Схема выпрямителя сварочного – Выпрямитель сварочный – как рассчитать и собрать своими руками? + Видео
alexxlab | 17.01.2020 | 0 | Разное
Диодный мост в сварочном аппарате: силовые выпрямители своими руками
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Выпрямитель для сварки
на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
На заметку! Подбирайте такие электрические элементы, которые обладают высоким качеством, и следите за тем, чтобы фактический ток в цепи был меньшим, чем заданный по номиналу. Тогда аппарат прослужит без поломок максимально длительное время.

Электрическая схема выпрямителя для сварки.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.
Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается .
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.
Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.

Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
На заметку! Расчеты для изготовления трансформаторов осуществляются по единой методике, поэтому данная задача не представляет трудностей даже для малоопытного сварщика со школьными знаниями электричества.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный , созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.
Электрическая схема сварки с диодным мостом.
Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.
tutsvarka.ru
Диодно-тиристорный выпрямитель со схемой управления для сварочного аппарата
Мною давно изготовлен сварочный аппарат на базе трансформатора на кольцевом сердечнике от сгоревшего электродвигателя, который верно служит уже более 15 лет. За эти годы не покидало желание изготовить выпрямитель для сварки постоянным током, так как зажигание дуги и качество шва при этом намного лучше. Появляется возможность сваривать нержавеющую сталь. При плавной регулировке напряжения возможно подключение нихромовой нити для резки пенопласта, пластмассы, выжигания (точнее, вырезания из древесины разделочных досок для кухни, наличников и многого другого).
В различных изданиях попадались публикации на данную тему, но положительного результата добиться не удавалось. Дело в том, что если просто подключить к трансформатору диодный или диодно-тиристорный выпрямитель, на выходе получается напряжение с пульсацией 100 Гц. При сварке электродом для постоянного тока это достаточно много. В результате дуга нестабильна и постоянно срывается. Не помогает и установка в разрыв вторичной цепи сглаживающего дросселя. Но когда сварочный аппарат стоит в холодном гараже или под навесом на улице, где температура воздуха зимой опускается до -15…-25°С, и необходимо срочно что-то приварить, достаточно сложное электронное устройство начинает давать сбои.
Поэтому была собрана более простая схема выпрямителя, которая неплохо показала себя даже в зимний период.
Содержание / Contents
Устройство (рис.1) состоит из сварочного трансформатора (промышленного или самодельного), диодно-тиристорного выпрямителя со схемой управления, сглаживающего конденсатора С1 и дросселя L1.
Фактически — это простой регулятор мощности. Так как питание схемы управления стабилизировано, установленное значение сварочного тока поддерживается довольно стабильно. Из-за наличия в схеме фильтрующих элементов С1 и L1, пульсаций напряжения на выходе практически нет. Дуга держится надежно, и качество шва получается высоким. Схема управления — это фазоимпульсный генератор на аналоге однопереходного транзистора, собранный на двух транзисторах разной проводимости. Питается от вторичной обмотки сварочного трансформатора Т1 через диодный мост VD1 и стабилизатор, образованный стабилитронами VD2, VD3. Их можно заменить одним на соответствующее напряжение стабилизации. Резистор R1 ограничивает ток, протекающий через стабилитроны. В зависимости разных выходных напряжений сварочных трансформаторов приходится подбирать R1 для оптимального тока стабилизации стабилитронов VD2, VD3 и устойчивой работы фазоимпульсного генератора.
Переменным резистором R2 производится регулировка сварочного тока. Он изменяет время заряда конденсатора С1 до напряжения открывания ключа на транзисторах VT1 и VT2.
При желании расширить диапазон регулировки тока (в меньшую сторону), увеличивается сопротивление R2 до 100 kOm. Управление мощными тиристорами VS1, VS2 , производится с помощью
маломощных VS3 и VS4, которые, в свою очередь, запускаются генератором через импульсный трансформатор T2.


Все соединительные перемычки выполнены многожильным медным проводом с контактными клеммами на концах под болтовое соединение. Электронная схема управления выполнена на печатной плате (рис.3), хотя и объемный монтаж, собранный качественно, ничуть не хуже.

