Сырая резина как пользоваться видео: Сырая резина: вулканизация, ремонт, применение, видео
alexxlab | 27.07.1987 | 0 | Разное
Как растворить сырую резину
Такой материал, как жидкая резина, включает в себя универсальность и широко применяется на больших строительных площадках. Она используется для защиты фундамента и других конструкций от губительного действия влаги. Жидкая резина для гидроизоляции имеет широкий спектр применения. Этот материал содержит в себе битумную эмульсию, компоненты полимерного свойства, группы отвердителей, а также стабилизаторов. Хотя, готовый продукт очень похож на резину, но по составу это нечто иное. Но именно большое сходство надоумило прийти к такому названию.
Поиск данных по Вашему запросу:
Как растворить сырую резину
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Растворить сырую резину в бензине
- Сырая резина
- Как сделать сырую резину
- Как сделать резину в домашних условиях
- Как сделать сырую резину в домашних условиях?
- Температура вулканизации сырой резины
- Что такое вулканизация резины велосипеда в домашних условиях?
- Резиновый клей.
Каковы способы изготовления в домашних условиях?
- mae.сдхш.рф
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Готовый бизнес. Ожижение резиновой крошки дома (+6)
Растворить сырую резину в бензине
Всем привет Подскажите пожалуйста как пользоваться чырой резиной? На днях выбили стекло мне на девятке хотели украсть мафон Но у них ничего не получилось Остался я без стекла а за бортом отогнал машину к другу в гараж снял обшивку двери вытащил планку на которую крепиться стекло отчистил от остатков стекла И задался вопросом как крепить новое стекло Выяснилось что нужна сырая резина купил А как ей пользоваться не вкурсе Кто то говорит что нужно ее вымочить в бензине или растворителе засунуть в планку прикрутить ее обратно и вставить стекло Кто то говорит что ненужно ничего вымачивать так ставить и всё Вопрос надо ее вымачивать или нет?
И клейкой стороной крепить к планке или к стеклу? Всем заранее благодарен. Привет, так же вылетело стекло, надо сначала планку очистить от старой резины, где понять, что она клеящийся сторона? Клеевой стороной к стеклу? Лучше всего как написано выше: 1. Можно конечно и не вымачивать, держать скорее всего будет, но надевать планку замучаешься раз, нет гарантии, что стекло не вырвется из планки два.
Привет, так же вылетело стекло, надо сначала планку очистить от старой резины, где понять, что она клеящийся сторона? Клеевой стороной к стеклу? Лучше всего как написано выше: 1. Можно конечно и не вымачивать, держать скорее всего будет, но надевать планку замучаешься раз, нет гарантии, что стекло не вырвется из планки два.
Сам когда ставил ЭСП одно стекло не мочил, так как не нашел в тот день тары подходящей, а ездить без стекла как-то не айс было. Потом выяснилось, что не стоило ставить планку по меткам старой, так как у новых стеклоподъемников центр прилагаемого усилия смещен и стекло при подъеме косило, в итоге на следующий день разобрал, отмерял новое положение планки, попробовал сдвинуть планку — идет, но ОЧЕНЬ туго, капнул на резинку бензина, подождал пока чуть раскисла, и с легкостью подвинул на новое место, через 10 минут ее от стекла было уже не оторвать и не сдвинуть….
Зачем такие сложности: наметил на стекле местоположение планки, прогрел стекло и планку, отрезал кусок сырой резины, размочил её в бензине на глаз, как размякла и стала липкой каждый бензин по своему — проверено приложил к отметкам, планку рукой придавил, она по размякшей резине как по маслу, посадил на место и дал отстояться минит чтобы затвердела.
Честно, это ахтунг. Можно и стекло расколоть. Второй способ легче, держит все хорошо. Первым не пользуюсь принципиально, нервы дороже, да и стекло расколоть можно. Мы ниче не вымачивали…Достали резинки, чуть планочку ослабили и уже на стекло с той же резинкой руками забивали…Машина до сих пор бегает….
Мучался на соболе, тоже пытался приклеить на сырую резину, дня два или три потом плюнул и купил в строительном магазине самый сильный момент монтаж и было счастье. Мне кажется хоть на сопли клей лишь бы держалось и при повторной замене проще было остатки убрать. Просто увидел как раньше крепилось вот и решил так же закрепить а про герметики всякие честноо первый раз слышу. Там тепло. Вымочишь её, она мягкой будет, на пальцах ещё остается…просто складываешь её пополам вдоль, вложишь в железку и вставь стекло…и держи пока бенз из резины не испарица и всё.
Дак вымочив ее сначала натянуть на планку и прикрутить планку а потом опустить стекло на неё я так понимаю? Вымачивать надо! Клейкой стороной крепится к стеклу, и в начале надеваешь ее на стекло, а уже потом, аккуратно набиваешь планку. Обязательно надо вымочить в чистом бензине! При вулканизации тоже используется сырая резина, а на счет крепления стекол с помощю этого я хз. Купить машину на Дроме. DIZAO на мобильном. Зарегистрироваться или войти:. Момент рулит!
Вот и я не понял сперва. Комментарий удалён. Присоединяюсь к вопросу. Стекла термальные ставить буду скоро. Через сколько она еще высыхает на мертво? Лобач поставил. На неделе должен заднее воткнуть.
Боковые пока ждут.
Сырая резина
Итак приготовить резиновый клей в домашних условиях можно, но не так как советуют в интернете. Меня просто поразила некомпетентность авторов которые предлагают готовить резиновый клей в домашних условиях из кусочков старой покрышки. Дело в том, что сшитая резина из которой изготовляют покрышки не растворяется в углеводородных растворителях , да и в любых других, потому , что она сшита серой и образует пространственную структуру. Так что клей можно изготовить только из сырой резины, например которую используют при ремонте шин с последующей вулканизацией. И в данном случае при встряхивании эта резина легко растворится за час. Можно растворить и за 15 минут.
Так что клей можно изготовить только из сырой резины, например которую используют при ремонте шин с последующей вулканизацией. И в данном случае при встряхивании эта резина легко растворится за час. Можно растворить и за 15 минут.
Как только температура поднимается до 90 градусов, сырая резина для вулканизации .. Если растворить сырую резину в бензине, то можно получить.
Как сделать сырую резину
Всем привет Подскажите пожалуйста как пользоваться чырой резиной? На днях выбили стекло мне на девятке хотели украсть мафон Но у них ничего не получилось Остался я без стекла а за бортом отогнал машину к другу в гараж снял обшивку двери вытащил планку на которую крепиться стекло отчистил от остатков стекла И задался вопросом как крепить новое стекло Выяснилось что нужна сырая резина купил А как ей пользоваться не вкурсе Кто то говорит что нужно ее вымочить в бензине или растворителе засунуть в планку прикрутить ее обратно и вставить стекло Кто то говорит что ненужно ничего вымачивать так ставить и всё Вопрос надо ее вымачивать или нет? И клейкой стороной крепить к планке или к стеклу? Всем заранее благодарен. Привет, так же вылетело стекло, надо сначала планку очистить от старой резины, где понять, что она клеящийся сторона? Клеевой стороной к стеклу? Лучше всего как написано выше: 1. Можно конечно и не вымачивать, держать скорее всего будет, но надевать планку замучаешься раз, нет гарантии, что стекло не вырвется из планки два. Сам когда ставил ЭСП одно стекло не мочил, так как не нашел в тот день тары подходящей, а ездить без стекла как-то не айс было. Потом выяснилось, что не стоило ставить планку по меткам старой, так как у новых стеклоподъемников центр прилагаемого усилия смещен и стекло при подъеме косило, в итоге на следующий день разобрал, отмерял новое положение планки, попробовал сдвинуть планку — идет, но ОЧЕНЬ туго, капнул на резинку бензина, подождал пока чуть раскисла, и с легкостью подвинул на новое место, через 10 минут ее от стекла было уже не оторвать и не сдвинуть….
Привет, так же вылетело стекло, надо сначала планку очистить от старой резины, где понять, что она клеящийся сторона? Клеевой стороной к стеклу? Лучше всего как написано выше: 1. Можно конечно и не вымачивать, держать скорее всего будет, но надевать планку замучаешься раз, нет гарантии, что стекло не вырвется из планки два. Сам когда ставил ЭСП одно стекло не мочил, так как не нашел в тот день тары подходящей, а ездить без стекла как-то не айс было. Потом выяснилось, что не стоило ставить планку по меткам старой, так как у новых стеклоподъемников центр прилагаемого усилия смещен и стекло при подъеме косило, в итоге на следующий день разобрал, отмерял новое положение планки, попробовал сдвинуть планку — идет, но ОЧЕНЬ туго, капнул на резинку бензина, подождал пока чуть раскисла, и с легкостью подвинул на новое место, через 10 минут ее от стекла было уже не оторвать и не сдвинуть….
Как сделать резину в домашних условиях
Он производится в два этапа. Затем он повторно зачищает ремонтную поверхность внутри шины и устанавливает химический пластырь. Первое время, когда самовулканизирующиеся ремонтные материалы только появились на рынке и были в диковинку, они преподносились продавцами как панацея от всех бед. Но по мере накопления практического опыта наряду с преимуществами стали очевидны и недостатки двухэтапного метода.
Первое время, когда самовулканизирующиеся ремонтные материалы только появились на рынке и были в диковинку, они преподносились продавцами как панацея от всех бед. Но по мере накопления практического опыта наряду с преимуществами стали очевидны и недостатки двухэтапного метода.
Содержание 1 Жидкая резина для гидроизоляции своими руками — для кровли крыши, фундамента и не только 1.
Как сделать сырую резину в домашних условиях?
Сделать ее можно в домашних условиях, купив или самостоятельно создав оборудование. Дома делать это не следует, поскольку работать предстоит с химически агрессивными веществами. В данной статье мы разберем с вами три способа чернение резины и для чего оно нужно, а так же как часто можно применять эти методы и как это можно сделать в домашних условиях и. Сырую резину бензином мочить точно не надо. По поводу температуры – не знаю. У меня где-то есть вулканизатор “дорожный” питается от АКБ мощность Вт, температура довольно высокая.
Температура вулканизации сырой резины
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового. Новые сообщения. Для полноценно использования нашего сайта, пожалуйста, включите JavaScript в своем браузере. Автор темы Advent Дата начала 15 Ноя Advent Участник.
Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового. Новые сообщения. Для полноценно использования нашего сайта, пожалуйста, включите JavaScript в своем браузере. Автор темы Advent Дата начала 15 Ноя Advent Участник.
Как это доступнее сделать? Ржи ещё нет, надумал растворить резину, потому как к сырую резину растворит бензином. Нравится 2 Комментария.
Что такое вулканизация резины велосипеда в домашних условиях?
Как растворить сырую резину
Силиконом называется кремнийорганический материал, довольно мягкий и пластичный, поэтому его применяют для изготовления разного вида форм для статуэток и фигур, и не только. Его подобие можно изготовить и в домашних условиях. Но прежде чем перечислить способы его изготовления, давайте разберемся, где применяется этот материал.
Резиновый клей. Каковы способы изготовления в домашних условиях?
ВИДЕО ПО ТЕМЕ: Вулканизация камеры сырой резиной
Что нового? Если это ваш первый визит, рекомендуем почитать справку по сайту. Для того, чтобы начать писать сообщения, Вам необходимо зарегистрироваться. Для просмотра сообщений регистрация не требуется.
Забыли пароль?
mae.сдхш.рф
Просмотр полной версии : Сырая резина, болрьба с корозией. В своё время был свидетелем, как друг, в буханке, обрабатывал сырой резиной колёсные арки и пороги дверей. Для этих целей использовал листы сырой резины, толщиной 2 миллиметра и й бензин. Резина раскраивалась по месту, потом лист клал на стекло и промазывал кистью, смоченной в бензине, до размягчения поверхностного слоя. Затем этими листами оклеивал поверхности машины.
Регистрация Вход. Ответы Mail. Вопросы – лидеры Как думаете, в городе гаишники сразу отправят на штраф-стоянку это чудо, или есть варианты? Вопрос мотоциклистам Москвы 1 ставка.
Как вулканизировать сырой резиной – Резина сырая как пользоваться.
 Что такое вулканизация резины велосипеда в домашних условиях?
Что такое вулканизация резины велосипеда в домашних условиях?Традиционной горячей вулканизацией можно залатать камеру или шину на 40% эффективнее, но на это нужно потратить не менее 20 минут вместе с подготовительными операциями.
Средняя скорость вулканизации при температуре 147 градусов составляет 1 мм толщины сырой резины за каждые 4 минуты. Поэтому, чтобы прогреть обычную заплату толщиной 2 мм, потребуется не менее 8 минут, ито без учёта времени на разогрев вулканизатора до рабочей температуры.
Многие используют клей при горячей вулканизации, хотя кусочек сырой резины и без него намертво приваривается к камере. Совершенно не обязательно также вырезать дополнительную прокладку из старой камеры для наложения поверх латки. При нагреве сырая латка и сама становится нормальной твердой резиной. Эта дополнительная прокладка пригодиться для разглаживания и укрепления, только если используется тоненький кусочек сырой резины.
Цемент для вулканизации продается в жестяных банках, как у производителей BL, OTP, Tip Top RAD, или аэрозольных баллончиках: Zefal Repair spray, Abro Quick fix tire, Tire sealer. Эти составы не токсичны, так как не содержат ароматических и хлористых углеводородов.
Эти составы не токсичны, так как не содержат ароматических и хлористых углеводородов.
Баллончики для быстрого ремонта шины в дороге Цементация жидкого вулканизатора начинается при температуре 18 градусов. К нему также применима горячая вулканизация при температуре до 150 градусов.
Процесс ремонта несложный, даже не нужно снимать колесо с велосипеда, достаточно:
- вытянуть инородный предмет из резины;
- заправить камеру герметиком через ниппель;
- немного подкачать шину;
- проехать приблизительно 2-3 километра и окончательно довести давление до нужной величины.
Правила латания камер
- Все проколы зачищаются точильным камешком или наждачной бумагой. Объяснение простое: мало того, что при этом удаляется загрязнение на поверхности камеры, так ещё шероховатая поверхность имеет большую площадь контакта с латкой.
- Все порезы обтачиваются наждаком так, чтобы противоположные их края не могли соприкоснуться после наложения латки.
 В движении края пореза будут тереться друг об друга, что грозит скорым отрывом недавно наложенной заплаты.
В движении края пореза будут тереться друг об друга, что грозит скорым отрывом недавно наложенной заплаты. - Латка может быть любой формы, но по размеру она должна закрывать прокол или порез с напуском в 2 см и более.
Ремонт автомобильных камер вулканизатором Tip Top:
velofans.ru
Технология горячей вулканизации шин своими руками
Такая технология применяется несколько дольше, чем холодная. Во времена, когда вокруг не было такого количества шиномонтажек, авто- и велолюбители ремонтировали свои транспортные средства в гараже при помощи именно такого метода, для которого применяется электрический или бензиновый вулканизатор, который можно легко собрать своими руками. технология здесь заключается в следующем: мастер сжигает бензин, который прогревает резину при помощи поршня. Как только температура поднимается до 90 градусов, сырая резина для вулканизации начинает укрепляться, если поднять температуру до 147 градусов, процесс идет заметно быстрее и качественнее. А вот выше 150 лучше не поднимать, т.к. материал начинается разрушаться и теряет свои свойства. После 160 градусов сырая резина начинается обугливаться. Идеальное время прогрева при горячей вулканизации сырой резины – около 8-10 минут. Фрагмент материала прикладывается к месту прокола на камере и сдавливается при помощи струбцины, чтобы в процессе химической реакции не образовывались пузырьки и не собирался воздух, образуя опасные пустоты.
А вот выше 150 лучше не поднимать, т.к. материал начинается разрушаться и теряет свои свойства. После 160 градусов сырая резина начинается обугливаться. Идеальное время прогрева при горячей вулканизации сырой резины – около 8-10 минут. Фрагмент материала прикладывается к месту прокола на камере и сдавливается при помощи струбцины, чтобы в процессе химической реакции не образовывались пузырьки и не собирался воздух, образуя опасные пустоты.
Технология применения горячей вулканизации сырой резины в домашних условиях окажется на 40% эффективнее для шины, чем холодная, поэтому, если есть возможность, пользоваться лучше этим методом.
В походных условиях провести такую операцию для камер гораздо сложнее, но все же возможно: если есть фрагмент сырой резины, можно нагреть его над костром. Определить температуру пламени можно по кусочку сахара или листку бумаги: и то, и то начинает плавиться/обугливаться при температуре 145 градусов – как раз той, что требуется для вулканизации. В качестве струбцины можно использовать плоский тяжелый камень, деревянное полено или любой другой подходящий предмет.
В качестве струбцины можно использовать плоский тяжелый камень, деревянное полено или любой другой подходящий предмет.
На всю операцию вы потратите около 20 минут. Не забывайте, что место проклейки заплатки камеры нужно обязательно зачищать шкуркой или хотя бы протереть бензином, чтобы удалить загрязнения с шины.
как завулканизировать камеру сырой резиной при помощи самодельного вулканизатора
Для того чтобы отремонтировать спустившее колесо велосипеда или автомобиля, нужен вулканизатор для камер. Прибор можно приобрести в магазине или изготовить своими руками. В качестве материала заплаты используется сырая резина. Она представляет собой резиновые листы, покрытые полиэтиленовой пленкой с обеих сторон. Благодаря пластичности, под давлением и действием высоких температур идет ее спайка с камерой.
Особенности электрического вулканизатора
Вулканизатор электрический — это бытовой прибор, с помощью которого ведется ремонт камер. Состоит он из 2 круглых элементов. Камера помещается между ними и зажимается струбциной. Прибор подключается к напряжению 220 В.
Камера помещается между ними и зажимается струбциной. Прибор подключается к напряжению 220 В.
Существуют электрические автомобильные вулканизаторы. Еще они называются дорожными. Принцип действия у них тот же. Единственное отличие заключается в том, что напряжение на клеммы подается 12 В. Для этого используется машинный аккумулятор.
Вулканизация камеры сырой резиной
Процесс вулканизации велокамеры ведется по следующему принципу:
- Подготавливается место в камере, где находится отверстие.
- На это место накладывается сырая резина.
- Нагретым прессом ведется сдавливание.
Температура разогрева сырой резины составляет 147 градусов. Если поднять ее до 150, она разрушится, а при 160 начнется процесс обугливания. Время выдержки — 8−10 минут.
Инструкция по вулканизации камеры в домашних условиях состоит из следующих этапов:
- При помощи наждачной бумаги зачищается месторасположение отверстия. Для этой цели допускается использование абразивного камня.
- Из сырой резины вырезается заплата, как правило, круглой формы. Ее размеры должны перекрывать отверстие не меньше, чем на 2 см.
- Сырая резина окунается в бензин и накладывается на отверстие в камере.
- На резину кладется бумага, чтобы она не пристала к вулканизатору.
- Сверху устанавливается элемент вулканизатора со спиралью, а снизу подкладка.
- Струбциной ведется прижим.
- На клеммы подается напряжение.
- Варка происходит в течение 8−10 минут.
- Прибор отключается.
- Струбцина не снимается до тех пор, пока прибор и камера не остынут.
После снятия место соединения выглядит как единое целое.
Создание приспособления из утюга
Вулканизатор для ремонта шин своими руками можно изготовить из утюга.
Сделать это можно следующим образом:
- Берется 2 стальные пластины толщиной 8 мм и габаритами 40×60 мм. Они будут использоваться в качестве пресса.
- Со всех краев снимается фаска, чтобы острая кромка не порезала резину.

- В одной пластине по углам сверлятся 4 отверстия, и нарезается резьба М12. Во второй — в этих же 4 местах, отверстия диаметром 13 мм.
- Обе половинки стягиваются болтами.
Пользоваться станком можно в таком порядке:
- Ведется обработка поврежденного места камеры.
- Из сырой резины вырезается заплата, смачивается в бензине и накладывается на дырку.
- Камера с наложенной на нее заплатой вкладывается в пресс-форму и зажимается болтами.
- Снизу располагается утюг, и на него устанавливается пресс-форма. Важно, чтобы в нижней части произошло их соприкосновение.
- Утюг разогревается в течение 10 15 минут.
При вулканизации нужно следить, чтобы резинные части не касались нагретого утюга.
Самодельное устройство из электроплитки
Самодельный вулканизатор можно сделать из электроплитки. Для этого подбирается старый прибор с открытой спиралью.
Порядок изготовления следующий:
- Изготавливается корпус нагревателя.
 Для этого берется лист металла толщиной 5 мм.
Для этого берется лист металла толщиной 5 мм. - При помощи сварки корпус формируется по размеру керамического основания плитки.
- Снизу приваривается ножки из прутка, а сбоку струбцина.
- Укладывается лист асбеста, а сверху керамическое основание плитки со спиралью.
- Обогреватель закрывается крышкой из металла, которая притягивается болтами.
- Из утюга снимается терморегулятор и крепится около струбцины.
Процесс вулканизации ничем не отличается от работы с использованием утюга. В этом случае нагреватель автоматически отключает спираль при достижении температуры 147 градусов.
Механизм из поршня
В качестве элемента конструкции используется поршень от машины или мотоцикла. Такому вулканизатору не нужна электроэнергия. Для этого требуется запас 50 г бензина.
Порядок изготовления:
- Из дерева выпиливается основание. Древесина не препятствует прогреву резины.
- Из металла изготавливается балка, толщиной 10 мм.
- В деревянном основании и балке по краям сверлятся 2 отверстия под болты М12.

На деревянную планку ставится камера с заплаткой. Сверху помещается цилиндр, заполненный бензином. И вся конструкция стягивается болтами. Бензин поджигается. После его прогорания дается время на остужение. А затем разбирается.
