Сверлильная операция: Какие операции можно выполнять на сверлильном станке?
alexxlab | 18.03.1988 | 0 | Разное
Сверлильная операция – Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Механическая обработка барабанов состоит из токарных операций по обработке наружных поверхностей, растачиванию отверстий и нарезанию ручьев, а также из сверлильных операций Токарную обработку барабанов выполняют на токарных станк. [31]
| Силы, действующие на конусный хвостовик сверла. [32] |
Наряду со спиральными сверлами стандартной конструкции в промышленности имеют широкое распространение различного типа модифицированные спиральные сверла, позволяющие в ряде случаев значительно повысить скорости резания на сверлильных операциях. [33]
Они установили, что выбор СОЖ для этих сплавов может сильно повлиять на производительность и что выбор в значительной степени зависит от типа операции. Жидкость высокоэффективная для сверлильной операции может быть малоэффективной для нарезания резьбы и наоборот.
Величина усилий, прилагаемых к основному органу управления сверлильных станков, создает мощность внешней механической работы при обработке одной детали, равную в среднем 10 7 Вт. Таким образом, производя собственно сверлильные операции, работницы выполняют среднюю по степени тяжести работу. [35]
Одной из наиболее часто встречающихся и в то же время наиболее трудоемкой операцией при обработке ВКПМ является операция сверления. Достаточно отметить, что трудоемкость сверлильных операций на некоторых изделиях достигает 70 – 80 % от общей трудоемкости процесса механической обработки. Естественно, что в этих условиях неправильный выбор режущего инструмента и режимов резания приводит к значительным издержкам. [36]
Эти приспособления конструируют и собирают из тестированных и нормализованных деталей. Например, специальные станочные приспособления для фрезерных и сверлильных операций
в системе СРП собирают из тестированных и нормализованных, функционально взаимозаменяемых деталей и узлов. [37]
[37]| Специализированное безналадочное приспособление для фрезерования плоскостей корпусов ( крышек редукторов. [38] |
Приспособления для сверлильных станков. Мелкие и средние по размерам детали при выполнении сверлильных операций обычно обрабатываются с применением простейших наладок к скальчатым кондукторам. Одна из таких наладок для сверления и зенкования отверстия в коробчатом корпусе приведена на рис. 103, а. Деталь 7 устанавливается на два кулачка 4, связанных между собой двумя спиральными пружинами 2, работающими на растяжение. [39]
Соответствующие значения скорости, подачи и глубины резания приводятся в специальных таблицах, разработанных для каждого вида обработки ( см. гл. По этим таблицам выбирают наибольшую глубину резания ( для [40]
[40]
Однако практически при такой нагрузке без упора деталь сдвигалась в направлении подачи. Это говорит о необходимости экспериментального установления по-правоч ых коэффициентов надежности и для сверлильных операций. [41]
Следующая группа станков предназначена для фрезерной и сверлильной обработки деталей типа фланцев и плоских кулачков. Первый из них оснащен двенадцатипозици-онным инструментальным магазином. Сверлильные операции осуществляются на вертикально-сверлильном станке 2Р135Ф2 с шести-позиционной револьверной головкой. [42]
Станки бывают вертикально-сверлильные настольные и колонные, радиально-сверлильные, горизонтально-сверлильные, для глубокого сверления, центровальные, многошпиндельные. Наиболее распространены вертикально-сверлильные и радиально-сверлильные станки. Основными формообразующими движениями при сверлильных операциях являются вращение ( v) и подача ( S) шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки, с помощью которых устанавливаются необходимые частота вращения и подача инструмента. Вертикально-сверлильные и радиально-сверлильные станки предназначены для сверления отверстий диаметром 18, 25, 35, 50 и 75 мм. Вылет рукава радиально-сверлильных станков 1300 – 2000 мм.
[43]
Вертикально-сверлильные и радиально-сверлильные станки предназначены для сверления отверстий диаметром 18, 25, 35, 50 и 75 мм. Вылет рукава радиально-сверлильных станков 1300 – 2000 мм.
[43]
Количество производственных рабочих на слесарно-механическом участке рассчитывается раздельно по группам станочников и слесарей. За сверлильными станками рабочих обычно не закрепляют, так как на них работают слесари. Ввиду этого в годовой объем слесарных работ следует включать
| Обрабатывающий центр, используемый в качестве модуля интегрированной производственной системы. ( Фотография предоставлена фирмой Kearney and Trecker. [45] |
Страницы: 1 2 3 4
2.4.2. Сверлильная операция Расчет режимов резания
Глубина резания.
При
сверлении глубина резания t
= 0,5D.
Тогда
Подача.
При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла подачу ([3] стр 277, табл. 25).
Примем s = 0,1 мм/об.
Скорость резания.
Скорость резания, м/мин, при сверлении
Кv= КмvКиvКlv= 0,451,151=0,52.
Кмv=0,45 ([3] стр 262, табл. 3),
Киv=1,15 ([3] стр 263, табл. 6),
Кlv=1 ([3] стр 280, табл. 31).
Cv= 3,5 ([3] стр 278, табл. 28),
Т=15 мин ([3] стр 279, табл. 30),
q= 0,5 ([3] стр 278, табл. 28),
m=0,12
([3] стр 278,
табл. 28),
28),
y=0,45 ([3] стр 278, табл. 28).
Крутящий момент , Н∙м, и осевая сила , Н.
При сверлении рассчитывают по формуле
См=0,041 ([3] стр 281, табл. 32),
Ср=143 ([3] стр 281, табл. 32),
Кр=0,75 ([3] стр 264, табл. 9).
q=2 ([3] стр 281, табл. 32),
y=0,7 ([3] стр 281, табл. 32).
q=1 ([3] стр 281, табл. 32),
y=0,7 ([3] стр 281, табл. 32).
Мощность резания, кВт.
где частота вращения инструмента или заготовки, об/мин,
Расчет штучного времени
где –
основное время на операцию, мин;
([1] стр.
– вспомогательное время, мин;
– время обслуживания рабочего места, мин;
– время на личные потребности, мин;
– длина обрабатываемой поверхности, мм,
– диаметр, мм;
– кол-во отверстий.
([3] стр. 607, табл. 12).
Себестоимость нормы времени
Показатель | Сверление | Токарная обработка |
Станкоемкость, станко-мин. | 0,075 | 0,81 |
Трудоемкость, нормо-мин. | 0,7055 | 1,595 |
Сменность | 2 | 2 |
Разряд работы станочника | 3 | 3 |
Станок | 2Р118Ф2 | 16К20 |
Коэф. | 0,8 | 1 |
Годовая программа (среднесерийное произ.) | 600 | 600 |
Стоимость заготовки, руб | 15.5 | 15.5 |
Заработная плата станочника с начислениями (таб.21), руб | 0.67*0,7055 = 0,47 | 0.67*1,595 = 1,068 |
Затраты на содержание и эксплуатацию оборудования (таб.24), руб | 0,594*0,8*0,075*25 = 0,891 | 0,594*1*0,81*25 = 12,028 |
Итог: себестоимость обработки + стоимость заготовки | 13,096 | |
14,457 15. | ||
Технологическая себестоимость детали, руб | 29,957 | |
 машино-часа
машино-часа 5
5Стоимость заготовки: ([3] стр. 421, табл. 7),
([3] стр. 421, табл. 7).
3. Заключение
В данной курсовой работе разработан план технологического процесса изготовления детали – обоймы. Также произведен расчет линейных технологических размеров, режимов резания и нормирование двух операций технологического процесса: сверление и точение.
Заполнен комплект документов на технологический процесс, состоящий из маршрутной карты, карты контроля и операционных карт.
Технология обработки на сверлильных станках и оснастка: приспособления, кондукторы, инструмент
Сверлильные станки можно отнести к оборудованию с универсальными возможностями. Одновременно с возможностью сверления отверстий различного диаметра, чистоты и точности, с их помощью возможно выполнение многочисленных операций, в соответствии с технологическим процессом обработки поверхностей. Применение этой категории оборудования оптимально, если технологией предусмотрены следующие действия:
Применение этой категории оборудования оптимально, если технологией предусмотрены следующие действия:
- просверлить, рассверлить отверстия различных диаметров;
- зенкеровать просверленные отверстия до соответствующих параметров, зенковать необходимые выточки для размещения выступов крепежных деталей;
- развертывать поверхность отверстий в заданных пределах;
- раскатывать отверстия с применением шариковых и роликовых оправок до заданного уровня шероховатости;
- выполнить нарезку внутренней резьбы;
- подрезать (цековать) торцы деталей с целью их выравнивания.
Существуют также другие возможности применения оборудования этой категории.
Рис. 1. Работы, выполняемые на сверлильных станках
а – сверление; б – рассверливание; в – зенкерование; г – зенкование; д – развертывание; е – раскатывание; ж – нарезание внутренней резьбы; з – подрезание (цекование) торцов
Инструменты
Для решения поставленных задач разработаны серии специальных инструментов с различными характеристиками и конструктивными решениями режущих поверхностей, кромок, для которых предусматриваются специальные углы резания, длина витка, конфигурация углублений для отвода стружки и пр. В зависимости от выполняемых операций резания, технических качеств обрабатываемых материалов применяются инструменты c соответствующими параметрами:
В зависимости от выполняемых операций резания, технических качеств обрабатываемых материалов применяются инструменты c соответствующими параметрами:
- сверла различных диаметров;
- развертки;
- зенкеры;
- зенковки;
- метчики и пр.
Для того чтобы получить нужную чистоту и точность обработки существуют специальные приспособления, служащие для:
- крепления инструмента в шпинделе станка;
- размещения и крепления заготовки;
- удерживания крепежных приспособлений на столе станка и т.д.
Вспомогательные инструменты
Крепление перечисленного выше режущего инструмента в шпинделе станка осуществляется при помощи вспомогательных инструментов:
- переходных сверлильных втулок;
- сверлильных патронов;
- оправок и пр.
В случаях, если размер конуса в шпинделе станка не совпадает с конусом хвостовика инструмента, крепление инструмента осуществляется при помощи переходных конических втулок. При отсутствии на производстве нужного номера втулки, возможно применение нескольких втулок, однако при этом может пострадать точность обработки детали. Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
При отсутствии на производстве нужного номера втулки, возможно применение нескольких втулок, однако при этом может пострадать точность обработки детали. Чаще всего применяются переходные втулки с конусом Морзе (№№ 0…6).
Крепление режущего инструмента с цилиндрическим хвостовиком на сверлильных станках выполняется и с использованием двух- и трехкулачковых сверлильных патронов. В трехкулачковом патроне обойма 3 с гайкой 2 приводится во вращение ключом 4. При вращении гайки объединенные ею кулачки 1 смещаются вниз, зажимая хвостовик режущего инструмента. Вращением ключа в обратную сторону кулачки разжимаются, высвобождая инструмент.
Рис. 2. Сверлильный патрон для закрепления сверл с цилиндрическим хвостовиком:
А – общий вид патрона с ключом для зажима заготовки; б – устройство патрона; 1 – кулачки; 2 – гайка; 3 – обойма; 4 – ключ
Двухкулачковый патрон содержит кулачки, перемещающиеся по Т-образным пазам в соответствии с вращением ключа и зажимающие хвостовик инструмента. Сверла небольшого диаметра легко закрепляются в цанговых патронах, а для экономии времени удобно воспользоваться быстросъемными патронами для инструментов с коническими хвостовиками, в которые инструмент можно устанавливать и вынимать, не останавливая станка. Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Сверла небольшого диаметра легко закрепляются в цанговых патронах, а для экономии времени удобно воспользоваться быстросъемными патронами для инструментов с коническими хвостовиками, в которые инструмент можно устанавливать и вынимать, не останавливая станка. Сверла диаметром до 10 мм с цилиндрическими хвостовиками крепят в патроне с конусом Морзе при помощи переходной конической разрезной втулки.
Для того чтобы обеспечить точное совпадение центров отверстий при выполнении нескольких последовательных операций, наиболее целесообразно применение самоустанавливающихся патронов.
Рис. 3. Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверл с цилиндрическими хвостовиками (б):
1 – корпус патрона; 2 – сменная втулка; 3 – шарики; 4 – муфта; 5 – кольцо; 6 – оправка
Нарезка резьбы – операция, требующая максимальной точности. Для того чтобы при ее выполнении были обеспечены точные параметры, метчики крепятся в предохранительных патронах, которые также обеспечивают сохранность инструмента, предохраняя его от поломок. В процессе нарезания резьбы обеспечивается плотное соединение ведущей полумуфты 5 и ведомых полумуфт 2,4. По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
В процессе нарезания резьбы обеспечивается плотное соединение ведущей полумуфты 5 и ведомых полумуфт 2,4. По завершении операции полумуфта 5 проскальзывает, метчик выводится из отверстия обратным вращением шпинделя. В случаях, если станок не оборудован системой реверса, прибегают к применению реверсивных патронов, которые обеспечивают обратное движение метчика из отверстия с нарезанной резьбой.
Рис. 4. Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях:
1 – кольцо для крепления метчика; 2, 4 – ведомые полумуфты; 3 – кулачки муфты; 5 – ведущая кулачковая полумуфта; 6 – пружина; 7 – оправка; 8 – гайка регулировочная
При помощи качающихся оправок, применяемых для крепления разверток, удается соблюдать точность центрирования при обработке отверстий. Вопрос удаления основного и вспомогательного инструмента из гнезда шпинделя легко решается – для этого применяются клинья особой формы или эксцентриковые ключи.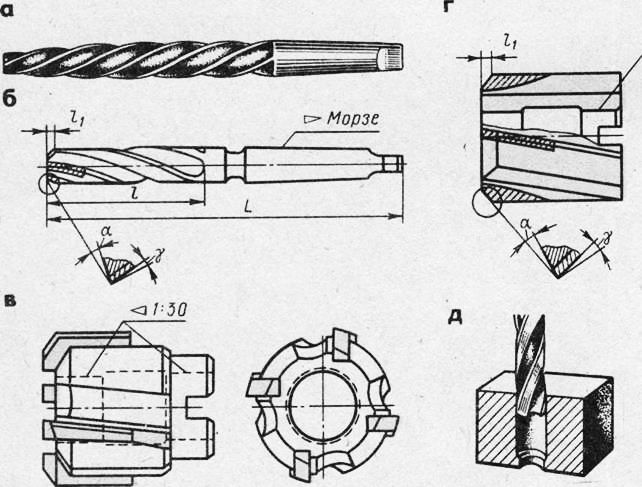
|
Рис. 5. Клинья для удаления инструмента из шпинделя станка: а – плоский клин; б – радиусный клин |
Рис. 6. Эксцентриковый ключ для удаления режущего инструмента из шпинделя станка |
Приспособления для крепления заготовок
Важным моментом в металлорезании является установка на станке и крепеж деталей, подлежащих обработке. Детали устанавливаются на специальных приспособлениях, в том числе:
- на тисках – машинных, эксцентриковых, винтовых, пневматических;
- призмах;
- угольниках;
- упорах;
- кондукторах.
В зависимости от быстроты и силы крепления, выбираются ручные (на небольших производствах) либо пневматические приспособления, обеспечивающие высокую скорость установки и крепления.
Наиболее приспособленными для быстрой установки заготовок являются тиски действующие на основе рычажно-кулачкового механизма. Зажим детали между подвижной и неподвижной губками происходит за счет перемещения подвижной губки, которая подвижно соединена с двойным кулачком и эксцентриковым валиком. Одним передвижением рукоятки в горизонтальном направлении достигается жесткий зажим детали в нужном положении.
Рис. 7. Быстродействующие машинные тиски с рычажно-кулачковым зажимом: 1 – корпус; 2 – поворотная часть; 3 – неподвижная губка; 4 – винт; 5 – губка; 6 – рукоятка; 7 – эксцентриковый вал; 8 – двойной кулачок; 9 – основание
Кондукторы
Важным приспособлением для точного центрирования осей инструмента и обрабатываемого отверстия являются кондукторы. Кондуктор устанавливается над деталью с небольшим зазором для отвода стружки и крепится на столе станка. В теле кондуктора расположены отверстия, внутри которых размещены кондукторные втулки, выполненные из особо твердых сортов стали, прошедших термообработку (20Х, У10А).
Рис. 8. Кондукторные втулки: а – постоянные; б – быстросменные
Постоянные и быстросменные втулки служат для обеспечения точного направления режущей части инструмента в соответствии с заданными параметрами. Существуют специальные требования к расстоянию между деталью и кондуктором, в зависимости от обрабатываемого материала и качества стружки при его обработке. Для деталей из чугуна предполагается зазор 0,3-0,5 от величины диаметра втулки кондуктора. Зазор увеличивается и может достигать размеров диаметра втулки, если в качестве обрабатываемого материала применяется сталь, сплавы меди и алюминия и др.
В конструкции кондуктора предусматриваются корпус и плита, которые, в зависимости от назначения, могут быть:
- Съемными (подлежащими замене при изменении параметров заготовки).
- Подвесными, удобными при работе с многошпиндельными сверлильными головками.
 Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок.
Подвесная плита насаживается на две направляющие скалки. Установленная в шпинделе станка сверлильная головка оснащена втулками, которые совмещаются с верхними концами скалок. - Подъемными, которые передвигаются на скалках, запрессованных в корпус кондуктора, при помощи пневмопривода.
- Поворотными (для удобства снятия и установки каждой последующей детали).
- Постоянными (закрепленными в корпусе кондуктора при помощи крепежных элементов или сварки).
Кондукторы существенно облегчают труд рабочих, отменяя подготовительные работы по разметке и точной переустановке деталей при выполнении операций на оборудовании сверлильной группы, обеспечивая точность направления режущего инструмента. В соответствии с технологией обработки и условиями производства применяются кондукторы различной конструкции, получившие названия:
- поворотных.
- скользящих.
- опрокидываемых.
- накладных.

