Сверлильный станок 2н150 технические характеристики: 2Н150 станок вертикально-сверлильный одношпиндельный универсальный. Паспорт, схемы, характеристики, описание
alexxlab | 02.04.2023 | 0 | Разное
Станок вертикально-сверлильный 2Н150 | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Станок вертикально-сверлильный 2Н150
Станок предназначен для выполнения: сверления, зенкерования, рассверливания, зенкования, развертывания, нарезания резьбы метчиками, легкого прямолинейного фрезерования.
Технические характеристики станка 2Н150
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 |
| Ширина рабочей поверхности стола, мм | 500 |
| Длина рабочей поверхности стола, мм | 560 |
| ЧПУ | |
Пределы частот вращения шпинделя Min/Max, об/мин. |
22,4 – 1000 |
| Мощность, кВт | 7.5 |
| Габариты, мм | 1293_875_3090 |
| Масса, кг | 1880 |
| Начало серийного выпуска, год | 1962 |
| Завод-производитель | Стерлитамак – М.Т.Е. Стерлитамакский станкостроительный завод, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок вертикально-сверлильный 2Н150 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 2Н150 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.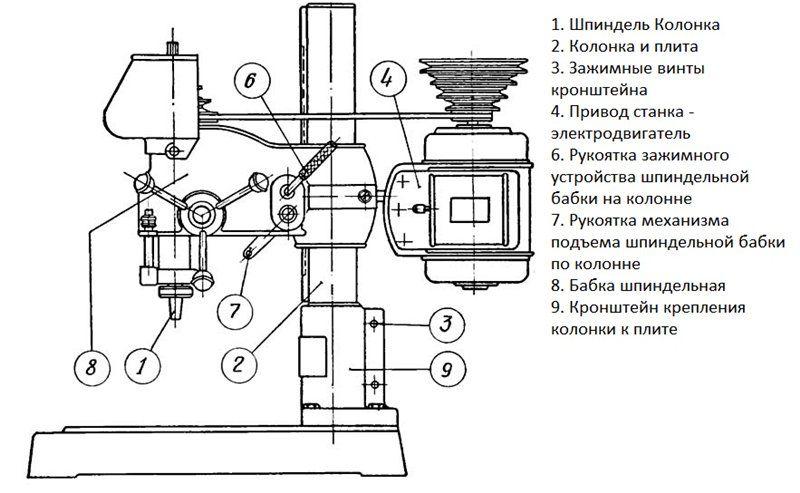
Гарантия на продукцию, аналогичную изделию – Станок вертикально-сверлильный 2Н150 составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок вертикально-сверлильный 2Н150 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-сверлильный 2Н150 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Популярные модели
Характеристика универсального вертикально-сверлильного станока 2Н125. Нулевые и исходные точки станков с ЧПУ
Вертикально-сверлильный станок 2Н125 ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Расчет базовых элементов станка.
Металлорежущие станки должны обеспечивать возможность высокопроизводительного изготовления без последующей ручной доводки деталей, удовлетворяющих современным непрерывно возрастающим требованиям к точности. Поэтому проектирование станков и их наиболее ответственных деталей и механизмов, в частности, деталей несущей системы, в значительной степени подчиняется критерию точности. К этому критерию относятся: точность изготовления, сохранение точности в работе (обеспечиваемое малостью приведенных упругих, температурных деформаций и амплитуд колебаний) и сохранение точности за установленные межремонтные периоды (обеспечиваемое малым износом и короблением от остаточных напряжений).
Поэтому проектирование станков и их наиболее ответственных деталей и механизмов, в частности, деталей несущей системы, в значительной степени подчиняется критерию точности. К этому критерию относятся: точность изготовления, сохранение точности в работе (обеспечиваемое малостью приведенных упругих, температурных деформаций и амплитуд колебаний) и сохранение точности за установленные межремонтные периоды (обеспечиваемое малым износом и короблением от остаточных напряжений).
