Сварщики делятся на два типа: Разряды сварщиков, категории, зарплата, плюсы и минусы профессии
alexxlab | 03.01.2023 | 0 | Разное
Определение эффективности и качества работ сварщиков
admin
Admin
- #1
Друзья, представляем вашему вниманию статью “Определение эффективности и качества работ сварщиков при строительстве газопроводов на основании данных неразрушающего контроля”. Авторы – Николай Наумчук (генеральный директор ООО “СМТ”) и Георгий Винокурцев (заместитель генерального директора по качеству ООО “СМТ”).
Статья посвящена определению эффективности и качества работы сварщиков при строительстве газопроводов, системе определения квалификационных разрядов сварщиков. В ней авторы делятся опытом своей работы в части увязывания качества и производительности работы сварщиков, членов их бригад с оплатой их труда в зависимости от данных лаборатории неразрушающего контроля. Авторы допускают, что многие воспримут эту статью критически, однако, по их утверждению, данная система работает у нас уже пять лет и вовсю поддерживается самими сварщиками. Именно благодаря взаимодействию с ними был определен критерий оценки их работы (простой подсчет процента брака от количества сваренных стыков был необъективен) – сварка стыков в п. м без брака, от общего метража сварки стыков сварщиками на объекте. Этот критерий позволил доказать, что
В ней авторы делятся опытом своей работы в части увязывания качества и производительности работы сварщиков, членов их бригад с оплатой их труда в зависимости от данных лаборатории неразрушающего контроля. Авторы допускают, что многие воспримут эту статью критически, однако, по их утверждению, данная система работает у нас уже пять лет и вовсю поддерживается самими сварщиками. Именно благодаря взаимодействию с ними был определен критерий оценки их работы (простой подсчет процента брака от количества сваренных стыков был необъективен) – сварка стыков в п. м без брака, от общего метража сварки стыков сварщиками на объекте. Этот критерий позволил доказать, что
Администрация форума благодарить Георгия Георгиевича Винокурцева за предоставленный материал.
Необходимо войти для просмотра
Необходимо войти для просмотра
admin
Admin
- #2
Прилагаем дополнительную таблицу для большей фактологической точности.
Необходимо войти для просмотра
Ellagarto
Профессионал
- #3
Я вот скажу честно, ещё ни разу не видел ни одного идеально заваренного шва, хоть одна пора но есть. ..
..
Сергей З.
Специалист
- #4
Ellagarto написал(а):
Я вот скажу честно, ещё ни разу не видел ни одного идеально заваренного шва, хоть одна пора но есть…
Нажмите для раскрытия…
Ну это смотря чем варят. Мы светили у вояк, там все аргонят, так пор вообще не было, стыки чистые. Там с этим жестко, только через пробные стыки, что бы и аргон и вольфрам соответствовали. Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.
Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.
UZK-Element
Мастер дефектоскопии
- #5
Сергей З. написал(а):
Ну это смотря чем варят. Мы светили у вояк, там все аргонят, так пор вообще не было, стыки чистые. Там с этим жестко, только через пробные стыки, что бы и аргон и вольфрам соответствовали.Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.
Нажмите для раскрытия…
попробуй тыщевку начисто заварить.
Ellagarto
Профессионал
- #6
Сергей З. написал(а):
Ну это смотря чем варят. Мы светили у вояк, там все аргонят, так пор вообще не было, стыки чистые. Там с этим жестко, только через пробные стыки, что бы и аргон и вольфрам соответствовали.Сварные в белых перчатках, заготовки обезжиривают-обезвоживают.
Нажмите для раскрытия…
Я не имею в виду АРД я имею в виду РД сварку.
Vlad_INSI
Профессионал
- #7
почитал теоретиков. а теперь вопросы:
1. согласно советских правил присвоения разрядов 4 разряд варит на поворотных механизмах в пределах производственной базы заготовки низкого давления, 6 разряд варит г/д высокого давления в полевых условиях. как вы сварщика 6 разряда понизите до 4 и поставите варить в поле на высокое давление? максимум теоретики можете к браку КТУ привязать.
 д. и т.п. из за которых сварщик будет варить брак и все разводить руками…
д. и т.п. из за которых сварщик будет варить брак и все разводить руками…по наблюдениям качество падает, требования ужесточаются. а новых сварных все меньше и меньше
Последнее редактирование:
Михаил57
Дефектоскопист всея Руси
- #8
Vlad_INSI написал(а):
почитал теоретиков.