Наиболее распространенными приспособлениями являются накладные кондукторы, которые накладываются на обрабатываемую деталь и фиксируются при помощи металлических пальцев в положении, обеспечивающем выполнение операции в соответствии с технологической картой. Деталь предварительно фиксируется на рабочем столе при помощи соответствующего приспособления, обеспечивающего центрирование направляющих втулок кондуктора с осями высверливаемых в детали отверстий. Кондукторы этого вида могут крепиться на рабочем столе (закрепляемые), либо устанавливаться на фиксирующих пальцах (незакрепляемые).
Рис. 9. Незакрепляемый накладной кондуктор: 1 и 2 – фиксирующие пальцы; 3 – направляющие втулки; 4 – кондукторная плита; 5 – базовая поверхность приспособления; 6 – отверстия
Поворотная оснастка
Для удобства обработки деталей в соответствии с выбранной технологией применяется соответствующая поворотная и передвижная оснастка, которая существенно облегчает работу, не требуя переустановки деталей для сверления или выполнения других операций по качественной обработке отверстий. В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
В таких случаях предполагается использование специальных стоек и столов, в том числе нормализованных, поворотных и передвижных. Это достаточно сложные конструкции, в составе которых находятся съемные, в том числе поворотные кондукторы. Кондукторы выполняют при этом роль элементов, направляющих режущий инструмент при производстве соответствующих операций. Основными приспособлениями, предназначенными для перемещения на станке закрепленных обрабатываемых деталей в соответствии с требованиями технологического процесса, являются:
- поворотные стойки с горизонтальной осью вращения планшайбы, в которой закрепляются заготовки;
- поворотные столы, вращающиеся вокруг вертикальной оси и расположенные в горизонтальном положении.
Универсальные приспособления
Универсально-сборными приспособлениями (УСП) пользуются при выполнении различных операций по резанию металлов. УСП – специальные приспособления, удерживающие заготовку в положении, необходимом для обеспечения точной обработки деталей. Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Универсальность заключается в возможности быстрой установки заготовки, а в случае необходимости – в быстрой переналадке устройства.
Важным устройством, обеспечивающим возможность выполнения нескольких одновременных или последовательных операций на станочном оборудовании, являются многошпиндельные сверлильные головки. Указанные приспособления применяются на крупных производствах, для просверливания отверстий и их последующей обработки, что приводит к реальному ускорению процесса изготовления деталей сложной конфигурации.
Револьверные сверлильные головки могут содержать различное количество шпинделей, оснащенных режущим инструментом в соответствии с технологической программой, предусматривающей последовательное выполнение операций. При этом возможна настройка собственной скорости вращения для каждого шпинделя в отдельности. Кроме того, обеспечивается подача инструмента с определенной скоростью в прямом и обратном направлениях. Такая конструкция головки обеспечивает возможность работы и выполнения запрограммированных операций без переналадки. Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Револьверные головки обеспечиваются сменными шпинделями с различными конструктивными возможностями, используемыми в технологическом процессе обработки резанием сложных по конфигурации деталей с необходимой точностью и чистотой поверхности.
Рис. 10. Шестишпиндельная револьверная головка: 1 – фиксатор; 2 – рычаг фиксатора; 3 – ведущая полумуфта; 4 – рычаг муфты; 5 – корпус основной; 6 – стержень; 7, 8 – упорные винты; 9 – рейка; 10 – зубчатое колесо; 11 – коническая зубчатая передача; 12 – храповой механизм; 13 – зубчатый вене; 14 – поворотный корпус; 15 – шпиндель головки
Поворот и подача инструментов, установленных в каждом шпинделе, осуществляется в запрограммированном автоматическом режиме, для этого нет необходимости останавливать оборудования для последующей переналадки. Обслуживание станков с такими сложными приспособлениями требует высокой квалификации станочников и технологов, разрабатывающих технологический процесс резания. Последовательность операций выполняется в соответствии с программой: поворот головки и подача инструмента в вертикальном направлении выполняется в необходимом режиме и соблюдением скорости вращения и подачи инструментов. После выполнения определенной операции головка поднимается, осуществляет поворот для следующей операции.
Измерительные инструменты
Для проверки качества выполнения работы, использование контрольно-измерительных инструментов является обязательным. Измерения проводятся по различным параметрам, в том числе по глубине обработки, диаметру отверстий, выточек, фасок и т.д. При этом важна точность измерительного инструмента, которая выбирается в соответствии с требуемой точностью и чистотой операции. В качестве контрольно-измерительных инструментов рабочий персонал пользуется линейками, угольниками, нутромерами, штангенциркулями, штангенглубиномерами. Отдельную категорию инструментов для контроля и измерений представляют гладкие и резьбовые калибры.
Линейка может быть цельной, складной и выполненной в виде рулетки с ценой деления 1 мм и точностью измерения около 0,5 мм, с ее помощью измеряются наружные габариты изделий и размеры отдельных наружных элементов.
Точно измерить глубину отверстия (для диаметров от 6 мм) можно с помощью индикаторного и микрометрического нутромеров с ценой деления, соответственно, 0, 01 мм, точностью ±0,15 мм и 0,01 мм при точности ± 0,006мм.
Рис. 11. Нутрометры: а – индикаторный; б – микрометрический
Удобно пользоваться при измерении гладкими и резьбовыми калибрами – бесшкальными измерительными устройствами, изготовленными с высокой точностью по необходимым параметрам. Изготавливаются калибры двусторонними, одна из которых, проходная, применяется для измерения предельных размеров детали и обозначается ПР, другая, непроходная – для измерения наименьших размеров детали, обозначается аббревиатурой НЕ. Примером ПР служат гладкие пробки.
Примером ПР служат гладкие пробки.
Рабочие резьбовые калибры применяются для контроля точности исполнения резьбы и имеют сходные обозначения ПР и НЕ.
Рис. 12. Калибр пробки: а – гладкая предельная; б – резьбовая двусторонняя
Составление плана сверлильной операции, выполняемой на сверлильном станке с ЧПУ и сверлильном станке универсальной группы
Машиностроение \ Технология машиностроения
Страницы работы
3 страницы (Word-файл)
Посмотреть все страницы
Скачать файл
Содержание работы
Практическая работа №7
Тема: Разработка операционного технологического процесса для сверлильной операции с заполнением ОК и КЭ.
Цель:
Приобретение практических навыков в составлении плана сверлильной операции, выполняемой
на сверлильном станке с ЧПУ и сверлильном станке универсальной группы.
Выполнение работы
Для обработки центрального отверстия Ø20 Н8 применяют вертикально-сверлильный станок 2Н135. Техническая характеристика станка: наибольший диаметр получаемого отверстия 35 мм; конус отверстия шпинделя Морзе №4; расстояние от торца шпинделя до стола 30 -750 мм. Частоты вращения шпинделя, мин-1: 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400. Подача, мм/мин:10; 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500. Максимальная осевая сила резанья, допускаемая механизмом подачи станка: РMAX =1500 кгс ≈15000 Н. Мощность привода главного движения: ND =3,24 кВт. Габаритные размеры 830×1245×2690 мм.
Вертикально-сверлильный
станок с ЧПУ 2Р135Ф2 (система ЧПУ «2П32-3») применяю для обработки двух
отверстий Ø12Н9 и двух резьбовых отверстий М16. Техническая характеристика
станка: наибольший диаметр обрабатываемой детали 35 мм; наибольший диаметр
нарезаемой резьбы М24; наибольшая ширина фрезерования 60 мм, конус отверстия
шпинделя Морзе №4. Частота вращения шпинделя, об/мин: 31,5; 45; 63; 90; 125;
180; 250; 355; 500; 710; 1000; 1400. Рабочие подачи по оси Z, мм/мин: 10; 12,5;
16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500.
Максимальная осевая сила резанья, допускаемая механизмом подачи станка: РMAX =1500 кгс ≈15000 Н.
Мощность привода главного движения: ND =3,24 кВт. Размеры
рабочей поверхности стола 400×710 мм. Габаритные размеры 1800×2400×2700 мм.
Частота вращения шпинделя, об/мин: 31,5; 45; 63; 90; 125;
180; 250; 355; 500; 710; 1000; 1400. Рабочие подачи по оси Z, мм/мин: 10; 12,5;
16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500.
Максимальная осевая сила резанья, допускаемая механизмом подачи станка: РMAX =1500 кгс ≈15000 Н.
Мощность привода главного движения: ND =3,24 кВт. Размеры
рабочей поверхности стола 400×710 мм. Габаритные размеры 1800×2400×2700 мм.
При
обработке центрального отверстия на вертикально-сверлильной операции заготовка
базируется по трем плоскостям (в так называемый «координатный угол»). Базирование осуществляется
по установочной базовой поверхности (плоскости) и двум плоскостям (направляющей
и опорной базовыми поверхностями). Деталь установлена на стол, который имеет технологическую
выемку для выхода сверла из отверстия и две неподвижные опоры, образующие прямой
угол. Заготовка закреплена сверху двумя механическими прижимами. Схема базирования
заготовок по трем плоскостям является наиболее простой и надежной, обеспечивающей
высокую точность базирования.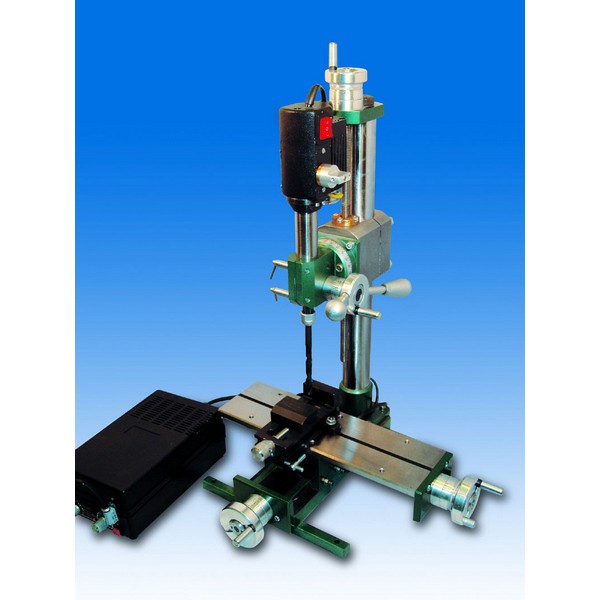
Для обеспечения полного базирования на сверлильной операции с ЧПУ деталь установлена на стол коробчатой формы и одета центральным отверстием на короткую цилиндрическую оправку. Одной из боковых поверхностей деталь упирается в неподвижную опору. Закрепление осуществляется двумя механическими прихватами.
Маршрут обработки выбирают в зависимости от диаметра, точности и шероховатости обрабатываемого отверстия заготовки [5, карта 44]. Маршруты обработки отверстий на вертикально-сверлильной и сверлильной с ЧПУ операции сведены в таблицу 7.1.
Таблица 7.1 Маршруты обработки отверстий
Операция | ||
Вертикально-сверлильная | Сверлильная с ЧПУ | |
Ø20 Н8 | Ø12 Н9 | М16 |
1. 2. Сверление 3. Зенкерование получистовое 4. Зенкерование чистовое 5. Развертывание получистовое | 1. Зацентровка 2. Сверление 3. Развертывание получистовое | 1. Зацентровка 2. Сверление 3. Зенкование 4. Резьбонарезание |
 Зацентровка
ЗацентровкаГлубины резанья на переходах зенкерования и развертывания определяют по карте 45 [5] и корректируют с учетом последовательности переходов маршрута (поправочный коэффициент Кti). Глубина резанья для перехода сверления принимается равной половине диаметра сверла. При резьбонарезании глубина резанья определяется по формуле:
t =0,64·p
(7. 1)
1)
где p – шаг резьбы (для М16 шаг p=2 мм).
Диаметры обрабатываемых отверстий по переходам определяют по формуле:
Di =Di+1 -2ti+1(7.2)
С учетом коррекции в большую сторону принимают размеры инструментов. Полученные результаты сведены в таблицу 7.2
Таблица 7.2 Глубины резанья по переходам.
Название перехода | tT, мм | Kti | tР, мм | DР, мм | Dф, мм | tФ, мм |
Ø20 Н8 Зацентровка Сверление Зенкерование п/ч. Зенкерование чист. Развертывание п/ч. | — — 0,74 0,43 0,1 | — — 1,1 1 2,8 | — — 0,81 0,43 0,28 | — 17,08 18,64 19,44 20 | 4 17,25 18,7 19,5 20 | 2 8,625 0,725 0,4 0,25 |
Ø12 Н9 Зацентровка Сверление Развертывание п/ч. | — — 0,1 | — — 4,5 | — — 0,45 | — 11,1 12 | 4 11,1 12 | 2 5,5 0,45 |
М16 Зацентровка Сверление Зенкование Резьбонарезание | — — — — | — — — — | — — — — | — 14 22 — | 4 14 26 16 | 2 7 3 1,28 |


Выбор
режущего инструмента.
Для обработки центрального отверстия Ø20 Н8 на вертикально-сверлильной операции применяю следующий режущий инструмент:
РИ №1: сверло центровочное Ø4, L=80 мм, l=12 мм; Р6М5; ГОСТ 14952-*;
РИ №2: сверло спиральное с коническим хвостовиком Ø 17,25; L=228 мм, l=130 мм; Р6М5; конус Морзе №2; ГОСТ 10903-*;
РИ №3:зенкер цельный с коническим хвостовиком Ø 18,7; L=180 мм, l=100 мм; Р6М5; конус Морзе №2; ГОСТ 12489-*;
РИ №4: зенкер цельный с коническим хвостовиком Ø 19,5; L=180 мм, l=100 мм; Р6М5; конус Морзе №2; ГОСТ 12489-*;
РИ №5: развертка машинная цельная с Ø 20; L=140 мм, l=30 мм; Р6М5; ГОСТ 12489-*.
Для обработки 2 отверстий Ø12 Н9 и 2 резьбовых отверстий М16 на сверлильной операции с ЧПУ применяю следующий режущий инструмент:
РИ №1: сверло центровочное Ø4, L=80 мм, l=12 мм; Р6М5; ГОСТ 14952-*;
РИ №2: сверло спиральное с коническим хвостовиком Ø 11,1; L=175 мм, l=94 мм; Р6М5; конус Морзе №1; ГОСТ 10903-*;
РИ №3: развертка машинная цельная Ø 12; L=140 мм, l=30 мм; Р6М5; ГОСТ 12489-*;
РИ №4: сверло спиральное с коническим хвостовиком Ø 14; L=189 мм, l=108 мм; Р6М5; конус Морзе №1; ГОСТ 10903-*;
РИ №5: зенковка коническая с коническим хвостовиком Ø 24; L=100 мм, l=20 мм; Р6М5; конус Морзе №2; ГОСТ 4953-*;
РИ №6:
короткий машинный метчик с проходным хвостовиком М16; р=2 мм; L=102 мм, l=32 мм; Р6М5; ГОСТ 3266-*.
Выбор вспомогательного инструмента:
– патрон сверлильный 35 ГОСТ 8522-*;
– втулка переходная 6100-0227 ГОСТ 1398-*;
– втулка переходная 6100-0204 ГОСТ 1398-*;
– патрон резьбонарезной 1912 21051 ТУ2 035-681-*;
– патрон для разверток фирмы “Schmalcada”.
Выбор мерительного инструмента.
– калибр-пробка гладкая двухсторонняя Ø20 Н8 ПР-НЕ ГОСТ 17758-*;
– калибр-пробка гладкая двухсторонняя Ø12 Н9 ПР-НЕ ГОСТ 17758-*;
– калибр-пробка резьбовая двухсторонняя Ø16- 7Н ПР-НЕ ГОСТ 17756-*;
– шаблон фасонный простой для контроля фасок.
Вывод:
В ходе практической работы я приобрел практические навыки в составлении плана
сверлильной операции, выполняемой на сверлильном станке с ЧПУ и сверлильном
станке универсальной группы.
Похожие материалы
Информация о работе
Скачать файл
Выбери свой ВУЗ
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им.
 Даля 166
Даля 166 - ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им.
 Дегтярева 174
Дегтярева 174 - КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им.
 Макарова 543
Макарова 543 - НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им.
 Герцена 123
Герцена 123 - РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им.
 Гагарина 114
Гагарина 114 - СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им.
 Каразина 305
Каразина 305 - ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
| Частное унитарное предприятие по оказанию услуг «Панфилов» Предлагаем услуги по механической обработке алюминиевых профилей,металлических деталей с возможностью сверления и нарезанием резьбы с высокой точностью.Предприятие занимается производством светодиодных экранов, светодиодных светильников, наружной рекламы. |
| менее 50 км г.Минск |
| СВ ПЛАНТ, ООО Компания предоставляет услуги по различным видам работ – от 3D прототипирования, до изготовления промышленных партий деталей и узлов по вашим чертежам. Единичные, мелкосерийные и серийные детали по чертежам заказчика. Высокотехнологичный парк оборудования обеспечивает полный комплекс работ. Обеспечиваем выполнение заказов точно в срок. Высокая точность. Гарантия качества. |
| менее 50 км г. Минск |
| МОВЕЛИТ, ООО Мы предлагаем следующие виды металлообработки: токарная обработка металлических деталей; фрезерные работы; токарно-фрезерные работы; шлифование и др. |
| менее 50 км г. |
| Эризо, ООО Наше предприятие занимается как высокоточной металлообработкой с применением немецкого фрезерного и токарного оборудования с ЧПУ, так и изготовлением закладных деталей из алюминия для строительства и оконной промышленности. |
| менее 50 км г. Минск |
| Систерон, ООО Проектирование, производство, монтаж, обслуживание и модернизация весового, дозирующего и фасовочного оборудования для строительной, химической нефтехимической, пищевой, легкой и сельскохозяйственной деятельности; проектирование, разработка, производство и монтаж металлических конструкций и их частей; производство металлоконструкций и металлических изделий, профилей металлических холодногнутых и комплектующих изделий к ним; разработка и производство стальных металлических конструкций и изделий, включая вентилируемые системы утепления наружных ограждающих конструкций зданий и сооружений, витрин и витражей металлических; оказание отдельных видов инженерных услуг в строительстве: монтаж стальных конструкций; монтаж легких ограждающих конструкций; устройство антикоррозионных покрытий металлоконструкций. |
| менее 50 км г. Минск |
| МПОВТ, ОАО Предлагаем следующие услуги и виды работ:
Токарная обработка, фрезерная обработка, шлифование металла, термообработка, обработка на станках с ЧПУ, изготовление и ремонт технологической оснастки, литьё под давлением на термопластавтоматах, порошковое полимерное покрытие металлических изделий, SMD-монтаж, пайка волной. |
| менее 50 км г. Минск |
| МехЦех, ООО Токарно-фрезерная обработка, изготовление сварных конструкций, емкостей из нерж., технологической оснастки. |
| менее 50 км г. Минск |
| ПРОФСТАЛЬ-СТРОЙ, ООО Гибка листового металла L=3100, T= от 0,35 до 12мм. Плющение L=3100 Рубка листового металла L=3000, T= от 0,4 до 12 мм Координатная пробивка макс. габ. листа L= до 6000мм B= 1500мм T макс.= 8мм (формовка, перфорация, вырубка сложных геом. форм и тд) точность 0,1мм Плазменная резка листа L=3000, B=1500, T=30мм Лазерная резка листа L=3000, B=1500, T= 20мм (ст.3) T=12мм (нерж. ст.) T= 8мм (Алюминий) Вальцовка листа L=3000, T=20мм Порошковое полимерное покрытий изделий L= до 6000мм Сварка Конструкторская поддержка, оперативный расчёт стоимости изготовления. Возможно изготовление в день обращения. Г. Минск, ул. Минина 28 |
| менее 50 км г. Минск |
| БМЕ-Дизель, ООО Компания БМЕ-Дизель была основана в 2002 году. Выполняет работы по проектированию и изготовлению электроагрегатов дизельных и бензиновых, дизельных насосов, скоростных прицепов и технологических тележек (до 25 км/ч), металлических контейнеров для производственного и бытового назначения, электрических щитов и шкафов, металлической мебели, производственной тары, сложных металлоконструкций и прочее, а так же осуществляет пуско-наладочные работы, гарантийное и послегарантийное техническое обслуживание своей продукции. Наличие конструкторского и транспортного отделов позволяет оказывать услуги от разработки конструкторской документации до доставки готовой продукции Заказчику. |
| менее 50 км Минская обл., Смолевичский р-н, д. Станок-Водица |
| ОХП “Научное Приборостроение” ОХП “Научное Приборостроение” ГНУ “Институт порошковой металургии” оказывает широкий спектр услуг по металлообработке. Производит заготовки и готовые детали различной формы и сложности. Принимает заказы на выполнение отдельных станочных операций, например, только на фрезеровку или токарную обработку. Проектирует, конструирует, расчитывает, а также изготовливает металлоконструкции по чертежам и эскизам заказчика, производит шлифовку, сверление, гибку, резку, рубку, сварку металла. Оперативная обработка заказов – расчет цен и сроков исполнения в день обращения. |
| менее 50 км г. Минск |
| ОАО «ИНТЕГРАЛ» – управляющая компания холдинга «ИНТЕГРАЛ» Инструментально-механическое производство ОАО «ИНТЕГРАЛ» предлагает свои услуги по проектированию и изготовлению техоснастки, деталей и комплектующих по заказам, в том числе:
– проектирование и изготовление технологической оснастки (штампы, пресс-формы, литформы и др.) с применением программного продукта «PRO-ENGINEER», «АUTOCAD», Компас-3D V.13.
– изготовление маркировочного клише на электроэрозионных станках с ЧПУ
– разработка управляющих программ для станков с ЧПУ
– трехкоординатная фрезерная обработка деталей на станках с ЧПУ
– упрочнение деталей технологической оснастки методом термической обработки.
– изготовление шкафов. |
| менее 50 км г.Минск |
| Минотор-Сервис, УП Изготовим по Вашей документации или разработаем по Вашему заданию и изготовим редукторы любой сложности, включающие в себе цилиндрические, конические и червячные передачи. А также: сварочные работы, фрезерные универсальные и ЧПУ, токарные и токарные ЧПУ, термообработка, шлифование. |
| менее 50 км г. Минск |
| ПИК КУБ, ООО Проектирование и производство конструкций и изделий из металла, композитных материалов (стеклопластика, пластика и другие). Единичные, мелкосерийные и серийные детали по чертежам заказчика
Лазерная резка. Гибка. Механическая обработка широкого спектра конструкционных материалов, алюминиевых сплавов и композитных материалов. |
| менее 50 км г. |
| Филиал БНТУ опытный завод ”Политехник” Изготовление металлоконструкций, гибка ,вальцовка, сварка ,мехобработка, окраска ,рубка, плазменная резка,производство корпусной мебели,ученической мебели. Выполнение работ и услуг, связанных с научными исследованиями, разработками, созданием, освоением и внедрением инновационной продукции, изготовление нестандартного оборудования и металлоконструкций, оказание услуг производственного характера в том числе: обработка металлических изделий, производство крепёжных изделий, производство газоочистительного и пылеулавливающего оборудования, производство технологической оснастки, производство оборудования специального назначения. |
| менее 50 км г. Минск |
| Контраст, УП УП «КОНТРАСТ» работает на рынке литья металла и металлообработки с 1989 года (более 30 лет опыта работы в данной сфере). Компания имеет конструкторское бюро, собственную производственную базу и новое современное оборудование. Это позволяет осуществлять проектирование и разработку на достойном уровне. Высококвалифицированные специалисты оказывают техническую поддержку от разработки до поставки производимой продукции, которая проходит строгий контроль качества и соответствует международным стандартам. Производственное предприятие занимается литьем металла, выполнением токарных, фрезерных работ, а также производит резку, шлифовку, полировку и сварку металла, резку и гибку труб, специализируется на производстве металлоизделий по проектам заказчика. |
| менее 50 км г. Минск |
| Ювиди, ООО Ювиди на протяжении 15 лет оказывает комплексные услуги по обработке металлов, сплавов и полимеров. Основу производственной базы Ювиди составляет новое высокотехнологичное оборудование с ЧПУ, что позволяет выполнять заказы любой сложности в кратчайшие сроки. |
| менее 50 км г. Минск |
| Интерполяция, ООО Оказываем услуги по механической обработке изделий из черных и цветных металлов, полимеров, и других материалов .Изготовление изделий по чертежам и тех. требованиям заказчика с соблюдением всех норм и качеств обработки. |
| менее 50 км г. Минск |
| ОкеанТехно, ООО Производители запасных частей (прямые проиводители) для промышленного оборудования. Изготавливаем по чертежам, образцам. Восстанавливаем и проиводим капитальный ремонт. Умеем делать всё. |
| менее 50 км г. Минск |
| Группа Компаний Ремесло, ООО Лазерная резка, гибка и обработка листового металла на современном оборудовании. |
| менее 50 км Минская обл., Минский р-н, Самохваловичский с/с, район д. Русиновичи |
| ДиПиАй Металлик, ООО 1. 2 токарно-фрезерных станка с активным инструментом диаметр обработки изделия до 350 мм. Обрабатываемые материалы: Конструкционная сталь, чугун, бронза, нержавеющей сталь, медь, олово итд.
2. Два токарных станка с автоматической подачей максимальным диаметром до 45 мм. Обрабатываемые материалы:
Конструкционная сталь, чугун, бронза, нержавеющей сталь, медь, олово итд. |
| 66 км г. Молодечно |
| Не смогли найти подходящее предприятие? Оставьте заказ на сайте, который мы разошлем всем известным нам предприятиями (более 500), а также опубликуем его в разделе Публичные заказы.  При заинтересованности, исполнители будут связываться с вами для предложений по выполнению ваших работ. При заинтересованности, исполнители будут связываться с вами для предложений по выполнению ваших работ. | ||
 ru
ru
 Минск
Минск

 com
com com
com by
by by
by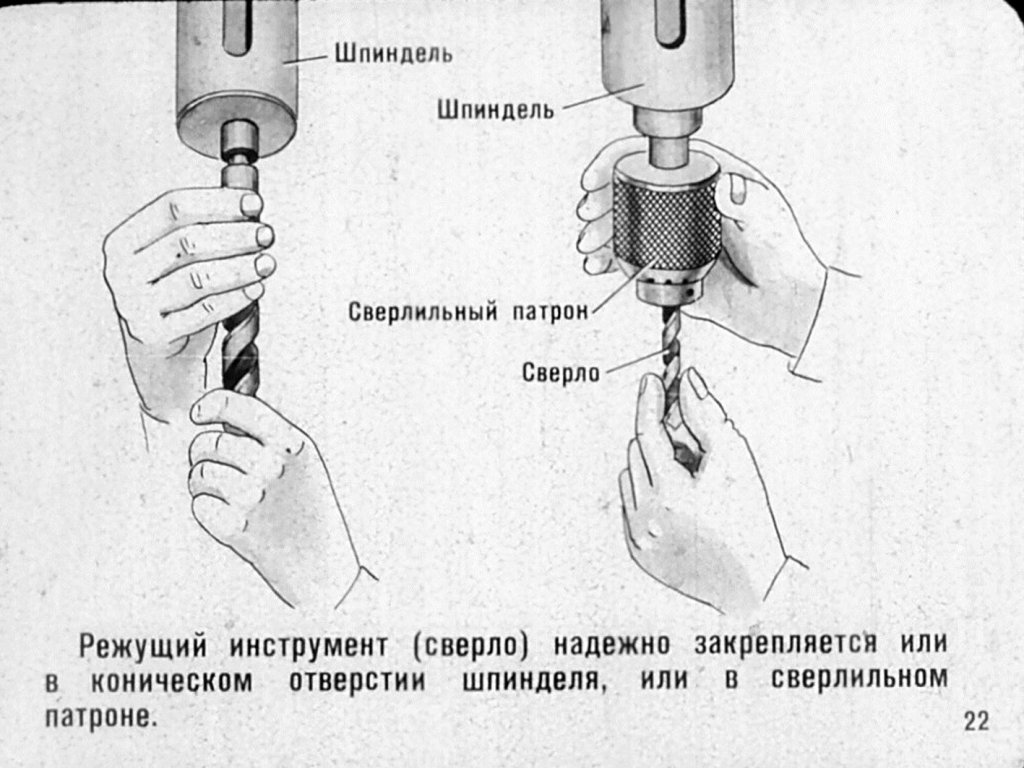 ОАО “ИНТЕГРАЛ” – управляющая компания холдинга “ИНТЕГРАЛ” оказывает услуги по порошковой покраске металлоизделий в камере ручного напыления.
габаритные размеры изделий : 3200х1250х2020 масса до 70 кг.
ОАО “ИНТЕГРАЛ” – управляющая компания холдинга “ИНТЕГРАЛ” оказывает услуги по порошковой покраске металлоизделий в камере ручного напыления.
габаритные размеры изделий : 3200х1250х2020 масса до 70 кг.

