Свойства холодной сварки: состав, область применения, преимущества, виды, инструкция по применению
alexxlab | 03.02.2023 | 0 | Разное
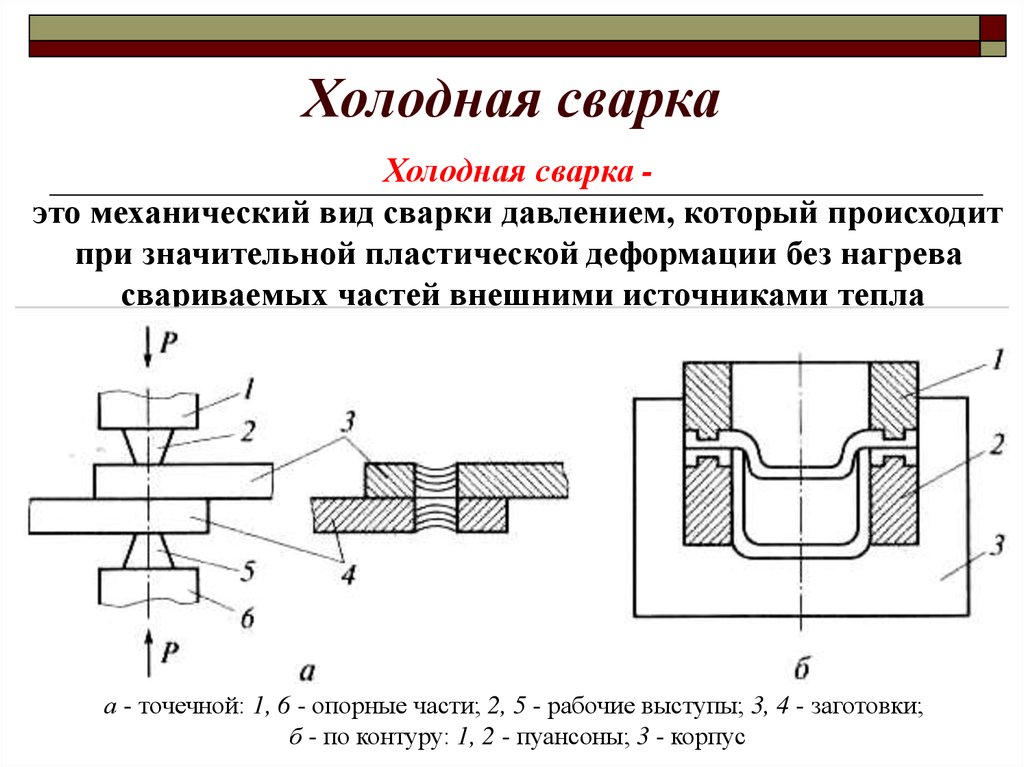
Холодная сварка металлов
Сварка, посредством которой соединяют изделия без их внешнего нагревания, получила название холодной. Ее возможно производить при комнатной и даже в отрицательных температурах. Специальное устройство, используемое при холодной сварке для металла, способно одновременно вызывать и направленную деформацию соединяемых заготовок, и нарастание напряжения, которое способствует образованию монолитного соединения. Для достижения его высокой прочности свариваемые поверхности изделия предварительно очищают и готовят под сварку обезжириванием, шабрением и обработкой проволочной щеткой. С них нужно удалить загрязнения и окислы, а также соединить их на расстоянии, зависящем от размеров кристаллических решеток соединяемых металлов, для получения требуемого уровня пластической деформации. При стыковой сварке проволок необходимо обрезать их торцы.
Особенности применения холодной сварки
Холодной сварке доступно как соединение железных изделий, так и выполненных из цветного металла (меди, серебра, алюминия и других). Особую ценность этот способ сварки приобретает, когда требуется соединить разнородные металлы или нет возможности воспользоваться другой технологией из-за чувствительности материала к нагреву и склонности к образованию интерметаллидов. Холодной сваркой для чугуна выполняются стыковые соединения, тавровые и внахлестку. В последнем случае металлические листы сдавливаются с обеих сторон при помощи пуансонов. Сварка осуществляется как отдельными точками, так и непрерывным швом. Размеры пуансонов (диаметр и ширину) подбирают, исходя из толщин свариваемых листов.