2. на качество стыка влияют: условия, материалы, квалификация сварщика. очень часто на качество стыков на объекте зависит от долбоебизма мастера который: при копании траншеи не подумал про приямки для сварки (невозможность нормального подхода к стыку=брак), привезли сырые электроды (план горит вари=брак), привезли некондицию трубы-фасонина (снабженец в наваре, на стыке брак) и еще куева туча случайных величин типа: не заглушили торец перед сваркой, погнули центратор, не зачистили торцы, затопили траншею и т.д. и т.п. из за которых сварщик будет варить брак и все разводить руками…а теперь вопросы:
1. согласно советских правил присвоения разрядов 4 разряд варит на поворотных механизмах в пределах производственной базы заготовки низкого давления, 6 разряд варит г/д высокого давления в полевых условиях. как вы сварщика 6 разряда понизите до 4 и поставите варить в поле на высокое давление? максимум теоретики можете к браку КТУ привязать.по наблюдениям качество падает, требования ужесточаются.
а новых сварных все меньше и меньше
Нажмите для раскрытия…
Все, что Вы перечислили “имеет место быть”, но все эти ситуации объединяет одно – это “человеческий фактор”. По другому – “не соблюдение технологической дисциплины”. Соответственно и “лечить” надо участников процесса, а не железки.
Vlad_INSI
Профессионал
- #9
Михаил57 написал(а):
Все, что Вы перечислили “имеет место быть”, но все эти ситуации объединяет одно – это “человеческий фактор”.
По другому – “не соблюдение технологической дисциплины”. Соответственно и “лечить” надо участников процесса, а не железки.
Нажмите для раскрытия…
а валят все на сварщика… а чаще казнить мастера…
Gimalay2
Дефектоскопист всея Руси
- #10
Vlad_INSI написал(а):
а валят все на сварщика… а чаще казнить мастера…
Нажмите для раскрытия…
Там, где стоимость исправление брака вычитают из зарплаты, сварщика не заставишь варить сырыми электродами или не осушенным аргоном.
Vlad_INSI
Профессионал
- #11
Gimalay2 написал(а):
Там, где стоимость исправление брака вычитают из зарплаты, сварщика не заставишь варить сырыми электродами или не осушенным аргоном.
Нажмите для раскрытия…
вы сейчас про газопроводы до 12 кгс говорите? я знаю всех сварщиков которые постоянно работают в городе на газопроводах… свежих лиц нет, наблюдается только миграция их из одной организации в другую. как только начинаются урезания и наебки народ разбегается по смежным конторам.
как только начинаются урезания и наебки народ разбегается по смежным конторам.
Singelschucher
Специалист
- #12
Честно говоря, не понимаю как можно на сварочных быть передовиком. Чтобы больше заварить, нужно больше времени. Скорость сварки определена условиями технологического процесса и варить быстрее – это нарушение технологического процесса (превышение скорости и сварочного тока), что происходить не должно. Ну, просто сварщик больше работает.
Ellagarto
Профессионал
- #13
Gimalay2 написал(а):
Там, где стоимость исправление брака вычитают из зарплаты, сварщика не заставишь варить сырыми электродами или не осушенным аргоном.
Нажмите для раскрытия…
Это был бы идеальный вариант, к сожалению не все этопонимают
Ellagarto
Профессионал
- #14
Vlad_INSI написал(а):
вы сейчас про газопроводы до 12 кгс говорите? я знаю всех сварщиков которые постоянно работают в городе на газопроводах.
.. свежих лиц нет, наблюдается только миграция их из одной организации в другую. как только начинаются урезания и наебки народ разбегается по смежным конторам.
Нажмите для раскрытия…
такая же ситуация и там где варят котлы и вспомогательные трубопроводы
Какой шов, такой и мастер
Мастерство повара мы можем оценить на вкус, виртуозная игра музыкантов сопровождается овациями, а вот профессионализм сварщика определяется по сваренному им шву. От того, насколько надежно и качественно он выполнил свою работу, зависит долговечность и устойчивость конструкций, срок службы различной техники.