Вид со стороны деталей
Импульсный трансформатор Т2 — марок ТИ-3; ТИ-4; ТИ-5, с коэффициентом трансформации 1:1:1. Его можно намотать самому на ферритовом кольце, например, 32x20x6 МН2000. Все обмотки содержат по 100… 150 витков медного обмоточного провода марки ПЭВ, ПЭЛШО 0,25…0,3 мм. Перед намоткой сердечник необходимо обмотать слоем лакоткани. Конденсатор С1 набран из 4 конденсаторов по 15000 мкФ с рабочим напряжением не менее 80В. Так как при замыкании и размыкании сварочной цепи и при горящей дуге токи подпитки, протекающие через конденсаторы, очень велики, то соединять конденсаторы необходимо по схеме “звезда” (от одной соединительной клеммы идут 4 провода на вывод “+” каждого конденсатора, и от второй клеммы — также 4 провода на вывод “-” конденсаторов). Сечение каждого провода выбрано таким, чтобы суммарное сечение всех 4 проводов было не меньше сечения питающих силовых кабелей.
При недоборе емкости кондесатора С1, 44000 мкф (два импортных по 22000 мкф на 90 в,) при работе аппарата кондесаторы греются от увеличенных токов (заряд-розряд), при четырех импортных по 22000 мкф на 90 в, при очень длительной работе в режиме сварки немного теплые. Практика показала, что С1 лучше работает из большего количества кондесаторов меньшей емкости.
Дроссель намотан на сердечнике площадью 20…30см2, с немагнитным зазором 0,5… 1 мм. Количество витков может быть от 25 до 60…80. Чем больше витков, тем лучше, но ухудшается отвод тепла от внутренних слоев обмотки. Провод для намотки должен иметь сечение, не меньшее площади сечения провода, которым намотана вторичная обмотка трансформатора. Это касается и всех перемычек, которыми сделаны соединения силового блока.
Сварочный ток может достигать 100…180А, в зависимости от мощности сварочного трансформатора. Это надо учитывать при монтаже.
При болтовом соединении надо соблюдать правило: сварочный ток не должен протекать через болт, если, конечно, он не медный или латунный. Это в основном касается входных и выходных клемм. Один из вариантов, как можно сделать, показан на рис.4.

Корпус выпрямителя желательно изготовить из негорючего материала, но можно даже из фанеры, если позволяет объем и отступить подальше от нагревающихся радиаторов.
В корпусе обязательны вентиляционные отверстия. Ручка регулятора тока устанавливается на корпусе, и вокруг наносится шкала с делениями — для более удобной установки тока. Для удобства регулировки рабочего тока я установил контрольную лампочку накаливания 110 в минимальной мощности по степени которой я ориентировался при установке тока сварки. В качестве предохранителя в первичной цепи трансформатора используется автомат на соответствующий рабочий ток.
Вентилятор для принудительного охлаждения необходимо использовать с достаточно приличной по размерам крыльчаткой. Все это создает условия для безопасной, более надежной работы устройства.
P.S. Приношу свои извинения за низкое качество снимков. Они пересняты телефоном (Nokia N73) со старых распечаток струйника.
Нет возможности сделать новые фото с аппарата так как он продан.
Имя героя неизвестно (atlas030960)
Местоположение в тайне.
О себе автор ничего не сообщил.
datagor.ru
Изготовление сварочного выпрямителя на базе сварочного трансформатора переменного тока – Оборудование и инструмент для сварочных работ – Оборудование и инструмент
Решил “вытащить” текст отчета – во вложении (пост #1) почти никто не читает:Все началось с того, что попробовал поработать на инверторном сварочном аппарате (это был ИИСТ-140) и увидел разницу между сваркой на переменном и постоянном токах. «Загорелся» идеей дооборудования уже имеющегося сварочного аппарата сварочным выпрямителем. В первую очередь побежал на рынок и приобрел диодный мост на базе 4-х диодов В-200 с радиаторами (290грн.), радостно подключил и … к моему сожалению особой разницы не заметил (с 50-ти Гц переменки получилось 100Гц пульсирующей постоянки).
После поковырялся в интернете и понял, что диодный мост – это только начало. Нужны еще емкость (конденсаторная сборка) и дроссель.
Начал с дросселя. Провел простейший эксперимент – 25 витков сварочного кабеля на сердечнике из лома. Результат порадовал – шов стал более гладким, разбрызгивание уменьшилось, дуга стала более стабильной. Решил продолжить модернизацию.