Несущая система станка образуется совокупностью элементов станка, через которые замыкаются силы, возникающие между инструментом и заготовкой в процессе резания. К элементам несущей системы, рассматриваемым в настоящем учебном пособии, относятся станины и корпусные детали станков.
Несущие системы станков должны обеспечивать и сохранять в течение срока службы станка возможность обработки с заданными режимами и требуемой точностью. Исходя из этого, основными критериями работоспособности несущей системы являются жесткость, а также виброустойчивость в смысле обеспечения возможности устойчивой работы станка при заданных режимах и ограничения уровня амплитуд вынужденных колебаний допустимыми пределами.
Обоснование вида направляющих станка и выбор материала
В станке применяют направляющие скольжения из серого чугуна, выполненные как одно целое с базовой деталью, наиболее просты, но при интенсивной работе не обеспечивают необходимой долговечности. Их износостой
кость повышают закалкой с нагревом токами высокой частоты или газопламенным методом. Закалкой одной из сопряженных поверхностей до HRCa 48—53 можно повысить износостойкость более чем в 2 раза. Легирующие присадки к чугунным направляющим дают повышение износостойкости только при последующей закалке. Значительного повышения износостойкости чугунных направляющих можно добиться применением специальных покрытий. Хромирование направляющих слоем толщиной 25—50 мкм обеспечивает твердость до HRC9 68—72, в 4—5 раз повышает износостойкость и существенно уменьшает коэффициенты трения покоя и трения движения.
По форме поперечного сечения трапециевидные (типа ласточкина хвоста) направляющие.
Обоснование конструкции основных базовых элементов и выбор материала.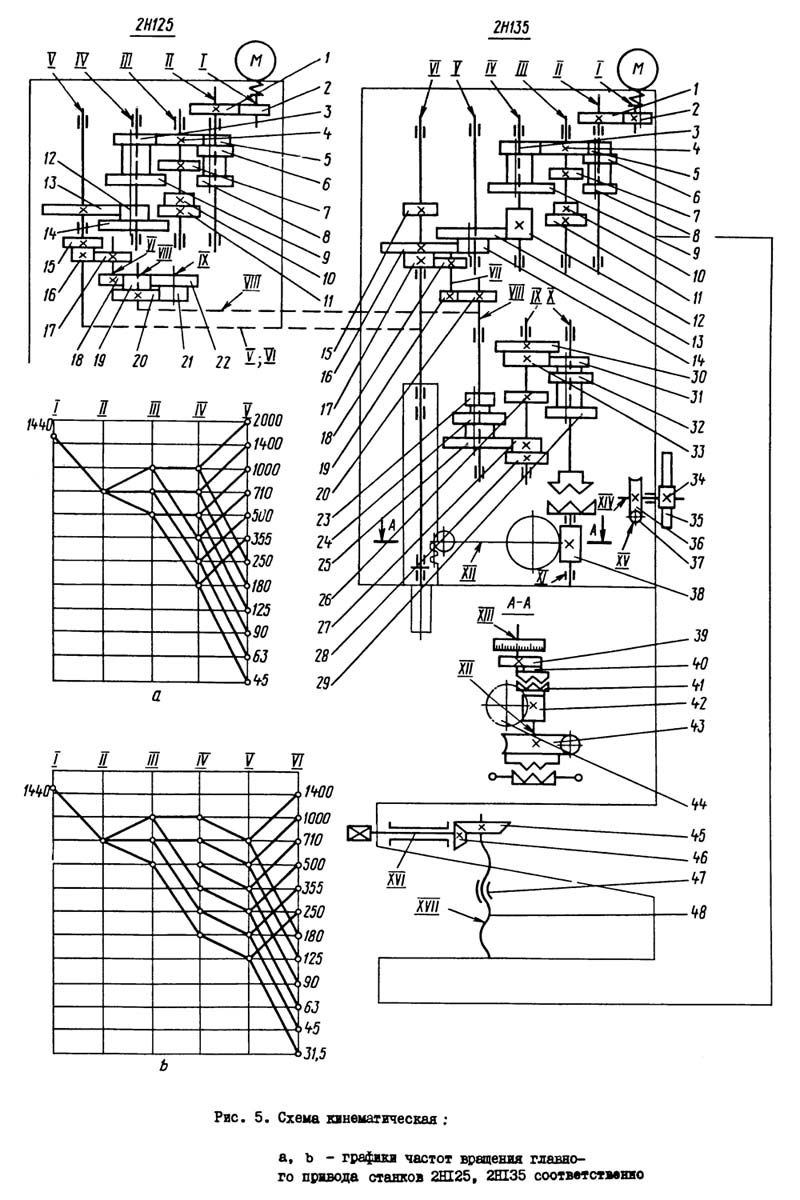
Фундаментальная плита выполнена из железобетона. Обеспечивая такую же жесткость, как и чугунная плита, железобетон дает экономию металла примерно на 40—60 %.