Сварка – самый прочный крепеж
Профессия «сварщик» родилась в 1802 году, когда русский физик-экспериментатор Василий Петров открыл эффект электрической дуги, при возникновении которой между двумя угольными электродами создается настолько высокая температура, что она может плавить металлы. Благодаря этому открытию сегодня строят небоскребы, мосты, заводы, делают дорожные развязки и тоннели. Сварка нужна в авиастроении, автомастерских, при прокладке нефте- и газопроводов, ее используют при художественной ковке.
Благодаря этому открытию сегодня строят небоскребы, мосты, заводы, делают дорожные развязки и тоннели. Сварка нужна в авиастроении, автомастерских, при прокладке нефте- и газопроводов, ее используют при художественной ковке.
– В компании «Полюс Вернинское» сварочный участок занимает одно из ключевых мест. Мы обслуживаем всю горную технику – от эксплуатации до капитального ремонта. В зоне нашей ответственности экскаваторы (WK-20, PC 2000, ЭКГ 10), большие погрузчики (фронтальный 992-й), буровые станки, бульдозеры, вспомогательная техника и т.д., – говорит Андрей Ивашикин, главный механик карьера – начальник участка технического обслуживания и ремонта оборудования Вернинского ГОКа.
Бригада сварщиков для ремонта горной техники выезжает прямо в карьер. В распоряжении у нее два КАМАЗа с мобильным сварочным оборудованием – это настоящие мастерские на колесах. В работе они используют современное оборудование, например, применяют аппараты с дистанционным управлением, когда сварщик с помощью пульта может оперативно отрегулировать силу тока, не покидая рабочего места.
– Техническим обслуживанием занимаемся даже зимой. По требованиям вне помещения, под открытым небом можно производить сварку при температуре не ниже пяти градусов. В иных случаях ставим палатку, тепловую пушку и выполняем ремонт, – объясняет электрогазосварщик Максим Мутин.
Сваркой он увлекся еще в школьном возрасте. Профессию выбрал сам, образование получил в профучилище в Черемхово. В компании «Полюс Вернинское» работает уже три года.
– Качество и надежность шва контролирует инженер по сварочным работам. Если ответственно подходить к своему делу, то результат твоего труда прослужит много лет, – говорит он.
Ковши не покупаем, а делаем сами
До того, как электрогазосварщик Андрей Молчанов пришел в компанию «Полюс Вернинское», здесь после износа старых ковшей на экскаваторах и погрузчиках сразу покупали новые. Теперь мастера сами производят запчасти, что позволяет существенно экономить на ремонте горной техники.
– Мой отец и дядя всю жизнь занимались сваркой. Так что я потомственный сварщик. После школы учился в ПТУ. Трудовой путь начинал на горно-обогатительном комбинате в Забайкалье. В компании «Полюс Вернинское» работаю восьмой год, – говорит он.
Профессия сварщика требует знаний по электротехнике, технологии плавления металлов, свойствам газов, применяемых для антиокисления. Большую роль играет соблюдение норм охраны труда и промышленной безопасности, использование средств индивидуальной защиты, поскольку сварщик имеет дело с ослепительным светом, высокими температурами, работами на высоте, в закрытых емкостях.
Андрей Молчанов отмечает, что по числу поступающих заявок можно сказать, что без сварщика в карьере никак не обойтись. Без работы мастера никогда не сидят. Каждый заказ для них индивидуален. У любой техники есть свои особенности. Сегодня одна деталь сломается, завтра – другая. Любую неисправность они смотрят и ремонтируют на месте.
