Сверла размеры: Размеры сверл под резьбу, по металлу, по дереву
alexxlab | 23.05.2019 | 0 | Разное
Сверло по металлу: классификация и маркировки, устройство
Сверло по металлу: конструкция, геометрия, элементы сверла. Как и из чего делают сверла. Типы хвостовиков и маркировка. Выбор, применение и правила хранения. Лучшие производители и советы по выбору сверл по металлу.
В машиностроении сверло по металлу является вторым по частоте использования инструментом после резца, а в домашнем хозяйстве оно уверенно делит лидерство с ножовкой и отрезным кругом. Конструктивно сверло — это длинный цилиндрический стержень из металла с двумя режущими кромками на торце и спиральными канавками для отвода стружки. Принцип резания металла и формирования отверстия у всех типов этого инструмента практически одинаков, поэтому основная классификация сверл по металлу основывается на конструктивных признаках (тип хвостовика, профиль спирали, вид режущей кромки и т. п.). Определить по внешнему виду все необходимые характеристики сверла достаточно сложно, т. к. маркировка, которая гравируется на металле хвостовика, содержит информацию только о диаметре инструмента, материале изготовления и производителе. Поэтому для того, что выбрать сверло для обработки твердых, хрупких или вязких металлов и сплавов необходимо воспользоваться каталогами производителей. Длительное и краткосрочное хранение сверл должно осуществляться по определенным правилам, т. к. инструментальные и быстрорежущие стали склонны к коррозии, а заточенные кромки легко повреждаются при ударе о металл.
Конструкция и геометрия сверла
Любое сверло вне зависимости от его назначения и конструктивных особенностей состоит из двух основных компонентов: хвостовика и рабочей части. Первый служит для передачи инструменту вращения от привода или фиксации его в неподвижном состоянии (на токарных станках). Рабочая часть состоит из ряда элементов, непосредственно обеспечивающих процесс сверления. Геометрия сверла зависит от особенностей сверления, для которого оно предназначено, а также материала обрабатываемой заготовки (различные металлы, древесина, пластики, композиты, керамика).
В качестве примера взят один из самых распространенных в промышленности видов такого инструмента: спиральное сверло для работ по металлу с коническим хвостовиком (см. чертеж ниже). Все изображенные на рисунке углы сверла соответствуют работам по металлу общего назначения. Слева показан вид сбоку, а справа — со стороны рабочего торца (увеличено).

Далее с пояснениями перечислены все основные компоненты и геометрические параметры такого сверла:
- Хвостовик. Служит для закрепления инструмента в шпинделе станка или зажимном патроне. При сверлении металла на токарных станках крепится неподвижно в конусе задней бабки.
- Рабочая часть. Формирует цилиндрическое отверстие (или углубление). Состоит из режущей части, длина которой у таких сверл по металлу обычно составляет половину их диаметра, и направляющей с канавками для отвода стружки.
- Конус Морзе. Для установки в шпиндели и задние бабки станков используют инструмент с коническим хвостовиком, а для зажима в кулачковые и цанговые патроны — с цилиндрическим.
- Лапка. Эти конструктивные элементы присутствуют только на конических хвостовиках и предназначены для выбивания инструмента из шпинделя или оправки.
- Шейка. Обеспечивает удобство подвода и отвода шлифовального инструмента при обработке спиральных канавок. Она не выполняет никаких рабочих функций, поэтому на нее обычно наносится маркировка сверла (чеканится непосредственно на металле).
- Направляющая часть. Также называется калибрующей. Опираясь на стенки просверленного в металле отверстия, направляет инструмент вдоль его оси. Включает в себя спиральные поверхности с ленточками и канавки для отвода стружки.
- Угол наклона спиральной поверхности. Для обработки металла он составляет 18÷30°.
- Стружкоотводящая канавка. От ее ширины, наклона и качества поверхности зависит скорость отвода стружки.
- Диаметр режущей части. Равен расстоянию между внешними краями режущих кромок.
- Режущая кромка. Это острая грань между передней поверхностью (стружечной канавкой) и задней затачиваемой поверхностью.
- Главный угол при вершине. Угол между режущими кромками, оказывает значительное влияние на процесс резания и прочность сверлильного инструмента. Для работ по металлу его стандартное значение равно 116÷118°.
- Задняя поверхность. Для снижения трения в зоне резания задняя поверхность затачивается под углом к режущей кромке. Для сверления металла его значение около ленточки должно составлять 8÷12°.
- Перемычка. Конструктивная часть, общая для обеих задних поверхностей.
- Поперечная режущая кромка. Острая грань на перемычке, разделяющая задние поверхности. При правильной заточке на ее середине находится геометрический центр режущей части, который должен совпадать с осью инструмента.
- Ленточка. Две слегка выступающие над спиральными поверхностями полоски, которые калибруют отверстие и снижают трение о его стенки.
Общая компоновка других типов сверл по металлу подобна этой, хотя в зависимости от своего назначения они могут отличаться конструкцией режущей части и стружкоотводящих канавок.
Виды сверл по металлу
Основная классификация сверлильного инструмента проводится по конструктивному признаку, т. к. он напрямую связан с назначением конкретного вида сверла по металлу. Кроме того, внутри конструктивных типов выделяют разновидности по типу материала, для обработки которого предназначен данный инструмент (т. н. группы резания). Строгой классификации для них не существует, но обычно по виду рабочей части выделяют следующие типы:
- спиральные;
- перовые;
- центровочные;
- специальные.
Среди специальных сверл самой большой группой является инструмент для глубокого сверления в заготовках из металла. Отдельные подгруппы также составляют изделия для сверления отверстий больших диаметров и ступенчатых цилиндрических профилей. Бывает так, что современный сборный инструмент имеет настолько сложную или инновационную конструкцию, что его относят сразу к нескольким типам.
Спиральная форма
Традиционным широко распространенным видом сверлильного инструмента являются спиральные сверла, у которых формирование цилиндрического отверстия в металле осуществляется двумя симметричными режущими кромками. При этом отвод образующейся стружки проходит по спиральным канавкам, начальная часть которых является передними поверхностями, образующими эти кромки. По своей конструкции эти изделия могут быть монолитными или сборными, с заменяемой головкой или механическим креплением режущих пластин. Для снижения трения и повышения скорости отвода стружки спиральную часть полируют и покрывают износостойкими материалами.

Ступенчатая форма
Ступенчатые сверла используют для получения отверстий небольшой глубины с фиксированной геометрией ступеней. Такой инструмент позволяет за один проход сформировать от двух и более цилиндрических поверхностей и чаще всего используется при автоматизированной обработке. По своей конструкции современные ступенчатые сверла, как правило, представляют монолитный блок, повторяющий конфигурацию будущего отверстия, с рядами режущих пластин и прямыми канавками. Первые сверлят в металле заготовки начальное отверстие, а следующие за ними являются рассверливающими. Самая большая проблема данного инструмента — это отвод стружки в процессе обработки. Поэтому их применение ограничено узкоспециализированными областями.

Корончатые сверла
Корончатым сверлом называют пустотелый инструмент с кольцевым расположением шести или двенадцати режущих поверхностей и соответствующим им числом стружкоотводящих канавок. Он применяется для сквозного сверления в металле отверстий больших диаметров. В процессе работы режущие кромки прорезают только кольцо вокруг середины будущего отверстия, а центральная часть металла просто выпадает (или выбивается) после прохода насквозь. Этот инструмент относят к сверлильному, скорее, по устоявшейся традиции, т. к. по своему принципу работы он гораздо ближе к фрезам.

Шнековые сверла
При сверлении отверстий в металле на глубины, кратные 30÷40 диаметрам, применяют удлиненные сверла специальной конструкции со спиральной канавкой в виде шнека. Такое решение намного улучшает стружкоудаление и позволяет производить непрерывное сверление металла на полную глубину отверстия без периодического вывода инструмента. Сверла шнековые отличаются от обычных спиральных большими углами наклона канавок (до 65°) и их треугольным профилем. Кроме того, у них увеличенный диаметр сердцевины и специальная заточка передней поверхности.

Перовые сверла
Перовые сверла используются для получения отверстий в металле, покрытом литейной коркой и окалиной. Конструктивно это самый простой сверлильный инструмент, т. к. имеет прямые канавки и режущую часть в виде пластины. Его недостатки являются прямым следствием простоты конструкции и невысокой стоимости. В процессе сверления металла у перовых сверл плохо отводится стружка, и они имеют склонность к уходу от оси отверстия. Выступающая вперед пластина снижает прочность всего изделия, что не позволяет работать на больших подачах, а также требует частой переточки. Это узкоспециализированный инструмент повышенной жесткости, который применяют при работе с отливками и поковками.