Особую ценность этот способ сварки приобретает, когда требуется соединить разнородные металлы или нет возможности воспользоваться другой технологией из-за чувствительности материала к нагреву и склонности к образованию интерметаллидов. Холодной сваркой для чугуна выполняются стыковые соединения, тавровые и внахлестку. В последнем случае металлические листы сдавливаются с обеих сторон при помощи пуансонов. Сварка осуществляется как отдельными точками, так и непрерывным швом. Размеры пуансонов (диаметр и ширину) подбирают, исходя из толщин свариваемых листов.
Физические процессы и химические реакции холодной сварки отличаются разнообразием и протекают исключительно в условиях пластических деформаций. Без ее участия нереально получение качественного монолитного соединения, какое бы удельное давление сжатия не применялось к соединяемым деталям. Только процесс деформации, происходящий при холодной сварке, способен удалить слой окислов и предельно истончить и сблизить свариваемые поверхности на расстояние, сопоставимое с размерами кристаллических решеток.
Еще роль пластической деформации важна для более высокого энергетического уровня атомов металла поверхности, что позволяет им образовывать химическое связи. Поэтому величина деформации металлов в месте соединения – главный параметр, определяющий ход процесса холодной сварки. Он определяется как от свойствами и толщинами металлов, так и методами подготовки свариваемых поверхностей с типом соединения. Величина требуемой деформации для соединения деталей из разнородных металлов определяется характеристиками того металла, для обработки которого нужна деформация меньшей степени. Это обстоятельство используется в холодной сварке для алюминия и других малопластичных металлов.
Качественные свойства полученного сварного соединения зависят не только от исходных физических характеристик контактирующих поверхностей, но и от приложенного к ним сжимающего усилия (давления), а также степени пластической деформации при сварке. На этот показатель также влияют способ приложения усилия сжатия со схемой деформирования. Выбор последней определяет, будет ли эта сварка точечной, шовной или стыковой.
Выбор последней определяет, будет ли эта сварка точечной, шовной или стыковой.
Преимущества холодной сварки
Наибольшее распространение получил точечный вариант холодной сварки как один из самых эффективных для производства соединений и армирования алюминия. Он отличается простотой и может заменить собой более трудозатратные процессы контактной сварки точечным способом и клепки. До начала холодной точечной сварки заранее подготовленные изделия собирают внахлестку и помещают между пуансонами, обладающими рабочим элементом с поверхностью для опоры. Сдавливая сжимающим усилием детали, они обеспечивают деформацию с формированием сварного шва.
Пуансоны, создающие своей опорной частью добавочное состояние напряжения во время сварки, не позволяют глубокого погружения в металл, тем самым снижая коробление изделия. Простота данного способа избавила от необходимости создания отдельных аппаратов для его выполнения. Холодная сварка титана, к примеру, успешно производится посредством всевозможных прессов серийного производства. При этом используются кондукторы для надежной фиксации соединяемых изделий во избежание их коробления. Аналогично соединяют цветные металлы в энергетике, металлургии, электротехнике, сваривают контакты медной проводки и алюминиевые кольца.
При этом используются кондукторы для надежной фиксации соединяемых изделий во избежание их коробления. Аналогично соединяют цветные металлы в энергетике, металлургии, электротехнике, сваривают контакты медной проводки и алюминиевые кольца.
Шовной (роликовой) сваркой получают беспрерывные монолитные соединения. Ее процесс аналогичен холодной сварке с использованием прямоугольных пуансонов. Детали собирают и помещают между роликами, которые, сжимая заготовку, погружают в металл ее рабочие выступы. Приведенные в движение ролики передвигают детали так, чтобы они последовательно вдавливались в металл. Возникающая при этом активная деформация способствует образованию непрерывного монолита – сварного шва. Сварку этим способом выполняют как одно-, так и двусторонней, а также несимметричной. В последнем случае ролики могут обладать разными по размерам и даже форме рабочими выступами. Шовную сварку двусторонним способом выполняют с помощью равных роликов. Один из роликов в односторонней сварке должен обладать выступом, равным суммарной высоте выступов для двустороннего варианта сварки, а не имеющей рабочего выступа второй ролик служит опорой.