 Сварка. Нанесение гальванических покрытий и окраска готовой продукции. Изготавливаем специальные технические, технологические, транспортировочные, складские оснастки и узлы по заданию Заказчика и/или согласно конструкторской документации Заказчика. Имеем собственную базу готовых решений для различных нужд и функций производственно-складских организаций на территории Республики Беларусь, а также стран СНГ.
Сварка. Нанесение гальванических покрытий и окраска готовой продукции. Изготавливаем специальные технические, технологические, транспортировочные, складские оснастки и узлы по заданию Заказчика и/или согласно конструкторской документации Заказчика. Имеем собственную базу готовых решений для различных нужд и функций производственно-складских организаций на территории Республики Беларусь, а также стран СНГ. Минск
Минск by
by За годы работы унитарное предприятие «КОНТРАСТ» заслужило хорошую репутацию как среди небольших компаний, так и в глазах крупных предприятий. Надежность, ответственность и неоспоримое качество – главные козыри предприятия!
За годы работы унитарное предприятие «КОНТРАСТ» заслужило хорошую репутацию как среди небольших компаний, так и в глазах крупных предприятий. Надежность, ответственность и неоспоримое качество – главные козыри предприятия!
 ru
ru Оказываем как отдельные услуги по резке и гибке металла так и полный цикл производства изделий под ключ.
Оказываем как отдельные услуги по резке и гибке металла так и полный цикл производства изделий под ключ. 3. Четыре токарных ЧПУ станка диаметром обработки до 60 мм. Обрабатываемые материалы:
Конструкционная сталь, чугун, бронза, нержавеющей сталь, медь, олово итд.
4. Два трехосных фрезерных станка с ЧПУ размер стола 1120х400 мм. Обрабатываемый материал: конструкционная сталь, чугун, бронза, нержавеющей сталь, медь, олово итд. Погрешность по осям не более 0.1 мм.
Лазерная очистка ржавчины 2кВт-профиль, лист, готовые изделия.
3. Четыре токарных ЧПУ станка диаметром обработки до 60 мм. Обрабатываемые материалы:
Конструкционная сталь, чугун, бронза, нержавеющей сталь, медь, олово итд.
4. Два трехосных фрезерных станка с ЧПУ размер стола 1120х400 мм. Обрабатываемый материал: конструкционная сталь, чугун, бронза, нержавеющей сталь, медь, олово итд. Погрешность по осям не более 0.1 мм.
Лазерная очистка ржавчины 2кВт-профиль, лист, готовые изделия.Описание процесса сверления отверстий и правила выполнения работ
Изготовление многих металлических деталей предусматривает создание в их теле различных отверстий – глухих либо сквозных. Для этого применяется специальная механическая обработка, получившая название «сверление». При ее выполнении в качестве режущего инструмента используется сверло, посредством которого можно делать отверстия различной глубины, а также диаметра. В условиях промышленного производства регламентирует проведение операции сверления технологическая карта. Соответствующий ей чертеж должен отображать рабочие параметры отверстия, предельные допустимые отклонения и особенности конструкции (например, наличие фаски на обеих либо только на одной кромке, диаметр изменяемый либо имеющий постоянное значение по всей длине отверстия и т. д.).
д.).
Процедура сверления
Сверление является технологической операцией последовательного постепенного удаления слоев базового материала (в нашем случае это металл) посредством режущего инструмента в окружности требуемого диаметра.
Выполняется эта процедура объединением движений двух видов – поступательного, а также вращательного. Получение заданных размеров отверстий в заготовках требует точного соблюдения таких рабочих параметров:
-
скорость передвижения в вертикальном либо горизонтальном направлении, которое определяется взаиморасположением в пространстве обрабатываемой детали и сверла;
-
скорость вращательного движения режущего инструмента.
Нередко, чтобы получить заданную точность, проводится этап предварительного сверления. Его принято называть «черновым». Выполняется эта операция с пониженным уровнем точности. После нее производится чистовая обработка. На данном этапе задействуются высокоточные агрегаты и приспособления/инструменты для заготовок из металла. Существуют следующие варианты сверления: с использованием
Выполняется эта операция с пониженным уровнем точности. После нее производится чистовая обработка. На данном этапе задействуются высокоточные агрегаты и приспособления/инструменты для заготовок из металла. Существуют следующие варианты сверления: с использованием
-
специализированных металлорежущих либо сверлильных станков;
-
ручного инструмента (речь идет, прежде всего, о дрели).
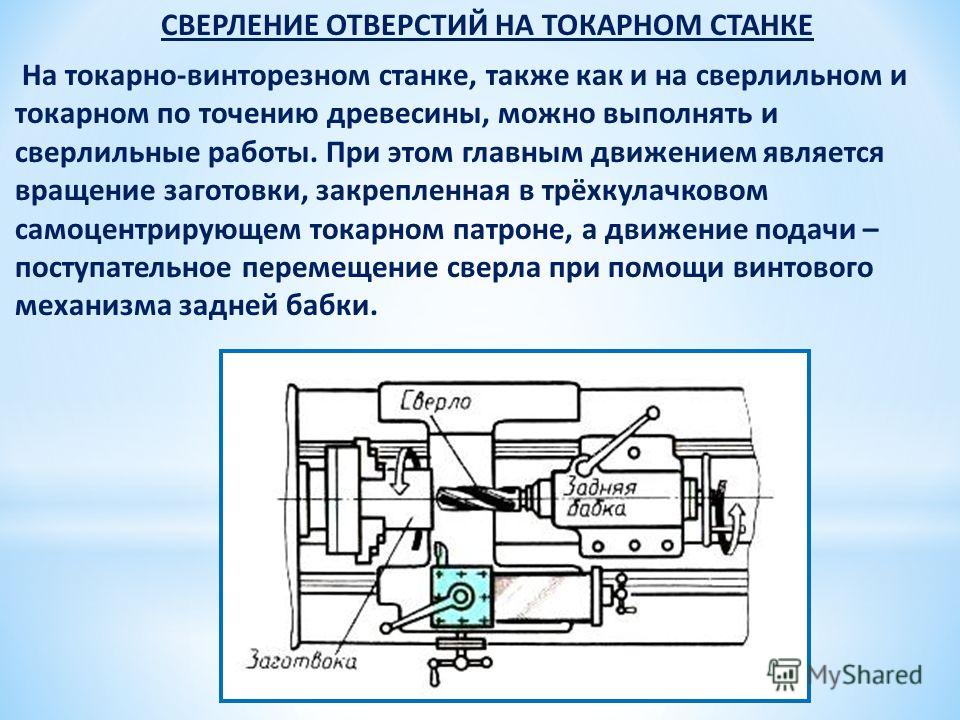
На металлорежущем – токарном – станке сверло фиксируется в элементе этого агрегата под названием «задняя бабка», а заготовка, зажатая кулачками патрона, вращается. В сверлильном станке вращается уже сверло, тоже зафиксированное в патроне. Слесарь плавно подводит его к намеченному на внешней поверхности заготовки месту обработки. При создании первым способом полученные отверстия характеризуются более высокой точностью и отличаются менее шероховатыми стенками.
Разновидности сверл
Сегодня существует много типов данного режущего инструмента. Рассмотрим лишь наиболее часто применяемые.
Сверла спиральные
Такие сверла получили наиболее широкое распространение. Их производство нормируют положения ГОСТа 10902-77. Этим документом установлено ниже представленное базовое исполнение сверла спирального.
Диапазоны изменения указанных на этом чертеже параметров выглядят так:
-
общая длина (обозначение L): от 19,0 мм до 205,0 мм;
-
длина спиралевидной части (параметр l): минимум 3,0 мм; максимум 140 мм;
-
диаметр: min 0,25 мм; max 20,0 мм;
Скорость резания сверлом спиральным увеличивается применением т.н. двойной заточки. Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
Сверла с пластинами из твердых сплавов
Сверла спиральные, на режущую кромку которых напаяны твердосплавные пластины, демонстрируют высокую эффективность при обработке конструкций из полнотелого бетона, нещелевого кирпича, прочного полимера, цветных сплавов и чугуна. Но для создания отверстий в стальных изделиях применяются они редко. Обусловлено это необходимостью обеспечения высокой жесткости рабочих компонентов применяемого оборудования. Невыполнение данного требования приведет к возникновению вибрации, в результате которой твердосплавные пластинки станут выламываться и крошиться.
Производители сверл данного типа руководствуются положениями ГОСТа 5756-81. Согласно его нормам, эти изделия должны выпускаться:
Согласно его нормам, эти изделия должны выпускаться:
Корпуса этих изделий должны изготавливаться с твердостью 57НRС…63НRС.
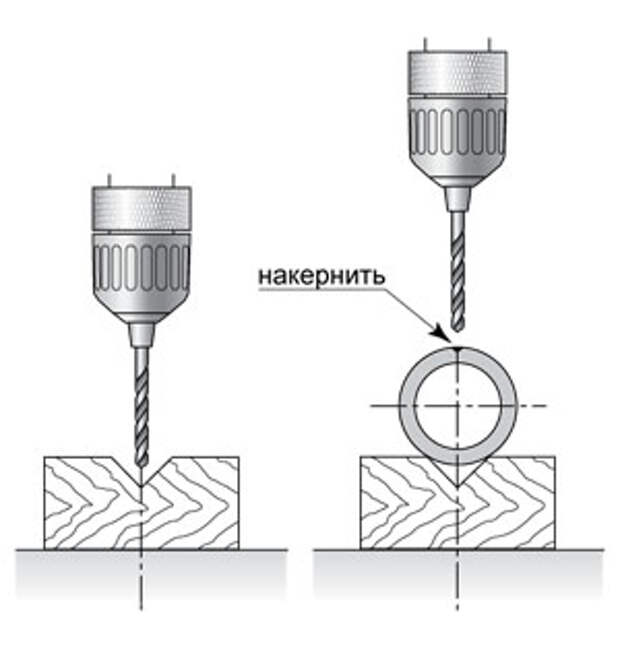
Сверла центровочные
Внешне такой инструмент не схож с классическим вариантом сверла. Особенность его конструкции – это утолщенное цилиндрическое основание, диаметр которого превышает значение этого параметра рабочей части где-то раза в 2-3.
Сфера применения сверл центровочных соответствует их названию. Их используют при работе на металлообрабатывающем оорудовании. В частности, с помощью таких сверл размечают центры заготовок, прежде чем закрепить их в патроне токарного станка. То есть предварительное кернение здесь не проводится. Благодаря такому технологическому решению процесс выпуска металлопродукции при крупносерийном производстве значительно ускоряется.
Изготовление сверл центровочных регламентируется ГОСТом 14952-75. Этот документ устанавливает два исполнения такого инструмента.
Этот документ устанавливает два исполнения такого инструмента.
Наиболее востребован вариант, чертеж которого представлен ниже. Отображенные на нем параметры изменяются в таких диапазонах:
-
общая длина (обозначение L): от 33,5 мм до 128,0 мм;
-
длина рабочей части (параметр l): 1,5 мм…14,2 мм;
-
диаметр цилиндрической части (D): min 4,0 мм; max 31,5 мм;
-
диаметр сверла (d): минимальный 0,8 мм; максимальный 10,0 мм;
-
диаметр конусообразного основания сверла: от 1,7 мм до 21,2 мм
Сверло пушечное
С помощью сверла пушечного создаются глухие и сквозные отверстия, характеризующиеся большой глубиной. Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
Само сверло причисляется к категории однорезцового инструмента.
Попутно стоит отметить следующий момент: сверление принято считать глубоким при глубине создаваемого отверстия в 5 раз превышающего его диаметр. Начиная работу с пушечным сверлом, нужно контролировать правильность его направления по отношению к накерненному под будущее гнездо месту. С этой целью обычно применяется кондукторная втулка. При использовании пушечных сверл можно создавать отверстия с диаметром (D), изменяющимся в диапазоне 0,5 мм ≤D≤ 100 мм.
Сверла корончатые
Эти изделия по внешнему виду напоминают металлический стакан с режущими зубцами на рабочей части, в качестве которой выступает его торец. Другое название корончатого сверла – кольцевая фреза. Производство инструмента данного типа нормируют положения ГОСТа 17013-71. Этот документ устанавливает одно исполнение такого изделия.
Этот документ устанавливает одно исполнение такого изделия.
Численные значения указанных на чертеже параметров содержатся в таблице. Единица измерения – миллиметры.
|
Внешний диаметр (обозначение D) |
Количество пластин |
Диаметр окружности, формируемой шипами (параметр b) |
Ширина шипа (обозначение d) |
Внутренний диаметр кольца (D1) |
|
85,0 |
6 |
74,0 |
10,0 |
78,0 |
|
75,0 |
64,0 |
68,0 |
||
|
50,0 |
4 |
38,0 |
42,0 |
|
|
45,0 |
32,0 |
36,0 |
||
|
40,0 |
28,0 |
32,0 |
||
|
36,0 |
24,0 |
28,0 |
||
|
32,0 |
20,0 |
24,0 |
||
|
30,0 |
21,0 |
6,0 |
||
|
25,0 |
15,0 |
18,0 |
||
|
20,0 |
3 |
12,0 |
15,0 |
|
|
16,0 |
8,0 |
4,0 |
11,0 |
Использование корончатых сверл позволяет очень быстро, буквально за какие-то секунды, создать в металлической детали отверстия значительного диаметра и большой глубины.
Сверла конусные
В соответствии с названием, такие изделия имеют коническую форму. При этом их диаметр может изменяться плавно либо ступенчато.
Второй вариант исполнения нашел более широкое применение. Обусловлено это возможностью получить с помощью ступенчатых сверл отверстие с прямыми стенками и с точно заданным по проекту диаметром. Поверхность гнезд, полученных посредством инструмента с плавным изменением диаметра, всегда будет с небольшим уклоном.
Определить качество данных изделий и, соответственно, сферу применения можно по их цвету.
-
Стальной цвет с серым отливом. Как правило, сырьем для изготовления таких сверл служит низкокачественная инструментальная сталь. Для обработки прочного, твердого и толстого металлопроката они непригодны.
-
Тускло золотистый оттенок.
 Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
-
Золотистый насыщенный цвет. Инструмент, имеющий подобный цвет, характеризуется повышенным качеством. Его сфера применения – сверление отверстий в толстостенных объектах из высокопрочных сталей.
В целом, преимуществом приобретения конусного ступенчатого сверла является экономия денежных средств. Ведь тогда отпадает необходимость покупки полного комплекта сверлильного инструмента.
Правила выбора
Осуществляя выбор сверл по металлу, нужно отталкиваться, прежде всего, от тех технологических задач, которые предстоит решить с их помощью. Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
-
качество материала изготовления;
-
соответствие конфигурации типовым размерам;
-
диаметр рабочего сегмента;
-
степень симметричности элементов конструкции;
-
цвет/оттенок поверхности;
-
репутация предприятия-производителя;
При выборе сверл нужно также принимать во внимание тип устройства, с помощью которого будут создаваться отверстия. Например, при необходимости высверливания гнезд с большим диаметром, обычно применяются низкооборотистые и, одновременно, мощные электродрели. Соответственно, подбирать сверла необходимо именно под такое оборудование.
Соответственно, подбирать сверла необходимо именно под такое оборудование.
Как сверлить
Последовательность этапов выполнения сверления указывается в технологической карте, и ее этапы следует неукоснительно соблюдать. Но в этом документе не оговорены важные особенности, знание которых позволит осуществить данную операцию качественно. Некоторые из них указаны ниже. В частности, нужно:
-
подводить сверло к накерненной точке, дождавшись, когда скорость его вращения достигнет заданной величины;
-
извлекать сверло из отверстия только при его вращении. Если в электродрели доступна опция по изменению скорости вращения, перед этим нужно установить минимальные обороты;
-
контролировать ход процедуры резания. Например, если сверление режущей кромкой не выполняется, делается вывод, что твердость материала заготовки превышает этот показатель режущего инструмента, и сверло требует замены;
-
когда работа ведется на ЧПУ-станках, необходимо контролировать корректность последовательности выполняемых операций – «умное» оборудование может сбоить;
При создании глухих отверстий целесообразно применение ограничителя сверла, позволяющего не допустить превышение глубины прохода. Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
На рисунке приняты такие обозначения:
-
«1» – само сверло;
-
«2» – ограничитель глубины отверстия;
-
«3» – патрон электродрели;
-
«4» – заданная глубина отверстия;
Заключение
В заключение стоит отметить, что стойкость сверла (это свойство определяется продолжительностью временного интервала между двумя соседними заточками) является характеристикой производной от уровня его охлаждения. Когда оно отсутствует, сверло очень быстро затупляется из-за того, что перегревшийся металл режущих кромок отпускается. В качестве охлаждающей жидкости в ходе сверления медьсодержащего сплава – латуни, изделий из красной меди, ковкого чугуна и всех марок стали, служит масло, обогащенное минералами. Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Что такое сверление? – Определение, процесс и советы
Что такое сверление?Сверление — это процесс резки, при котором сверло используется для вырезания отверстия круглого сечения в твердых материалах. Сверло обычно представляет собой вращающийся режущий инструмент, часто многогранный. Бита прижимается к заготовке и вращается со скоростью от сотен до тысяч оборотов в минуту. В результате режущая кромка прижимается к заготовке, что удаляет стружку из отверстия при сверлении.
При бурении горных пород отверстие обычно не делается круговым режущим движением, хотя долото обычно вращается. Вместо этого отверстие обычно делается путем забивания сверла в отверстие быстро повторяющимися короткими ударами.
Ударное воздействие может быть выполнено снаружи скважины (буровое долото с верхним ударником) или внутри ствола скважины (буровое долото глубинного типа, погружное буровое долото). Сверла, которые используются для горизонтального бурения, называются дрелью.
Связанный: Что такое сверлильный станок?
В редких случаях сверла специальной формы используются для вырезания отверстий с некруглым поперечным сечением; возможно квадратное сечение.
Процесс сверленияПросверленные отверстия характеризуются острой кромкой на входной стороне и наличием заусенцев на выходной стороне. Кроме того, внутри отверстия обычно имеются следы винтовой подачи.
Сверление может повлиять на механические свойства заготовки за счет создания низких остаточных напряжений вокруг отверстия отверстия и очень тонкого слоя высоконапряженного и нарушенного материала на вновь сформированной поверхности. Это приводит к тому, что заготовка становится более восприимчивой к коррозии и распространению трещин на нагруженной поверхности. Чтобы избежать этих неблагоприятных условий, можно выполнить чистовую операцию.
Чтобы избежать этих неблагоприятных условий, можно выполнить чистовую операцию.
Для рифленых сверл любая стружка удаляется через канавки. Стружка может образовывать длинные спирали или мелкие чешуйки, в зависимости от материала и параметров процесса. Тип образовавшейся стружки может быть показателем обрабатываемости материала, при этом длинная стружка указывает на хорошую обрабатываемость материала.
По возможности просверленные отверстия должны располагаться перпендикулярно поверхности заготовки. Это сводит к минимуму тенденцию бурового долота «гулять», то есть отклоняться от намеченной центральной линии отверстия, что приводит к смещению отверстия. Чем выше отношение длины к диаметру бурового долота, тем больше склонность к хождению. Склонность к ходьбе также подавляется различными другими способами, в том числе:
- Установка центрирующей метки или элемента перед сверлением, например:
- Отливка, литье или выковка метки на заготовке
- Пробивка центров
- Точечное сверление (т.
 е. центровое сверление)
е. центровое сверление)
- Точечная обработка, которая представляет собой механическую обработку определенного участка на отливке или поковке для создания точно расположенной поверхности на шероховатой поверхности.
Чистота поверхности при сверлении может составлять от 32 до 500 микродюймов. Чистовая обработка создаст поверхности размером около 32 микродюймов, а черновая обработка составит около 500 микродюймов.
Смазочно-охлаждающая жидкость обычно используется для охлаждения бурового долота, увеличения срока службы инструмента, увеличения скорости и подачи, улучшения чистоты поверхности и облегчения выброса стружки. Нанесение этих жидкостей обычно осуществляется путем заливки заготовки охлаждающей жидкостью и смазкой или путем распыления аэрозоля.
При принятии решения о том, какое сверло использовать, важно учитывать стоящую перед ним задачу и оценивать, какое сверло лучше всего выполнит эту задачу. Существует множество стилей упражнений, каждый из которых служит разным целям. Подземная буровая установка способна сверлить более одного диаметра. Перьевая дрель используется для сверления отверстий большего диаметра. Сменное сверло полезно для удаления стружки.
Существует множество стилей упражнений, каждый из которых служит разным целям. Подземная буровая установка способна сверлить более одного диаметра. Перьевая дрель используется для сверления отверстий большего диаметра. Сменное сверло полезно для удаления стружки.
Для большинства самодельщиков, вероятно, настанет время, когда вам придется просверлить отверстие в металле. Инструменты и методы, используемые для этого, почти так же разнообразны, как и различные типы металлов.
Сверлить металл не намного сложнее, чем сверлить дерево, но для этого требуются несколько иные методы и дополнительные материалы. Вы можете использовать любую переносную дрель (или сверлильный станок, если он у вас есть), а лучшие сверла — это те же самые стандартные сверла, которые также подходят для дерева.
Связанный: Что такое сверла?
Наиболее важными правилами сверления металла являются следование нескольким основным советам по безопасности и использование правильных методов, таких как медленное сверление во избежание перегрева. Те же методы работают для большинства металлических материалов, от листового металла до алюминия и толстых стальных листов.
Те же методы работают для большинства металлических материалов, от листового металла до алюминия и толстых стальных листов.
Вот 12 советов, которые сделают работу быстрой, легкой и безопасной.
1. Сверла, необходимые для сверления отверстий в металлеПочти любое спиральное сверло общего назначения подойдет для сверления отверстий в металле. Фактически, большинство сверл по металлу изготавливаются для сверления различных материалов, включая дерево и пластик. Самые дешевые спиральные насадки изготовлены из быстрорежущей стали (HSS), и эти базовые насадки отлично подходят для большинства задач по сверлению металла.
Если вы будете сверлить много отверстий или вам нужно просверлить твердые абразивные металлы, такие как нержавеющая сталь или чугун, потратьте еще пару долларов на черную окись или сверло из кобальтовой стали для металла. Эти биты просверлят больше отверстий, прежде чем затупятся.
Некоторые биты также имеют специальное покрытие, называемое нитридом титана (TIN), которое, по утверждению производителей, помогает лучше противостоять нагреву и трению, благодаря чему эти биты служат в шесть раз дольше, чем стандартные биты из быстрорежущей стали.
Достаточно одного крошечного металлического осколка, чтобы вызвать серьезную травму глаза, поэтому надлежащая защита глаз при сверлении металла является абсолютной необходимостью. Для лучшей защиты выбирайте защитные очки, закрывающие лицо по бокам.
3. Изготовление кернераСверла имеют тенденцию блуждать, когда вы только начинаете сверлить. Чтобы предотвратить это, измерьте и отметьте место, где вы хотите сделать отверстие, а затем используйте кернер и молоток, чтобы сделать небольшую ямку. Это дает кончику вашего сверла место, в которое можно въехать, когда вы начинаете сверлить.
4. Сверла со смазкой служат дольше Для сверления отверстий в стали толщиной 1/8 дюйма или более используйте смазочно-охлаждающую жидкость или универсальное масло, такое как 3-IN-ONE. Смазывание сверла снижает трение и накопление тепла, что облегчает бурение, а ваши сверла служат дольше.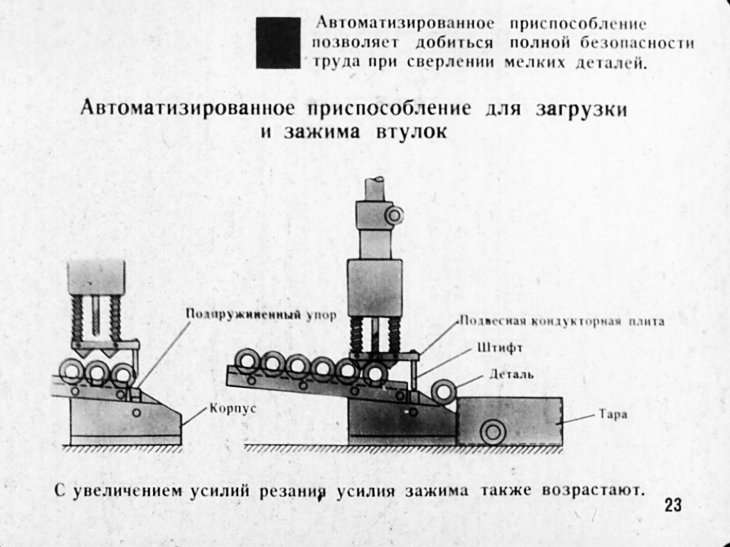 Для легко сверлимых металлов, таких как алюминий, латунь или чугун, смазка обычно не требуется.
Для легко сверлимых металлов, таких как алюминий, латунь или чугун, смазка обычно не требуется.
Никогда не держите металл одной рукой, пытаясь просверлить его другой рукой. Сверло по металлу может зацепиться, мгновенно заставив заготовку вращаться, ударять и резать (острые края металла врезаются в кость!). Всегда используйте как минимум два зажима, чтобы надежно удерживать заготовку.
6. Начните с маленького отверстияВам нужно большое отверстие? Начните с малого! Большинство спиральных насадок доступны в размерах до 1 дюйма в диаметре, но вы получите наилучшие результаты, начав с 1/4 дюйма. отверстие и сверлите последовательно большие отверстия с помощью сверла по металлу, пока не достигнете желаемого размера. Узнайте больше о том, какие спиральные сверла выбрать.
7. Удаление заусенцев с отверстия После сверления отверстия в металле рекомендуется удалить все острые края или заусенцы, оставшиеся после сверления. Вы можете купить причудливые инструменты для удаления заусенцев, чтобы сгладить острые края, но прежде чем тратить деньги на один, попробуйте этот трюк: возьмите спиральную насадку немного большего диаметра, чем отверстие, которое вы только что просверлили, и осторожно закрутите ее рукой поверх отверстия. Это сгладит края отверстия и удалит любые заусенцы.
Вы можете купить причудливые инструменты для удаления заусенцев, чтобы сгладить острые края, но прежде чем тратить деньги на один, попробуйте этот трюк: возьмите спиральную насадку немного большего диаметра, чем отверстие, которое вы только что просверлили, и осторожно закрутите ее рукой поверх отверстия. Это сгладит края отверстия и удалит любые заусенцы.
Для больших отверстий кольцевая пила выполняет работу чисто и быстро. Как и спиральные сверла, кольцевые пилы вставляются прямо в дрель и прорезают тонкие листовые металлы, такие как алюминий и сталь. Используйте кусок фанеры в качестве подложки для направляющей коронки кольцевой пилы и для защиты рабочей поверхности.
9. Дрель на медленной скорости Чем быстрее вращается бит, тем горячее становится. И жар быстро притупляет биты. В целом рекомендуется сверлить металл на как можно более низкой скорости сверлом по металлу.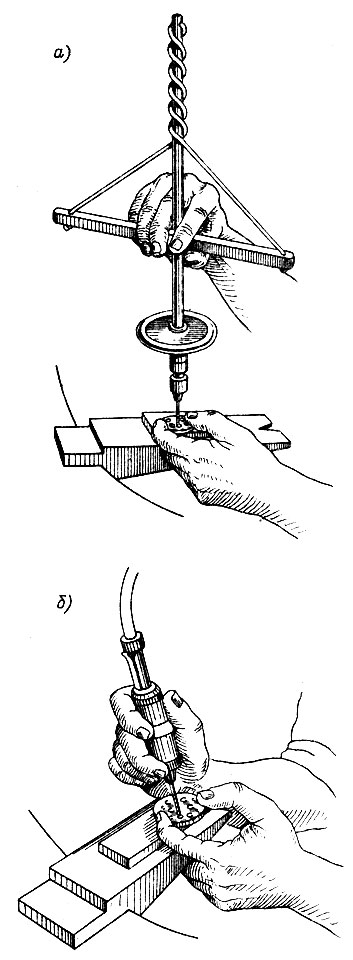 Твердые металлы, такие как сталь и более крупные сверла, требуют еще более низких скоростей. С небольшим спиральным сверлом (от 1/16 дюйма до 3/16 дюйма) вы можете сверлить большинство металлов со скоростью 3000 об/мин. Для более крупных спиральных долот (от 11/16 дюйма до 1 дюйма) рекомендуется от 350 до 1000 об/мин.
Твердые металлы, такие как сталь и более крупные сверла, требуют еще более низких скоростей. С небольшим спиральным сверлом (от 1/16 дюйма до 3/16 дюйма) вы можете сверлить большинство металлов со скоростью 3000 об/мин. Для более крупных спиральных долот (от 11/16 дюйма до 1 дюйма) рекомендуется от 350 до 1000 об/мин.
Для чистых и точных отверстий в тонком листе металла сделайте деревянный сэндвич. Просто вставьте лист металла между двумя кусками дерева и закрепите все на столе или верстаке. Деревянные «хлебные» слои сэндвича удерживают листовой металл плоским и предотвращают блуждание сверла при просверливании листового металла.
11. Попробуйте ступенчатое сверло Ступенчатые сверла предназначены для сверления отверстий в листовом металле и других тонких материалах. Это то, что вам нужно, когда вам нужно чистое отверстие идеального размера в стальной распределительной коробке, электрической сервисной панели или даже раковине из нержавеющей стали.
Ступенчатое сверло по металлу позволяет сверлить отверстия различного диаметра, а некоторые из них позволяют просверливать металл толщиной до 3/8 дюйма. Обратная сторона? Ступенчатые биты дороже, чем обычные биты.
12. Переходите на сверлильный станокХотя просверлить большинство отверстий в металле довольно легко, используя только ручную дрель, вы почти всегда получите большую точность и лучшие результаты, используя сверлильный станок. Большинство сверлильных станков на самом деле созданы для металлообработки. Потянув за рукоятку вниз, сверло погружается прямо в заготовку и делает очень точное отверстие.
Сверлильные станки также поставляются с массивными чугунными столами с регулировкой наклона и высоты и допускают различные варианты зажима. Для изменения скорости достаточно открыть крышку и переместить резиновый ремень с одного шкива на другой. Самые дорогие сверлильные станки — это напольные модели, но вы можете купить приличный настольный станок примерно за 100 долларов.
Часто задаваемые вопросы.
Что такое бурение?
Сверление — это процесс резания , при котором сверло используется для вырезания отверстия круглого сечения в твердых материалах . Сверло обычно представляет собой вращающийся режущий инструмент, часто многогранный. Вместо этого отверстие обычно делается путем забивания сверла в отверстие быстро повторяющимися короткими движениями.
Что такое сверление
Сверление — это процесс резания, в котором используется сверло для вырезания отверстия в круглом поперечном сечении в твердых материалах. Сверло обычно представляет собой вращающийся режущий инструмент, часто многогранный. Бита прижимается к заготовке и вращается со скоростью от сотен до тысяч оборотов в минуту.
Что такое дрель?
Сверло — это инструмент, используемый для проделывания круглых отверстий или забивания крепежных деталей. Он оснащен битой, либо дрелью, либо патроном. при этом популярность ручных устройств резко снижается, а количество беспроводных устройств с батарейным питанием растет. Сверла обычно используются в деревообработке, металлообработке, строительстве, производстве станков, строительстве и коммунальных услугах. Специально разработанные версии выполнены в виде миниатюрных приложений.
Он оснащен битой, либо дрелью, либо патроном. при этом популярность ручных устройств резко снижается, а количество беспроводных устройств с батарейным питанием растет. Сверла обычно используются в деревообработке, металлообработке, строительстве, производстве станков, строительстве и коммунальных услугах. Специально разработанные версии выполнены в виде миниатюрных приложений.
Буровые работы
Буровые работы Ваш номер посетителя с 30.03.02 Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии Операции: Сверление Сверление Облицовка
Накатка
Нарезание резьбы Резьба Токарная обработка Сверление: Сверление
Операции Подготовка к бурению СОЖ Центр
Сверление Сверление отверстия Измерение глубины сверления Deep
и глухие отверстия Если вы еще этого не сделали, прочтите Отказ от ответственности
и страницы безопасности, прежде чем продолжить Выравнивание между передней и задней бабками
токарный станок позволяет сверлить отверстия, которые точно центрированы в цилиндрической части
запас. Перед тем, как просверлить торец заготовки, следует
сначала повернитесь лицом к концу, как описано в разделе операций по обращению с лицом.
Следующий шаг — просверлить отверстие с помощью центрирующего сверла — жесткого короткого сверла с
короткий совет. Если вы попытаетесь просверлить отверстие без предварительного сверления центра, сверло
почти наверняка отклоняются от центра, создавая отверстие, которое слишком велико и смещено. Мы
ненавижу это! Центровочные сверла бывают разных размеров, например №00, №0, №1 –
№ 5 и т. д. Вы можете приобрести наборы № 1– № 5 менее чем за 5 долларов США по распродаже у нескольких поставщиков. Перед сверлением необходимо убедиться, что сверлильный патрон
прочно сидит в задней бабке. Выберите центрирующее сверло диаметром, аналогичным диаметру
отверстие, которое вы собираетесь сверлить. Вставьте центрирующее сверло в кулачки патрона задней бабки.
и затягивайте патрон до тех пор, пока кулачки не начнут захватывать сверло. Поскольку целью является
сделайте сверло как можно более жестким, вы не хотите, чтобы оно выходил очень далеко от кончика
челюсти. Поверните сверло, чтобы оно встало на место, и удалите металлическую стружку или другой мусор, который может
предотвратить правильную посадку сверла. Теперь затяните патрон. Хорошей практикой является использование 2
или 3 отверстия для ключа патрона, чтобы обеспечить равномерную затяжку (но все три может оказаться невозможным
достичь, учитывая тесные рамки 7×10). Сдвиньте заднюю бабку по направляющим до конца
центральное сверло находится примерно на 1/4 дюйма от конца заготовки и затяните заднюю бабку.
зажимная гайка. Рычаг блокировки плунжера задней бабки должен быть плотно прижат – недостаточно, чтобы
препятствовать движению ползуна, но достаточно для того, чтобы ползун был максимально жестким. Если я не работаю с латунью, я почти всегда использую
жидкость при бурении. Особенно это помогает при работе с алюминием, который имеет тенденцию цепляться за сверло.
для обеспечения ровного и точного отверстия. Я использую смазочно-охлаждающую жидкость марки Tap Magic, но есть
доступны несколько других отличных брендов. Вам нужно всего несколько капель за раз, поэтому
длиться долго. Я использую небольшую бутылочку с игольчатым наконечником, чтобы нанести жидкость на работу. Включите токарный станок и установите скорость около 600 об/мин. Использовать
рукоятку задней бабки, чтобы медленно продвигать сверло в конец заготовки и продолжать
до тех пор, пока коническая часть центрирующего сверла не войдет примерно на 3/4 пути в
заготовка. Это все, что вам нужно сделать с центрирующим сверлом, поскольку его цель
просто сделать стартовое отверстие для обычной дрели. Выверните центральное сверло и остановите
токарный станок. Ослабьте зажимную гайку задней бабки и сдвиньте заднюю бабку назад
до конца путей. Выньте центральное сверло из патрона и вставьте обычное сверло.
и затяните его в патроне. Сдвиньте заднюю бабку, пока кончик сверла не
1/4 дюйма от заготовки, а затем зафиксируйте заднюю бабку. После продвижения сверла примерно в два раза по его диаметру верните его назад
из отверстия и с помощью щетки удалите металлическую стружку с наконечника сверла. Добавить
еще несколько капель смазочно-охлаждающей жидкости, если необходимо, затем продолжите сверление, поддерживая сверло задним ходом.
для удаления стружки примерно через каждые 2 диаметра глубины. Если вы не просверливаете полностью довольно короткий
заготовке, как правило, вам понадобится способ измерения глубины отверстия, чтобы вы могли
остановиться на нужной глубине. Одна из первых принадлежностей, которую я сделал на токарном станке, — это простая
глубиномер – просто небольшой латунный цилиндр со стопорным винтом, который скользит по заготовке. Другим способом измерения глубины является использование градуированной шкалы.
маркировка на стволе задней бабки. Однако их не так просто увидеть. Если вам нужна настоящая точность, Варминт Эл придумал отличный
идея установить 1-дюймовый циферблат
индикатор на задней бабке. Наконечник ДИ касается пластиковой пластины, установленной
на штоке задней бабки. DI крепится болтами к отверстию 1/4-20, просверленному сбоку и с резьбой.
задней бабки. Если вы сделаете этот мод на своем токарном станке, снимите шток с задней бабки.
перед тем, как просверлить монтажное отверстие для DI, чтобы избежать сверления плунжера. Сверление глубоких отверстий, глухих отверстий
и большие отверстия В мире металлоконструкций «глубокая» дыра — это любая
отверстие более чем в 3 раза больше диаметра сверла. Глухая дыра – это та, в которой ты не
просверливание заготовки насквозь; то есть нижний конец закрыт. критический
Суть при сверлении таких отверстий заключается в том, чтобы часто полностью выдвигать сверло из отверстия.
чтобы стружка вылетела из отверстия. Вам нужно повторять это каждый раз
вы продвигаете сверло примерно в два раза по его диаметру. Несоблюдение этой процедуры
приведет к тому, что стружка застрянет в отверстии, приварится к сверлу и создаст отверстие с
неровный и грубый диаметр. Смазочно-охлаждающая жидкость также поможет предотвратить прилипание стружки к
сверло или стороны отверстия. Большие отверстия соотносятся с размером машины и для
на мини-токарном станке я считаю отверстие больше 3/8 дюйма «большим». Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии Операции: Сверление Сверление Облицовка
Накатка
Нарезание резьбы Резьба Токарная обработка Что такое открытый доступ? Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. Наши авторы и редакторы Мы являемся сообществом из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей. Оповещения о содержимом Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen Как это работаетУправление предпочтениями Контакты Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь: Карьера: Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций. Глава в открытом доступе, рецензируемая экспертамиth, 2021 DOI: 10.5772/intechopen.96497 Из отредактированного тома Под редакцией Маджида Толуэй-Рада
529 Глава Загрузка Посмотреть полные показатели Рекламное объявление Сверление является жизненно важным процессом механической обработки во многих отраслях промышленности.
 Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было
не слишком хорошо получается.
Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было
не слишком хорошо получается.
Подготовка к сверлению  С оправкой патрона, свободно вставленной в заднюю бабку
отверстия, проверните заднюю бабку примерно на 1/2 дюйма. Зафиксируйте заднюю бабку в направляющих, затем
твердо задвиньте патрон к задней бабке, чтобы прочно зафиксировать оправку в пазе Морзе.
конусность задней бабки. (Патрон снимается с задней бабки путем проворачивания задней бабки
тараньте назад, пока вал не будет выбит).
С оправкой патрона, свободно вставленной в заднюю бабку
отверстия, проверните заднюю бабку примерно на 1/2 дюйма. Зафиксируйте заднюю бабку в направляющих, затем
твердо задвиньте патрон к задней бабке, чтобы прочно зафиксировать оправку в пазе Морзе.
конусность задней бабки. (Патрон снимается с задней бабки путем проворачивания задней бабки
тараньте назад, пока вал не будет выбит). 
СОЖ  Бутылка изначально содержала легкое масло и была приобретена в Home Depot.
Бутылка изначально содержала легкое масло и была приобретена в Home Depot.
Центральное сверление
Сверление отверстия  Нанесите несколько капель
Смазочно-охлаждающая жидкость на кончике сверла, затем запустите токарный станок и просверлите заготовку.
как и прежде, от 400 до 600 об/мин.
Нанесите несколько капель
Смазочно-охлаждающая жидкость на кончике сверла, затем запустите токарный станок и просверлите заготовку.
как и прежде, от 400 до 600 об/мин.
Измерение глубины сверления  буровой штанги 1/16 дюйма длиной около 3 дюймов. Это очень удобно для проверки глубины
отверстия. Вы можете использовать правило магазина, чтобы установить латунный ползунок на желаемую глубину, а затем заблокировать
он на месте с маленьким установочным винтом.
буровой штанги 1/16 дюйма длиной около 3 дюймов. Это очень удобно для проверки глубины
отверстия. Вы можете использовать правило магазина, чтобы установить латунный ползунок на желаемую глубину, а затем заблокировать
он на месте с маленьким установочным винтом. 
 Если вы
попробуйте просверлить большое отверстие, скажем, 1/2 дюйма, начиная со сверла 1/2 дюйма, у вас может не получиться
хорошее чистое отверстие, потому что слишком много материала удаляется за один раз. это
отверстие лучше сверлить поэтапно, начиная, скажем, со сверла 5/16″, затем
3/8″ и так далее, пока не дойдете до сверла 1/2″ для последнего прохода. Этот
Таким образом, большое сверло удаляет только небольшое количество материала по периметру
отверстие и будет гораздо легче сделать работу.
Если вы
попробуйте просверлить большое отверстие, скажем, 1/2 дюйма, начиная со сверла 1/2 дюйма, у вас может не получиться
хорошее чистое отверстие, потому что слишком много материала удаляется за один раз. это
отверстие лучше сверлить поэтапно, начиная, скажем, со сверла 5/16″, затем
3/8″ и так далее, пока не дойдете до сверла 1/2″ для последнего прохода. Этот
Таким образом, большое сверло удаляет только небольшое количество материала по периметру
отверстие и будет гораздо легче сделать работу. Анализ эффективности буровых работ для повышения производительности
 На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Abstract
 Автомобильная и аэрокосмическая промышленность относятся к тем отраслям, которые производят миллионы отверстий, где производительность, качество и точность просверленных отверстий играют жизненно важную роль в их успехе. Поэтому правильный подбор станков и оборудования, режущего инструмента и параметров пагубно влияет на достижение требуемой точности размеров и шероховатости поверхности. Впоследствии это помогает отраслям добиваться успеха и увеличивать срок службы своей продукции. В этой главе представлено введение в процесс сверления в обрабатывающей промышленности, который помогает повысить качество и производительность операций сверления металлических материалов. Объясняются преимущества использования многошпиндельных головок для повышения производительности и качества просверливаемых отверстий. Представлен анализ отверстий, выполненных многошпиндельной головкой на алюминиевых сплавах Al2024, Al6061 и Al5083, в сравнении с традиционным однократным сверлением. Также исследуется и обсуждается влияние использования инструментов из твердого сплава и быстрорежущей стали без покрытия для получения высококачественных отверстий на образование наростов и заусенцев.
Автомобильная и аэрокосмическая промышленность относятся к тем отраслям, которые производят миллионы отверстий, где производительность, качество и точность просверленных отверстий играют жизненно важную роль в их успехе. Поэтому правильный подбор станков и оборудования, режущего инструмента и параметров пагубно влияет на достижение требуемой точности размеров и шероховатости поверхности. Впоследствии это помогает отраслям добиваться успеха и увеличивать срок службы своей продукции. В этой главе представлено введение в процесс сверления в обрабатывающей промышленности, который помогает повысить качество и производительность операций сверления металлических материалов. Объясняются преимущества использования многошпиндельных головок для повышения производительности и качества просверливаемых отверстий. Представлен анализ отверстий, выполненных многошпиндельной головкой на алюминиевых сплавах Al2024, Al6061 и Al5083, в сравнении с традиционным однократным сверлением. Также исследуется и обсуждается влияние использования инструментов из твердого сплава и быстрорежущей стали без покрытия для получения высококачественных отверстий на образование наростов и заусенцев.
Ключевые слова
Поэтому анализ и совершенствование этого процесса имеют большое значение для повышения производительности и конкурентоспособности, где многие существующие исследования сообщают об оптимизации и улучшении этого процесса [1, 2]. Есть много машин, которые выполняют операции сверления, включая специальные сверлильные станки, токарные станки, фрезерные станки, обрабатывающие центры и станки специального назначения. Процесс сверления широко и интенсивно используется в промышленности, на него приходится большая часть общего времени и затрат на обработку. Таким образом, бурение играет важную экономическую роль в промышленности, где оно вносит огромный вклад в изготовление различных промышленных деталей [3].