Вулканизатор — очень важный прибор для автомобилиста. Особенно он необходим в дороге в случае непредвиденной ситуации. В домашних условиях нет смысла делать дорогостоящую покупку. Поскольку изготовить такое приспособление можно из отслуживших свой срок приборов.
obrabotkametalla.info
Горячий способ
Это более надежный метод, требующий наличия сырой резины и вулканизатора, который может быть электрическим или походным (работает на бензине). Сырая резина похожа на обычную, но на ощупь более мягкая, податливая. Определив проблемное место на камере, зачистив и обезжирив его, возьмите подходящий кусочек сырой резины и опустите в бензин на 3-5 минут. Когда латка разбухнет, приложите ее к месту прокола и накройте бумагой так, чтобы камера не касалась подошвы вулканизатора.
Полученный «гамбургер» зажмите в уже прогретом устройстве. Время вулканизации камеры для скутера составляет примерно 5 минут. Точнее можно рассчитать по формуле, умножив толщину камеры в миллиметрах на цифру 7. Когда время истекло, дайте остыть вулканизатору, затем уберите бумагу и посыпьте заплатку тальком, чтобы покрышка не прилипала к камере. Остается только проверить качество вулканизации, накачав камеру до упругого состояния и опустив в воду. Отсутствие пузырьков говорит о том, что все сделано правильно.
Подобно технологическому процессу ремонта покрышек технологический процесс ремонта камер состоит из подготовки поврежденных участков для наложения заплат, наложения заплат и вулканизации.
В объем работ по подготовке поврежденных участков для наложения заплат входят: выявление скрытых и видимых повреждений, снятие старых невулканизованных заплат, закругление краев с острыми углами, шероховка резин вокруг повреждения, очистка камер от шероховальной пыли.
Рис. 5. Сектор для вулканизации покрышек: 1 — сектор; 2 — покрышка; 2 — корсет; 4 — затяжка
5. Сектор для вулканизации покрышек: 1 — сектор; 2 — покрышка; 2 — корсет; 4 — затяжка
Рис. 6. Вулканизация бортовых повреждений покрышки на бортовой плите:1 — покрышка; 2 — бортовая плита: 3 — бортовая подкладка; 4 — мешок с песком; 5 — металлическая накладка; 6 — струбцина
Видимые повреждения выявляются внешним осмотром при хорошем освещении и обводятся химическим карандашом.
Для выявления скрытых повреждений, т. е. небольших проколов, незаметных на глаз, камера в надутом состоянии погружается в ванну с водой, и по выходящим пузырькам воздуха определяется место прокола, которое также обводится химическим карандашом. Поврежденная поверхность камеры подвергается шероховке карборундовым камнем или проволочной щеткой на ширине 25–35 мм от границ повреждения, не допуская попадания шероховальной пыли вовнутрь камеры. Зашерохованные места очищаются щеткой.
Читать также: Устройство дымогенератора для холодного копчения чертежи
Починочными материалами для ремонта камер являются: невулканизованная камерная резина толщиной 2 мм, резина камер, негодных для ремонта, и прорезиненный чефер. Сырой, невулканизованной резиной заделываются все проколы и разрывы размером до 30 мм. Резиной для камер ремонтируются повреждения более 30 мм. Эта резина должна быть эластичной, без трещин и механических повреждений. Сырую резину освежают бензином, промазывают клеем концентрации 1 : 8 и просушивают в течение 40–45 минут. Камеры шерохуют проволочной щеткой или карборундовым камнем на шероховальном станке, после чего их очищают от пыли, освежают бензином и просушивают в течение 25 минут, затем промазывают два раза клеем концентрации 1 : 8 и просушивают после каждой намазки в течение 30–40 минут при температуре 20–30°. Чефер промазывают один раз клеем концентрации 1 : 8, затем просушивают.
Сырой, невулканизованной резиной заделываются все проколы и разрывы размером до 30 мм. Резиной для камер ремонтируются повреждения более 30 мм. Эта резина должна быть эластичной, без трещин и механических повреждений. Сырую резину освежают бензином, промазывают клеем концентрации 1 : 8 и просушивают в течение 40–45 минут. Камеры шерохуют проволочной щеткой или карборундовым камнем на шероховальном станке, после чего их очищают от пыли, освежают бензином и просушивают в течение 25 минут, затем промазывают два раза клеем концентрации 1 : 8 и просушивают после каждой намазки в течение 30–40 минут при температуре 20–30°. Чефер промазывают один раз клеем концентрации 1 : 8, затем просушивают.
Заплату вырезают с таким расчетом, чтобы она со всех сторон перекрывала отверстие на 20–30 мм и была меньше границ зашерохованной поверхности на 2–3 мм. Накладывается она на ремонтируемый участок камеры одной стороной и постепенно прикатывается роликом по всей поверхности, так, чтобы между ней и камерой не осталось пузырьков воздуха. При наклейке заплат необходимо следить, чтобы склеиваемые поверхности были совершенно чистыми, свободными от влаги, пыли и жирных пятен.
При наклейке заплат необходимо следить, чтобы склеиваемые поверхности были совершенно чистыми, свободными от влаги, пыли и жирных пятен.
В тех случаях, когда камера имеет разрыв свыше 500 мм, ее можно отремонтировать путем вырезки поврежденного куска и вставки на его место такого же куска из другой камеры того же размера. Этот метод ремонта получил название стыкования камер. Ширина стыка должна быть не менее 50 мм.
Поврежденная у корпусов вентилей наружная резьба восстанавливается с помощью плашек, а внутренняя — метчиками.
При необходимости замены вентиля его вырезают вместе с фланцем и привулканизовывают на новом месте другой вентиль. Место расположения старого вентиля ремонтируют, как обычное повреждение.
Вулканизация поврежденных мест производится на вулканизационном аппарате модели 601 или на вулканизационном аппарате ГАРО для вулканизации камер. Время вулканизации заплат–15 минут и фланцев — 20 минут при температуре 143+2°.
При вулканизации камера прижимаётся струбциной через деревянную накладку к поверхности плиты. Накладка должна быть больше заплаты на 10–15 мм.
Накладка должна быть больше заплаты на 10–15 мм.
Если ремонтируемый участок не помешается на плите, то вулканизуется он в две-три последовательные установки (ставки).
После вулканизации наплывы на незашерохованную поверхность срезают ножницами, а края заплат и заусенцы снимают на камне шероховального станка.
Отремонтированные камеры должны отвечать следующим требованиям:
- 1) камера, наполненная воздухом, должна быть герметична как по телу камеры, так и в месте крепления вентиля;
- 2) заплаты должны быть плотно привулканизованы, не иметь пузырей и пористости, их твердость должна быть одинаковой с резиной камеры;
- 3) края заплат и фланцев не должны иметь утолщений и отслоений;
- 4) резьба вентиля должна быть исправной.
Шиномонтажных мастерских становятся все больше и больше. Однако в дороге, как у велосипедиста, так и у автомобилиста, может возникнуть ситуация, когда колесо пробилось, а до мастерской далеко. У автолюбителя зачастую есть запасное колесо, а вот у водителя велосипеда такого колеса нет, и возникает необходимость вулканизировать камеру в пути.
Читать также: Двери железные с элементами ковки
вулканизация камеры сырой резиной Видео
3 г. назад
Клею камеру вулканизатором и сырой резиной Жизнь в деревне Gluing a car tire Living in Russia. Подпишитесь на канал -…
2 г. назад
Вулканизация камеры сырой резиной и устройство самодельного вулканизатора.В этом видео подробно показано…
2 г. назад
Специалист шиномонтажа ПокрышкинЪ показывает как произвести ремонт камеры с помощью заплатки. ———————…
1 г. назад
Клею камеру вулканизатором, сырой резиной и огнем. Вулканизатор для камер. Жизнь в деревне Gluing a car tire. Подпи…
2 г. назад
ГиперМойка. Южнопортовая д.32 стр.10 тел. 8-495-740-05-64, 8-968-924-33-79.
3 г. назад
StadnikCZ Ссылка на канал — https://www.youtube.com/channel/UCsu5MsaUJ16x6OBObc1WF1Q Страничка вк — https://vk.com/bogdalvametotmir …
1 г. назад
Для коммерческих предложений: Для желающих поддержать канал СБЕРБАНК 4276 0400 1467 5925 РОСКАП…
3 г. назад
назад
ПРИВЕТСТВУЮ ВСЕХ НА СВОЕМ КАНАЛЕ : ХОЗЯИН ДОМА☭ ➤➤➤➤➤➤➤➤➤➤➤➤➤➤…
1 г. назад
Смесь резиновая для вулканизации шин и шиномонтажа.
4 мес. назад
В домашних условиях вулканизируем камеру поршнем.Вспоминаем как это надо делать. Ролик снят на камеру SONY…
1 г. назад
Добрый день, друзья! Новое видео на канале из разряда «просто, но не всегда очевидно». Приобрести новую задню…
2 г. назад
Как всегда покопавшись в закромах Родины-гаража на свет были извлечены два старых дорожных вулканизатора,…
2 г. назад
Нахожу прокол в камере, вулканизирую советским электро-вулканизатором 12 вольт, заднее правое колесо, Урал…
2 г. назад
«Гипермойка & Гипершина» Круглосуточная сеть шинных центров и грузовых моек Адрес: г.Москва ул.Рябиновая…
3 г. назад
Клею камеру клеем момент Клеить резину моментом Жизнь в деревне Gluing the rubber point Living in Russia Подпишитесь на канал…
2 г. назад
Понятное дело, что пришли новые технологии и вулканизация стала проще. Но согласитесь друзья, что не всегда…
Но согласитесь друзья, что не всегда…
2 г. назад
Покупал тут: https://goo.gl/LiV1oj и https://goo.gl/6CeSRU Тут больше размер: https://goo.gl/PDbE3J и https://goo.gl/Z5PSt6 Тут разные наборы: https://goo…
4 г. назад
Обзор работы Вулкана . Варочный станок для шин и камер V 105 Нередко при длительной эксплуатации автомобиля…
4 г. назад
Как в домашних условиях вулканизировать китайскую камеру на скутере своими руками.
turprikol.com
Горячая вулканизация
Каучук, как сырой материал, имеет свойство свариваться в единый состав при температуре 150 °С. Вследствие этого процесса, каучук становится уже резиной и в исходное положение вернуться не может. Благодаря своим возможностям каучук может исправить любые проколы и порезы в камере и покрышке.
Вулканизировать резину горячим способом нужно, только с применением пресса. Глубина и площадь пореза, подскажут, сколько времени нужно сваривать. Как правило, чтобы восстановить 1мм пореза, нужно 4 минуты варки. Соответственно если порез 4мм, то вулканизировать нужно 16 минут. При этом аппаратура должна быть разогрета и настроена.
Соответственно если порез 4мм, то вулканизировать нужно 16 минут. При этом аппаратура должна быть разогрета и настроена.
Выполняя горячую вулканизацию при температуре выше 150С о , можно испортить каучук и ничего не добиться, так как материал будет разрушаться, и терять свои характеристики.
Использование струбцин или пресса, позволяет качественно залатать повреждение. После окончания работ следует убедиться, что в шве нет пустот или пузырьков воздуха. Если таковые имеются, нужно очистить место прокола от свежей резины и заново повторить весь процесс.
Для того, чтобы заклеить камеру в домашних условиях, горячим способом, необходимо выполнить следующее. Из сырой резины, нужно вырезать кусочек немного меньше, чем сама латка. Камера или шина зачищаются в месте повреждения несколько шире, до шероховатого состояния, после чего обезжириваются бензином. Подготавливая латку, нужно подрезать фаску таки под углом 45°, также зашкурить и обезжирить. После чего накрываем место пробоя заплаткой, зажимаем в тиски и нагреваем до нужной температуры.
Читать также: Техкарта на сварку труб
Если растворить сырую резину в бензине, то можно получить специальный клей, для резины, применяя который повышается качество шва. Особое внимание следует уделять температурному режиму. Вулканизация производится при температуре 140 — 150 °С, если появился запах горелой резины, то значит заплатка перегрелась, а если она не слилась с общим изделием, то возможно не достигли нужной температуры. Во избежание прилипания резины к металлу, нужно проложить между ними бумагу.
конструкция, принцип работы и варианты изготовления своими руками
Наверное, каждый водитель хоть раз сталкивался с проблемой проколотых шин. Самый простой вариант устранения такой поломки – обращение в шиномонтажную мастерскую. Но, если такой сервис находится не близко, или услугой приходиться пользоваться достаточно часто, что выливается в солидную сумму, проколотую шину можно залатать своими руками, применив для этого специальное приспособление.
Камеры автомобиля, мотоцикла и велосипеда поможет отремонтировать самодельный вулканизатор. Тем, кто заинтересовался таким инструментом, рекомендуется изучить статью, в которой подробно описаны варианты его изготовления.
Как работает вулканизатор?
При монтажных работах незаменимым устройством является вулканизатор. С его помощью целостность покрышки восстанавливается таким образом, что эксплуатировать ее можно будет еще длительное время.
Конструкция вулканизатора
Основу устройства составляет лежащая на двух горизонтальных широких швеллерах плита размером 200х400х20 мм. По ее бокам вертикально устанавливаются стойки из швеллера №65, и крепятся с помощью сварки. К этим стойкам болтами присоединяется «коромысло». Через его центр проходит зафиксированный торцевым зажимом прижимной винт. Снизу вулканизатора находится нагревательный элемент.
Принцип работы оборудования
Использовать вулканизатор достаточно просто, так как в его принципе работы нет ничего сложного.
- При помощи специального нагревательного элемента подготавливается поврежденная поверхность покрышки.
- На место прокола накладывается закладка из каучука.
- Сцепление заплатки и шин обеспечивается воздействием высоких температур.
В результате создается неразрывное прочное соединение, которое позволяет полноценно использовать покрышку.
Оптимальная температура для укрепления сырой резины – 147 градусов. При температуре свыше 150 градусов каучук начинает разрушиться, а 160 градусов – это критическая температура для резины, при которой она начинает обугливаться.
Однако камеру в вулканизаторе держать долго нельзя даже при оптимальных 147 градусах. Для того чтобы заплатка держалась крепко и качественно, обычно хватает 8–10 минут.
Правила ремонта камер
Прежде чем наложить на камеру заплатку, ее необходимо тщательно подготовить:
- Для удаления с поверхности камер загрязнений и шероховатостей, ее поврежденные места зачищаются наждачной бумагой или камешком.
- Обтачивать порезы необходимо так, чтобы во время ремонта их противоположные края не соприкасались.
 Это объясняется тем, что во время движения края будут тереться друг об друга, вследствие чего наложенная латка быстро оторвется.
Это объясняется тем, что во время движения края будут тереться друг об друга, вследствие чего наложенная латка быстро оторвется. - Заплату нужно вырезать таких размеров, чтобы она могла закрыть порез или прокол с напуском не менее 2 см. Форму латка может иметь любую.
Варианты изготовления вулканизаторов
Для устранения проколов шин в домашних условиях можно с минимальными затратами сделать несколько видов вулканизаторов. Своими руками их изготовить несложно, главное выбрать подходящую конструкцию.
Вулканизатор из утюга
Это один из самых распространенных вариантов самодельного оборудования для ремонта шин.
Инструкция по изготовлению:
- Из стальных пластин толщиной в 40х60 мм и 6х8 мм делается пресс-форма.
- Чтобы края пластин не врезались в резину, их рекомендуется сточить.
- По углам пластин просверлить отверстия с резьбой М4.
- С помощью винтов половины стянуть между собой.
Если предполагается ремонтировать элементы каких-то сложных конструкций, то пластинам необходимо будет придать соответствующую форму.

Чтобы с помощью такого вулканизатора изделия ремонтируются следующим образом:
- обрабатываемое место срезается под углом в 45 градусов и обезжиривается легким бензином;
- из сырой резины вырезается заплатка и накладывается на ремонтируемое место;
- все элементы вкладываются в пресс форму и туго стягиваются винтами;
- на разогретый утюг пресс-форма ставится так, чтобы ее нижняя половина касалась нагревательной поверхности утюга;
- таким образом элементы нагреваются в течение 10–15 минут.
Ремонтируя изделие, необходимо следить, что резина не касалась нагретого утюга.
Оборудование из электроплитки и струбцины
Для изготовления такого вулканизатора своими руками, следует подобрать бытовую электрическую плитку с открытой спиралью.
- С помощью сварки из железа толщиной в 5 мм по размерам керамического основания плитки изготавливается корпус нагревателя.
- К стенкам корпуса приваривается струбцина и четыре ножки из прутка.

- В основание устройства монтируется керамический элемент со спиралью. Для того чтобы спираль не контактировала с металлом, на нее рекомендуется положить прокладку из асбестового листа.
- Снизу электрический обогреватель закрывается железной крышкой, которая крепится двумя болтами.
- Около струбцины сверху основания устанавливается биметаллический терморегулятор. В сборе с сигнальной лампой и ее сопротивлением его можно взять от обычного утюга.
Электрическая схема такого оборудования аналогична схеме утюга. Температура его поверхности контролируется термометром, а регулятор настраивается на отключение нагревательного элемента при достижении им температуры в 140–150 градусов. При этом сигнальная лампочка должна погаснуть. Продолжительность нагрева прибора будет зависеть от мощности установленной спирали.
Вулканизатор своими руками для устранения неприятностей в пути
С помощью поршня от двигателя автомобиля или мотоцикла можно сделать оборудование, которое для своей работы не будет требовать электроэнергию. Для него достаточно всего лишь 40-50 грамм бензина.
Для него достаточно всего лишь 40-50 грамм бензина.
Для изготовления вулканизатора понадобится подготовить:
- основание устройства;
- отверстие под болты;
- отверстие под саморезы;
- гайки;
- саморезы;
- поршень;
- балку;
- болты из металлического стержня диаметром в 12 мм.
Основание для оборудования лучше всего выполнять из дерева, так как оно не препятствует хорошему прогреву резины.
- Болты вставить в отверстия и, чтобы они не проворачивались, закрепить саморезами.
- Выполненные из металлического стержня болты должны иметь с одного конца нарезанную резьбу М12, а с другого – шайбу.
- Со стороны резьбы на болты надевается балка, которая гайками будет прижимать поршень к основанию.
Конструкция и использованные материалы такого вулканизатора могут быть изменены, важен лишь принцип его действия.
Перед ремонтом камеры с помощью выполненного оборудования в первую очередь необходимо зачистить и протереть чистым бензином повреждение. После этого из сырой резины вырезается заплата, устанавливается на нужное место и накрывается куском газеты. Сверху ставится поршень, который с помощью закручивающихся гаек прижимается рейкой.
После этого из сырой резины вырезается заплата, устанавливается на нужное место и накрывается куском газеты. Сверху ставится поршень, который с помощью закручивающихся гаек прижимается рейкой.
В поршень заливается бензин, в который опускается небольшой кусок ветоши.
После этого бензин нужно поджечь и подождать пока он весь сгорит. Как только поршень полностью остынет, его можно снимать.
Поврежденная камера отремонтирована и выглядит так, как будто заплатку ставили с помощью обыкновенного вулканизатора.
Сделанные своими руками вулканизаторы подойдут для ремонта мото- и авто- покрышек, грелок, надувных матрасов и других резиновых изделий. Самое главное при этом соблюдать правила ремонта камер и инструкцию по применению самодельного оборудования.
Оцените статью: Поделитесь с друзьями!
stanok.guru
Вулканизация — сырая резина — Большая Энциклопедия Нефти и Газа, статья, страница 1
Вулканизация — сырая резина
Cтраница 1
Вулканизация сырой резины производится при повышенной температуре в автоклавах, формах или в другом оборудовании. [1]
[1]
В процессе вулканизации сырой резины добавляют ускорители, которые значительно сокращают время, необходимое для полной вулканизации и одновременно улучшают качество резины. Применение особенно активных ускорителей сокращает продолжительность процесса вулканизации почти в 20 раз. Отечественная промышленность выпускает два основных вида ускорителей — — тиурам и дифенилгуанидин. Первый более активен, чем второй. Тиурам выпускается в виде желтоватого порошка, дифенилгуанидин — в виде белого или светло-желтого кристаллического порошка. [2]
Путем прессования и вулканизации сырой резины непосредственно на прессе в открытых и литьевых прессформах с подогревом изготовляются армированные и неармированные детали. Технологический процесс прессования состоит из следующих операций. [3]
При 145 С продолжительность вулканизации сырой резины большинства типов составляет 15 — 50 мин. [4]
Резиновые кольца 0-образного сечения изготовляют вулканизацией сырой резины в пресс-формах. В результате сложного физико-химического процесса макромолекулы каучука образуют пространственную структуру, и каучук из пластичного превращается в прочный эластичный материал. [5]
В результате сложного физико-химического процесса макромолекулы каучука образуют пространственную структуру, и каучук из пластичного превращается в прочный эластичный материал. [5]
Уплотнительная шайба может быть выполнена вулканизацией сырой резины в гнезде сердечника, в прессформе, чем достигается хорошая ее связь с гнездом. Недостаток — если резина в процессе эксплуатации будет испорчена, то приходится заменить весь сердечник. [7]
В зависимости от сорта резины и конструкции аппарата вулканизация сырой резины производится одним из следующих способов: а) острым паром в вулканизационном котле; б) открытым способом; в) перегретым паром; г) острым паром непосредственно в самом аппарате. [9]
Последним этапом производства релина является дублирование двух слоев и вулканизация сырой резины. [10]
На рис. 48 показаны типовые изделия, полученные прессованием и вулканизацией сырой резины. [12]
Вместо листового полиизобутилена в качестве подслоя под диабазовые плитки могут использоваться мягкие резиновые обкладки ( резины марок 829, 2566 и др. ), но при таком способе защиты потребуется после оклейки аппарата проводить вулканизацию сырой резины, что не всегда можно легко осуществить. В действующем производстве гидрататор защищен покрытием, состоящим из трех слоев резины марки 2566, поверх которой в два слоя уложены диабазовые плитки на диабазовой замазке. В узкие штуцеры вставлены на диабазовой замазке патрубки из стали Х18Н12М2Т; по-видимому, для этой цели можно также, использовать диабазовые вкладыши. Указанное покрытие эксплуатируется в среднем 3 года; за этот период исправлялась нарушенная футеровка в горловине аппарата. [13]
), но при таком способе защиты потребуется после оклейки аппарата проводить вулканизацию сырой резины, что не всегда можно легко осуществить. В действующем производстве гидрататор защищен покрытием, состоящим из трех слоев резины марки 2566, поверх которой в два слоя уложены диабазовые плитки на диабазовой замазке. В узкие штуцеры вставлены на диабазовой замазке патрубки из стали Х18Н12М2Т; по-видимому, для этой цели можно также, использовать диабазовые вкладыши. Указанное покрытие эксплуатируется в среднем 3 года; за этот период исправлялась нарушенная футеровка в горловине аппарата. [13]
Вместо листового полиизобутилена в качестве подслоя под диабазовые плитки могут использоваться мягкие резиновые обкладки ( резины марок 829, 2566 и др.), но при таком способе защиты потребуется после оклейки аппарата проводить вулканизацию сырой резины, что не всегда можно легко осуществить. В действующем производстве гидрататор защищен покрытием, состоящим из трех слоев резины марки 2566, поверх которой в два слоя уложены диабазовые плитки на диабазовой замазке. В узкие штуцеры вставлены на диабазовой замазке патрубки из стали Х18Н12М2Т; по-видимому, для этой цели можно также использовать диабазовые вкладыши. Указанное покрытие эксплуатируется в среднем 3 года; за этот период исправлялась нарушенная футеровка в горловине аппарата. [14]
В узкие штуцеры вставлены на диабазовой замазке патрубки из стали Х18Н12М2Т; по-видимому, для этой цели можно также использовать диабазовые вкладыши. Указанное покрытие эксплуатируется в среднем 3 года; за этот период исправлялась нарушенная футеровка в горловине аппарата. [14]
При вулканизационных работах возможны: травмирование рук при работе на прессах и зачистных станках; травмирование при взрыве паровых вулканизационных аппаратов; ожоги при касании к нагретым частям вулканизационных установок и при прорыве пара; поражения электрическим током при работе на электровулканизаторах и использовании электроустановок; отравления парами растворителей и газовыделениями при вулканизации сырых резин. [15]
Страницы: 1 2
www.ngpedia.ru
Ремонт бокового пореза шины, как его делают?