– Со стороны может показаться, что у нас скучная и однообразная работа.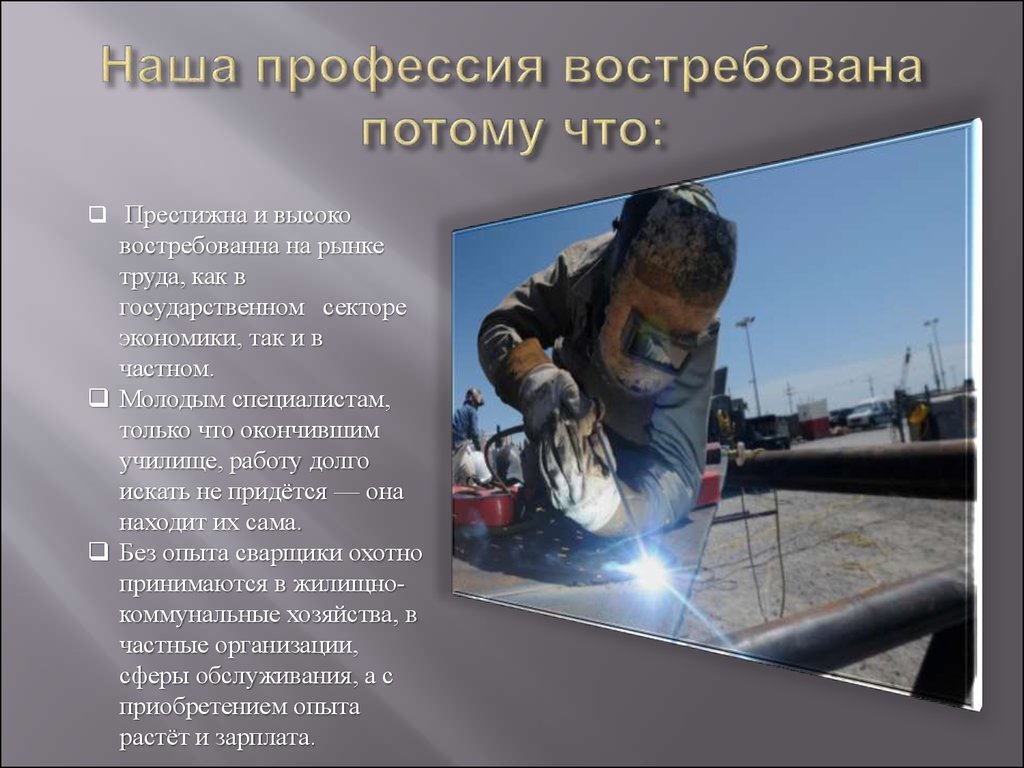 На самом деле даже в сварке всегда что-то новое для себя открываю. Материалы новые используем, те же электроды. В интернете много интересного и полезного нахожу, что потом использую в своей работе, – признается он.
На самом деле даже в сварке всегда что-то новое для себя открываю. Материалы новые используем, те же электроды. В интернете много интересного и полезного нахожу, что потом использую в своей работе, – признается он.
Бывает, что мастерам сварочных работ требуется найти нестандартные решения, чтобы устранить неисправности. Так случилось с ремонтом рейки рукояти на экскаваторе WK-20.
– Обычно на выезде мы никогда не занимались такими восстановительными работам. Нам сбросили технологию, мы ее изучили. С помощью компьютера вместе с главным специалистом по сварке доработали алгоритм действий. В итоге проблему удалось устранить своими силами. Экскаватор работает как часы, без сбоев, – говорит Андрей Ивашикин.
В надежных руках наставника
Хорошего сварщика отличают упорство, трудолюбие и терпение. Очень важно, чтобы он выполнял свою работу не только быстро, но качественно – в соответствии с техническим заданием. Сварные швы квалифицированного сварщика – ровные, без подтеков и иных изъянов.
– Когда к нам приходят новички, то за каждым из них мы закрепляем наставника. Опытные мастера делятся своими знаниями и наработками, а также объясняют правила производственной системы «Полюса», вводят в курс дела по культуре безопасности, – отмечает Андрей Ивашикин.
Ориентиры в профессии сварщика задают конкурсы мастерства, которые проводятся в компании. Участники показывают не только теоретические знания. Во время сварки определенных швов оценивается как скорость исполнения, так и качество самих работ. Кроме того, сегодня в компании в стадии разработки находятся курсы по восстановлению специальных допусков к особым работам.
– Нет еще таких технологий, которые бы смогли заменить сварку. Если деталь можно заменить, то крупный агрегат или узел может быть восстановлен только с помощью сварочного производства, – резюмирует Андрей Ивашикин.