Процессы изготовления отверстий с использованием операций сверления находятся в центре внимания многих научных исследований, в ходе которых был достигнут значительный прогресс. Однако по мере развития технологий и внедрения новых инструментов и оборудования требуются дальнейшие исследования для повышения производительности и эффективности этой важной операции, которая составляет основу деятельности во многих отраслях промышленности [4, 5]. Например, теплообменники ядерных энергоцентров требуют до 16 000 отверстий в одном теплообменнике для сборки с холодильными трубами [6]. Другие примеры включают автомобильную промышленность, где процесс сверления формирует до 40% всего удаляемого материала [7], или аэрокосмическую промышленность, где для соединения различных частей фюзеляжа самолета требуются миллионы отверстий [8]. Подсчитано, что в одном крыле Airbus A380 требуется 750 000 отверстий, а для производства типичного коммерческого самолета требуется 1,5–3 миллиона отверстий [7]. Кроме того, для крупных кораблей требуется более миллиона заклепок [9].] где бурение является основным процессом. Поэтому правильный выбор станков и оборудования, режущего инструмента и параметров имеет важное значение для достижения требуемой производительности, точности размеров и шероховатости поверхности. Впоследствии это помогает отраслям добиться успеха и увеличить срок службы своей продукции.
Кроме того, для крупных кораблей требуется более миллиона заклепок [9].] где бурение является основным процессом. Поэтому правильный выбор станков и оборудования, режущего инструмента и параметров имеет важное значение для достижения требуемой производительности, точности размеров и шероховатости поверхности. Впоследствии это помогает отраслям добиться успеха и увеличить срок службы своей продукции.
Реклама
2. Процесс сверления
В процессе сверления отверстия образуются при вращении цилиндрического инструмента относительно заготовки, где используется инструмент, называемый сверлом, как показано на рисунке 1 [10, 11]. Процесс бурения включает три этапа: этап начала и центрирования, этап полного бурения и этап прорыва [12]. На первом этапе требуется точное положение отверстия, тогда как второй этап приводит к полному зацеплению сверла, а последний этап включает в себя прохождение сверла через нижнюю сторону заготовки, где операция останавливается [13]. .
.
Рис. 1.
Номенклатура стандартных спиральных сверл [11].
Отверстие в процессе сверления может быть создано во многих формах, включая глухие и сквозные отверстия, как показано на рис. 2. Глухие отверстия сверлятся на определенную глубину, в то время как сквозные отверстия относятся к условию, когда сверло проходит через материала и выходит из заготовки с другой стороны [13].
Рис. 2.
Процесс сверления: (а) глухие отверстия (б) сквозные отверстия [10].
Как правило, соотношение глубины к диаметру 5:1 или больше обычно достигается с помощью спиральных сверл, где это соотношение может быть удвоено при использовании высокопроизводительных спиральных сверл, оснащенных системами подачи СОЖ через инструмент. Это соотношение может быть увеличено примерно до 20:1 при использовании специальных инструментов для глубокого сверления, оснащенных сквозной системой охлаждения. Хотя в этой главе основное внимание уделяется использованию спиральных сверл, стоит отметить, что отношение глубины к диаметру 100:1 или более достижимо на станках для ружейного сверления со сквозной системой охлаждения инструмента. В отличие от обычных операций сверления, на ружейно-сверлильных станках режущий инструмент и заготовка вращаются в противоположных направлениях и с разной скоростью вращения, что значительно улучшает прямолинейность получаемого глубокого отверстия [14].
Это соотношение может быть увеличено примерно до 20:1 при использовании специальных инструментов для глубокого сверления, оснащенных сквозной системой охлаждения. Хотя в этой главе основное внимание уделяется использованию спиральных сверл, стоит отметить, что отношение глубины к диаметру 100:1 или более достижимо на станках для ружейного сверления со сквозной системой охлаждения инструмента. В отличие от обычных операций сверления, на ружейно-сверлильных станках режущий инструмент и заготовка вращаются в противоположных направлениях и с разной скоростью вращения, что значительно улучшает прямолинейность получаемого глубокого отверстия [14].
Реклама
3. Условия резания в процессе сверления
Условия резания в значительной степени определяют успех любой операции сверления. Основные условия резания включают скорость резания, скорость подачи, скорость съема материала и время обработки, как описано в этом разделе ниже.
3.1 Скорость вращения шпинделя и скорость резания
Скорость вращения шпинделя – это скорость вращения, измеряемая в об/мин и рассчитываемая с помощью тахометра в процессе сверления. Скорость шпинделя используется для расчета желаемой скорости резания, определяемой как расстояние, пройденное каждой режущей кромкой на поверхности заготовки при резке материала. Следовательно, скорость резания при сверлении рассчитывается по формуле.
Скорость шпинделя используется для расчета желаемой скорости резания, определяемой как расстояние, пройденное каждой режущей кромкой на поверхности заготовки при резке материала. Следовательно, скорость резания при сверлении рассчитывается по формуле.
v=πdn1000E1
где v — скорость резания в м/мин, π = 3,14, d — диаметр режущего инструмента в мм, а n — скорость шпинделя в об/мин.
3.2 Подача и подача
В процессе сверления подача указывается в мм/об. Скорость подачи, которая представляет собой скорость линейного перемещения в мм/мин, может регулироваться удобной системой, когда подача умножается на скорость шпинделя. Следовательно, скорость подачи можно найти как.
fr=fnE2
где fr — скорость подачи в мм/мин, f — подача в мм/об, n — скорость шпинделя в об/мин.
3.3 Скорость съема материала
Скорость съема материала можно рассматривать как показатель для определения эффективности процесса обработки. В процессе сверления удаление материала достигается [15].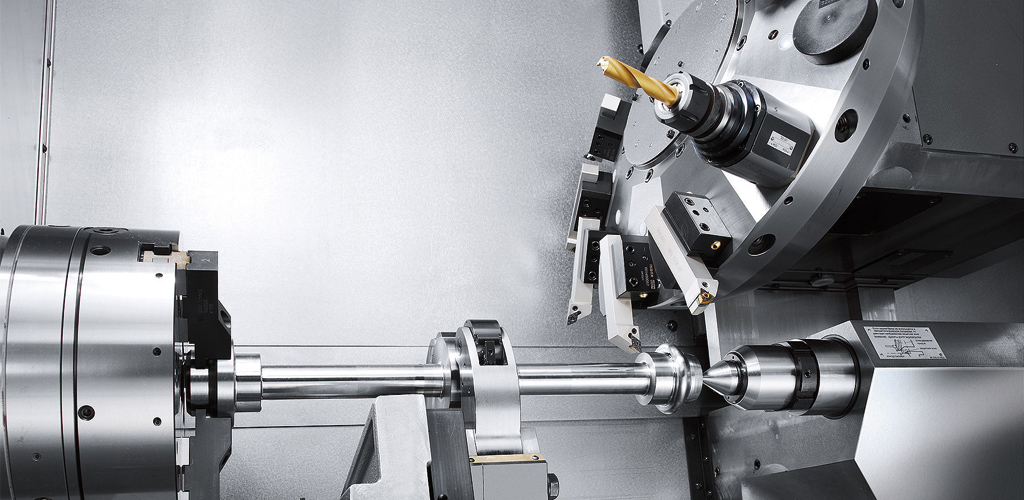
Mrr=π4d2frE3
где Mrr — скорость съема материала в мм 3 , d — диаметр сверла в мм, а fr — скорость подачи в мм/мин.
3.4 Время сверления
Время сверления — это время, в течение которого инструмент задействован от начала образования стружки до конца непрерывной обработки. Любая пауза во время этого процесса, как запланированная, так и незапланированная, не включается в это время. Время бурения в минутах для сквозных отверстий можно определить по [15].
Tm=LfrE4
где T м — время сверления в минутах, L — расстояние, проходимое режущим инструментом в мм, а fr — скорость подачи в мм/мин.
Следует отметить, что сверло должно пройти расстояние L (см. рис. 2), которое состоит из требуемой глубины отверстия плюс допуск на угол при вершине инструмента A, определяемый формулой.
A=d2tan90−θ2E5
где A — припуск в мм, d — диаметр сверла в мм, а θ — угол при вершине инструмента в градусах.
Реклама
4. Алюминиевые сплавы
Алюминий и его сплавы очень привлекательны для многих отраслей промышленности благодаря своему уникальному сочетанию свойств с выдающимися инженерными приложениями в различных отраслях промышленности [16, 17]. Алюминий имеет низкую плотность, достаточно высокую прочность, высокую пластичность, высокую тепло- и электропроводность, хорошую стойкость к окислению и коррозии, прост в производстве и имеет относительно низкую стоимость [18].
Высокая удельная прочность алюминиевых сплавов делает их пригодными для широкого применения в морской, автомобильной и аэрокосмической промышленности [19].]. Различные марки алюминиевых сплавов, используемых в авиационной промышленности, можно найти в ссылке [5]. Алюминий и его сплавы также используются в бытовой технике, строительстве, электротехнической, электронной, упаковочной промышленности и т. д. [16, 19].
Алюминиевые сплавы подразделяются на обрабатываемые и литейные. Сплавы алюминия, которые подвергаются горячей или холодной механической обработке, называются обрабатываемыми сплавами, а сплавы, форма которых получается в процессе литья, известны как литые сплавы [19].].
Сплавы алюминия, которые подвергаются горячей или холодной механической обработке, называются обрабатываемыми сплавами, а сплавы, форма которых получается в процессе литья, известны как литые сплавы [19].].
Алюминиевые сплавы обычно считаются более поддающимися механической обработке, чем сплавы черных металлов; однако их пластичная природа приводит к высоким усилиям при обработке, плохой шероховатости поверхности и затрудненному контролю над стружкой, в то время как материалы с твердыми частицами могут вызывать высокий износ инструмента [19].
Объявление
5. Многошпиндельное сверление для повышения производительности
Многошпиндельное сверление используется в обрабатывающей промышленности для повышения производительности, поскольку они могут сверлить множество отверстий одновременно, что значительно сокращает время обработки. Многошпиндельная или полисверлильная головка обеспечивает высокую точность межцентрового расстояния и во многих случаях устраняет необходимость использования сверлильных приспособлений, что еще больше сокращает время и стоимость сверления.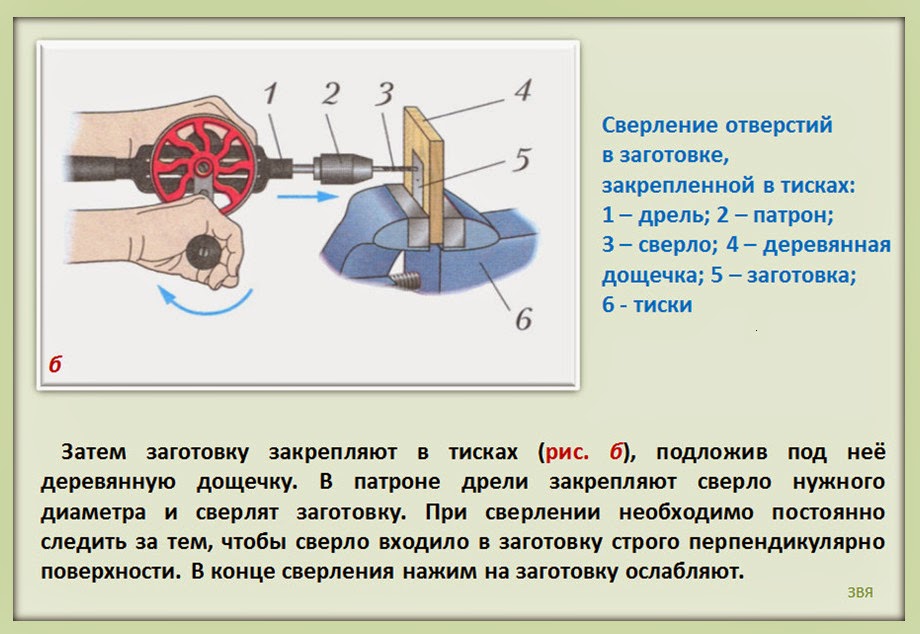 Поэтому на современном конкурентном рынке важно производить большое количество продукции в нужное время с высоким качеством и с минимальными затратами, где использование многошпиндельной буровой головки является одним из способов достижения этой цели. Многошпиндельная сверлильная головка может одновременно сверлить от двух до десяти и более отверстий в одной плоскости [20]. Многошпиндельная сверлильная головка производит ряд отверстий одинакового качества наиболее экономичным способом, обеспечивая высокий уровень автоматизации при небольших инвестициях [21].
Поэтому на современном конкурентном рынке важно производить большое количество продукции в нужное время с высоким качеством и с минимальными затратами, где использование многошпиндельной буровой головки является одним из способов достижения этой цели. Многошпиндельная сверлильная головка может одновременно сверлить от двух до десяти и более отверстий в одной плоскости [20]. Многошпиндельная сверлильная головка производит ряд отверстий одинакового качества наиболее экономичным способом, обеспечивая высокий уровень автоматизации при небольших инвестициях [21].
Технология многошпиндельного сверления используется для повышения производительности при одновременном сокращении времени обработки в рабочих условиях, когда необходимо просверлить большое количество близко расположенных отверстий. Хорошим примером этого является изготовление фюзеляжа самолета и строительство металлических мостов, где требуется большое количество отверстий для клепки. На рис. 3 показан участок моста Золотые Ворота, построенный с использованием большого количества заклепок. Подсчитано, что в этой конструкции используется около 600 000 заклепок [22].
Подсчитано, что в этой конструкции используется около 600 000 заклепок [22].
Рис. 3.
Тысячи заклепок используются в конструкции моста Золотые Ворота, Сан-Франциско, США.
Многошпиндельные или полисверлильные головки устанавливаются на станок для одновременного выполнения множества операций [23]. Многошпиндельные сверлильные головки бывают фиксированными или гибкими. Позиции инструмента в фиксированных многошпиндельных сверлильных головках не могут изменяться. Тогда как в гибком типе положения инструментов можно регулировать по мере необходимости в определенном диапазоне [24]. На рис. 4 показана регулируемая 3-шпиндельная бурильная головка [25]. Важность использования этой сверлильной головки вместо одного сверла заключается в возможности получения высококачественных просверленных отверстий, отказе от сверлильного кондуктора для поддержания высокого допуска между центрами, меньшем количестве брака, сокращении времени обработки, увеличении норму прибыли и меньшую утомляемость оператора [26]. Поэтому стоит отметить, что использование многошпиндельного сверления является отличным выбором для повышения производительности и сокращения времени обработки для обрабатывающих производств, требующих изготовления большого количества отверстий с жесткими допусками. Таким образом, преимущества использования многошпиндельной головки перечислены ниже [23]:
Поэтому стоит отметить, что использование многошпиндельного сверления является отличным выбором для повышения производительности и сокращения времени обработки для обрабатывающих производств, требующих изготовления большого количества отверстий с жесткими допусками. Таким образом, преимущества использования многошпиндельной головки перечислены ниже [23]:
Увеличение производительности более высокими темпами
Выполнение нескольких операций за один цикл
Время на одно отверстие равно времени на несколько отверстий
Многошпиндельное сверление обеспечивает точность позиционирования
Устранение или сокращение потребности в буровых кондукторах
Меньше брака по контролю качества
Простота установки и использования в любом месте
Простота в эксплуатации и низкие эксплуатационные расходы
Простая и надежная конструкция
Рис.
 4.
4.Регулируемая 3-шпиндельная буровая головка [25].
5.1 Режущие механизмы при сверлении алюминия
В процессе механической обработки, когда инструмент проникает внутрь металлической заготовки, он производит внутреннее срезающее действие в металле, где металл подвергается сильному напряжению. Это приводит к тому, что металл пластически деформируется и течет в виде стружки при превышении предела прочности металла на сдвиг [27]. В процессе сверления осевая сила представляет собой перпендикулярную силу к заготовке во время ее поступательного движения, в то время как крутящий момент исходит от шпинделя станка для вращения инструмента во время операции сверления. Другие силы при бурении не имеют значения, так как они малы по сравнению с силой тяги [28]. Следует отметить, что высокие силы резания влияют на качество отверстия и стойкость инструмента [29]. ]. Силы, возникающие при сверлении металлов, одинаковы, если толщина необработанной стружки постоянна [30].
]. Силы, возникающие при сверлении металлов, одинаковы, если толщина необработанной стружки постоянна [30].
Экспериментальные исследования показали, что осевое усилие, создаваемое при многошпиндельном сверлении, выше, чем при однократном сверлении алюминиевого сплава Al5083 [31]. Более высокая сила тяги возникает из-за комбинации более чем одного инструмента, работающего одновременно за один проход. Однако по результатам экспериментов сделан вывод о том, что среднее значение осевого усилия всех инструментов на один инструмент при многошпиндельном бурении было несколько ниже, чем осевое усилие, возникающее при одиночном сверлении [31]. Помимо силы тяги, еще одним важным параметром в процессе бурения является повышение температуры резания [32]. Более высокая температура резания повышает пластичность материала, что приводит к образованию длинной стружки, что отрицательно сказывается на качестве отверстия [33]. Высокая температура также может усилить химическое взаимодействие между алюминием и покрытием инструмента, ответственное за межатомную диффузию [34]. Температура резания увеличивается из-за тепловыделения, что является результатом увеличения скорости резания [35].
Температура резания увеличивается из-за тепловыделения, что является результатом увеличения скорости резания [35].
Кроме того, при обработке пластичных материалов, таких как алюминий, существует вероятность получения непрерывной стружки из-за пластической деформации пластичной природы. Другими факторами, способствующими образованию непрерывной стружки, являются высокая скорость резания, острая режущая кромка и т. д. С непрерывной стружкой нелегко обращаться и утилизировать, поскольку она может запутаться в инструменте и создать проблемы для оператора. Кроме того, когда поверхность инструмента находится в контакте в течение длительного времени, это приводит к большему теплу от трения и влияет на обработку. Следовательно, прерывистая и сегментированная стружка создает меньшее трение между инструментом и стружкой; следовательно, в результате улучшается качество поверхности и повышается безопасность оператора [27].
5.2 Регулировка режущего инструмента и шпинделя при многошпиндельном сверлении алюминиевых сплавов
Как упоминалось ранее, наилучшие результаты в процессе сверления достигаются при использовании соответствующих режущих инструментов, где используются правильные условия процесса для снижения уровня повреждений. насколько это возможно [27]. Наиболее часто используемым сверлом является спиральное сверло, как показано на рисунке 1, которое представляет собой промышленный стандарт [36]. Важными характеристиками спирального сверла являются угол при вершине, задний угол, угол кромки долота, диаметр сверла, толщина перемычки, передний угол и т. д. Передний угол в сверлах определяется как угол подъема спирали [13]. Для лучшего качества отверстия и меньшего износа инструмента рекомендуются большой угол при вершине и большой угол подъема спирали [37]. Большой угол при вершине также способствует получению более тонкой стружки при обработке алюминиевых сплавов [38]. Однако угол при вершине следует выбирать исходя из содержания кремния в алюминиевых сплавах [39].].
насколько это возможно [27]. Наиболее часто используемым сверлом является спиральное сверло, как показано на рисунке 1, которое представляет собой промышленный стандарт [36]. Важными характеристиками спирального сверла являются угол при вершине, задний угол, угол кромки долота, диаметр сверла, толщина перемычки, передний угол и т. д. Передний угол в сверлах определяется как угол подъема спирали [13]. Для лучшего качества отверстия и меньшего износа инструмента рекомендуются большой угол при вершине и большой угол подъема спирали [37]. Большой угол при вершине также способствует получению более тонкой стружки при обработке алюминиевых сплавов [38]. Однако угол при вершине следует выбирать исходя из содержания кремния в алюминиевых сплавах [39].].
Экспериментальные исследования, выполненные в ссылках [31, 40], показали, что инструменты, используемые для многошпиндельного сверления, дают меньшее образование наростов по сравнению с процессом одиночного сверления алюминиевого сплава Al5083 из-за различий в размере стружки без покрытия Высокая Использовались сверла Speed Steel (HSS) с углом при вершине 118° и размером 6 мм. Эксперименты проводились с использованием обычного фрезерного станка как для одношпиндельного, так и для многошпиндельного процессов сверления, применялись одни и те же параметры и условия сверления. Для процесса многошпиндельного сверления использовалась многосверлильная головка SUNHER, как показано на рис. 5.
Эксперименты проводились с использованием обычного фрезерного станка как для одношпиндельного, так и для многошпиндельного процессов сверления, применялись одни и те же параметры и условия сверления. Для процесса многошпиндельного сверления использовалась многосверлильная головка SUNHER, как показано на рис. 5.
Рис. 5.
Трехшпиндельная многошпиндельная сверлильная головка Suhner, установленная на обычном фрезерном станке (любезно предоставлено: Университет Эдит Коуэн, Австралия).
Эксперименты по многошпиндельному сверлению были дополнительно расширены, и сверла из быстрорежущей стали без покрытия были испытаны на алюминиевом сплаве Al2024 и сравнены со сверлами из твердого сплава без покрытия с углом при вершине 140° и диаметром 6 мм. Помимо алюминиевого сплава Al2024, 6 мм твердосплавные сверла без покрытия также использовались для многошпиндельного сверления алюминиевых сплавов Al5083 и Al6061.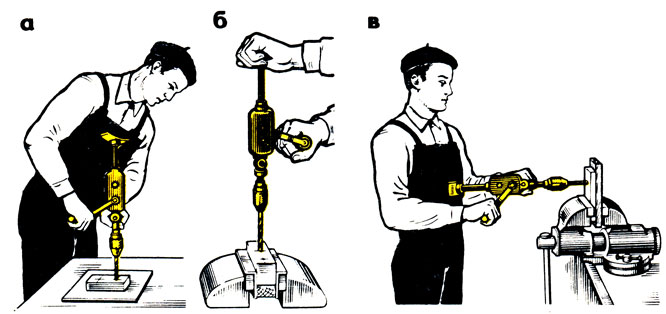 Кроме того, для сравнения различных межцентровых расстояний шпинделя в процессе многошпиндельного сверления использовались твердосплавные сверла диаметром 6 мм. Кроме того, также было проведено сравнение 6-мм и 10-мм твердосплавных сверл без покрытия с одинаковым углом при вершине 140° [41, 42].
Кроме того, для сравнения различных межцентровых расстояний шпинделя в процессе многошпиндельного сверления использовались твердосплавные сверла диаметром 6 мм. Кроме того, также было проведено сравнение 6-мм и 10-мм твердосплавных сверл без покрытия с одинаковым углом при вершине 140° [41, 42].
В целом, твердосплавные сверла без покрытия рекомендуются для многошпиндельного сверления алюминия по сравнению со сверлами из быстрорежущей стали без покрытия из-за высокого образования наростов из-за их умеренной прочности, как показано на рис. 6. Диаметр сверла существенных изменений, влияющих на качество отверстий, не наблюдалось; однако сверло большего размера покрывало большую площадь поперечного сечения, что приводило к более высокой силе тяги и образованию более крупной стружки. Таким образом, при меньшем размере сверла достигается более легкое разрушение стружки и удаление стружки. Кроме того, больший угол при вершине 140° по сравнению с 118° обеспечил лучшее качество отверстия, но не повлиял на размер или форму стружки.
Рис. 6.
Состояние инструмента после сверления различных типов алюминиевых сплавов с использованием многошпиндельной сверлильной головки.
Состояние инструмента на рис. 6 также показывает, что при сверлении алюминиевого сплава Al5083 образовался большой нарост, что и ожидалось из-за низкого содержания кремния, где это согласуется с исследованием, проведенным Акьюзом [43], в котором сплавы с низким содержанием кремния дают высокий нарост на кромке. Кроме того, низкое значение твердости материала, используемого в этой операции, может быть еще одной причиной высокого образования наростов, поскольку сплавы с низкими значениями твердости имеют высокую тенденцию к образованию наростов [44].
Многошпиндельное сверление удобно тем, что позволяет легко настраивать инструменты. В зависимости от типа и использования инструменты многошпиндельной головки можно установить в любое положение без ущерба для результатов, что не только повышает производительность с высокой скоростью, но и позволяет получать высококачественные отверстия. Это выполняется в одно и то же время, в то время как при однозаходном однократном сверлении производится только одно отверстие без ущерба для качества отверстия.
Это выполняется в одно и то же время, в то время как при однозаходном однократном сверлении производится только одно отверстие без ущерба для качества отверстия.
5.3 Оценка качества просверленных отверстий при многошпиндельном сверлении алюминия
В любом процессе сверления важно обеспечить получение без повреждений и точных отверстий, чтобы избежать брака деталей [45]. Например, низкое качество отверстий наблюдается в 60 % компонентов летательных аппаратов [5], что, безусловно, является сложной проблемой. Следовательно, необходимо контролировать количество забракованных деталей путем преодоления проблем, связанных с процессом сверления, особенно с качеством просверленных отверстий [45]. Некачественное отверстие может создавать области сосредоточенных напряжений, повышающих вероятность образования усталостных трещин, что снижает надежность изделий [46]. Желаемое качество отверстия при бурении может быть достигнуто за счет правильного выбора параметров процесса бурения, соответствующих режущих инструментов и настройки станка [47].
В экспериментальном исследовании Aamir et al. [31] процесс одиночного сверления сравнивали с одновременным многошпиндельным сверлением алюминиевого сплава Al5083 с использованием инструмента из быстрорежущей стали без покрытия. Диаметр сверла составлял 6 мм, а угол при вершине составлял 118°. Все эксперименты по бурению проводились с одинаковыми параметрами резания и в сухой среде. Качество отверстий при многошпиндельном сверлении было лучше, чем при одношпиндельном сверлении. Отверстия, просверленные многошпиндельной головкой, имели меньшую шероховатость поверхности и меньше заусенцев вокруг отверстий. Этого следовало ожидать из-за различий в формировании стружки.
Качество отверстий в процессе сверления также зависит от химического состава и механических свойств алюминиевых сплавов. Экспериментальное исследование многошпиндельного сверления алюминиевых сплавов Al5083, Al6061 и Al2024, проведенное Aamir et al. [42] пришли к выводу, что независимо от параметров сверления в алюминиевом сплаве Al6061 была получена низкая шероховатость поверхности из-за высокого содержания в нем кремния. В литературе показано, что сплавы с высоким содержанием кремния приводят к низкой шероховатости поверхности независимо от параметров сверления [43, 48]. Кроме того, причиной высокой шероховатости поверхности алюминиевого сплава Al5083 может быть плохая обрабатываемость и низкая твердость [44].
В литературе показано, что сплавы с высоким содержанием кремния приводят к низкой шероховатости поверхности независимо от параметров сверления [43, 48]. Кроме того, причиной высокой шероховатости поверхности алюминиевого сплава Al5083 может быть плохая обрабатываемость и низкая твердость [44].
Аамир и др. [42] заметили, что вокруг кромок отверстий из алюминиевого сплава Al2024 образуется меньше заусенцев из-за его хорошей обрабатываемости по сравнению с алюминиевыми сплавами Al6061 и Al5083. Кроме того, меньшая пластичность алюминиевого сплава Al6061 по сравнению с алюминиевым сплавом Al5083 привела к меньшему образованию заусенцев. Следовательно, высокая пластичность и плохая обрабатываемость привели к образованию большего количества заусенцев в алюминиевом сплаве Al5083 [49]. Кроме того, сверла из быстрорежущей стали без покрытия давали отверстия низкого качества из-за высокой шероховатости поверхности и большего количества заусенцев по краям отверстий из-за высокого нароста на кромках из-за его умеренной прочности. Кроме того, для одновременного сверления нескольких отверстий в алюминиевых сплавах рекомендуется больший угол при вершине 140° по сравнению со 118° и меньший диаметр 6 мм по сравнению с диаметром сверла 10 мм. Однако диаметр сверла не оказывал существенного влияния на качество отверстия, включая шероховатость поверхности и наличие заусенцев [41]. На рис. 7 показано качество отверстий по заусенцам при многошпиндельном сверлении алюминиевых сплавов.
Кроме того, для одновременного сверления нескольких отверстий в алюминиевых сплавах рекомендуется больший угол при вершине 140° по сравнению со 118° и меньший диаметр 6 мм по сравнению с диаметром сверла 10 мм. Однако диаметр сверла не оказывал существенного влияния на качество отверстия, включая шероховатость поверхности и наличие заусенцев [41]. На рис. 7 показано качество отверстий по заусенцам при многошпиндельном сверлении алюминиевых сплавов.
Рис. 7.
Качество отверстий с точки зрения образования заусенцев при многошпиндельном сверлении алюминиевых сплавов с использованием многошпиндельной головки.
Независимо от параметров сверления, материала заготовки и различных инструментов шероховатость поверхности увеличивается с увеличением скорости резания и подачи. Вероятные причины высокой шероховатости поверхности при высоких скоростях резания могут включать увеличение деформации заготовки из-за повышения температуры и возможности сильных вибраций, создаваемых инструментами [7, 47]. Высокая скорость резания и подача приводят к образованию заусенцев, снижающих качество отверстия. Тем не менее, высокое воздействие связано со скоростью подачи, поскольку стабильное, без рывков и медленное введение сверл возможно при низких скоростях подачи, которые образуют тонкую стружку; следовательно, качество отверстия меньше страдает [50]. Кроме того, по данным Costa et al. [51], любой фактор, который вызывает создание высокой осевой силы, приводит к большему образованию заусенцев, а высокая скорость подачи увеличивает осевую силу. Кроме того, из-за меньшего образования заусенцев было обнаружено, что отверстия на стороне входа инструмента лучше, чем на стороне выхода инструмента. Вероятно, это связано с разным механизмом образования заусенцев на входной и выходной сторонах отверстий. Согласно Zhu et al. [52], разрыв происходит как изгибающее действие, за которым следует чистое срезание или боковое выдавливание, вызывающее входные заусенцы, а выходные заусенцы образуются в результате пластической деформации материалов.
Высокая скорость резания и подача приводят к образованию заусенцев, снижающих качество отверстия. Тем не менее, высокое воздействие связано со скоростью подачи, поскольку стабильное, без рывков и медленное введение сверл возможно при низких скоростях подачи, которые образуют тонкую стружку; следовательно, качество отверстия меньше страдает [50]. Кроме того, по данным Costa et al. [51], любой фактор, который вызывает создание высокой осевой силы, приводит к большему образованию заусенцев, а высокая скорость подачи увеличивает осевую силу. Кроме того, из-за меньшего образования заусенцев было обнаружено, что отверстия на стороне входа инструмента лучше, чем на стороне выхода инструмента. Вероятно, это связано с разным механизмом образования заусенцев на входной и выходной сторонах отверстий. Согласно Zhu et al. [52], разрыв происходит как изгибающее действие, за которым следует чистое срезание или боковое выдавливание, вызывающее входные заусенцы, а выходные заусенцы образуются в результате пластической деформации материалов. Кроме того, низкая температура и осевое усилие являются причинами появления небольших заусенцев на входной стороне отверстия, которые можно удалить снятием фаски [53].
Кроме того, низкая температура и осевое усилие являются причинами появления небольших заусенцев на входной стороне отверстия, которые можно удалить снятием фаски [53].
Реклама
6. Выводы
Многие отрасли промышленности, такие как автомобильная и аэрокосмическая, производят миллионы отверстий в день, где производительность, качество и точность просверленных отверстий играют жизненно важную роль в их успехе. Многошпиндельное сверление способно производить больше отверстий с более высокой скоростью, что делает его выгодным при крупносерийном производстве с однородным качеством, одновременной обработкой и, что наиболее важно, сокращением времени сверления, что является одним из важных факторов для достижения большей производительности. . Таким образом, одновременное изготовление большого количества близко расположенных отверстий с помощью полисверла или многошпиндельной сверлильной головки позволяет достичь более высокой производительности и качества. Такой подход не только повышает конкурентоспособность процесса, но и приводит к снижению затрат и однородности генерируемых отверстий.
Такой подход не только повышает конкурентоспособность процесса, но и приводит к снижению затрат и однородности генерируемых отверстий.
Далее можно сделать вывод, что на качество отверстия влияют параметры сверления и свойства заготовки. Сплавы алюминия с высоким содержанием кремния имеют более низкие значения шероховатости поверхности, а сплавы с низкой твердостью и плохой обрабатываемостью обеспечивают низкое качество отверстий. Эксперименты также показывают, что твердосплавные инструменты без покрытия лучше подходят для изготовления высококачественных отверстий по сравнению с инструментами из быстрорежущей стали без покрытия, что приводит к меньшему образованию наростов при сверлении алюминиевых сплавов. Кроме того, алюминиевый сплав Al2024 показал лучшие результаты с точки зрения качества отверстий благодаря своей хорошей обрабатываемости по сравнению с алюминиевыми сплавами Al6061 и Al5083.
Реклама
Благодарности
Авторы хотели бы поблагодарить Университет Эдит Коуэн, Австралия, за присужденную (ECU-HDR) стипендию на получение более высокой степени и за поддержку этого исследования.
Реклама
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- 1. Вафадар А., Хейворд К., Толуэй-Рад М. Выбор реконфигурируемого бурового станка и оптимизация параметров процесса в зависимости от спроса на продукцию. Журнал производственных систем. 2017;45:58-69.
- 2. Толуей-Рад М., Шах А. Разработка методики обработки буровых работ. Международный журнал промышленной и производственной инженерии. 2012;6(12):2660-2664.
- 3. Киликэп Э. Моделирование и оптимизация высоты заусенцев при сверлении Al-7075 с использованием метода Тагучи и методологии поверхности отклика. Международный журнал передовых производственных технологий. 2010;49(9-12):911-923.
- 4. Аамир М., Толуэй-Рад М., Гиасин К., Носрати А. Последние достижения в сверлении полимеров, армированных углеродным волокном, для аэрокосмических применений: обзор.
 Международный журнал передовых производственных технологий. 2019;105(5-6):2289-2308.
Международный журнал передовых производственных технологий. 2019;105(5-6):2289-2308. - 5. Аамир М., Гиасин К., Толуэй-Рад М., Вафадар А. Обзор: эффективность сверления и качество отверстий в алюминиевых сплавах для аэрокосмических применений. Журнал исследования материалов и технологий. 2020;9(6):12484-12500.
- 6. Де Лакалье Л.Л., Фернандес А., Ольвера Д., Ламикиз А., Родригес С., Элиас А. Мониторинг глубокого спирального сверления для быстрого изготовления легких высокопрочных деталей. Механические системы и обработка сигналов. 2011;25(7):2745-2752.
- 7. Гиасин К., Ходзич А., Фаднис В., Айвар-Соберанис С. Оценка сил резания и качества отверстий при сверлении алюминиевого сплава Al2024: экспериментальное и конечно-элементное исследование. Международный журнал передовых производственных технологий. 2016;87(5-8):2041-2061.
- 8. Риверо А., Араменди Г., Эрранц С., де Лакалль Л.Л.
 Экспериментальное исследование влияния покрытий и параметров резания на производительность сухого сверления алюминиевых сплавов. Международный журнал передовых производственных технологий. 2006;28(1-2):1-11.
Экспериментальное исследование влияния покрытий и параметров резания на производительность сухого сверления алюминиевых сплавов. Международный журнал передовых производственных технологий. 2006;28(1-2):1-11. - 9. Фелкинс К., Ли Х., Янкович А. Королевский почтовый корабль «Титаник»: металлургический отказ заставил ночь вспомнить? Журнал JOM Общества минералов, металлов и материалов. 1998;50(1):12-18.
- 10. Грувер М. Основы современного производства: материалы, процессы и системы. США: John Wiley & Sons, Inc.; 2004.
- 11. Справочник Оберга Э. по машиностроению, 29-е издание, полная книга: промышленная пресса; 2012.
- 12. Тёнсхофф Х., Спинтиг В., Кениг В., Нейзес А. Обработка отверстий в технологии бурения. Анналы ЦИРП. 1994;43(2):551-561.
- 13. Шариф С., Рахим Э.А., Сасахара Х. Обрабатываемость титановых сплавов при сверлении. Титановые сплавы – на пути к достижению улучшенных свойств для разнообразных применений.
 32012. с. 117-137.
32012. с. 117-137. - 14. Системы УДХД. Что такое огнестрельное сверление? 2020. Доступно по адресу: https://unisig.com/information-and-resources/what-is-deep-hole-drilling/what-is-gun-drilling/.
- 15. Гирсанг И.П., Дхупиа Дж.С. Станки для механической обработки. В: Урожденная AYC, редактор. Справочник по производственной технике и технологиям. Лондон: Спрингер Лондон; 2015. с. 811-865.
- 16. Дэвид Дж. Алюминий и алюминиевые сплавы. Легирование: понимание основ. АСМ Интернэшнл, Огайо; 2001. с. 351-416.
- 17. Аамир М., Толуэй-Рад М., Вафадар А., Раджа М.Н.А., Гиасин К. Анализ производительности многошпиндельного сверления Al2024 сверлами с покрытием TiN и TiCN с использованием экспериментальных и искусственных нейронных сетей. Прикладные науки. 2020;10(23):8633.
- 18. Кэмпбелл ФК. Алюминий. Элементы металлургии и технических сплавов: ASM International; 2008.
 с. 487-508.
с. 487-508. - 19. Сантос М.К., Мачадо А.Р., Продажи ВФ, Баррозо М.А., Эзугву Э.О. Механическая обработка алюминиевых сплавов: обзор. Международный журнал передовых производственных технологий. 2016;86(9-12):3067-3080.
- 20. Толуэй-Рад М. Интеллектуальный подход к автоматизированной обработке больших объемов. Журнал достижений в области материалов и технологии производства. 2011;47(2):195-204.
- 21. Толуэй-Рад М. Интеллектуальный анализ использования машин специального назначения для буровых работ. Интеллектуальные системы, профессор Владимир М. Колешко (ред.), ISBN: 978-953-51-0054-6, InTech, доступно по адресу: http://wwwintechopencom/books/intelligent-systems/intelligent-analysis-of-utilization-of- специальные-машины-для-буровых-работ. Хорватия2012. п. 297-320.
- 22. Мост Золотые Ворота ХаТД. Часто задаваемые вопросы о мосте Золотые Ворота: сколько заклепок в каждой башне моста Золотые Ворота 2020 года.
 Доступно по адресу: https://www.goldengate.org/bridge/history-research/statistics-data/faqs/.
Доступно по адресу: https://www.goldengate.org/bridge/history-research/statistics-data/faqs/. - 23. Тэм Б.Н., Ван Дич Т. Исследование, проектирование и разработка прототипа многошпиндельной буровой головки. Журнал науки и технологий. 2018;127:029-034.
- 24. Толуэй-Рад М. Эффективный алгоритм автоматического планирования последовательности обработки при фрезерных операциях. Международный журнал производственных исследований. 2003;41(17):4115-4131.
- 25. Толуей-Рад М., Золфагари С. Повышение производительности с помощью модульных станков специального назначения. Международный журнал производственных исследований. 2009 г.;4(2):219-235.
- 26. Вафадар А., Толуей-Рад М., Хейворд К., Абхари К. Анализ технической возможности использования станков специального назначения. Журнал производственных систем. 2016;39:53-62.
- 27. Собри С.А., Хайнеманн Р., Уайтхед Д.
 Полимерные композиты, армированные углеродным волокном (CFRP): аспекты обработки и возможности для обрабатывающей промышленности. Композитные материалы: применение в инженерии, биомедицине и пищевых науках. Чам: Springer International Publishing; 2020. с. 35-65.
Полимерные композиты, армированные углеродным волокном (CFRP): аспекты обработки и возможности для обрабатывающей промышленности. Композитные материалы: применение в инженерии, биомедицине и пищевых науках. Чам: Springer International Publishing; 2020. с. 35-65. - 28. Тьяги Р. Методы обработки и трибологическое поведение композитных материалов: IGI Global; 2015.
- 29. Сюй Дж., Мкаддем А., Эль Мансори М. Последние достижения в сверлении гибридного композита FRP/Ti: обзор современного состояния. Композитные конструкции. 2016;135:316-338.
- 30. Шейх-Ахмад Ж.Й. Механическая обработка полимерных композитов: Springer; 2009.
- 31. Аамир М., Ту С., Гиасин К., Толуэй-Рад М. Одновременное сверление нескольких отверстий в алюминиевом сплаве: предварительное исследование и оценка процесса однократного сверления. Журнал исследования материалов и технологий. 2020;9(3):3994-4006.
- 32.
 Келли Дж., Коттерелл М. Обработка алюминиевых сплавов с минимальной смазкой. Журнал технологии обработки материалов. 2002;120(1-3):327-334.
Келли Дж., Коттерелл М. Обработка алюминиевых сплавов с минимальной смазкой. Журнал технологии обработки материалов. 2002;120(1-3):327-334. - 33. Ozcatalbas Y. Образование стружки и наростов при механической обработке композита Al4C3–Al in situ. Материалы и дизайн. 2003;24(3):215-221.
- 34. Roy P, Sarangi S, Ghosh A, Chattopadhyay A. Изучение обрабатываемости чистого алюминия и сплавов Al–12% Si с твердосплавными пластинами без покрытия и с покрытием. Международный журнал тугоплавких металлов и твердых материалов. 2009 г.;27(3):535-544.
- 35. Юсефи Р., Ичида Ю. Исследование сверхскоростной резки алюминиевого сплава: образование наплавленного металла на вторичной режущей кромке инструмента и его влияние на качество обработанной поверхности. Точное машиностроение. 2000;24(4):371-376.
- 36. Панчагнула К.К., Паланиенди К. Сверление армированных волокном композитных ламинатов полимер/нанополимер: обзор.
 Журнал исследования материалов и технологий. 2018;7(2):180-189.
Журнал исследования материалов и технологий. 2018;7(2):180-189. - 37. Nouari M, List G, Girot F, Coupard D. Экспериментальный анализ и оптимизация износа инструмента при сухой обработке алюминиевых сплавов. Носить. 2003;255(7-12):1359-1368.
- 38. Стефенсон Д.А., Агапиу Дж.С. Теория и практика резки металла: пресс CRC; 2005.
- 39. Дэвим Дж.П. Современные технологии обработки: Практическое руководство. Великобритания: Эльзевир; 2011. 412 с.
- 40. Аамир М., Ту С., Толуэй-Рад М., Гиасин К., Вафадар А. Оптимизация и моделирование параметров процесса одновременного бурения нескольких скважин с использованием метода Тагучи и подхода нечеткой логики. Материалы. 2020;13(3):680.
- 41. Аамир М., Толуэй-Рад М., Гиасин К., Вафадар А. Возможности конфигурации инструмента и влияние материала инструмента и геометрии инструмента при одновременном сверлении нескольких отверстий Al2024.
 Международный журнал передовых производственных технологий. 2020;111(3):861-879.
Международный журнал передовых производственных технологий. 2020;111(3):861-879. - 42. Аамир М., Толуэй-Рад М., Гиасин К., Вафадар А. Обрабатываемость сплавов Al2024, Al6061 и Al5083 с использованием метода одновременного сверления нескольких отверстий. Журнал исследования материалов и технологий. 2020;9(5):10991-11002.
- 43. Акьюз Б. Влияние содержания кремния на обрабатываемость сплавов AL-SI. Достижения в журнале исследований в области науки и технологий. 2016;10(31):51–57.
- 44. Ратнам М. Факторы, влияющие на шероховатость поверхности при чистовом точении. В кн.: Комплекс отделочных материалов. Эльзевир. 2017;1(1):1-25.
- 45. Арул С., Виджаярагхаван Л., Малхотра С., Кришнамурти Р. Влияние вибрационного бурения на качество отверстий в полимерных композитах. Международный журнал станков и производства. 2006;46(3-4):252-259.
- 46. Liu J, Xu H, Zhai H, Yue Z.
 Влияние детального проектирования на усталостные характеристики отверстия под крепеж. Материалы и дизайн. 2010;31(2):976-980.
Влияние детального проектирования на усталостные характеристики отверстия под крепеж. Материалы и дизайн. 2010;31(2):976-980. - 47. Kurt M, Kaynak Y, Bagci E. Оценка качества просверленных отверстий в сплаве Al 2024. Международный журнал передовых производственных технологий. 2008;37(11-12):1051-1060.
- 48. Камия М., Якоу Т., Сасаки Т., Нагацума Ю.Дж.Мт. Влияние содержания Si на обрабатываемость токарной обработкой отливок из двойного сплава Al-Si. 2008:0801280304-.
- 49. Комитет АХ. Справочник по металлам: Vol. 2, Свойства и выбор цветных сплавов и чистых металлов. Американское общество металлов, Metals Park, Огайо. 1978.
- 50. Уддин М., Басак А., Праманик А., Сингх С., Кролчик Г.М., Пракаш С. Оценка качества отверстий при сверлении сплавов Al 6061. Материалы. 2018;11(12):2443.
- 51. Коста Э.С., Сильва МБд, Мачадо А.Р. Заусенцы, образующиеся в процессе сверления, в зависимости от износа инструмента и условий смазочно-охлаждающей жидкости.
 Журнал Бразильского общества механических наук и инженерии. 2009 г.;31(1):57-63.
Журнал Бразильского общества механических наук и инженерии. 2009 г.;31(1):57-63. - 52. Zhu Z, Guo K, Sun J, Li J, Liu Y, Zheng Y, et al. Оценка новой геометрии инструмента для сухого сверления пакета алюминий 2024-T351/титан Ti6Al4V. Журнал технологии обработки материалов. 2018;259:270-281.
- 53. Шанмугасундарам П., Субраманиан Р. Исследование параметрической оптимизации образования заусенцев при ступенчатом сверлении композитов эвтектического сплава Al–Si–Gr. Журнал исследования материалов и технологий. 2014;3(2):150-157.
Секции
Информация о авторе
- 1. Введение
- 2. Процесс бурения
- 3. Условия выключения в процессе бурения
- 4. Аллуминиевые сплавы
- 5.
 Мюлти-спинлевой бурение для продуктивности.
Мюлти-спинлевой бурение для продуктивности. - Конфликт интересов.th, 2021 СКАЧАТЬ БЕСПЛАТНО
© 2021 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Серия Defining: Обзор операций бурения
Серия Defining: обзор буровых работ | ШлюмбержеПромышленная статья
Byline
Matt Varhaug, Senior Editor
Публикация
Oilfield Review
Дата публикации
31.07.2011
Самый узнаваемый символ нефтегазовой отрасли — вышка, возвышающаяся над скважиной.
Самым узнаваемым символом нефтегазовой отрасли является буровая вышка, возвышающаяся над буровой площадкой. Буровая установка представляет собой кульминацию интенсивного процесса разведки; только путем бурения скважины можно подтвердить перспективу.
 Как только нефтяные компании приобретают права на бурение на перспективном участке, их геологи передают координаты потенциальных продуктивных зон и цели оценки пласта своим инженерам по бурению, которые переводят их в цели бурения.
Как только нефтяные компании приобретают права на бурение на перспективном участке, их геологи передают координаты потенциальных продуктивных зон и цели оценки пласта своим инженерам по бурению, которые переводят их в цели бурения.Отдел бурения планирует траекторию, обеспечивающую максимальное воздействие ствола скважины на продуктивные зоны, и проектирует компоновку низа бурильной колонны (КНБК) для достижения этой траектории. Инженеры готовят подробный план для каждого этапа процесса бурения. Этот прогноз бурения обозначает положение на поверхности и общую глубину (TD) для скважины, а также определяет размер бурового долота, ожидаемый вес бурового раствора и программы обсадных труб, необходимые для достижения TD. Для наклонно-направленных скважин определяется забойное положение (ЗЗС) скважины, а также начальная глубина отклонения и азимут точки начала бурения (КОП). Прогноз служит основой для бюджета бурения, изложенного в разрешении на расходы (AFE).
Буровой подрядчик
Нефтяные компании обычно нанимают буровую компанию для бурения своих скважин.
 Буровой подрядчик предоставляет буровую установку и бригаду. Эти услуги обычно оплачиваются по дневной ставке от тысяч до сотен тысяч долларов в день, в зависимости от типа используемой буровой установки.
Буровой подрядчик предоставляет буровую установку и бригаду. Эти услуги обычно оплачиваются по дневной ставке от тысяч до сотен тысяч долларов в день, в зависимости от типа используемой буровой установки.На суше дневные ставки обычно определяются номинальной мощностью буровой установки, которая также определяет глубину бурения буровой установки. Глубина также влияет на размер буровой установки: более крупные буровые установки несут лебедку и вышку с большей грузоподъемностью на крюке для подъема сотен тонн бурильных труб. Морские буровые установки, также оцениваемые по мощности, дополнительно классифицируются на основе рабочей глубины воды. Самоподъемные буровые установки используются в водах примерно от 9до 105 м [от 30 до 350 футов] в глубину. (Некоторые сверхмощные самоподъемные буровые установки могут работать на глубине до 168 м [550 футов] и рассчитаны на бурение до 10 660 м [35 000 футов].) Полупогружные буровые установки предназначены для работы в водах, превышающих предельную глубину самоподъемных буровых установок.
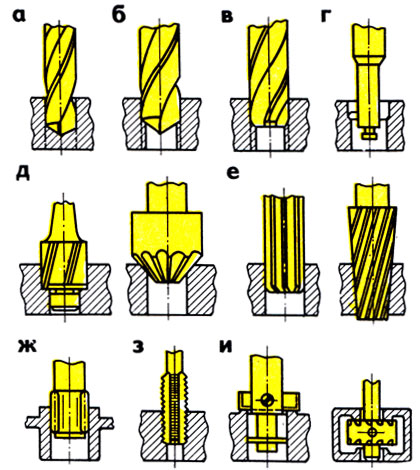 Буровые суда работают в самых глубоких водах. Дневные ставки для береговых буровых установок, как правило, ниже, чем для морских буровых установок; мелководные самоподъемные буровые установки, как правило, стоят меньше, чем глубоководные полупогружные буровые установки или буровые суда.
Буровые суда работают в самых глубоких водах. Дневные ставки для береговых буровых установок, как правило, ниже, чем для морских буровых установок; мелководные самоподъемные буровые установки, как правило, стоят меньше, чем глубоководные полупогружные буровые установки или буровые суда.Забуривание В
Подрядчик по бурению перемещает буровую установку на место, и геодезист подтверждает ее положение. По мере установки буровой бригады отрезки кондуктора большого диаметра свариваются вместе и забиваются в землю — как правило, до точки отказа, когда ее нельзя протолкнуть глубже. Устье скважины крепится к верхней части кондуктора.
На площадке буровой бригада составляет КНБК, состоящую из бурового долота, УБТ, стабилизаторов и, в некоторых случаях, расширителя. КНБК может быть дополнена датчиками каротажа во время бурения (LWD), забойным двигателем и системой управления буром по заданной траектории. КНБК можно менять с одной секции скважины на другую для создания, удержания или снижения угла наклона ствола скважины.

