Сверлильный станок 2н150 – 2Н150 станок вертикально-сверлильный универсальный одношпиндельный Описание, характеристики, схемы
alexxlab | 24.06.2020 | 0 | Разное
Станок вертикально сверлильный 2н150
2Н150 характеристики станка
Купить этот станок без посредников:

Технические характеристики:
Станки модели 2н150 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Класс точности Н Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм 50 Размеры конуса шпинделя по ГОСТ 25557-82 Морзе 5 Расстояние от оси шпинделя до направляющих колонны, мм 350 Наибольший ход шпинделя, мм 300 Расстояние от торца шпинделя, мм: – до стола 0-800 – до плиты 700-1250 Наибольшее (установочное) перемещение сверлильной головки, мм 250 Перемещение шпинделя за один оборот штурвала, мм 131.68 Рабочая поверхность стола, мм 500×560 Наибольший ход стола, мм 360 Установочный размер Т-образных пазов в столе по ГОСТ 1574-75: – центрального 18H9 – крайних 18h31 Расстояние между двумя Т-образными пазами по ГОСТ 6569-75, мм 100 Количество скоростей 12 Пределы частоты вращения шпинделя, 1/мин 22,4-1000 Количество подач 12 Пределы подач, мм/об 0.05-2.24 Наибольшее количество нарезаемых отверстий в час 50 Управление циклами работы Ручное Род тока питающей сети Трехфазный Напряжение питающей сети, В 380/220 Габаритные размеры, мм: – высота 2930 – ширина 890 – длина 1355 Масса станка, кг 1870mashinform.ru
Вертикально-сверлильный универсальный станок 2Н150
Вернуться к: Вертикально-сверлильные станки Мах диаметр сверления: 50 мм. Стерлитамакский станкостроительный завод Описание
Станки универсальные вертикально-сверлильные 2Н150, с условным диаметром сверления 50 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Н150 механической подачи шпинделя, при ручном управлении циклами работы.Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя. Категория размещения 4 по ГОСТ 15150-69.
Основные технические характеристики станка 2Н150:
| Основные параметры станка | |
| Наибольший диаметр сверления в стали 45, мм | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 700…1250 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 350 |
| Рабочий стол | |
| Максимальная нагрузка на стол (по центру), кг | |
| Размеры рабочей поверхности стола, мм | 500 х 560 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 360 |
| Перемещение стола на один оборот рукоятки, мм | |
| Шпиндель | |
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 300 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 131,68 |
| Частота вращения шпинделя, об/мин | 22,4…1000 |
| Количество скоростей шпинделя | 12 |
| Наибольший допустимый крутящий момент, Нм | 800 |
| Конус шпинделя | Морзе 5 |
| Механика станка | |
| Число ступеней рабочих подач | 12 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,05…2,24 |
| Управление циклами работы | Ручное |
| Наибольшая допустимая сила подачи, кН | 23,5 |
| Динамическое торможение шпинделя | Есть |
| Привод | |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М |
| Габарит станка | |
| Габариты станка, мм | 2930 х 890 х 1355 |
| Масса станка, кг | 1870 |
stankos.ru
Сверлильный станок 2Н150 (2А150)
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка 2Н150 показан на рис. 25, б. Станок предназначен для работы в основных производственных цехах, а также в уеловиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах.
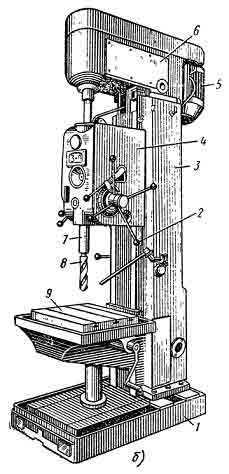
Рисунок – Вертикально-сверлильный станок 2Н150
На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвигатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 2. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей.
Кинематическая схема станка 2Н150
На рис. 26 представлена кинематическая схема вертикально-сверлильного станка 2А150 (2Н150). Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал I вращается от электродвигателя 46 через ременную передачу 1-2. Движение валу II сообщает одна из четырех пар зубчатых колес 3-4, 5-6, 7-8 и 9-10. Дальнейшее вращение передается одной из кинематических цепей: 11-15, 16-17 или 13-14, 16-17 или 13-14, 18-19. Колеса 17 и 19 вращают втулку 20, а вместе с ней и шпиндель V, связанный со втулкой шлицевым соединением. В итоге шпиндель имеет 12 различных значений частот вращения. Реверсирование шпинделя, необходимое при производстве резьбонарезных работ, осуществляется переключением полюсов электродвигателя.
