Сверлильный станок схема электрическая – Схема сверлильного станка
alexxlab | 15.04.2020 | 0 | Разное
Схема сверлильного станка
Сверлильный станок модели 2М112

Тел.:+38(063)-343-3322
Настольный вертикально-сверлильный станок модели 2М112 предназначен для сверления глухих и сквозных отверстий диаметром не более 12 мм и нарезание резьбы до М12 в мелких деталях из различных материалов (чугун, сталь, цветные металлы).
Устройство настольно-сверлильного станка 2М112
Устройство сверлильного станка:
- Колона;
- Зажимное устройство шпинделя;
- Электропривод станка;
- Механизм подъёма и опускания шпинделя;
- Кронштейн;
- Плита;
- Защитный кожух;
- Шпиндель;
- Механизм натяжения клиноременной передачи.
Органы управления настольно-сверлильного станка 2М112
- Рукоятка ручной подачи S шпинделя;
- Ручка натяжения клиновых ремней;
- Ручка фиксации шпинделя по колоне станка;
- Ручка для осевого перемещения шпинделя по колоне;
- Кнопки управления электрическим двигателем;
- Ручка фиксации подмоторной плиты.
Электрическая схема сверлильного станка 2М112
Шпиндель настольно-сверлильного станка модели 2М112

Большую часть шпинделя составляет чугунный литой корпус. В нем расположены шпиндельный узел, механизм натяжения ремней и местное освещение станка. В задней части шпинделя станка крепиться электродвигатель.
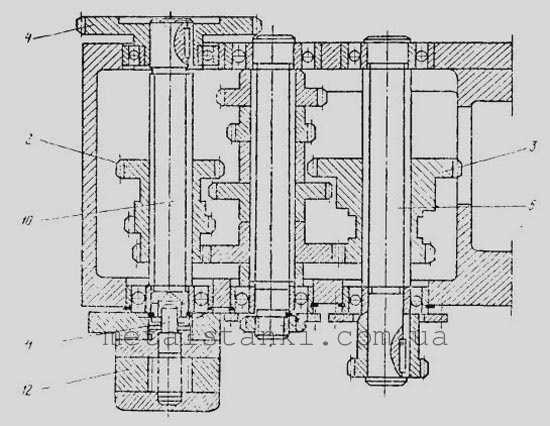
На рис. 3 представлен шпиндельный узел, которой состоит из шпинделя 1, который расположен в гильзе 4 на радиальных шариковых подшипниках 3 и 6. Шпиндель вращается от втулки 8 и шкив 9 через шлицевое соединение. Подача шпинделя осуществляется вручную, при помощи штурвала, который состоит из вал-шестерни 5 и гильзы с рейкой 4. Снятие патрона с конуса шпинделя осуществляется с помощью гайки 2.
Настройка, наладка настольно-сверлильного станка 2М112
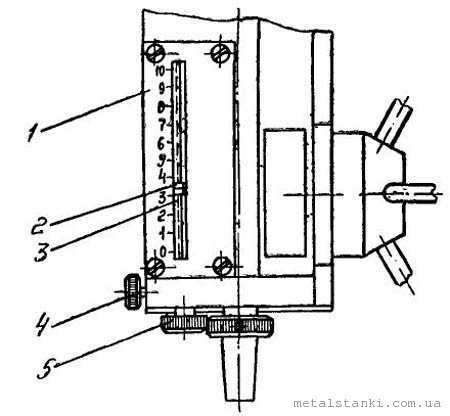
Для сверления глухих отверстий на определенную глубину можно использовать упор.
На рис. изображена шкала перемещения шпинделя. Поворотом штурвала следует подвести сверло до поверхности обрабатываемого изделия и засверлить на глубину конусной заточки сверла.
Затем освободить фиксатор 4 и с помощью поворачивания гайки 5 разместить указатель 2 в положении “0”. Повернув гайку 5, установить необходимую глубину сверления и зажать фиксатор 4.
Регулировка натяжения ремней привода
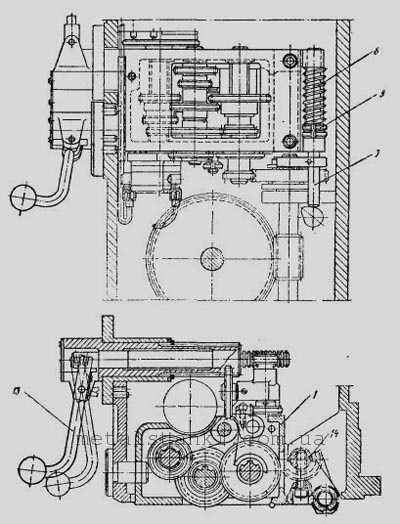
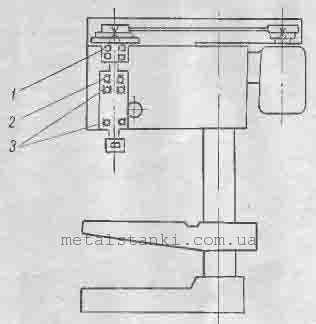
В процессе эксплуатации происходит ослабление ремней, уменьшается крутящий момент на шпинделе, поэтому следует выполнять натяжение ремней. Это делается следующим образом, необходимо поднять защитный кожух, закрывающий ременную передачу, отпустить подмоторную плиту при помощи рукоятки 6 (рис.2), поворотом кнопки 2 натянуть ремень и опять зафиксировать плату рукояткой 6.