Рис. 1. Втулка Келли. Келли входит в центр втулки ведущей трубы, которая поворачивается при включении поворотного стола.
Каждая часть КНБК предназначена для определенной роли. Утяжеленные бурильные трубы — тяжелые, толстостенные соединения труб — обеспечивают жесткость и вес для предотвращения коробления. Стабилизаторы повышают жесткость КНБК для предотвращения вибрации и сохранения траектории. В некоторых пластах используются специальные расширители, чтобы сохранить диаметр ствола скважины или расширить его за пределы диаметра долота и помочь уменьшить крутящий момент и сопротивление. КНБК, в свою очередь, соединяется с 31-футовыми [9,5-метровыми] соединениями утяжеленных бурильных труб, которые образуют переход между утяжеленными бурильными трубами КНБК и стандартной бурильной трубой, используемой для образования бурильная колонна , которая приводит в движение долото.
КНБК опускается через пол буровой, Келли через устье скважины в направляющую трубу.
 Как только долото оказывается на дне, в самое верхнее соединение бурильной трубы ввинчивается шестигранная или квадратная труба с втулкой ведущей трубы, известная как ведущая труба . Келли вставляется во втулку ведущей трубы (KB) и включается привод вращения буровой установки. Поворотный стол поворачивает KB, который поворачивает келли (рис. 1). Бурильная колонна вращается (поворачиваясь вправо по часовой стрелке), и начинается бурение. Начало бурения назначено забуривания в и, как день рождения, записывается как дата забуривания скважины .
Как только долото оказывается на дне, в самое верхнее соединение бурильной трубы ввинчивается шестигранная или квадратная труба с втулкой ведущей трубы, известная как ведущая труба . Келли вставляется во втулку ведущей трубы (KB) и включается привод вращения буровой установки. Поворотный стол поворачивает KB, который поворачивает келли (рис. 1). Бурильная колонна вращается (поворачиваясь вправо по часовой стрелке), и начинается бурение. Начало бурения назначено забуривания в и, как день рождения, записывается как дата забуривания скважины .Предварительное бурение
По мере того, как долото углубляется в землю, каждая дополнительная длина бурильной трубы соединяется с предыдущим соединением, и бурильная колонна становится все длиннее. Буровой раствор или буровой раствор закачивается в скважину для охлаждения и смазки долота. Грязь также уносит скальный шлам, созданный долотом. Буровые растворы обычно состоят из специального состава воды или неводной непрерывной фазы, смешанной с порошкообразным баритом и другими добавками для контроля реологии бурового раствора.
 (Иногда в верхних частях ствола скважины используется вода; некоторые пластовые давления настолько низки, что вместо бурового раствора можно использовать воздух.)
(Иногда в верхних частях ствола скважины используется вода; некоторые пластовые давления настолько низки, что вместо бурового раствора можно использовать воздух.)Насосы высокого давления забирают буровой раствор из резервуаров на поверхности и направляют его в центр бурильной трубы. Грязь выбрасывается через сопла в передней части долота. Давление насоса выталкивает буровой раствор вверх по внешней стороне бурильной трубы. Он выходит на поверхность через кольцевое пространство между бурильной трубой и обсадной трубой и выходит по выкидному трубопроводу над противовыбросовым превентором (ПВО). Грязь проходит через вибрирующий сетчатый экран в вибросита; там пластовый шлам отделяется от жидкого бурового раствора, который падает через фильтры в резервуары для бурового раствора, прежде чем циркулировать обратно в скважину.
Буровой раствор жизненно важен для поддержания контроля над скважиной. Буровой раствор закачивается в скважину, чтобы компенсировать увеличение забойного давления, которое в противном случае привело бы к попаданию пластовых флюидов в ствол скважины, вызывая опасный выброс или даже выброс.
 Однако давление, создаваемое буровым раствором, не должно быть настолько большим, чтобы вызвать разрушение самой породы, что понизило бы давление бурового раствора в стволе скважины. Давление, оказываемое буровым раствором, в первую очередь зависит от плотности бурового раствора, которую обычно регулируют, контролируя количество барита или других утяжелителей в системе. Давление обычно увеличивается с глубиной, поэтому вес бурового раствора также должен увеличиваться с глубиной. Бурение обычно продолжается до тех пор, пока дальнейшее увеличение массы бурового раствора не приведет к разрушению пласта, после чего устанавливается обсадная колонна.
Однако давление, создаваемое буровым раствором, не должно быть настолько большим, чтобы вызвать разрушение самой породы, что понизило бы давление бурового раствора в стволе скважины. Давление, оказываемое буровым раствором, в первую очередь зависит от плотности бурового раствора, которую обычно регулируют, контролируя количество барита или других утяжелителей в системе. Давление обычно увеличивается с глубиной, поэтому вес бурового раствора также должен увеличиваться с глубиной. Бурение обычно продолжается до тех пор, пока дальнейшее увеличение массы бурового раствора не приведет к разрушению пласта, после чего устанавливается обсадная колонна.Отключение долота
Режущие поверхности долота постепенно изнашиваются по мере того, как они размалывают породу, замедляя скорость проходки (ROP). В конце концов, изношенную насадку необходимо заменить на новую. Для этого требуется, чтобы буровая бригада вытащила бурильную колонну или спустила из скважины.
 Во-первых, буровой раствор циркулирует для подъема шлама и газа на поверхность — процесс, известный как циркуляция забоя . Затем рабочие отсоединяют ведущую трубу от бурильной колонны и фиксируют самое верхнее соединение бурильной колонны на буровой вышке 9.Элеваторы 0497 — металлические хомуты, используемые для подъема трубы. Бурильщик управляет лебедкой, которая поднимает элеваторы на вышку.
Во-первых, буровой раствор циркулирует для подъема шлама и газа на поверхность — процесс, известный как циркуляция забоя . Затем рабочие отсоединяют ведущую трубу от бурильной колонны и фиксируют самое верхнее соединение бурильной колонны на буровой вышке 9.Элеваторы 0497 — металлические хомуты, используемые для подъема трубы. Бурильщик управляет лебедкой, которая поднимает элеваторы на вышку.Бурильная колонна вытягивается из скважины по одной стойке за раз. На большинстве буровых установок стойка состоит из трех соединений бурильных труб, соединенных вместе — некоторые установки могут тянуть только стойки с двумя соединениями; другие тянут стойки с четырьмя шарнирами, в зависимости от высоты вышки. Каждая стойка отвинчивается от бурильной колонны, затем выстраивается вертикально рядами под руководством оператора буровой вышки.
Последняя стойка поднимает долото на поверхность. Долото отвинчивается от КНБК и оценивается по степени износа. Новое долото ввинчивается в нижнюю часть КНБК, и процесс идет в обратном порядке.
 Весь процесс — спуск и обратно в скважину — называется круговым путешествием .
Весь процесс — спуск и обратно в скважину — называется круговым путешествием .Наконечник обсадной колонны
Для большинства стволов скважин в конечном итоге требуются средства для предотвращения обрушения пласта, чтобы можно было продолжить бурение. Буровой раствор, закачиваемый в скважину для оказания внешнего давления на стенку скважины, эффективен только до определенного момента. Затем стальная обсадная труба должна быть спущена в скважину и зацементирована на месте для стабилизации стенки ствола скважины (Рисунок 2).
Бурильщик циркулирует дном вверх, и бурильная труба вытаскивается из скважины. Участок необсаженного ствола обычно оценивается с помощью приборов каротажа на кабеле. После завершения каротажа обсадная бригада опускает обсадную колонну на забой скважины. Обсадная труба меньшего диаметра, чем долото, спускается в скважину в процессе, аналогичном соединению с бурильной трубой.
Рис. 2. Профиль ствола скважины. Для бурения ствола скважины используются долота и обсадные колонны все меньшего диаметра, что приводит к телескопическому профилю.