Течение металла по линии швов в шовной сварке не позволяет создания нужного состояния напряжения в месте проведения сварки. Из-за этого при производстве соединения с должным проваром необходима пластическая деформация, несколько большая, чем для точечного способа сварки. Для повышения напряженности состояния в области шовной сварки берут больший диаметр используемых роликов. В сварке этим способом возможно использование различных металлорежущих станков, чаще всего фрезерных, а для соединения тонких листов металлов высокой пластичности – настольных ручных. Односторонним вариантом шовной сварки пользуются для обработки разнородных металлов высокой твердости. При этом рабочий элемент роликов вдавливают в тот из металлов, который тверже. Такая сварка способна обеспечить большую прочность швам, соединяющим однородные материалы. Надежность соединения позволяет даже нарезать по холодной сварке резьбы после завершения отвердения, а также делать отверстия.
Не теряет своего значения на практике вариант стыковой холодной сварки. При соединении заготовок этим способом их предварительно зачищенные торцы помещают в зажимы, имеющие формирующие элементы с упором и обрезающими кромками. Прикладывая осадочные усилия, передвигают ползун до сжатия торцов заготовок и зажимают конусами. В ходе осаждения еще до встречи опорных частей металл заполняет углубления. Благодаря этому в момент, когда части опоры встречаются, в сварочной зоне имеется необходимое состояние напряженности для провара. Когда он происходит, излишек вытекшего металла отсекается кромками. Исходя из того, как они расположены, стыковой вариант холодной сварки выполняют с использованием усиления либо без него.
При соединении заготовок этим способом их предварительно зачищенные торцы помещают в зажимы, имеющие формирующие элементы с упором и обрезающими кромками. Прикладывая осадочные усилия, передвигают ползун до сжатия торцов заготовок и зажимают конусами. В ходе осаждения еще до встречи опорных частей металл заполняет углубления. Благодаря этому в момент, когда части опоры встречаются, в сварочной зоне имеется необходимое состояние напряженности для провара. Когда он происходит, излишек вытекшего металла отсекается кромками. Исходя из того, как они расположены, стыковой вариант холодной сварки выполняют с использованием усиления либо без него.
Клей “холодная сварка”: описание и свойства
Клей “холодная сварка” представляет собой состав, предназначенный для соединения деталей без использования температурного воздействия. Склеивание осуществляется за счет пластичной деформации массы и ее проникновения в поверхности. Этот способ нашел свое широкое распространение в области сантехники и ремонта автомобилей. Смесь имеет множество преимуществ, среди которых, например, отсутствие необходимости проведения подготовки.
Смесь имеет множество преимуществ, среди которых, например, отсутствие необходимости проведения подготовки.
Описание
Клей холодная сварка может быть однокомпонентным или двухкомпонентным. В состав могут входить эпоксидные смолы, металлические компоненты и добавочные вещества. В первом случае речь идет об ингредиентах, которые необходимы для создания однородности и пластичности. Если же в состав входят металлические ингредиенты, то они выступают в роли наполнителя. Тогда как добавочным веществом является сера и пр.
Клей “холодная сварка” – это смесь с полимерными ингредиентами. Прочность будет зависеть от качества смеси, от подготовки поверхности и правильности использования. Следует попытаться создать идеальные условия, при которых место соединения должно быть прочнее основного материала, однако на практике добиться этого не всегда удается. Поэтому описываемый клей используется лишь для небольшого ремонта.
Температурные характеристики
Довольно часто у потребителя возникает вопрос о том, какой уровень температуры будет способен выдержать клеевой состав. На упаковке вы сможете найти определенные параметры, при соблюдении которых состав будет оставаться прочным. Максимально возможная температура недорогих смесей, как правило, равна 260°С или несколько больше.
На упаковке вы сможете найти определенные параметры, при соблюдении которых состав будет оставаться прочным. Максимально возможная температура недорогих смесей, как правило, равна 260°С или несколько больше.
Однако необходимо помнить о том, что смесь будет прочной лишь в том случае, если ее правильно использовать. Это указывает на то, что клей с небольшой максимальной температурой необходимо использовать для ремонта элементов, которые будут использоваться при нормальных условиях.
На рынке вы сможете встретить клей, который будет способен претерпевать более высокую температуру, он называется высокотемпературной холодной сваркой. Такие смеси сохранят свои характеристики при температуре до 1316°С. Подходят данные составы для соединения поверхностей, которые постоянно подвергаются нагреву, ведь использование традиционной сварки иногда затруднительно.
