Схема осциллятор своими руками – Осциллятор своими руками: виды и схемы сборки
alexxlab | 27.01.2020 | 0 | Разное
Осциллятор своими руками: виды и схемы сборки
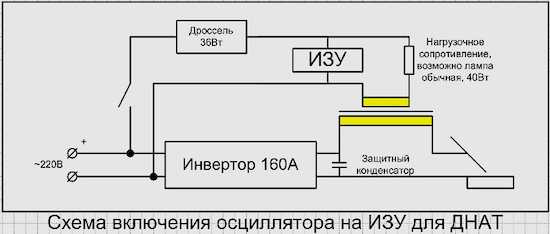
Сварочный инвертор стараниями умельцев трансформируется в полуавтомат, работающий в среде защитных газов. Добавление собранного своими руками осциллятора превращает сварочный аппарат в профессиональное устройство ювелирной сварки цветных и тонколистовых металлов.
Зачем нужен самодельный осциллятор
Осциллятор как генерирующее устройство способен работать на постоянном и переменном токе. Предназначение прибора – возбуждение сварочной дуги без контакта электрода с объектом сварки и стабилизация горения. Вид электрода: вольфрамовый наконечник горелки или стандартный в обмазке — не имеет значения. Эффект достигается трансформацией сетевого тока в частотные импульсы высокого напряжения, с характеристиками параметров:
- Напряжение сети 220 В – напряжение на выходе — 2,5–3 тыс. В;
- Частота тока 50 Гц – частота на выходе — 15–30 тыс Гц;
- Мощность осциллятора – 250–400 Вт.
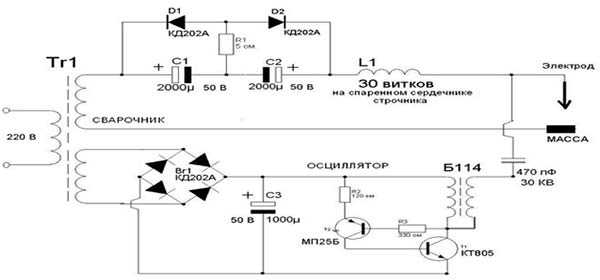
Электрическая схема осциллятора
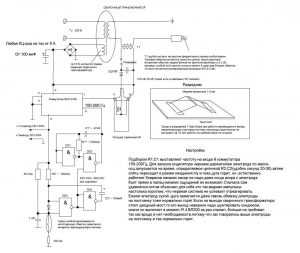
Принцип работы самодельного осциллятора, включённого в схему сварочного устройства с долей упрощения:
- Подача сетевого напряжения на сварочное устройство;
- Напряжение проходит обмотки повышающего трансформатора и начинает заряжать конденсатор колебательного контура;
- Конденсатор-накопитель аккумулирует высокочастотное высоковольтное напряжение разряда;
- Параллельно блок управления системой открывает газовый клапан;
- Блок управления высвобождает импульс при наполнении ёмкости конденсатора на разрядник, происходит пробой;
- Колебательный контур закорачивается, возникают резонансные затухающие колебания, идущие на сварочную дугу;
- Предохранитель при пробое конденсатора размыкает электрическую цепь;
- При падении напряжения формируется следующий разряд;
- Дуга вспыхивает в облаке газа в 3–5 мм над деталью;
- При разрыве дистанционного контакта схема управления дублирует импульс поджога дуги.
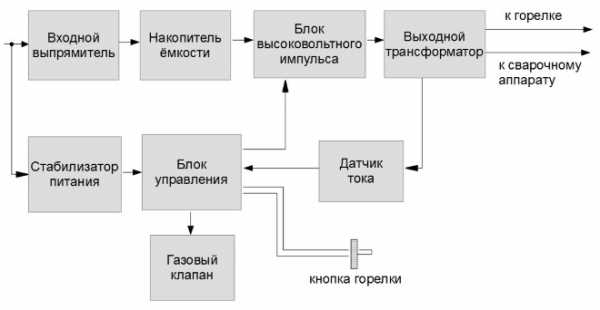
Функциональная схема осциллятора
Сварочный осциллятор своими руками – компоненты
В сети масса принципиальных схем осцилляторов для сварочного устройства. Представлены оба типа: последовательного и параллельного подключения. Масса аргументов в пользу каждого. Собрать осциллятор — полдела. Сложности подстерегают при настройке и эксплуатации.
Устройство состоит из нескольких блоков. Колебательный контур в качестве искрового генератора затухающих колебаний состоит из 2 элементов: конденсатор и подвижная обмотка трансформатора высокой частоты – катушка индуктивности.
Устройство осциллятора своими руками
Повышающий трансформатор устройства собирается на базе понижающего с 220 до 36 В, с П-образным сердечником. Для создания длинной магнитной линии убирается 50% пакета железа. Обмотка первого керна мотается по типу сварочной – получаем падающую характеристику.
Повышающая обмотка второго керна рассчитывается на получение 1000 В. Недостаток витков вынудит постоянно накручивать разрядник. Увеличение количества витков приведёт к улучшению поджога дуги в разряднике. Перебор намотки приводит к активизации роста перегрева катушки.
Дросселей 2 шт. при параллельной схеме, по 1 на трансформатор.
Изготовление разрядника из утолщённых эррозионностойких вольфрамовых стержней WR-3 на медных прутках требует привлечения механизма регулировки. Оптимум зазора по щупу — 0,08 мм. Требуется заливка быстротвердеющим диэлектриком. В качестве упрощения используют свечи зажигания, ионизаторы воздуха.
Выходной трансформатор соединяется линией обратной связи с датчиком тока.
Блокировочный конденсатор пропускает только ток высокой частоты. Низкочастотный ток сварочного аппарата блокируется, что предупреждает короткое замыкание осциллятора.