Типы хвостовиков
Маркировка сверл согласно ГОСТ
Правила маркировки сверл регламентированы ГОСТ 2034-80. Согласно этому документу на сверлильный инструмент диаметром менее двух миллиметров маркировка не наносится. Все данные о них должны указываться на упаковочной этикетке. Для сверл толщиной свыше двух и до трех миллиметров маркировка сверла по металлу содержит только значение диаметра и марку стали (таким образом их можно отличить от инструмента до двух миллиметров). Для диаметров свыше трех миллиметров в составе маркировки производитель должен указывать его величину, свой товарный знак, марку металла и класс точности. Марка металла, из которого изготовлен инструмент, может указываться как в виде ГОСТовского обозначения стали (например, Р6М7К6), так и общепринятой для быстрорежущих сталей международной аббревиатурой (HSS) с добавлением обозначения основного легирующего металла (Co, Ni, Ti и пр.) (см. фото ниже). Зарубежные изготовители маркируют свою продукцию аналогичным образом, поэтому отличить российские сверла от импортных можно только по торговой марке.

Цветовое обозначение
В своих каталогах все ведущие производители сверлильного инструмента используют для обозначения продукции цветовую маркировку, предусмотренную международным стандартом ISO 513. В соответствии с этим регламентирующим документом все инструментальные материалы делятся на шесть групп, каждая из которых предназначена для обработки определенных видов металлов, сплавов и полимерных материалов.
| Группа | Цвет | Обрабатываемые металлы и пластики |
|---|---|---|
| P | Голубой | Отдельные виды углеродистых, легированных и инструментальных сталей. Стали для отливок. Некоторые марки коррозионностойких сталей. |
| M | Желтый | Аустенитные коррозионностойкие стали. Отдельные виды немагнитных и износостойких сталей. |
| K | Красный | Различные марки чугунов. |
| N | Зеленый | Цветные металлы и их сплавы. Термопласты и дуропласты. |
| S | Золотистый | Жаростойкие сплавы на основе никеля, кобальта, титана и железа. |
| H | Серый | Закаленные стали высокой твердости. |
Кроме того, каждая группа резания подразделяется на группы применения, которые обозначаются числом в интервале от 1 до 40. Группы с большим индексом имеют более высокую прочность, а с меньшим — большую твердость и стойкость к износу.
Технология изготовления сверл
Конструктивно спиральное сверло состоит из двух основных компонентов: рабочей части и хвостовика. Первую изготавливают из быстрорежущей стали или твердых сплавов, а второй — из углеродистой инструментальной стали. Производство спиральных сверл по металлу включает в себя следующие укрупненные этапы:
- Подготовка компонентов. Цилиндрические заготовки для обеих частей нарезают на прутковых автоматах, а затем очищают от заусенцев, поверхностных окислов и загрязнений.
- Сварка. Две части из разного металла сваривают контактной стыковой сваркой. После этого со сварных швов удаляют излишки металла, а заготовки правят для придания им точной цилиндрической формы.
- Обточка. Заготовки центруют и обтачивают до точного размера. На этом же этапе подрезают торцы, точат конус хвостовика, обтачивают конец конуса под лапку (у инструмента с цилиндрическим хвостовиком последние две операции отсутствуют).
- Фрезеровка. Фрезеруют лапку (для конических хвостовиков), спиральные канавки и задние поверхности. После этого заготовка подвергается термической обработке с последующей очисткой на пескоструйной установке.
- Шлифовка. Шлифуют и полируют канавки спиралей. После этого шлифовке подвергают хвостовик и рабочую часть (с доводкой обратного конуса).
- Заточка сверла.
Корпуса сборного сверлильного инструмента, в котором режущая часть выполнена из твердосплавных пластин с напайным или механическим креплением, являются достаточно сложными изделиями, т. к. при их изготовлении необходима сложная фрезерная и токарная обработка. Поэтому их обычно изготавливают на станках с ЧПУ или обрабатывающих центрах.

Таблица размеров сверл по металлу
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части — 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком — от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.
Материалы изготовления и покрытия
Основные материалы для изготовления рабочих частей монолитного сверлильного инструмента — это быстрорежущие стали и твердые сплавы. В качестве быстрореза чаще всего применяют стали с вольфрамовыми или вольфраммолибденовыми лигатурами. Последние также используют в варианте с добавкой кобальта. Твердые сплавы, которые производятся методами порошковой металлургии, долговечнее, прочнее и термоустойчивее быстрорежущих сталей. В их состав обычно входит несколько тугоплавких металлов, таких как вольфрам, титан, кобальт и тантал. Некоторые изделия, предназначенные для выполнения за одну установку инструмента нескольких технологических операций (например, комбинированное сверло), могут включать в свой состав компоненты, изготовленные из разных инструментальных материалов.
Для улучшения рабочих характеристик сверл по металлу их поверхности подвергают дополнительной обработке или покрывают твердыми соединениями металлов. Самые распространенные методы обработки, повышающие прочность и износостойкость инструмента, — это цианирование и сульфидирование. А для защитных покрытий обычно используют карбонитрид титана (TiCN), в том числе легированный алюминием (TiAlN).

Как подобрать сверло под обрабатываемый металл
При выборе сверла для работ по металлу в первую очередь необходимо ознакомиться с цветовыми маркировками стандарта ISO 513, которых придерживаются все производители сверлильного инструмента. При этом нужно понимать, что такая маркировка не наносится на само изделие, а присутствует только в его каталожном описании. Можно, конечно, положиться на советы консультанта в магазине инструмента, но такой способ подойдет только в том случае, если требуется подобрать сверло для дрели, предназначенное для работы с обычной конструкционной сталью. Если же предстоит сверлить твердые или вязкие металлы или требуется качественное выполнение работы на заказ, то лучше следовать рекомендациям профессионалов. На рисунке ниже приведен пример использования цветовой маркировки из каталога Mitsubishi.

Необходимо также помнить, что параметры процесса сверления зависят как от характеристик сверла, так и от мощности и скорости вращения привода. Поэтому сверла для шуруповерта лучше не использовать с дрелью, т. к. это, скорее всего, приведет к их повреждению. А скорости вращения шуруповерта явно недостаточно для сверления металла обычными сверлами для дрели.
Сверла, применяемые в станках
На сверлильных станках, у которых посадочное отверстие шпинделя выполнено под конус Морзе, сверла для обработки металла устанавливаются напрямую в шпиндель. А для их фиксации в нем предусмотрен специальный сквозной паз для заклинивания лапки. Такие же сверла применяют и в универсальных станках (сверлильно-фрезерных и пр.), у которых посадочное отверстие шпинделя сделано под метрический конус или под одну из его современных разновидностей. Только в этом случае их вставляют в переходные оправки с соответствующим конусом. В целом сверла по металлу, используемые на станках, не отличаются от тех, что применяют при сверлении ручным инструментом. Единственный вид сверлильного инструмента, предназначенный только для станочного применения, — это сверла со сквозным каналом, предназначенным для подачи СОЖ в зону обработки (см. рис. ниже).