Боковой порез шины — проблема на порядок серьёзнее, чем ситуация с обычным проколом. Однако случается так, что срочный ремонт пореза боковой поверхности покрышки просто необходим и альтернативы ему нет. При этом, важно не забывать, что подобный дефект требует качественного и профессионального подхода, да и в этом случае опасность полного разрушения шины будет достаточно высокой. Кроме того, боковой порез не всегда возможно устранить даже теоретически — всё зависит от типа авторезины и масштабов повреждения.
При этом, важно не забывать, что подобный дефект требует качественного и профессионального подхода, да и в этом случае опасность полного разрушения шины будет достаточно высокой. Кроме того, боковой порез не всегда возможно устранить даже теоретически — всё зависит от типа авторезины и масштабов повреждения.
Содержание статьи :
- Допустимые размеры пореза
- Ремонт повреждения и дальнейшая эксплуатация
- Ремонт бокового пореза шины своими руками
- Сервисный ремонт
- Видео по теме
Допустимые размеры пореза
В случае пореза боковины автомобильной покрышки повреждается корд, нити которого формируют внутренний каркас, обеспечивающий жесткость, форму и прочность авторезины. Это значит, что шина мгновенно теряет свои свойства, а потому ремонту подлежат лишь незначительные повреждения. В противном случае приложенные усилия теряют всякий смысл — шину восстановить невозможно, как и гарантировать безопасность езды.
Напомним, что в радиальных шинах кордовые нити расположены перпендикулярно окружности колеса, а в диагональных — под определённым углом и внахлёст. При этом ремонт пореза боковины более эффективен в радиальных моделях. Утешением может служить тот факт, что диагональные покрышки сегодня практически не встречаются.
При этом ремонт пореза боковины более эффективен в радиальных моделях. Утешением может служить тот факт, что диагональные покрышки сегодня практически не встречаются.
Степень повреждения боковой поверхности определяется его критическими размерами:
- Продольный порез, протянувшийся вдоль кордовых нитей, и который можно попытаться устранить, не должен превышать 50-ти миллиметров.
- Поперечный порез, размер которого более 30-ти миллиметров уже неремонтопригоден.
При этом, если конец разрыва располагается к краю шины ближе, чем на четыре сантиметра, то такую резину использовать больше нельзя. Независимо от её типа, степени износа или качества резины.
Особняком стоят грузовые покрышки, ремонт которых вызывает больше трудностей. В силу увеличенных нагрузок и особенностей эксплуатации, здесь критическим считается порез, задевший десять кордовых нитей. Если разрушено больше десятка волокон, то покрышку можно лишь выбросить.
Ремонт повреждения и дальнейшая эксплуатация
Устранение пореза боковины принципиально отличается от ремонта шины при обычных проколах протекторной части. Связано это с меньшей толщиной боковой поверхности авторезины. Кроме того, эта часть колеса испытывает более значительные деформации и нагрузки при движении транспорта. Особенно по дорогам с плохим покрытием.
Связано это с меньшей толщиной боковой поверхности авторезины. Кроме того, эта часть колеса испытывает более значительные деформации и нагрузки при движении транспорта. Особенно по дорогам с плохим покрытием.
Ремонт бокового пореза шины своими руками
Наиболее эффективный способ устранения рассматриваемых повреждений автомобильной покрышки состоит из ряда операций.
- Порезу придается форма чаши, для чего мелким абразивом стачиваются его края. Это необходимо чтобы надежно приклеить армирующую заплату.
- Далее обработанная полость обезжиривается растворителем, бензином или спиртом, и равномерно заполняется сырой резиной.
- Подготовленная таким образом автошина отправляется на вулканизацию. Процедура выполняется посредством использования производственного фена или специальной камеры.
- Заключительный этап подразумевает зачистку места установки заплаты и её приклеивание, после чего следует статическая балансировка колеса.
Очевидно, что боковой порез, параметры которого некритичны вполне возможен в домашних условиях. Однако к эксплуатации шины, восстановленной таким образом, следует относиться аккуратно, поскольку даже после тщательного ремонта, проведённого собственными силами, может возникнуть биение колеса. Если возможности замены покрышки нет, то её лучше использовать в качестве «запаски».
Однако к эксплуатации шины, восстановленной таким образом, следует относиться аккуратно, поскольку даже после тщательного ремонта, проведённого собственными силами, может возникнуть биение колеса. Если возможности замены покрышки нет, то её лучше использовать в качестве «запаски».
Данная методика подойдет не для всех боковых порезов. Зачастую автопокрышку с подобными повреждениями ремонтировать не стоит вовсе, а только менять на новую. При порезах существенных размеров всегда существует риск отрыва армирующей латки во время езды на большой скорости, что может привести к печальным последствия. По этой причине, к ремонту собственными силами следует подходить максимально кропотливо, взвешенно и серьезно.
Сервисный ремонт
Значительно более надежно проведут ремонт специалисты в автомастерской. Это обусловлено большим опытом работников СТО, а также наличием специализированного оборудования, инструментов и расходных материалов. Сам процесс, с точки зрения профессионала, выглядит следующим образом.
- Выполняется демонтаж покрышки и осмотр повреждения.
- Порез при помощи кусачек обрезается по краям, чтобы обеспечить качественное проваривание.
- Бормашиной зачищается вся обработанная поверхность и наносится специальный цемент.
- Тонкими полосами нарезается сырая резина. После растягивания полос, они укладываются в подготовленный порез.
- С помощью специального оборудования выполняется вулканизация.
- Далее производится зачистка места повреждения и разметка под установку армированной заплаты.
- Зачищенное место обезжиривается, наносится цемент и после его подсыхания приклеивается заплатка.
- Края установленной латки обрабатываются высококачественным герметиком.
После фиксации заплатки и застывания герметика, отремонтированная покрышка монтируется на колёсный диск. Далее следует балансировка собранного колеса с помощью компенсирующих грузиков. После этого покрышку можно использовать, однако больших нагрузок и скоростей поначалу следует избегать, поскольку восстановленной покрышке необходимо пройти обкатку и полную проверку в реальных дорожных условиях.
В качестве заключения напомним автолюбителям, что боковой порез покрышки чаше всего является следствием агрессивного или неаккуратного вождения транспортного средства по дорогам с покрытием низкого качества, выбоинами и всевозможным мусором. В результате такого повреждения резко повышается вероятность полного разрушения покрышки, а следовательно, существенно снижается безопасность всех участников дорожного движения.
Также ещё раз отметим, что отремонтированные автошины, получившие повреждения боковой поверхности, следует использовать лишь в крайнем случае или же в качестве запаски, применяемой для переездов до ближайшей автомастерской.
Видео по теме:
Сырая резина: вулканизация, ремонт, применение, видео
Содержание:
- Добавки для модификации резиновых смесей
- Для чего нужно маркирование на пластике
- 1, PET или PETE
- 2, HDPE (PE HD)
- 3, PVC (V)
- 4, LDPE
- 5, PP
- 6, PS
- 7, Other или О
- Получение резины
- Хранение резиновых изделий
- Резины специального назначения
- Оборудование для процессов изготовления резины
- Производство резинотехнических изделий
- Из какого сырья делают резину?
- Этапы процесса изготовления резиновых изделий
- Вулканизация как завершающий этап производства
- Резина в Энциклопедическом словаре:
- Шины с пометкой HT: что за резина и какие у нее особенности
- СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
- Покраска жидкой резиной самостоятельно
- Подготовительные мероприятия
- Нанесение жидкой резины на кузов автомобиля
- После окрашивания
- Применение резины
- Производство резинотехнических изделий
- Производство автомобильных покрышек
Добавки для модификации резиновых смесей
В процессе изготовления резиновая смесь может наполняться ускорителями, активаторами, агентами вулканизации, смягчителями и другими компонентами. Поэтому вопрос о том, из чего делают резину, в немалой степени определяется вспомогательными добавками. Например, для сохранения структуры материала используют регенераты. С помощью данного наполнителя резиновый продукт может подвергаться вторичной вулканизации. Немалая часть модификаторов не оказывает влияния на конечные технико-эксплуатационные свойства, но играет существенную роль непосредственно в процессе изготовления. Тот же процесс вулканизации корректируют ускорители и замедлители химических реакций.
Поэтому вопрос о том, из чего делают резину, в немалой степени определяется вспомогательными добавками. Например, для сохранения структуры материала используют регенераты. С помощью данного наполнителя резиновый продукт может подвергаться вторичной вулканизации. Немалая часть модификаторов не оказывает влияния на конечные технико-эксплуатационные свойства, но играет существенную роль непосредственно в процессе изготовления. Тот же процесс вулканизации корректируют ускорители и замедлители химических реакций.
Отдельную группу добавок представляют пластификаторы, то есть смягчители. Их используют для понижения температуры при вулканизации и диспергирования других ингредиентов состава. И здесь может возникнуть другой вопрос – насколько добавки и сам каучук влияют на химическую безопасность формируемой смеси? То есть из чего делают резину с точки зрения экологической чистоты? Отчасти это действительно опасные для здоровья смеси, которые включают ту же серу, битумы и дибутилфталаты, стеариновые кислоты и т. д. Но часть ингредиентов представляют натуральные вещества – природные смолы, тот же каучук, растительные масла и восковые компоненты. Другое дело, что в разных смесях соотношение вредной синтетики и натуральных ингредиентов может меняться.
д. Но часть ингредиентов представляют натуральные вещества – природные смолы, тот же каучук, растительные масла и восковые компоненты. Другое дело, что в разных смесях соотношение вредной синтетики и натуральных ингредиентов может меняться.
Для чего нужно маркирование на пластике
Бутадиен-стирольный каучук: свойства, применение, формула
Маркировка пластика необходима для лучшего понимания того или иного вида материала.
Однако это не значит, что его стоит выбрасывать, не подвергая утилизации и переработке.
Маркировка представлена международным изображением рециклинга (треугольник из трех стрелок по часовой). Такое обозначение означает, что изделие относится к вторсырью и подлежит вторичной переработке.
Внутри символа располагается цифра от 1 до 7. Внизу знака изображена аббревиатура соответствующая цифре. Каждому числу соответствуют свои буквы, их порядок изменяться не может.
Именно по маркировке определяют, для чего лучше подходит ёмкость: для воды, бытовой химии, лакокрасочных веществ и т. д. Зная маркировку можно заметить, идет ли производитель на нарушения, и тем самым обезопасить свое здоровье.
д. Зная маркировку можно заметить, идет ли производитель на нарушения, и тем самым обезопасить свое здоровье.
1, PET или PETE
На русском выглядит как ПЭТФ и цифра 1. Буквы означают вещество полиэтилентерефталат.
Относится к наиболее распространенным видам пластика, который применяется в производстве бутылок для пищевых напитков (соков, газировки, воды и других безалкогольных продуктов), моющих средств и т.д.
Особенность pet в том, что эта тара одноразовая. Повторное использование приводит к выделению вредных веществ, отрицательно влияющих на человеческое здоровье (щелочь).
Этот пластик дешев в производстве. Легко утилизируется.
2, HDPE (PE HD)
Данный полиэтилен отличается хорошей переносимостью высокой температуры и прочностью. Бутылки для шампуней, пакеты, тара для отбеливающих жидкостей, детские игрушки, прочные ёмкости для пищевых продуктов — изделия, изготовленные из высокоплотного полиэтилена.
Подлежит утилизации в виде переработки и имеет низкую стоимость.
Бутылки способны выделять формальдегид, который оказывает влияние на ЦНС, репродуктивную и дыхательную функции организма.
3, PVC (V)
Один из тех пластиков, которые вредно использовать для пищевых изделий. Звучит как поливинилхлорид. Отечественный производитель маркирует изделия как ПВХ с числом 3.
- Идеально подходит для строительных нужд (трубы, пластиковые окна, тара для технических жидкостей и др.).
- Блокирует солнечные лучи, хорошо держит нагрев.
- Выделяет критическое количество токсинов. При поджоге выделяются канцерогены.
- Переработать в РФ невозможно. После утилизации вещество не соответствует первичному сырью.
4, LDPE
Стандартный и безопасный полиэтилен. Пластик низкой плотности и высокого давления (ПВД).
- Условно пищевой пластик. Из него делают пакеты для мусора, линолеум, пищевую пленку.
- Отличная гибкость, возможность повторного применения.

- Применяется как вторичное сырье.
- Уступает лишь 2 и 5 группе по безвредности.
5, PP
Безопасный полипропилен (ПП). Имеет достаточную твердость и устойчивость к температурным воздействиям.
Из него выполнены емкости для детского питания, контейнеры для еды, трубочки для сока, тара для йогурта и т.д.
- Считается самым безопасным материалом для продуктов.
- Легко перерабатывается, доступен для повторного использования.
- PP тара не оказывает негативного влияния на организм.
- При нагреве пластик не начинает плавиться.
6, PS
По ГОСТУ этот пластик называется полистирол. ПС безвреден до тех пор, пока не подвергается сильному нагреву, при котором вырабатывает канцерогены. Игрушки, изоляторы, технические и бытовые предметы. Имеет небольшой вес и достаточную твердость. Идеально подходит для холодного применения.
Часть контейнеров для еды изготавливается из него. При переработке ПС происходит выделение стирола — вредного вещества.
7, Other или О
В данную маркировку попадают все остальные виды пластика. Их применение не столь масштабно как у вышеперечисленных материалов. Сюда входят как безопасные пластики, так и вредные. Чаще к 7 группе относится поликарбонат.
При обнаружении данной маркировки покупать продукт с ней не рекомендуется. Дело в том, что некоторые полимеры могут содержать бисфенол А — опасное для людей вещество. Из материалов этой группы изготавливаются корпусы для мобильных устройств и другой техники.
Получение резины
Хлоропреновый каучук
Резину получают главным образом вулканизацией композиций (резиновых смесей), основу которых (обычно 20-60% по массе) составляют каучуки. Другие компоненты резиновых смесей – вулканизующие агенты, ускорители и активаторы вулканизации (см. Вулканизация), наполнители, противо-старители, пластификаторы (мягчители). В состав смесей могут также входить регенерат (пластичный продукт регенерации резины, способный к повторной вулканизации), замедлители подвулканизации, модификаторы, красители, порообразователи, антипирены, душистые вещества и другие ингредиенты, общее число которых может достигать 20 и более. Выбор каучука и состава резиновой смеси определяется назначением, условиями эксплуатации и техническими требованиями к изделию, технологией производства, экономическими и другими соображениями (см. Каучук натуральный, Каучуки синтетические).
Выбор каучука и состава резиновой смеси определяется назначением, условиями эксплуатации и техническими требованиями к изделию, технологией производства, экономическими и другими соображениями (см. Каучук натуральный, Каучуки синтетические).
Технология производства изделий из резины включает смешение каучука с ингредиентами в смесителях или на вальцах, изготовление полуфабрикатов (шприцеванных профилей, каландрованных листов, прорезиненных тканей, корда и т.п.), резку и раскрой полуфабрикатов, сборку заготовок изделия сложной конструкции или конфигурации с применением специального сборочного оборудования и вулканизацию изделий в аппаратах периодического (прессы, котлы, автоклавы, форматоры-вулканизаторы и др.) или непрерывного действия (тоннельные, барабанные и др. вулканизаторы). При этом используется высокая пластичность резиновых смесей, благодаря которой им придается форма будущего изделия, закрепляемая в результате вулканизации. Широко применяют формование в вулканизационном прессе и литье под давлением, при которых формование и вулканизацию изделий совмещают в одной операции. Перспективны использование порошкообразных каучуков и композиций и получение литьевых резин методами жидкого формования из композиций на основе жидких каучуков. При вулканизации смесей, содержащих 30-50% по массе S в расчете на каучук, получают эбониты.
Перспективны использование порошкообразных каучуков и композиций и получение литьевых резин методами жидкого формования из композиций на основе жидких каучуков. При вулканизации смесей, содержащих 30-50% по массе S в расчете на каучук, получают эбониты.
Хранение резиновых изделий
- Медицинские изделия
Что такое реактопласты
Жгуты, зонды хранятся в подвешенном состоянии на съемных вешалках, расположенных под крышкой шкафа.
Съёмные резиновые части приборов необходимо хранить отдельно.
Эластичные катетеры, перчатки, бужи, резиновые бинты, напальчники хранят в плотно закрытых коробках, пересыпав молотым тальком. Резиновые бинты пересыпают тальком по всей поверхности и хранят в скатанном виде.
Шкафы для резиновых изделий должны иметь плотно закрывающиеся дверцы, гладкую внутреннюю поверхность.
Отдельно хранят прорезиненную ткань в рулонах, горизонтально подвешенную на стойках. Можно хранить её на полках, уложенной не более чем в 5 рядов. Эластичные лаковые бужи, катетеры, зонды хранят в сухом месте. Изделия бракуются, если появляется их клейкость и размягчение.
Можно хранить её на полках, уложенной не более чем в 5 рядов. Эластичные лаковые бужи, катетеры, зонды хранят в сухом месте. Изделия бракуются, если появляется их клейкость и размягчение.
При потере эластичности резиновых перчаток их помещают в теплый 5%-ный раствор аммиака на 15 мин, затем разминают и помещают на 15 минут в 5%-ном водно-глицериновом растворе с температурой 40—50 °С.
Резины специального назначения
Специальные резины подразделяют на несколько видов: маслобензостойкие, теплостойкие, светоозоностойкие, износостойкие, электротехнические, стойкие к гидравлическим жидкостям.
Маслобензостойкие резины получают на основе каучуков хлоропренового (наирит), СКН и тиокола.Наирит является отечественным хлоропреновым каучуком. Хлоропрену соответствует формула СН2==ССI—СН=СН2.
Вулканизация может проводиться термообработкой даже без серы, так как под действием температуры каучук переходит в термостабильное состояние.
Резины на основе наирита обладают высокой эластичностью, вибростойкостью, озоностойкостью, устойчивы к действию топлива и масел, хорошо сопротивляются тепловому старению. (Окисление каучука замедляется экранирующим действием хлора на двойные связи.)
(Окисление каучука замедляется экранирующим действием хлора на двойные связи.)
По температуроустойчивости и морозостойкости (от —35 до —40 °С) они уступают как НК, так и другим СК.
Электроизоляционные свойства резины на основе полярного наирита ниже, чем у резины на основе неполярных каучуков.
(За рубежом полихлоропреновый каучук выпускается под названием неопрен,
пербунан-С и др.).
СКН — бутадиеннитрильный каучук — продукт совместной полимеризации бутадиена с нитрилом акриловой кислоты —СН2—СН =СН—СН2—СН2—СНСN—
Резины на основе СКН обладают высокой прочностью ((в = 35 МПа), хорошо сопротивляются истиранию, но по
эластичности уступают резинам на основе НК, превосходят их по стойкости к старению и действию разбавленных кислот и щелочей. Резины могут работать в среде бензина, топлива, масел в интервале температур от -30 до 130 °С.
Резины на основе СКН применяют для производства ремней, конвейерных лент, рукавов, маслобензостойких резиновых деталей (уплотнительные прокладки,манжеты и т. п.).Тиоколы – торговое название полисульфидных каучуков.
п.).Тиоколы – торговое название полисульфидных каучуков.
Из смеси каучука с серой, наполнителями и другими веществами формуют нужные изделия и подвергают их нагреванию. При этих условиях атомы серы присоединяются к двойным связям макромолекул каучука и «сшивают» их, образуя дисульфидные «мостики». В результате образуется гигантская молекула, имеющая три измерения в пространстве — как бы длину, ширину и толщину. Полимер приобретает пространственную структуру. Если к каучуку добавить больше серы, чем нужно для образования резины, то при вулканизации линейные молекулы окажутся «сшитыми» в очень многих местах, и материал утратит эластичность, станет твёрдым — получится эбонит. До появления современных пластмасс эбонит считался одним из лучших изоляторов.