Центраторы , установленные через равные промежутки снаружи обсадной колонны, обеспечивают надлежащий зазор между обсадной колонной и пластом, чтобы обеспечить прохождение цемента во время последующих операций. Цементный раствор закачивается через центр обсадной колонны, выходит через забой, затем поднимается вверх по кольцевому пространству между обсадной колонной и стволом скважины. Давление удерживается на цементе, пока он затвердевает.
Испытание на утечку
Целостность цементного раствора и пласта под обсадной колонной оценивается путем проведения утечка тест (партия). Этот тест проводится сразу после разбуривания из-под обсадной колонны, чтобы получить критическую оценку предельных значений веса бурового раствора, которые можно использовать для безопасного бурения до следующей точки обсадной колонны.
После бурения через цемент в башмаке обсадной колонны и на глубине от 3 до 6 м [от 10 до 20 футов] свежего пласта бурильщик проводит циркуляцию забоя, чтобы убедиться, что долото проникло в новый пласт.
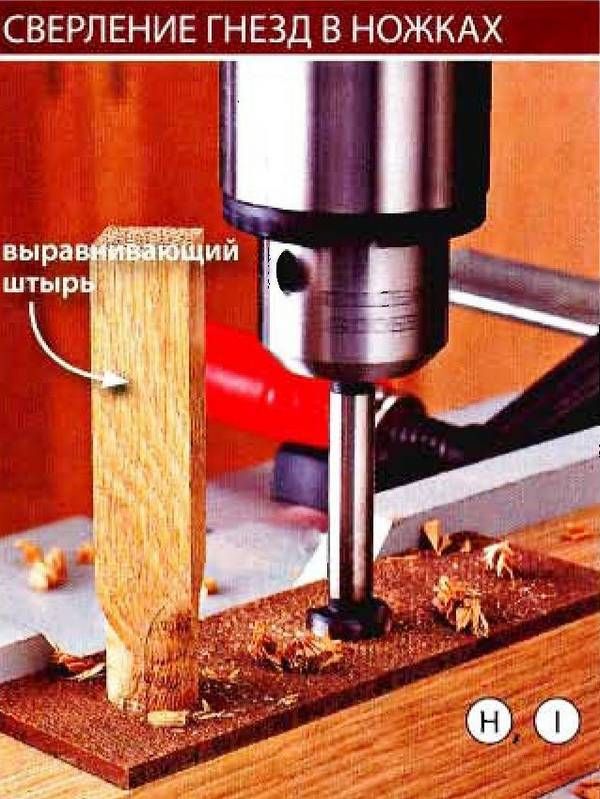 Затем скважину закрывают и в ствол скважины закачивают буровой раствор для постепенного увеличения давления на пласт. В конце концов, давление отклонится от прямолинейного роста, указывая на то, что буровой раствор просочился или попал в пласт.
Затем скважину закрывают и в ствол скважины закачивают буровой раствор для постепенного увеличения давления на пласт. В конце концов, давление отклонится от прямолинейного роста, указывая на то, что буровой раствор просочился или попал в пласт.Результаты ПАРТИИ определяют максимальное давление или плотность бурового раствора, которые могут быть приложены в скважине во время бурения перед повторной установкой обсадной колонны. Максимальное рабочее давление обычно устанавливается немного ниже результата испытания на утечку, чтобы обеспечить небольшой запас прочности. Общий цикл бурения, спуска и обсадки скважины продолжается до тех пор, пока скважина не достигнет проектной глубины.
Развивающиеся технологии
Тенденция бурения эволюционировала от вертикальных к наклонно-направленным стволам, а горизонтальные скважины стали довольно распространенным явлением, в основном благодаря роторным управляемым системам. По мере того как условия бурения и цели становятся все более сложными, усовершенствования в системах рулевого управления и LWD помогают бурильщикам изменять траектории и оставаться в зоне для достижения нескольких целей.
 Скважины могут быть пробурены с использованием метода депрессии или управляемого давления для предотвращения повреждения пласта. Теперь вместо того, чтобы просто пробить скважину как можно быстрее, высококвалифицированные бригады бурят стволы скважин, которые будут выдерживать нагрузки, создаваемые землей и производственными процессами, обеспечивая безопасные каротажные работы, заканчивание и добычу скважин.
Скважины могут быть пробурены с использованием метода депрессии или управляемого давления для предотвращения повреждения пласта. Теперь вместо того, чтобы просто пробить скважину как можно быстрее, высококвалифицированные бригады бурят стволы скважин, которые будут выдерживать нагрузки, создаваемые землей и производственными процессами, обеспечивая безопасные каротажные работы, заканчивание и добычу скважин.Нефтяное обозрение Осень 2011: 23, вып.
3. Copyright © 2011 Schlumberger.
Спасибо за помощь в подготовке этой статьи Джону Уокеру, Куала-Лумпур, Малайзия.
Осень 2011Поделись этим
Войдите в систему, чтобы получить доступ к премиум-контенту
Чтобы загрузить этот файл, сначала войдите в свою учетную запись Schlumberger.
Нет учетной записи? Нажмите ниже, чтобы начать.
ВойтиРегистрация учетной записи
Извините, у вас нет доступа к этому содержимому
Премиум-содержимое требует специальных разрешений учетной записи.
 Нам нужно немного больше информации от вас, прежде чем мы сможем предоставить вам доступ.
Нам нужно немного больше информации от вас, прежде чем мы сможем предоставить вам доступ.Завершить настройку учетной записи
Сверлильные операции – определение, виды и расчеты
Существуют различные виды механических операций. Одной из таких операций механической обработки является операция сверления. Итак, операция сверления является одной из самых классических операций, которые мы используем для создания круглых отверстий в заготовках. Здесь мы даем подробное их объяснение. Кроме того, эта статья включает эти темы;
- Что такое бурение? Каковы основные движения при сверлении?
- Расчеты параметров буровых работ,
- Виды буровых работ,
- Виды буровых машин,
- Часто задаваемые вопросы об этих операциях и машинах.
Пояснение к буровым работам
Источник изображения: Wikimedia.Во-первых, операция сверления является одной из самых классических операций механической обработки, которую используют для создания круглого отверстия на заготовке.
 При бурении цилиндрический вращающийся режущий инструмент, который мы также называем 9Сверло 0497 направлено в сторону рабочей детали для сверления отверстий на рабочих деталях. Сверла имеют две режущие кромки в отличие от токарных станков .
При бурении цилиндрический вращающийся режущий инструмент, который мы также называем 9Сверло 0497 направлено в сторону рабочей детали для сверления отверстий на рабочих деталях. Сверла имеют две режущие кромки в отличие от токарных станков .Сверло совершает два движения: первичное движение и вторичное движение или движение подачи. Вращение бурового долота является основным движением, осуществляющим съем материала с рабочей части. А также сверло совершает вторичное движение, подавая внутрь рабочей части.
Итак, машин, на которых мы выполняем буровые работы, сверлильные станки. Мы используем различные типы сверлильных станков для различных целей.
Не только в металлической промышленности, но и при бурении различных материалов, таких как древесина, полимеры и т. д.
Какие бывают виды буровых работ?
Общие буровые работы; развертывание, нарезание резьбы, зенковка, зенковка, центрирование и точечная обработка соответственно (Источник изображения: Микелл П. Грувер; Основы современного производства, 4-е издание, стр. 521).
Грувер; Основы современного производства, 4-е издание, стр. 521).Применяют различные виды сверления в механообрабатывающей промышленности. Но применяют эти виды сверления после сверления основного отверстия обычным сверлом. Итак, виды буровых работ бывают; Развёртывание, нарезание резьбы, зенкерование, зенкерование, центрирование и точечная торцовка.
Операции центрирования
Центрирование — это первичная и основная операция по созданию начальной точки бурения для последующих операций сверления. Также важна центровка из-за возможного проскальзывания сверл. Таким образом, центрирование предотвращает эти проскальзывания, которые приводят к неправильным операциям со скважиной.
Инструмент, который мы используем в операциях центровки, – центрирующее сверло. Итак, как вы понимаете, к просверленному отверстию операции центровки не применяются. Из-за этой особенности операция центрирования не классифицируется как второстепенная операция.
Точечная торцовка
Точечная торцовка аналогична операции фрезерования.
 Также вокруг просверленного участка на заготовке получаем обработанную гладкую поверхность станком в точечной операции.
Также вокруг просверленного участка на заготовке получаем обработанную гладкую поверхность станком в точечной операции.Операция развертывания
Расширение — это тип дополнительной операции сверления, которую мы применяем к существующему отверстию. Существуют различные цели операций развертывания. Кроме того, первой важной целью операции развертывания является улучшение качества поверхности просверленного отверстия. Второй важной целью операции развертывания является расширение существующего отверстия. Мы используем сверла с прямой кромкой в операциях расширения, в отличие от классических сверл.
Зенковка
Прежде всего, при расточке они создают заглушку отверстия большего диаметра для получения ступенчатого отверстия на заготовке. Прикладываем сверла большего диаметра к имеющемуся просверленному отверстию в том же центре и сверлим до уровня.
Отверстия с зенковкой используются в креплениях винтов со стандартными головками. Увеличенные участки расточенных отверстий используются для крепления головок винтов.