Выбираем тип сварочного осциллятора
Осциллятор для сваривания своими руками
Задумав собрать сварочный осциллятор своими руками, определимся со схемой включения. Последовательное либо параллельное подключение, тип функционирования устройства: импульсная разрядка или непрерывное действие прибора.
Устройства непрерывного действия подключаются параллельно и последовательно. В большинстве таких осцилляторов устанавливается выпрямитель. Превалирует последовательная схема – высокое напряжение не поразит сварщика.
Выгоды последовательного подключения: достаточно одного трансформатора. Первичная обмотка дополнена парой сглаживающих конденсаторов и предохранителем. Вторичная – разрядником и колебательным контуром.
Импульсное устройство используется на сварочных аппаратах переменного тока. Смена полярности инициирует очередное зажигание дуги за счёт синхронизации цикла последовательности действий:
- Активизация зарядного устройства;
- Накопление заряда конденсатором;
- Обесточивание дуги при прохождении нулевой отметки перемены полюса;
- Разряжение конденсатора с подачей энергии в дуговой промежуток.
Сварочные устройства цикличной полярности рекомендованы для сварки сплавов алюминия. Нержавеющие стали и цветные металлы варятся преимущественно при постоянном токе.
Предупредим ошибки при изготовлении осциллятора
Подробная инструкция изготовления осциллятора своими руками
При пошаговом следовании надёжной схеме и качественной сборке, результативного удержания дуги не происходит. Причина — в перегрузке сети. Вместо заявленных 220 В, доходит 190–200 В. Автотрансформатор решит проблему.
Экономия на дросселе. С разрядника идёт череда затухающих ВЧ-колебаний, превышающих киловольт. Вторичная обмотка без дросселя получит между витками до 50 В. Виток приобретает вид короткозамкнутого. Мощность сети пойдёт на нагрев.
Чтобы не сжечь сварочное устройство целиком, озаботимся установкой дросселя. Кроме изолирующих прокладок при намотке, пропитаем витки бакелитовым лаком.
Частота тока в рамках 150–300 кГц безопасна. Если тело сварщика рассматривать как проводник, поверхностный эффект протекания ВЧ-тока не затрагивает внутренние органы. Но ожог кожи получить кому хочется? Работаем только при надёжном заземлении. Удар при 10 кГц весьма чувствителен.
Пообщайтесь со специалистами по соответствию вашей схемы нормам безопасности. Эксперты оценят схемотехнику на предмет проникновения НЧ-тока на электрод. Предостерегут, если сборка осциллятора небезопасна.
Обязательно вхождение в состав блока колебательного контура блокировочного конденсатора.
Видео по теме: Осциллятор своими руками
promzn.ru
виды и характеристики, принцип работы, схема сборки своими руками
Без сварочных работ трудно представить современный мир. Даже в быту время от времени приходится выполнять некоторые сварочные работы. Для облегчения сварочного процесса нержавейки или цветных металлов необходим осциллятор.
Этот аппарат может зажигать электрическую дугу без контакта с поверхностью детали и поддерживать горение, необходимое для сварки. Для бытовых нужд необязательно приобретать промышленное изделие, поскольку вполне можно собрать осциллятор своими руками в условиях дома или небольшой мастерской.
Принцип работы осциллятора
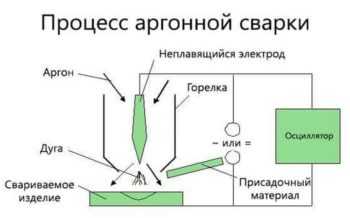
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Если лист металла тонкий, то при работе на небольших токах дуга постоянно тухнет. Неоднократное и постоянное её возбуждение забирает рабочее время. Для предотвращения подобных ситуаций тоже необходим осциллятор.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
Номинальная мощность таких устройств примерно 250–350 Ватт.
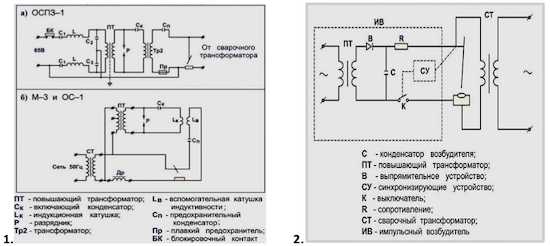
Функциональная схема
Технические характеристики каждого прибора зависят от его конструкции и свойств элементов на схеме. Принципиально агрегат состоит из таких элементов:
- Колебательный контур. Он собран из индуктивной катушки и конденсатора. Катушка представляет собой вторичную обмотку трансформатора высокой частоты. Сам контур генерирует необходимые искры.
- Разрядник.
- Катушки дроссельные. Их количество — две единицы.
Прибор также содержит вспомогательные электрические детали, которые отвечают за безопасность использования агрегата. Это защитный конденсатор, предохраняющий работника от поражения электрическим током и предохранитель.
Предохранитель должен срабатывать при коротком замыкании и пробое конденсатора.
Входное напряжение, проходя через обмотки повышающего трансформатора, проходит через колебательный контур и начинает зарядку конденсатора. Затем, после зарядки последнего до необходимой ёмкости, происходит разряд и возникает пробой. Пробой вызывает короткое замыкание колебательного контура, вследствие которого возбуждаются резонансные колебания. Ток высокой частоты, создающий эти колебания, через защитный конденсатор и обмотки катушки доходит до сварочной дуги.
Защитный конденсатор свободно пропускает высокочастотный ток, который отличается также большой величиной напряжения. Но этот блокировочный конденсатор не способен пропускать ток низкой частоты, так как обладает большим сопротивлением. Это свойство мешает пройти низкочастотному току от сварочного прибора и является надежной защитой от короткого замыкания.