Разновидности холодной сварки
Если вам необходим клей «холодная сварка», то вы должны поинтересоваться, какой производитель поставляет на рынок товар. Продукция отечественного производства обычно более доступна по стоимости, но имеет не столь высокое качество. Поэтому специалисты рекомендуют при возможности приобретать составы зарубежных производителей, среди которых ABRO или Hi-Gear. Хорошо себя зарекомендовали товары отечественных производителей «Алмаз» и «Полимет».
Продукция отечественного производства обычно более доступна по стоимости, но имеет не столь высокое качество. Поэтому специалисты рекомендуют при возможности приобретать составы зарубежных производителей, среди которых ABRO или Hi-Gear. Хорошо себя зарекомендовали товары отечественных производителей «Алмаз» и «Полимет».
По составу клея и его консистенции следует различать жидкие и пластилинообразные разновидности холодной сварки. Первый тип – это двухкомпонентные составы, масса которых должна быть смешана перед использованием. Пластилинообразные на вид почти ничем не отличаются от обычного пластилина. Они имеют вид однослойного или двухслойного бруска. В последнем в случае масса перед использованием перемешивается.
Еще в продаже встречается клей «холодная сварка» универсальный, он предназначен для металла, ремонта автомобилей и сварки под водой. Первая разновидность может использоваться для работы с металлом, древесиной и полимерами. Эти составы являются самыми прочными. Если же приобрести смесь для металла, то она будет иметь металлическое наполнение и отлично справится со сваркой большинства металлов.
Если предстоит работать в сложных условиях, то следует подобрать соответствующий состав, например такой, который предназначен для сварки под водой. Температурный режим, при котором шов будет способен сохранять прочность, тоже важен. Чем более высока максимальная температура, тем состав прочнее при любых условиях эксплуатации.
Описание и свойства эпоксидного состава
На рынке можно встретить и клей-пластилин эпоксидный «холодная сварка». Он используется для ремонта металлов и их сплавов. Композиция двухкомпонентна и имеет в составе отвердитель для эпоксидной смолы. Состав устойчив к воздействию влаги, растворителей и масел и не изменяет характеристик со временем.
Склеиваемые изделия могут использоваться при температуре в пределах от -40 до +150°С. Холодная сварка «эпоксидный клей» просто смешивается руками, а составляющие уже подобраны в нужной дозировке. Пластилин после приобретения полностью готов к использованию. Жизнеспособность смесь будет сохранять в течение 5 минут, поэтому после смешивания состав можно наносить и корректировать положение деталей. Через час склеенные изделия можно подвергать механической обработке, а именно зачищению, обтачиванию и сверлению.
Через час склеенные изделия можно подвергать механической обработке, а именно зачищению, обтачиванию и сверлению.
Описание и свойства холодной сварки «Алмаз»
Клей холодная сварка «Алмаз» отвердевает в течение часа после нанесения. Окончательной прочности смесь достигнет через сутки, после этого изделие можно подвергать конструктивным нагрузкам. Для повторного использования оставшийся клей можно закрутить пленкой и упаковать в тубу.
Работать со смесью можно даже в том случае, когда склеиваемые поверхности имеют высокую влажность. В этом случае состав следует приглаживать, пока вы не ощутите прилипание к поверхности. До отвердевания клей необходимо удерживать с помощью жгута в течение 20 минут. При необходимости ускорения процесса отвердевания состав нужно нагреть, для этого можно использовать бытовой фен. Работы необходимо осуществлять в хорошо проветриваемом помещении, мастеру следует надеть перчатки. В составе клея содержатся:
- эпоксидные смолы;
- минеральные наполнители;
- отвердители;
- железные наполнители.


Прочность при отрыве составляет 120 кгс/см², тогда как температура разрушения равна 150°С. Твердость по Бринеллю равна 120 кгс/см². Жизнеспособность смесь охраняет в течение 10 минут, что верно при температуре в пределах от 20 до 30°С. Работы следует проводить при температуре не ниже +5°С.
Холодная сварка для линолеума
Клей «холодная сварка» для линолеума встречается в продаже в трех разновидностях:
- клей типа А;
- клей типа С;
- клей типа Т.