Рабочая подача шпинделя производится с помощью реечной передачи. Реечное колесо 42 находится в зацеплении с рейкой пиноли 43. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Описываемый станок имеет девять подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 21-22, 23-24 и коробку подач. Вращение валу VIII сообщает одна из трех передач 25-26, 27-28 или 21-30 и далее на вал X-одна из трех цепей зубчатых колес 30-31, 32-33 или 30-31, 31-34 или 47-35, 31-34. Зубчатые передачи 36-37 и червячная пара 40-41 сообщают вращение реечному колесу 42.
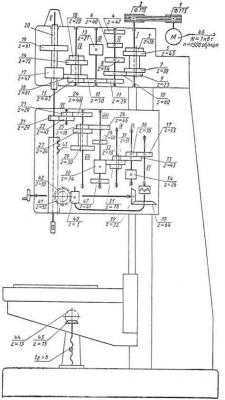
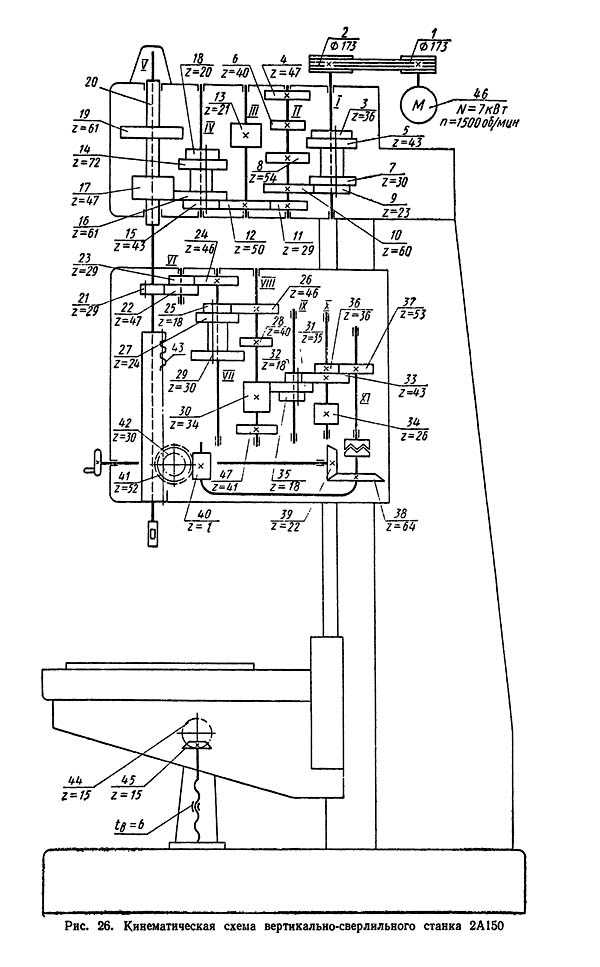
Рис. 26. Кинематическая схема вертикально-сверлильного станка 2А150 (2Н150)
Рис. 27. Шпиндельный узел сверлильного станка
Конструкция шпиндельного узла
На рис. 27 показана конструкция характерного для сверлильных станков шпиндельного узла. Втулка 7, с жестко насаженными колесами 6 и 8 (17 и 19 на рис. 26), вращается в двух шарикоподшипниках. На верхнем конце шпинделя нарезаны шлицы, которыми он входит внутрь втулки, получая от нее вращение. Нижний участок его
i-perf.ru
Станок вертикально-сверлильный 2Н150А | Станочный Мир
Если Вам необходимо купить Станок вертикально-сверлильный 2Н150А звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-сверлильный 2Н150А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Сверлильный станок 2Н150 (2А150) | Вертикально-сверлильные станки
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка 2Н150 показан на рис. 25, б. Станок предназначен для работы в основных производственных цехах, а также в уеловиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах.
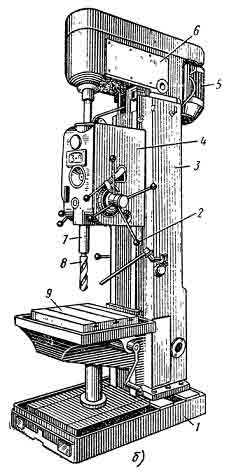
Рисунок – Вертикально-сверлильный станок 2Н150
На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвигатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 2. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей.
