на постановку различных диаметров, что позволяет сваривать как тонкие металлы кузовов машин и емкостей, так и толстую сталь фланцев и швеллеров. Их применяют на производствах от машиностроения до создания водоочистных систем.
Достоинства:
- высокая мощность;
- различная длина кабелей;
- максимальная настройка ампер до 500 А;
- хорошая степень защиты;
- есть модели с тележками;
- КПД 80-100%;
- холостой ход 50-80 В.
Недостатки:
- большая масса;
- часто запитка только от 380 В.
Параметры выбора сварочного полуавтомата

Входной ток
Полуавтоматы необходимо подключать к электросети. Этот параметр может быть 220 или 380 В, или комбинированного типа.
1. Для работы на даче требуется модель на 220 V, чтобы запитка осуществлялась от обычной розетки.
2. Предприятия используют аппараты на 380 В, поскольку там имеется трехфазная сеть. Это дает высокую производительность и возможность подключать по несколько агрегатов одновременно.
3. Комбинированный тип имеет смысл приобретать лишь при переездном образе работы (между цехами и непроизводственными помещениями), где неизвестны заранее возможности по подключению.
Мощность
Эта характеристика влияет на способность полуавтомата проваривать определенную толщину металла и сказывается на производительности. Параметр варьирует от 3 до 14 кВт, и подразумевает, что именно указанный объем тока будет потреблен оборудованием за один час работы.
Чем выше мощность, тем шире области использования агрегата и тем более толстые пластины и трубы им можно соединить качественно. Но эффективная мощность (рабочая) немного ниже потребляемой, поэтому значение выбирается с запасом на 20%.
1. Чтобы использовать оборудование на даче, для сварки бака или залатать кузов машины, нужны невысокие показатели в 3 кВт.
2. Ворота и двери изготавливаются из металла 1,2-1,5 мм, где потребуется характеристика в 4-5 кВт.
3. Фланцы и толстые листы железа свариваются на аппаратах мощностью 7 кВт и выше.
Степень защиты
Каждый прибор наделяется определенной степенью защиты от жидкости и попадания механических предметов внутрь. Для этого используется маркировка IP с цифрами.
У полуавтоматов это может иметь три варианта:
1. 21 — только для работы в помещении и установке на высокой подставке, строго в вертикальном положении. Допускается небольшое капание воды сверху на корпус (если немного протекает крыша), что не причинит вреда устройству. Подойдет для работы в гараже.
2. 22 — разрешается эксплуатация в помещении с постановкой на подставку и небольшое отклонение от вертикали (до 15 градусов), при котором вода сверху не проникнет внутрь. Их можно использовать под навесом или в частной мастерской, куда залетают брызги дождя или протекает крыша. Подойдут для сварки труб с водой, при использовании постамента или тележки.
3. 23 — такие агрегаты защищены от дождя и даже косых капель под углом 60 градусов. Их можно использовать на улице в любую погоду. Подойдут для открытых работ на трубопроводе или площадке рядом с цехом.
Максимальный сварочный ток
У каждого полуавтомата имеется максимальный показатель по выработке сварочного тока. Он измеряется в амперах и может быть от 110 до 500 А. Это важно для определения толщины металла, которую аппарат сможет проварить.
Если значения будет недостаточно, то сварочный шов не проплавится глубоко, а будет лежать на поверхности. Такое соединение окажется не герметичным и его легко сломать. Но слишком большие показатели при сварке тонких металлов приведут лишь к незадействованию всего ресурса полуавтомата и изначальной переплате.
1. Чтобы работать с кузовами автомобилей, где стенка стали бывает 0,6-0,8 мм, достаточно моделей с показателем 110-120 А.
2. Изготовление ворот и дверей, а также баков и емкостей из металла 1,0-1,5 мм потребует значения 160-180 А.
3. Толстостенные трубы и фланцы (2-4 мм) сваривают оборудованием от 200 А.
4. Мощные плиты и швеллера для металлоконструкций нуждаются в 300-400 А.
Минимальный сварочный ток
Бывает потребность в обратном — необходимо снизить сварочный ток до минимальных значений, чтобы сварить тонкое изделие. Здесь возможности аппаратов колеблются в пределах 10-40 А. Если устройство неспособно снизить ток до нужных показателей, то будут образовываться прожоги.