Последняя используется достаточно редко. Клей типа А обладает жидкой консистенцией, так как в нём высоко содержание растворителя. Такая структура позволяет растворять края для эффективного склеивания. Заполнить этим составом большие щели не удастся, ведь он достаточно жидкий.
В качестве основного преимущества выступает возможность получения аккуратных и почти незаметных швов. Клей холодной сварки типа А отлично подходит для нового линолеума. Если же покрытие вы раскроили в домашних условиях, то края полотен могут получиться не совсем аккуратными. В этом случае лучше приобрести клей типа С.
В этом случае лучше приобрести клей типа С.
Описание и свойства клея типа С
В составе данного клея больше ПВХ и меньше растворителя. Смесь более насыщенная и густая, поэтому с ее помощью можно заполнить даже большие зазоры и трещины. Идеальна такая смесь для ремонта старого линолеума. При использовании данной смеси вовсе нет необходимости подгонять края листов, допустимы зазоры шириной до 4 мм. После высыхания образуется прочный и аккуратный шов, заметить который будет сложно.
Описание клея для холодной сварки типа Т
Этот клей – холодная сварка для линолеума, которая используется довольно редко. Подходит состав для соединения многокомпонентных линолеумов на основе ПВХ и полиэстера. Использование данного типа сварки позволяет добиться надежного, аккуратного и эластичного шва. Подходит состав даже для склеивания полукоммерческого линолеума.
Особенности использования холодной сварки для металла «Термо»
Вышеупомянутый клей – холодная сварка для металла, она представляет собой металлосиликатную композицию повышенной вязкости. Формула смеси обеспечивает устранение дефектов по типу раковин, трещин и сколов. Использовать клей можно на металлических деталях из чугуна, стали, титановых и других жаростойких сплавов.
Формула смеси обеспечивает устранение дефектов по типу раковин, трещин и сколов. Использовать клей можно на металлических деталях из чугуна, стали, титановых и других жаростойких сплавов.
Эффективна смесь при ремонте прогоревших фрагментов глушителей и трещин без демонтажа. После высыхания шов обретает высокую прочность и водостойкость, претерпевает вибрации и механическое напряжение. Использоваться детали могут при температуре в пределах от -60 до +900 °С.
Перед использованием ремонтируемые детали необходимо очистить от окалины, ржавчины и грязи, обезжирить основание ацетоном или любым другим подобным составом, удалить следы масла. Состав следует перемешать до образования однородной консистенции, а после нанести на поверхность ровным слоем с использованием шпателя.
Заключение
В качестве одного из главных преимуществ холодной сварки выступает отсутствие необходимости проведения специальной подготовки. Мастер не должен обладать какими-либо навыками, для достижения положительного результата достаточно будет лишь следовать прилагаемой инструкции.
Оценка свойств холодной сварки внутреннего конического интерфейса двух имеющихся в продаже систем имплантатов
Сохранить цитату в файл
Формат: Резюме (текст)PubMedPMIDAbstract (текст)CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл. адрес:
(изменить)
адрес:
(изменить)
Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый рабочий день
Который день? ВоскресеньеПонедельникВторникСредаЧетвергПятницаСуббота
Формат отчета: SummarySummary (text)AbstractAbstract (text)PubMed
Отправить максимум: 1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Эльзевир Наука
Полнотекстовые ссылки
Сравнительное исследование
. 1999 г., февраль; 81 (2): 159–66.
1999 г., февраль; 81 (2): 159–66.
doi: 10.1016/s0022-3913(99)70243-x.
М Р Нортон 1
принадлежность
- 1 Отделение челюстно-лицевой хирургии, больница Чаринг-Кросс, Лондон, Англия.
- PMID: 9922428
- DOI: 10.1016/с0022-3913(99)70243-х
MR Norton. Джей Простет Дент. 1999 фев.
. 1999 г., февраль; 81 (2): 159–66.
doi: 10. 1016/s0022-3913(99)70243-x.
1016/s0022-3913(99)70243-x.
Автор
М Р Нортон 1
принадлежность
- 1 Отделение челюстно-лицевой хирургии, больница Чаринг-Кросс, Лондон, Англия.