Последовательность процесса сварки
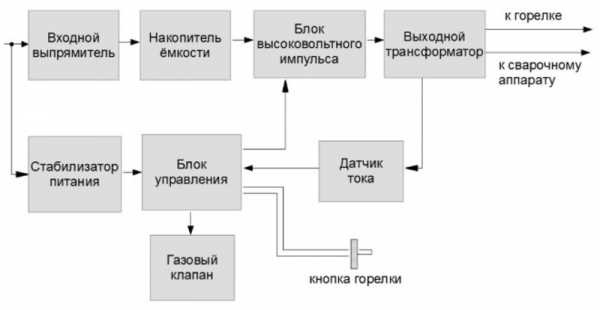
Невзирая на некоторые отличия в сборке, использование устройств этого класса проходит по одному сценарию. Можно так представить последовательность работы прибора:
- Сварщик на горелке нажимает кнопку «Пуск».
- Выпрямитель на входе получает напряжение из сети, выпрямляет и отправляет на накопитель.
- Накопительный узел заряжается.
- После срабатывания накопительного конденсатора, освобождается импульс.
- Импульс поступает на высокочастотный трансформатор и преобразовывается в высоковольтный импульс.
- Одновременно срабатывает клапан газа и выходит аргон из аргонно содержащей камеры.
- После короткого разряда тока, дуга зажигается в газовом облаке и начинается процесс сварки.
- Когда начинает работать сварочный ток с силой, превышающей пять ампер, то импульс затухает. Происходит процесс сварки с установленными на аппарате значениями. При потере контакта возникает следующий импульс для возрождения дуги.
- Когда сварка заканчивается, прибор завершает процесс.
При изготовлении аргоновой горелки своими руками, конструкция может быть упрощена и прибор становится полуавтоматом. В этом случае при случайном завершении процесса сварки надо вручную включать бесконтактный поджиг, нажимая кнопку «Пуск».
Виды осцилляторов
Устройства этого типа в зависимости от вида работ, могут быть кратковременного или постоянного действия. Таким образом, осцилляторы делятся на:
- Устройства непрерывной работы.
- Аппараты с импульсным питанием.
При сварке тонких листовых материалов лучше подходит прибор постоянного действия, так как розжиг будет производиться сразу при поднесении к заготовке. В процессе сварки горение будет ровное и все время поддерживаться. В результате получится чистый и аккуратный шов.
Для безопасности рекомендуется последовательное соединение устройства. Если предусмотрено параллельное подключение, то надо установить защиту от напряжения. При выполнении работ с алюминием, которые выполняются исключительно на переменном токе, применяют импульсные аппараты.
Сборка в бытовых условиях
Для сборки прибора аргонной сварки своими руками из инвертора чаще всего используют распространенную и несложную схему.
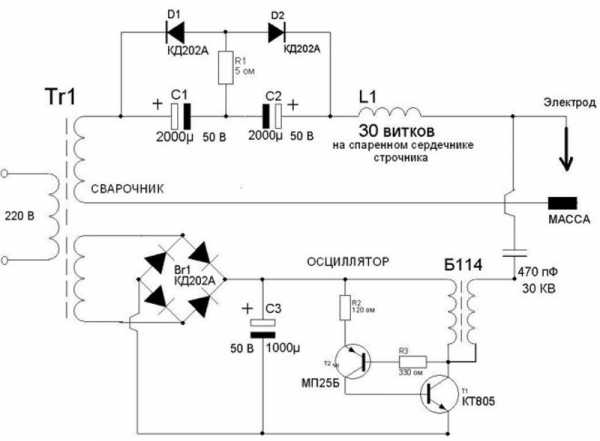
В этой схеме главным элементом является повышающий трансформатор. Именно он увеличивает величину стандартного напряжения до трёх тысяч вольт. Самым проблемным узлом при сборке этого устройства является разрядник, который вырабатывает сильную искру. Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Самодельные аппараты тоже могут быть выполнены по двум различным схемам. Они могут быть импульсного или непрерывного действия. Приборы, использующие принцип непрерывного действия менее эффективны и в их конструкцию надо обязательно включать блок защиты от напряжения. Импульсные устройства считаются лучше, удобнее и производительнее.
Основной деталью узла управления является кнопка. Она выполняет две функции: включение разрядника и контролирование подачи защитного газа в область сварки. Первичными данными при самостоятельной сборке являются детальные ответы на следующие вопросы:
- Применение для алюминия или нержавейки.
- Вид электрического тока — переменный или постоянный.
- Какое напряжение предусматривается.
- На какую мощность будет рассчитан прибор.
- Какая величина вторичного напряжения.
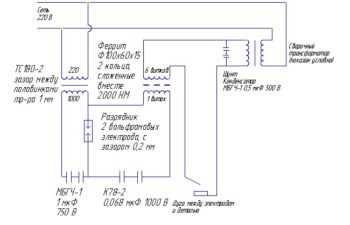
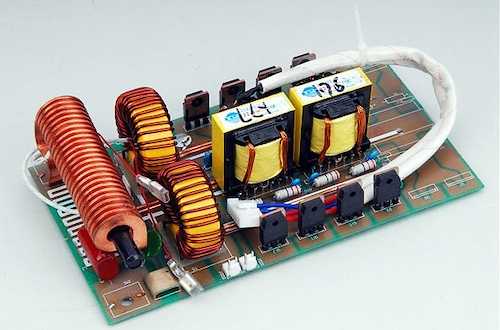
Сборка деталей производится на прямоугольной плате. Слева обычно располагается трансформатор высокой частоты, блок управления и предохранительный узел. В центральной части логично расположить разрядник с конденсатором колебательного контура и блокировочный конденсатор. Последний становится преградой для низкочастотного тока на пути к сварке. Место справа остается для дросселя.