Операция зенкерования
При зенкеровке мы создаем головку конического отверстия с помощью конусообразного сверла. Мы используем отверстия с потайной головкой для крепления винтов с конической головкой.
Нарезание резьбы
Нарезание резьбы в основном используется для создания резьбы на рабочих деталях с помощью специального сверла, называемого метчиком . Они применяют операцию нарезания резьбы также к существующему отверстию, просверленному с помощью обычного сверла.
А также это общие виды операций, которые применяются на большинстве обрабатывающих станков.
Какие существуют типы сверлильных станков?
В зависимости от применения сверла существуют различные конструкции сверлильных станков или сверлильных станков. Итак, основные типы сверлильных станков: вертикальные сверлильные станки, радиально-сверлильные станки, настольные сверлильные станки, многорядные сверлильные станки и сверлильные станки с ЧПУ.
Вертикальный сверлильный станок
Вертикальный сверлильный станок (Изображение: Flickr).
Вертикальный сверлильный станок является наиболее классическим и наиболее часто используемым типом сверлильного станка. Они зажимают и удерживают заготовку на столе вертикально-сверлильного станка, а вертикальный шпиндель с вращающимся сверлом может совершать возвратно-поступательные движения над заготовкой с помощью регулируемой головки.
В головной части вертикально-сверлильного станка электродвигатель и система редуктора остаются внутри него. Секции колонны и основания вертикального сверлильного станка являются основными конструктивными элементами для крепления всех систем к земле.
Настольный сверлильный станок
Настольный сверлильный станок имеет почти такую же конструкцию. Единственная разница между настольными сверлильными станками заключается в том, что они построены на верстаке. Они устанавливают вертикальный сверлильный станок прямо на землю.
На настольных сверлильных станках можно сверлить рабочие детали меньшего размера, чем на вертикально-сверлильных станках.