По случаю прихватизировал 3-х фазный транс на 42В 2,5кВт (от строительного вибратора) и из 2/3 собрал 1-й вариант дросселя используя существующие обмотки без их изменения – 35х2 витков шины алюминиевой сечением 20мм2 (железо описано в схеме). Результат порадовал еще больше – разбрызгивание практически пропало, дуга стала намного стабильней (по сравнению с дросселем на ломе), звук при сварке шипящий без треска, но сила тока на выходе уменьшилась (сказалось индуктивное сопротивление дросселя). Начал работать над облегчением розжига электрода, пришел к выводу, что без конденсаторной сборки не обойтись.
Проработал несколько схем вольтдобавки (для облегчения розжига), остановился на вольтдобавке по принципу удвоения (см. схему) – понравилась своей простотой. При включении вольтдобавки первичный розжиг значительно облегчался, вторичный вообще выполнялся в одно касание, увеличился ток, но немного увеличилось разбрызгивание. Недостаток схемы – нерациональное использование емкости конденсаторов при их последовательном подключении и слишком высокое напряжение ХХ (от 100В и выше, в зависимости от варианта подключения первичной обмотки 1п…4п). Начал работать над сборкой батареи из конденсаторов.
Первая батарея из конденсаторов состояла из 12шт х 2200мФ (300грн). При подключении дуга еще более стабилизировалась (не залипала при утыкании в сварочную ванну, тянулась до 2см при отведении электрода), добавился ток, улучшился шов, минимальный вольтаж ХХ поднялся до 50В (без вольтдобавки). Пришел к выводу, что вольтдобавку буду использовать по мере требования для деликатных работ требующих быстрого точечного розжига электрода в одно касание, в сухом помещении (из-за высокого вольтажа). Начал проработку варианта со снижением напряжения ХХ при вольтдобавке.
Следующим этапом добавил вторую батарею из 12шт х 2200мФ (300грн), перемотал силовой дроссель (параметры см. в схеме), намотал малый дроссель для ограничения тока вольтдобавки (параметры см. в схеме), для снижения вольтажа вольтдобавки выполнил дополнительный отвод от вторичной обмотки СА (см. схему и фото 1). Таблица «Характеристики сварочного аппарата и блока выпрямителя» приведена в схеме.
Приступил к сборке (см. фото 3-6).
Экспериментально-сборочный период растянулся с января по июнь 2011г. Результатом очень доволен. Характеристики сварочного выпрямителя указаны на схеме. Вентиляторы принудительного охлаждения, автомат, розетка на схеме условно не показаны.
Возможности сварочного выпрямителя:
Сварка нержавейки.
Пробовал наши электроды ЦЛ-11 Ø3 и их турецкий аналог Magmaweld EI-347 Ø3,25.
Наши совершенно не понравились – затрудненный розжиг, обмазка сгорает быстрее электрода, варить нужно на длинной дуге иначе залипает. Шов нормальный, варил горизонтально, возможно с остальными пространственными положениями шва могут быть проблемы. Электроды брал на рынке поштучно несколько штук, возможно некачественные.
Турецкие очень понравились – легкий розжиг, дуга стабильная, звук ровный шипящий, шов гладкий, создалось впечатление, что для сварки нержавейки требуется меньший ток чем для черного металла. Электроды брал на рынке 10шт в герметичной упаковке;
Сварка электродами постоянного тока УОНИ 13-55.
Очень понравились – в обычном режиме (ХХ 50В) розжиг немного затруднен (не критично), с вольтдобавкой (ХХ 75В) значительно лучше, шлака мало, дуга стабильная, укладка металла более контролируемая чем на электродах АНО-4,21,36, присутствует легкое потрескивание (возможно отсырели), шов гладкий немного матовый;
Сварка электродами АНО-4,21,36, 6013
По сравнению с переменкой просто великолепно. На постоянке идут даже старые немного отсыревшие электроды, которые залипали на переменке. Больше всего нравятся АНО-21, хорошо варят на малых токах, не требовательны к обработке поверхности свариваемых деталей. Более требовательные к обработке поверхности АНО-36 и 6013 (они вообще практически одинаковые). АНО-4 каких либо своих отличий не имеют (я не заметил).
Сварка электродами МР-3.