Трансформатор выбирают исходя из потребностей по величине тока во вторичной обмотке. При этом катушку индуктивности лучше сделать сдвоенной. Тогда напряжение и величина тока оказываются более стабильными, а защита аппарата надежнее. Контуры подобны друг другу и состоят из:
- Конденсатора, запас которого по напряжению в первой части должен быть не менее 500В и 5–6 кВ для второй. Емкость первого конденсатора должна составлять не менее 0.3 мФ, а второго до 1 мФ.
- Варистора с напряжением во вторичной обмотке около 90–100 В (для первого каскада) и до 140–150 В во второй линии.
- Катушки индуктивности. Обе катушки имеют ферритовый стержень с намотанной на него медной проволокой сечением около 20 миллиметров квадратных с зазором не менее 0.8 миллиметров. В первом каскаде количество витков от семи, а во втором — меньше. Катушка второго каскада является фильтром и защитой от колебаний тока. Ток различной амплитуды может привести к нестабильному горению.
Для разрядника находят плату с ребрами теплоотвода. Эта плата охлаждает при срабатывании разряда. Электроды из вольфрама иногда заменяют на обычные. Главное, чтобы их диаметр составлял не менее двух миллиметров. Кончики электродов должны быть строго параллельны. При помощи специального винта делают возможной регулировку расстояния между электродами.
Чтобы получить максимальную стабильность, ко второй обмотке второго каскада подключают катушку от любого электрошокера. Для этого в схему устройства приходится подключать аккумулятор напряжением в шесть вольт. Он обеспечивает питание этой катушки.
Наличие аккумулятора не дает забыть, что время от времени всё устройство нужно осматривать и проводить регламентные работы. Первый каскад подключается к инвертору, а второй предназначен для сварочной горелки и заготовки, которую надо сварить. Корпус прибора должен иметь вентиляционные отверстия и быть влагозащищенным.
Правила эксплуатации
Применение осцилляторов несложно, но требует выполнения ряда правил. Тогда работа с прибором становится безопасной, удобной и продуктивной. Правила использования следующие:
- Применение этих устройств разрешено как в помещениях, так и на воздухе.
- В случае обильного снегопада или дождя лучше воздержаться от включения прибора при работе на улице.
- Температурный режим окружающей среды должен быть от -10 до +40 градусов по Цельсию.
- Влажность воздуха не должна быть больше 98%.
- Крайне не рекомендуются работать со сварочным аппаратом в помещениях где сильно накопилась пыль или едкие газы способные повредить металл или изоляцию.
- Обязательно перед включением нужно убедиться в наличии заземления.
- Защитный кожух прибора можно снимать только в выключенном состоянии. Во время сварки кожух должен быть надет.
- На рабочей поверхности разрядника не должно быть следов нагара или грязи. В случае загрязнения нужно вычистить кончики разрядника тонкой наждачной шкуркой.
При сборке осциллятора для инвертора своими руками необходимо также соблюдать правила поведения с электрическими устройствами. Необходимо строго соблюдать основные правила сборки электрических схем и использовать только те детали, которые обладают нужными характеристиками.
obrabotkametalla.info
схема подключения и изготовление своими руками
Цветные металлы и нержавейка – вот контрольные слова во время тяжелых раздумий типа «вот только осциллятора мне не хватало для полного счастья». С ответственностью заявляем: не будет вам полного счастья с дугой, если вы варите нержавейку, алюминий или цветные металлы. . Даже с правильными электродами и серьезным опытом в сварочном деле.
Дуга будет вас подводить: или трудный розжигом, или нестабильностью и способностью тухнуть в самое неподходящее время. А вольфрамовый электрод будет к тому же липнуть. Справится с этими бедами поможет только один аппарат – осциллятор. Так что никуда вам от него не деться. Придется купить или сделать своими руками.
Хороший осциллятор стоит немалых денег, поэтому, если вы занимаетесь сваркой время от времени, есть смысл разобраться в его устройстве, чтобы сделать его своими руками.
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.
Как происходит аргонная сварка с осциллятором?
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
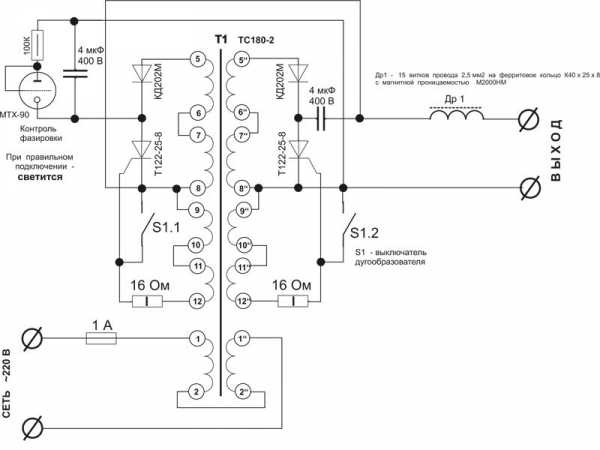
Осцилляторы для сварки с последовательным и параллельным подключением принципиально различаются. В с последовательным подключением входит только один трансформатор с двумя обмотками: первичной с предохранителем и двумя конденсаторами и вторичной с разрядником и колебательным контуром из катушки индуктивности и конденсатора.Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Осциллятор своими руками
Несмотря на то, что на рынке предлагаются сварочные осцилляторы самых разных моделей, может возникнуть необходимость соорудить самостоятельно. Реализация такой идеи вполне реальна, сделать это устройство своими руками – задача не из самых простых, но и не бином Ньютона.
Для начала убедитесь в том, что сварочный осциллятор своими руками вам действительно нужен и рентабелен.
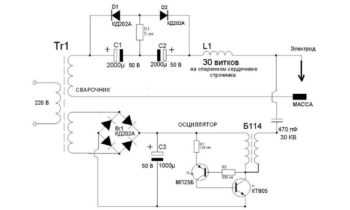
Схема подключения осциллятора.