Полисульфидный каучук, или тиокол, образуется при взаимодействии галоидопроизводных углеводородов с многосернистыми соединениями щелочных металлов:
…—СН2—СН2—S2—S2— …
Тиокол вулканизуется перекисями. Присутствие в основной цепи макромолекулы серы придает каучуку полярность, вследствие чего он становится устойчивым к топливу и маслам, к действию кислорода, озона, солнечного света. Сера также сообщает тиоколу высокую газонепроницаемость (выше, чем у НК), поэтому тиокол — хороший герметизирующий материал.
Присутствие в основной цепи макромолекулы серы придает каучуку полярность, вследствие чего он становится устойчивым к топливу и маслам, к действию кислорода, озона, солнечного света. Сера также сообщает тиоколу высокую газонепроницаемость (выше, чем у НК), поэтому тиокол — хороший герметизирующий материал.
Механические свойства резины на основе тиокола невысокие.
Эластичность резин сохраняется при температуре от —40 до —60 °С.
Теплостойкость не превышает 60—70 °С. Тиоколы новых марок работают при температуре до 130 °С.Акрилатные каучуки — сополимеры эфиров акриловой (или метакриловой)кислоты с акрилонитрилом и другими полярными мономерами — можно отнести к маслобензостойким каучукам.
Каучуки выпускают марок БАК-12, БАКХ-7, ЭАХ.
Для получения высокопрочных резин вводят усиливающие наполнители.
Достоинством акрилатных резин является стойкость к действию серосодержащих масел при высоких температурах; их широко применяют в автомобилестроении. Они стойки к действию кислорода, достаточно теплостойки, обладают адгезией к полимерам и металлам.
Они стойки к действию кислорода, достаточно теплостойки, обладают адгезией к полимерам и металлам.
Недостатками БАК являются малая эластичность,низкая морозостойкость, невысокая стойкость к воздействию ; горячей воды и
пара.
Износостойкие резины получают на основе полиуретановых каучуков СКУ.
Полиуретановые каучуки обладают высокой прочностью, эластичностью, сопротивлением истиранию, маслобензостойкостью. В структуре каучука нет ненасыщенных связей, поэтому он стоек к кислороду и озону, его газонепроницаемость в 10—20 раз выше, чем газопроницаемость НК.
Рабочие температуры резин на его основе составляют от —30 до 130°С.
Уретановые резины стойки к воздействию радиации. Зарубежные названия уретановых каучуков — , вулколлан, адипрен, джентан, урепан.
Резины на основе СКУ применяют для автомобильных шин, конвейерных лент, обкладки труб
и желобов для транспортирования абразивных материалов, обуви и др.
Оборудование для процессов изготовления резины
Полный производственный цикл осуществляет целая группа машин и агрегатов, выполняющих разные задачи. Один лишь процесс вулканизации обслуживают котлы, прессы, автоклавы, форматоры и другие устройства, обеспечивающие промежуточные операции. Отдельный установки применяют для пластификации – типовая машина такого типа состоит из шипованного ротора и цилиндра. Вращение роторной части производится посредством ручного привода. Не обходится производство резины без варочных камер и каландровых агрегатов, которые осуществляют раскатку каучуковых смесей и термическое воздействие.
Производство резинотехнических изделий
Прорезиненные ткани изготавливают из льняной, хлопчатобумажной или синтетической ткани пропиткой резиновым клеем (специальная резиновая смесь, растворённая в бензине, бензоле или другом подходящем легколетучем органическом растворителе. После испарения растворителя получается прорезиненная ткань.
Изготовление дюритовых рукавов — резиновых шлангов, армированных волокнистой или проволочной оплёткой происходит следующим образом: из каландрованной резиновой смеси вырезают полосы и накладывают их на металлический дорн, наружный диаметр которого равен внутреннему диаметру изготавливаемого рукава. Края полос смазывают резиновым клеем и прикатывают роликом, затем накладывают один или несколько парных слоев ткани либо оплетают металлической проволокой и промазывают их резиновым клеем, а сверху накладывают ещё слой резины. Далее собранную заготовку бинтуют увлажнённым бинтом и вулканизируют в автоклаве.
Края полос смазывают резиновым клеем и прикатывают роликом, затем накладывают один или несколько парных слоев ткани либо оплетают металлической проволокой и промазывают их резиновым клеем, а сверху накладывают ещё слой резины. Далее собранную заготовку бинтуют увлажнённым бинтом и вулканизируют в автоклаве.
Из какого сырья делают резину?
Большая часть резиновых материалов получается в результате промышленной обработки синтетических и натуральных каучуковых смесей. Достигается эта обработка посредством сшивки каучуковых молекул химическими связями. Последнее время используется порошкообразное сырье для производства резины, характеристики которого специально рассчитаны на образование литьевых форм. Это готовые композиции на базе жидкого каучука, из которых в том числе выпускают эбонитовые изделия. Сам процесс вулканизации не обходится без специальных активаторов или агентов – это химические вещества, способствующие сохранению оптимальных рабочих качеств смеси. Обычно для данной задачи используют серу. Это компоненты, составляющие основу набора, требуемого для изготовления резины. Но, в зависимости от требуемых эксплуатационных качеств и назначения продукта, технологи вводят производственные этапы, на которых структура изделия обогащается и модифицирующими элементами.
Это компоненты, составляющие основу набора, требуемого для изготовления резины. Но, в зависимости от требуемых эксплуатационных качеств и назначения продукта, технологи вводят производственные этапы, на которых структура изделия обогащается и модифицирующими элементами.
Этапы процесса изготовления резиновых изделий
Промышленное изготовление резины начинается с процесса пластификации сырья, то есть каучука. На этом этапе обретается главное качество будущей резины – пластичность. Посредством механической и термической обработки каучук смягчается до определенной степени. Из полученной основы в дальнейшем будет осуществлено производство резины, но перед этим пластифицированная смесь подвергается модификации рассмотренными выше добавками. На этой стадии формируется резиновый состав, в который добавляют серу и другие активные компоненты для улучшения характеристик состава.
Важным этапом перед вулканизацией является и каландрование. По сути, это формование сырой каучуковой смеси, прошедшей обогащение добавками. Выбор способа каландрирования определяет конкретная технология. Производство резины на этом этапе может предполагать также и выполнение экструзии. Если обычное каландрование ставит целью создание простых резиновых форм, то экструзия позволяет выполнять сложные изделия в виде шлангов, кольцевых уплотнителей, протекторов для автомобильных шин и т. д.
Выбор способа каландрирования определяет конкретная технология. Производство резины на этом этапе может предполагать также и выполнение экструзии. Если обычное каландрование ставит целью создание простых резиновых форм, то экструзия позволяет выполнять сложные изделия в виде шлангов, кольцевых уплотнителей, протекторов для автомобильных шин и т. д.
Вулканизация как завершающий этап производства
В процессе вулканизации заготовка проходит финальную обработку, благодаря которой изделие получает достаточные для эксплуатации характеристики. Сущность операции заключается в воздействии давления и высокой температуры на модифицированную каучуковую смесь, заключенную в металлическую форму. Сами формы устанавливаются в специальной автоклаве, подключенной к паровому нагревателю. В некоторых сферах производство резины может предусматривать и заливку горячей воды, которая стимулирует процесс распределения давления через текучую среду. Современные предприятия также стремятся к автоматизации этого этапа. Появляются все новые пресс-формы, которые взаимодействуют с подающими пар и воду форсунками на основе компьютерных программ.
Появляются все новые пресс-формы, которые взаимодействуют с подающими пар и воду форсунками на основе компьютерных программ.
Резина в Энциклопедическом словаре:
Резина — (Rezina), город (с 1940) в Молдавии, на р. Днестр, в 6 км отж.-д. ст. Рыбница. 15,2 тыс. жителей (1991). Пищевая промышленность,производство стройматериалов. Известен с 15 в.
(от лат. resina — смола) (вулканизат) — эластичный материал,образующийся в результате вулканизации каучука. На практике получают изрезиновой смеси, содержащей, помимо каучука и вулканизующих агентов,наполнители, пластификаторы, стабилизаторы, порообразователи (см. Резинапористая) и другие компоненты. Основная масса резины используется впроизводстве шин (св. 50%) и резинотехнических изделий (ок. 22%). См.также Каучуки синтетические, Каучук натуральный.
Шины с пометкой HT: что за резина и какие у нее особенности
Покрышки с обозначением HT — это сокращение от highway terrain. Такой тип шин предназначен для установки на внедорожниках, которые регулярно передвигаются по шоссе. Обычно по шоссе передвигаются на скоростных седанах, однако, производителям покрышек приходится учитывать пожелания автомобилистов при создании своих товаров. Поскольку на рынке появилось больше внедорожников, способных несмотря на массу быстро ездить, то им понадобился особый тип авторезины.Так и была изобретена HT.
Обычно по шоссе передвигаются на скоростных седанах, однако, производителям покрышек приходится учитывать пожелания автомобилистов при создании своих товаров. Поскольку на рынке появилось больше внедорожников, способных несмотря на массу быстро ездить, то им понадобился особый тип авторезины.Так и была изобретена HT.
Так как модель рассчитана на движение исключительно по асфальтированным дорожным покрытиям, рисунок протектора сильно напоминает варианты для легковушек. Есть только некоторые отличия, которых не встретишь в авторезине для седанов. Профиль у HT заметно выше, а боковины намного жестче.
Обычно протектор состоит из 4—5 тонких ребер с плотным прилеганием блоков, широкими центральными канавками для водоотвода и снижения аквапланирования, а также большим числом поперечных бороздок. Иногда на HT можно пройти легкое бездорожье, но не более того. Даже если производитель говорит о том, что при аккуратном стиле вождения даже по бездорожью шина ведет себя идеально, то это не всегда правда. Невысокий протектор, недостаточно выпуклые блоки не позволят пройти участок с грязью, серьезными камнями и прочими неприятностями. Если эксплуатировать HT не по назначению, то рисунок протектора быстро истирается и придется покупать новую резину уже через сезон. Не говоря уже о сниженной безопасности и комфорте.
Невысокий протектор, недостаточно выпуклые блоки не позволят пройти участок с грязью, серьезными камнями и прочими неприятностями. Если эксплуатировать HT не по назначению, то рисунок протектора быстро истирается и придется покупать новую резину уже через сезон. Не говоря уже о сниженной безопасности и комфорте.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
- Ю. М. Лахтин “Материаловедение”, 1990, Москва, «Машиностроение”
- Н. В. Белозеров “Технология резины”, 1979, Москва, “Химия”
- Ф. А. Гарифуллин, Ф. Ф. Ибляминов “Конструкционные резины и методы определения их механических свойств”, Казань, 2000
- Руздитис Г. Е., Фельдман Ф. Г. Химия-11: Органич. химия. Основы общей химии: (Обобщение и углубление знаний): Учеб. для 11 кл. сред. шк. — М.: Просвещение, 1992. — 160 с.: ил. — ISBN 5-09-004171-7.
- Глинка Н. Л. Общая химия: Учебное пособие для вузов. — 23-е изд., стереотипное. / Под ред. В. А. Рабиновича. — Л.: Химия, 1984. — 704 с.ил.
- Большой Энциклопедический словарь.
 — М.: Большая российская энциклопедия,1998.
— М.: Большая российская энциклопедия,1998.
Покраска жидкой резиной самостоятельно
Можно выполнить окрашивание автомобиля своими усилиями. Работы проходят в два этапа: подготовка и сам процесс.
Подготовительные мероприятия
Покраска жидкой резиной требует особых условий:
Помещение. Обязательно исключить источники огня. Пол можно чем-нибудь застелить
Важное условие — помещение должно быть чистым. Накануне стоит провести влажную уборку.
Спецодежда и средства защиты
Краска оставляет следы на коже, поэтому нужна спецодежда. Она должна быть из плотного материала и закрывать все участки тела. Обязательно надеть респиратор. На руки — перчатки, на глаза — широкие очки. Все люди в помещении должны быть в спецодежде.
Оборудование и материалы. Для полной покраски понадобятся краскопульт, обезжириватель, краска в канистре и растворитель (чтобы краска не была слишком густой). Для отдельных деталей оптимальна жидкая резина для авто в баллончике.
Принципиальное значение имеет подготовка кузова:
- Устранить дефекты. Поверхность машины должна быть ровной и гладкой. Краска на резиновой основе сделает заметнее любые неровности. Поэтому от них нужно заранее избавиться. Например, с помощью грунтовки.
- Снять лишние детали. Демонтируют все, что не будет окрашиваться. Включая фары, номера, стекла, молдинги, ручки и т. д. При желании их можно будет окрасить отдельно. Если деталь сложно снять, можно просто оклеить ее пленкой, но тщательно. Если колеса тоже будут краситься, можно обмотать малярным скотчем тормозные барабаны.Если колеса красить не планируется, лучше защитить их пленкой (особенно диски и края шин) или вообще снять.
- Помыть и высушить. Автомобиль тщательно очищают специальными шампунями и другими средствами. В противном случае прорезиненная поверхность будет неравномерной и со временем начнет отслаиваться.
- Обезжирить. Обязательное условие, без которого краска плохо сцепится с поверхностью.
 Можно использовать простой растворитель.
Можно использовать простой растворитель.
Нанесение жидкой резины на кузов автомобиля
Сперва готовят состав. Обычно готовая краска оказывается слишком густой. Поэтому ее разбавляют растворителем. Последний часто идет в комплекте. Готовить раствор несложно: оба компонента берут в равных долях и перемешивают до однородности. На упаковке есть инструкция.
После подготавливают краскопульт. Готовую смесь заливают в краскопульт лишь до половины. Желательно, чтобы модель краскопульта была оснащена фильтром, тогда краска будет ложиться ровнее.
Покрытие кузова автомобиля жидкой резиной происходит так:
Окрашивание начинают с крупных деталей: крыша, дверцы, капот. Затем — труднодоступные участки.
Краску наносят слоями. Оптимальный вариант — 10 слоев. Можно и меньше, но тогда результат будет менее качественным.
Начальный слой делают тонким — для лучшего сцепления состава и лакокрасочного покрытия автомобиля.
Краску наносят медленно и размеренно, не спеша
Важно следить, чтобы каждый слой был ровным — без стыков и наплывов. Исправить дефекты нанесения будет сложно.
Исправить дефекты нанесения будет сложно.
Каждый слой просушивают в течение 20 минут и лишь затем наносят следующий.
Краскопульт держат на дистанции 15 см.
После окрашивания
Как только был нанесен последний слой жидкой резины, машину оставляют сушиться на 24 часа в закрытом помещении. Температура воздуха большой роли не играет. Главное — чтобы не было жарко. Подходящий вариант — 18-20 градусов и никаких сквозняков.
Защитную пленку и скотч убирают только после окончательного высыхания машины. Делают это аккуратно, используя нож в зоне стыков.
Три дня после покраски жидкой резиной на машину не допускают попадания воды. Использовать автомойки с жесткими щетками можно лишь спустя месяц.
Применение резины
Резины широко используют в технике, сельском хозяйстве, быту, медицине, строительстве, спорте. Ассортимент резиновых изделий насчитывает более 60 тыс. наименований. Среди них: шины, транспортные ленты, приводные ремни, рукава, амортизаторы, уплотнители, сальники, манжеты, кольца и др. , кабельные изделия, обувь, ковры, трубки, покрытия и облицовочные материалы, прорезиненные ткани, герметики и др. Более половины объема вырабатываемой резины используется в производстве шин.
, кабельные изделия, обувь, ковры, трубки, покрытия и облицовочные материалы, прорезиненные ткани, герметики и др. Более половины объема вырабатываемой резины используется в производстве шин.
Мировое производство резиновых изделий более 20 млн. т/год (1987).
Лит.: Справочник резинщика. Материалы резинового производства, М., 1971; Кузьминский А.С., Кавун С.М., Кирпичев В.П., Физико-химические основы получения, переработки и применения эластомеров, М., 1976; Энциклопедия полимеров, т. 3, М., 1977, с. 313-25; Кошелев Ф.Ф., Корнев А.Е., Буканов А.М., Общая технология резины, 4 изд., М., 1978; Догадкин Б.А., Донцов А.А., Шершнев В.А., Химия эластомеров, 2 изд., М., 1981; Федюкин Д.Л., Махлис Ф.А., Технические и технологические свойства резин, М., 1985; Применение резиновых технических изделий в народном хозяйстве. Справочное пособие, М., 1986; Зуев Ю.С., Дегтева Т.Г., Стойкость эластомеров в эксплуатационных условиях, М., 1986; Лепетов В.А., Юрцев Л.Н., Расчеты и конструирование резиновых изделий, 3 изд. , Л., 1987.
, Л., 1987.
Ф.Е. Куперман.
Производство резинотехнических изделий
Запрос «» перенаправляется сюда. На эту тему нужно создать отдельную статью.
Прорезиненные ткани изготавливают из льняной, хлопчатобумажной или синтетической ткани пропиткой резиновым клеем (специальная резиновая смесь, растворённая в бензине, бензоле или другом подходящем легколетучем органическом растворителе.) После испарения растворителя получается прорезиненная ткань.
Для получения резиновых трубок и уплотнителей с различными профилями сырую резину пропускают через шприц-машину (экструдер), в которых разогретая (до 100—110°) смесь продавливается через профилирующую головку. В результате получают профиль или трубу, которые затем вулканизируют либо в вулканизационном автоклаве при повышенном давлении либо в вулканизационной «трубе» при нормальном давлении в среде циркулирующего горячего воздуха, либо в расплаве солей.
Изготовление дюритовых рукавов — резиновых шлангов, армированных волокнистой или проволочной оплёткой происходит следующим образом: из каландрованной резиновой смеси вырезают полосы и накладывают их на металлический дорн, наружный диаметр которого равен внутреннему диаметру изготавливаемого рукава. Края полос смазывают резиновым клеем и прикатывают роликом, затем накладывают один или несколько парных слоев ткани либо оплетают металлической проволокой и промазывают их резиновым клеем, а сверху накладывают ещё слой резины. Далее собранную заготовку бинтуют увлажнённым бинтом и вулканизируют в автоклаве.
Края полос смазывают резиновым клеем и прикатывают роликом, затем накладывают один или несколько парных слоев ткани либо оплетают металлической проволокой и промазывают их резиновым клеем, а сверху накладывают ещё слой резины. Далее собранную заготовку бинтуют увлажнённым бинтом и вулканизируют в автоклаве.
Производство автомобильных покрышек
Основная статья: Автомобильная шина
Автомобильные камеры изготовляют из резиновых труб, шприцованных или склеенных вдоль камеры. Существует два способа изготовления камер: формовой и дорновый. Дорновые камеры вулканизируют на металлических или изогнутых дорнах. Эти камеры имеют один или два поперечных стыка. После стыкования камеры в месте стыка подвергают вулканизации.
При формовом способе камеры вулканизируют в индивидуальных вулканизаторах, снабженных автоматическим регулятором температуры. После изготовления во избежание склеивания стенок, внутрь камеры вводят молотый тальк.
Автомобильные покрышки собирают на специальных станках из нескольких слоев особой ткани (корд), покрытой резиновым слоем. Тканевый каркас, то есть скелет шины, тщательно прикатывают, а кромки слоев ткани заворачивают. Снаружи каркас покрывают двумя слоями металлокордного брекера, затем в беговой части покрывают толстым слоем резины, называемым протектором, а на боковины накладывают более тонкий слой резины. Собранную таким образом шину (сырую шину) подвергают вулканизации. Перед вулканизацией на внутреннюю часть сырой шины наносят антиадгезионную специальную разделительную смазку (окрашивают) для исключения прилипания к раздувающей диафрагме и лучшего скольжения диафрагмы во внутренней полости шины при формовании.
Тканевый каркас, то есть скелет шины, тщательно прикатывают, а кромки слоев ткани заворачивают. Снаружи каркас покрывают двумя слоями металлокордного брекера, затем в беговой части покрывают толстым слоем резины, называемым протектором, а на боковины накладывают более тонкий слой резины. Собранную таким образом шину (сырую шину) подвергают вулканизации. Перед вулканизацией на внутреннюю часть сырой шины наносят антиадгезионную специальную разделительную смазку (окрашивают) для исключения прилипания к раздувающей диафрагме и лучшего скольжения диафрагмы во внутренней полости шины при формовании.
Как пользоваться сырой резиной видео
Содержание
Есть несколько способов заделать прокол или порез в велосипедной камере, один из которых – горячая или холодная вулканизация шин. Такой метод можно с уверенностью назвать надежным и долговечным, колесо, закрепленное при помощи сырой резины, будет служить как новое и не спустит в самый неожиданный момент. Осуществлять такой ремонт можно легко самому своими руками, как в домашних условиях, так и на природе в походе при наличии некоторых необходимых деталей. Горячий метод вулканизации отличается от холодного только тем, как закрепляется накладываемая на колесо заплатка – с нагревом или без.
Горячий метод вулканизации отличается от холодного только тем, как закрепляется накладываемая на колесо заплатка – с нагревом или без.
Что такое вулканизация? Это такой химический процесс, благодаря которому, при затрате тепла, прочностные свойства резины улучшаются, она становится эластичной и твердой. Наложить латку на прокол можно при помощи отрезка старой камеры или готовой заплатки из ремонтного набора, а для их закрепления необходима сырая резина своими руками, которая продается в рулонах с защитной пленкой. Это очень пластичный материал, он прилипает к любым поверхностям, легко слепляется в комок и т.д. сырая резина инструкция по применению указана на упаковке.
- Различают два вида вулканизации – холодная и горячая, рассмотрим их оба поподробнее.