В обычном режиме (ХХ 50В) затруднен розжиг (по инструкции для них напряжение ХХ 70В), с вольтдобавкой (ХХ 75В) значительно лучше, дуга стабильная, шов хороший немного матовый (во многом похожи на УОНИ 13-55). Преимуществ электродов МР-3 над АНО-4,21,36 не заметил, немного меньше шлака. Из-за требовательности электродов МР-3 к ХХ 70В использовать не вижу смысла.
В ходе экспериментов и анализа различных схем пришел к следующим выводам:
Токоограничивающий резистор после конденсаторной сборки не нужен при наличии дросселя на нормальном железе с количеством витков >35 (определил опытным путем на железе своего дросселя, подключая одну обмотку до и после перемотки – 35 и 45 витков соответственно). При параметрах силового дросселя и конденсаторной сборки, указанных в схеме, нет «прострелов» при прикасании электрода к детали. Некоторые отказываются от конденсаторной сборки, оставляя один дроссель. Но без ее подпитки эффект от дросселя не полный. Дроссели, намотанные на железе от ТС-270 – слабоваты, наиболее эффективные дроссели собираются на железе, составляющем ≥50% от железа сварочного трансформатора;
Но тут может быть двоякое мнение, смотря какие требования предъявлять к сварочному выпрямителю. Если нужен сварочный выпрямитель с небольшим массогабаритом, с пульсацией, сглаженной до уровня минимального комфорта (чтобы сварочный ток не падал ниже 10А), то можно обойтись небольшим дросселем без конденсаторной сборки. Результат будет лучше, чем на переменке. Но тогда возникнут проблемы при использовании электродов УОНИ и при сварке нержавейки, хотя, судя по отзывам, не все инверторы позволяют нормально работать с УОНИ;
Эффекта от установки диода подключенного параллельно нагрузке (см. схему) не заметил, но оставил – на всякий случай;
Подключение конденсаторной сборки лучше выполнять перед дросселем (см. схему), а не в его среднюю точку как на некоторых схемах приведенных в литературе;
Учитывая немалый массогабарит получившейся установки (вес сварочного аппарата + блок выпрямителя = около 50кг), напрашивается основной вывод – она предназначена для полустационарного использования с редкими выездами. Если нужен мобильный вариант – нужно покупать инвертор. Если начинаешь с нуля – нужно покупать инвертор потому, что СА с самодельным выпрямителем тоже потребует основательных капиталовложений (кроме того случая когда можно многое найти бесплатно). У меня примерно 1200грн. ушло на выпрямитель и это притом, что железо для дросселей, материалы для их намотки, материалы для корпуса выпрямителя, для тележки достались бесплатно. СА куплен 10 лет назад за 270грн., а сейчас подобные стоят на рынке 1000-1200грн. Значит, начиная с нуля, на все уйдет свыше 2300грн. + работа + потраченное время. За 2300-3000грн. можно приобрести довольно приличный сварочный инвертор. Конечно надежность, мощность и ПВ инверторов в этом ценовом диапазоне ниже, чем у моего сварочного выпрямителя, но Ø4 я варю очень редко (практически вообще не пользуюсь). Учитывая вышесказанное, наметил в перспективе покупку инверторного сварочного аппарата.
Все вышеизложенное является моим личным мнением, которое основано на проработке множества схем сварочных выпрямителей описанных в литературе и выложенных на различных форумах. В сварочном деле я не профессионал (по образованию инженер-строитель), разрядов не имею, просто мне нравится работать с металлом, для меня это хобби. Знания в области радиотехники у меня базовые. Буду рад услышать полезные советы и конструктивную критику.
С уважением, Александр.
Фото во вложении к посту #1.
krainamaystriv.com
Порядок включения выпрямителя – Сварка металлов
Порядок включения выпрямителя
Категория:
Сварка металлов
Порядок включения выпрямителя
После нажатия пусковой кнопки срабатывает магнитный пускатель, подключающий к электрической сети вентилятор. При нормальной работе вентилятора поток воздуха воздействует на реле контроля вентиляции, и оно замыкает свой нормально разомкнутый контакт. Через этот контакт подается напряжение на катушку контактора, который подключает к электрической сети трехфазный трансформатор выпрямителя — с этого момента на выходных зажимах выпрямителя появляется напряжение. При правильном направлении вентиляции поток воздуха должен засасываться в выпрямитель со стороны лицевой панели и выбрасываться с задней стороны выпрямителя. При неисправном вентиляторе или при неправильном направлении вращения его контакт реле контроля вентиляции остается разомкнутым, и трехфазный трансформатор выпрямителя не подключается к электрической сети.