Установка дополнительного сопротивления в цепи может помочь, но это замедлит процесс (постоянная регулировка при помощи перестановки конца кабеля на пружине) и может мешать под ногами.
1. Работа с кузовами авто требует самых низких пределов (10-20 А), поскольку металл очень тонкий и легко образуются дыры от дуги.
2. Для экономии при изготовлении дверей некоторые используют тонкую сталь, которую сложно соединить с рамкой каркаса, и здесь тоже желательно опускать ток до 20 А.
3. Сварить бак из листового железа без прожогов получится на показателе 30-40 А.
Регулировка силы тока

При помощи переключателя на полуавтомате можно менять силу тока от максимальной до минимальной, что позволяет сваривать металл различной толщины. Но сам способ регулировки может оказать существенное влияние на выполняемую работу и производительность.
На большинстве дешевых моделей присутствует пошаговый круговой тумблер, который добавляет силу тока по 10 А на каждой ступени. Это выглядит так: 20-30-40-50-60…110-120-130 А.
Когда работа выполняется часто с одними и теми же материалами, то можно установить значение 80 А и смело приступать к сварке. Но если соединяемые части постоянно меняются по толщине и способу совмещения, то не всегда получится создать одинаково хороший шов на 80 А, и потребуется более тонкое изменение силы тока.
В таких случаях лучше приобретать цифровую регулировку с шагом в 1 А (10-11-12-13….72-73-74 А). Это поможет подобрать оптимальный ток в каждой конкретной ситуации.
Холостой ход
Когда полуавтомат включен в сеть и запущен, но не горит сварочная дуга, то он работает на холостом ходу. Это своеобразный режим ожидания, где аппарат готов к действию. Для этого на токоведущих частях поддерживается определенный уровень напряжения (от 30 до 90 В), благодаря которому, при замыкании контакта проволокой об поверхность, возбуждается дуга.
Чем выше значение холостого хода, тем легче зажечь дугу и вести сварку. Нередко, после окончания шва и небольшого перерыва, сварщик пытается приступить к новому, но контакт не замыкается из-за оплавления на конце проволоки. Рабочему приходится бокорезами убирать этот элемент для лучшего соприкосновения с массой, что немного тормозит производительность.
1. На даче или в гараже, где нет строгого графика работ, можно выбирать модели с холостым ходом в 30-40 В.
2. Для СТО или мастерской желательно иметь показатели в 50-60 В.
3. На производство берут полуавтоматы с холостым ходом 80-90 В.
Длина кабель-канала
Это важный элемент может быть длиной 2-5 м. По нему движется присадочная проволока и подается инертный газ. От его длины зависит удобство и маневренность сварщика на различных объектах.
1. Если аппарат массивный, а свариваемая конструкция большая, то постоянно передвигать его на тележке с баллоном неудобно. Здесь выбирают длинный рукав в 4-5 м.
2. Если аппарат маленького размера, то его переносят за ручку, а за ним лишь тянется электрический провод и газовый шланг. Тогда сварку можно вести на значительной удаленности и при коротком кабель-канале.
3. Когда работа ведется в кабине с небольшим радиусом перемещения, то подойдут модели с каналом 3 м.
4. Для сварки на столе достаточно 2-2,5 м.
Возможности импульсной сварки
Некоторые полуавтоматы имеют режим импульса, когда программа сама подает ток и проволоку с короткими перерывами, что позволяет сварщику переставить направление горелки на новый участок шва и получать равномерные прихватки одинаковой длины и степени проплавления.
Эта функция очень удобна при работе с тонким железом (кузова авто, стыковка листов металла без использования толстого основания). Покупают такие модели для СТО или создания декоративных изделий из жести с ковкой.
Разъем горелки
Самую большую нагрузку при эксплуатации полуавтомата испытывает сварочная горелка. Она подвергается воздействию высоких температур, ударам при падении, брызгам расплавленного металла. По кабель-каналу регулярно топчутся или им цепляются об углы изделия. Рано или поздно возникает необходимость в замене этих элементов.
Разъем под горелку и кабель-канал бывает трех типов:
1. Евро;
2. Евро 19 pin;
3. Индивидуальный.
Первые два типа подобрать гораздо проще, ввиду стандарта, и к ним может подойти даже модель от другого аппарата или производителя. Это пригодится для полупрофессиональной и профессиональной деятельности, где нельзя терять недели на поиск и покупку новой подходящей горелки.