Схема расположения подшипников от http://www.avtonabor.com.ua/semniki-podsipnikov настольно-сверлильного станка 2М112
Расположения подшипников настольно-сверлильного станка 2М112:
- Подшипник 36205Е;
- Подшипник 203 ГОСТ 8338-75;
- Подшипник 104 ГОСТ 8338-75;
- Подшипник 8114 ГОСТ 6874-75.
Техническая характеристика вертикально-сверлильного станка 2М112
| Основные параметры | 2М112 |
| Число шпинделей | 1 |
| Наибольший диаметр сверления, мм | 12 |
Расстояние от нижнего конца шпинделя до плиты, мм: | |
| наименьшее | 20 |
| наибольшее | 400 |
| Вылет шпинделя, мм | 180 |
| Шпиндель: | |
| Наружный диаметр, мм | 17,781 |
| Конус шпинделя | Морзе В18 |
| Число скоростей шпинделя | 5 |
| Наибольшее перемещение шпинделя, мм | 100 |
| Длина линейки для измерения глубины сверления, мм | 100 |
| Габариты станка (длина х ширина х высота), мм | 730х355х820 |
| Вес, кг | 120 |
Шпиндельная бабка: | |
| Наибольшее вертикальное перемещение бабки шпинделя (ручное), мм | 300 |
| Наибольший угол поворота, град | 360 |
Плита: | |
| Рабочая поверхность плиты, мм | 250×250 |
| Наибольшее перемещение плиты (ручное, механическое), мм | нет |
Ремни: | |
| Ремень главного привода (клиновый, тип А, длина 1180 мм.), шт | 1 |
Привод: | |
| Электродвигатель шпинделя: | |
| число оборотов, мм | 1370 |
| Мощность, кВт | 0,55 |
www.metalstanki.com.ua
Технические характеристики вертикально-сверлильного станка 2Н118
Вертикально-сверлильный станок 2Н118 не предназначен для применения на предприятиях со средне- и крупносерийным производством. Это оборудование производитель рекомендует для оснащения экспериментальных и ремонтно-механических цехов, в которых продукция изготавливается мелкими и единичными сериями.

Внешний вид вертикально-сверлильного станка 2Н118
Особенности станка модели 2Н118
Станок 2Н118 благодаря своим техническим характеристикам позволяет выполнять такие технологические операции, как:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы;
- подрезка торцов деталей (с применением специального инструмента).
Используя вертикально-сверлильный станок данной модели, в металле формируют отверстия, диаметр которых доходит до 18 мм. При этом развивается крутящий момент до 880 Нм, а максимальная величина рабочей подачи составляет 560 кгс.
При выполнении обработки на данном станке можно выбрать различные параметры подач и скоростей вращения шпиндельного узла, что позволяет использовать такое оборудование наиболее эффективно и с максимальной производительностью.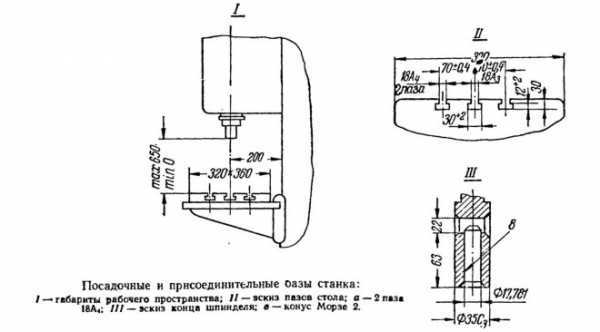
Габариты рабочего пространства и посадочные базы станка
Первый вертикально-сверлильный станок модели 2Н118 был выпущен еще в 60-х годах прошлого века. Производством данного агрегата занимался Молодечненский станкостроительный комбинат, который и по сей день является предприятием, выпускающим эффективное и надежное металлорежущее оборудование.
Позднее на Гомельском и Молодечненском станкостроительных заводах выпускался аналог вертикально-сверлильного станка 2Н118 – 2Т118. Кроме данной модели, специалистами Молодечненского станкостроительного завода был разработан еще ряд модификаций станка 2Н118:
- 2Н118К – вертикально-сверлильный станок координатного типа;
- 2А118 – сверлильный станок с вертикальной компоновкой, оснащенный одношпиндельной рабочей головкой;
- 2Н118Ф2 – станок c программной системой управления.

Вертикальн
i-perf.ru
Электрооборудование и электрическая принципиальная схема радиально-сверлильного станка модели 2А55
Сверлильные станки служат для получения сквозных и глухих отверстий в деталях при помощи сверл, для развертывания и чистовой обработки отверстий, за ранее приобретенных литьем либо штамповкой, и для выполнения других операций. В сверлильных станках главное движение и движение подачи сообщаются инструменту. К станкам общего предназначения относятся вертикально-сверлильные и радиально-сверлильные станки.

На рис. 1 показан вид радиально-сверлильного станка. Станок состоит из фундаментной плиты 1 с установленной на ней недвижной колонной, на которую насажена пустотелая гильза 2. Гильза может поворачиваться вокруг колонны на 360°. На гильзу надет горизонтальный рукав (траверса) 4, который можно подымать и опускать повдоль колонны при помощи вертикального винта механизма перемещения 3.
Закрепление гильзы с рукавом на колонне (зажим колонны) делается разрезным кольцом, которое стягивается средством дифференциального винта, вращаемого вручную либо отдельным электродвигателем. По горизонтальным направляющим рукава может передвигаться в круговом направлении шпиндельная бабка (сверлильная головка) 5. Обрабатываемая деталь устанавливается на столе 8. От головного электродвигателя 6 сообщается вращение шпинделю 7 и делается подача инструмента (сверла).