- PMID: 9922428
- DOI: 10.1016/с0022-3913(99)70243-х
Абстрактный
Постановка проблемы: Было показано, что конусно-винтовой абатмент уменьшает микроподвижность за счет уменьшения степени расшатывания компонента и перелома. Тем не менее, неподтвержденная озабоченность по поводу холодной сварки соединений конус-винт в конструкции имплантата была определена как потенциальный источник невозможности восстановления.
Цель: В этом сравнительном исследовании оценивался момент ослабления в процентах от момента затяжки для систем имплантатов ITI Straumann и Astra Tech (диаметром 3,5 и 4,0 мм), в которых используется внутренний конус 8° и 11° соответственно.
Материал и методы: Имплантаты и абатменты из каждой системы устанавливались в торсионное устройство, и применялся диапазон моментов затяжки. Затем измеряли момент ослабления и оценивали влияние угла конуса, площади межфазной поверхности, загрязнения слюной и времени задержки до ослабления.
Полученные результаты: Момент откручивания превышал момент затяжки только на самых высоких уровнях, непосредственно перед разрушением компонента, когда ожидалась пластическая деформация. Для всех клинически значимых уровней крутящего момента, как в сухой среде, так и с компонентами, погруженными в искусственную слюну при температуре 37°C, крутящий момент всегда составлял от 80% до 9. 0% от момента затяжки, что свидетельствует об отсутствии холодной сварки. Была обнаружена высокая корреляция между моментом откручивания и моментом затяжки для всех испытанных систем, но не было статистической разницы при сравнении мокрого и сухого креплений или при сравнении отдельных данных для каждой системы.
0% от момента затяжки, что свидетельствует об отсутствии холодной сварки. Была обнаружена высокая корреляция между моментом откручивания и моментом затяжки для всех испытанных систем, но не было статистической разницы при сравнении мокрого и сухого креплений или при сравнении отдельных данных для каждой системы.
Выводы: Можно сделать вывод, что для клинически значимых уровней момента затяжки не ожидается никаких проблем с возможностью восстановления.
Похожие статьи
In vitro оценка прочности конического соединения имплантата с абатментом в двух имеющихся в продаже системах имплантатов.
Нортон МР. Нортон МР. Джей Простет Дент. 2000 май; 83(5):567-71. doi: 10.1016/s0022-3913(00)70016-3. Джей Простет Дент. 2000. PMID: 10793390
-
Измерения повторяющегося момента затягивания и ослабления семи различных конструкций соединения имплантата/абатмента и их модификаций: исследование in vitro.
Буткевича А., Натансон Д., Побер Р., Стратинг Х. Буткевича А. и др. Дж. Протез. 2018 фев; 27 (2): 153-161. doi: 10.1111/jopr.12467. Epub 2016 22 марта. Дж. Протез. 2018. PMID: 27003231
Волновой анализ ослабления винта имплантата с помощью циклического нагружающего устройства с воздушной цилиндрической головкой.
Ли Дж., Ким Ю.С., Ким Ч.В., Хан Дж.С. Ли Дж. и др. Джей Простет Дент. 2002 г., октябрь; 88 (4): 402-8. doi: 10.1067/mpr.2002.128099. Джей Простет Дент. 2002. PMID: 12447217
Механизм и факторы, связанные с ослаблением винта абатмента имплантата: обзор.
Хуан И, Ван Дж. Хуанг И и др. Джей Эстет Рестор Дент. 2019 июль; 31 (4): 338-345. doi: 10.1111/jerd.12494.
Эпаб 2019 31 мая.
Джей Эстет Рестор Дент. 2019.
PMID: 31150572
Обзор.Обзор измерения силы затяжки болтов и обнаружения ослабления.
Мяо Р., Шен Р., Чжан С., Сюэ С. Мяо Р. и соавт. Датчики (Базель). 2020 2 июня; 20 (11): 3165. дои: 10.3390/s20113165. Датчики (Базель). 2020. PMID: 32498473 Бесплатная статья ЧВК. Обзор.
 Эпаб 2019 31 мая.
Джей Эстет Рестор Дент. 2019.
PMID: 31150572
Обзор.
Эпаб 2019 31 мая.
Джей Эстет Рестор Дент. 2019.
PMID: 31150572
Обзор.Посмотреть все похожие статьи
Цитируется
Оценка силы удаления в ортопедических компонентах зубных имплантатов с конусом Морзе.