Форма сечений вертикальных станин (стоек) если необходимо обеспечить поворот узлов относительно оси стойки вбирают круглой. Материал стойки
СЧ 15. Он обладает хорошими литейными свойствами, мало коробится, но имеет сравнительно низкие механические свойства.
Траверса выполнена за одно целое вместе с направляющими. Поэтому что бы обеспечить нужные свойства направляющих материал СЧ20.
Сверлильный станок на магнитном основании BDS-maschinen MAB-425
Производитель: BDS-maschinen
Цена: 43900 руб
Технические характеристики Масса 13 кг.
Питание 220 В.
Мощность, Вт 1050
Тип привода Электродвигатель
Частота вращения, об/мин 430/760
Количество скоростей 2
Диаметр фрезы, мм 12-35
Глубина фрезы, мм 30
Тип шпинделя прямое крепление
Максимальный ход шпинделя, мм 160
Размер магнитной подошвы (ДХШХВ), мм 168Х84Х41. 5
5
Реверс нет
Электронная защита от перегрузок есть
Система автоматической подачи СОЖ есть
MAB 425 оснащен маслонаполненным редуктором, благодаря которому увеличивается срок службы механический частей устройства.
Магнитный сверлильный станок представляет собой механическое устройство портативных размеров, которое, прикрепившись к металлоконструкции посредством электромагнитного основания, позволяет производить все технологические операции, которые способен выполнить полнометражный сверлильно-фрезерный станок в любом пространственном положении: вертикально, горизонтально и под любым углом.
С помощью корончатых свёрл магнитный станок качественно работает с такими металлами, как сталь, алюминий, нержавейка, чугун, справляется с железнодорожными рельсами, а также металлоконструкциями любой прочности и размеров.
Сверлильные станки на магните иссверливают в металле отверстия, обрабатывают их и нарезают резьбу, при наличии механизма реверса.
Корончатые сверла, по преимуществу используемые в магнитных сверлильных станках, являются более эффективными по сравнению с обыкновенными, спиральными свёрлами, так как требуют меньшей мощности от механизма и дают меньше стружки.
Магнитный сверлильный станок способен, в зависимости от модификации, делать отверстия до 10 см в диаметре.
В случае необходимости работы с немагнитным материалом магнитный сверлильный станок использует трубное крепление,т.е., струбцину.
Для выполнения отверстий на немагнитных листах для сверлильного станка на магните применяется дополнительное устройство: вакуумное крепление.
Сверлильный станок Top Machine RDM-2003BN
Цена: 11705 руб
Технические характеристики Масса 46 кг.
Питание 220 В.
Тип двигателя асинхронный
Мощность, Вт 550
Частота вращения, об/мин 180-2740
Количество скоростей 12
Диаметр сверла, мм 3-16
Максимальный диаметр сверления, мм 20
Максимальное расстояние от шпинделя до основания, мм 715
Расстояние от оси шпинделя до стойки, мм 180
Максимальное расстояние от шпинделя до рабочего стола, мм 470
Максимальная высота, мм 1065
Тип шпинделя Конус Морзе 2
Максимальный ход шпинделя, мм 80
Диапазон углов наклона рабочего стола, град 0-45
Станок сверлильный электрический, предназначен для сверления отверстий в металле, дереве, а также в твердых полимерных материалах и т. д.