Лучшие производители
Среди российских производителей сверлильного инструмента для работ по металлу хорошее соотношение цены и качества имеет продукция Волжского инструментального завода (ВИЗ), Томского инструментального завода (ТИЗ) и ПО «Туламаш». К этой же категории относится инструмент украинского Запорожского инструментального завода (ЗИЗ). Самыми лучшими по качеству являются сверла всемирно известных производителей режущего инструмента, таких как немецкие Bosch, Hasser и Ruko, шведский Sandvik, японская Mitsubishi, тайваньский Winstar и пр. Но их продукция имеет достаточно высокую цену и предназначена в основном для профессионального применения. Кроме того, на рынке массово представлены сверла по металлу под торговыми марками известных продавцов и производителей электроинструмента. В основном это недорогой инструмент, но при этом многие изделия имеют очень высокое качество. В этой категории пользователи чаще всего отмечают «Зубр», «Интерскол», DeWalt, Hilti, Makita и Metabo.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
Длинные и сверхдлинные сверла по металлу:выбор,размеры,производитель
Длинные сверла по металлу используются с целью сверления сквозных, а также глухих отверстий в шпинделях, валах и деталях с большой длиной. Им характерна низкая производительность. Шлифованное длинное сверло по металлу имеет высокую устойчивость к изломам, применяется при работе с легированной и нелегированной углеродистой сталью, цветными металлами Petrometal, серым и ковким чугуном, металлокерамикой, бронзой и латунью. Изготавливаются в соответствии с ГОСТ 886-77, ГОСТ 886-77, ГОСТ 2092-77 и ГОСТ 22094-76. В ГОСТах подана информация об основных размерах устройств. Они имеют диаметр от 1 до 20 мм, общую протяженность от 56 до 254 мм. В них, в отличие от других режущих инструментов, увеличено общее и рабочее расстояние, а также увеличен угол при вершине режущих кромок. Во всех стандартных конструкциях он равен 118 градусам, а в длинных устройствах – 135. Данная особенность позволяет работать с материалами, которые гораздо тяжелее, так как снижается нагрузка на инструмент. Это ведет за собой увеличение срока использования прибора, а также увеличение интервалов между заточками.
фото:длинные сверла по металлу
Как выбрать удлиненное сверло по металлу?
Выбирая удлиненный режущий прибор, прежде всего, обратите внимание на следующие детали:
- Угол заточки режущей части. У данного устройства он должен быть 135 градусов.
- Маркировку. По ней будет понятно, из какого материала изготовлен прибор, и как его можно будет применять.
- Цвет. Выбирайте насыщенно золотые режущие инструменты, так как они обладают наиболее сильной прочностью, в них также максимально уменьшено трение.
- Материал изготовления. Он влияет на возможность устройством сверлить определенные конструкции.
Также рекомендуем вам обратить внимание на модель вашего станка, его состояние, мощность, метод получения заготовки (это может быть отливка, штамповка, вырезка), точность получаемого отверстия. Обязательно узнайте, какие допуск и шероховатость имеет сверло сверхдлинное. Также учтите глубину обрабатываемого отверстия.
Виды и технические характеристики
Удлиненную конструкцию могут иметь следующие режущие инструменты:
- Удлиненные спиральные сверла;
- Сверла удлиненные конический хвостовик спиральные;
- С цилиндрическим хвостовиком.
Сверла длинной серия с коническим хвостовиком имеют специальную часть инструмента, которая зажимается в патроне дрели или же станка.
Длина устройства подбирается зависимо от диаметра отверстия, размер сверла по металлу удлиненного не намного больше, стандартных размеров.
| Стандарт | DIN 340, ГОСТ 886-77 |
| Технология изготовления | Шлифование, вальцевание, штампование |
| Дополнительная обработка | Полирование |
| Угол при вершине | 135 градусов |
| Точность | А 1 (Н 10) или В 1 (Н12) |
| Хвостовик | Цилиндрический или конический |
| Материал изготовления | Высококачественная быстрорежущая сталь |
| Диаметр,мм | От 1 до 20 |
| Длина,мм | От 56 до 254 |
| Заточка | Возможна спиральная |
Также существуют сверхдлинные сверла по металлу, они используются для сверления глубоких отверстий в сталях, которые имеют твердость 1300 Н/мм2.
Основные размеры
В таблице ниже вы можете ознакомиться с основными параметрами режущих инструментов с большим размером, а именно с их диаметром и длиной. Например, сверло 5 5 длинное имеет протяженность 139 мм.
фото:размеры удлиненный сверл по металлу
| Название | Диаметр,мм | Длина,мм |
|---|---|---|
| Сверло по металлу удлиненное DIN 340 | 1,5 | 70 |
| Сверло по металлу удлиненное DIN 340 | 2 | 85 |
| Сверло по металлу удлиненное DIN 340 | 2 | 85 |
| Сверло по металлу удлиненное DIN 340 | 2,9 | 95 |
| Сверло по металлу удлиненное DIN 340 | 3 | 100 |
| Сверло по металлу удлиненное DIN 340 | 3 | 100 |
| Сверло по металлу удлиненное DIN 340 | 3,2 | 300 |
| Сверло по металлу удлиненное DIN 340 | 3,2 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,3 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,5 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,5 | 112 |
| Сверло по металлу удлиненное DIN 340 | 3,8 | 112 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,1 | 300 |
| Сверло по металлу удлиненное DIN 340 | 4,2 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,5 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,5 | 126 |
| Сверло по металлу удлиненное DIN 340 | 5 | 126 |
| Сверло по металлу удлиненное DIN 340 | 5 | 132 |
| Сверло по металлу удлиненное DIN 340 | 5 | 132 |
| Сверло по металлу удлиненное DIN 340 | 5,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 5,5 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 7 | 148 |
| Сверло по металлу удлиненное DIN 340 | 7 | 156 |
| Сверло по металлу удлиненное DIN 340 | 7,5 | 156 |
| Сверло по металлу удлиненное DIN 340 | 8 | 156 |
| Сверло по металлу удлиненное DIN 340 | 8 | 165 |
| Сверло по металлу удлиненное DIN 340 | 8 | 165 |
| Сверло по металлу удлиненное DIN 340 | 8,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 9 | 165 |
| Сверло по металлу удлиненное DIN 340 | 9 | 175 |
| Сверло по металлу удлиненное DIN 340 | 10 | 175 |
| Сверло по металлу удлиненное DIN 340 | 10 | 184 |
| Сверло по металлу удлиненное DIN 340 | 10 | 300 |
| Сверло по металлу удлиненное DIN 340 | 11 | 195 |
| Сверло по металлу удлиненное DIN 340 | 12 | 205 |
| Сверло по металлу удлиненное DIN 340 | 12 | 300 |
Производители
Сверло спиральное удлиненное производится в трех странах:
- Россия;
- Германия;
- Китай
Самые лучшие устройства производятся в Германии компанией Heller, они имеют наибольшую прочность и срок службы.
Как выбрать сверло по металлу:Видео
- Угол заточки режущей части. У данного устройства он должен быть 135 градусов.
- Маркировку. По ней будет понятно, из какого материала изготовлен прибор, и как его можно будет применять.
- Цвет. Выбирайте насыщенно золотые режущие инструменты, так как они обладают наиболее сильной прочностью, в них также максимально уменьшено трение.
- Материал изготовления. Он влияет на возможность устройством сверлить определенные конструкции.
Также рекомендуем вам обратить внимание на модель вашего станка, его состояние, мощность, метод получения заготовки (это может быть отливка, штамповка, вырезка), точность получаемого отверстия. Обязательно узнайте, какие допуск и шероховатость имеет сверло сверхдлинное. Также учтите глубину обрабатываемого отверстия.
Виды и технические характеристики
Удлиненную конструкцию могут иметь следующие режущие инструменты:
- Удлиненные спиральные сверла;
- Сверла удлиненные конический хвостовик спиральные;
- С цилиндрическим хвостовиком.
Сверла длинной серия с коническим хвостовиком имеют специальную часть инструмента, которая зажимается в патроне дрели или же станка.
Длина устройства подбирается зависимо от диаметра отверстия, размер сверла по металлу удлиненного не намного больше, стандартных размеров.
| Стандарт | DIN 340, ГОСТ 886-77 |
| Технология изготовления | Шлифование, вальцевание, штампование |
| Дополнительная обработка | Полирование |
| Угол при вершине | 135 градусов |
| Точность | А 1 (Н 10) или В 1 (Н12) |
| Хвостовик | Цилиндрический или конический |
| Материал изготовления | Высококачественная быстрорежущая сталь |
| Диаметр,мм | От 1 до 20 |
| Длина,мм | От 56 до 254 |
| Заточка | Возможна спиральная |
Также существуют сверхдлинные сверла по металлу, они используются для сверления глубоких отверстий в сталях, которые имеют твердость 1300 Н/мм2.
Основные размеры
В таблице ниже вы можете ознакомиться с основными параметрами режущих инструментов с большим размером, а именно с их диаметром и длиной. Например, сверло 5 5 длинное имеет протяженность 139 мм.
фото:размеры удлиненный сверл по металлу
| Название | Диаметр,мм | Длина,мм |
|---|---|---|
| Сверло по металлу удлиненное DIN 340 | 1,5 | 70 |
| Сверло по металлу удлиненное DIN 340 | 2 | 85 |
| Сверло по металлу удлиненное DIN 340 | 2 | 85 |
| Сверло по металлу удлиненное DIN 340 | 2,9 | 95 |
| Сверло по металлу удлиненное DIN 340 | 3 | 100 |
| Сверло по металлу удлиненное DIN 340 | 3 | 100 |
| Сверло по металлу удлиненное DIN 340 | 3,2 | 300 |
| Сверло по металлу удлиненное DIN 340 | 3,2 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,3 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,5 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,5 | 112 |
| Сверло по металлу удлиненное DIN 340 | 3,8 | 112 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,1 | 300 |
| Сверло по металлу удлиненное DIN 340 | 4,2 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,5 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,5 | 126 |
| Сверло по металлу удлиненное DIN 340 | 5 | 126 |
| Сверло по металлу удлиненное DIN 340 | 5 | 132 |
| Сверло по металлу удлиненное DIN 340 | 5 | 132 |
| Сверло по металлу удлиненное DIN 340 | 5,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 5,5 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 7 | 148 |
| Сверло по металлу удлиненное DIN 340 | 7 | 156 |
| Сверло по металлу удлиненное DIN 340 | 7,5 | 156 |
| Сверло по металлу удлиненное DIN 340 | 8 | 156 |
| Сверло по металлу удлиненное DIN 340 | 8 | 165 |
| Сверло по металлу удлиненное DIN 340 | 8 | 165 |
| Сверло по металлу удлиненное DIN 340 | 8,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 9 | 165 |
| Сверло по металлу удлиненное DIN 340 | 9 | 175 |
| Сверло по металлу удлиненное DIN 340 | 10 | 175 |
| Сверло по металлу удлиненное DIN 340 | 10 | 184 |
| Сверло по металлу удлиненное DIN 340 | 10 | 300 |
| Сверло по металлу удлиненное DIN 340 | 11 | 195 |
| Сверло по металлу удлиненное DIN 340 | 12 | 205 |
| Сверло по металлу удлиненное DIN 340 | 12 | 300 |
Производители
Сверло спиральное удлиненное производится в трех странах:
- Россия;
- Германия;
- Китай
Самые лучшие устройства производятся в Германии компанией Heller, они имеют наибольшую прочность и срок службы.
Как выбрать сверло по металлу:Видео
Центровочное сверло – Применение, характеристики, ГОСТ
Центровочные сверла: что это такое, их характеристики

Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать. Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
Предназначение центровочных сверл
Данный тип сверл (которые, впрочем, почти не похож на обычные сверла) предназначается для проделывания центрирующих отверстий в различных твердых материалах: металлах, металлокерамических сплавах, твердой древесине, а также для раззенковки или высверливания крепежных деталей. Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке. При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы.
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.

Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами. Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.

Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Размеры центровочного сверла
Как указывалось выше, сверла центровочные по ГОСТ 14952 75 могут иметь диаметр от 0,5 до 10 мм. Разберемся подробнее с их остальными размерами, такими как рабочий диаметр, посадочный диаметр, длина общая и рабочей части. Все размеры приведены в миллиметрах (мм).

Применение в быту
Итак, мы уже разобрались, что центровое сверло — это вполне профессиональный инструмент. Но означает ли это, что его нельзя применять дома, что называется, «в быту». На самом деле, это не так.
К примеру, центровочное сверло по металлу пришлось по душе радиолюбителям. Это и неудивительно, ведь им довольно часто нужно просверлить небольшое отверстие в плате. А, учитывая точность, которую может обеспечить этот инструмент, он пришелся как нельзя лучше.
Кроме того, многие сталкиваются дома с винтами или шурупами, которые «утоплены» вглубь материала и сидят намертво. Их часто попросту невозможно выкрутить с помощью обычной отвертки. Здесь на помощь также придут центровочные сверла, веди с их помощью получится легко выкрутить такой шуруп или винт.
105 фото характерных особенностей инструмента и его особенности
Среди всего инструмента, предназначенного для обработки металла, сверла пользуются хорошим спросом как в быту, так и на производстве. Большой ассортимент, предлагаемый на рынке ведущими производителями, ставит в тупик, когда нужно выбрать то, что подходит лучше всего как по цене, так и техническим характеристикам.

Краткое содержимое статьи:
Классификация
Существуют сверла по металлу следующих видов:
- Универсальные спиральные, под любые отверстия;
- Конического типа, рассчитанные на использование в токарных станках, так как требуют повышенного контроля в процессе работы;
- Ступенчатой формы. Режущие кромки – различного диаметра, что позволяет не только просверливать отверстия, но и делать его расточку;
- Фрезы кольцевые или сверла корончатого типа. Используются также для обработки дерева, характеризуются легкостью в процессе работы, с их помощью можно получить отверстия с минимальной шероховатостью.
Также сверла классифицируют по размеру (длина/диаметр режущих кромок):
- По ГОСТ-у 4010-77 – короткие;
- По ГОСТ-у 10902-77 – удлиненные;
- По ГОСТ-у 886-77 – длинные

Особенности выбора
Для использования в быту лучше не брать набор сверл, которые будут валяться без дела, ждать своего часа. Также не стоит покупать китайские подделки.

Профессионалы рекомендуют покупать сверла, ориентируясь на тип дрели, диаметр отверстий. Не стоит покупать дешевый китайский набор инструмента для бытового использования.
Лучше одно – но качественное, чем пачка ненужного дешевого железа!

Для этого идеально подойдут сверла спирального вида. Остальные типы используют в основном в производстве, на фрезерных, токарно-режущих станках и прочем производственном специализированном оборудовании.

Сверла спиральные
Применяют, когда нужно сделать отверстие в различных стальных материалах, чугуне, цветных металлах. Преимущество их в том, что они отводят использованный металл – стружку через специально вырезанные на своей поверхности продольные, симметрично извивающиеся по диаметру сверла канавки.

От прочих разновидностей сверл, отличаются формой своей торцевой части – хвостовика. Он может быть:
- Цилиндрический;
- Конический;
- Шестигранный.

Сверла с цилиндрическим хвостовиком вставляются напрямую в пиноль токарного станка, конические и шестигранные – через спецпатрон.

В ручную дрель рабочий инструмент первого типа не подходит, так как будет проворачиваться в шлицах при сверлении. Наилучший вариант – с шестигранным хвостовиком.

В фотокаталогах, цветных прайсах можно увидеть различные наборы сверл, отличающихся между собой цветом, размером и маркировкой. Эти внешние данные имеют важное значение при выборе сверл по металлу, влияют на их характеристики.
Характерные особенности
Технические параметры выпускаемых сверл зависят от цвета:
Черного цвета – указывает на повышенную износостойкость изделия;

Сверло светло-золотистого оттенка означает, режущий инструмент не обладает повышенной хрупкостью, ему сделан при изготовлении отпуск, чтобы снять внутреннее напряжение;

Яркий золотистый – способность уменьшать трение во время работы, изделия отличаются хорошей прочностью;

Серый – инструмент рассчитан на малый срок эксплуатации, самый дешевый, низкого качества.

Запомнив цвет сверла, обращаем внимание на диаметр рабочей кромки, который определяет его маркировку. Инструмент малых размеров (до двух миллиметров) не маркируется. Буква «Р» – самая первая буква, означает, что при изготовлении сверла применялась быстрорежущая сталь.

Наличие легирующих элементов (титана, кобальта, вольфрама) будет обозначено соответствующим буквенно-цифровым кодом, принятым согласно ГОСТ для маркировки.

Все технические данные о сверле можно прочесть на его хвостовике:
- Какой диаметр;
- Узнать о твердости стали;
- Какие в сплаве легирующие элементы;
- Понять технологию, производителя.
Как упоминалось, на сверлах маленького диаметра маркировка отсутствует!

Наиболее дорогой, прочный инструмент – из кобальда. Также больше всего ценятся сверла с маркировкой СССР.

Как заточить сверло
Сверла также подбираются по углу заточки. Это – расстояние между режущими кромками. Угол заточки зависит от того материала, с которым работают, его характеристик.

Например, для стали – до 140 градусов, для нержавеющих металлов – до 120-ти.

Инструмент также затачивается самостоятельно при наличии соответствующего оборудования, знаний, опыта. Стоит отметить, что напильником правильно не заточить сверло!

Хорошо заточенный инструмент позволяет легко делать отверстия, не прилагая значительных усилий.

Производители
Каждая хорошо известная торговая марка предлагает надежный инструмент определенного качества, которому можно доверять. Среди всех фирм производителей можно выделить следующие:
- Качество по разумной цене от фирмы Ruko;
- Лучшие сверла от известного бренда Bosch;
- Сверла с титановым сплавом повышенной мощности торговой марки Haisser;
- Приемлемая цена, отличное качество от российского бренда Зубр.

Покупая сверла, нужно думать о том, как долго они будут использоваться, с каким материалом придется работать. Китайские подделки – однозначно не лучший выбор. Но и дорогой набор, который будет пылиться на полке гаража – также.

Опираясь на целесообразность, нужды, финансовые возможности, можно всегда подобрать хороший инструмент, который прослужит долгие годы!

Фото сверл по металлу




































Также рекомендуем посетить:
Размеры саморезов по металлу со сверлом и без, характеристики и ГОСТ
От выбора метизов, или крепежных элементов, зависит прочность и долговечность всей конструкции, это вам скажет любой строитель. Одним их видов таких крепежей являются саморезы. Их особенностью является отсутствие необходимости нарезать резьбу для соединения элементов. В случаи с саморезами по металлу предусмотрен вариант наконечника со сверлом для толстостенного металла, профильной трубы, уголка и тд., или острым наконечником для тонкого или листового металла, например кровельного.
 Виды саморезов по металлу
Виды саморезов по металлу
Саморез по металлу может иметь острие как в виде наконечника с резьбой, так и в виде сверла. Кроме этого они делятся на несколько видов:
- кровельные саморезы,
- для крепления листов металла толщиной до 0,9 мм,
- для крепления листов металла толщиной до 2,0 мм,
- для гипсокартона,
- для крепления гипсоволоконных плит.
Каждый их этих видов имеет свои характеристики: толщину, длину, ших резьбы, профиль “шляпки”, вид наконечника, марка металла. Все характеристики подобраны исходя из области применения данного метиза и усилия, которое он должен выдержать.
Виды по типу наконечника
Саморезы по металлу имеют два вида наконечников: острый с резьбой и наконечник со сверлом. Они применяются для крепления листа разной толщины.
Саморез с острым наконечником, размеры и характеристики