Для бытовых нужд можно приобрести и индивидуальный разъем, ведь периодическая эксплуатация не израсходует ресурс горелки так быстро, а покупка новой не окажется такой срочной.
Работа при пониженном входном напряжении
Для полноценной работы аппарата в него должно поступать достаточное напряжение. Этот параметр варьирует от 140 до 220 В.
Некоторые модели способны функционировать лишь при 220 В, а падение сети приводит к слабой дуге и невозможности вести сварку. Такие полуавтоматы стоит покупать лишь там, где присутствует стабильное напряжение или имеется его стабилизатор.
Агрегаты со значением от 140 В подойдут для сельской местности или переездной деятельности, где неизвестны параметры сети или напряжение часто скачет. Это хороший вариант для дачи или гаража.
Возможности сварки без газа
Полуавтомат с использованием проволоки обязательно должен варить в среде защитного газа, иначе в шве будут поры и он легко треснет под нагрузкой. Но бывает необходимость создать соединение далеко от места базирования сварочного поста или этот стык необходимо выполнить на значительной высоте.
Если в первом случае необходима масштабная перевозка аппарата с баллоном, то во втором может оказаться вообще невозможной. Для этих целей производители снабдили некоторые полуавтоматы универсальным разъемом под обычный держатель электрода и режимом ММА, где перекрывается газовый клапан и вращение барабана с механизмом подачи, а лишь работает обычная контактная сварка.
Так можно отсоединить шланг, взять аппарат и переноску и выполнить шов на любой удаленности от рабочего места или высоте. Это окажется практичным на даче, где, возможно, потребуется подварить бак, забор или помочь соседу. Еще такие модели покупают предприятия, чтобы покрыть все потребности производства на большой территории.
Источник тока

Сварочный ток с необходимым числом ампер может производиться в инверторе или выпрямителе. Это различные по конструкции и принципу действия устройства. Первые больше подойдут новичкам, поскольку имеют различные возможности и легче поджигают и удерживают дугу.
Полуавтоматы на основе выпрямителей проще в обслуживании и дешевле в ремонте, что делает их более привлекательными для мастерских и предприятий. Но работа на них требует определенного опыта, что не подходит ученикам.
Максимальный диаметр проволоки
На полуавтоматах можно менять катушкус проволокой и устанавливать другую, но это требует перестановки и кабель-канала, а также роликов с канавками на механизме подачи. Не все модели имеют широкий диапазон для замены таких частей, поэтому следует внимательно выбирать устройство, с учетом будущих работ.
Чем толще металл, тем больший диаметр проволоки потребуется для проплавки и создания хорошего соединения.
1. Варить трубы встык хорошо получается на проволоке 1,0 мм.
2. Ворота и двери тоже производятся на этом параметре.
3. Фланцы и пластины толщиной 5-7 мм требуют установки диаметра проволоки 1,2 мм.
4. Более мощные металлоконструкции нуждаются в показателе 1,6 мм.
Минимальный диаметр проволоки
Для сварки тонких сторон необходимо, чтобы аппарат имел возможность перестановки роликов и кабель-канала на меньшие значения. Работы с толстой проволокой приведут к грубым швам и неаккуратному виду соединения.
1. Для сварки емкостей и баков используют проволоку 1,0 мм.
2. Создание центрифуг и других устройств для сельскохозяйственной деятельности или вентиляции требует проволоки 0,8 мм.
3. Сварка корпусов машин осуществляется с применением диаметра 0,6-0,8 мм.
Вес аппарата
Масса сварочного полуавтомата может колебаться от 13 до 120 кг. Это влияет на мобильность и необходимость использования дополнительного оборудования.
1. Легкие модели (от 13 до 20 кг) подойдут для дачи и гаража, чтобы без проблем варить на месте или перенести в нужную часть двора, но потребуется длинный газовый шланг и переноска.
2. Аппараты 25-40 кг размещаются на подставке и больше подходят под стационарное использование (рядом со столом), поскольку перенос затруднен и требует помощи второго человека (из-за габаритов).
3. Модели от 50 кг и выше обязательно устанавливаются на тележку к которой крепится и баллон. Это позволяет перекатывать весь комплекс по территории, при условии бетонных полов или плитки, что практично для СТО и производственных цехов.
Охлаждение горелки
В процессе ведения шва токоведущие части мундштука и сопла нагреваются от дуги и электричества. Еще на них постоянно брызгает расплавленный металл. Если продолжать варить без остановки, то рукоятка горелки может нагреться и опекать руку сварщику, а также деформироваться.