Вот какие факторы помогут вам в этом:
- Вы собираетесь варить нержавейку, алюминий или цветные металлы.
- Вы используете постоянный или переменный ток с напряжением.
- Мощность тока не превышает 250 Вт.
- Вторичное полученное напряжение должно быть равно или выше 2500 В.
Если у вас есть сварочный преобразователь, работа пойдет намного легче: ваш постоянно будет подключаться к сварочной сети последовательно, что значительно проще. Кроме того, дуга будет вести себя намного лучше.
Она будет устойчиво гореть, и ее можно будет поджигать без контакта со свариваемой поверхностью вне зависимости от силы тока.
Осциллятор лучше собирать на прямоугольной плате. Высокочастотный трансформатор в компании с предохранителем и цепью управления размещаем слева, дроссель – справа. А в центре установим два конденсатора: колебательного контура и второй блокировочный для изоляции тока низкой частоты от всей сварочной цепи.
Подобрать оптимальный трансформатор помогут характеристики тока, которые требуются во второй обмотке. Катушка индуктивности должна быть сдвоенной – так надежнее. Если у вас последовательно соединены два колебательных контура, ток и напряжение будут стабильными.
Электрическая схема прибора.
Колебательные контуры должны быть одинаковыми и должны состоять из следующих компонентов:
- конденсатора;
- варистора напряжения;
- катушки индуктивности из ферритового стержня.
Разрядник требует особой жесткой платы, так как при срабатывании температура должна понижаться. Вольфрамовые электроды должны быть не меньше 2-х мм в диаметре, их нужно разместить строго параллельно, для этого их торцуют. Ширина зазора между ними регулируется винтом.
Первый каскад подключаем к клеммам , а второй каскад – к сварочной горелке и свариваемой заготовке. Для высокой стабильности работы к вторичной обмотке второго каскада нужно подключить катушку с отдельным питанием от аккумулятора.
Обязательное требование – корпус должен быть устойчивым к влаге, и со специальными отверстиями для вентиляции.
Правила работы на самодельном осцилляторе
Понятно, что главные требования – это безопасность и надежность .
Принципиальная схема осциллятора.
Для их соблюдения нужно:
- Проверять на постоянной основе работу блокировочного конденсатора. Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.
- Взять себе за правило заниматься регулировкой и настройкой устройства только при его отключении от сети.
- Счищать нагар с электродов, делать это постоянно.
- Частота импульсов от осциллятора не должна превышать 40 мкс: следить за этим.
Осциллятор для сварки своими руками – очень грамотное технологическое дополнение к вашему сварочному оборудованию, если вы занимаетесь сваркой специфических металлов: нержавейки и алюминия. Осциллятор можно купить, а можно сделать своими руками. Для этого нужны ясная голова, хорошие руки и наши советы.
Желаем надежных конденсаторов, параллельных электродов и качественных обмоток в ваших трансформаторах. И хороших заказов!
tutsvarka.ru
Содержание:
Качество работ при использовании инверторной аппаратуры во многом определяется сварочной дугой, ее стабильностью и надежностью. Однако, скачки и перепады сетевого напряжения могут привести к сбою, и дуга самопроизвольно выключается. Чтобы избежать подобных ситуаций и обеспечить стабильный рабочий режим, применяется специальный прибор – осциллятор для инвертора. Он подключается параллельно к основному устройству, а его функция заключается в непосредственном возбуждении дуги и поддержании ее во время всего сварочного процесса. Электрическая схема осциллятораСхемы и конструкции сварочных осцилляторов могут отличаться, исходя из условий эксплуатации и частоты использования.
Как правило, эти устройства подключаются двумя способами:
Типовая схема состоит из следующих электротехнических компонентов:
Взаимодействие с инверторомПринцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц. Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Управление осциллятором производится специальной кнопкой, удобно расположенной на держателе. Если используется аргоновая сварка, то управляющая кнопка размещается непосредственно на горелке. Благодаря высокой степени ионизации, электропроводность воздуха существенно повышается. Через этот промежуток происходит мгновенное течение дугового тока, сформированного в инверторе. В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях. Разновидности осцилляторовИспользование сварочного осциллятора возможно лишь в качестве дополнительного устройства. Сам по себе он не может обеспечить рабочий процесс, из-за малой мощности и невозможности к самостоятельному соединению и расплавлению металлов. Основное предназначение прибора заключается в зажигании дуги и поддержке ее стабильного состояния без контакта электрода с металлической поверхностью. Подобного результата удалось добиться за счет генерации высокого напряжения с высокой частотой, способного пробить воздушное пространство между металлом и электродом. Создается зона ионизированного воздуха, по которой в дальнейшем начинается течение уже основного сварочного тока.
В зависимости от рабочих режимов, все осцилляторы можно условно разделить на следующие группы:
Как самому изготовить приборПри наличии определенных знаний и практических навыков работы с электроникой, изготовить осциллятор для инвертора самому не составит особого труда. Вариантов устройства может быть несколько, поэтому, выбирая наиболее подходящую схему, нужно обязательно определиться с условиями работы и другими исходными данными.