В электромашиностроении на сверлильных станках создают сверление отверстий в торцах станин электронных машин, в подшипниковых щитах, лапах и др.
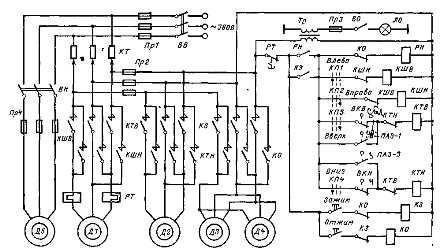
Разглядим электропривод и схему управления (рис. 2) радиально-сверлильного станка модели 2А55, созданного для обработки отверстий поперечником до 50 мм сверлами из быстрорежущей стали. Станок имеет 5 асинхронных короткозамкнутых движков: вращения шпинделя Д1 (4,5 кВт), перемещения траверсы Д2 (1,7 кВт), гидрозажима колонны ДЗ и шпиндельной головки Д4 (по 0,5 кВт) и электронасоса Д5 (0,125 кВт).
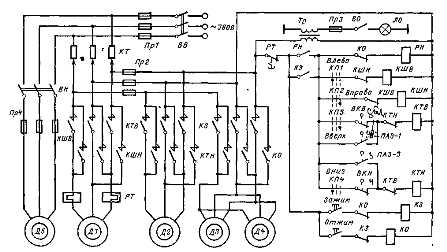
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим методом при помощи коробки скоростей в спектре от 30 до 1500 об/мин (12 скоростей). Привод подачи
радиально-сверлильного станка выполнен от головного мотора Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи Fп=20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне делается автоматом. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает существенное сокращение вспомогательного времени при работе на станке.
Все электрическое оборудование радиально-сверлильного станка, кроме электронасоса, установлено на поворотной части станка, потому напряжение сети 380 В подается через вводной выключатель ВВ на кольцевой токосъемник КТ и дальше через щеточный контакт в распределительный шкаф, установленный на траверсе.
До работы станка нужно произвести зажим колонны и шпиндельной головки, что осуществляется нажатием кнопки
Зажим. Получает питание контактор КЗ и главными контактами включает движки ДЗ и Д4, которые приводят в действие гидравлические зажимные устройства. Сразу через вспомогательный контакт
контактора КЗ врубается реле РН, подготавливающее питание цепей управления через собственный контакт после прекращения воздействия на кнопку Зажим и отключения контактора КЗ.
Для отжима колонны и шпиндельной головки по мере надобности их перемещения нажимается кнопка
Отжим, при всем этом теряет питание реле РН, что делает неосуществимым работу на станке при отжатых колонне и шпиндельной головке.
Управление движками шпинделя Д1 и перемещения траверсы Д2 делается с помощью крестового тумблера КП, ручка которого может перемешаться в четыре положения:
На лево врубается контактор КШВ, и шпиндель крутится против часовой стрелки. Если ручку переместить в положение
На право, то отключается контактор КШВ, врубается контактор КШН, и шпиндель станка будет крутиться по часовой стрелке.
При установке ручки крестового тумблера КП, к примеру, в положение Ввысь врубается
контактором КТВ движок Д2. При всем этом ходовой винт механизма перемещения крутится сначала вхолостую, передвигая сидящую на нем гайку, что вызывает отжим траверсы (при всем этом замыкается контакт ПАЗ-2 тумблера автоматического зажима), после этого происходит подъем траверсы.
По достижении траверсой нужного уровня переводят ручку КП в среднее положение, потому отключается контактор КТВ, врубается контактор К.ТН и движок Д2 реверсируется. Реверс его нужен для воплощения автоматического зажима траверсы благодаря вращению ходового винта в оборотную сторону и передвижению гайки до положения зажима, после этого движок разомкнувшимся контактом ПАЗ-2 отключается. Если сейчас установить ручку тумблера КП в положение
Перемещение траверсы в последних положениях ограничивается конечными выключателями ВКВ и ВКН, разрывающими цепи питания контакторов КТВ либо КТН.
Защита от маленьких замыканий в силовых цепях, цепях управления и освещения делается плавкими предохранителями Пр1
— Пр4. Движок шпинделя защищен от перегрузки термическим реле РТ. Реле РН производит нулевую защиту, предотвращая самозапуск движков Д1 и Д2, включенных тумблером КП, при снятии и следующем восстановлении напряжения питания. Восстановление цепи управления может быть только при повторном нажатии кнопки Зажим
elektrica.info
2.5.2. Станок настольно-сверлильный, вертикальный 2м112
 Назначение
и область применения
Назначение
и область применения
Настольной сверлильный станок с вертикальным расположением шпинделя и пятиступенчатым изменением скорости вращения шпинделя предназначен для сверления отверстий максимальным диаметром 12 мм и нарезанием внутренней резьбы метчиками с помощью резьбонарезного патрона в деталях из чугуна, сталей и сплавов. Контроль глубины обработки производится по лимбу (ценой деления 1мм) штурвала. Цельнолитая массивная плита основания станка придаёт сверлильному станку жесткость и устойчивость, а также препятствует возникновению вибрации, негативно влияющей на стойкость сверла, и как следствие, на производительность настольно-сверлильного станка. Лёгкость управления станком, а также его надёжность и долговечность обеспечивается простотой конструкции.