Кинематическая схема станка 2Н150
На рис. 26 представлена кинематическая схема вертикально-сверлильного станка 2А150 (2Н150). Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал I вращается от электродвигателя 46 через ременную передачу 1-2. Движение валу II сообщает одна из четырех пар зубчатых колес 3-4, 5-6, 7-8 и 9-10. Дальнейшее вращение передается одной из кинематических цепей: 11-15, 16-17 или 13-14, 16-17 или 13-14, 18-19. Колеса 17 и 19 вращают втулку 20, а вместе с ней и шпиндель V, связанный со втулкой шлицевым соединением. В итоге шпиндель имеет 12 различных значений частот вращения. Реверсирование шпинделя, необходимое при производстве резьбонарезных работ, осуществляется переключением полюсов электродвигателя.
Рабочая подача шпинделя производится с помощью реечной передачи. Реечное колесо 42 находится в зацеплении с рейкой пиноли 43. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Описываемый станок имеет девять подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 21-22, 23-24 и коробку подач. Вращение валу VIII сообщает одна из трех передач 25-26, 27-28 или 21-30 и далее на вал X-одна из трех цепей зубчатых колес 30-31, 32-33 или 30-31, 31-34 или 47-35, 31-34. Зубчатые передачи 36-37 и червячная пара 40-41 сообщают вращение реечному колесу 42.
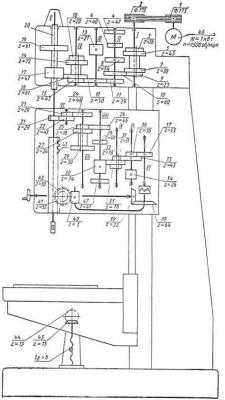
Рис. 26. Кинематическая схема вертикально-сверлильного станка 2А150 (2Н150)
Рис. 27. Шпиндельный узел сверлильного станка
Конструкция шпиндельного узла
На рис. 27 показана конструкция характерного для сверлильных станков шпиндельного узла. Втулка 7, с жестко насаженными колесами 6 и 8 (17 и 19 на рис. 26), вращается в двух шарикоподшипниках. На верхнем конце шпинделя нарезаны шлицы, которыми он входит внутрь втулки, получая от нее вращение. Нижний участок его смонтирован на подшипниках в пиноли 4. Конструкция узла такова, что шпиндель, свободно вращаясь, не имеет осевого смещения относительно пиноли. Последняя, получая вертикальную подачу от реечного колеса 5, увлекает за собой шпиндель. Когда при сверлении шпиндель перемещается вниз или вверх, возвращаясь в исходное положение, шлицевый участок его скользит в шлицах втулки 7 без нарушения кинематической связи. Сила подачи при сверлении воспринимается ynopным подшипником, смонтированным в нижней части пиноли, а сама пиноль перемещается в круговых направляющих корпуса (см. рис. 25, б) шпиндельной бабки 4.
Нижний конец шпинделя имеет коническое отверстие определенного стандартного размера. В него вводится хвостовик инструмента ) и удерживается там силой трения. Шпиндель имеет отверстие 2, в которое вводится клин 3 для выталкивания инструмента. В случае необходимости закрепления в шпинделе инструмента различных диаметров с хвостовиками, меньшими размера гнезда, применяют переходные втулки.
Похожие материалы
www.metalcutting.ru
Станок вертикально-сверлильный 2Н150 | ЭлеМаш
Информация Технические характеристики Видео
Станок вертикально-сверлильный 2Н150 выполняет операции сверления, рассверливания, зенкования, развертывания, нарезания резьбы. Станок может успешно применяться в условиях единичного и серийного производства.
По вопросам приобретения металлообрабатывающего б/у оборудования обращайтесь по телефону: +375 (29) 691-07-41. Заказать Цена: уточняйте Оборудование: в наличии Склад: г. Минск.
Технические характеристики являются справочными. Точную информацию при покупке товара уточняйте у наших менеджеров.
Чтобы приобрести товар, оставьте заявку на сайте или свяжитесь с нашими менеджерами в России или Беларуси.
| Наибольший диаметр сверления (мм) | 50 |
| Размеры конуса шпинделя (Морзе) | 5 |
| Расстояние от оси шпинделя до направляющих колонны (мм) | 350 |
| Наибольший ход шпинделя (мм) | 300 |
| Расстояние от торца шпинделя до стола (мм) | 0-800 |
| Расстояние от торца шпинделя до плиты (мм) | 700-1250 |
| Наибольшее (установочное) перемещение сверлильной головки (мм) | 250 |
| Перемещение шпинделя за один оборот штурвала (мм) | 131.68 |
| Рабочая поверхность стола (мм) | 500×560 |
| Наибольший ход стола (мм) | 360 |
| Расстояние между двумя Т-образными пазами (мм) | 100 |
| Количество скоростей | 12 |
| Пределы частоты вращения шпинделя (1/мин) | 22,4-1000 |
| Количество подач | 12 |
| Пределы подач (мм/об) | 0,05-2,24 |
| Наибольшее количество нарезаемых отверстий в час | 50 |
| Управление циклами работы | ручное |
| Род тока питающей сети | трехфазный |
| Напряжение питающей сети (В) | 380/220 |
| Габаритные размеры (В*Ш*Д, мм) | 2930*890*1355 |
| Масса станка (кг) | 1870 |
Технические характеристики являются справочными. Точную информацию при покупке товара уточняйте у наших менеджеров.