Как правило, учитываются следующие факторы:
В домашнем хозяйстве чаще всего требуется сварка алюминиевых заготовок. Поэтому нужно выбирать схему, наиболее полно обеспечивающую именно этот вид работ. Вначале нужно выбрать подходящий трансформатор, способный повысить напряжение с обычных 220 до 3000 В. На следующем этапе устанавливается разрядник, пропускающий искру. Далее производится включение в схему колебательного контура. В нем обязательно должен присутствовать блокировочный конденсатор, обеспечивающий генерацию импульсов высокой частоты. С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается. По завершении сборки проверяется работоспособность готового устройства. Вначале выполняется пуск, вызывающий запуск разрядника и создание высокочастотных импульсов с помощью повышающего трансформатора. После возникновения дуги появляется мощное магнитное поле, которое попадает в катушку с обмоткой из толстого провода. Здесь это поле преобразуется в электрический ток, подключаемый плюсом к горелке, а минусом – к заготовке. В эту же горелку поступает газ, проходящий через специальный клапан и начинается сварка. В варианте с электродами осциллятор для инвертора изготавливается уже по другим схемам, поэтому, чтобы не возникало путаницы, нужно заранее изучить готовый чертеж или составить собственную схему. Соблюдая все установленные правила, даже начинающий мастер соберет осциллятор. Особенности эксплуатацииКомфортная и безопасная работа со сварочной инверторной аппаратурой во многом зависит от установленных правил, требующих обязательного соблюдения. В этом случае сварка алюминия, нержавейки и других цветных металлов будет качественной и надежной.
В процессе эксплуатации нужно обратить внимание на следующее:
|


electric-220.ru
Осциллятор своими руками
Содержание:
- Устройство и назначение прибора
- Принцип работы осциллятора
- Изготовление осциллятора своими руками
- Рекомендации по сборке
- Видео
Существует много электротехнических устройств, используемых при выполнении сварочных работ. В связи с высокой стоимостью этого оборудования, многие стараются самостоятельно изготовить тот или иной элемент. Те, кто хорошо разбираются в электротехнике, могут собрать даже осциллятор своими руками. Сварочный осциллятор предназначен для того, чтобы возбуждать и стабилизировать сварочную дугу и работает как от постоянного, так и от переменного тока.
Устройство и назначение прибора
По своей сути сварочный осциллятор является искровым генератором затухающих колебаний. Внутри устройства располагается повышающий трансформатор (ПТ) низкой частоты, с вторичным напряжением от 2 до 3 киловольт. Схема состоит из колебательного контура, обмоток связи, разрядника и обмоток блокировочного конденсатора. Обмотки, находящиеся внутри аппарата, выполняют функцию высокочастотного трансформатора.
Во время работы осциллятора колебания высокой частоты проходят через обмотку и поступают на дуговой промежуток. Конденсатор обеспечивает блокировку и предотвращает шунтирование обмоткой дугового промежутка, затрагивающего напряжение в источнике питания. Для защиты изоляции обмотки существует дроссель, включаемый в сварочную цепь. Средняя мощность осциллятора составляет от 250 до 300 ватт, продолжительность импульсов находится в пределах десятков микросекунд.
Все осцилляторы обеспечивают наличие в сварочной цепи тока с высоким напряжением и частотой. Они разделяются на два вида:
- Возбудители дуги непрерывного действия. Они функционируют вместе с источником питания сварочной дуги и обеспечивают ее возбуждение путем наложения тока высокого напряжения на провода для сварки. В этом случае напряжение составляет от 3000 до 6000 вольт, а частота – 150-250 кГц. Такой ток совершенно не опасен для человека, при условии соблюдения правил техники безопасности. Благодаря высокой частоте, обеспечивается равномерное горение дуги даже при небольшом значении сварочного тока, поступающего из основного источника.
- Возбудители дуги импульсивного действия. Они используют последовательное включение и считаются более эффективными, поскольку не требуют включения в цепь специальной защиты от высокого напряжения. Для регулировки искрового зазора на необходимую величину применяется регулировочный винт. Регулировка осуществляется, когда устройство находится в отключенном состоянии.
Сварка с использованием переменного тока осуществляется с импульсным питанием возбудителей. Они изначально возбуждают дугу и выполняют ее дальнейший поджог, когда переменный ток изменяет свою полярность.
Принцип работы осциллятора
Все виды сварочных осцилляторов работают по одной схеме. У них один и тот же принцип действия, независимо от конструктивных особенностей. В каждом случае повышающий трансформатор низкой частоты передает стандартное напряжение, частотой 50 Гц на колебательный контур. Далее, в этом контуре происходит преобразование низкой частоты тока в высокую, с одновременным повышением напряжения. Значение частоты тока, возникающей в колебательном контуре определяется его параметрами, включающими в себя емкость конденсатора и индуктивной катушки.

После первичного преобразования, ток с высокой частотой и напряжением поступает на вторую индуктивную катушку, а затем, проходя через блокировочный конденсатор, он подается к сварочной дуге. С помощью блокировочного конденсатора для тока низкой частоты сопротивление повышается, а для тока высокой частоты – понижается.
В конечном итоге обеспечивается беспрепятственное прохождение тока высокой частоты через блокировочный конденсатор. Ток низкой частоты через него пройти не может. Таким образом, на электрическую дугу свободно попадает только ток с высокой частотой и с высоким напряжением. Ток с низкой частотой и напряжением вообще не попадает в схему осциллятора. В случае повреждения конденсатора, блокировка токов низкой частоты не будет нарушена. Принцип действия устройства и его схема обеспечивают надежную защиту сварщика от поражения электротоком при проведении сварочных работ.
Изготовление осциллятора своими руками
Сварочный осциллятор вполне возможно сконструировать и собрать своими руками. Единственным серьезным ограничением является хорошее знание электротехники и практические навыки работы с инструментами.

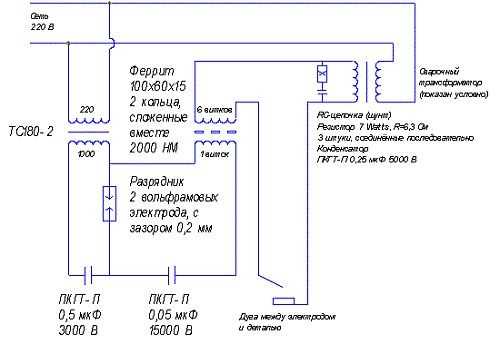
Существует большое количество схем, которые могут быть реализованы на практике в домашних условиях. Одним из наиболее простых вариантов считается конструкция на основе высоковольтного трансформатора, способного повысить напряжение с 220 до 10000 вольт. Необходимо точно изготовить разрядник, поскольку именно от разрядника зависит качество электрической дуги. В этом заключается главная сложность конструирования и практического изготовления осциллятора.