Паспорт настольно-сверлильного, вертикального станка 2М112
Максимальный диаметр сверления и резьбонарезания, мм | 12 |
Расстояние от оси шпинделя до образующей колонны, мм | 190 |
Размер конуса шпинделя наружный по ГОСТ 9953-82 | В18 |
Расстояния от торца шпинделя до рабочей поверхности стола мин/макс, мм | 50/400 |
Наибольшее перемещение шпинделя, мм | 100 |
Цена деления лимба, мм | 1 |
Подача при сверлении | ручная |
Количество скоростей шпинделя | 5 |
Диапазон скоростей вращения шпинделя, об/мин | 450…4500 |
Мощность электродвигателя, кВт | 0.55 |
Частота вращения электродвигателя, об/мин | 1500 |
Напряжение трёхфазного эл.питания, В | 380 |
Размеры рабочей поверхности стола, мм | 200×250 |
Количество Т-образных пазов | 3 |
Расстояние между пазами, мм | 50 |
Ширина пазов, мм | 14 |
Габаритные размеры станка, мм: длина ширина высота | 370 770 950 |
Масса сверлильного станка, кг | 120 |
 Устройство
станка
Устройство
станка
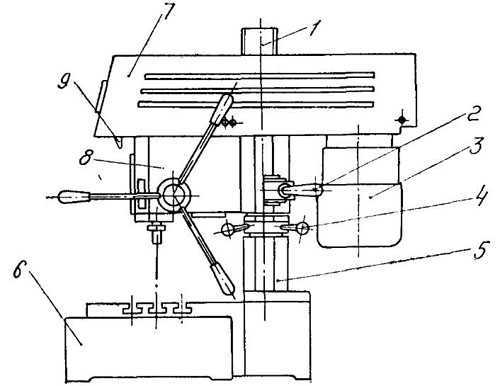
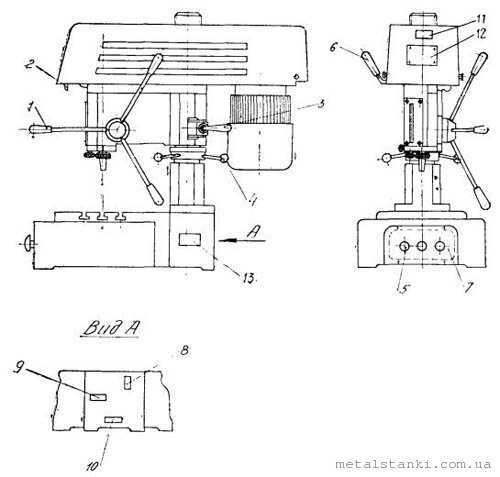
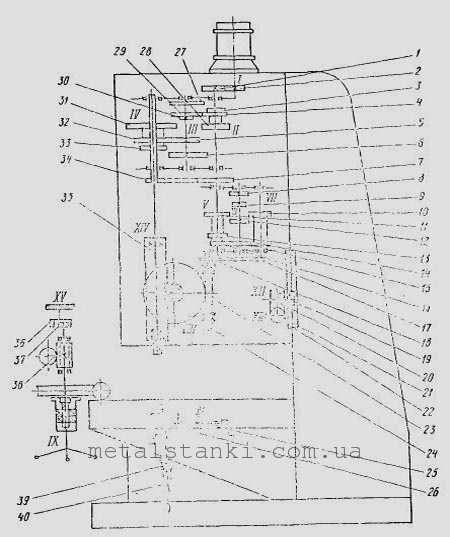
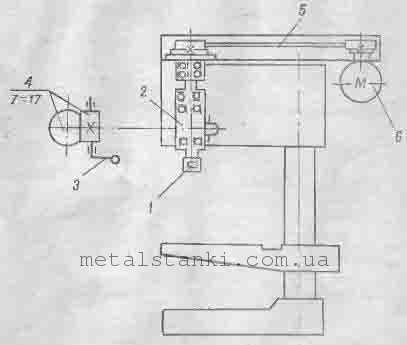
Настольно-сверлильный, вертикальный станок 2М112 состоит из колонки 1, зажимного устройства шпиндельной бабки 2, электродвигателя 3, механизма подъема шпиндельной бабки 4, кронштейна 5, плиты 6, шпинделя 7, шпиндельной бабки 8 и механизма натяжения ремня 9.

Рис. 4. Настольно-сверлильный, вертикальный станок 2М112
Плита 6 представляет собой отливку, имеющую корыто для сбора и отвода охлаждающей жидкости. Внутри плиты размещается электрооборудование станка. Пульт располагается на передней стенке плиты. На рабочей плоскости плиты имеются Т-образные пазы, которые служат для крепления приспособления.
К верхнему платику плиты в кронштейне 5 крепится колонка 1, по которой перемещается шпиндельная бабка 4, сама колонка с кронштейном соединена неподвижно.
По мере износа ремня происходит его растяжение. Для натяжения ремня предназначена рукоятка.
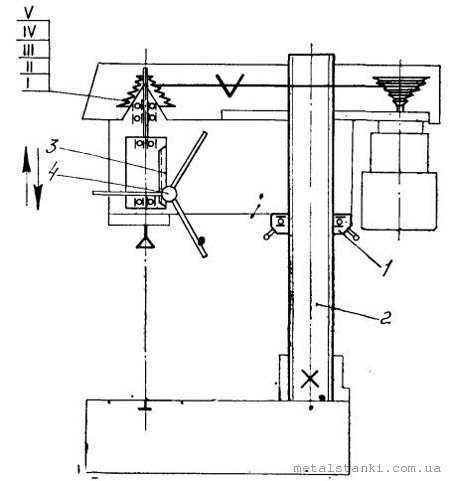
Шпиндельный узел смонтирован в корпусе, а шпиндель – в гильзе на шарикоподшипниках. Шпиндель получает вращение от втулки и шкива через шлицевое соединение. Подача шпинделя – ручная, осуществляется вращением штурвала при помощи вала-шестерни и гильзы с рейкой. Гайка предназначена для снятия сверлильного патрона с конуса шпинделя.