д.
Изделие должно эксплуатироваться в районах с умеренным климатом, в температурном диапазоне от +1ºС до +40ºС и относительной влажности воздуха не более 80 %.
По степени защиты от поражения электрическим током изделие относится к классу 1, что обеспечено применением в шнуре питания специальной вилки с третьим заземленным контактом.
Нулевые и исходные точки станков с ЧПУ
При работе на универсальных станках с ручным управлением требуемые размеры изготавливаемых деталей достигаются, как правило, путем обработки заготовки относительно ее базовых поверхностей. На станках с ЧПУ требуемые размеры деталей достигаются путем обработки заготовки относительно начала отсчета выбранной по определенным соображениям системы координат.
Фактически, при работе на станке с ЧПУ приходится иметь дело не с одной, а одновременно с несколькими системами координат, важнейшими из которых являются следующие три:
1. Координатная система станка. Система координат станка является главной расчетной системой, в рамках которой определяются предельные перемещения исполнительных органов станка, а также их исходные и текущие положения. У различных станков с ЧПУ в зависимости от их типа и модели координатные системы располагаются по-разному. Начало отсчета этой системы координат находится в определенной производителем станка точке и не подлежит изменению пользователем. Точка, представляющая собой начало отсчета координатной системы станка, называется нулем станка или нулевой точкой станка.
У различных станков с ЧПУ в зависимости от их типа и модели координатные системы располагаются по-разному. Начало отсчета этой системы координат находится в определенной производителем станка точке и не подлежит изменению пользователем. Точка, представляющая собой начало отсчета координатной системы станка, называется нулем станка или нулевой точкой станка.
2. Координатная система детали. Система координат детали является главной системой для программирования обработки и назначается чертежом или эскизом технологической документации. Она имеет свои оси координат и свое начало отсчета, относительно которого определены все размеры детали и задаются координаты всех опорных точек контуров детали. Опорными точками в этом случае считаются точки начала, конца и пересечения или касания геометрических элементов детали, которые образуют ее контур и влияют на траекторию инструмента на технологических переходах. Точка начала отсчета координатной системы детали называется нулем детали или нулевой точкой детали.
3. Координатная система инструмента. Система координат инструмента предназначена для задания положения его режущей части относительно державки в момент обработки. Началом отсчета координатной системы инструмента является точка, от которой начинается запрограммированное перемещение рабочего инструмента. Эта точка называется нулем инструмента или нулем обработки. Как правило, координаты нуля обработки задаются в координатной системе детали, но при этом координаты нуля обработки могут не совпадать с нулем детали.
При разработке технологического процесса обработки детали на станке с ЧПУ необходимо определить исходную точку перемещений, с которой начинается выполнение команд управляющей программы. Наиболее желательно такое расположение исходной точки перемещений, при котором она совпадает с нулем инструмента, а координатные оси детали и станка параллельны друг другу. В этом случае процесс программирования траекторий перемещения исполнительных органов станка значительно упрощается и, следовательно, снижается вероятность появления ошибок в управляющей программе.
Нулевые и исходные точки основных систем координат, используемых при работе на станках с ЧПУ, как правило, имеют специальные обозначения, с помощью которых указывается их расположение на пульте станка или на эскизах технологической документации. Эти обозначения обычно состоят из пиктограммы и прописной буквы латинского алфавита. К сожалению, в отечественных государственных стандартах эти обозначения не определены. Существует лишь несколько отраслевых стандартов (например, в авиационной промышленности), но они плохо согласуются между собой.
В отечественной технической литературе по ЧПУ у разных авторов нулевые точки основных систем координат обозначены по-разному – в зависимости от того, какую систему ЧПУ они принимали за основу. Поэтому специалисту надо быть готовым к тому, что он встретит на пульте станка или в документации непривычную для себя систему условных обозначений. В данном учебном пособии принята система, принятая в Германии, которая является европейским лидером по станкам с ЧПУ.