Следующей серьезной задачей является правильный подбор элементов – блокировочного конденсатора и колебательного контура. Чаще всего применяется стандартная конструкция осциллятора, выполненная в виде генератора. Имеющиеся в нем трансформаторы способны повысить напряжение до 3 кВт. В данной схеме нужно обязательно предусмотреть разрядник.
Готовый осциллятор сможет работать сразу в двух режимах – в импульсном варианте или в непрерывном режиме. Второй вариант предполагает наличие защиты от возможного высокого напряжения. Хотя импульсный вариант считается наиболее эффективным по сравнению с другими схемами.
Рекомендации по сборке
В процессе сборки осциллятора, необходимо учитывать следующие особенности:
- Для изготовления осциллятора лучше всего использовать в качестве основы обычный генератор, мощностью 5-10 киловатт.
- Установка готового трансформатора должна производиться на раму генератора. Для фиксации устройства используются скобы, заранее приваренные к раме. В связи с большим общим весом всей конструкции, рекомендуется установить колеса, чтобы облегчить перемещение.
- Все электрические соединения выполняются таким образом, чтобы сварочный генератор в случае необходимости мог применяться в качестве аварийного источника питания. Правильно собранный осциллятор своими руками позволяет использовать его как сварочное устройство и источник тока на 220 вольт. Вся конструкция сварки оборудуется выключателем.
- Для изготовления генератора постоянного тока рекомендуется использование выпрямителя мостикового типа, обеспечивающего получение тока наиболее доступными способами. Главным недостатком такой конструкции являются слишком большие габариты. В данной схеме присутствуют четыре мощных громоздких вентиля, установленных на диэлектрическую плату из текстолита или гетинакса. В общей схеме эти вентили выполняют функции диодов.
- Сборку конструкции должны выполнять люди с опытом производства электромонтажных работ. Они должны иметь хорошие навыки по спаиванию деталей, а также практику изготовления электрических обмоток.
Собранный осциллятор необходимо отрегулировать. Сам осциллятор должен находиться в выключенном состоянии. В дальнейшем нужно регулярно проводить техническое обслуживание, следить за рабочей поверхностью разрядника, состоянием контактов, своевременно очищать нагар.
electric-220.ru
Осциллятор для сварки в аргоне, изготовленный своими руками по типовой схем
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.

Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
 Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
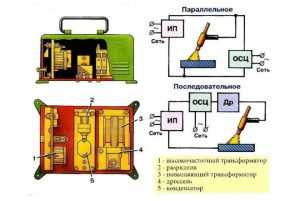
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
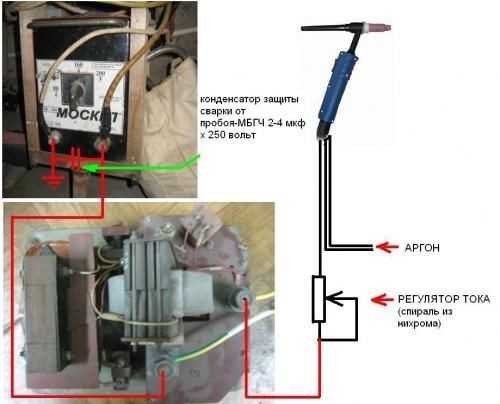
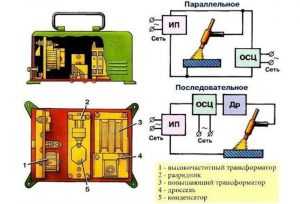
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
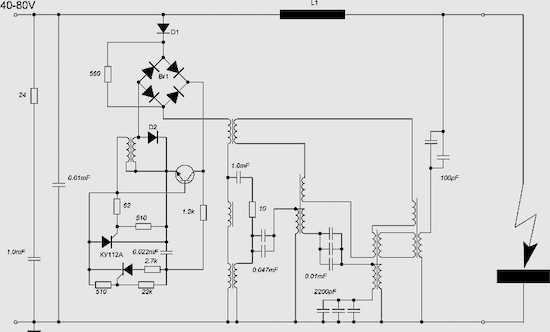
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
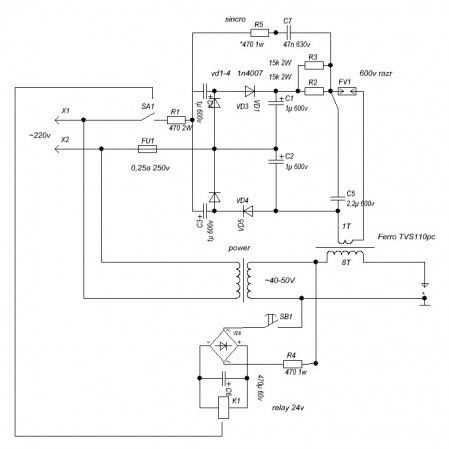
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.
Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.
На третьей схеме более подробно представлены элементы сборки.