В большинстве случае производители рассчитывают на воздушное охлаждение аппарата (вентилятор в корпусе) и естественное испарение температуры с поверхности горелки. Это позволяет использовать устройство в согласии с его КПД (35-60%) и требует перерывов в работе.
Чтобы защитить пользователя и увеличить продолжительность сварки некоторые модели оборудуют водяным охлаждением. Для этого предусматривается система размещения кабеля в шланге с циркулирующей жидкостью, которая перегоняется из резервуара в корпусе небольшим насосом.
1. Воздушное охлаждение подойдет для полуавтоматов на даче, СТО или мастерских по производству дверей. Здесь сварочные работы чередуются с зачистными и подготовительными, и оборудование будет успевать остыть.
2. Для работы на улице, в морозную погоду, в жидкость добавляют этиловый спирт, чтобы препятствовать замерзанию. Такая система охлаждения подходит для предприятий и производств, где полуавтоматы задействованы по 8-10 часов в сутки и ведется сварка на максимальных токах.
Какой сварочный полуавтомат выбрать

1. Для элементарных работ на даче (забор, бак) потребуется бытовое оборудование с входным напряжением 220 В, максимальным показателем ампер 120, воздушным охлаждением, минимальным сварочным током 30 А, возможностью варить беспрерывно по 4 из 10 минут, массой 11 кг, мощностью 3 кВт, индивидуальным разъемом горелки и степенью защиты IP21. Длины рукава хватит 2 м.
2. Чтобы покрыть нужды мастерской по производству дверей и ворот необходим полуавтомат инверторного типа на 220 В, с силой тока 230 А, разъемом горелки Евро, возможностью работы при пониженном напряжении, производительностью в 70%, минимальным током 20 А, весом 13 кг, возможностью подключения ММА, воздушным охлаждением и кабель-каналом 2,5 м. Мощность устройства 4,8 кВт, диапазон диаметра устанавливаемой проволоки от 0,8 до 1,2 мм.
3. Для сварки кузовного металла на СТО подойдет модель с инвертором, мощностью 4 кВт, максимальным током 190 А, и минимальным 10 А, имеющей импульсный режим и подключение ММА, с разъемом Евро, воздушным охлаждением, производительностью 60%, диаметром проволоки 0,6-1,0 мм, рукавом 3 м, входящим напряжением на 140-220 В.
4. Чтобы работать с толстыми трубами и фланцами на предприятии нужно иметь полуавтомат с выпрямителем на 380 В, с силой тока 300-400 А, минимальным значением 50 А, производительностью 80-100%, степенью защиты IP23, водяным охлаждением, рукавом 4 м, возможностью ММА, холостым ходом 70 В, разъемом Евро, мощностью 7,8 кВт.
vyboroved.ru
Принцип сварки
Обыкновенные сварочные инверторы являются прямыми аналогами трансформаторов, только более современные и компактные. Они применяются для стандартного сваривания металлических деталей при помощи покрытых электродов. Это один из наиболее простых способов создать шов, с которым могут справиться как только начинающие специалисты, так и более опытные сварщики. Основной движущей силой здесь является электрический ток, который расплавляет электрод и создает сварочную ванну. Защитную функцию выполняет обмазка выбранного электрода.
При использовании полуавтомата все обстоит немного по-другому. Хоть здесь основной силой и выступает электрический ток и именно дуга служит для поддержки сварочной ванны, в качестве расходных материалов используется сварочная проволока. Соответственно, для ее защиты необходимо использовать дополнительные средства. Только порошковая проволока с содержанием флюса может использоваться без них, так как уже содержит в себе необходимые вещества. В иных случаях может применяться защитный газ или дополнительный флюс. Это все оказывается более сложно, чем применение обыкновенного инвертора. Таким образом, если в плане приоритета что выбрать, полуавтомат или инвертор, для вас на первом месте оказывается простота эксплуатации, то инвертор будет более предпочтительным.
Качество соединения
Одним из основных показателей для профессионалов является надежность полученного соединения. При способе, который получается обыкновенным инвертором качество соединения может пострадать от воздействия внешних негативных условий. Сварочная ванна оказывается подверженной влиянию воздушной среды и другим посторонним факторам. Если не применять такую технику для сварки алюминия, нержавеющей стали и прочих сложно свариваемых металлов и сплавов, то этого будет вполне достаточно.