Радиально-сверлильные станки
Радиально-сверлильный станок-пресс (Источник изображения: Wikimedia).Они используют радиально-сверлильные станки для сверления крупных деталей. В дополнение к движению сверла вверх и вниз, сверло может двигаться вправо и влево с помощью дополнительного скользящего рычага на радиально-сверлильных станках.
Кроме того, мы можем прикрепить дополнительные шпиндели к радиально-сверлильным станкам для одновременного сверления нескольких отверстий на больших заготовках.
Для более крупных работ мы обычно используем радиально-сверлильные станки.
Многорядный сверлильный станок
Мы используем многорядные сверлильные станки для сверления деталей в серийном производстве . Мы прикрепляем несколько сверл, которые имеют отдельные источники питания, а рабочий стол является общим для этих разных сверл. В то же время мы можем выполнять различные операции бурения на станках с бандажным бурением.
Групповой сверлильный станок (Источник изображения: Flickr).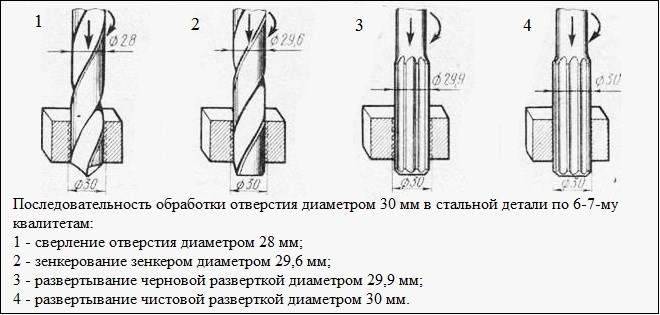
Другими словами, рабочий стол может двигаться, чтобы собрать новую деталь для сверления. Таким образом, станок для многоствольного бурения очень удобен для выполнения крупных буровых работ.
Многошпиндельные сверлильные станки также называются многошпиндельными сверлильными станками в отрасли.
Сверлильные станки с ЧПУ
Сверлильные станки с ЧПУ — это высокотехнологичные сверлильные станки, в которых мы используем программное обеспечение с числовым программным управлением для достижения точного позиционирования и очень высокого качества обработки. Основное отличие сверлильных станков с ЧПУ заключается в том, что они имеют специальную револьверную головку с несколькими шпинделями. В соответствии с кодом ЧПУ, который мы устанавливаем на станок с ЧПУ, станок с ЧПУ выполняет операции с различными сверлами. Мы можем мгновенно менять сверла с помощью револьверной головки.
Операторы ЧПУ создают коды ЧПУ операторами ЧПУ и устанавливают их на станок.
 После запуска машины операция происходит автоматически.
После запуска машины операция происходит автоматически.Зажим на сверлильных станках
Зажим – очень важный параметр при механической обработке. Идеальное рабочее удерживающее устройство не повредит заготовки и строго удержит заготовку. Если заготовка недостаточно прочная для операций сверления, сверло будет соскальзывать, и непреднамеренные неправильные отверстия могут быть просверлены в неправильных местах.
В этих операциях есть 3 разных типа крепления. Эти удерживающие конструкции конструкции; тиски, приспособление и приспособление.
Тиски — это зажимной узел, который мы в основном используем на станках вертикального сверления. На тисках есть две губки для удержания заготовок.
Крепления — это специально разработанные инструменты для крепления рабочих частей. Для серийного сверления приспособления более удобны, чем тиски.
Кондукторы также специально разработаны для обработки приспособлений, удерживающих детали, которые также обеспечивают направление инструмента во время операции сверления, в отличие от приспособлений.

Технологические расчеты при бурении
Одним из наиболее важных параметров при бурении является скорость резания. Рассчитываем скорость резания по внешнему периметру сверла.
Скорость резания при операции сверления
Это общая формула для расчета числа оборотов в минуту шпинделя сверла. Здесь «N» — это число оборотов в минуту, а «V» — это скорость резания режущего инструмента в мм/мин или дюйм/мин в английских единицах измерения. ‘D’ – диаметр сверла в мм или дюймах.
Эта формула говорит о том, что с увеличением диаметра сверла скорость вращения уменьшается. Но с увеличением скорости обороты шпинделя увеличиваются.
Подача и скорость подачи при сверлении
Подача — это вторичное движение сверла к заготовке, которое измеряется в мм/об или дюймах/об. Также скорость подачи — это значение, показывающее, какое расстояние проходит сверло за минуту. Единица подачи в мм/мин или дюйм/мин, и это уравнение можно использовать для преобразования подачи в скорость подачи;
Таким образом, подача быстрее при больших диаметрах сверл.
 А для сверл меньшего диаметра применяются более низкие скорости подачи при сверлении.
А для сверл меньшего диаметра применяются более низкие скорости подачи при сверлении.Как вы понимаете, существует прямая зависимость между оборотами шпинделя и подачей и скоростью подачи.
Расчет допуска на сближение бурового долота
При расчете допуска на сближение мы используем базовую тригонометрию. А в инструкции по эксплуатации сверл, наверное, можно найти значение припуска на сближение. Но при расчете припуска буровых долот мы используем эту формулировку;
Кроме того, единицей припуска на подход «A» является мм или дюйм. Мы называем «θ» углом вершины сверла. Если угол вершины сверла увеличивается, общий припуск сверла уменьшается.
Расчет общего времени обработки
Затем мы рассчитываем общее время обработки в соответствии с общей длиной просверливаемого отверстия. Вы можете использовать приведенный ниже расчет для расчета общего времени обработки операций сверления.
«h» здесь — это общая глубина операции сверления без добавления глубины бурового долота.
 Единица «ч» — мм или дюйм, а единица времени — мин.
Единица «ч» — мм или дюйм, а единица времени — мин.С увеличением общей высоты отверстия увеличивается общее время обработки операции сверления. Кроме того, с увеличением скорости подачи уменьшается общее время обработки операции сверления.
Калькулятор буровых работ
Прежде всего, как вы видите выше, существуют различные расчеты параметров буровых работ. Как инженер или техник, вы будете нести ответственность за общее время, затрачиваемое на общую операцию сверления нескольких деталей и несколько операций сверления.
Для расчета необходимых параметров для получения достоверных числовых данных об этой операции вы можете воспользоваться калькулятором ниже.
-calc-
Пользоваться этим калькулятором рабочих параметров очень просто. Во-первых, вам просто нужно ввести скорость сверления, диаметр сверла, движение подачи, высоту операции сверления и угол вершины сверла. После этого нажмите кнопку «Рассчитать!», чтобы рассчитать скорость вращения шпинделя, скорость подачи операции, общее время сверления и припуск сверла.
.jpg) Если вы хотите произвести дальнейшие расчеты, нажмите кнопку «Сброс» и повторно введите значения.
Если вы хотите произвести дальнейшие расчеты, нажмите кнопку «Сброс» и повторно введите значения.Заключение
Операции сверления могут показаться простыми, но в производственных масштабах существуют разные операции сверления. Кроме того, в промышленности существуют различные операции сверления для различных видов заготовок и областей применения.
Итак, мы постарались дать общую информацию о буровых работах в отрасли и сделали калькулятор, рассчитывающий общие параметры буровых работ.
Прежде всего, Mechanicalland не несет никакой ответственности за расчеты, сделанные пользователями на калькуляторах. Хороший инженер должен проверять расчеты снова и снова.
Наконец, вы можете найти гораздо больше таких калькуляторов в Mechanicalland! Взгляните на другие инженерные калькуляторы, доступные в Mechanicalland!
Также не забывайте оставлять свои комментарии и вопросы ниже по буровым работам.
Ваши драгоценные отзывы очень важны для нас.

Часто задаваемые вопросы о буровых работах
Какова цель бурения?
Они производят все виды деталей в соответствии со стандартами. Также они делают отверстия на деталях в соответствии со стандартами. Мы используем операции сверления на производственных площадках для сверления отверстий стандартных размеров в изготовленных деталях.
Какие существуют типы сверлильных станков?
В целом используются четыре типа сверлильных станков; вертикально-сверлильные станки, радиально-сверлильные станки, станки для группового сверления и сверлильные станки с ЧПУ.
Какие бывают виды буровых работ?
Используются различные операции сверления. Итак, эти операции; нарезание резьбы, зенковка, зенкерование, центрирование, точечная обработка и развертывание.

Бурение и гидроразрыв пласта (фрэкинга)
Как добывается природный газ из недр?
Запасы нефти и природного газа могут быть безопасно и эффективно доставлены клиентам с использованием передовых современных технологий бурения.
Типичный процесс бурения состоит из следующих этапов:
1) Подготовка
Подготовка места бурения включает в себя обеспечение надлежащего доступа к нему и правильность планировки участка, на котором будет размещаться буровая установка и другое оборудование. Буровые площадки и дороги должны быть построены и поддерживаться в рабочем состоянии, что включает в себя укладку камня на непроницаемую облицовку для предотвращения ударов от любых разливов, а также для обеспечения надлежащего стока дождя.2) Бурение
Вертикальное бурениеОтверстие просверливается прямо в землю. Специальный буровой раствор используется для охлаждения бурового долота, выноса выбуренной породы обратно на поверхность, а также для придания устойчивости стенкам скважины.
 Как только скважина выходит за пределы самого глубокого пресноводного водоносного горизонта (обычно 300–1000 футов), бурильная труба удаляется и заменяется стальной трубой, называемой «поверхностной обсадной трубой».
Как только скважина выходит за пределы самого глубокого пресноводного водоносного горизонта (обычно 300–1000 футов), бурильная труба удаляется и заменяется стальной трубой, называемой «поверхностной обсадной трубой».Затем цемент закачивается в обсадную колонну, а затем обратно вверх между обсадной колонной и стенкой скважины, где он схватывается. Этот цемент обеспечивает связь, которая предотвращает движение жидкости между обсадной колонной и стволом скважины. При этом создается необходимый непроницаемый защитный барьер между стволом скважины и любыми источниками пресной воды. На этом этапе проводятся тщательные тесты, чтобы убедиться, что соединение полностью непроницаемо, прежде чем будет выполнено дальнейшее сверление.
Обычно, в зависимости от геологии участка и глубины скважины, вставляют дополнительные секции обсадной колонны, как и наземную обсадную колонну, а затем цементируют на месте, чтобы гарантировать отсутствие движения жидкости или газа между этими слоями и источники подземных вод.

Горизонтальное бурениеУникальность бурения углеводородов в сланцевой формации заключается в том, что необходимо бурить горизонтально. Скважина бурится вертикально до нужной глубины, называемой «точкой начала», и в этот момент ствол скважины начинает изгибаться, становясь горизонтальным.
Одно из преимуществ горизонтального бурения заключается в том, что можно пробурить несколько боковых стволов только из одной точки на поверхности (на поверхности буровой площадки), что сводит к минимуму воздействие и масштаб работ на надземную часть.
Когда целевое расстояние достигнуто, бурильная труба удаляется, а стальная обсадная труба вставляется по всей длине ствола скважины, после чего обсадная труба снова цементируется на месте.
После завершения бурения и окончательной установки обсадной колонны буровая установка демонтируется и проводится подготовка к следующему этапу – заканчиванию скважины.
3) Заканчивание скважины
Первым шагом при заканчивании скважины является создание соединения между окончательной обсадной колонной и породой, содержащей нефть и газ.
Специальный инструмент, называемый перфоратором, опускается на скальный пласт. Затем этот перфоратор стреляет, создавая отверстия в обсадной колонне и цементе в целевой породе. Эти перфорационные отверстия соединяют породу, содержащую нефть и газ, и ствол скважины.
Поскольку эти перфорации имеют длину всего несколько дюймов и проходят на глубине более мили под землей, на поверхности не обнаруживается никакой активности. Затем перфоратор удаляется перед следующим этапом гидроразрыва пласта (ГРП).
Гидравлический разрыв пласта (гидроразрыв пласта)Жидкость для интенсификации притока, которая представляет собой смесь более 90% воды и песка, а также несколько химических добавок, закачивается в контролируемых условиях в глубокие подземные пласты-коллекторы. Химические вещества используются для смазки, предотвращения образования бактерий и переноса песка.
Эти химические вещества не являются опасными, их концентрация варьируется от 0,5% до 5% по объему, и они необходимы для повышения производительности и эффективности гидравлического разрыва пласта.

Эта жидкость для интенсификации притока выкачивается под высоким давлением через отверстия перфоратора. Этот процесс создает трещины в сланцевой породе, содержащей нефть и природный газ.
Песок остается в трещинах в скале, чтобы держать их открытыми, когда давление насоса сбрасывается. Это имеет решающее значение для более легкого поступления ранее захваченной нефти или природного газа в ствол скважины.
4) Добыча
После завершения процесса гидроразрыва можно начинать добычу, нефть и газ могут вытекать из ствола скважины, а жидкость для гидроразрыва может быть извлечена.При начальной эксплуатации скважины извлекается около 25-75% жидкости гидроразрыва. Он либо перерабатывается для использования в других операциях по гидроразрыву пласта, либо безопасно утилизируется в соответствии с государственными и природоохранными нормами. Весь процесс разработки скважины обычно занимает от 3 до 5 месяцев и включает следующие действия:
- несколько недель на подготовку площадки
- восемь-двенадцать недель на бурение скважины
- От одного до трех месяцев завершающих работ, включая от одного до семи дней стимуляции.

Эти первоначальные инвестиции в течение трех-пяти месяцев могут привести к бурению скважины, которая будет добывать нефть или природный газ в течение 20-40 лет и более.
5) Ликвидация скважины
Когда вся нефть или природный газ, которые могут быть экономически извлечены из резервуара, добыты, земля возвращается в то состояние, в котором она была до начала буровых работ.Колодцы будут заполнены цементом, а трубы отрезаны на 3-6 футов ниже уровня земли. Все наземное оборудование будет демонтировано, а все площадки засыпаны землей или пересажены. Затем земля может снова использоваться землевладельцем для других целей, и не будет практически никаких признаков того, что когда-то здесь был колодец.
Добыча нефти на суше
Узнайте о долгой истории добычи нефти на суше в Великобритании, которая восходит к 1851 году. страны.
подробнее
Хорошие соседи
Наземные нефтегазовые операторы обязуются предлагать ряд преимуществ сообществам, в которых они работают.