Выпрямитель ВСС-300. Предназначен для однопостовой ручной сварки. Выпрямительный блок собран из селеновых пластин прямоугольной формы размером 100X400 мм. Выпрямитель имеет плавную регулировку сварочного тока изменением расстояния между обмотками трансформатора. Рукоятка плавного регулирования тока расположена на верхней крышке выпрямителя. Для изменения диапазона тока необходимо произвести переключение перемычек на доске зажимов трехфазного трансформатора, изменив схему соединения его обмоток в «звезду» или в «треугольник».
Выпрямитель ВКС-500. Предназначен для однопостовой ручной сварки и для механизированной сварки под слоем флюса.
Выпрямительный блок собран из кремниевых вентилей. Плавное регулирование сварочного тока изменением расстояния между обмотками трансформатора осуществляется при помощи специального механизма. Этот механизм состоит из асинхронного электродвигателя, редуктора, двух магнитных пускателей, однофазного трансформатора 380/36 В для питания иепи управления механизма регулирования. Управление механизмом регулирования кнопочное.
Возможно дистанционное регулирование сварочного тока при помощи выносного пульта управления.
Выпрямитель имеет два диапазона регулирования сварочного тока, соответствующих соединению первичной и вторичной обмо-то,к трехфазного трансформатора «звездой» или «треугольником». Переключение диапазонов тока осуществляется пересоединением перемычек на доске зажимов трансформатора.
Выпрямитель имеет защиту, отключающую его от электрической сети при выходе из строя одного из вентилей или при пробое на корпус вторичной обмотки трехфазного трансформатора. Защита состоит из магнитного усилителя, вспомогательного трансформатора и электромагнитного реле.
Выпрямитель ВД-306. Предназначен для однопостовой ручной сварки. Выпрямительный блок собран из кремниевых вентилей. Выпрямитель имеет переключатель диапазонов сварочного тока, который изменяет схему соединения обмоток трехфазного трансформатора. Плавная регулировка тока осуществляется изменением расстояния между обмотками трехфазного трансформатора.
Выпрямитель имеёт блок защиты, отключающий его от сети при Выходе из строя одного из вентилей или при пробое на корпус вторичной обмотки трансформатора (аварийные режимы).
В переключатель диапазонов регулирования тока встроен мик-ровыключатель. Если переключение диапазонов производится при невыключенном выпрямителе, контакт микровыключателя обрывает цепь катушки главного контактора и выпрямитель отключается от электрической сети.
Аналогично устроены выпрямители ВД-201, ВД-301.
Принципиальная электрическая схема выпрямителя ВД-306 изображена на рис. 33. Рассмотрим на примере этого выпрямителя работу электрической схемы.
Запуск выпрямителя производится кнопкой П — «пуск». При нажатии кнопки подается напряжение на катушку Кг силового контактора, контактор срабатывает, и его контакты подключают силовой трансформатор ТС к электрической сети. Кнопку П следует удерживать в замкнутом состоянии до тех пор, пока не придет во вращение электродвигатель М вентилятора и не сработает реле ветровое РВ.
Переключение диапазонов сварочного тока производится переключателем ПД. Предварительно выпрямитель необходимо отключить от электрической сети кнопкой С — «стоп». В переключатель диапазонов встроен микровыключатель MB. Если переключение диапазонов тока производится без отключения выпрямителя от сети, микровыключатель MB обрывает цепь питания катушки Кг силового контактора, который отключает выпрямитель от сети.
Блок защиты выпрямителя от аварийного режима состоит из магнитного усилителя УМ, вспомогательного трансформатора, электромагнитного реле. При срабатывании реле его нормально замкнутый контакт обрывает цепь питания катушки Кг силового контактора, и выпрямитель отключается от электрической сети.