Саморез по металлу с острым наконечником
Этот вид метиза имеет заостренный наконечник с накатанной резьбой. Применяется для крепления металла толщиной до 0.9 миллиметра. Может использоваться для крепления элементов к металлу или пластику. Для крепления к дереву применяются саморезы с острым наконечником и большим шагом резьбы. Головка может быть оснащена прессшайбой (в том числе и окрашенной) или без нее.
Если необходимо осуществить монтаж металла толщиной более 0.9 мм этим видов метизов, необходимо предварительно провести сверление отверстия в месте соединения. Рекомендуется использовать сверло 3.2-3.5 мм диаметром.
Таблица 1. Размеры кровельных саморезов по металлу с острым наконечником
| 4,2×13 | 13,0 | 7,1 | 10,6 – 11,4 | 3,2 | 4,05 – 4,3 | 1,66 |
| 4,2×14 | 14,0 | 1,73 | ||||
| 4,2×16 | 16,0 | 1,89 | ||||
| 4,2×19 | 19,0 | 2,04 | ||||
| 4,2×25 | 25,0 | 2,45 | ||||
| 4,2×32 | 32,0 | 2,87 | ||||
| 4,2×41 | 41,0 | 3,60 | ||||
| 4,2×48 | 48,0 | 3,78 | ||||
| 4,2×51 | 51,0 | 3,87 |
Саморезы со сверлом, размеры и характеристики

Саморез по металлу со сверлом
Этом вид крепежного элемента имеет острие в виде сверла на 2 пера. Применяется для крепления металла толщиной до 2 миллиметров. Может использоваться для крепления элементов к металлу или пластику. Применяется для внутренних и наружных работ.
Может быть как оцинкованным так и с окрашенной головкой. Головка может быть оснащена пресс шайбой.
Для окраски применяется порошковая краска, доступны все цвета по таблице RAL. Однако по своим качествам, особенно для наружных работ, более долговечны оцинкованные.
Таблица 2. Размеры кровельных саморезов по металлу с сверлом
| 4,2×13 | 13,0 | 7,1 | 10,6 – 11,4 | 3,2 | 4,08 – 4,22 | 4,5-5,8 | 3,35-3,5 | 1,85 |
| 4,2×14 | 14,0 | 1,87 | ||||||
| 4,2×16 | 16,0 | 2,05 | ||||||
| 4,2×19 | 19,0 | 2,26 | ||||||
| 4,2×25 | 25,0 | 2,61 | ||||||
| 4,2×32 | 32,0 | 3,05 | ||||||
| 4,2×41 | 41,0 | 3,71 | ||||||
| 4,2×51 | 51,0 | 4,10 |
Почему важно подобрать размер самореза правильно
Здесь важно придерживаться нескольких основных правил:
- Длинна резьбовой части не должна быть меньше суммарной толщины соединяемых элементов- другими словами саморез должен пройти насквозь.
- Использовать более длинные крепежи не рационально с экономической точки зрения. Цена самореза по металлу на прямую зависит от его длины. Достаточно если насквозь пройдет только наконечник со сверлом.
- При использовании большого количества этих крепежей стоит понимать что более длинные саморезы так же имеют больший вес, например 13 мм саморез весит 1,85 грамма, а уже 25 мм весит 2,61 г. В единичном значении это не так много, но если метизы используются сотнями тысяч, это значительно увеличит общий вес конструкции. что может быть важно в определенных случаях.
Виды саморезов по качеству, покрытию