Комментарий
Павел МАКОГОН, и.о. заместителя декана факультета СПО ИРНИТУ по учебно-производственной работе в машиностроительном колледже:
– К нам поступают ребята после девятого класса. Зачисление происходит по конкурсу на основе среднего балла аттестата. Обучение по специальности «Сварочное производство» длится 3 года 10 месяцев. Во время обучения они проходят подготовку в области проектирования и осуществления технологических процессов изготовления сварных конструкций, знакомятся с устройством и наладкой сварочного оборудования, организацией работы первичных трудовых коллективов и проектированием изделий. Изучают контроль качества сварочных работ. В частности, получают знания и навыки по выявлению дефектов сварных соединений (швов), могут определить их тип, размер и местоположение. Будущие специалисты проводят визуально-измерительный контроль, капиллярную и ультразвуковую дефектоскопию, рентгенодефектоскопию. По итогам обучения наши выпускники получают квалификацию «техник». В процессе обучения они дополнительно получают квалификацию по профессии «сварщик» и могут работать сварщиками ручной дуговой сварки. Уровень подготовки молодых специалистов подтверждается многократными победами по Всероссийской олимпиаде профессионального мастерства, участием и призовыми местами в региональных чемпионатах «Молодые профессионалы WorldSkillsRussia» по компетенции «Сварочные технологии».
Зачисление происходит по конкурсу на основе среднего балла аттестата. Обучение по специальности «Сварочное производство» длится 3 года 10 месяцев. Во время обучения они проходят подготовку в области проектирования и осуществления технологических процессов изготовления сварных конструкций, знакомятся с устройством и наладкой сварочного оборудования, организацией работы первичных трудовых коллективов и проектированием изделий. Изучают контроль качества сварочных работ. В частности, получают знания и навыки по выявлению дефектов сварных соединений (швов), могут определить их тип, размер и местоположение. Будущие специалисты проводят визуально-измерительный контроль, капиллярную и ультразвуковую дефектоскопию, рентгенодефектоскопию. По итогам обучения наши выпускники получают квалификацию «техник». В процессе обучения они дополнительно получают квалификацию по профессии «сварщик» и могут работать сварщиками ручной дуговой сварки. Уровень подготовки молодых специалистов подтверждается многократными победами по Всероссийской олимпиаде профессионального мастерства, участием и призовыми местами в региональных чемпионатах «Молодые профессионалы WorldSkillsRussia» по компетенции «Сварочные технологии».
На правах рекламы
AWS и сертификационные тесты CWB по сварке пластин | SMF
Если вам необходимо получить сертификат сварщика конструкций в Северной Америке, вы можете пройти сертификационные тесты по сварке листового металла, проводимые двумя организациями: Американским обществом сварщиков (AWS) и Канадским бюро сварки (CWB).
Обе эти организации имеют хорошо зарекомендовавшие себя процедуры и процессы, которые вы можете использовать для проверки своего сварочного персонала и его сертификации, чтобы вы могли выполнять качественные сварные швы и выполнять требования клиентов для нестандартных работ по изготовлению металлических изделий, таких как стальные резервуары, тяжелые воздуховоды, промышленные тележки и промышленное оборудование доступа.
Сертификационные испытания сварки пластин AWS и CWB проходят в общей последовательности:
1. Обратитесь к инспектору для проведения испытаний
2. Попросите проверяемого сварщика выполнить сварные швы, которые вы хотите проверить
сваренный металл в образцы соответствующего размера для проверки качества
4. Испытание сварных материалов с использованием утвержденных методов испытаний
Испытание сварных материалов с использованием утвержденных методов испытаний
необходимое обучение. Они получают сертификаты для предоставления временных сертификатов другим сварщикам; эти сертификаты в конечном итоге должны быть проверены аккредитованной службой тестирования, такой как World Testing. Однако тесты AWS могут проводиться только внешними службами тестирования или школами.
Типы и положения сварных швов для сертификационных испытаний
После того, как вы определились с инспектором, вам нужно определить, какие сертификационные испытания сварки пластин вы хотите проводить. Существует восемь различных типов, сегментированных в соответствии с типом и положением.
Эти восемь различных сварных швов разделены на два разных типа соединений для сварки тестовых пластин: угловые швы и швы разделки .
Угловой шов соединяет две металлические пластины, расположенные перпендикулярно друг другу. Сварные швы с разделкой кромок соединяют параллельные куски металла — пространство, разделяющее их, заполняется сварным швом.
Сертификационные испытания по сварке пластин можно проводить в четырех различных положениях:
Испытательная пластина с горизонтальной разделкой кромок
1. Плоская
2. Горизонтальная
3. Вертикальная
4. Над головой
В горизонтальном положении сварщик должен соединить верхнюю и нижнюю пластины, перемещаясь по горизонтальной оси (слева направо или справа налево).
Вертикальное положение сварного шва в основном представляет собой горизонтальное положение сварного шва, повернутое на 90 градусов, благодаря чему сварщик должен выполнять сварку вертикально (сверху вниз или снизу вверх).