Применение холодной вулканизации
Материал для такого ремонта появился еще в 1939 году в США, почти сразу начал с успехом применяться и пользуется популярностью у велосипедистов и автомобилистов по всему миру и по сей день. С его помощью можно легко и беспроблемно отремонтировать любую камеру, холодный способ очень легок к применению в домашних условиях. Для удобства потребителей некоторые производители предлагаются сразу готовые наборы для ремонта (холодная сырая резина инструкция по применению указана на упаковке), в который входят несколько заплаток различных размеров в виде пластыря, шкурка (наждачная бумага), которая используется для зачистки места прокола или царапины на резине, а также специальный быстросохнущий клей для холодной вулканизации. Именно он вступает в реакцию со слоем сырой резины на заплатке – она нанесена ярким цветом вокруг черного. Это вызывает процесс вулканизации, благодаря чему резина камеры легко склеивается без нагрева (т.е. холодным способом). Такой способ лучше всего подходит для ремонта колес в походных условиях, когда под рукой больше нет никаких инструментов. Вы не найдете ни одного велотуриста, которого бы не выручал подобный комплект хотя бы раз в жизни. Он не занимает много места в сумке или рюкзаке, а важность его сложно переоценить, особенно если в поездке вы один без товарищей вдалеке от города.
С его помощью можно легко и беспроблемно отремонтировать любую камеру, холодный способ очень легок к применению в домашних условиях. Для удобства потребителей некоторые производители предлагаются сразу готовые наборы для ремонта (холодная сырая резина инструкция по применению указана на упаковке), в который входят несколько заплаток различных размеров в виде пластыря, шкурка (наждачная бумага), которая используется для зачистки места прокола или царапины на резине, а также специальный быстросохнущий клей для холодной вулканизации. Именно он вступает в реакцию со слоем сырой резины на заплатке – она нанесена ярким цветом вокруг черного. Это вызывает процесс вулканизации, благодаря чему резина камеры легко склеивается без нагрева (т.е. холодным способом). Такой способ лучше всего подходит для ремонта колес в походных условиях, когда под рукой больше нет никаких инструментов. Вы не найдете ни одного велотуриста, которого бы не выручал подобный комплект хотя бы раз в жизни. Он не занимает много места в сумке или рюкзаке, а важность его сложно переоценить, особенно если в поездке вы один без товарищей вдалеке от города. На весь процесс ремонта шины с использованием холодной вулканизации при помощи латки пластыря для камеры у велосипедиста уйдет не больше десяти минут, и колесо будет как новое.
На весь процесс ремонта шины с использованием холодной вулканизации при помощи латки пластыря для камеры у велосипедиста уйдет не больше десяти минут, и колесо будет как новое.
Технология горячей вулканизации шин своими руками
Такая технология применяется несколько дольше, чем холодная. Во времена, когда вокруг не было такого количества шиномонтажек, авто- и велолюбители ремонтировали свои транспортные средства в гараже при помощи именно такого метода, для которого применяется электрический или бензиновый вулканизатор, который можно легко собрать своими руками. технология здесь заключается в следующем: мастер сжигает бензин, который прогревает резину при помощи поршня. Как только температура поднимается до 90 градусов, сырая резина для вулканизации начинает укрепляться, если поднять температуру до 147 градусов, процесс идет заметно быстрее и качественнее. А вот выше 150 лучше не поднимать, т.к. материал начинается разрушаться и теряет свои свойства. После 160 градусов сырая резина начинается обугливаться. Идеальное время прогрева при горячей вулканизации сырой резины – около 8-10 минут. Фрагмент материала прикладывается к месту прокола на камере и сдавливается при помощи струбцины, чтобы в процессе химической реакции не образовывались пузырьки и не собирался воздух, образуя опасные пустоты.
Идеальное время прогрева при горячей вулканизации сырой резины – около 8-10 минут. Фрагмент материала прикладывается к месту прокола на камере и сдавливается при помощи струбцины, чтобы в процессе химической реакции не образовывались пузырьки и не собирался воздух, образуя опасные пустоты.
В походных условиях провести такую операцию для камер гораздо сложнее, но все же возможно: если есть фрагмент сырой резины, можно нагреть его над костром. Определить температуру пламени можно по кусочку сахара или листку бумаги: и то, и то начинает плавиться/обугливаться при температуре 145 градусов – как раз той, что требуется для вулканизации. В качестве струбцины можно использовать плоский тяжелый камень, деревянное полено или любой другой подходящий предмет.
На всю операцию вы потратите около 20 минут. Не забывайте, что место проклейки заплатки камеры нужно обязательно зачищать шкуркой или хотя бы протереть бензином, чтобы удалить загрязнения с шины.
Цемент для вулканизации и его применение
Еще один альтернативный вариант для ремонта колес велосипеда в походных условиях – это баллончик с цементным вулканизатором. Купить их можно, например, на авторынке – такой материал пользуется большой популярностью среди автолюбителей. Состав продается в жестяных и аэрозольных баллонах под давлением от таких брендов как Abro, BL, Zefal, Top RAD и многих других. По своему составу они не опасны для здоровья и не токсичны, т.к. в них не содержится хлористый и ароматический углеводород, поэтому использовать их можно свободно и дома, и на улице без защитной маски. Для того чтобы произошла цементация шины, необходима температура в 18 градусов тепла. Состав также применяется и при горячей вулканизации (необходимо 150 градусов). Для ремонта нужно извлечь из резины камеры инородный предмет, спровоцировавший прокол, через ниппель заправить камеру цементным вулканизатором, слегка подкачать ее насосом и проехать на велосипеде 2-3 километра, чтобы отрегулировать давление в колесах. Такая технология ремонта шины простая и тоже применяется повсеместно. Для закрепления результата возможно использование заплатки пластыря с последующим методом горячей вулканизации – абсолютно так же, как описывает инструкция выше.
Купить их можно, например, на авторынке – такой материал пользуется большой популярностью среди автолюбителей. Состав продается в жестяных и аэрозольных баллонах под давлением от таких брендов как Abro, BL, Zefal, Top RAD и многих других. По своему составу они не опасны для здоровья и не токсичны, т.к. в них не содержится хлористый и ароматический углеводород, поэтому использовать их можно свободно и дома, и на улице без защитной маски. Для того чтобы произошла цементация шины, необходима температура в 18 градусов тепла. Состав также применяется и при горячей вулканизации (необходимо 150 градусов). Для ремонта нужно извлечь из резины камеры инородный предмет, спровоцировавший прокол, через ниппель заправить камеру цементным вулканизатором, слегка подкачать ее насосом и проехать на велосипеде 2-3 километра, чтобы отрегулировать давление в колесах. Такая технология ремонта шины простая и тоже применяется повсеместно. Для закрепления результата возможно использование заплатки пластыря с последующим методом горячей вулканизации – абсолютно так же, как описывает инструкция выше. Технология подходит для любых порезов шины. латка для ремонта камер в данном случае наносится до заправки шины цементом.
Технология подходит для любых порезов шины. латка для ремонта камер в данном случае наносится до заправки шины цементом.
Всем привет)
Подскажите пожалуйста как пользоваться чырой резиной?
На днях выбили стекло мне на девятке хотели украсть мафон) Но у них ничего не получилось)
Остался я без стекла) а за бортом -30 отогнал машину к другу в гараж) снял обшивку двери вытащил планку на которую крепиться стекло) отчистил от остатков стекла) И задался вопросом как крепить новое стекло) Выяснилось что нужна сырая резина) купил) А как ей пользоваться не вкурсе) Кто то говорит что нужно ее вымочить в бензине или растворителе засунуть в планку прикрутить ее обратно и вставить стекло) Кто то говорит что ненужно ничего вымачивать так ставить и всё)
Вопрос надо ее вымачивать или нет? И клейкой стороной крепить к планке или к стеклу?
Всем заранее благодарен)))
Комментарии 29
Привет, так же вылетело стекло, надо сначала планку очистить от старой резины, где понять, что она клеящийся сторона ? Клеевой стороной к стеклу? потом прижимает подъемником и капаем бензин? уайтспирит? Калоша? спирт не подойдет?
с герметиками лучше не заморачивайся, т. к. в случае чего ты планку от стекла не отделишь, а резину в случае чего, снова зальешь бензином и пожалуйста — планка и стекло отдельно)
к. в случае чего ты планку от стекла не отделишь, а резину в случае чего, снова зальешь бензином и пожалуйста — планка и стекло отдельно)
Лучше всего как написано выше:
1. наметить положение планки на стекле
2. резину размочить в бензине (от минуты до пяти), пока резина не станет скользкой. (лучше предварительно согнуть резину пополам вдоль длинной стороны)
3. положить резину на стекло по меткам
4. надеть сверху планку (одевается в один момент без всяких там киянок)
5. дать просохнуть минут 10-20
6. можно ставить стекло
Можно конечно и не вымачивать, держать скорее всего будет, но надевать планку замучаешься раз, нет гарантии, что стекло не вырвется из планки два.
Сам когда ставил ЭСП одно стекло не мочил, так как не нашел в тот день тары подходящей, а ездить без стекла как-то не айс было. По*бался с насадкой планки, но села и держала. Потом выяснилось, что не стоило ставить планку по меткам старой, т.к. у новых стеклоподъемников центр прилагаемого усилия смещен и стекло при подъеме косило, в итоге на следующий день разобрал, отмерял новое положение планки, попробовал сдвинуть планку — идет, но ОЧЕНЬ туго, капнул на резинку бензина, подождал пока чуть раскисла, и с легкостью подвинул на новое место, через 10 минут ее от стекла было уже не оторвать и не сдвинуть…
Области применения сырой резины
Ее особенности
Чаще всего в автомастерских, да и в домашних условиях используют сырую резину для восстановления поверхности покрышек после сложных повреждений. Как правило, в этом случае уже не помогают ни резиновые пластыри, ни жгуты, ни даже грибки для шин больших размеров, так как при боковом порезе они абсолютно бессильны.
Как правило, в этом случае уже не помогают ни резиновые пластыри, ни жгуты, ни даже грибки для шин больших размеров, так как при боковом порезе они абсолютно бессильны.
Что же собой представляет сырая резина? Это высокопластичный, износостойкий каучуковый материал, позволяющий быстро отремонтировать покрышку методом как горячей, так и холодной вулканизации. Применяют в качестве дополнительного средства при ремонте наружной поверхности шины и улучшении внешнего вида самого места прокола. Материал позволяет скрыть все недостатки шины, делая ее безупречно гладкой.
Основные свойства:
- термостойкость – даже под воздействием высокой температуры материал не сойдет с поверхности отремонтированной покрышки;
- устойчивость к деформациям;
- гибкость – использование возможно в любой точке покрышки, где требуется дополнительное резиновое покрытие.
Способы нанесения сырой резины
Наносить ее на поверхность покрышки можно двумя способами – горячей и холодной вулканизацией. В чем же между ними различия:
В чем же между ними различия:
- Для горячей вулканизации покрышек ее следует нарезать на полоски и подогреть до температуры 50 градусов. Дальше ее нужно вулканизировать с помощью специального оборудования в течение 10 минут под давлением пресса не меньше, чем 3кг/см², иначе от нехватки внешнего давления она будет излишне пористой и потеряет свою устойчивость к износу. Наносить материал на резиновую поверхность следует с помощью специального термоклея, который вы найдете на сайте http://bchp.ru/catalog/klei/
- При использовании метода холодной вулканизации используется специальная двухкомпонентная резина, которая сочетает в себе два разных по свойствам пластичных вещества. Ее также тщательно смешивают и нарезают на небольшие полоски для дальнейшей обработки под прессом и раскатки на шине. Процесс считается полностью завершенным после истечения 3 дней, все это время резиновое покрытие на покрышке должно находиться при комнатной температуре.
Доступный способ ремонта покрышек
Основные хитрости использования сырой резины
Чтобы сырая резина плотно прикрепилась к покрышке, ее поверхность следует интенсивно зашкурить и протереть бензином для того, чтобы они лучше схватились между собой. Для лучшего эффекта нарезанные резиновые полоски также стоит замочить на некоторое время в бензине.
Для лучшего эффекта нарезанные резиновые полоски также стоит замочить на некоторое время в бензине.
Чтобы процесс работы методом холодной вулканизации прошел без проблем, используйте качественные клеи от Барнаульского химического завода. Вся их продукция для шиномонтажа и автомастерских изготавливается в соответствии с современными технологиями и заслуживает наивысших похвал.
В каталоге вы сможете найти клеи:
- для горячей вулканизации;
- самовулканизирующиеся для холодной вулканизации;
- термоклеи.
Все они гарантируют идеальное сцепление с поверхностью и долгосрочный эффект, не требующий повторного нанесения клея.
Преимущества закупки в БХЗ
Чтобы без проблем работать с сырой резиной, необходимо позаботиться о наличии под рукой качественных клеев для любого типа вулканизации. Именно продукция от Барнаульского химического завода отвечает всем требованиям и удовлетворяет запросы как розничных потребителей, так и крупных автомастерских, постоянно работающих с сырой резиной. В каталоге они представлены в форме туб и жестяных банок разных объемов с кисточками для удобного нанесения на шину и подготовленные резиновые пластинки.
В каталоге они представлены в форме туб и жестяных банок разных объемов с кисточками для удобного нанесения на шину и подготовленные резиновые пластинки.
Растворить сырую резину в бензине
Как расплавить силикон?
Существует несколько способов плавления силикона в домашних условиях. Быстрое растапливание силикона возможно при использовании газовой плиты. Чтобы расплавить силикон на огне потребуется жестяная банка. Это может быть обрезанная жестяная банка из-под пива, либо жестянка от консервов.
Однако при плавлении на огне возникает несколько проблем:
- силикон быстро подгорает;
- дымит;
- силикон меняет свой цвет, а при горении вовсе становится черным;
Данных недостатков полностью лишено плавление в микроволновке. Для того чтобы приманки получались такого же цвета, как и исходный цвет силикона, его необходимо плавить в микроволновой печи.
При плавлении силикона в микроволновке есть одна тонкость, чтобы он как можно дольше оставался в текучем состоянии. Необходимо не просто ждать пока силикон растает в микроволновке, а после расплавки продержать его в микроволновке еще полторы — две минуты. Емкость, в которой плавится силикон, должна основательно прогреться. При таких условиях силикон намного дольше остается в жидком состоянии.
Необходимо не просто ждать пока силикон растает в микроволновке, а после расплавки продержать его в микроволновке еще полторы — две минуты. Емкость, в которой плавится силикон, должна основательно прогреться. При таких условиях силикон намного дольше остается в жидком состоянии.
Горячая вулканизация
Каучук, как сырой материал, имеет свойство свариваться в единый состав при температуре 150 °С. Вследствие этого процесса, каучук становится уже резиной и в исходное положение вернуться не может. Благодаря своим возможностям каучук может исправить любые проколы и порезы в камере и покрышке.
Вулканизировать резину горячим способом нужно, только с применением пресса. Глубина и площадь пореза, подскажут, сколько времени нужно сваривать. Как правило, чтобы восстановить 1мм пореза, нужно 4 минуты варки. Соответственно если порез 4мм, то вулканизировать нужно 16 минут. При этом аппаратура должна быть разогрета и настроена.
Выполняя горячую вулканизацию при температуре выше 150С о , можно испортить каучук и ничего не добиться, так как материал будет разрушаться, и терять свои характеристики.
Использование струбцин или пресса, позволяет качественно залатать повреждение. После окончания работ следует убедиться, что в шве нет пустот или пузырьков воздуха. Если таковые имеются, нужно очистить место прокола от свежей резины и заново повторить весь процесс.
Если таковые имеются, нужно очистить место прокола от свежей резины и заново повторить весь процесс.
Для того, чтобы заклеить камеру в домашних условиях, горячим способом, необходимо выполнить следующее. Из сырой резины, нужно вырезать кусочек немного меньше, чем сама латка. Камера или шина зачищаются в месте повреждения несколько шире, до шероховатого состояния, после чего обезжириваются бензином. Подготавливая латку, нужно подрезать фаску таки под углом 45°, также зашкурить и обезжирить. После чего накрываем место пробоя заплаткой, зажимаем в тиски и нагреваем до нужной температуры.
Если растворить сырую резину в бензине, то можно получить специальный клей, для резины, применяя который повышается качество шва. Особое внимание следует уделять температурному режиму. Вулканизация производится при температуре 140 — 150 °С, если появился запах горелой резины, то значит заплатка перегрелась, а если она не слилась с общим изделием, то возможно не достигли нужной температуры. Во избежание прилипания резины к металлу, нужно проложить между ними бумагу.
Советы для начинающих
Сделанная самостоятельно матрица, должна быть большой по объему с двух сторон. При работе с двухсторонней матрицей, нужно обратить внимание на консистенцию гипса. Чтобы весь образец приманки не погрузился в раствор, нужно залить лишь половинку. Размешивать раствор гипса нужно строго по правилам и пропорциям. Если приманки очень старые или испорченные, стоит их крупно измельчить. Не забывать и не пренебрегать правилами безопасности при изготовлении.
Популярные материалы для заливки форм:
Форма для заливки приманки, своими руками. Делают эти формочки из таких материалов, как:
Для создания формочек, будут нужны следующие материалы:
- Строительный гипс.
- Миска для работы с гипсом.
- Огромная ложка или лопатка.
- Весы для кухни.
- Вода и мыло.
- Пример товара, из которого можно сделать, слепок.
Посуда для работы должна быть чистой и сухой, нужно правильно подобрать количество гипса и воды, а главное не стоит забывать про температурный режим, который должен быть не менее 20 градусов. Для лучшего растворения гипса в воде, его нужно аккуратно подмешивать. Главные типы матриц для заливки. На данный момент, есть только два типа:
Для лучшего растворения гипса в воде, его нужно аккуратно подмешивать. Главные типы матриц для заливки. На данный момент, есть только два типа:
Односторонние матрицы из гипса удобныи просты в исполнении. Чтобы сделать их в домашних условиях, понадобится образец насадки. Этот образец обычно делают из дерева или глины, а готовые макеты смазывают вазелином для отставания исходника. Вся суть создания формы при помощи матрицы, очень проста, нужно готовой смесью, залить матрицу, толщиной в два раза больше, чем образец.
Сначала нужно погрузить макет, а гипс на глубину, больше его половины, потом подождать немного до того, как все высохнет и медленно вытащить образец, оставив слепок. Ну и в конце, покрыть матрицу герметикой.
Для создания двухсторонней матрицы, будет нужна тара, прямоугольная или квадратная. Выбранную формочку нужно залить гипсом наполовину и после этого опустить макет наживки. Для лучшего застывания, необходимо оставить макет в контейнере на 10 часов и после этого уже выполнять заливку второй половины материала.
Не забывайте, что матрицу нужно смазывать солидолом или вазелином, для того чтобы, потом легко все разъединить. Лучше всего делать раствор, наиболее жидким, чтобы не образовывалось большое количество пузырьков. После этого стоит переждать время высыхания и аккуратно разделить матрицы. Последним этапом будет создание литников, все это можно сделать с помощью ножа. Вот вы и узнали, как изготавливают формы, своими руками.
Заключение
Изготовление и производство силиконовых приманок в домашних условиях, сейчас очень популярно!
Если вы очень любите рыбалку, то лучше сделать приманку своими руками, ведь это довольно увлекательно и совсем несложно.
Благодаря этому занятию, вы сможете потратить меньше денег.
Самодельное устройство из электроплитки
Самодельный вулканизатор можно сделать из электроплитки. Для этого подбирается старый прибор с открытой спиралью.
Порядок изготовления следующий:
- Изготавливается корпус нагревателя. Для этого берется лист металла толщиной 5 мм.
- При помощи сварки корпус формируется по размеру керамического основания плитки.
- Снизу приваривается ножки из прутка, а сбоку струбцина.
- Укладывается лист асбеста, а сверху керамическое основание плитки со спиралью.
- Обогреватель закрывается крышкой из металла, которая притягивается болтами.
- Из утюга снимается терморегулятор и крепится около струбцины.
Процесс вулканизации ничем не отличается от работы с использованием утюга. В этом случае нагреватель автоматически отключает спираль при достижении температуры 147 градусов.
Преимущества и недостатки
Если сравнивать жидкую резину с материалами такого же назначения, то этот материал имеет множество преимуществ:
- Он способен повторить рельефные особенности покрываемой поверхности.
 Такого эффекта нельзя добиться с помощью рулонных гидроизоляторов.
Такого эффекта нельзя добиться с помощью рулонных гидроизоляторов. - Поверхность, которая образовывается после высыхания – бесшовная и не имеет стыков.
- Этот продукт способен сцепляться с любой поверхностью. Он работает даже при повышенной влажности.
- Материал является эластичным и гибким. Это гарантирует многолетнюю службу без деформаций и разрывов.
- Способна проникнуть во все поры, щели, трещины. Она их заполняет и герметизирует.
- Погодные условия никак не влияют на качество покрытия. Ему не страшен мороз, оно не плавится в сильную летнюю жару.
- Материал не токсичен.
- Резина выдерживает любое биологическое, атмосферное или химическое воздействие.
- Работа с этим материалом абсолютно безопасна. Она не требует нагреваний, использования опасных приборов и установок.
- Скорость нанесения достаточно высокая.
- Для человеческого здоровья этот материал абсолютно безопасен. Он не содержит токсичных компонентов.
- Широкая цветовая гамма.

- В случае, если происходит повреждение покрытия, не нужно полностью возобновлять изоляцию. Достаточно будет обработать поврежденные участки.
Несмотря на такой список преимуществ, у этого материала все же есть некоторые недостатки:
- Материал достаточно дорого стоит. На самом деле хороший материал не может стоить дешево. Имея такое количество положительных сторон, не жалко отдать за него высокую цену. Но не всем это по карману.
- Делая гидроизоляцию самостоятельно, можно не получить должного результата. Нужна практика, поэтому для работы потребуется опытный персонал. Также требуется наличие спецоборудования.
- Есть виды резины, которые страдают от ультрафиолета. Это нужно учитывать во время работы. Зачастую, поверхность покрывают стойкой краской, которая обязательно должна быть на водной основе.