Всего можно выделить несколько видов по качеству этих крепежей:
- черный металл оцинкованный,
- черный металл крашенный,
- черный металл без дополнительного покрытия,
- цветной металл.
Оцинкованные саморезы применяют для наружных работ в местах с повышенной влажностью.
Окрашенные так же применяются для наружных работ, однако они менее долговечные чем оцинкованные.
Саморезы без покрытия используются для внутренних работ. Для наружных работ использовать можно, но срок службы их будет значительно ниже чем у других.
Метизы из цветных металлов в строительстве применяются крайне редко. Это обусловлено их ценой. основная область их применения это крепления декоративных элементов отделки. Могут использоваться как для наружных работ, так и для внутренних.
ГОСТ саморезов по металлу
Эти изделия должны строго соответствовать следующим стандартам: ГОСТ 1144-80, 1145-80, 1146-80, а также DIN 7981, 7982, 7983 где наконечник выполнен в форме сверла и ISO 7049. Эти нормы обусловлены требованием к качеству соединения элементов для наружных и внутренних работ.
Для изготовления применяется сталь марки С1018.
Таблица размеров сверл– Обработка
Таблица размеров сверл содержит список сверл стандартного размера в нескольких системы измерения, включая дробные, метрические, числовые и буквенные. Десятичный эквиваленты диаметров показаны как в английских, так и в метрических единицах. Дробные размеры измеряется в дюймах, а метрические размеры – в миллиметрах. Калибр и буква провода Системы относятся к диаметрам инструмента, которые увеличиваются при уменьшении калибра проволоки с # 107 до # 1 и затем продолжается от А до Я.Таблица размеров сверл содержит инструменты диаметром до 1,5 дюймов, но обычно используются и более крупные инструменты.
Доступные версии: 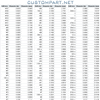 английский английский | 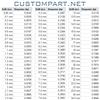 метрический метрический |
Стандарт размера сверла: дробный Письмо Калибр провода метрический
| Размер сверла | Диаметр (дюйм) | Диаметр (мм) |
|---|---|---|
| № 107 | 0.0019 | 0,0483 |
| 0,05 мм | 0,0020 | 0,0500 |
| № 106 | 0,0023 | 0,0584 |
| № 105 | 0,0027 | 0,0686 |
| № 104 | 0,0031 | 0,0787 |
| № 103 | 0,0035 | 0,0889 |
| № 102 | 0,0039 | 0,0991 |
| 0.1 мм | 0,0039 | 0,1000 |
| № 101 | 0,0043 | 0,1092 |
| № 100 | 0,0047 | 0,1194 |
| № 99 | 0,0051 | 0,1295 |
| № 98 | 0,0055 | 0,1397 |
| # 97 | 0,0059 | 0,1499 |
| № 96 | 0,0063 | 0.1600 |
| # 95 | 0,0067 | 0,1702 |
| № 94 | 0,0071 | 0,1803 |
| № 93 | 0,0075 | 0,1905 |
| 0,2 мм | 0,0079 | 0,2000 |
| № 92 | 0,0079 | 0.2007 |
| № 91 | 0,0083 | 0,2108 |
| № 90 | 0.0087 | 0,2210 |
| № 89 | 0,0091 | 0,2311 |
| № 88 | 0,0095 | 0,2413 |
| № 87 | 0,0100 | 0,2540 |
| № 86 | 0,0105 | 0,2667 |
| № 85 | 0,0110 | 0,2794 |
| № 84 | 0,0115 | 0,2921 |
| 0.3 мм | 0,0118 | 0,3000 |
| № 83 | 0,0120 | 0,3048 |
| № 82 | 0,0125 | 0,3175 |
| № 81 | 0,0130 | 0,3302 |
| # 80 | 0,0135 | 0,3429 |
| № 79 | 0,0145 | 0,3680 |
| 1/64 дюйма | 0,0156 | 0.3969 |
| 0,4 мм | 0,0158 | 0,4000 |
| № 78 | 0,0160 | 0,4064 |
| # 77 | 0,0180 | 0,4572 |
| 0,5 мм | 0,0197 | 0,5000 |
| № 76 | 0,0200 | 0,5080 |
| № 75 | 0,0210 | 0,5334 |
| № 74 | 0.0225 | 0,5715 |
| 0,6 мм | 0,0236 | 0,6000 |
| № 73 | 0,0240 | 0,6096 |
| № 72 | 0,0250 | 0,6350 |
| № 71 | 0,0260 | 0,6604 |
| 0,7 мм | 0,0276 | 0,7000 |
| № 70 | 0,0280 | 0,7112 |
| № 69 | 0.0292 | 0,7417 |
| № 68 | 0,0310 | 0,7874 |
| 1/32 дюйма | 0,0313 | 0,7938 |
| 0,8 мм | 0,0315 | 0,8000 |
| № 67 | 0,0320 | 0,8128 |
| № 66 | 0,0330 | 0,8382 |
| # 65 | 0,0350 | 0,8890 |
| 0.9 мм | 0,0354 | 0,9000 |
| # 64 | 0,0360 | 0,9144 |
| # 63 | 0,0370 | 0,9398 |
| № 62 | 0,0380 | 0,9652 |
| # 61 | 0,0390 | 0,9906 |
| 1 мм | 0,0394 | 1,0000 |
| № 60 | 0,0400 | 1.0160 |
| № 59 | 0,0410 | 1,0414 |
| # 58 | 0,0420 | 1,0668 |
| # 57 | 0,0430 | 1,0922 |
| 1,1 мм | 0,0433 | 1,1000 |
| № 56 | 0,0465 | 1,1811 |
| 3/64 дюйма | 0,0469 | 1,1906 |
| 1.2 мм | 0,0472 | 1,2000 |
| 1,3 мм | 0,0512 | 1,3000 |
| # 55 | 0,0520 | 1,3208 |
| № 54 | 0,0550 | 1,3970 |
| 1,4 мм | 0,0551 | 1,4000 |
| 1,5 мм | 0,0591 | 1,5000 |
| № 53 | 0,0595 | 1.5113 |
| 1/16 дюйма | 0,0625 | 1,5875 |
| 1,6 мм | 0,0630 | 1,6000 |
| № 52 | 0,0635 | 1,6129 |
| 1,7 мм | 0,0669 | 1,7000 |
| № 51 | 0,0670 | 1,7018 |
| № 50 | 0,0700 | 1,7780 |
| 1.8 мм | 0,0709 | 1,8000 |
| # 49 | 0,0730 | 1,8542 |
| 1,9 мм | 0,0748 | 1,9000 |
| № 48 | 0,0760 | 1,9304 |
| 5/64 дюйма | 0,0781 | 1,9844 |
| # 47 | 0,0785 | 1,9939 |
| 2 мм | 0,0787 | 2.0000 |
| № 46 | 0,0810 | 2,0574 |
| № 45 | 0,0820 | 2,0828 |
| 2,1 мм | 0,0827 | 2,1000 |
| № 44 | 0,0860 | 2,1844 |
| 2,2 мм | 0,0866 | 2,2000 |
| № 43 | 0,0890 | 2,2606 |
| 2.3 мм | 0,0906 | 2,3000 |
| № 42 | 0,0935 | 2,3749 |
| 3/32 дюйма | 0,0938 | 2,3813 |
| 2,4 мм | 0,0945 | 2,4000 |
| № 41 | 0,0960 | 2,4384 |
| № 40 | 0,0980 | 2.4892 |
| 2,5 мм | 0,0984 | 2.5000 |
| № 39 | 0,0995 | 2,5273 |
| № 38 | 0,1015 | 2,5781 |
| 2,6 мм | 0,1024 | 2,6000 |
| № 37 | 0,1040 | 2,6416 |
| 2,7 мм | 0,1063 | 2,7000 |
| № 36 | 0,1065 | 2,7051 |
| 7/64 дюйма | 0.1094 | 2.7781 |
| № 35 | 0,1100 | 2,7940 |
| 2,8 мм | 0,1102 | 2,8000 |
| № 34 | 0,1110 | 2,8194 |
| № 33 | 0,1130 | 2,8702 |
| 2,9 мм | 0,1142 | 2,9000 |