Сверлильный станок на магнитном (электромагнитном) основании Rotabroach MCC-30
Страна: Великобритания
Производитель: Rotabroach
Цена: 27900 руб
Технические характеристики
Масса 11 кг.
Питание 220 В.
Мощность, Вт 800
Тип привода Электродвигатель
Частота вращения, об/мин 600
Количество скоростей 1
Диаметр фрезы, мм 30
Глубина фрезы, мм 25
Тип шпинделя Weldon 19.05 мм.
Максимальный ход шпинделя, мм 30
Размер магнитной подошвы (ДХШХВ), мм 165х80
Реверс нет
Система автоматической подачи СОЖ нет
Габаритные размеры (ДХШХВ), мм 250х170х420
НОВИНКА – Усовершенствованный редуктор.
НОВИНКА – Эргономичная ручка для переноски. Укомплектован патроном для быстрорежущего сверла диаметром до 13 мм. Малый вес – 11 кг. Режущий инструмент – кольцевые сверла,хвостовик Weldon 19,05. Укомплектован кейсом для переноски и принадлежностями.
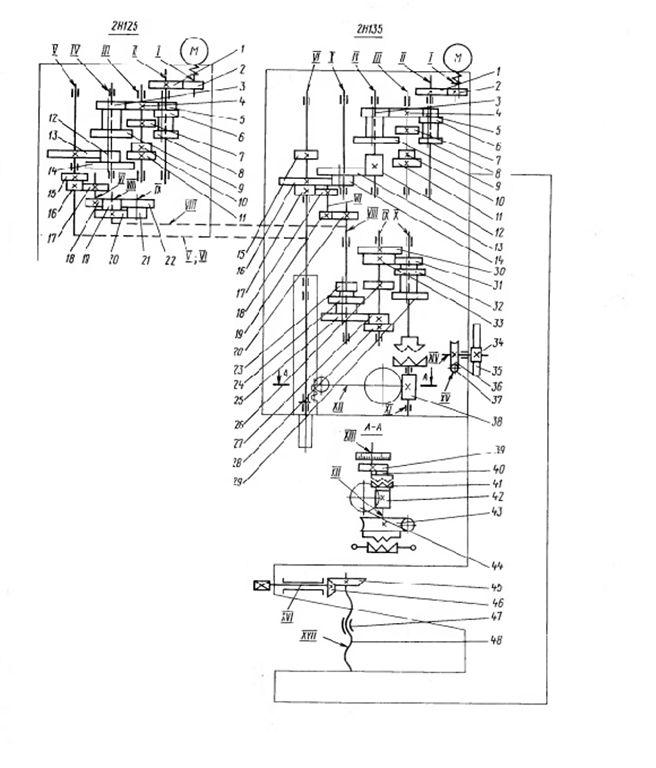
Вертикально-сверлильный станок 2Н125 ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
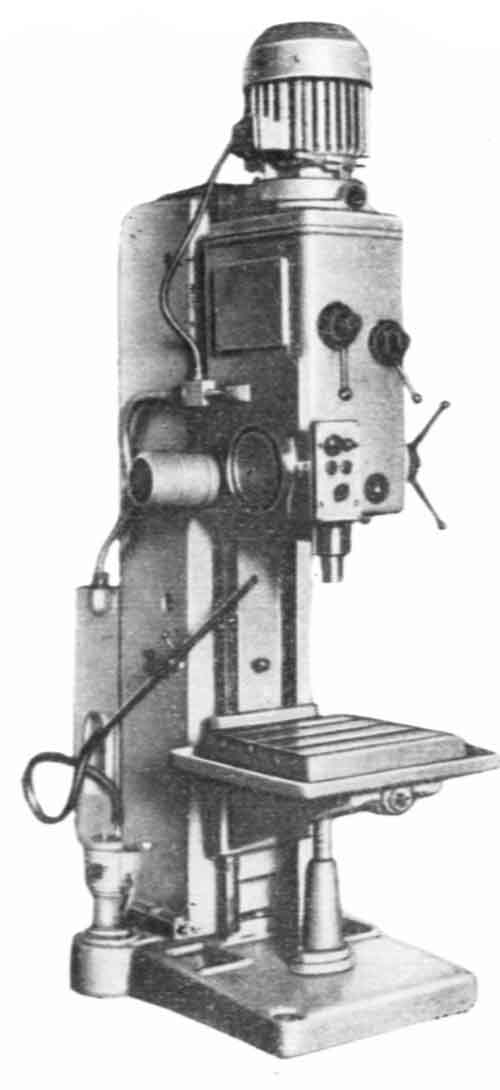
Станок вертикально-сверлильный 2Н135, а так же станки 2Н125 и 2Н150 применяются на производственных предприятиях с небольшим объемом выпускаемой продукции, мелкими или единичными сериями, как правило, это небольшие мастерские или малые предприятия.