Верхнее положение считается самым трудным, но на самом деле это просто плоское положение сварки, перевернутое вверх дном. Это сложно, потому что сварщик должен заходить под пластину и сваривать снизу.
Система классификации восьми типов сварных швов имеет восемь соответствующих кодов , которые описывают все возможные перестановки:
Позиции для испытаний при сварке пластин
- 1F — Плоское филе
- 2F — Горизонтальное скругление
- 3F — вертикальное скругление
- 4F — Верхнее скругление
- 1G — плоская канавка
- 2G — Горизонтальная канавка
- 3G — вертикальная канавка
- 4G — верхняя канавка
Многие сертификационные испытания по сварке пластин проводятся с использованием сварки разделкой, поскольку они предусматривают, что сертификация сварки разделкой также дает право сварщику выполнять угловые сварные швы в том же положении.
Кроме того**, если сварщик проходит сертификационный тест AWS, он автоматически получает сертификаты для «меньших» тестов** в той же общей категории (скругление или паз). Так, например, если сварщик пройдет сертификационный тест по сварке 4G, он также получит сертификат на должности 3G, 2G и 1G.
CWB не проводит «дедушкиных» тестов, как это делает AWS . Чтобы получить сертификат CWB на должность, сварщик должен пройти этот специальный тест.
Способы проверки качества сварного шва
Тестовая пластина для сертификации сварщиков, готовая к разрезанию на образцы для испытаний
После того, как у вас есть сварная пластина, она разрезается на образцы, которые будут использоваться для проверки прочности сварного шва. Если это так, сварщик получит соответствующую сертификацию. Если сварной шов не прошел испытание, сварщику придется повторить попытку.
Существует два способа проверки прочности сварного шва: разрушающий контроль и неразрушающий контроль.
Разрушающий контроль обычно включает в себя помещение образца пластины для испытаний на листогибочный пресс, чтобы проверить, не развалится ли он. Если нет, то шов проходит.
Неразрушающий контроль может быть таким же простым, как визуальный осмотр, или может включать более сложные неинвазивные методы, такие как испытание на проникновение жидкого красителя, рентгенографический контроль или рентгеновские лучи.
Сертификационные испытания по сварке листов CWB основаны на разрушающем испытании , а именно на старом добром листогибочном прессе.
Сертификационные испытания по сварке пластин AWS делают упор на неразрушающий контроль — визуальные осмотры и рентгенологическое исследование.
Другие различия между сертификационными испытаниями сварки AWS и CWB
Сертификационные испытания сварки AWS и CWB помимо методов испытаний различаются по трем основным признакам.
Первое отличие связано с ограничениями CWB на использование кофемолки . Чтобы соответствовать стандартам CWB, вы не можете использовать шлифовальную машину во время подготовки или для шлифовки сварного шва. Вы можете использовать его только для очистки. Согласно стандартам CWB, все подготовительные работы и очистка должны выполняться перламутровой подушечкой или кистью.
Во-вторых, CWB требует, чтобы вы останавливали и перезапускали в середине сварных швов , которые вы отправляете на тестирование. Это означает, что сварщики, желающие пройти сертификацию CWB, должны освоить завершающие сварные швы и знать, как выполнить соединение, когда они будут снова поднимать сварной шов. В противном случае готовый шов не сохранит свою целостность во время испытаний.
Наконец, AWS гораздо более строг, когда речь идет о мыльном камне . По сути, мыльный камень не может быть сложен в сварной шов, если он соответствует стандартам AWS. Если рентгеновский контроль обнаружит какое-либо включение (а так оно и будет), сварной шов не пройден.
Если рентгеновский контроль обнаружит какое-либо включение (а так оно и будет), сварной шов не пройден.
Beyond Welding Certification Tests
Когда вы производите металлоконструкции на заказ, вам не обязательно выбирать, какие стандарты сварки соблюдать — это действительно зависит от клиента.
Вот почему мы в Southern Metal Fabricators вложили средства в сертификацию наших сварщиков по нескольким различным процедурам, включая те, которые соответствуют стандартам AWS, CWB и API-650, чтобы мы были готовы к работе, когда нашим клиентам требуются определенные спецификации.