«Важно!Для широкого спектра работ инверторы оказываются не столь пригодными.»
Если для вас при выборе, что лучше инвертор или полуавтомат является качество соединения, то лучше выбирать полуавтомат. За счет того, что здесь можно использовать защитные газы, качество соединения намного возрастает. Такая среда не дает проникнуть внутрь ванны различным примесям, которые могут навредить шву. Соединение получается более однородным и за счет отсутствия обмазки, как одного из главных факторов риска, здесь нет большого скопления водорода из влаги, нет попаданий кусков обмазочного материала, различных посторонних элементов и прочих вещей. Специалисты рекомендуют для сложных соединений, будь то необыкновенный сплав, металл или низкая толщина, применять именно такой аппарат.
Особенности аппаратов
Если рассматривать, чем отличается полуавтомат от инвертора, то здесь нужно участь не только вид применяемых расходных материалов. Здесь стоит также отметить, что в полуавтомате настраивается автоматическая подача расходного материала, что делает сам процесс сваривания более удобным и быстрым. Это главные отличительные особенности, так как полуавтоматы также могут строиться по инверторной системе. Вместо стандартного держателя электродов, который служит проводником тока, держатель проволоки не проводит ток, так как для этого служит специальный держатель с неплавкими электродами. Они создают электрическую дугу и сварочную ванну, в которую подается присадочный материал.
Остальные отличия касаются преимущественно параметров, функций, размеров и других вещей, которые присущи конкретной модели. Это может быть:
- Диапазон регулировки тока;
- Шаг регулировки;
- Наличие или отсутствие системы охлаждения;
- Система отключения в случае перегрузки;
- Габариты;
- Ручки для переноски;
- Дополнительные функции.
Преимущества и недостатки
Отличие полуавтомата от инвертора создает такую ситуацию, что нельзя однозначно сказать, что же из них является лучше. Здесь у каждого из вариантов имеются свои преимущества и недостатки. Преимущества инвертора:
- Относительно низкая стоимость;
- Доступность эксплуатации для широкого круга сварщиков;
- Легкость в переноске и транспортировке;
- Нет необходимости в использовании газа и прочих дополнительных материалов;
- Быстрая подготовка к использованию;
- Меньше риск взрывов и пожаров, как это происходит при работе с газом;
- Большой выбор моделей различной мощности;
- Широкое функциональное разнообразие.
К преимуществам полуавтоматов можно отнести:
- Высокое качество создаваемых соединений;
- Возможность легкой работы с деталями сложными для сваривания в обыкновенных условиях;
- Отсутствие риска попадания чужеродных элементов в сварочную ванну;
- Появляется возможность подогревать заготовку перед свариванием и после него благодаря наличию горелки.
Вывод
Выбор подходящего сварочного аппарата, который отвечает всем запросам зависит только от самих запросов. На рынке представлено огромное количество моделей, которое позволяет подобрать оборудование для нужных процедур. Если обыкновенные инверторы можно отнести к простым и универсальным моделям, то полуавтоматы уже к более серьезным, предназначенным для выполнения сложных функций. Если разделить все условно, то инвертор оказывается лучшим для применения в мелких домашних работах, а полуавтомат оказывается лидером при создании более ответственных швов.
svarkaipayka.ru
Принцип действия и сфера применения
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
 В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.

Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Основой сварочного полуавтомата является блок питания, построенный по принципу инвертора. Располагается он в основном корпусе аппарата. Там же находятся вентилятор для охлаждения элементов схемы и патрубки для присоединения газового баллона и подачи газа в горелку.
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.

Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.
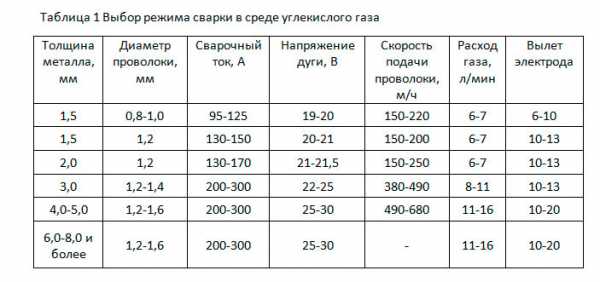
При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
- Профессиональные;
- Полупрофессиональные;
- Любительские или бытовые.