Рис. 1. Принципиальная электрическая схема выпрямителя ВД-309:
ТС — трансформатор силовой; В — выпрямительный блок; Кг — контактор силовой; ПД — переключатель диапазонов; М — электродвигатель вентилятора, П — кнопка «пуск», С — кнопка «стоп», УМ — усилитель магнитный, Т — трансформатор вспомогательный, К1 — реле электромагнитное, РВ — реле ветровое, MB — микровыключатель 1
Повторное включение выпрямителя после срабатывания защитных устройств производится кнопкой П после устранения причин отключения выпрямителя.
Для защиты выпрямительного блока от коммутационных перенапряжений на выходе выпрямителя имеется защитная цепочка, состоящая из активных сопротивлений R3—R4 и конденсатора.
Выпрямитель ВД-502. Предназначен для однопостовой ручной сварки и резки и для механизированной сварки под слоем флюса. Выпрямительный блок собран из кремниевых вентилей. Выпрямитель состоит из трехфазного трансформатора с неподвижными обмотками, дросселя насыщения, выпрямительного блока, сглаживающего дросселя, магнитного усилителя, блока управления.
Трансформатор имеет секционированную первичную обмотку с отпайками к переключатель для получения двух диапазонов сварочного тока. В диапазоне малых токов первичная обмотка соединяется в «треугольник» с полным числом витков. В диапазоне больших токов обмотка соединяется в «треугольник» с меньшим числом витков.
Выпрямительный блок собран из шести вентилей, соединенных в мостовую схему выпрямления переменного гока.
Дроссель насыщения, включенный между трансформатором и выпрямительным блоком, служит для формирования падающих внешних характеристик выпрямителя. Плавная регулировка сварочного тока осуществляется изменением тока подмагничивания дросселя насыщения.
Сглаживгющий (стабилизирующий) дроссель включен в сварочную цепь выпрямителя последовательно с дугой для стабилизации сварочного режима при колебаниях напряжения электрической сети.
Магнитный усилитель обеспечивает защиту, отключающую выпрямитель от электрической сети при аварийном режиме работы. Правильное направление вращения вентилятора — против часовой стрелки, если смотреть со стороны вентилятора.
Управлять выпрямителем можно с панели управления или дистанционно, при помощи выносного пульта.
Выпрямитель ВКСМ-1000. Предназначен для многопостовойруч-ной сварки и резки. Количество постов на один выпрямитель определяется по номинальному току одного поста и коэффициенту одновременности нагрузки, равному 0,6.
Выпрямитель состоит из силового понижающего трехфазного трансформатора, выпрямительного блока с вентилятором, пуско-регулирующей и защитной аппаратуры.
Трансформатор имеет неподвижные обмотки, расположенные на магнитопроводе концентрически (с нормальным магнитным рассеянием). Такой трансформатор обеспечивает выпрямителю жесткую внешнюю характеристику, необходимую для одновременного горения нескольких сварочных дуг. Первичная обмотка трансформатора соединена в «треугольник», вторичная — шестифазной «звездой».
Выпрямительный блок собран из кремниевых вентилей ВК-200. Схема выпрямления — шестифазняя кольцевая, по два вентиля параллельно в каждой фазе. В такой схеме каждый вентиль работает шестую часть периода, т. е. вдвое меньше, чем в трехфазной мостовой схеме,-Разновидности шестифазных схем широко используются в мощных сварочных выпрямителях.
Охлаждающий воздух при работе вентилятора засасывается сверху, проходя через блок вентилей и трансформатор.
К пускорегулирующей и защитной аппаратуре относятся: блок управления (амперметр, вольтметр, сигнальные лампы, кнопки, магнитные пускатели, пакетный переключатель) и блок защиты (автоматический выключатель, предохранители, конденсаторы и сопротивления, реле контроля вентиляции).
Включение выпрямителя производится на холостом ходу, при зШ отключенной нагрузке, в такой последовательности: замыкают сетевой рубильник, включают автоматический выключатель, нажатием кнопки «пуск» непосредственно подключают выпрямитель к электрической сети. Выключается выпрямитель кнопкой «стоп».
Выпрямитель способен обеспечить работу шести сварочных постов ручной сварки при номинальном токе каждого поста 315 А. Падающую вольт-амперную характеристику и регулирование сварочного тока на каждом посту обеспечивает балластный реостат.
Выпрямитель ВДМ-1001. Предназначен для многопостовой ручной сварки и резки. Может обеспечить нормальную работу семи постов ручной сварки при номинальном токе поста 315 А.