| № 32 | 0,1160 | 2,9464 |
| 3 мм | 0.1181 | 3.0000 |
| № 31 | 0.1200 | 3.0480 |
| 3,1 мм | 0,1221 | 3,1000 |
| 1/8 дюйма | 0,1250 | 3,1750 |
| 3,2 мм | 0,1260 | 3,2000 |
| № 30 | 0,1285 | 3,2639 |
| 3,3 мм | 0,1299 | 3,3000 |
| 3.4 мм | 0,1339 | 3,4000 |
| № 29 | 0,1360 | 3,4544 |
| 3,5 мм | 0,1378 | 3,5000 |
| № 28 | 0,1405 | 3,5687 |
| 9/64 дюйма | 0,1406 | 3,5719 |
| 3,6 мм | 0,1417 | 3,6000 |
| № 27 | 0,1440 | 3.6576 |
| 3,7 мм | 0,1457 | 3,7000 |
| № 26 | 0,1470 | 3,7338 |
| № 25 | 0,1495 | 3,7973 |
| 3,8 мм | 0,1496 | 3,8000 |
| № 24 | 0,1520 | 3,8608 |
| 3,9 мм | 0,1535 | 3,9000 |
| № 23 | 0.1540 | 3.9116 |
| 5/32 дюйма | 0,1563 | 3,9688 |
| № 22 | 0,1570 | 3,9878 |
| 4 мм | 0,1575 | 4,0000 |
| № 21 | 0,1590 | 4,0386 |
| № 20 | 0,1610 | 4,0894 |
| 4,1 мм | 0,1614 | 4,1000 |
| 4.2 мм | 0,1654 | 4,2000 |
| № 19 | 0,1660 | 4,2164 |
| 4,3 мм | 0,1693 | 4,3000 |
| № 18 | 0,1695 | 4,3053 |
| 11/64 дюйма | 0,1719 | 4,3656 |
| № 17 | 0,1730 | 4,3942 |
| 4,4 мм | 0,1732 | 4.4000 |
| № 16 | 0,1770 | 4,4958 |
| 4,5 мм | 0,1772 | 4,5000 |
| № 15 | 0,1800 | 4,5720 |
| 4,6 мм | 0,1811 | 4,6000 |
| № 14 | 0,1820 | 4,6228 |
| № 13 | 0,1850 | 4,6990 |
| 4.7 мм | 0,1850 | 4,7000 |
| 3/16 дюйма | 0,1875 | 4,7625 |
| 4,8 мм | 0,1890 | 4,8000 |
| № 12 | 0,1890 | 4,8006 |
| № 11 | 0,1910 | 4,8514 |
| 4,9 мм | 0,1929 | 4,9000 |
| № 10 | 0,1935 | 4.9149 |
| № 9 | 0,1960 | 4,9784 |
| 5 мм | 0,1969 | 5,0000 |
| № 8 | 0,1990 | 5,0546 |
| 5,1 мм | 0.2008 | 5,1000 |
| № 7 | 0.2010 | 5.1054 |
| 13/64 дюйма | 0,2031 | 5,1594 |
| № 6 | 0.2040 | 5,1816 |
| 5,2 мм | 0,2047 | 5,2000 |
| № 5 | 0.2055 | 5.2197 |
| 5,3 мм | 0,2087 | 5,3000 |
| № 4 | 0.2090 | 5.3086 |
| 5,4 мм | 0,2126 | 5,4000 |
| № 3 | 0,2130 | 5,4102 |
| 5.5 мм | 0,2165 | 5,5000 |
| 7/32 дюйма | 0,2188 | 5,5563 |
| 5,6 мм | 0,2205 | 5,6000 |
| № 2 | 0,2210 | 5,6134 |
| 5,7 мм | 0,2244 | 5,7000 |
| № 1 | 0,2280 | 5,7912 |
| 5,8 мм | 0,2284 | 5.8000 |
| 5,9 мм | 0,2323 | 5,9000 |
| А | 0,2340 | 5,9436 |
| 15/64 дюйма | 0,2344 | 5,9531 |
| 6 мм | 0,2362 | 6,0000 |
| В | 0,2380 | 6,0452 |
| 6,1 мм | 0,2402 | 6,1000 |
| С | 0.2420 | 6,1468 |
| 6,2 мм | 0,2441 | 6,2000 |
| Д | 0,2460 | 6,2484 |
| 6,3 мм | 0,2480 | 6,3000 |
| 1/4 дюйма | 0,2500 | 6,3500 |
| E | 0,2500 | 6,3500 |
| 6,4 мм | 0,2520 | 6,4000 |
| 6.5 мм | 0,2559 | 6,5000 |
| Ф. | 0,2570 | 6,5278 |
| 6,6 мм | 0,2598 | 6,6000 |
| G | 0,2610 | 6,6294 |
| 6,7 мм | 0,2638 | 6,7000 |
| 17/64 дюйма | 0,2656 | 6,7469 |
| H | 0,2660 | 6.7564 |
| 6,8 мм | 0,2677 | 6,8000 |
| 6,9 мм | 0,2717 | 6,9000 |
| I | 0,2720 | 6,9088 |
| 7 мм | 0,2756 | 7,0000 |
| Дж | 0,2770 | 7,0358 |
| 7,1 мм | 0,2795 | 7,1000 |
| К | 0.2810 | 7,1374 |
| 9/32 дюйма | 0,2813 | 7,1438 |
| 7,2 мм | 0,2835 | 7,2000 |
| 7,3 мм | 0,2874 | 7,3000 |
| L | 0,2900 | 7,3660 |
| 7,4 мм | 0,2913 | 7,4000 |
| М | 0,2950 | 7,4930 |
| 7.5 мм | 0,2953 | 7,5000 |
| 19/64 дюйма | 0,2969 | 7,5406 |
| 7,6 мм | 0,2992 | 7,6000 |
| № | 0,3020 | 7,6708 |
| 7,7 мм | 0,3032 | 7,7000 |
| 7,8 мм | 0,3071 | 7,8000 |
| 7,9 мм | 0,3110 | 7.9000 |
| 5/16 дюйма | 0,3125 | 7,9375 |
| 8 мм | 0,3150 | 8,0000 |
| О | 0,3160 | 8,0264 |
| 8,1 мм | 0,3189 | 8,1000 |
| 8,2 мм | 0,3228 | 8,2000 |
| П | 0,3230 | 8,2042 |
| 8.3 мм | 0,3268 | 8,3000 |
| 21/64 дюйма | 0,3281 | 8,3344 |
| 8,4 мм | 0,3307 | 8,4000 |
| К | 0,3320 | 8,4328 |
| 8,5 мм | 0,3347 | 8,5000 |
| 8,6 мм | 0,3386 | 8,6000 |
| Р | 0,3390 | 8.6106 |
| 8,7 мм | 0,3425 | 8,7000 |
| 11/32 дюйма | 0,3438 | 8,7313 |
| 8,8 мм | 0,3465 | 8,8000 |
| Ю | 0,3480 | 8,8392 |
| 8,9 мм | 0,3504 | 8,9000 |
| 9 мм | 0,3543 | 9,0000 |
| Т | 0.3580 | 9.0932 |
| 9,1 мм | 0,3583 | 9,1000 |
| 23/64 дюйма | 0,3594 | 9,1281 |
| 9,2 мм | 0,3622 | 9,2000 |
| 9,3 мм | 0,3661 | 9,3000 |
| U | 0,3680 | 9,3472 |
| 9,4 мм | 0,3701 | 9,4000 |
| 9.5 мм | 0,3740 | 9,5000 |
| 3/8 дюйма | 0,3750 | 9,5250 |
| В | 0,3770 | 9,5758 |
| 9,6 мм | 0,3780 | 9,6000 |
| 9,7 мм | 0,3819 | 9,7000 |
| 9,8 мм | 0,3858 | 9,8000 |
| Вт | 0,3860 | 9.8044 |
| 9,9 мм | 0,3898 | 9,9000 |
| 25/64 дюйма | 0,3906 | 9,9219 |
| 10 мм | 0,3937 | 10,0000 |
| Х | 0,3970 | 10,0838 |
| Y | 0,4040 | 10,2616 |
| 13/32 дюйма | 0,4063 | 10,3188 |
| Z | 0.4130 | 10.4902 |
| 10,5 мм | 0,4134 | 10,5000 |
| 27/64 дюйма | 0,4219 | 10,7156 |
| 11 мм | 0,4331 | 11,0000 |
| 7/16 дюйма | 0,4375 | 11,1125 |
| 11,5 мм | 0,4528 | 11,5000 |
| 29/64 дюйма | 0,4531 | 11.5094 |
| 15/32 дюйма | 0,4688 | 11,9063 |
| 12 мм | 0,4724 | 12,0000 |
| 31/64 дюйма | 0,4844 | 12,3031 |
| 12,5 мм | 0,4921 | 12,5000 |
| 1/2 дюйма | 0,5000 | 12,7000 |
| 13 мм | 0,5118 | 13,0000 |
| 33/64 в | 0.5156 | 13.0969 |
| 17/32 дюйма | 0,5313 | 13,4938 |
| 13,5 мм | 0,5315 | 13,5000 |
| 35/64 дюйма | 0,5469 | 13,8906 |
| 14 мм | 0,5512 | 14,0000 |
| 9/16 дюйма | 0,5625 | 14,2875 |
| 14,5 мм | 0,5709 | 14.5000 |
| 37/64 дюйма | 0,5781 | 14,6844 |
| 15 мм | 0,5906 | 15,0000 |
| 19/32 дюйма | 0,5938 | 15,0813 |
| Таблица размеров сверл | Таблица размеров метрических сверл ISO
Меню производственных знаний | Меню таблиц допусков
Инженерная таблица слайдов ANSI Размеры сверл и выбор оборудования
Таблица размеров сверл для механика | Таблица размеров сверл | Таблица размеров метрических сверл ISO