Чем пропитать резиновую лодку для хранения? Советы по ремонту резиновой лодки
Наступает конец сезона.Собираюсь консервировать лодку. Но перед этим хочу дать ей не большой ремонт. А именно хочу пропитать её какой либо пропиткой что бы заделать микро трещины,ну и подкрасить. Искал через поисковик,ничего толкового. Много советов,но на деле ни кто не проверял,всё с чьих либо слов. Вот несколько советов.
Но перед этим хочу дать ей не большой ремонт. А именно хочу пропитать её какой либо пропиткой что бы заделать микро трещины,ну и подкрасить. Искал через поисковик,ничего толкового. Много советов,но на деле ни кто не проверял,всё с чьих либо слов. Вот несколько советов.
Тщательно вымыть холодной водой с каким нибудь мягким средством типа фейри. Затем тщательно протереть, особенно все углы, главное убрать весь песок полностью, и просушить. Пересыпать тальком и сложить. Хранить при температуре 15-20 градусов, ну если такого нет, то при комнатной, но не выше 30 и не ниже 10. И обязательно несколько раз за время хранения складывать заново с перегибами в других местах. Таким образом лодка «нырок-2», которая была у меня во второй половине 90-х, просуществовала 8 лет, после чего еще была продана в хорошем состоянии. Насчет всяких «чем смазать» мне тогда те, кто имеет опыт хранения, отсоветовали это делать вообще — лучше не будет, а хуже — легко. Все это из личного опыта.
— Всё таки лучше до 30 не доводить. При такой жаре резина слёживается. Я храню в подвале, у нас там и зимой и летом градусов 15. Картошку не запасёшь — цветет, а вот склад для всякой всячины, для которой дома места мало хороший получился.
При такой жаре резина слёживается. Я храню в подвале, у нас там и зимой и летом градусов 15. Картошку не запасёшь — цветет, а вот склад для всякой всячины, для которой дома места мало хороший получился.
Протираете всю поверхность которую хотите обновить.мелкой шкуркой например нулевкой шкурите,удаляете пыль бензином.далее берете резиновый клей который продается в рем. комплектах для резиновых лодок разбавляете бензином «калоша» добавляете алюминиевую пудру постоянно перемешиваете что бы получилась жиденькая краска. Пудру добавляю для 1.серебристый цвет отражает солнечные лучи не старит резину не нагревает баллон.2 с высоты птичьего полета поверхность воды светлая из за отраженного неба и темная лодка хорошо заметна в отличие от серебристой,для охотника это существенно. Далее красим лодку в три четыре слоя с промежуточной полной просушкой.Конечная процедура это припудривание всей окрашенной поверхности тальком,я брал детскую присыпку в аптеках есть. Присыпал и поглаживал ладонь до полного отсутствия прилипания,это обязательно. Можно также засыпать тальк внутрь лодки накачать и по кантовать лодку для лучшего равномерного распределения по внутр. поверхности. Также можно использовать вместо серебрянки(алюминиевой пудры)масляные краски для имитации камуфляжа. Использование других растворителей и клеев недопустимо испортите поверхность.Также покрывал тент на моторной лодке ,брезентовый плащ,водонепроницаемость 100%,только вместо резинового клея использовал герметик по моему бытовой белого цвета.Материалы покрытые герметиком при минусовых температурах становятся ломкими,с резиновым покрытием такого не происходит,тем не менее при минусе изделие лучше не тревожить.В лодке установил уключины и нормальные весла.Лодка используется ежегодно ,на рыбалках и охотах до сих пор. «Краски» хватает лет на 5-7 ,ни разу не отслаивалась,такое ощущение что она становится тоньше начинает проступать старое покрытие.
Можно также засыпать тальк внутрь лодки накачать и по кантовать лодку для лучшего равномерного распределения по внутр. поверхности. Также можно использовать вместо серебрянки(алюминиевой пудры)масляные краски для имитации камуфляжа. Использование других растворителей и клеев недопустимо испортите поверхность.Также покрывал тент на моторной лодке ,брезентовый плащ,водонепроницаемость 100%,только вместо резинового клея использовал герметик по моему бытовой белого цвета.Материалы покрытые герметиком при минусовых температурах становятся ломкими,с резиновым покрытием такого не происходит,тем не менее при минусе изделие лучше не тревожить.В лодке установил уключины и нормальные весла.Лодка используется ежегодно ,на рыбалках и охотах до сих пор. «Краски» хватает лет на 5-7 ,ни разу не отслаивалась,такое ощущение что она становится тоньше начинает проступать старое покрытие.
Если Ваша лодка все же прохудилась то можно сделать простую лодку своими руками. Главное быть на плаву.
Профилактические работы по омолаживанию резины весной, перед использованием.
Накачиваю лодку и с помощью обыкновенной малярной кисти полностью промазываю баллоны клеевым раствором. Раствор делаю из резинового клея №88 (одна часть) и авиационного бензина (две части). Курить во время этой процедуры не советую, если вы не камикадзе, конечно.
Натуральный каучук
Сок каучуконосных деревьев широко применялся аборигенами для выделки непромокаемой обуви, покрытия лодок, защиты хижин от дождя и решения других бытовых проблем. Они добывают его из каучуконосных растений аналогично сбору весной березового сока. Полиизопрен – углевод, составляющий большую часть природного латекса, – в тепле соединяется с кислородом и со временем становится хрупким. После нагрева молекулярные связи становятся устойчивыми, и вещество не реагирует даже на кислотные растворы.
Ценность каучука исходя из технических характеристик:
- высокая стойкость к истиранию;
- хорошие теплоизоляционные свойства;
- не растворяется в воде и большинстве агрессивных жидкостей;
- пластичность;
- эластичность.

Добавление пластификаторов и речного песка позволяет создавать материал с запланированными качествами и цветом. Сырая резина превращается в изделие, долго сохраняющее свою форму, через вулканизацию – нагрев под прессом до температуры 150 градусов.
Что потребуется для отлива силикона
Изначально кажущаяся сложным делом, отливка силиконок на практике не такой уж и затратный и технологически трудоёмкий процесс. Производство достаточно легко организовать на собственной кухне имея под рукой газовую плиту или обычную микроволновку, объёмный одноразовый шприц или небольшую металлическую кружку с литьевым носиком и заранее подготовленную матричную форму.
Высокоскоростное приготовление растворов каучука
Смешивание приложений
Просмотр в формате PDF
Резиновые растворы используются в самых разных областях, включая клеи, герметики, краски, составы для основы ковров, составы для шин и т. д. Помимо натурального каучука, синтетические каучуки, такие как неопрен и бутадиен, также используются для эти приложения.
д. Помимо натурального каучука, синтетические каучуки, такие как неопрен и бутадиен, также используются для эти приложения.
Процесс
Производственный процесс, вязкость продукта и используемые ингредиенты варьируются в зависимости от конечного использования раствора каучука, однако типичная партия традиционно готовится следующим образом:
- В технологический сосуд загружается растворитель. Используются многие типы растворителей, включая ацетон, толуол, МЭК, гексан и т. д. Резина
- может поставляться в виде порошка, крошки или блоков. Блоки и крупная крошка обычно требуют измельчения или гранулирования, прежде чем их можно будет добавить в растворитель.
- Миксер запускается. Перемешивание продолжают в течение нескольких часов до полного растворения каучука.
- Наконец, в смесь добавляются и диспергируются другие ингредиенты, такие как пигменты, наполнители, стабилизаторы и смазывающие вещества.

Решение
Эти проблемы можно решить, используя миксер Silverson High Shear. Silverson производит широкий спектр оборудования для этого применения, от встроенных блоков в дополнение к существующему процессу до комплексных установок солюбилизации. Операция выглядит следующим образом:
Этап 1
Мощное всасывание, создаваемое проточным смесителем, всасывает каучук и растворитель из сосуда в рабочую головку ротора/статора.
Стадия 2
Центробежная сила перемещает материалы к периферии рабочей головки, где резина подвергается измельчению в зазоре между ротором и статором.
Ступень 3
Продукт вытесняется через статор по мере того, как свежие материалы втягиваются в рабочую головку. При коротком цикле смешивания все содержимое сосуда проходит через рабочую головку, и солюбилизация быстро завершается.
Этап 1 Этап 2 Этап 3
- Этап 1
Стадия 1
Мощное всасывание, создаваемое проточным смесителем, всасывает каучук и растворитель из сосуда в рабочую головку ротора/статора.
- Этап 2
Стадия 2
Центробежная сила перемещает материалы к периферии рабочей головки, где резина подвергается измельчению в зазоре между ротором и статором.

- Этап 3
Ступень 3
Продукт вытесняется через статор по мере того, как свежие материалы втягиваются в рабочую головку. При коротком цикле смешивания все содержимое сосуда проходит через рабочую головку, и солюбилизация быстро завершается.
Преимущества
Каждый из показанных вариантов предпочтительно устанавливать в закрытом сосуде с рубашкой для предотвращения чрезмерного повышения температуры. Крышка охлаждается отдельно, в результате чего пары растворителя конденсируются и возвращаются в смесь. При этом способе происходит незначительная потеря растворителя без дополнительных затрат на герметизацию сосуда и вала мешалки.
Поточный смеситель с большими сдвиговыми усилиями
- Должен использоваться вместе с эффективной мешалкой, как показано на рисунке.
- Каучук, обычно в виде крошки, гранул или порошка, диспергируется в растворителе с помощью мешалки.
- Материалы втягиваются в рабочую головку смесителя In-Line и подвергаются интенсивным высоким сдвиговым усилиям.
- Размер частиц постепенно уменьшается, увеличивая площадь поверхности, подвергаемой воздействию растворителя, что ускоряет процесс солюбилизации.
- Продукт рециркулирует обратно в емкость с помощью встроенного смесителя с автоматическим насосом.
Преимущества
- Встраиваемые смесители легко встраиваются в существующую установку.
- Байпасирование невозможно, если продукт находится в циркуляционной линии.
- Поточный смеситель концентрирует свои усилия на относительно небольшом объеме внутри рабочей головки, а не на всей партии, что является более энергоэффективным процессом.

- Высокая скорость вращения ротора сокращает время процесса.
- Для циркуляции продукта обратно в бак не требуется никаких дополнительных насосов.
Дуплексный дезинтегратор/диссольвер
№- Для обработки крупной крошки и мелких блоков вместо обычного перемешивания в баке можно использовать диссольвер Duplex Disintegrator Dissolver.
- Верхняя рабочая головка стягивает материалы с поверхности смеси и подвергает их начальному измельчению перед выбросом в радиальном направлении обратно в смесь.
- Затем нижняя рабочая головка втягивает жидкость и твердые вещества вверх от основания сосуда и дополнительно уменьшает размер частиц, ускоряя процесс растворения.
- Для дальнейшего уменьшения размера частиц и ускорения процесса растворения в систему можно добавить встроенный смеситель с высоким усилием сдвига, как показано на рисунке.
Преимущества
- Измельчение или гранулирование каучука до мелких частиц не требуется.
 В сосуд можно добавить крупно нарезанный материал, который мелко измельчить и растворить с помощью смесителя Duplex. Это значительно сокращает общее время обработки.
В сосуд можно добавить крупно нарезанный материал, который мелко измельчить и растворить с помощью смесителя Duplex. Это значительно сокращает общее время обработки. - Интенсивное перемешивание в баке предотвращает повторную агломерацию частиц.
D2500 Дезинтегратор/Диссольвер
- Резиновые тюки, блоки или куски любой формы и размера добавляются прямо в сосуд.
- Резина втягивается с поверхности в измельчающую головку с крупными зубьями смесителя с нижней подачей, которая быстро измельчает тюки.
- Когда каучук измельчается до размера гранул, запускается поточный смеситель, который еще больше уменьшает размер частиц.
- Сочетание интенсивного перемешивания и уменьшения размера частиц ускоряет процесс солюбилизации.
Преимущества
- Резиновые тюки, блоки или куски любой формы и размера, даже самые большие из имеющихся в продаже, могут быть добавлены прямо в сосуд.
- Исключается предварительное измельчение, измельчение или измельчение резины.

- Значительно сокращено время обработки.
- Простая очистка между партиями и более чистые условия труда.
- Вся операция проводится в одном сосуде.
Похожие видео
D-2500 – Как это работает
Дуплекс – дезинтегратор/диссольвер
Высокоскоростное растворение смол
Натуральный каучук (латекс) против нитриловых против неопреновых перчаток (Видео)
Дата: 27.08.2020 | Shing Yee
В нашем предыдущем посте мы объяснили разницу между одноразовыми и многоразовыми перчатками и считаем, что нашим читателям не менее важно узнать больше о различных типах материалов для изготовления перчаток.
В этом сообщении блога мы рассмотрим основные различия между перчатками из натурального каучука , нитриловыми и неопреновыми перчатками с точки зрения их материалов, характеристик, уровня защиты, а также цели использования.
1. Перчатки из натурального каучука (также известные как латексные перчатки)
Начнем с перчаток из натурального каучука, изготовленных из латекса.
Прежде чем мы начнем, мы хотели бы поделиться с вами интересным моментом, касающимся терминов «латексные перчатки». И вы поймете, почему в следующих статьях мы используем термин «перчатки из натурального каучука» вместо «латексные перчатки».
1.1 Разница между латексом и натуральным каучуком
Чтобы быть точным, «латекс» на самом деле находится в жидкой форме. И термин «натуральный каучук» включает все материалы, которые изготовлены из натурального латекса или содержат его (например, латекс натурального каучука, синтетический латекс или синтетический каучук, который содержит натуральный каучук в своем составе).
Итак, латекс и натуральный каучук представляют собой материалы, которые существуют в двух различных формах.
Латекс существует в жидкой форме, в то время как натуральный каучук существует в твердой форме.
Изделия из резиновых перчаток изготавливаются из натурального каучукового латекса методом погружения.
Следовательно, несмотря на то, что отраслевая норма называет перчатки из натурального каучука «латексными перчатками», мы по-прежнему считаем, что более разумно называть их «перчатками из натурального каучука».
1.2 Из каких материалов сделаны перчатки из натурального каучука? Термин «латекс» относится к млечной жидкости сельскохозяйственного происхождения, полученной из сока бразильского каучукового дерева (Hevea brasiliensis). Он используется для изготовления изделий из натурального каучука и коагулирует (или высыхает) на воздухе.
Он используется для изготовления изделий из натурального каучука и коагулирует (или высыхает) на воздухе.
Наши перчатки из натурального каучука изготовлены из высококачественного натурального латекса. Вы можете посмотреть здесь.
1.3 Плюсы и минусы перчаток из натурального каучука:
+ Очень мягкая и гибкая перчатка с хорошей тактильной чувствительностью.
+ Высокая прочность на растяжение (Прочность на растяжение — это способность материала выдерживать силу натяжения, перчатки с более высокой прочностью на растяжение более жесткие и прочные)
— Белки, которые остаются в перчатках из натурального латекса, могут вызывать аллергические реакции I типа у тех людей, которые стали сенсибилизированными к белкам натурального латекса.
1.4 Уровень защиты перчаток из натурального каучука:+ Очень хорошая защита от бактерий и вирусов.
– Плохая стойкость к маслам, жирам и углеводородам по сравнению с некоторыми синтетическими альтернативами.
Общие домашние дела, например. мытье посуды, уборка помещений, работа в саду и т. д.
2. Нитриловые перчатки
Нитриловые перчатки бывают одноразового и многоразового использования. К вашему сведению, некоторые медицинские перчатки, в том числе смотровые перчатки и хирургические перчатки, также известны как нитриловые перчатки.
Ранее мы написали сообщение в блоге, чтобы прояснить это, и вы можете потратить пару минут, чтобы прочитать его.
2.1 Из каких материалов сделаны нитриловые перчатки?Нитрил представляет собой сополимер синтетического каучука акрилонитрила и бутадиена.
Наши химически стойкие нитриловые перчатки изготовлены из специально разработанного соединения акрилонитрил-бутадиена. Вы можете посмотреть здесь.
2.2 Плюсы и минусы нитриловых перчаток:
+ Более высокая прочность и срок службы дольше, чем у перчаток из натурального каучука.
+ Не содержит протеина латекса, исключает возможность развития аллергии на латекс I типа.
(Обратите внимание: все еще существует вероятность того, что у человека разовьется аллергия на латекс типа IV, даже при переходе на нитриловые перчатки. Мы написали подробную статью об аллергии на латекс типа I и типа IV, вы можете посмотреть здесь.)
– Меньшая гибкость по сравнению с перчатками из натурального каучука.
2,3 Уровень защиты нитриловых перчаток:+ Обладают превосходной устойчивостью к истиранию, порезам и проколам по сравнению с перчатками из натурального каучука.
+ Обеспечивает исключительную защиту от широкого спектра химических веществ, включая сильнодействующие моющие средства, смазки, масла, большинство растворителей и кислот.
2.4 Область применения нитриловых перчаток : Химическая обработка, нефтепереработка, автомобилестроение, полиграфия, сельское хозяйство и т. д.
д.
3. Неопреновые перчатки
Химически стойкие неопреновые перчатки защищают от широкого спектра масел, кислот, щелочей и растворителей. Неопрен менее устойчив к зацепам, проколам, истиранию и порезам, чем нитрил или натуральный каучук.
В настоящее время мы производим неопреновые перчатки, а также перчатки из неопрена, смешанного с натуральным каучуком.
3.1 Из каких материалов сделаны неопреновые перчатки?Неопрен, также называемый полихлоропреновым или хлоропреновым каучуком, представляет собой синтетический каучук, полученный путем полимеризации (или соединения отдельных молекул в гигантские, составные молекулы) хлоропрена.
3.2 Плюсы и минусы неопреновых перчаток:
+ Неопрен сам по себе сопротивляется разложению лучше, чем натуральный каучук (что означает, что эти типы рабочих перчаток прослужат дольше).
+ Неопреновая перчатка химически инертна и идеально подходит для работы со смесями на нефтяной основе, такими как растворители, масла и смазки.
– Неопреновые перчатки не так устойчивы к нефтепродуктам, как нитриловые.
– Обладает меньшей устойчивостью к зацепам, проколам, истиранию и порезам, чем нитрил или натуральный каучук.
3.3 Уровень защиты неопреновых перчаток:+ Превосходная стойкость к истиранию.
+ Хорошая стойкость к большинству растворителей, слабым кислотам, маслам и жирам.
3,4 Область применения Неопреновые перчатки :Промышленная химическая промышленность, полиграфическая промышленность, нефтеперерабатывающие заводы, автомастерские, обработка пестицидов, сельское хозяйство, очистка окружающей среды, общее техническое обслуживание и т. д.
Резюме
Поймите, что некоторые из вас могут предпочесть инфографику, чтобы взглянуть на различия, вот вам:
Как нитриловые, так и неопреновые перчатки хороши для работы с химическими веществами, но это все еще возвращает к таким вопросам, как как с какими химическими веществами вы собираетесь работать, как долго вы собираетесь подвергаться воздействию этих химических веществ, а также какие виды деятельности вы собираетесь выполнять.
Как выбрать перчатки, соответствующие моим потребностям?
Чтобы определить, подходит ли перчатка для ваших нужд, помимо рассмотрения материалов перчаток, вам также необходимо посмотреть на пиктограмму характеристик перчатки по этим 4 основным параметрам (стойкость к истиранию, устойчивость к порезам лезвием, прочность на разрыв и прокол). сила), чтобы определить, какой аспект будет вашим приоритетом во время использования.
Прочтите наш предыдущий пост, чтобы узнать больше о том, как определить характеристики перчаток на основе этих 4 основных аспектов.
Вообще говоря, трудно сказать, какие перчатки лучше, чем другие, так как разные производители перчаток используют разные рецептуры при изготовлении перчаток, поэтому судить только по типу материалов нельзя.
Всегда лучше обратиться за рекомендациями к поставщикам или продавцам перчаток, если вам нужно работать с определенными химическими веществами или если вы работаете в определенной ситуации, чтобы перчатки могли обеспечить наилучшую защиту ваших рук.
—
Мы надеемся, что эта статья помогла прояснить разницу между латексными, нитриловыми и неопреновыми перчатками.
Свяжитесь с нами, если вам интересно узнать больше о том, что мы можем предложить, или вам нужен профессиональный совет от одного из наших экспертов.
Если вам интересно читать другие подобные статьи, подпишитесь на наш блог и следите за последними обновлениями на нашей странице Linkedin или оставьте комментарий ниже, чтобы поделиться с нами своими мыслями об этом сообщении в блоге.
Шины сделаны из шин? Bridgestone Talks Circular Economy, Guayule Rubber
Сейчас более чем когда-либо экологическая тенденция проникает в отрасль. Автопроизводители должны соответствовать определенным требованиям устойчивого развития, а это означает, что все, что входит в создание автомобиля — кхм, шины — также должно соответствовать более высоким целям устойчивого развития. Просто спросите у Bridgestone, чья цель — добиться к 2050 году 100% углеродной нейтральности и 100% возобновляемых ресурсов в своих шинах.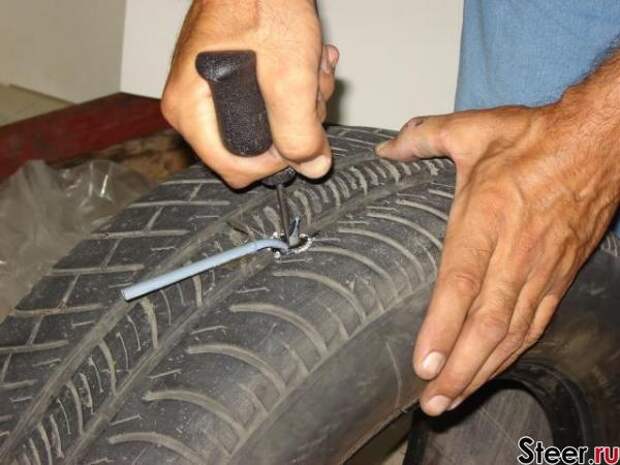 Как же они собираются этого добиться?