Чтобы приобрести товар, оставьте заявку на сайте или свяжитесь с нашими менеджерами в России или Беларуси. Видео по данному оборудованию не найдено!
Информация Технические характеристики Видео
elemash-m.ru
Станок вертикально-сверлильный 2Н150 | Станочный Мир
Если Вам необходимо купить Станок вертикально-сверлильный 2Н150 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-сверлильный 2Н150 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
| 1 | 2Н150.20.017 вилка |
| 2 | 2Н150.20.033 шестерня Z=15 м=3,5 |
| 3 | 2Н150.20.035 шестерня Z=15 м=3,5 |
| 4 | 2Н150.20.036 шестерня Z=53 м=3,5 |
| 5 | 2Н150.20.037 вал L=215мм |
| 6 | 2Н150.20.049 шестерня Z=68 м=3,5 |
| 7 | 2Н150.20.053 шестерня Z=30 м=3,5 |
| 8 | 2Н150.20.057 гильза L=333мм |
| 9 | 2Н150.20.058 вал L=250мм |
| 10 | 2Н150.20.059 шестерня Z=29 м=2,5 |
| 11 | 2Н150.20.060 шестерня Z=24 м=2,5 |
| 12 | 2Н150.21.037 шестерня Z=27 м=2,5 |
| 13 | 2Н150.30.018 вилка |
| 14 | 2Н150.30.019 вилка |
| 15 | 2Н150.30.032 вал L=171мм |
| 16 | 2Н150.30.039 шестерня Z=36 м=2 |
| 17 | 2Н150.30.077 вал L=201мм |
| 18 | 2Н150.30.078 вал L=203мм |
| 19 | 2Н150.30.079 шестерня Z=62 м=2 |
| 20 | 2Н150.30.080 шестерня Z=45 м=2 |
| 21 | 2Н150.40.019 червячная шестерня Z=40 м=2,5 |
| 22 | 2Н150.40.031 вал-шестерня Z=12 м=3,5 L=403мм |
| 23 | 2Н150.40.040 вал-шестерня Z=12 м=3,5 L=142мм |
| 24 | 2Н150.40.043 червяк L=230мм |
| 25 | 2Н150.40.091 втулка L=92мм ф=125мм |
| 26 | 2Н150.40.092 втулка L=92мм ф=130мм |
| 27 | 2Н150.50.031 шпиндель L=1117мм |
| 28 | 2Н150.50.032 пиноль L=514мм ф=105мм |
| 29 | 2Н150.50.033 кулачок |
stankomehanik.ru
2А150 Станок вертикально-сверлильный универсальный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2А150
Изготовитель сверлильных станков моделей 2А125, 2А135, 2А150, 2Г175 – Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого – токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
2А150 Станок вертикально-сверлильный универсальный. Назначение и область применения
Станки универсальные вертикально-сверлильные 2А150 с условным диаметром сверления 35, 50 мм соответственно, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Универсальный вертикально-сверлильный станок, модель 2А150, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Хронология выпуска заводом вертикально-сверлильных станков 2150 серии с диаметром сверления до 50 мм:
- 2150 – первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1950 г.
- 2А150 – следующие модели серии, выпускались с 1950 по 1965 г.