Сантос АМТД, Стабиле ГАВ, Фелизардо К.Р., Сантос Джуниор СЭРД, Бергер С.Б., Гиральдо Р.Д., Гонини Джуниор А.Г., Лопес М.Б. Сантос АМТД и др. Браз Дент Дж. Сентябрь-октябрь 2022 г.
, 33(5):74-80. дои: 10.1590/0103-6440202205084.
Браз Дент Дж. 2022.
PMID: 36287501
Бесплатная статья ЧВК.Бактериальная утечка in vitro в соединении имплантат-абатмент двух систем зубных имплантатов с внутренним соединением.
Хаджави А., Мохсени С., Пеймани А., Амджади М. Хаджави А. и др. Передняя вмятина. 2020 8 декабря; 17:32. doi: 10.18502/fid.v17i32.5196. Электронная коллекция 2020. Передняя вмятина. 2020. PMID: 36042810 Бесплатная статья ЧВК.
Биомеханический анализ жесткого и нежесткого соединения с конструкциями абатментов имплантатов для протезов с опорой на зубные имплантаты: анализ методом конечных элементов.
Хуан Ю.С., Дин С.Дж., Юань С., Ян М. Хуан Ю.С. и др. J Dent Sci. 2022 янв;17(1):490-499.
doi: 10.1016/j.jds.2021.07.020. Epub 2021 12 августа.
J Dent Sci. 2022.
PMID: 35028075
Бесплатная статья ЧВК.Влияние применения биоадгезива на значение крутящего момента при удалении и несоответствие вращения в месте соединения имплантата и абатмента: исследование in vitro.
Аршад М., Хаят Заде С., Атай М., Ширани Г., Романос Г.Е., Бассир Ш.Х. Аршад М. и др. Материалы (Базель). 2021 12 ноября; 14 (22): 6832. дои: 10.3390/ma14226832. Материалы (Базель). 2021. PMID: 34832236 Бесплатная статья ЧВК.
Ортопедические осложнения несъемных зубных протезов, поддерживаемых имплантатами с запирающим конусом: ретроспективное исследование со средним периодом наблюдения 5 лет.
Гао В.М., Гэн В., Луо К.К. Гао В.
М. и др.
Здоровье полости рта BMC. 2021 сен 27; 21 (1): 476. doi: 10.1186/s12903-021-01843-2.
Здоровье полости рта BMC. 2021.
PMID: 34579694
Бесплатная статья ЧВК.
 , 33(5):74-80. дои: 10.1590/0103-6440202205084.
Браз Дент Дж. 2022.
PMID: 36287501
Бесплатная статья ЧВК.
, 33(5):74-80. дои: 10.1590/0103-6440202205084.
Браз Дент Дж. 2022.
PMID: 36287501
Бесплатная статья ЧВК. doi: 10.1016/j.jds.2021.07.020. Epub 2021 12 августа.
J Dent Sci. 2022.
PMID: 35028075
Бесплатная статья ЧВК.
doi: 10.1016/j.jds.2021.07.020. Epub 2021 12 августа.
J Dent Sci. 2022.
PMID: 35028075
Бесплатная статья ЧВК. М. и др.
Здоровье полости рта BMC. 2021 сен 27; 21 (1): 476. doi: 10.1186/s12903-021-01843-2.
Здоровье полости рта BMC. 2021.
PMID: 34579694
Бесплатная статья ЧВК.
М. и др.
Здоровье полости рта BMC. 2021 сен 27; 21 (1): 476. doi: 10.1186/s12903-021-01843-2.
Здоровье полости рта BMC. 2021.
PMID: 34579694
Бесплатная статья ЧВК.Просмотреть все статьи “Цитируется по”
Типы публикаций
термины MeSH
вещества
Полнотекстовые ссылки
Эльзевир Наука
Процитируйте
Формат: ААД АПА МДА НЛМ
Отправить по номеру
Холодная сварка: феномен спонтанного самовосстановления и формирования формы на наноуровне
Дургеш В. Вигле и а также
Гэри А.
Бейкер* и
Вигле и а также
Гэри А.