Сверлильный станок 2Н135 (2Н125, 2Н150) предназначен для выполнения ряда операций: сверление, зенкование, рассверливание отверстий, а так же зенкерования и подрезки торцев. Станок 2Н135 оснащен механической подачей шпинделя, при этом управление циклами работ осуществляется в ручном режиме, все это позволяет работать в широком диапазоне размеров, при использовании различных материалов заготовок и тд.
Вертикально сверлильный станок характеристика:
Так же на станке установлена система реверсивного электродвигателя основного видения, это дает возможность работать на станке с использованием машинного метчика при ручной подаче шпинделя. Мощность основного электродвигателя движения 2,2 кВт.
Станок сверлильный 2Н135 (2Н125, 2Н150) находится в классе точности Н по Госту 8082.
Для расширения технические характеристики станка, можно использовать дополнительный инструмент или приспособления.
 gif”> gif”>
|
| ||||||
Я просматриваю каталог машин Я запрашиваю цену Я запрашиваю информацию Я Нажмите, чтобы увеличить изображение I | |||||||
| |||||||
Технические характеристики машины (все технические характеристики могут быть изменены без предварительного уведомления) |  gif” bgcolor=”#FFFFFF” scope=”col”> gif” bgcolor=”#FFFFFF” scope=”col”> | ||||||
|---|---|---|---|---|---|---|---|
| Рамная конструкция | Трубчатая сталь | ||||||
| Приблизительный вес машины | 38 000 фунтов | ||||||
| Ширина машины | 102-1/4″ | ||||||
| Глубина станка | 122 дюйма | ||||||
| Высота машины – до верха рамы | 63-7/8″ | ||||||
| Высота машины — зазор крана | 130″ | ||||||
| Минимальная высота ролика | 24 дюйма | ||||||
| Максимальная высота ролика | 44 дюйма | ||||||
| Характеристики шпинделя и особенности | Интернет | Верхний фланец | Нижний фланец | ||||
| Длина хода | 24 дюйма | 24 дюйма | 24 дюйма | ||||
| Длина максимальная скорость | 16 дюймов/с | 14 дюймов/с | 14 дюймов/с | ||||
| Тип перемещения длины | гидравлический сервопривод | гидравлический сервопривод | гидравлический сервопривод | ||||
| Ход оси | 44 дюйма | 18 дюймов | 18 дюймов | ||||
| Скорость оси | 10″/сек | 10 дюймов/с | 10 дюймов/с | ||||
| Тип перемещения оси | гидравлический сервопривод | гидравлический сервопривод | гидравлический сервопривод | ||||
| Ход подачи | 14 дюймов | 14 дюймов | 14 дюймов | ||||
| Максимальная скорость подачи | 5 дюймов/сек | 5 дюймов/сек | 5 дюймов/сек | ||||
| Тип подачи | ШВП Сервопривод переменного тока | ШВП Сервопривод переменного тока | ШВП Сервопривод переменного тока | ||||
| Максимальная подача сверления | зависит от бита | зависит от бита | зависит от бита | ||||
| Об/мин шпинделя | 200-1200 переменная | 200-1200 переменная | 200-1200 переменная | ||||
| Тип об/мин | Инвертор переменного тока 20 л. с. с. | Инвертор переменного тока 20 л.с. | Инвертор переменного тока 20 л.с. | ||||
| Максимальная толщина материала | 7 дюймов | 7 дюймов | 7″ | ||||