Как же они собираются этого добиться?
Медленно, но верно, пока вы читаете это, закладывается фундамент более устойчивого будущего. Вот только один пример: уже более десяти лет компания Bridgestone исследует растения гуаюлы, чтобы использовать их в качестве отечественного источника натурального каучука, и теперь первая гоночная шина Firestone Firehawk изготовлена из натурального каучука гуаюлы (выращенного и полученного в научно-исследовательском центре гуаюлы). предприятия в Аризоне) дебютирует на Indy 500 этого года 29 мая.
Буквально в прошлом месяце компания объединилась с LanzaTech, компанией, занимающейся улавливанием и преобразованием углерода, для совместной разработки первого специализированного процесса переработки шин с истекшим сроком службы. Чтобы узнать больше об исследованиях Bridgestone в области гуаюлы и инициативах по переработке старых шин, мы поговорили с Биллом Ниаурой, директором по устойчивым материалам и экономике замкнутого цикла американского технологического центра Bridgestone. В этом выпуске обзора What’s Treading with Tire Review, представленного AAPEX, Билл подробно рассказывает, почему Bridgestone инвестирует в эти различные инициативы в области устойчивого развития и как создание экономики замкнутого цикла является будущим производителя шин.
В этом выпуске обзора What’s Treading with Tire Review, представленного AAPEX, Билл подробно рассказывает, почему Bridgestone инвестирует в эти различные инициативы в области устойчивого развития и как создание экономики замкнутого цикла является будущим производителя шин.
Посмотрите этот выпуск здесь или подпишитесь на обзор What’s Treading with Tire в Apple Podcasts, Spotify и Google Podcasts. Вы также можете посмотреть видеоверсию этого подкаста на YouTube.
ОБЗОР ЭПИЗОДА
- Обновленная информация об исследованиях Bridgestone в области натурального каучука на основе гваюлы (1:00)
- Почему производители шин инвестируют в альтернативные источники натурального каучука (2:11)
- Как Bridgestone и LanzaTech будут работать вместе о переработке отслуживших свой срок шин и о том, как начинается процесс преобразования углерода, от парня кролика (8:33)
- Как отношения Bridgestone с дилерами помогут достичь целей устойчивого развития в шинной промышленности (14:15)
ТЕХНОЛОГИЯ ЭПИЗОДА
Мэдди Винер: Bridgestone ставит перед собой огромные цели в области устойчивого развития.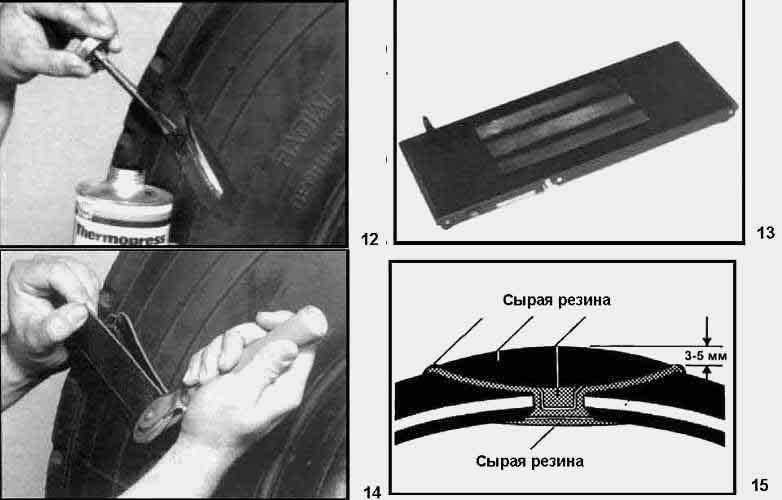 Итак, расскажите нам об исследовательской организации, которая исследует альтернативный, возобновляемый источник натурального каучука.
Итак, расскажите нам об исследовательской организации, которая исследует альтернативный, возобновляемый источник натурального каучука.
Билл Ниаура: Полно рта, не так ли? Это культура под названием гуаюла. Это работа, которую мы начали в области исследований и разработок почти 10 лет назад. Мы построили два новых предприятия в Аризоне: одно для сельского хозяйства, а другое для промышленной переработки биомассы, полученной в результате этих сельскохозяйственных работ. Что нового, так это то, что в третьем квартале прошлого года мы объявили, что ускоряем эту работу. Мы достигли точки, когда исследования и разработки были уверенными и вдохновляющими до такой степени, что мы объявили это как исследовательский бизнес, а это означает, что мы действительно формируем команду и бизнес-модели того, как мы это коммерциализируем, и переходим к рынок.
МВ: Итак, с вашей точки зрения, почему производителям шин, таким как Bridgestone, важно инвестировать в эти технологии и искать альтернативные отечественные источники натурального каучука?
BN: Я думаю, что это, безусловно, устойчивость. Это не экологичность в том смысле, в каком мы часто думаем об экологически чистых материалах в шинной отрасли, как вы знаете, заменяя нефтехимию другими источниками углерода. Но натуральный каучук — натуральный продукт. Он возобновляемый, устойчивый, на биологической основе, а также является наиболее важным материалом для производства шин. Это имеет решающее значение для работы особенно высоконагруженных шин. Но если вы посмотрите на то, как этот натуральный каучук поступает сегодня, особенно с точки зрения Северной Америки, в этой цепочке поставок много неидеальности. Я часто говорю, что мы работаем из одного источника. Мы производим из одного вида растений, которые выращиваются как клональная монокультура (фермеры выращивают один вид каждый год) и восприимчивы к болезням. И мы из одного источника из одного региона земного шара. Таким образом, биологическая концентрация является проблемой из-за болезней. Вот почему вид растения под названием Hevea brasiliensis (каучуковое дерево Para) на самом деле не растет в Латинской Америке в коммерческих целях, потому что там также существуют паразиты для урожая.
Это не экологичность в том смысле, в каком мы часто думаем об экологически чистых материалах в шинной отрасли, как вы знаете, заменяя нефтехимию другими источниками углерода. Но натуральный каучук — натуральный продукт. Он возобновляемый, устойчивый, на биологической основе, а также является наиболее важным материалом для производства шин. Это имеет решающее значение для работы особенно высоконагруженных шин. Но если вы посмотрите на то, как этот натуральный каучук поступает сегодня, особенно с точки зрения Северной Америки, в этой цепочке поставок много неидеальности. Я часто говорю, что мы работаем из одного источника. Мы производим из одного вида растений, которые выращиваются как клональная монокультура (фермеры выращивают один вид каждый год) и восприимчивы к болезням. И мы из одного источника из одного региона земного шара. Таким образом, биологическая концентрация является проблемой из-за болезней. Вот почему вид растения под названием Hevea brasiliensis (каучуковое дерево Para) на самом деле не растет в Латинской Америке в коммерческих целях, потому что там также существуют паразиты для урожая. Итак, натуральный каучук существует в Юго-Восточной Азии просто из-за физического разделения из-за болезней. И поскольку мы увеличили количество международных авиаперевозок, паразитам стало намного легче перемещаться. Не нужно ничего, кроме поиска в Google, чтобы увидеть, что это актуальная проблема прямо сейчас в Юго-Восточной Азии.
Итак, натуральный каучук существует в Юго-Восточной Азии просто из-за физического разделения из-за болезней. И поскольку мы увеличили количество международных авиаперевозок, паразитам стало намного легче перемещаться. Не нужно ничего, кроме поиска в Google, чтобы увидеть, что это актуальная проблема прямо сейчас в Юго-Восточной Азии.
Таким образом, эта культура восприимчива к болезням с точки зрения географической концентрации, поскольку она находится в одной части мира. Когда вы думаете об изменении климата и влиянии на урожай и урожайность с точки зрения бизнеса, если вы думаете о культуре, стоимость производства которой очень сильно зависит от затрат на рабочую силу, и вы смотрите на развивающийся регион, это приносит проблемы. И если вы посмотрите на цепочку поставок, это действительно проблема, с которой сталкиваются практически все
Экологичность означает больше, чем просто замена материалов. Это означает возможность сделать это, не причиняя дополнительного горя. Таким образом, хотя [натуральный каучук] является продуктом на биологической основе, мы видим возможность действительно диверсифицировать его. С точки зрения Северной Америки сокращение этой цепочки поставок, безусловно, помогает в таких вещах, как выбросы CO2 и анализ жизненного цикла продукта. И затем, если вы подумаете об этом с внутренней точки зрения, может быть, с точки зрения национальной безопасности, каучук поступает из одного региона мира, который не является самым стабильным местом в мире. Таким образом, диверсификация имеет большой смысл.
Таким образом, хотя [натуральный каучук] является продуктом на биологической основе, мы видим возможность действительно диверсифицировать его. С точки зрения Северной Америки сокращение этой цепочки поставок, безусловно, помогает в таких вещах, как выбросы CO2 и анализ жизненного цикла продукта. И затем, если вы подумаете об этом с внутренней точки зрения, может быть, с точки зрения национальной безопасности, каучук поступает из одного региона мира, который не является самым стабильным местом в мире. Таким образом, диверсификация имеет большой смысл.
МВ: Итак, немного отступив назад, не могли бы вы описать, что такое растение гуаюла для тех, кто может не знать.
BN: Это многолетний кустарник, который растет в засушливом климате. Он родом из Западного Техаса и пустыни Чиуауа в Мексике. Если подумать, стереотипное перекати-поле. ты довольно близко. По сути, это не очень красивая культура, но ее выращивают как пропашную культуру. Это малопотребитель воды. Он метаболизирует каучук в слое клеток коры в ответ на холод. В отличие от гевеи, где каучук вырабатывается внутри клеток слоя коры, вы не можете постучать по кусту. Это означает, что мы должны собирать биомассу и перерабатывать ее с помощью промышленного процесса для извлечения каучука и побочного продукта. Мы назвали это биоперерабатывающим заводом. Итак, мы берем биомассу гваюлы, извлекаем каучук, извлекаем смолу на основе терпена. Они производятся как отдельные потоки продуктов. У нас осталась древесная часть растения. На самом деле бизнес-кейс основан на развивающихся рынках и потоках доходов от всех этих продуктов. Так же, как нефтехимический завод, биоперерабатывающий завод должен действительно развивать всю эту экосистему.
Он метаболизирует каучук в слое клеток коры в ответ на холод. В отличие от гевеи, где каучук вырабатывается внутри клеток слоя коры, вы не можете постучать по кусту. Это означает, что мы должны собирать биомассу и перерабатывать ее с помощью промышленного процесса для извлечения каучука и побочного продукта. Мы назвали это биоперерабатывающим заводом. Итак, мы берем биомассу гваюлы, извлекаем каучук, извлекаем смолу на основе терпена. Они производятся как отдельные потоки продуктов. У нас осталась древесная часть растения. На самом деле бизнес-кейс основан на развивающихся рынках и потоках доходов от всех этих продуктов. Так же, как нефтехимический завод, биоперерабатывающий завод должен действительно развивать всю эту экосистему.
МВ: В связи с этим я хотел поговорить с вами сегодня: у Bridgestone есть стратегия по созданию экономики замкнутого цикла, и компания также сотрудничает с компанией LanzaTech, занимающейся улавливанием и преобразованием углерода. И это партнерство направлено на внедрение технологий переработки шин с истекшим сроком службы. Итак, можете ли вы описать, как это партнерство и как две известные вам компании будут работать вместе над утилизацией старых шин?
Итак, можете ли вы описать, как это партнерство и как две известные вам компании будут работать вместе над утилизацией старых шин?
BN: Это союз двух нетрадиционных игроков в нетрадиционном пространстве. Было приложено много усилий, чтобы очень плотно разместить действительно хороший углерод в одном месте [в шинах], так что давайте посмотрим на это как на возможность что-то с ним сделать. Давайте посмотрим на нашу отрасль и возьмем этот углерод и вернем его в новые шины, и вернем таким образом, чтобы не ухудшить характеристики шин. Таким образом, существует множество технологий переработки, которые что-то делают с шинами, будь то восстановленный технический углерод или различные варианты девулканизации или микронизации шин. Все они хороши, и у всех есть свой дом в шинных продуктах. Но дело в том, что во всех этих случаях они не производят материалы, которые выглядят как исходные материалы, которые мы используем сегодня. Даже если бы эти вещи выполнялись на абсолютно технически совершенном уровне, выходной продукт был бы средним для шин, которые вы установили, с точки зрения этого материала, а не какого-либо конкретного класса, который мы используем. Например, даже если вы восстановите всю сажу, у вас будет смесь саж, которая будет очень точно представлять шину или совокупность шин в целом, но не будет представлять какой-либо отдельный компонент шины. При этом это накладывает некоторые ограничения на использование.
Например, даже если вы восстановите всю сажу, у вас будет смесь саж, которая будет очень точно представлять шину или совокупность шин в целом, но не будет представлять какой-либо отдельный компонент шины. При этом это накладывает некоторые ограничения на использование.
Чтобы поддерживать и продолжать повышать производительность, нам нужно технически определенное первичное сырье, и мы надеемся, что получим наш углерод из другого источника. Так что на самом деле это обращение к этому девственному материалу, который является чистым, определенным и прогрессивным. Это то, на что мы нацелены с помощью такой работы и всего, чтобы обеспечить экономику замкнутого цикла. Итак, чтобы сделать это, вам нужно взять шины и разложить их путем газификации на эти основные молекулы строительных блоков: окись углерода, двуокись углерода и водород. Это позволяет нам построить молекулу, которую мы хотим.
В данном случае мы используем уникальную технологию LanzaTech. Это технология ферментации газа, при которой мы берем газ и скармливаем его микробактериям, происходящим из кишечника кролика, с которым LanzaTech работает уже несколько лет. Этот организм потребляет углерод в виде CO и CO2. Он также потребляет водород. В ходе своего метаболизма он производит этанол. Его можно адаптировать для производства других химических веществ с практическими ограничениями, и многие из них мы рассматриваем как идеальные промежуточные молекулы для создания таких вещей, как бутадиен, который является строительным блоком для синтетического каучука.
Этот организм потребляет углерод в виде CO и CO2. Он также потребляет водород. В ходе своего метаболизма он производит этанол. Его можно адаптировать для производства других химических веществ с практическими ограничениями, и многие из них мы рассматриваем как идеальные промежуточные молекулы для создания таких вещей, как бутадиен, который является строительным блоком для синтетического каучука.
На самом деле это и есть цель: мы делаем молекулу бутадиена, которая является чистой. Его можно было бы подавать в существующую инфраструктуру, и мы могли бы производить точно такие же синтетические каучуки с техническими характеристиками, которые мы производим сегодня. Только мы делаем это из углерода, который был переработан из шин, вместо того, чтобы выкачивать больше нефти из земли.
МВ: То есть действительно сделать экономику замкнутого цикла?
BN: Верно, LanzaTech представляет эту уникальную технологию. Bridgestone занимает уникальное место на рынке как один из крупнейших игроков в Северной и Южной Америке с розничным подразделением, полностью принадлежащим Bridgestone, с более чем 2200 точками продаж, которые могут обеспечить, по крайней мере, начало системы подачи шин. На самом деле, это будет происходить более локально. Я думаю, что благодаря нашему розничному присутствию, благодаря нашим отношениям с клиентами, у нас есть хороший способ добиться этого в промышленных масштабах.
В этой статье:Bridgestone, экономика замкнутого цикла, Firestone, гваюла, устойчивость, переработка шин, что такое протектор
Какие существуют типы резины?
На протяжении большей части истории Земли единственным доступным каучуком был природный каучук, который можно было найти в каучуковых деревьях и других растениях. Но в прошлом столетии или около того люди внедряли инновации, создавая множество различных типов каучука путем вулканизации, экспериментируя с формулами и эффективно используя нефть и побочные продукты нефтепереработки.
Что такое резина?
Резина — это очень эластичный, устойчивый к истиранию материал, которому обычно придают различные формы. Он широко используется и применяется в бесчисленных компонентах и предметах домашнего обихода. Часто люди не понимают, что резина бывает разных типов. Двумя основными категориями каучука являются натуральный каучук и синтетический каучук. Силиконовый каучук часто относят к третьей категории.
Сегодня существует множество видов каучука, каждый из которых идеально подходит для различных областей применения. Такие компании, как Custom Rubber Corp., специализируются на определении того, какой тип лучше всего подходит для вас. Но если вам нужна быстрая грунтовка для каждого типа резины, вам поможет следующее руководство.
Обратите внимание, что различные типы резиновых материалов могут иметь широкий диапазон физических характеристик в зависимости от их состава. Свойства, описанные в этой сводке, являются типичными, но не абсолютными.
Что такое натуральный каучук?
Натуральный каучук – это каучуковый материал, встречающийся в природе. Его производят, собирая деревья, как кленовый сироп, а не перерабатывая нефть. Деревья производят латекс, который затем перерабатывается в пригодный для использования материал из натурального каучука.
Натуральный каучук восходит тысячи лет к таким цивилизациям, как инки, которые использовали каучук для изготовления мячей для древних видов спорта. В то время самым большим недостатком натурального каучука было то, что он начинал таять или становился липким, когда температура становилась слишком высокой. Только в 1839 году Чарльз Гудиер изобрел вулканизацию каучука, чтобы сохранить стабильность материала.
Поскольку натуральный каучук получают из каучуковых деревьев и не получают из нефти, он, так сказать, относится к другой ветви «Семейного древа каучука», чем синтетические каучуки, указанные ниже.
Плюсы и минусы натурального каучука
Натуральный каучук является идеальным выбором для любого продукта, требующего высокой эластичности/прочности на растяжение и сопротивления истиранию/разрыву. Натуральный каучук также обладает хорошими характеристиками гашения вибрации и низкими значениями остаточной деформации при сжатии. Он связывается с широким спектром субстратов.
Однако у натурального каучука есть два основных недостатка: он не демонстрирует высокой устойчивости к теплу и маслам, озону и УФ-излучению, а его стоимость сильно варьируется по сравнению с синтетическими каучуками.
Хотите узнать больше о натуральном каучуке? Читайте здесь.
Что такое синтетический каучук?
В отличие от натуральных каучуков, которые получают из растений, производящих латекс, синтетические каучуки изготавливаются в основном из побочных продуктов нефтепереработки. Эти искусственные каучуки устойчивы к кислороду, маслам и озону. Они используются в основном для прокладок, уплотнений, уплотнительных колец, шлангов, напольных покрытий, ковриков, шин, ремней и многого другого. Из всех каучуков, ежегодно производимых в США, около двух третей составляют синтетические.
Каучук EPDM
Этилен-пропилен-диеновый мономер, или сокращенно EPDM, является одним из наиболее часто используемых полимеров в производстве резиновых форм. Это идеальный выбор для любого продукта, требующего общей устойчивости к озону, химическим веществам и атмосферным воздействиям. EPDM обладает хорошей устойчивостью к спиртам, жирам, моющим средствам, кетонам, силиконовым маслам и слабым кислотам. Это также довольно экономичный материал.
Благодаря этим характеристикам резина EPDM зарекомендовала себя как один из самых простых и экономичных материалов. Если продукт должен быть изготовлен из резины, многие производители начинают с EPDM. EPDM — один из многих типов синтетических каучуков
Плюсы и минусы резины EPDM
EPDM является отличным каучуком общего назначения из-за его превосходных свойств сопротивления. Он устойчив к атмосферным воздействиям и озону, воде, моющим средствам, жирам, слабым кислотам и силиконовым маслам. Он также универсален, прочен, дешев и с ним легко работать. EPDM прост в обработке и имеет относительно низкую стоимость.
К сожалению, каучук EPDM впитывает масла и может развалиться при использовании в определенных целях. Несмотря на превосходную устойчивость к внешним факторам, основные недостатки EPDM заключаются в его устойчивости к другим распространенным материалам, таким как нефтяные масла, топливо, минеральные масла и смазочные материалы на нефтяной основе. Он также имеет плохую устойчивость к разрыву и истиранию.
Хотите узнать больше о каучуке EPDM? Читайте здесь.
Резина SBR
Каучук SBR (стирол-бутадиеновый) является одним из первых синтетических каучуков, когда-либо изобретенных. Он обладает многими из тех же свойств, что и натуральный каучук, но основан на нефти, а не на основе латекса.
В ходе исследований и разработок во время Второй мировой войны неопрен и бутадиен-стирольный каучук стали пригодными материалами для производства резиновых изделий. Сегодня каучук SBR чаще всего используется в сочетании с натуральным каучуком, а не в качестве заменителя.
Плюсы и минусы резины SBR
Резина SBR имеет отличные характеристики истирания и достаточно хорошие свойства на разрыв и удлинение. Он устойчив к истиранию, разрывам, электричеству, трещинам, жидкостям не на нефтяной основе, запахам и, в некоторой степени, теплу. Он также имеет низкий набор компрессии.
Каучук SBR имеет недостатки, аналогичные натуральному каучуку. Оба они демонстрируют плохую масло- и озоностойкость. Резина SBR также имеет низкую прочность на растяжение.
Хотите узнать больше о резине SBR? Читайте здесь.
Неопреновый каучук / хлоропреновый каучук
Неопреновый каучук получают путем полимеризации хлоропрена. Это идеальный выбор для любого продукта, требующего нефтяных масел и устойчивости к атмосферным воздействиям. В отличие от других резиновых материалов, которые делают одно или другое, неопреновый каучук хорошо работает при воздействии нефтепродуктов, но также обладает устойчивостью к озону, ультрафиолетовому излучению и кислороду. Неопрен также легко приклеивается к различным подложкам.
Плюсы и минусы неопреновой резины
Основным преимуществом неопренового каучука является его способность противостоять нефтепродуктам и погодным условиям. Большинство накладок допускают только одно или другое. Он также демонстрирует отличное сцепление с подложками.