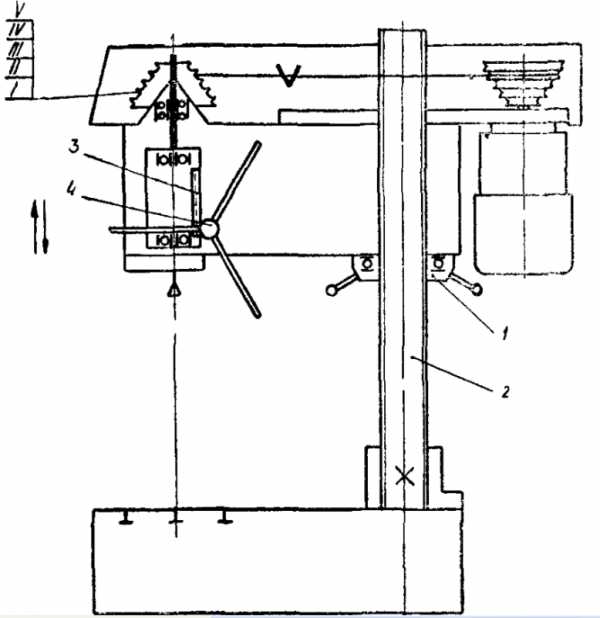
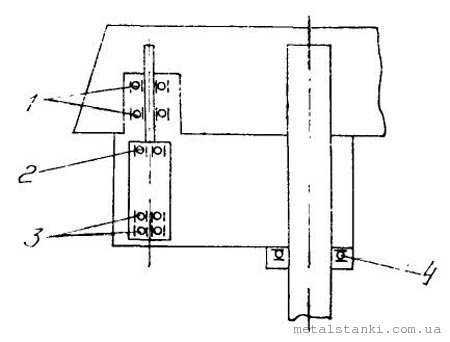
Рис. 5. Кинематическая схема станка (1 – гайка, 2 – колонка, 3 – рейка гильзы, 4 – вал шестерни)
 Основу
шпиндельной бабки 4 составляет чугунный
корпус. В корпусе смонтирован шпиндельный
узел и механизм натяжения ремня 9. Сзади
к бабке прикреплен электродвигатель
3. Шпиндельная бабка может поворачиваться
на колонке и фиксироваться в нужном
положении. Для перемещения шпиндельной
бабки (рис. 4) по колонке 1 надо освободить
зажимное устройство 2. Поворотом ручки
подъемного механизма шпиндельной бабки
влево или вправо можно поднять или
опустить шпиндельную бабку 8.
Основу
шпиндельной бабки 4 составляет чугунный
корпус. В корпусе смонтирован шпиндельный
узел и механизм натяжения ремня 9. Сзади
к бабке прикреплен электродвигатель
3. Шпиндельная бабка может поворачиваться
на колонке и фиксироваться в нужном
положении. Для перемещения шпиндельной
бабки (рис. 4) по колонке 1 надо освободить
зажимное устройство 2. Поворотом ручки
подъемного механизма шпиндельной бабки
влево или вправо можно поднять или
опустить шпиндельную бабку 8.
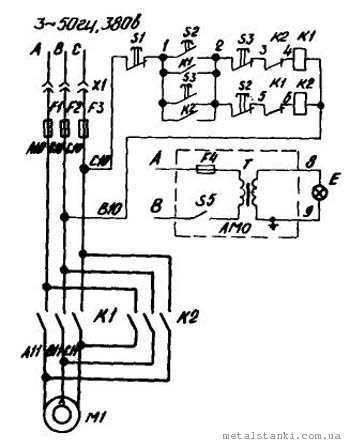
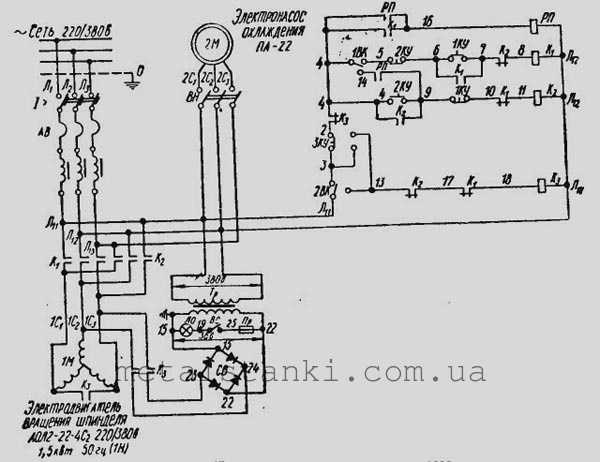
Электрооборудование станка рассчитано на питание от сети переменного трехфазного тока напряжением 380 В частотой 50 Гц. На это же напряжение рассчитана цепь управления. Возможно подключение цепи управления на 220 В при условии подачи питания на станок от 4-проводной сети. Напряжение цепи местного освещения 24 В переменного тока.
Станок должен быть присоединен к общей системе заземления цеха с помощью специального болта, расположенного на плите станка. Заземление станка и эксплуатация его электрооборудования должны производиться в соответствии с требованиями «Правила технической эксплуатации и безопасности обслуживания электроустановок промпредприятий».

Рис. 6. Схема электрическая принципиальная
Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка. Для подключения станка к сети необходимо вставить вилку разъема.
 Рекомендуется
сделать вначале пробным пуск станка на
холостом ходу на всех скоростях
последовательно, начиная с наименьших
оборотов шпинделя. В первый период после
пуска станка рекомендуется работать
па максимальных оборотах шпинделя.
Рекомендуется
сделать вначале пробным пуск станка на
холостом ходу на всех скоростях
последовательно, начиная с наименьших
оборотов шпинделя. В первый период после
пуска станка рекомендуется работать
па максимальных оборотах шпинделя.
Указания мер безопасности
Безопасность труда на станке обеспечивается его изготовлением в соответствии с требованиями ГОСТ 12.2.009-80 и ГОСТ 12.2.049-80.
Требования безопасности труда при эксплуатации станка устанавливаются соответствующими разделами руководства и настоящим разделом.
Персонал, допущенный к работе на станке:
1. Должен быть соответствующим образом проинструктирован;
2. Должен ознакомиться с правилами эксплуатации и ремонта станка, изложенными в руководстве.
Необходимо соблюдать все общие правила техники безопасности при работе на металлорежущих станках.
Периодически проверять правильность работы блокировочных устройств.
Распаковка. При распаковке сначала снимается верхний щит упаковочного ящика, а затем боковые. Необходимо следить за тем, чтобы не повредить станок упаковочным инструментом.
Для транспортирования распакованного станка используется стальная штанга диаметром 17 мм, которая пропускается через предусмотренное в корпусе отверстие.
При захвате станка канатами за штангу необходимо следить за тем, чтобы не повредить облицовку станка.
При этом шпиндельная бабка станка должна быть сдвинута в крайнее нижнее положение и надежно закреплена.
Полный список оборудования, приспособлений и инструментов, применяемых при восстановлении корпуса водяного насоса представлен ниже.
studfiles.net
Вертикально-сверлильный станок 2Н118: устройство,схемы,характеристика
Кинематическая схема вертикально-сверлильного станка 2Н118
Электрическая схема вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка
Коробка скоростей вертикально-сверлильного станка при помощи двух тройных блоков шестерен 1 и 2 передает шпинделю девять различных скоростей.
Механизм коробки скоростей состоит из электродвигателя, расположенного вертикально и зубчатой передачи 5. За счет этой передачи, возможно изменить передаточное отношения, тем самым изменить диапазон частоты вращения шпинделя.
Выходной вал коробки скоростей 8 изготовлен в форме гильзы со шлицевым отверстием, передающим крутящий момент шпинделю станка.
Переключение скоростей осуществляется при помощи рукоятки 10, которая имеет три положения по окружности и три осевых положения. Рукоятка через шестерни 11, 12 и рейку 13 перемещает штанги 14 и 15, которые связанные с вилками 16 и 17.Вилки, в свою очередь, осуществляют переключение подвижных блоков 1 и 2.
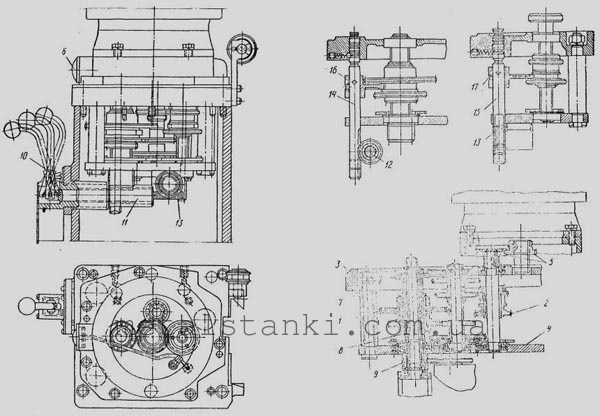
Коробка подач вертикально-сверлильного станка
Коробка подач вертикально-сверлильного станка состоит из трех валов смонтированных в отдельном литом корпусе 1.
Коробка подач обеспечивает шесть подач при помощи подвижного тройного блока 2 и двойного блока 3. Вращение коробки подач передается от зубчатого колеса, сидящей на гильзе шпинделя на шестерню 4.
Третий вал 5 через зубчатую передачу передает крутящий момент на шариковую муфту и червяк механизма подач. Шариковая муфта предназначена для выключения подачи при достижении необходимой глубины сверления. Она же также выполняет функцию предохранительного устройства при перегрузке по усилию подачи.
Переключение скоростей осуществляется с помощью рукоятки 13, которая имеет два осевых положения и три круговых. Конструкция механизмов переключения подач и скоростей идентична.
Смазка как коробки подач, так и других механизмов, осуществляется от шестеренчатого насоса 12.
Сверлильная головка вертикально-сверлильного станка
Сверлильная головка вертикально-сверлильного станка это чугунный корпус, в который устанавливаются следующие узлы станка:
- Коробка скоростей станка;
- Коробка подач станка;
- Шпиндельная бабка;
- Механизм подач
Основной частью узла сверлильной головки является механизм подач, состоящий из червячной передачи 1, горизонтального вала с реечной шестерней , лимба 3, штурвала 4,кулачковой муфты 5 и храповой муфты 6.
Механизм подач выполняет следующие функции:
- Ручной подвод режущего инструмента к заготовки;
- Включение и выключение рабочей подачи;
- Ручной отвод шпинделя;
- Ручная подача для нарезания резьбы

Техническая характеристика вертикально-сверлильного станка 2Н118
| Основные параметры | 2Н118 |
|---|---|
| Наибольший диаметр сверления,мм | 18 |
| Расстояние от конца шпинделя до стола,мм: | |
| наибольшее | 650 |
| наименьшее | 0 |
| Шпиндель | |
| Конус шпинделя | Морзе 2 |
| Наибольшее осевое перемещение,мм | 150 |
| Вылет шпинделя,мм | 200 |
| Цена деления лимба,мм | 1 |
| Наибольшее перемещение шпиндельной головки,мм | 300 |
| Стол | |
| Наибольшее перемещение стола,мм | 350 |
| Перемещение стола на 1 оборот рукоятки,мм | 2,4 |
| Электродвигатель | |
| Мощность,кВт | 1,5 |
| Число оборотов в минуту | 1420 |
| Габариты станка,мм | |
| длина | 870 |
| ширина | 590 |
| высота | 2080 |
| Вес станка,кг | 450 |
www.metalstanki.com.ua
Электрооборудование радиально-сверлильного станка модели 2К522 | Электрические машины
Минский государственный политехнический колледж
Заочное отделение
Курсовой проект по дисциплине ” Электрооборудование ППиГЗ”
На тему: ” Электрооборудование радиально-сверлильного станка модели 2К522″
Минск 2014
Исходные данные: паспорт станка радиально-сверлильный модели 2К522.
В курсовом проекте рассмотрено назначение и устройство станка, принцип работы схемы управления станка, произведен выбор электродвигателей и элементов схемы, произведен расчет проводов и защитной аппаратуры, указана техника безопасности при выполнении на станке каких-либо операций, а также содержится графическая часть, то есть электрическая принципиальная схема и схема соединений.
Расчетная часть курсового проекта выполнена в виде пояснительной записки в полном соответствии с СТП и ЕСКД. Объем расчетно-пояснительной записки составляет 35 страниц.
Графическая часть курсового проекта содержит 2 листа формата А1.
Содержание
Введение
1 Назначение станка и его технические характеристики
2 Техническое обоснование выбора системы электропривода
3 Выбор рода тока и величины напряжения
4 Расчёт мощности и выбор электродвигателя главного движения
5 Расчёт мощности и выбор электродвигателей подач и
вспомогательных движений
6 Расчёт и построение механической характеристики с
применением ПЭВМ
7 Разработка принципиальной электрической схемы управления
8 Выбор аппаратов пуска, защиты и управления
9 Выбор питающих проводов и способ их прокладки
10 Охрана труда при работе на станке
11 Выводы по проекту
12 Перечень стандартов используемых в проекте
Литература
Приложение. Перечень элементов
Состав: Схема электрическая принципиальная (Э3), Схема электрических соединений (Э5), Спецификация
Софт: КОМПАС-3D 13
vmasshtabe.ru
Электрические схемы
Сверлильные станки служат для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. В сверлильных станках главное движение и движение подачи сообщаются инструменту. К станкам общего назначения относятся вертикально-сверлильные и радиально-сверлильные станки.
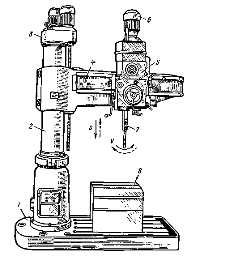
На рис. 1 показан общий вид радиально-сверлильного станка. Станок состоит из фундаментной плиты 1 с установленной на ней неподвижной колонной, на которую надета пустотелая гильза 2. Гильза может поворачиваться вокруг колонны на 360°. На гильзу надет горизонтальный рукав (траверса) 4, который можно поднимать и опускать вдоль колонны с помощью вертикального винта механизма перемещения 3.
Закрепление гильзы с рукавом на колонне (зажим колонны) производится разрезным кольцом, которое стягивается посредством дифференциального винта, вращаемого вручную или отдельным электродвигателем. По горизонтальным направляющим рукава может перемещаться в радиальном направлении шпиндельная бабка (сверлильная головка) 5. Обрабатываемая деталь устанавливается на столе 8. От главного электродвигателя 6 сообщается вращение шпинделю 7 и производится подача инструмента (сверла).
В электромашиностроении на сверлильных станках производят сверление отверстий в торцах станин электрических машин, в подшипниковых щитах, лапах и др.
Рассмотрим электропривод и схему управления (рис. 2) радиально-сверлильного станка модели 2А55, предназначенного для обработки отверстий диаметром до 50 мм сверлами из быстрорежущей стали. Станок имеет пять асинхронных короткозамкнутых двигателей: вращения шпинделя Д1 (4,5 кВт), перемещения траверсы Д2 (1,7 кВт), гидрозажима колонны ДЗ и шпиндельной головки Д4 (по 0,5 кВт) и электронасоса Д5 (0,125 кВт).
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим путем с помощью коробки скоростей в диапазоне от 30 до 1500 об/мин (12 скоростей). Привод подачи радиально-сверлильного станка выполнен от главного двигателя Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи Fп=20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне производится автоматически. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает значительное сокращение вспомогательного времени при работе на станке.
Все электрооборудование радиально-сверлильного станка, за исключением электронасоса, установлено на поворотной части станка, поэтому напряжение сети 380 В подается через вводной выключатель ВВ на кольцевой токосъемник КТ и далее через щеточный контакт в распределительный шкаф, установленный на траверсе.
Перед началом работы станка необходимо произвести зажим колонны и шпиндельной головки, что осуществляется нажатием кнопки Зажим. Получает питание контактор КЗ и главными контактами включает двигатели ДЗ и Д4, которые приводят в действие гидравлические зажимные устройства. Одновременно через вспомогательный контакт контактора КЗ включается реле РН, подготавливающее питание цепей управления через свой контакт после прекращения воздействия на кнопку Зажим и отключения контактора КЗ.
Для отжима колонны и шпиндельной головки при необходимости их перемещения нажимается кнопка Отжим, при этом теряет питание реле РН, что делает невозможным работу на станке при отжатых колонне и шпиндельной головке.
Управление двигателями шпинделя Д1 и перемещения траверсы Д2 производится при помощи крестового переключателя КП, рукоятка которого может перемешаться в четыре положения: Влево, Вправо, Вверх и Вниз, замыкая при этом соответственно контакты КП1— КП4. Так, в положении рукоятки Влево включается контактор КШВ, и шпиндель вращается против часовой стрелки. Если рукоятку переместить в положение Вправо, то отключается контактор КШВ, включается контактор КШН, и шпиндель станка будет вращаться по часовой стрелке.
При установке рукоятки крестового переключателя КП, например, в положение Вверх включается контактором КТВ двигатель Д2. При этом ходовой винт механизма перемещения вращается вначале вхолостую, передвигая сидящую на нем гайку, что вызывает отжим траверсы (при этом замыкается контакт ПАЗ-2 переключателя автоматического зажима), после чего происходит подъем траверсы.
По достижении траверсой необходимого уровня переводят рукоятку КП в среднее положение, поэтому отключается контактор КТВ, включается контактор К.ТН и двигатель Д2 реверсируется. Реверс его необходим для осуществления автоматического зажима траверсы благодаря вращению ходового винта в обратную сторону и передвижению гайки до положения зажима, после чего двигатель разомкнувшимся контактом ПАЗ-2 отключается. Если теперь установить рукоятку переключателя КП в положение Вниз, то сначала произойдет отжим траверсы, а затем ее опускание и т.д.
Перемещение траверсы в крайних положениях ограничивается конечными выключателями ВКВ и ВКН, разрывающими цепи питания контакторов КТВ или КТН.
Защита от коротких замыканий в силовых цепях, цепях управления и освещения производится плавкими предохранителями Пр1 – Пр4. Двигатель шпинделя защищен от перегрузки тепловым реле РТ. Реле РН осуществляет нулевую защиту, предотвращая самозапуск двигателей Д1 и Д2, включенных переключателем КП, при снятии и последующем восстановлении напряжения питания. Восстановление цепи управления возможно только при повторном нажатии кнопки Зажим.
www.electromontag-pro.ru
Настольно-сверлильный станок 2сс1м: устройство,схемы,характеристики
Кинематическая схема настольно-сверлильного станка 2сс1м
Крутящий момент на шпинделе 1 возникает от электродвигателя 6 и передается через клиноременную передачу 5. Частота вращения шпинделя регулируется при помощи перестановки приводного ремня на соответствующую ступень ступенчатого шкива.
Перемещение пиноли 2 осуществляется рукояткой 3 через реечную передачу 4.
Электрическая схема настольно-сверлильного станка 2сс1м
Пуск станка осуществляется включением вилки Ш1 в сеть, напряжением 220 В и нажатием пусковой кнопки выключателя В 1.Во время нажатия кнопки выключателя В1, включается толчковый контакт, включающий пусковую обмотку ПО и рабочую обмотку РО электродвигателя.
После выключения кнопки выключателя В1, размыкается толчковый контакт, выключая пусковую обмотку ПО электродвигателя
Для избегания выхода из строя рабочей обмотки двигателя при произвольной остановке, следует нажать на стоповую кнопку переключателя.
Настройка настольно-сверлильного станка 2сс1м

Шпиндель 1 с закрепленным в патроне 2 сверлом поднимите в крайнее верхнее положение.
При помощи подвижного стола 5 установите минимальный зазор (5 мм) между верхней поверхностью заготовки и концом режущего инструмента.
Заготовку закрепите на столе при помощи прихватов 6.
Сверление детали на заданную глубину осуществляется при помощи лимба, поворачивая против часовой стрелки, совместите деление “ноль” лимба с риской на станке. Цена деления лимба равна 1 мм подачи сверла.
Расположение подшипников станка
| № на рис. | № подшипника | Место установки | Количество |
|---|---|---|---|
| 1 | 205 | в траверсе под шкивом | 2 |
| 2 | 8102 | в пиноли | 1 |
| 3 | 202 | в пиноли | 2 |
Техническая характеристика настольно-сверлильного станка 2сс1м
| Основные параметры | 2сс1м |
|---|---|
| Наибольший диаметр сверления в стали,мм | 6 |
| Наибольший диаметр рассверливания,мм | 13 |
| Конус шпинделя | В16 |
| Наибольшее расстояние от торца шпинделя до поверхности стола,мм | 250 |
| Наибольшее перемещение пиноли,мм | 70 |
| Вылет шпинделя от колоны,мм | 150 |
| Размеры стола: | |
| длина | 200 |
| ширина | 200 |
| Количество ступеней частоты вращения | 3 |
| Габаритные размеры,мм: | |
| длина | 620 |
| ширина | 240 |
| высота | 700 |
| Масса станка,кг | 52,5 |
www.metalstanki.com.ua