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
- Использование сварочной проволоки вместо штучных электродов;
- Применение защитных газов для формирования среды;
- Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.
Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
- Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.
- Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
- Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается. Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
- Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования. При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
- Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.
Обладает устройство и некоторыми недостатками:
- Более высокие требования к подготовке свариваемых поверхностей. Полуавтомат более чувствителен к наличию загрязнений и коррозии.
- Использование баллона с газом делает устройство менее мобильным.
Описание процесса сварки алюминия полуавтоматом, основные нюансы и советы, а также меры предосторожности при сварке алюминия в аргоне — читать здесь.
voltobzor.ru
www.novaso.ru
Выбираем сварочный полуавтомат, трансформатор или инвертор?
Бытует мнение, что инвертор не только превосходит трансформатор по техническим характеристикам, но даже по надежности и может конкурировать с ним по цене. Так это или нет, давайте разберемся и решим, что стоит выбрать для работы в гараже.
Общий тренд снижения цен на инверторные сварочники вывел из на одну ступень с трансформаторными. Глаза разбегаются от ассортимента, но выбрать нужно один, причем как всегда на тот, который хочется денег немного не хватает.
Продавцы сварочных аппаратов настаивают на плюсах инверторов и это понятно – они заработать хотят, в то время как автомастера, работающие на трансах, категорически с ними не согласны и менять свои трансформаторные полуавтоматы на инверторы явно не торопятся.
Почему? Причина, в общем-то понятна, форумы по сварке пестрят сообщениями о том, что инверторы «дохнут» чуть ли не в первые дни работы. Но если внимательно почитать такие темы, то, как правило, речь идет о «плохом Китае» или псевдоевропейцах (американцах), это когда бренд зарегистрирован, например, в Европе, а сборку на коленке опять же делают в «плохом Китае».

Одним из достоинств инверторной схемы продавцами предъявляется возможность нормальной работы при скачках напряжения, что является, несомненно, плюсом особенно при нестабильном напряжении в гаражах. С другой стороны это легко лечится включением в цепь стабилизатора напряжения – но, опять дополнительные расходы.
Если ваш выбор лежит в сторону инверторного блока, следует учесть, что некоторые производители для защиты от влаги и пыли заливают плату с электронными элементами лаком или компаундом, что называется по самые уши. В этом есть как плюс – понижается вероятность выхода из строя от пыли и влаги, но и большой минус – сдохшую детальку в сервисе под лаком искать и менять вряд ли будут, менять придется всю плату в сборе, а это гораздо дороже.
Вот ниже составил список из достоинств и недостатков каждой модели питания, если есть что добавить – пишите в комментариях к статье.
Инверторный блок питания
Достоинства:
- Может работать при пониженном напряжении.
- Более легкий.
- Электронное управление значительно облегчает работу сварщика.
- Идеальный вариант для начинающих.
- Высокая ПВ (продолжительность непрерывного включения 60%)
Недостатки:
- Высокая стоимость.
- Не высокая надежность.
- Не любит пыль и влагу.
- Иногда весьма дорогой ремонт.
Трансформаторный блок питания
Достоинства:
- Надежный, практически нечему ломаться.
- Даже если что-то сломается легко починить.
Недостатки:
- Большой вес, громоздкий.
- Проводка должна держать ток от 16 до 25 Ампер.
- Низкая ПВ (продолжительность непрерывного включения)
- Высокий ток ХХ
- Низкий КПД
Перелопатив кучу сайтов, форумов, отзывов и другой полезной информации по выбору того или иного полуавтомата и в итоге получается такая картина:
- Если выбирать инвертор, то только известных производителей с широкой сетью сервисных центров в вашем регионе. Если таковых нет, то выбор в пользу трансформатора очевиден.
- Если в вашем гараже нет проблем с напряжением, хорошая электропроводка и есть место, куда поставить большой трансформатор, то выбор за ним.
- Если вы только начинаете свой путь в сварке, то начать, конечно, проще с инвертора, но учтите, что потом работать на трансформаторном полуавтомате вам и не захочется и вряд ли хорошо получится.
- Выбирая конкретную модель аппарата, «покурите» специализированные форумы (на один такой ссылка внизу статьи), там часто «тусят» спецы, зарабатывающие на ремонте сварочников. У них можно получить консультацию по конкретной модели или прочитать уже написанную.