Помимо бумажной работы, мы видим дополнительную ценность в получении этих сертификатов. Освоение различных процедур помогло нам создать глубокую коллективную базу знаний по сварке . Это делает нас лучшими сварщиками, способными производить более качественную продукцию по индивидуальному заказу — независимо от того, какие стандарты используются для конкретной работы.
Если у вас есть индивидуальный проект по изготовлению металлоконструкций, который требует качественных сварных швов или должен соответствовать сложным стандартам сварки, позвоните нам по номеру по телефону 1-800-989-1330 . Скорее всего, мы сможем сказать: «Да, мы можем это сделать!»
В чем разница между сваркой MIG и TIG? Каждая форма промышленных сварочных услуг имеет свои сильные стороны и области применения. Вот что важнее всего:
В чем разница между сваркой MIG и TIG для вашего промышленного проекта?
Каждый вид услуг по промышленной сварке имеет свои сильные стороны и области применения. Вот что важно для выбора сварки MIG или TIG для вашего проекта по изготовлению металла.
Услуги по промышленной сварке 101
Как MIG (сварка металлов в среде инертного газа), так и TIG (сварка вольфрама в среде инертного газа) являются процессами дуговой сварки. Дуговая сварка является одним из самых распространенных и старых видов сварки. Он использует электричество, чтобы расплавить металлы, чтобы соединить их вместе. После того, как металлы остынут, они хорошо свяжутся.
Он использует электричество, чтобы расплавить металлы, чтобы соединить их вместе. После того, как металлы остынут, они хорошо свяжутся.
Вся дуговая сварка делится на два типа: методы плавящимся электродом и неплавящиеся методы .
Методы плавящегося электрода включают:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка под флюсом (SAW)
- Ручная дуговая сварка металлическим электродом (MMAW)
- Дуговая сварка флюсом (FAW)
К неплавящимся методам относятся:
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Плазменная дуговая сварка
MIG Vs. Сварка TIG
Что такое сварка MIG?
При сварке MIG расходуемая проволока подается через сварочный пистолет и подключается к электродному току, соединяя два основных материала вместе.
Защитный газ защищает электрод от загрязнений при прохождении проволоки через пистолет.
Когда используется сварка MIG?
Сварочные услуги MIG — идеальный выбор, когда вам нужна скорость . Регулировку сварочного пистолета можно производить нечасто. Это позволяет сварщику сосредоточиться на более длительные периоды времени и повысить производительность.
Сварка МИГ быстрее и проще в освоении, чем сварка ТИГ, что делает ее идеальной для новых профессионалов и сварщиков-любителей . Или, конечно, для вашего местного цеха по изготовлению металлоконструкций, если вы используете аутсорсинг.
Сварка MIG обычно выполняется в цехах и на заводах , поскольку защитный газ вытесняется ветром. Сварку MIG можно выполнять в полевых условиях, но вам нужны ветрозащитные блоки, чтобы предотвратить смещение защитного газа.
Короче говоря, использование сварочного аппарата MIG наиболее целесообразно, если:
- Вам нужно более короткое время выполнения или быстрое производство
- Вам не обязательно нужен очень опытный сварщик для вашего проекта
- Ваш продукт может быть изготовлен в помещении (иначе это не копия Tyrannosaurus rex)
Что такое сварка TIG?
Для сварки TIG используется вольфрамовый электрод . Твердость вольфрама и стойкость к высоким температурам переносят сварочный ток на дугу.
Твердость вольфрама и стойкость к высоким температурам переносят сварочный ток на дугу.
Защитный газ используется, как и при сварке MIG, для защиты электрода от загрязнений в воздухе.
Когда используется сварка ВИГ?
Услуги по сварке ВИГ являются идеальным выбором, когда требуется высококачественная и точная сварка .
Сварка TIG чище и прочнее , чем сварка MIG, но этому процессу сложно научиться.
В целом, сварка ВИГ является более медленным процессом, чем сварка МИГ, но она обеспечивает больший оперативный контроль, когда вы вручную подаете присадочный стержень в ванну.
Короче говоря, выбирайте сварку ВИГ, если у вас есть:
- Проект, требующий высокоточных сварных швов
- Проект, требующий аккуратного внешнего вида
- Проект, в котором сварной шов будет подвергаться напряжению
- Проект, требующий точного контроля сварочных операций
Все еще не знаете, что делать?
Используйте приведенные выше квалификаторы, чтобы решить, что лучше — сварка MIG или TIG.