- 2Н150 – самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С150 – последние модели серии. Сняты с производства в 2014 году
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 – производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 – производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 – производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 – производитель: Молодечненский станкостроительный завод
Габаритные размеры вертикально сверлильного станка 2А150
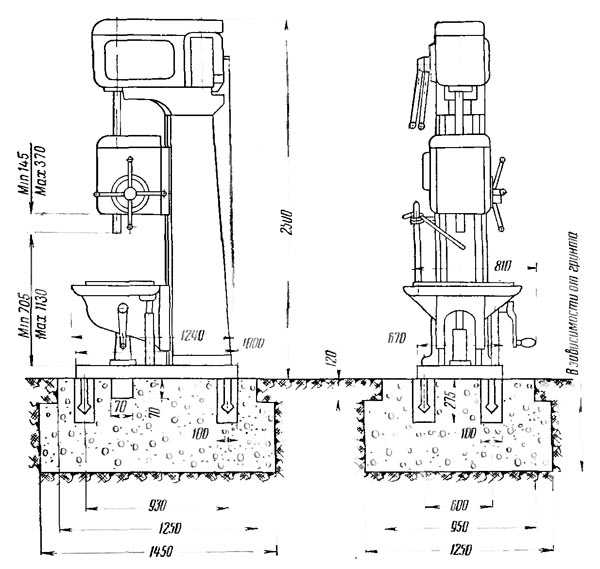
Габаритные размеры вертикально сверлильного станка 2А150
Общий вид сверлильного станка 2А150

Фото вертикально сверлильного станка 2А150
Расположение составных частей сверлильного станка 2А150

Расположение составных частей сверлильного станка 2А150
Перечень составных частей сверлильного станка 2А150
- плита;
- стол;
- шпиндель;
- коробка подач;
- шпиндельная головка;
- электродвигатель;
- штурвал ручной подачи шпинделя;
- станина;
- рукоятка вертикального перемещения стола.
На фундаментной плите 1 смонтирована колонна 8 коробчатой формы. В ее верхней части размещена шпиндельная головка 5, несущая электродвигатель 6 и шпиндель 3 с инструментом. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 7. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 2. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей.
Кинематическая схема сверлильного станка 2А150
Кинематическая схема сверлильного станка 2А150
Схема кинематическая вертикально сверлильного станка 2А150. Смотреть в увеличенном масштабе
На рис. 26 представлена кинематическая схема вертикально-сверлильного станка 2А150 (2Н150).
Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал I вращается от электродвигателя 46 через ременную передачу 1—2. Движение валу II сообщает одна из четырех пар зубчатых колес 3—4, 5—6, 7—8 и 9—10. Дальнейшее вращение передается одной из кинематических цепей: 11—15, 16—17 или 13—14, 16—17 или 13—14, 18—19. Колеса 17 и 19 вращают втулку 20, а вместе с ней и шпиндель V, связанный с втулкой шлицевым соединением. В итоге шпиндель имеет 12 различных значений частот вращения. Реверсирование шпинделя, необходимое при производстве резьбонарезных работ, осуществляется переключением полюсов электродвигателя.
Рабочая подача шпинделя производится с помощью реечной передачи. Реечное колесо 42 находится в зацеплении с рейкой пиноли 43. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Описываемый станок имеет девять подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 21—22, 23—24 и коробку подач. Вращение валу VIII сообщает одна из трех передач 25—26, 27—28 или 21—30 и далее на вал X—одна из трех цепей зубчатых колес 30—31, 32—33 или 30—31, 31—34 или 47—35, 31—34. Зубчатые передачи 36—37 и червячная пара 40—41 сообщают вращение реечному колесу 42.
Электрооборудование и электрическая схема сверлильного станка 2А150

Электрическая схема сверлильного станка 2А150
2А150 станок вертикально-сверлильный универсальный. Видеоролик.
Основные технические характеристики станка 2А125, 2А150
| Наименование параметра | 2А125 | 2А135 | 2А150 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…700 | 0…750 | 0…800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 750…1125 | 705…1130 | 650…1200 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 300 | 350 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Размеры рабочей поверхности стола, мм | 500 х 375 | 450 х 500 | 500 х 600 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 325 | 325 | 325 |
| Шпиндель | |||
| Наибольшее перемещение салазок шпинделя, мм | 200 | 200 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 175 | 225 | 300 |
| Частота вращения шпинделя, об/мин | 97…1360 | 68…1100 | 32…1400 |
| Количество скоростей шпинделя | 9 | 9 | |
| Наибольший допустимый крутящий момент, кг*м | 250 | 400 | |
| Конус шпинделя | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 11 | |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1…0,81 | 0,115…1,6 | |
| Наибольшее усилие подачи, кг | 900 | 1600 | |
| Динамическое торможение шпинделя | Есть | Есть | Есть |
| Электрооборудование и привод станка | |||
| Электродвигатель привода главного движения, кВт | 2,8 | 4,5 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 980 х 825 х 2300 | 1240 х 810 х 2500 | 1550 х 970 х 2865 |
| Масса станка, кг | 870 | 1300 | 2250 |
- Тепинкичиев В.К. Металлорежущие станки., 1973, стр.48.
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы:
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru