Сверло центровое – Центровочное сверло: ГОСТ 14952-75, характеристики
alexxlab | 21.12.2019 | 0 | Разное
параметры и производство, применение, производители и контроль качества
 Сверло центровочное относится к инструментам комбинированного типа. Благодаря ему в деталях из различного материала (сплавы металлокерамические, полученные на основе железа и бронзы, легированных и обычных сталей, чугуна) проделывают отверстия.
Сверло центровочное относится к инструментам комбинированного типа. Благодаря ему в деталях из различного материала (сплавы металлокерамические, полученные на основе железа и бронзы, легированных и обычных сталей, чугуна) проделывают отверстия.
С помощью подобных свёрл делают отверстия для дальнейшей обработки заготовок с их фиксированием в центрах металлорежущего оборудования.
Параметры и производство
 Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Основные требования
Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:- Больше 3,15 миллиметров — 63−66 HRC.
- Меньше 3,15 миллиметров — 63−65 HRC.
К отдельной категории относят инструменты, материалы производства которых в составе содержат 3% ванадия и 5% кобальта. Они должны иметь твёрдость, которая будет превышать вышеприведённые параметры минимум на одну единицу.
В этих инструментах могут быть отклонения. Их предельные величины указаны в ГОСТе 14952−75. Они таковы:
- Для инструмента, диаметр которого до 0,8 миллиметров — +0,05.
- Диаметр колеблется в пределах 0,8−2,5 миллиметров — +0,1.
- Диаметр варьируется в пределах 2,5−5 миллиметров — +0,12.
- Диаметр более 5 миллиметров — +0,15.
Состояние поверхности сверла тоже оговаривается в приведённом нормативном документе. Поверхность не должна иметь забоин, трещин и цветов побежалости. Допускаются только цвета побежалости в местах выхода точильного круга — в области канавок.
В таких пределах должна находиться разность ширины перьев для инструмента диаметра:
- Более 3,15 миллиметров — не больше 0,1 миллиметра.
- Менее 3,15 миллиметров — не больше 0,07 миллиметра.
Контроль качества
Свёрла для получения центровочных отверстий относятся к профессиональным инструментам. Именно по этой причине подходят со всей ответственностью к контролю их технических характеристик. Самым главным этапом контроля качества центровочного оборудования является проверка его на работоспособность. Она производится на специальных образцах, которые изготовлены из стали 45 и по шкале НВ имеют твёрдость в пределах 187−207 единиц.
Во время проведения испытания работоспособность инструмента, который проходит проверку, сравнивается с тем, как в точно таких же условиях ведёт себя образец, параметры точности и жёсткости у которого точно известны.
После проверки в обработке металла у центровочного сверла не должно быть участков выкрашивания на его режущей части. Люди, которые испытывали инструмент, оценивают, пригодно ли оно к дальнейшей обработке. Средствами, которые применяются для подобного контроля, служат увеличительное стекло (лупа) и измерительный прибор, необходимый для сравнения параметров проверяемого инструмента с указанной в чертеже величиной. ГОСТ 8 .051−81 при проверке параметров геометрических допускает наличие таких погрешностей:
- На угловые величины допустимо отклонение 35% от указанного допуска.
- На линейные геометрические параметры и взаимное расположение поверхностей оборудования допустимо отклонение 25% от допуска, который указан на чертеже.
Рекомендации по применению измерительных приборов, а также правила проведения испытания на твёрдость оговариваются в ГОСТе 9013−59. А ещё такие свёрла проверяются на шероховатость поверхности. Для этого их сравнивают с эталонным образцом. Требования к величине шероховатости изложены в ГОСТе 9378−75.
При проверке центровочного инструмента, как и в период выполнения обработки, должна применяться смазывающе-охлаждающая жидкость. Она представляет собой 5% водный раствор эмульсола. Плановые испытания, которые производятся на 5 (можно больше) инструментах, проводятся с такой периодичностью:
- Один раз на протяжении трёх лет проводится проверка на среднюю наработку до отказа.
- Дважды в год проводится проверка на безотказную наработку.
Применение в домашних условиях
 Многие мастера нашли применение центровочным свёрлам и в домашних условиях
Многие мастера нашли применение центровочным свёрлам и в домашних условиях
Из-за своей высокой жёсткости этот инструмент в подобных ситуациях предпочтительнее, чем обычный инструмент для проделывания отверстий малого диаметра.
В домашних условиях применяются центровочные свёрла диаметром 0,5−0,8 миллиметров. Это объясняется тем, что инструмент с режущей частью малого диаметра эффективнее решает большинство бытовых задач.
С помощью центровочного инструмента выполняют высверливание винтов и шурупов, которые обычной отвёрткой выкрутить невозможно. А вот при помощи инструмента центровочного головки подобных неподдающихся элементов высверливаются просто, а после этого и легко выкручиваются. Проще всего решить задачу, если нужно высверлить головку шурупа или винта, на которой прорези предназначаются для крестовых отвёрток. А вот если прорези на головке предназначены для прямой отвёртки, то предварительно нужно накернуть для того чтобы обозначить конкретное место захода сверла.
Популярные производители
Приобрести такой инструмент любому домашнему мастеру не составит труда. На сегодняшний день в продаже имеется большой выбор подобного приспособления для сверления. В них входят отечественные и импортные торговые марки.
Исходя из отзывов домашних умельцев большой популярностью для проведения домашних работ пользуется торговая марка Dormer.
Отличием этого приспособления является высокое качество исполнения. В эксплуатации эти приспособления долговечны и надёжны.
Эта торговая марка производит свои инструменты из сталей быстрорежущих, а для того чтобы обеспечить высокую твёрдость готового изделия, его подвергают термической обработке. В итоге получается приспособление, которым можно просверливать отверстия даже в нержавеющей стали.
В металл для изготовления центровочных свёрл производитель, торговая марка Дормер, добавляет кобальт. Это позволяет сохранить первоначальную твёрдость у режущего инструмента даже при повышенных температурных воздействиях. Похвалы заслуживает и износостойкость приспособлений этой торговой марки.
Важной характерной особенностью свёрл от этого производителя является способность их к самоцентрированию. За счёт этого при их помощи получаются отверстия с высокой точностью расположения. Эта торговая марка выпускает центровочный инструмент в большом диапазоне рабочих диаметров.
tokar.guru
Сверло центровочное по металлу: характеристики, производство, применение
Люди, которые делали отверстия в металлических заготовках, хотя бы раз, но встречались со сложностями. Неровное отверстие, соскальзывание оснастки после накернения, длительная подготовка. Чтобы избавиться от большинства проблем, увеличить точность, используется центровочное сверло по металлу.

Сверло центровочное по металлу
Как устроены центровочные сверла и что они собой представляют?
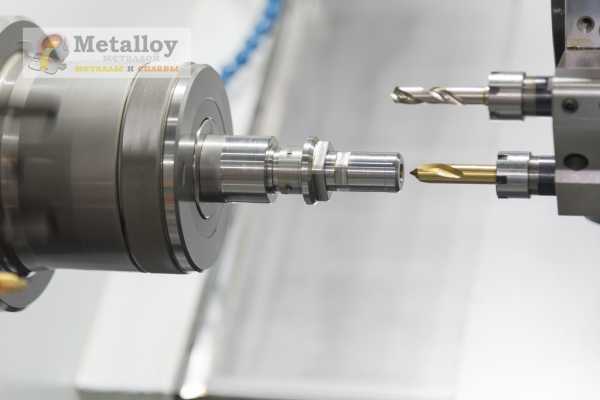
Центровочные конструкции — специальная оснастка, которая устанавливается на ручной электроинструмент, токарные или фрезерные станки. Она похожа на короткие конструкции с большим диаметром у основания. Благодаря разнице диаметров хвостовика и рабочей части, конструкция получается прочной, её труднее сломать, согнуть.
Как действует инструмент?
Центровочные сверла по металлу действуют аналогично обычной насадке на дрель. Мастер закрепляет его в патроне инструмента, устанавливает строго вертикально относительно заготовки. После включения, тонкий наконечник накерняет рабочую поверхность. При вращении конструкция погружается глубже, она расширяется благодаря увеличению диаметра оснастки. Мастера рекомендуют заранее накернять места сверления, чтобы увеличить точность проведения работ.
Модели для изготовления ровных дырок можно использовать при строительстве, сверлении отверстий в разных материалах, проведении ремонтных работ.
Производство и основные параметры
При производстве центровочных конструкций изготовители руководствуются государственными документами. Технические характеристики и описание центровочных сверл определяются ГОСТом 14952−75. Их производят из быстрорежущей стали, чтобы проще было обрабатывать твердосплавные заготовки.
По ГОСТу выделяет 4 вида конструкций для изготовления строго перпендикулярных отверстий относительно рабочей поверхности:
- Тип А — изготавливаются дырки конусностью до 60 градусов.
- Тип В — предназначены для изготовления отверстий, которые имеют предохранительный конус. Максимальный разворот сторон — 120 градусов.
- Тип С — изготовление дырок без конуса с разворотом сторон до 75 градусов.
- Тип R — используются при создании дырок с краями овальной формы.
Приспособления, которые используются для изготовления ровных отверстий считаются профессиональными и проходят дополнительные проверки, испытания. Например, показатель твердости должен находиться в пределах 187–207 НВ.
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.
Центровочное сверло
Производители
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer. Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт. Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
Эксплуатация
Профессиональная оснастка используется не только на предприятиях, но и в домашних условиях. Они используются:
- Радиолюбителями, которые хотят просверлить отверстие в платах.
- Мастерами, которые высверливают старые винты, шурупы. Иногда крепёж невозможно выкрутить отверткой. Конструкцией с режущими гранями удаляют верхнюю часть шурупа, а потом полностью достают его остатки из места крепежа.
Заточка
Заточку таких инструментов нужно доверять профессионалам со специальным оборудованием. Самостоятельные действия могут привести к следующим проблемам:
- снижению точности;
- уменьшению скорости проведения работ;
- сильному нагреву при сверлении из-за неправильной заточки.
Неправильная заточка рабочей части может привести к нарушению целостности инструмента, его разрушению. Режущие грани должны проверяться перед проведением работ.
Центровочные сверла по металлу предназначены для создания строго перпендикулярных отверстий в заготовках. Они гораздо точнее, эффективнее обычных, что делает их ценными для мастеров. Однако высокая цена не позволяет постоянно использовать центровочный инструмент для проведения домашних работ. Заточку можно доверять только профессионалам со специальным оборудованием.
metalloy.ru
Скажите, а зачем центровочное сверло нужно? – Обработка резанием
проходным отогнутым можно центровать вместо ЦС, особенно удобно при подрезке торца
Это не центрование. От проходного резца останется небольшое углубление, которое можно использовать для сверления отверстий с невысокими требованиями к соосности.
Углубление поможет сверлу войти в металл в нужном месте, но, если до полного заглубления конуса сверла перемычка сверла коснётся металла (именно этого позволяет избежать центрование), сверление пойдёт по своим правилам, вернее, правила устанавливает имеющаяся у сверла заточка :crazy:
Однако, центрование центровочным сверлом не всегда гарантирует попадание в допуск по соосности. Так как пиноль задней бабки имеет зазор с направляющим отверстием (и не всегда маленький 😉 ), сборка, состоящая из центровочного сверла, патрона и пиноли, при центровании может начать колебательные движения вокруг одному центровочному отверстию известной точки (центровочные сверла тоже не идеально заточены 🙁 ). И, хотя колеблющаяся масса снижает амплитуду, приближая эту точку к оси, отверстие получается не таким соосным как хотелось бы. Убедиться в этом можно прикоснувшись индикатором к пиноли во время центрования. На некоторых станках это видно на глаз и может привести к поломке центровки от такой тряски :cray: Чтобы уменьшить тряску можно слегка заблокировать пиноль.
Наилучший результат получается при центровании специально заточенным резцом, но, поскольку сверло в сечении отверстия имеет только две небольшие опорные дуги, некоторая погрешность всегда получается.
При сверлении глубоких отверстий, даже при идеальном центровании, заточка сверла “возьмёт своё” и отверстие уведёт.
Свою порцию дёгтя к уводу отверстия добавляет ещё выход стружки. Если стружка наклепалась и посидела некоторое время на сверле где-то внутри, она может отжать сверло в непредсказуемом направлении создавая некоторую червякообразность отверстия. Для исправления огрехов сверления служат зенкера и развёртки, но если нужно получить наилучшую соосность отверстие надо расточить или обработать снаружи на центрах относительно отверстия 😉
www.chipmaker.ru
Инструмент и приемы центрования отверстий – Разметка центровых отверстий, центрование и сверление на токарном станке – Совершенствование навыков выполнения слесарных и токарных работ
Центровые отверстия сначала сверлят коротким сверлом диаметром d на глубину L, а затем зенковкой с углом 60° раззенковывают их по диаметру.
| Сверление центрового отверстия сверлом (а) и обработка зенковкой (б) |
Размеры D, d и L выбирают по следующей таблице:
Размеры центровых отверстий
| Диаметр заготовки, мм | Размеры центровых отверстий, мм | ||
| D | d | L | |
| Более 5 до 8 | 2,5 | 1,0 | 2,5 |
| То же 8 до 12 | 4,0 | 1,5 | 4,0 |
| То же 12 до 20 | 5,0 | 2,0 | 5,0 |
| То же 20 до 30 | 6,0 | 2,5 | 6,0 |
| То же 30 до 50 | 7,5 | 3,0 | 7,5 |
| То же 50 до 80 | 10,0 | 4,0 | 10,0 |
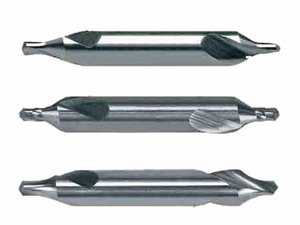
Лучше применять комбинированное центровочное сверло, которое объединяет спиральное сверло и коническую зенковку. Центрование таким сверлом производительнее, чем спиральным сверлом и зенковкой.
Центровые отверстия сверлят на токарном станке несколькими способами.
Комбинированное центровочное сверло
а — с предохранительной ленточкой; б — без предохранительной ленточки.
Первый способ
Патрон с комбинированным сверлом устанавливают в шпинделе вместо центра. Левой рукой, как показано на рисунке ниже, направляют деталь накерненными углублениями на задний центр и на сверло. Правой рукой равномерно вращают маховик задней бабки, выдвигая пиноль и задний центр, подают деталь влево до тех пор, пока центровое отверстие не будет просверлено на требуемую глубину. Так же центрируют другой торец.
Получение центрового отверстия комбинированным сверлом,
установленным в шпинделе
Второй способ
Деталь крепят в трехкулачковом патроне, а в пиноль задней бабки устанавливают патрон с комбинированным сверлом. Подачу осуществляют вручную, равномерно вращая маховик задней бабки.
Получение центрового отверстия комбинированным сверлом,
установленным в пиноли задней бабки
Вопросы
- Каким инструментом получают центровые отверстия?
- Чем отличаются центровые сверла без предохранительной ленточки от сверл с предохранительной ленточкой?
- Как центрируют заготовки на токарном станке?
Упражнения
- Разметьте центровые отверстия при помощи циркуля.
- То же самое сделайте при помощи центроискателя.
- Разметьте заготовку круглого сечения при помощи колокола.
- На размеченных заготовках трех предыдущих упражнений выполните центровые отверстия.
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич

Точно просверлить отверстия можно только при правильна заточенном сверле. У такого сверла работают обе режущие кромки, и стружка выходит по двум спиральным канавкам. Выход стружек при правильно заточенном сверле Сверло затачивают так, чтобы режущие кромки были одинаковой длины, а угол при вершине соответствовал твердости металла (для разного металла различные углы, о чем будет сказано…
Способ закрепления сверл на токарном станке определяется формой их хвостовиков. Сверла с цилиндрическим хвостовиком крепят в кулачковом сверлильном патроне, который коническим хвостовиком вставляют в коническое отверстие пиноли задней бабки. Сверла с коническим хвостовиком соответствующего размера вставляют непосредственно в пиноль задней бабки. Если размер конического хвостовика сверла или патрона меньше размера конического отверстия пиноли задней бабки,…

Центровые отверстия в деталях должны быть определенной глубины и диаметра и находиться строго в центре торца цилиндрической или конической заготовки. От качества центрового отверстия зависит правильное базирование обрабатываемой в центрах заготовки. На рисунке ниже показаны типичные случаи брака при сверлении центровых отверстий. Так, на рисунке ниже, а показано центровое отверстие без цилиндрической части. В этом…
Длинные цилиндрические заготовки в основном обрабатывают в центрах. Чтобы закрепить такую заготовку в центрах, нужно на двух ее торцах иметь центровые отверстия. Следовательно, центровые отверстия являются устойчивой базой для крепления в центрах длинных заготовок. Центровые отверстия могут быть без предохранительного конуса и с предохранительным конусом. Отверстия делают с углом при вершине 60°. Формы центровых…
www.ktovdome.ru
Центровочные сверла | | Все Станки
Сверла данного типа изготавливают из твердосплавных металлов. Разработка фрез, сверла и любого металлообрабатывающего инструмента требует внимательности и точности, что влияет на результат.
Центровочное сверло, его предназначение и строение
Сверла применяются для засверливания отверстий центровых и обработки деталей в центрах. Имеют короткий вид детали с хвостиком, который толще самого сверла в диаметре 3-4 раза. Именно из-за этого качества изделия имеют высокую жесткость и при засверливании не происходит изгиба.
В процессе работы получается отверстие конической формы, что происходит благодаря расширяемой режущей кромки части резца. После работы центровочным резцом производится углубление до нужного размера за счет спирального резца.
Виды сверла центровочного
Можно разделить данный вид сверл на несколько:
- С хвостиком.
- Двухсторонние.
- Двухсторонние со специальным предохранительным конусом.
- Комбинированные, в которых объединены спиральное сверло и зенковка. Применяются для обработки, как конической, так и цилиндрической поверхности одновременно, что понижает трудозатраты на рабочий процесс.
Центровочные сверла со сменными пластинами — дорогостоящий инструмент, который используется в работе максимально эффективно и можно выбрать сверло диаметром до 24 мм. Купить сверло центровочное со сменной пластиной можно от 800 р и выше.Плюсы таких сверл:
- Внутренний подвод СОЖ через пластину.
- Не надо перетачивать инструмент.
- При смене пластины осевое отклонение до 0, 05 мм.
- Радиальное биение при смене пластины не более 0, 02 мм.
Скорость работы сверлом центровочным выбирается оператором в зависимости от плотности обрабатываемого материала.
Материал сверл центровочных – сталь разной маркировки: Р9; Р18; Р6М5; ВК6М. Твердость рабочей части может быть от 63 HRC до 66 HRC. По тапам делятся на А, В, С. В каждом из данных типов сверл уменьшение диаметра идет от начала к хвостику. Диаметр может быть выбран в зависимости от необходимости диаметра отверстия – от 0,5 мм до 12 мм. Купить сверло центровочное можно от 12р до 400р за 1 шт. Все зависит от маркировки стали и диаметра.
stankiwse.ru
Центровое сверло – Большая Энциклопедия Нефти и Газа, статья, страница 3
Центровое сверло
Cтраница 3
Центровые сверла ( ГОСТ 6694 – 53) являются наиболее типичными комбинированными сверлами для обработки центровых отверстий. [31]
В пятом положении включены гнезда 5 рядов / /, / / /, IV. Револьверный суппорт с центровым сверлом подается вперед. От гнезда 5 ряда / / / ток поступает к гнезду о и далее к вспомогательному контакту в1 ( используемому для осуществления второй из подач. [32]
Отверстия под пробки высверливают спиральными и винтовыми центровыми сверлами ( рис. 28, а, б) или цилиндрическими пилками ( рис. 28, в) диаметром 20 и 30 мм в зависимости от размера высверливаемого сучка. Спиральные сверла по дереву изготовляют с наибольшим диаметром 20 мм. Поэтому для сверления отверстий диаметром 30 мм следует применять винтовые сверла с углом наклона канавки 45, так как в этом случае значительно уменьшается усилие резания и улучшаются условия размещения стружки. Зубья цилиндрической пилки имеют профиль, подобный профилю зубьев пил для поперечной распиловки с косой заточкой передней и задней граней. Развод зубьев пилки составляет 0 2 – 0 3 мм. [33]
Заготовки из бункера / с помощью встряхивателя 2, шар-нирно соединенного со штоком пневмоцилиндра 3, поступают в приемник 4, а затем толкателем 5, соединенным со штоком пневмоцилиндра 6, подаются в призму, образованную планками 7 и опорой 8, соединенной со штоком пневмоцилиндра 9, где и зажимаются. После закрепления заготовки включается движение подачи шпинделей и центровые сверла через кондукторные втулки 10 центруют заготовки. [34]
Перед началом ремонтных и восстановительных работ проводят поверочные работы центровых отверстий вала. Повреждения исправляют зачисткой шабером или устраняют сверлением с помощью центрового сверла и зенкованием. [35]
После окончательной выверки детали лимб на патроне ставится на нулевую отметку нониуса и закрепляется винтом. При сверлении нескольких отверстий в одной детали рекомендуется прежде всего все отверстия разметить центровым сверлом, после чего приступить к сверлению. При сверлении отверстий на заданную глубину на линейке винта медленной подачи шпинделя устанавливается упор, состоящий из гайки и контргайки. [36]
В закрепленной на стене или подлежащей установке глазурованной плитке удлиненным по отношению к резцу центровым сверлом диаметром 6 мм просверливают отверстие. Затем по мере углубления центрового сверла резец коловорота начинает резать плитку по замкнутой кривой. [37]
Сломанные валы сваривают, предварительно сцентровав их различными способами. Небольшие повреждения центровых отверстий исправляют зачисткой шабером, значительные повреждения – сверлением и раззенковкой резцом или центровым сверлом. Правильность установки вала проверяют индикатором. [38]
Полученный след сверла на торце прутка не может служить центровым отверстием для следующего сверления и должен быть полностью удален центровым сверлом. [39]
Под восстановлением следует понимать приведение инструмента в работоспособное состояние вне зависимости от того, восстановлен ли данный инструмент в первоначальном размере или ему приданы некоторые измененные размеры. Под переделкой следует понимать переделку отработанного инструмента одного вида на другой, например: изношенное полностью спиральное сверло переделывается на центровое сверло, изношенная червячная фреза-на цилиндрическую фрезу. [40]
Особый интерес представляет последняя в табл. 2 схема с применением подрезных центровальных станков фирмы Hey Engineering ( Англия), которые демонстрировались на Лондонской выставке 1960 г. ( фиг. Станок имеет две инструментальные головки. В каждой головке установлено центровое сверло а, закрепленное в сменной втулке б, и твердосплавной подрезной резец в ( фиг. Кроме того, в головке может быть установлен резец для продольного точения и снятия фасок, а также другие режущие инструменты. Эти станки позволяют одновременно с подрезанием торцов и сверлением центровых отверстий обтачивать конец заготовки. При обработанном конце заготовки дальнейшую токарную обработку во многих случаях производят без поворота заготовки. [41]
В закрепленной на стене или подлежащей установке глазурованной плитке удлиненным по отношению к резцу центровым сверлом диаметром 6 мм просверливают отверстие. Затем по мере углубления центрового сверла резец коловорота начинает резать плитку по замкнутой кривой. [42]
Сверло своим цилиндрическим хвостовиком установлено в отверстие зенковки так, что его утолщенная часть 6 находится с внешней стороны и служит для сверления цилиндрического отверстия. Режущая кромка зенковки образует конусную часть центрового отверстия. Сверло и зенковка скрепляются сухарем с помощью винта или кулачка патрона и вместе образуют сборное центровое сверло. Переточка обоих инструментов производится отдельно, что значительно проще, чем переточка цельного сверла. Кроме того, зенковка допускает значительно больше переточек, а сверло может быть после полного износа заменено другим. [43]
Перед началом проверочных работ необходимо осмотреть центровые отверстия вала, находящиеся на торцах и совпадающие, с его геометрической осью. Небольшие повреждения отверстий исправляют зачисткой шабером. Дефекты, при которых коническая часть отверстий не прилегает к центрам токарного станка, устраняют сверлением специальным центровым сверлом и зенковаписм. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Центровочное твердосплавное сверло
Сверла твердосплавные центровочные тип А ВК6М ВК8
| Наименование | Цена без НДС | Наличие на складе |
| Сверло d 0,85х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 297,36 | Есть |
| Сверло d 0,90х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 297,36 | Есть |
| Сверло d 0,95х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 297,36 | Есть |
| Сверло d 1,0х34 центровочное ВК8 двухстороннее, тип А (без предохр. конуса) цельное | 997,80 | Есть |
| Сверло d 1,0х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 322,14 | Есть |
| Сверло d 1,1х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 396,48 | Есть |
| Сверло d 1,2 х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 396,48 | Есть |
| Сверло d 1,3х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 566,97 | Есть |
| Сверло d 1,3х35 центровочное ВК6М одностороннее, тип А | 283,48 | Есть |
| Сверло d 1,4х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 566,97 | Есть |
| Сверло d 1,5х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 566,97 | Есть |
| Сверло d 1,5х40 центровочное ВК8 двухстороннее, тип А (без предохр. конуса) цельное | 1052,32 | Есть |
| Сверло d 1,6х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 436,12 | Есть |
| Сверло d 1,7х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 566,97 | Есть |
| Сверло d 1,8х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 566,97 | Есть |
| Сверло d 1,9х35 центровочное ВК6М двухстороннее, тип А (без предохр. конуса) цельное | 579,85 | Есть |
| Сверло d 2,0х45 центровочное ВК8 двухстороннее, тип А (без предохр. конуса) цельное | 1718,08 | Есть |
| Сверло d 2,5х50 центровочное ВК8 двухстороннее, тип А (без предохр. конуса) цельное | 2079,86 | Есть |
| Сверло d 3,15х50 центровочное ВК8 двухстороннее, тип А (без предохр. конуса) цельное | 2268,19 | Есть |
| Сверло d 4,0х60 центровочное ВК8 двухстороннее, тип А (без предохр. конуса) цельное | 3601,36 | Есть |
| Сверло d 5,0х70 центровочное ВК8 двухстороннее, тип А (без предохр. конуса) цельное | 4435,62 | Есть |
| Сверло d 6,3х80 центровочное ВК8 двухстороннее, тип А (без предохр. конуса) цельное | 4762,71 | Есть |
Наши специалисты готовы ответить на любой Ваш вопрос!
Связаться с ними Вы можете по тел.: 8 (499) 786 01 03 илиОТПРАВИТЬ СООБЩЕНИЕ
www.its77.ru
Сверло центровочное твердосплавное
При необходимости сверления большого количества отверстий никак не обойтись без специализированного инструмента. Сверло центровочное твердосплавное можно встретить на любом крупном предприятии и даже частной или же домашней мастерской, так как без этой оснастки не удастся сделать правильное перпендикулярное к поверхности заготовки отверстие.
На данный момент на рынке представлено огромное разнообразие таких изделий, которые различаются своими конструкционными особенностями, материалом изготовления и многим другим. В зависимости от поставленной задачи можно подобрать более точное сверло, с различным уровнем шероховатости для обрабатываемой поверхности и так далее. Но в чем же заключается особенность твердосплавных изделий? Попытаемся разобраться.
Сверла, какими мы их видим в наше время, были разработаны в середине девятнадцатого века. На тот момент возможности изготовления не были такими широкими, поэтому производились они исключительно из легированной конструкционной стали. Со временем открывалось все большее количество материалов, которые по своей твердости были гораздо выше обрабатывающего инструмента. Поэтому уже в начале прошлого столетия сверла стали производить из быстрорежущей стали.
Данный вид материала используется и сегодня для изготовления инструмента, однако он подходит для обработки более легких металлов. Если же говорить не о ручном сверлении, а о металлообработке на станках с числовым программным управлением или же обрабатывающих центрах, станках с глубоким сверлением, то такой инструмент вряд ли подойдет. В то же время стали появляться новые конструкции, усовершенствовалась их геометрия, заточка, следовательно – и производительность. Появились новые типы покрытия металла, которые увеличивали его прочность и уменьшали износ.
Во время Второй мировой войны были открыты сплавы и материалы, которые по своей твердости сильно превышали конструкционную сталь. Это были материалы повышенной твердости, из которых потом и стали производить сверла. В большинстве случаев используется вольфрамокобальтовый сплав, отличающийся как износостойкостью, так и длительным сроком эксплуатации.

Сейчас твердосплавные изделия используют наравне с быстрорежущими сверлами, и со сменными деталями. Они используются как в частных мастерских, так и на крупных машиностроительных предприятиях. Нередко можно встретить и так называемые комбинированные изделия. В них кромки сделаны из твердого сплава, а вот хвостовик или задняя бабка – уже из конструкционной стали. Такой токарный и резьбонарезной инструмент популярен в виду своей невысокой стоимости.
Разновидности сверла центровочного твердосплавного
Твердосплавные центровочные сверла могут различаться как по своей длине, так и по диаметру, а также модификации хвостовика. Бывают хвостовики:
- конической формы;
- цилиндрической формы.
В зависимости от используемого станка и его цанги, или же держателя, используется тот или иной тип хвостовика. Так же дело обстоит и с длиной изделия. В зависимости от применения и особенностей установки различают сверла:
- с длинной рабочей частью;
- средней;
- короткой.
Что же касается диаметра изделия, то размерный ряд колеблется от 5 до 80 мм.
Приобрести сверла из твердых сплавов с оцентровкой можно на сайте компании ООО ТД «ЧТС». Тут найдется широкий спектр инструментов и оснастки для ручной работы и обработки металлов на станках с ручным и числовым программным управлением. Развертка разжимная, фрезы для различных типов работ, расточные головки и многое другое – в каталоге компании представлен инструмент от ведущих мировых производителей.
tdchts.ru
С
i-perf.ru