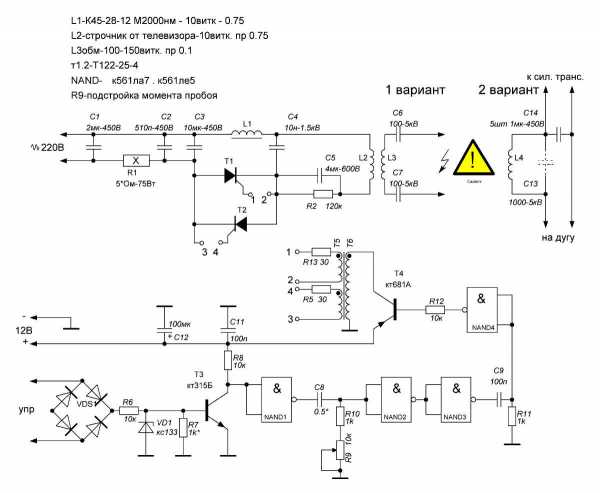
При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
svaring.com
Осциллятор своими руками – схема и порядок изготовления
Ощутимая стоимость электротехнического оборудования делает приобретение довольно затруднительным для небогатых людей. Необходимость выполнения сварочных работ принуждает изготавливать осциллятор своими руками для экономии материальных ресурсов.
Порой на производстве или в быту возникает необходимость соединения деталей, материалом изготовления которых является цветной металл или нержавеющая сталь. Существует возможность одновременно со сварочным аппаратом задействовать самодельный осциллятор. Применение несложного устройства позволит избежать временных потерь на зачистку изделий.
Принцип действия осциллятора
Оптимальным вариантом, значительно облегчающим задачу конечной зачистки соединяемых фрагментов и деталей, выступает использование для поставленной цели сварочного осциллятора. Основным предназначением такого приспособления служит образование и поддержание стабильного состояния сварочной дуги без физического контакта электрода с поверхностью изделий.
Принцип действия осциллятора заключается в преобразовании входящего переменного напряжения в короткие высокочастотные импульсы. Их наложение на сварочный ток способствует розжигу дуги.
Рабочий процесс устройства представляется следующими шагами:
Функциональная схема осциллятора
- на обмотки повышающего трансформатора из сети подается ток стандартной частоты;
- начинается зарядка конденсатора колебательного контура;
- при достижении величины заряда, предусмотренной емкостью, происходит пробой разрядника;
- короткое замыкание колебательного контура способствует образованию резонансных колебаний затухающего характера;
- через блокировочный конденсатор, минуя обмотку катушки, ток высокой частоты подводится к сварочной дуге, поддерживая ее в стабильном состоянии.
Большое сопротивление препятствует прохождению через блокировочный конденсатор низкочастотных токов. Это оберегает осциллятор от короткого замыкания, вызванного током сварочного аппарата.
Особенности самодельных осцилляторов
Область применения рассматриваемого устройства распространяется не только на промышленное производство. Самодельный осциллятор подходит и для бытовых нужд. Используется такое оборудование исключительно в комплекте со сварочным аппаратом.
Облегчая процесс поджога дуги, данное электротехническое устройство поддерживает стабильную подачу пламени. Наибольшее распространение получил аппарат промышленного производства марки ОП-240.

Осциллятора ОП-240
Прежде чем начинать изготавливать сварочный осциллятор своими руками, следует определиться с разновидностью оборудования, подходящей конкретному случаю. Существует два типа таких устройств:
Электрическая схема осциллятора
- импульсное, функционирующее на переменном токе;
- непрерывное, использующее для питания стабильное напряжение.
Необходимо учитывать, что непрерывный осциллятор требует последовательного соединения с основным сварочным аппаратом. Импульсный агрегат нуждается в параллельном подключении. Практические наблюдения доказали большую эффективность последовательного соединения (по сравнению с параллельным включением устройства). Это объясняется отсутствием необходимости в монтаже добавочного источника защиты общей электрической цепи.
Простейшая схема самодельного осциллятора
Существует несколько вариантов конструкции рассматриваемого оборудования. Согласно простейшей схеме, изготовить сварочный осциллятор своими руками можно при наличии следующих компонентов:
Элементы осциллятора
- выпрямителя;
- источника питания;
- зарядного блока, дополненного накопителями емкости;
- датчика тока;
- специального устройства, формирующего импульс;
- блока управления;
- высоковольтного трансформатора;
- газового клапана.
Обязательным условием является присутствие в схеме защиты от короткого замыкания, выполненной в виде специального предохранителя. Необходимо обеспечить заземление оборудования за счет дополнительного отвода.
Собственноручное изготовление сварочного осциллятора
Элементарные знания основ электротехники при наличии всех требуемых компонентов конструкции позволяют выполнить необходимые манипуляции своими руками, в привычной домашней обстановке. Изготовление осциллятора рекомендуется начать с повышающего трансформатора, предназначенного для увеличения напряжения до показателя 3000–6000 B.
Осциллятор параллельного и последовательного включения
Сварочным кабелем на ферритовый сердечник наматывается катушка индуктивности, создающая колебательный контур. Один виток провода формирует первичную, а пять витков – вторичную обмотку трансформатора. Внутри контура закрепляется блокировочный конденсатор с разрядником.
Допускается вариант самостоятельного изготовления, при котором сборка осциллятора выполняется на основании катушки зажигания. В этом случае необходимым элементом схемы становится BB диод, следом за которым фиксируется конденсатор. Затем ставится разрядник, предварительно соединенный с первичкой трансформатора.
Правила безопасной эксплуатации
Неправильное подключение или неверный выбор деталей способны привести к необратимым последствиям. Соблюдение следующих мер безопасности позволит сохранить здоровье при работе со сварочным осциллятором:
Правила обслуживания осцилляторов
- на открытой местности во время осадков пользоваться устройством запрещено;
- необходимым условием является обязательный контроль соединения со сварочным аппаратом;
- не допускается начало работы без проверки качества заземления;
- использовать устройство позволительно только в кожухе, снимать который можно при полном отключении питания прибора;
- запыленность помещений или присутствие едких газов с ядовитыми испарениями делает применение сварочного осциллятора недопустимым.
Самостоятельное изготовление устройства не исключает его тестирование после сборки. Перед эксплуатацией прибор требует регистрации и проверки службами электросвязи.
Видео по теме: Осциллятор своими руками
specnavigator.ru