Для получения информации о типичных механических допусках, которые достижимы, см .: Таблица допусков на сверление
| Таблица размеров сверл ANSI | ISO (метрические сверла) и преобразование в дюймы | |||||||||||
| Сверло (дюйм.) | Десятичное | Сверло (дюйм) | Десятичное | Сверло (дюйм) | Десятичное | Сверло (мм) | Десятичное (дюймы) | Сверло (мм) | Десятичное (дюймы) | Сверло (мм) | Десятичный (дюйм.) | |
| 80 | . 0135 | 1/8 | . 1250 | О | . 3160 | ,35 | . 0138 | 3,4 | . 1339 | 8,0 | . 3150 | |
| 79 | .0145 | 30 | . 1285 | п. | . 3230 | .4 | . 0157 | 3,5 | . 1378 | 8,1 | .3189 | |
| 1/64 | . 0156 | 29 | .1360 | 21/64 | . 3281 | .45 | . 0177 | 3,6 | . 1417 | 8,2 | . 3228 | |
| 78 | . 0160 | 28 | .1405 | К | .3320 | .5 | . 0197 | 3,7 | . 1457 | 8,25 | . 3248 | |
| 77 | . 0180 | 9/64 | .1406 | Р | .3390 | .55 | .0217 | 3,75 | . 1477 | 8,3 | . 3267 | |
| 76 | 0,0200 | 27 | . 1440 | 11/32 | . 3437 | .6 | . 0236 | 3.8 | . 1496 | 8,4 | .3307 | |
| 75 | . 0210 | 26 | . 1470 | S | . 3480 | .65 | . 0256 | 3,9 | . 1535 | 8.5 | .3346 | |
| 74 | . 0225 | 25 | . 1495 | т | .3580 | ,7 | . 0276 | 4,0 | . 1575 | 8,6 | .3386 | |
| 73 | .0240 | 24 | . 1520 | 23/64 | .3594 | ,75 | . 0295 | 4,1 | . 1614 | 8,7 | . 3425 | |
| 72 | . 0250 | 23 | .1540 | U | . 3680 | .8 | .0315 | 4,2 | . 1654 | 8,75 | . 3445 | |
| 71 | . 0260 | 5/32 | . 1562 | 3/8 | .3750 | .85 | .0335 | 4,25 | . 1674 | 8,8 | . 3465 | |
| 70 | . 0280 | 22 | . 1570 | В | . 3770 | .9 | .0355 | 4,3 | . 1693 | 8,9 | . 3504 | |
| 69 | . 0292 | 21 | . 1590 | Вт | . 3860 | .95 | . 0374 | 4,4 | .1732 | 9,0 | .3543 | |
| 68 | .0310 | 20 | . 1610 | 25/64 | . 3906 | 1,0 | . 0394 | 4,5 | . 1771 | 9.1 | .3583 | |
| 1/32 | .0313 | 19 | . 1660 | Х | .3970 | 1.05 | . 0413 | 4,6 | . 1811 | 9,2 | . 3622 | |
| 67 | .0320 | 18 | . 1695 | Я | .4040 | 1,1 | . 0433 | 4,7 | . 1850 | 9,25 | . 3642 | |
| 66 | .0330 | 11/64 | .1719 | 13/32 | . 4062 | 1,15 | . 0453 | 4,75 | . 1870 | 9,35 | . 3661 | |
| 65 | .0350 | 17 | . 1730 | Z | .4130 | 1,2 | . 0472 | 4,8 | . 1890 | 9,4 | . 3701 | |
| 64 | .0360 | 16 | . 1770 | 27/64 | .4219 | 1.25 | . 0492 | 4,9 | . 1929 | 9,5 | .3740 | |
| 63 | .0370 | 15 | . 1800 | 7/16 | . 4375 | 1,3 | . 0512 | 5.0 | . 1968 | 9,6 | . 3780 | |
| 62 | .0380 | 14 | . 1820 | 29/64 | . 4531 | 1,35 | .0531 | 5,1 | . 2008 | 9.7 | ,3819 | |
| 61 | .0390 | 13 | . 1850 | 15/32 | . 4687 | 1,4 | . 0551 | 5,2 | . 2047 | 9,75 | . 3839 | |
| 60 | .0400 | 3/16 | . 1875 | 31/64 | . 4844 | 1,45 | 0,0571 | 5,25 | . 2067 | 9,8 | .3858 | |
| 59 | . 0410 | 12 | .1890 | 1/2 | .5000 | 1,5 | .0591 | 5,3 | . 2087 | 9,9 | . 3898 | |
| 58 | . 0420 | 11 | . 1910 | 33/64 | .5156 | 1,55 | . 0610 | 5,4 | . 2126 | 10,0 | .3937 | |
| 57 | . 0430 | 10 | . 1935 | 17/32 | . 5312 | 1.6 | . 0629 | 5,5 | . 2165 | 10,5 | . 4133 | |
| 56 | . 0465 | 9 | . 1960 | 35/64 | . 5469 | 1,65 | . 0650 | 5.6 | . 2205 | 11,0 | .4331 | |
| 3/64 | . 0469 | 8 | .1990 | 9/16 | . 5625 | 1,7 | . 0669 | 5,7 | ,2244 | 11.5 | . 4528 | |
| 55 | .0520 | 7 | . 2010 | 37/64 | . 5781 | 1,75 | . 0689 | 5,75 | . 2264 | 12,0 | .4724 | |
| 54 | . 0550 | 13/64 | . 2031 | 19/32 | . 5937 | 1,8 | . 0709 | 5,8 | . 2283 | 12,5 | .4921 | |
| 53 | .0595 | 6 | . 2040 | 39/64 | . 6094 | 1,85 | . 0728 | 5,9 | ,2323 | 13,0 | . 5118 | |
| 1/16 | . 0625 | 5 | .2055 | 5/8 | .6250 | 1,9 | . 0748 | 6.0 | . 2362 | 13,5 | . 5315 | |
| 52 | .0635 | 4 | . 2090 | 41/64 | .6406 | 1,95 | . 0768 | 6,1 | . 2401 | 14,0 | . 5512 | |
| 51 | .0670 | 3 | . 2130 | 21/32 | . 6562 | 2.0 | . 0787 | 6,2 | . 2441 | 14,5 | . 5708 | |
| 50 | . 0700 | 7/32 | . 2187 | 43/64 | .6719 | 2,05 | .0807 | 6,25 | . 2461 | 15,0 | . 5906 | |
| 49 | . 0730 | 2 | . 2210 | 11/16 | .6875 | 2,1 | . 0827 | 6.3 | . 2480 | 15,5 | . 6102 | |
| 48 | . 0760 | 1 | . 2280 | 45/64 | . 7031 | 2,15 | . 0846 | 6,4 | . 2520 | 16.0 | .6300 | |
| 5/64 | . 0781 | А | . 2340 | 23/32 | . 7187 | 2,2 | . 0866 | 6.5 | . 2559 | 16,5 | .6496 | |
| 47 | . 0785 | 15/64 | ,2344 | 47/64 | . 7344 | 2,25 | . 0886 | 6,6 | . 2598 | 17,0 | .6693 | |
| 46 | .0810 | Б | . 2380 | 3/4 | .7500 | 2,3 | . 0905 | 6,7 | . 2638 | 17,5 | .6889 | |
| 45 | .0820 | К | .2420 | 49/64 | . 7656 | 2,35 | . 0925 | 6,75 | .2658 | 18,0 | . 7087 | |
| 44 | . 0860 | Д | . 2460 | 25/32 | .7812 | 2,4 | . 0945 | 6,8 | .2677 | 18,5 | . 7283 | |
| 43 | .0890 | E | 0,2500 | 51/64 | .7969 | 2.45 | . 0965 | 6,9 | . 2716 | 19,0 | . 7480 | |
| 42 | . 0935 | 1/4 | 0,2500 | 13/16 | . 8125 | 2,5 | .0984 | 7,0 | . 2756 | 19,5 | . 7677 | |
| 3/32 | . 0937 | Факс | . 2570 | 53/64 | . 8281 | 2,55 | . 1004 | 7.1 | . 2795 | 20,0 | . 7874 | |
| 41 | . 0960 | г | . 2610 | 27/32 | .8437 | 2,6 | . 1024 | 7,2 | . 2835 | 20.5 | . 8071 | |
| 40 | . 0980 | 17/64 | .2656 | 55/64 | . 8594 | 2,65 | . 1043 | 7,25 | . 2855 | 21,0 | .8268 | |
| 39 | . 0995 | H | . 2660 | 7/8 | . 8750 | 2,7 | . 1063 | 7,3 | . 2874 | 21,5 | .8465 | |
| 38 | .1015 | Я | . 2720 | 57/64 | . 8906 | 2,75 | . 1083 | 7,4 | ,2913 | 22,0 | . 8661 | |
| 37 | . 1040 | Дж | .2770 | 29/32 | . 9062 | 2,8 | .1102 | 7,5 | . 2953 | |||
Таблица размеров сверла (дюймы)
Таблица размеров сверла (дюймы)| . | . | . | . | . | . | . | ||||||||
| 80 | = | .0135 | 43 | = | .089 | 8 | = | .199 | 25/64 | = | . 3906 | |||
| 79 | = | .0145 | 42 | = | . 0935 | 7 | = | .201 | Х | = | .397 | |||
| 1/64 | = | .0156 | 3/32 | = | . 0938 | 13/64 | = | . 2031 | Y | = | .404 | |||
| 78 | = | .016 | 41 | = | . 096 | 6 | = | . 204 | 13/32 | = | . 4063 | |||
| 77 | = | .018 | 40 | = | . 098 | 5 | = | . 2055 | Z | = | . 413 | |||
| 76 | = | .020 | 39 | = | . 0995 | 4 | = | . 209 | 27/64 | = | .4219 | |||
| 75 | = | .021 | 38 | = | . 1015 | 3 | = | . 213 | 7/16 | = | . 4375 | |||
| 74 | = | .0225 | 37 | = | .104 | 7/32 | = | . 2188 | 29/64 | = | . 4531 | |||
| 73 | = | .024 | 36 | = | . 1065 | 2 | = | . 221 | 15/32 | = | . 4688 | |||
| 72 | = | .025 | 7/64 | = | . 1094 | 1 | = | . 228 | 31/64 | = | . 4844 | |||
| 71 | = | .026 | 35 | = | .110 | А | = | . 234 | 1/2 | = | . 500 | |||
| 70 | = | .028 | 34 | = | .111 | 15/64 | = | ,2344 | 33/64 | = | . 5156 | |||
| 69 | = | .0292 | 33 | = | .113 | Б | = | . 238 | 17/32 | = | . 5313 | |||
| 68 | = | .031 | 32 | = | .116 | К | = | . 242 | 35/64 | = | . 5469 | |||
| 1/32 | = | .0313 | 31 | = | . 120 | Д | = | . 246 | 9/16 | = | . 5625 | |||
| 67 | = | .032 | 1/8 | = | . 1250 | 1/4 (E) | = | . 250 | 37/64 | = | . 5781 | |||
| 66 | = | .033 | 30 | = | . 1285 | Ф | = | . 257 | 19/32 | = | . 5938 | |||
| 65 | = | .035 | 29 | = | . 136 | г | = | . 261 | 39/64 | = | .6094 | |||
| 64 | = | .036 | 28 | = | .1405 | 17/64 | = | .2656 | 5/8 | = | . 625 | |||
| 63 | = | .037 | 9/64 | = | .1406 | H | = | . 266 | 41/64 | = | .6406 | |||
| 62 | = | .038 | 27 | = | .144 | Я | = | . 272 | 21/32 | = | . 6563 | |||
| 61 | = | .039 | 26 | = | .147 | Дж | = | . 277 | 43/64 | = | .6719 | |||
| 60 | = | .040 | 25 | = | . 1495 | К | = | . 281 | 11/16 | = | .6875 | |||
| 59 | = | .041 | 24 | = | . 152 | 9/32 | = | . 2813 | 45/64 | = | .7031 | |||
| 58 | = | .042 | 23 | = | . 154 | л | = | . 290 | 23/32 | = | . 7188 | |||
| 57 | = | .043 | 5/32 | = | . 1563 | м | = | . 295 | 47/64 | = | . 7344 | |||
| 56 | = | .0465 | 22 | = | . 157 | 19/64 | = | . 2969 | 3/4 | = | . 750 | |||
| 3/64 | = | .0469 | 21 | = | . 159 | N | = | .302 | 49/64 | = | . 7656 | |||
| 55 | = | .052 | 20 | = | . 161 | 5/16 | = | . 3125 | 25/32 | = | . 7813 | |||
| 54 | = | .055 | 19 | = | .166 | O | = | .316 | 51/64 | = | .7969 | |||
| 53 | = | .0595 | 18 | = | . 1695 | п | = | . 323 | 13/16 | = | . 8125 | |||
| 1/16 | = | .0625 | 11/64 | = | . 1719 | 21/64 | = | . 3281 | 53/64 | = | . 8281 | |||
| 52 | = | .0635 | 17 | = | . 173 | квартал | = | .332 | 27/32 | = | .8438 | |||
| 51 | = | .067 | 16 | = | .177 | R | = | .339 | 55/64 | = | . 8594 | |||
| 50 | = | .070 | 15 | = | .180 | 11/32 | = | . 3438 | 7/8 | = | . 875 | |||
| 49 | = | .073 | 14 | = | . 182 | S | = | . 348 | 57/64 | = | . 8906 | |||
| 48 | = | .076 | 13 | = | . 185 | т | = | .358 | 29/32 | = | .9063 | |||
| 5/64 | = | .0781 | 3/16 | = | . 1875 | 23/64 | = | .3594 | 59/64 | = | . 9219 | |||
| 47 | = | .0785 | 12 | = | . 189 | U | = | .368 | 15/16 | = | . 9375 | |||
| 46 | = | .081 | 11 | = | .191 | 3/8 | = | . 375 | 61/64 | = | . 9531 | |||
| 45 | = | .082 | 10 | = | . 1935 | В | = | .377 | 31/32 | = | . 9688 | |||
| 44 | = | .086 | 9 | = | .196 | Вт | = | .386 | 63/64 | = | . 9844 |
Предыдущая страница | Дом
Исправления и комментарии присылайте по адресу: eng form
Последнее обновление: 05 .01.2003
,
Эта таблица представляет собой таблицу для преобразования и определения различных размеров сверл. Из-за различий в системах нумерации некоторые преобразования являются приблизительными, но находятся в пределах 0,0001 дюйма. Если ничего не помогает, вы можете воспользоваться нашим калькулятором размера сверла . Информации, доступной из наших источников, обычно достаточно для всех требований к сверлам или винтам, связанным с компьютерами, во всем мире.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||