Общее устройство аналогично выпрямителю ВКСМ, отличается только внешним видом, значительно меньшими габаритами и массой. Блок вентилей состоит из двенадцати кремниевых вентилей, собранных по кольцевой схеме, в каждой фазе по два вентиля параллельно. Принципиальная электрическая схема выпрямителя изображена на рис. 2. Работает схема следующим образом:
Включить автоматический выключатель А при отключенной нагрузке (холостой ход). Включение выпрямителя производится кнопкой П — «пуск». При этом срабатывают магнитный пускатель Ki и контактор силовой Кг, подключая к электрической сети электродвигатель вентилятора М и силовой трансформатор ТС. Для исключения ложных срабатываний максимальной защиты автомата 1 А в цепь первичной обмотки силового трансформатора ТС подключены добавочные резисторы R1—R2. В момент включения эти сопротивления контактами пускателя подключаются последовательно первичной обмотке, а затем отключаются (шунтируются) главными контактами силового контактора.

Рис. 2. Принципиальная электрическая схема выпрямителя ВДМ-1001:
ТС — трансформатор силовой; В — выпрямительный блок; К2 — контактор силовой; А — автоматический выключатель; П — кнопка «пуск»; с — кнопка «стоп»; К\ — магнитный пускатель; М — электродвигатель вентилятора; Rb Rj — добавочные сопротивления
Кратковременное отключение выпрямителя без отключения автомата А производится кнопкой С — «стоп». Силовой трансформатор ТС защищен от перегрузок тепловыми реле, встроенными в силовой контактор Кг (магнитный пускатель).
Аварийное отключение выпрямителя при коротких замыканиях в электрической схеме и пробое вентилей осуществляется автоматом А.
Выпрямитель ВСУ-500. Является универсальным источником питания. Предназначен для однопостовой ручной сварки и резки, для механизированной сварки под слоем флюса и для механизированной сварки в среде защитных газов.
Выпрямитель состоит из трехфазного трансформатора е неподвижными обмотками, дросселя насыщения, выпрямительного блока из селеновых элементов, пусковой и защитной аппаратуры.
Сварочный ток при ручной сварке и напряжение при механизированной сварке регулируются изменением индуктивного сопротивления дросселя насыщения. Индуктивное сопротивление дросселя изменяется изменением тока подмагничивания его сердечннка.
Выпрямитель ВДУ-504. Является универсальным. Предназначен для нескольких способов сварки. Для ручной сварки и сварки под слоем флюса выпрямитель имеет падающую внешнюю характеристику, для сварки в среде защитных газов — жесткую. Изменение формы внешних характеристик обеспечивается использованием тиристоров (управляемых вентилей) и специальной схемы управления ими.
Выпрямитель состоит из трехфазного трансформатора с нормальным магнитным рассеянием, выпрямительного тиристорного блока, аппаратуры управления и защиты.
При ручной сварке переключатель внешних характеристик устанавливают в положение «крутопадающие». Плавное регулирование сварочного тока производят потенциометром на лицевой панели. Сварочный ток можно регулировать с места и дистанционно, при помощи выносного пульта.
ВДУМ-4Х401. Универсальный тиристорный выпрямитель. Предназначен для питания одновременно четырех сварочных постов ручной сварки и резки и при механизированной сварке в среде защитных газов. Сварочный ток каждого поста — до 400 А при коэффициенте одновременности включения постов — 0,7. Регулирование режимов на каждом посту — автономное.
Реклама:
Читать далее:
Параллельная работа сварочных выпрямителей
Статьи по теме:
pereosnastka.ru
Выпрямитель для сварочного аппарата | Лаборатория сварки
Выпрямитель для сварочного аппарата может быть создан на основе мощных диодов типа В200 (максимальный ток 200А). Сразу отметим, что из-за немаленькой цены силовых диодов, искать их лучше на ради- или блошином рынке.

Диод В200
Диодный мост
Эти диоды имеют внушительные размеры, а их корпус сажается на алюминиевый радиатор. Причем корпус диода, а значит, и крупный радиатор находятся под напряжением, поэтому диоды с их радиаторами должны крепиться так, чтобы не имели контакта друг с другом, не касаясь токопроводящих частей корпуса сварочного аппарата.

Силовые диоды с радиаторами, для сварочного выпрямителя.