Бейкер* и
Принадлежности автора
* Соответствующие авторы
и Кафедра химии, Колумбийский университет Миссури, Колумбия, Миссури, США
Электронная почта: [email protected]
Аннотация
Установление прямых тесных связей между отдельными нанообъектами имеет решающее значение для изготовления иерархических и многофункциональных наноструктур с унаследованными свойствами, превосходящими свойства, возникающие у отдельного объекта. В этом обзоре мы представляем и обсуждаем значение холодная сварка , интригующий способ соединения в условиях окружающей среды между наночастицами, тонкими металлическими пленками или нанопроволоками. На процесс холодной сварки сильно влияют такие факторы, как химический состав поверхности (активация, пассивация) и химическая природа материала. Независимо от размеров и морфологии исходных частиц процесс обусловлен необходимостью минимизировать поверхностный химический потенциал. Из недавних исследований видно, что быстрые перегруппировки атомов, поверхностная диффузия и скачки атомов являются основными способами переноса атомов на наноразмерных металлических поверхностях. Таким образом, сильно искривленные поверхности обычно заполняются, чтобы минимизировать кривизну поверхности, удовлетворяя критерию уменьшенной свободной энергии. Возможно создание бездефектных монокристаллических наноматериалов через трехмерное (3-D) вращение или атомную ориентацию кристаллографических плоскостей на границе между частицами, новый процесс ремоделирования, характерный для холодной сварки.
В этом обзоре мы представляем и обсуждаем значение холодная сварка , интригующий способ соединения в условиях окружающей среды между наночастицами, тонкими металлическими пленками или нанопроволоками. На процесс холодной сварки сильно влияют такие факторы, как химический состав поверхности (активация, пассивация) и химическая природа материала. Независимо от размеров и морфологии исходных частиц процесс обусловлен необходимостью минимизировать поверхностный химический потенциал. Из недавних исследований видно, что быстрые перегруппировки атомов, поверхностная диффузия и скачки атомов являются основными способами переноса атомов на наноразмерных металлических поверхностях. Таким образом, сильно искривленные поверхности обычно заполняются, чтобы минимизировать кривизну поверхности, удовлетворяя критерию уменьшенной свободной энергии. Возможно создание бездефектных монокристаллических наноматериалов через трехмерное (3-D) вращение или атомную ориентацию кристаллографических плоскостей на границе между частицами, новый процесс ремоделирования, характерный для холодной сварки. Холодная сварка успешно применялась для синтеза с помощью шаблона разнообразных и интересных морфологий, включая нанорешетки, нанотрубки и мультиподы, а также для переноса металлических нанообъектов на металлические поверхности. Несмотря на то, что был достигнут значительный прогресс в создании нанопереходов, он по-прежнему в значительной степени ограничивается синтезом с помощью шаблона. Однако существуют огромные возможности для улучшения и расширения феномена холодной сварки в направлении коалесценции на конкретных участках, точного морфологического и размерного контроля нанопереходов и создания бездефектных гетерометаллических переходов, среди других областей. Хотя мы знакомим читателя с новаторскими примерами холодной сварки, описанными несколькими пионерами в этой области, многочисленные примеры, обсуждаемые в этом обзоре, являются «найденными» примерами, которые в оригинальной публикации на самом деле не упоминаются как холодная сварка, хотя оглядываясь назад, их явно следует классифицировать как таковые, и они вносят важный вклад в наше понимание этого явления.
Холодная сварка успешно применялась для синтеза с помощью шаблона разнообразных и интересных морфологий, включая нанорешетки, нанотрубки и мультиподы, а также для переноса металлических нанообъектов на металлические поверхности. Несмотря на то, что был достигнут значительный прогресс в создании нанопереходов, он по-прежнему в значительной степени ограничивается синтезом с помощью шаблона. Однако существуют огромные возможности для улучшения и расширения феномена холодной сварки в направлении коалесценции на конкретных участках, точного морфологического и размерного контроля нанопереходов и создания бездефектных гетерометаллических переходов, среди других областей. Хотя мы знакомим читателя с новаторскими примерами холодной сварки, описанными несколькими пионерами в этой области, многочисленные примеры, обсуждаемые в этом обзоре, являются «найденными» примерами, которые в оригинальной публикации на самом деле не упоминаются как холодная сварка, хотя оглядываясь назад, их явно следует классифицировать как таковые, и они вносят важный вклад в наше понимание этого явления.