И несколько простых советов по уходу за инвертором, если вы выбрали его:
- Известно, что пыль, особенно токопроводящая является злейшим врагом инвертора, поэтому регулярно, сняв крышку, продувайте его от пыли. Если аппарат отдыхает, пока вы работаете, например, со шпатлевкой, то накрывайте его пластиковым ящиком или хотя бы укрывайте его пленкой, например пакетом для хранения колес.
- Как и вся электроника, инверторные блоки питания боятся влаги. Поэтому, придя в гараж зимой и включив быстрое отопление, дайте время и аппарату нагреться, не включайте его сразу в работу, внутри него может сконденсироваться влага и вызвать замыкание.
Более подробно про устройство, выбор, работу и обслуживание сварочного инвертора читайте здесь.
Несомненно, прогресс идет вперед, в итоге трансформаторные блоки питания в сварочных аппаратах уйдут в прошлое. Инверторы станут дешевле, надежнее и работа выполняемая таким сварочным аппаратом будет превосходить все ожидания.
Уже не редкость когда у продвинутого сварщика в гараже можно найти последний писк разработчиков сварочного оборудования – не дешёвый инверторный универсал, который может выполнять сразу три вида работ, ему по зубам сварка электродами MMA, аргоновая TIG и на закуску MIG/MAG.
Про выбор трансформаторного полуавтомата писал здесь.
И наконец, парочка видео для завершения статьи.
Сравнение инверторного полуавтомата с трансформаторным от продавцов AURORA
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA
В итоге, выбирать все равно вам.
За получением дополнительной информации (как, у кого и какой сварочник выбрать, проблемы, поломки и ремонт, а также многое другое) заходите на форум мастеровых вот в эту ветку по сварке: www.mastercity.ru
sam-avtomaster.com
Чем отличается полуавтомат от инвертора
Полуавтомат и инвертор – это разновидности сварочных аппаратов. В каждом случае имеются свои характеристики и возможности. Рассмотрим их и выясним, чем отличается полуавтомат от инвертора.
- Определение
- Сравнение
Определение
Полуавтомат – устройство, во время работы которого в зону сварки автоматически подается специальная проволока.
 Полуавтомат
ПолуавтоматИнвертор – компактный прибор, действующий в процессе соединения деталей при помощи электродов.
 Инверторк содержанию ↑
Инверторк содержанию ↑Сравнение
Сварка предметов в каждом случае производится своим способом. Расходным материалом полуавтомата является проволока. Она непрерывно подается к месту горения, в чем состоит определенное удобство. Для защиты расплавленной массы от разрушительного воздействия воздуха одновременно в ту же зону из емкости поступает газ. При этом отличие полуавтомата от инвертора заключается в создании более качественного и эстетичного соединения.
Именно полуавтомат с успехом применяется для сращивания деталей из тонкого металла. Этим агрегатом пользуются для получения аккуратных швов при изготовлении мебели или ремонте машин. Стоит заметить, что варить с помощью такого оборудования можно и без газа. Тогда для формирования надежного соединения необходимо применять проволоку другого типа – флюсовую. Она представляет собой трубку, наполненную особым веществом. При сгорании последнего также образуется защитная среда.
Что касается инвертора, то здесь применяются специальные стержни – электроды. Из-за необходимости их постоянной замены скорость и производительность труда несколько снижаются. Тратится время и на зачистку швов. Пользоваться инвертором рекомендуется для работы с более податливыми металлами и сплавами, тогда как при сварке изделий из нержавеющей стали, алюминия и других «трудных» материалов лучше задействовать полуавтомат.
Однако неоспоримыми преимуществами инвертора являются его компактность и мобильность. Прибор без проблем можно перенести к месту работы. Его удобно использовать, например, для сварки заборов или крепления рекламных навесов. Вообще, инвертор является более простым и универсальным аппаратом. В то же время полуавтомат устроен сложней. Он крупней и тяжелей. Такой агрегат причисляется к разряду стационарных, поскольку сложно постоянно переносить его вместе с баллоном, шлангами и прочим.
Многих интересует, какое оборудование лучше приобрести для дома и в чем разница между полуавтоматом и инвертором с этой позиции. Здесь можно отметить, что устройство первого типа предпочитают профессионалы, которым регулярно приходится выполнять различные соединения. Между тем в бытовых целях более применим инвертор, особенно если пользоваться им собирается начинающий сварщик.
thedifference.ru