Такое неудобство с креплением приводит к тому, что размеры собранного сварочного диодного моста слишком вырастают, увеличивая и усложняя конструкцию сварочного аппарата в целом. Использование такого же диода, но с другой полярностью (ВЛ200) позволяет объединить радиаторы в две пары.

Диоды разной полярности с радиаторами, для диодного моста сварочного аппарата.
У радиаторов, возможно, потребуется просверлить отверстие и нарезать резьбу, для крепления диодов.
В продаже есть уже готовые – интегрированные в одном корпусе диодные мосты. Размер одного такого диодного мостика сопоставим с размерами спичечного коробка или одного диода В200 без радиатора, при максимальном токе 30-50А, а цена гораздо ниже.
Диодный мост на 50А
Если интегрированные диодные мосты соединить параллельно, то вместе они смогут выдерживать более значительные токи. Однако надежность такого сварочного выпрямителя будет существенно меньше чем выпрямителя из диодов типа В200.
Схема параллельного включения диодных мостов, для больших токов сварочного аппарата.
Строго говоря, суммарный допустимый ток такого объединенного выпрямителя не равняется сумме максимальных токов входящих в него диодных мостов, они не могут обладать абсолютно одинаковыми параметрами, а значит, каждый пропускает через себя несколько различные по величине токи. Однако если собрать эту схему с некоторым запасом по мощности, учитывая ток короткого замыкания, то можно добиться более компактных размеров, чем в случае с В200. Дело в том, что корпуса диодных мостиков не находятся под напряжением и их все можно садить на один общий радиатор, и можно свободно крепить такой выпрямитель где удобно внутри корпуса, или снаружи, сварочного аппарата. Для выпрямителя может использоваться 3-5 интегрированных диодных мостов, обязательно одной и той же марки. Как показывает практика, они не сильно греются и без проблем могут выдерживать кратковременные перегрузки, притом, что сварочный аппарат большей частью вообще работает в кратковременном режиме. Для лучшей теплоотдачи, между диодными мостами и радиатором наносится теплопроводящая паста. Подсоединять контакты нужно обязательно пайкой, иначе будет сильный нагрев контактов.
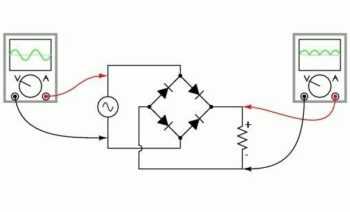
На выпрямителе сварочного аппарата происходит неизбежное падение напряжения, поэтому на выходе выпрямителя напряжение будет где-то на 4-5В меньше чем напряжение холостого хода трансформатора (без конденсатора). При этом напряжение на выходе не будет строго постоянным – его форма будет пульсирующей.
Форма выпрямленного диодным мостом напряжения
Если проводить измерения в режиме холостого хода вольтметром постоянного тока, то его показания будут соответствовать чему-то вроде эффективного значения постоянного пульсирующего напряжения (показания примерно в 1,4-1,5 раза меньше напряжения пиков максимумов). В принципе, обычные вольтметры не предназначены для точного измерения подобного рода сигнала. Форму напряжения можно сгладить, установив на выходе конденсатор емкостью 5000-10000 мкФ. В этом случае показания вольтметра возрастут примерно в 1,4 раза, так как конденсатор на холостом ходу зарядится до уровня максимального по амплитуде напряжения. Конденсатор рекомендуется ставить особенно в том случае, если источник питания имеет низкое выходное напряжение (меньше 40В) и возникают трудности в момент зажигания сварочной дуги. При этом конденсатор лучше включить через сопротивление порядка 0,5-1 Ом.
Схема выпрямителя сварочного аппарата, с конденсатором.
Необходимость резистора обусловлено тем, что в момент зажигания дуги происходит касание конца электрода об металл изделия – то есть короткое замыкание. Если сопротивления в цепи конденсатора нет, то происходит мгновенный разряд конденсатора большой емкости, импульс высокого тока сопровождается громким щелчком, а часто разрушением кончика электрода или его мгновенным привариванием к металлу изделия. Работать с таким источником весьма неудобно, треск разрядов действуют на нервы. Дополнительный же резистор ограничивает ток, сглаживает разряд конденсатора, делая зажигание дуги легким и мягким.
laboratoria-svarki.ru