| Минимальная толщина материала | 1/4″ | 1/4″ | 1/4″ | ||||
| Шпиндель л.с. | 20 | 20 | 20 | ||||
| Максимальная тяга | 4000 фунтов | 4000 фунтов | 4000 фунтов | ||||
| Держатель инструмента | Конус Морзе №4 | Конус Морзе №4 | Конус Морзе №4 | ||||
| Максимальный диаметр отверстия | 2–18 дюймов | 2-1/8″ | 2-1/8″ | ||||
| Охлаждающая жидкость | через туман шпинделя | через туман шпинделя | через туман шпинделя | ||||
| Количество инструментов | 1 | 1 | 1 | ||||
| Датчик мягкого прикосновения | да | да | да | ||||
| Защита от перегрузки | да | да | да | ||||
| Битовая прорывная технология | да | да | да | ||||
| Корректировка частичной подачи отверстия | да | да | да | ||||
| Компенсатор угла наклона | да | да | да | ||||
| Зондирование материала | TF датчик мягкого прикосновения | датчик воздуха под патрубком | датчик воздуха под патрубком | ||||
| BF датчик мягкого прикосновения | |||||||
| Раскладка материалов | да | да | да | ||||
| Макет для распила | выбирается оператором | выбирается оператором | выбирается оператором | ||||
| Расположение центра детали по длине | выбирается оператором | выбирается оператором | выбирается оператором | ||||
| Характеристики размера материала | |||||||
| Максимальный материал, фунт/фут | 1000 фунтов/фут | ||||||
| Максимальная толщина материала | 6 дюймов | ||||||
| Конверт машины | |||||||
| Максимальная высота материала | 18 дюймов | ||||||
| Максимальная ширина материала | 44 дюйма | ||||||
| Минимальная высота материала | 1/4″ | ||||||
| Минимальная ширина материала | 4 дюйма | ||||||
| минимальная длина материала | 9′ | ||||||
| Минимальный размер уголка | Короткая ножка 4″ x 3″ x 1/4″, вертикальная | ||||||
| Система охлаждения | |||||||
| Охлаждающая жидкость | через туман шпинделя | ||||||
| Давление | 100 фунтов на кв. дюйм дюйм | ||||||
| Поток | 40 куб. футов в минуту (все 3 шпинделя) | ||||||
| Конфигурации для измерения длины | |||||||
| Следящий датчик | |||||||
| Измерительная тележка с толкаемым щупом | |||||||
| Двойное измерительное колесо | |||||||
| Конфигурации для измерения длины с тандемными пилами | |||||||
| Измерительная каретка, следующая за датчиком, с пилой на выходе | |||||||
| Двойное измерение колеса с пилой на выходе | |||||||
| Измерительная каретка толкаемого щупа с пилой на входе | |||||||
| Двойное колесо для измерения с пилой на входе | |||||||
| Пила | Автоматическое положение для пилы | ||||||
| Трафарет (верхний фланец, дальняя сторона) | |||||||
| Глубина трафарета | глубина 1/32 дюйма | ||||||
| Высота символа | 1/2″ | ||||||
| Общее количество символов | 34 | ||||||
| Символы | 0 – 9 | ||||||
| Максимальная толщина полки | 4 дюйма | ||||||
| Материал | ножки канала вниз | ||||||
| Типы материалов | Вт, HP, C, МС | ||||||
| Гидравлический агрегат | |||||||
Электродвигатель 40 л. | |||||||
 38 000 фунтов
38 000 фунтов