Неопреновый каучук может быть устойчивым к большему количеству элементов, чем другие типы каучука, но он не может противостоять всему. Его основные недостатки заключаются в том, что он не устойчив к растворителям и имеет лишь умеренную водостойкость.
Хотите узнать больше о неопрене? Читайте здесь.
Нитриловый каучук / каучук NBR
Нитрильный каучук также называют нитрил-бутадиен-каучуком, NBR, Buna-N и акрилонитрил-бутадиен-каучуком. Это синтетический каучук, который обычно является идеальным выбором для любого продукта, требующего устойчивости к нефтепродуктам (маслам или газам).
Этот материал, как и многие другие синтетические каучуки, приобрел популярность во время Второй мировой войны, когда ресурсы натурального каучука во всем мире были в дефиците. Сегодня нитриловый каучук используется в основном тогда, когда требуется устойчивость к нефти. Это обычная основа для прокладок, уплотнительных колец и других типов уплотнений.
Плюсы и минусы нитрилового каучука
Самым большим преимуществом нитрильного каучука является его устойчивость к нефти, но он также обладает рядом других полезных свойств. Обладает отличной стойкостью к истиранию, хорошей устойчивостью к разрыву и низкой остаточной деформацией при сжатии.
Однако нитриловый каучук не идеален для применений, требующих длительного воздействия озона или тепла. Он не устойчив к этим элементам или пламени и имеет только умеренный диапазон рабочих температур.
Хотите узнать больше о нитриловом каучуке? Читайте здесь.
Бутилкаучук
Бутилкаучук — синтетический каучук, ценящийся за низкую газо- и влагопроницаемость, гашение вибрации. Формованный бутилкаучук также обладает хорошей устойчивостью к тепловому старению, истиранию и разрыву и может быть хорошим электрическим изолятором.
Плюсы и минусы бутилкаучука
Одним из основных преимуществ бутилкаучука является его отличная газо- и влагопроницаемость, но есть и ряд других характеристик, которые делают его подходящим вариантом для ваших нужд. Обладает отличным гашением вибраций и устойчивостью к теплу, УФ-излучению и озону. Он также обладает химической инертностью, что означает, что он не вступает в реакцию в сочетании с другими материалами.
Основным недостатком бутилкаучука является его стоимость. В большинстве случаев вместо него можно использовать аналогичный, менее дорогой и простой в обработке резиновый материал. Он также сложен в обработке. С точки зрения производительности, он имеет лишь скромный диапазон рабочих температур и демонстрирует плохую устойчивость к нефтепродуктам.
Хотите узнать больше о бутилкаучуке? Читайте здесь.
Фторкаучук/Витон®
Фторэластомерный каучук – каучук Viton® является идеальным выбором для любого продукта, который подвергается воздействию экстремальных температур или жидкостей. Это высокоэффективная резина, специально разработанная для того, чтобы выдерживать эти экстремальные условия. Фторэластомеры также обладают низкой газопроницаемостью. Типичные области применения включают уплотнительные кольца, уплотнения и прокладки, которые должны выдерживать агрессивную температуру или химическое воздействие.
Плюсы и минусы фторкаучука/витона®
Когда фторэластомеры должны выдерживать высокие температуры или химическое воздействие, они подходят, выдерживая температуры до 480º F! Они имеют большую устойчивость к температуре и большинству химических веществ, а также к ультрафиолетовому излучению и озону.
Однако, поскольку фторэластомеры предназначены для таких конкретных случаев и требуют предельной устойчивости, они стоят дороже, чем любой другой каучуковый материал в этом списке. Помимо этого, другие недостатки включают плохую устойчивость к горячей воде и пару и довольно низкую температурную гибкость.
Хотите узнать больше о фторэластомерном каучуке? Читайте здесь.
Силиконовая резина
Силиконовый каучук — это третья категория каучука, существующая помимо натуральных и синтетических каучуков. Это идеальный выбор для любого продукта, требующего высокой или низкой термостойкости. Он универсален и очень долговечен. Силиконовый каучук остается гибким и обеспечивает отличную остаточную деформацию при сжатии во всем диапазоне температур. Эти свойства в сочетании с простотой использования в производстве означают, что силиконовый каучук можно найти в самых разных потребительских товарах. Он также широко используется в таких отраслях, как аэрокосмическая, строительная, медицинская и автомобильная.
Плюсы и минусы силиконовой резины
Силиконовый каучук обладает одними из лучших экстремальных температурных свойств, которые существуют в мире каучуков. Он также имеет хороший набор для сжатия и отличные тактильные ощущения, что делает его хорошим выбором для потребительских товаров.
Основным недостатком силиконового каучука является его сопротивление разрыву и истиранию. Он имеет плохую стойкость к истиранию и лишь удовлетворительную стойкость к разрыву.
Хотите узнать больше о силиконовой резине? Читайте здесь.
Различные типы резины
Этот список надежный, но не исчерпывающий. На рынке также доступны другие, менее используемые типы каучука. Кроме того, многие из перечисленных выше типов каучуков можно комбинировать для оптимизации определенных свойств в зависимости от желаемого применения.
Лучший способ узнать, какая резина идеально подходит для вашего продукта или потребности, — это проконсультироваться с опытной компанией по производству резины. Если у вас есть хорошее представление о том, что вам нужно, или вы находитесь в полном неведении, разговор с опытным специалистом по резине поможет вам определить путь вперед.
Свяжитесь с Custom Rubber Corp. сегодня, чтобы получить ответы на все вопросы, связанные с резиной. Задайте вопрос, получите цитату или зайдите, чтобы поздороваться здесь.
Неэкологичный натуральный каучук представляет серьезную угрозу для дикой природы и людей | Пресс-релизы | Азия
Первый в мире анализ производителей натурального каучука, проведенный ZSL SPOTT, выявил проблемы с прозрачностью в сектореИспользуется в повседневных товарах, таких как шины, коврики для йоги, обувь и презервативы. Глобальному производству натурального каучука не хватает прозрачности и последующих обязательств по обеспечению устойчивости для защиты как людей, так и дикой природы.
Это результат первого в мире анализа производства натурального каучука, проведенного международной благотворительной организацией по охране природы ZSL (Лондонское зоологическое общество), которая провела оценку 15 наиболее значительных компаний по производству натурального каучука и рассчитала средний балл всего 35 процентов по SPOTT (Инструментарий прозрачности политики устойчивого развития).
В отличие от других отраслей промышленности, таких как пальмовое масло или деревообработка, которые подвергаются сильному внешнему давлению с целью повышения устойчивости, натуральный каучук часто упускается из виду. Это связано с тем, что 85 процентов мирового предложения производится мелкими землевладельцами, состоящими из местных жителей, возделывающих небольшие участки земли и неспособных покрыть расходы, связанные с переходом на более устойчивые методы.
SPOTT ZSL оценил 15 компаний-производителей и переработчиков (представляющих 13,5% мировых земель, используемых сектором) по 120 показателям прозрачности. Анализ, опубликованный сегодня (вторник, 26 ноября), показал, что средний балл составляет 35 процентов. Это не отличается от других отраслей, таких как пальмовое масло, и перекликается с призывом многих природоохранных организаций о том, что компании должны делать больше, если они хотят повысить устойчивость своих отраслей и ограничить свое воздействие на дикую природу.
Кроме того, несмотря на то, что компании придерживаются определенных экологических, социальных или управленческих политик (ESG), гораздо меньше компаний сообщают о каких-либо доказательствах их реализации: 11 из 15 (73%) взяли на себя обязательства по сохранению биоразнообразия, и только 4 из 15 ( 27 процентов) сообщают о выявлении видов, требующих сохранения, и только 7 из 15 (47 процентов) приводят примеры управления сохранением видов или местообитаний. Выявление находящихся под угрозой исчезновения видов на территории компании часто является первым шагом к пониманию того, как лучше их защитить.
Эстер Уэйнрайт-Дери, координатор исследований SPOTT в ZSL, сказала: «После успешного применения нашей модели SPOTT к производству пальмового масла, а также к лесоматериалам и целлюлозе мы расширились, чтобы охватить производство каучука из-за влияния, которое сектор в настоящее время оказывает на дикая природа и люди по всей Азии.
«Поскольку 85% натурального каучука в мире производится мелкими землевладельцами, компаниям важно не только сосредоточиться на обеспечении устойчивости собственных операций, но и поддерживать всех своих поставщиков, включая мелких землевладельцев. Хотя значительная часть компаний знает об этом, только 4 из 14 (29процентов) предоставить любую информацию или доказательства того, как они в настоящее время привлекают или оценивают их. Это жизненно важно, если мы хотим, чтобы сектор натурального каучука в целом, включая мелких землевладельцев, стал более устойчивым».
Произведенный из латексного сока каучукового дерева ( Hevea brasiliensis) , тропического дерева, произрастающего в Латинской Америке, натуральный каучук в основном выращивают в тропических регионах Азии, причем шесть стран обеспечивают 95 процентов мирового производства, в том числе Таиланд, Индонезия, Малайзия, Вьетнам, Индия и Китай – почти 12 миллионов гектаров.
Быстрое распространение крупномасштабных монокультур натурального каучука в Юго-Восточной Азии за последние три десятилетия привело к тому, что естественные леса, богатые дикой природой, были превращены в каучуковые деревья, что повлияло на среду обитания исчезающих диких животных, таких как серебристые лангуры ( Trachypithecus cristatus ) и азиатские слоны ( Elephas maximus ).
В основном используется в медицинской и автомобильной промышленности, где 75% натурального каучука используется для шин. В 2017 г. производители создали Глобальную платформу устойчивого использования натурального каучука. Инициатива, влияние которой стало очевидным, поскольку анализ показал, что 5 из 15 компаний набрал в среднем 48,7% по сравнению с 27,8% для компаний, не входящих в GPSNR. В качестве члена ZSL поддерживает его видение и участвует в разработке программы устойчивого развития натурального каучука.
Стефано Сави, директор GPSNR, сказал: «Глобальная платформа устойчивого использования натурального каучука работает над улучшением соблюдения прав человека, предотвращением захвата земель и вырубки лесов, защитой биоразнообразия и водных ресурсов, повышением урожайности и повышением прозрачности и отслеживаемости цепочки поставок. . Прозрачность является ключевым направлением для GPSNR, поскольку она имеет основополагающее значение для достижения устойчивой цепочки создания стоимости в любом сырьевом секторе, и натуральный каучук не является исключением. Отслеживание прозрачности может стать для компаний важным стимулом для улучшения и выполнения своих обязательств в области устойчивого развития».
Полный отчет об оценке можно найти здесь: www.SPOTT.org/natural-rubber
Примечания для редакторов Контакты для СМИЭмма Акерли, [email protected] / +44 (0)20 7449 6288
Если журналистам требуется мнение инвестора, вы можете связаться с: МэриКейт Буллен, директором по устойчивому развитию и коммуникациям в New Forest, чтобы получить цитаты по адресу [email protected]
Связанные изображения доступны здесь: https://zslondon.sharefile.com/d-saa8d9285e7c48d08 Что такое каучук? Каучук бывает двух видов: натуральный и синтетический. Натуральный каучук можно производить из нескольких разных видов, и даже из одуванчиков, но в промышленности чаще всего используется Hevea brasiliensis , тропическое дерево, произрастающее в Латинской Америке. Натуральный каучук производится из латексного сока каучукового дерева, а синтетический каучук производится из сырой нефти.
Хотя большинство резиновых изделий в настоящее время производится с использованием синтетического каучука, натуральный каучук обладает уникальными характеристиками, такими как высокая механическая стойкость или упругость, что делает его важным ингредиентом для многих продуктов. В 2017 году 46,5% мирового потребления каучука приходилось на натуральный каучук, и около 70% этого объема использовалось в шинной промышленности.
Производители шин используют комбинацию натурального и синтетического каучука, потому что оба обладают важными для шин свойствами, и в настоящее время невозможно полностью заменить натуральный каучук синтетическим — например, авиационные шины изготавливаются из 100% натурального каучука.
Быстрое распространение монокультур натурального каучука за последние десятилетия, удвоившееся с 5,5 млн га до 11 млн га в период с 1983 по 2016 год, привело к таким же экологическим и социальным последствиям, как и другие товары, выращиваемые на плантациях, и ожидается, что спрос на натуральный каучук вырастет еще больше в в краткосрочной и среднесрочной перспективе, хотя есть также прогнозы перепроизводства в ближайшие несколько лет.
www.spott.org/news/rubber-does-natural-mean-sustainable/
Оценка натурального каучука ОценкаSPOTT была сосредоточена на компаниях с крупными плантациями каучука, поскольку они напрямую связаны с наибольшим потенциальным воздействием на окружающую среду и социальную сферу. В то же время эти компании также обладают наибольшим потенциалом для обеспечения устойчивых изменений в секторе. Однако негативные последствия также представляют собой финансовые, нормативные и репутационные риски для финансовых учреждений и компаний, занимающихся переработкой.
Анализ ZSL также показал, что 9 из 14 (64%) и берут на себя обязательства, и предоставляют доказательства поддержки мелких землевладельцев – шаг в правильном направлении. Тем не менее, отсутствует информация о прослеживаемости. Только 5 из 14 (36 процентов) обязуются обеспечивать прослеживаемость для всей своей цепочки поставок и в целом о том, как они привлекают или оценивают своих поставщиков на предмет соблюдения их политик, поскольку только 6 из 15 (40%) предоставляют какую-либо информацию по этому поводу.
Вода также является еще одной областью, которую можно радикально улучшить, поскольку производство является водоемким процессом, но только 1 из 15 (7 процентов) имеет четкое и всестороннее обязательство по улучшению использования воды, а 2 из 14 (14 процентов) цент) для улучшения качества воды.
Другие более общие серьезные проблемы с промышленностью натурального каучука связаны с культурой подъема и спада, в то время как цены растут, люди сажают много каучуковых деревьев, но семь лет спустя, когда деревья начинают давать урожай, возникают излишки, и цены падают. Поскольку отрасль на 85% состоит из мелких землевладельцев, но многие «посредники» берут свою долю до финальных стадий, цены низкие и неприемлемые для семей.
Выбор компанииПринимая во внимание потребности пользователей SPOTT и стремясь определить компании и географические регионы, способные оказать положительное влияние, мы выбрали 15 производителей и переработчиков натурального каучука на основе следующих общих соображений:
- Площадь земель, находящихся в собственности или в аренде
- Рыночная капитализация
- Назначено заинтересованными сторонами из финансового сектора, покупателями и другими пользователями SPOTT (опционально анонимно)
- Операции также в секторах производства пальмового масла или древесины и целлюлозы, оцениваемые по SPOTT
- Бакри Суматера*
- Бриджстоун
- FELCRA Берхад Малайзия*
- Группа Блаттнер Элвин*
- Халкион Агри
- Хоанг Ань Зя Лай (HAGL) Группа
- Индофуд Агри*
- Дж. А. УОТТИ ТБК
- Кирана Мегатара
- Роял Лестари Утама
- Сампоерна Агро*
- Группа Сиат
- Сокфин*
- Société Internationale de Plantations d’Hévéas (SIPH)
- Вьетнамская резиновая группа (VRG)
* Эти компании также оцениваются SPOTT в отношении их операций с пальмовым маслом. Groupe Blattner Elwyn также подвергается оценке в связи с ее операциями с древесиной и целлюлозой.
www.spott.org/news/15-natural-rubber-producers-selected-for-inaugural-spott-assessments/
Назначить производителей каучукаПожалуйста, свяжитесь с командой SPOTT, если вы хотите номинировать компанию по производству натурального каучука, которую вы хотели бы видеть на SPOTT, здесь: www.spott.org/contact/
О компании SPOTT Разработанная Зоологическим обществом Лондона (ZSL), SPOTT представляет собой онлайн-платформу, поддерживающую устойчивое производство товаров и торговлю ими. Отслеживая прозрачность, SPOTT стимулирует внедрение лучших корпоративных практик.
SPOTT оценивает производителей и продавцов сырьевых товаров на предмет публичного раскрытия их политики, операций и обязательств, связанных с экологическими, социальными и управленческими вопросами (ESG). SPOTT ежегодно оценивает компании по отраслевым показателям, чтобы оценить их прогресс с течением времени. Инвесторы, покупатели и другие ключевые влиятельные лица могут использовать оценки SPOTT для информирования заинтересованных сторон, управления рисками и повышения прозрачности отрасли.
Для получения дополнительной информации посетите сайт www.SPOTT.org
ZSL (Лондонское зоологическое общество) Основанное в 1826 году, ZSL (Лондонское зоологическое общество) является международной научной, природоохранной и образовательной благотворительной организацией, миссия которой состоит в содействии и достижении сохранения животных и мест их обитания во всем мире. Наша миссия реализуется благодаря нашей новаторской науке, нашим активным природоохранным проектам в более чем 50 странах и нашим двум зоопаркам, ZSL London Zoo и ZSL Whipsnade Zoo. Для получения дополнительной информации посетите www.zsl.org
Глобальная платформа устойчивого развития натурального каучука — это международная многосторонняя организация с добровольным членством, миссией которой является улучшение социально-экономических и экологических показателей производственно-сбытовой цепочки натурального каучука. Разработка GPSNR была инициирована руководителями Проекта шинной промышленности (TIP) Всемирного делового совета по устойчивому развитию (WBCSD) в ноябре 2017 года. В настоящее время участниками платформы являются производители, переработчики и трейдеры, производители шин и другие производители/покупатели каучука. , Автопроизводители, другие последующие пользователи и финансовые учреждения, а также гражданское общество. Представители каждой из этих групп заинтересованных сторон вносят свой вклад в разработку базирующейся в Сингапуре платформы и широкого набора приоритетов, которые будут определять стратегию и цели GPSNR. www.gpsnr.org
Фотографии, видео или графические изображения, распространяемые ZSL (Лондонским зоологическим обществом) для поддержки данного пресс-релиза, могут использоваться только в редакционных целях для одновременной иллюстрации событий, вещей или людей на изображении или фактов, упомянутых в пресс-релизе или подпись к изображению. Для повторного использования изображения или видео требуется дополнительное разрешение пресс-службы ZSL.
Общий регламент по защите данных (GDPR) В настоящее время вы зарегистрированы в базе данных Лондонского зоологического общества (ZSL) как контактное лицо для прессы. Мы классифицируем контакты с прессой как журналистов, сотрудников прессы и тех, кто работает в области научных коммуникаций, которые помогли ZSL продолжить свою миссию, чтобы обеспечить доступ общественности к лучшим научным данным и опыту через средства массовой информации, когда наука попадает в заголовки.
В соответствии с новым Общим регламентом по защите данных (GDPR) мы сообщаем вам, что храним и обрабатываем ваши данные в соответствии с законными интересами. В любое время вы можете возразить против хранения или обработки ваших данных, и мы удалим вас из нашей базы данных. Более подробная информация о том, что мы храним, почему мы храним и для чего используем, доступна в нашем положении о конфиденциальности. Если у вас возникнут дополнительные вопросы, свяжитесь с нами.
Производство резиновых изделий (93-106) | NIOSH
Сентябрь 1993 г.
Номер публикации DHHS (NIOSH) 93-106
Предисловие
На этой странице
- Предисловие
- Аннотация
- Введение
- Фон
- Краткое описание воздействия на здоровье
- Попытки охарактеризовать воздействия
- Потребности в исследованиях
- Выводы
- Каталожные номера
- Благодарности
- Отказ от ответственности
Закон о безопасности и гигиене труда 1970 года подчеркивает необходимость стандартов для защиты здоровья и безопасности американских рабочих. Чтобы удовлетворить эту потребность, Национальный институт безопасности и гигиены труда (NIOSH) разработал стратегию распространения информации, которая поможет работодателям защитить своих работников от опасностей на рабочем месте. Эта стратегия включает в себя разработку специальных обзоров опасностей NIOSH, которые поддерживают и дополняют основные мероприятия Института по разработке стандартов и документированию опасностей. Эти документы касаются опасностей, которые заслуживают изучения и внимания со стороны научного сообщества, хотя в настоящее время они не подходят для всестороннего рассмотрения в критериальном документе или бюллетене текущих разведданных. Специальные обзоры опасностей NIOSH распространяются среди специалистов по гигиене труда в целом — в промышленности, торговых ассоциациях, профсоюзах, а также среди академических и научных сообществ.
Abstract
Повышенная смертность от рака мочевого пузыря, желудка, легких, кроветворной и других форм рака отмечается среди рабочих, занятых в производстве резиновых изделий. Эти работники также могут подвергаться риску неблагоприятных респираторных эффектов, дерматологических эффектов, репродуктивных эффектов, травм и повторяющихся травматических расстройств. Неблагоприятное воздействие на здоровье нельзя отнести к одному химическому веществу или группе химических веществ, поскольку воздействие на рабочем месте сильно различается, а химические составы часто меняются. Эпидемиологические, токсикологические исследования и исследования в области промышленной гигиены необходимы для оценки риска развития рака и других неблагоприятных последствий для здоровья работников резинотехнических изделий.
Введение
Во многих эпидемиологических исследованиях сообщается о повышенной смертности от рака мочевого пузыря, желудка, легких, кроветворной и других форм рака среди рабочих, занимающихся производством шин и других изделий из резины. Большинство этих избыточных смертей нельзя отнести к конкретному химическому веществу, потому что (1) воздействие на рабочем месте связано со многими отдельными химическими веществами и их комбинациями, и (2) происходят изменения в химических составах. Большинство химических веществ, используемых в этих отраслях, не тестировались на канцерогенность или токсичность, и для них не установлены допустимые пределы воздействия (PEL) Управления по охране труда и здоровья (OSHA) или рекомендованные Национальным институтом охраны труда и здоровья (NIOSH) пределы воздействия ( REL). это Special NIOSH Hazard Review резюмирует неблагоприятные последствия для здоровья рабочих в производстве резиновых изделий; в нем также рассматриваются исследования, необходимые для оценки и предотвращения этих эффектов.
Фон
Возможность воздействия на рабочих
Резиновые изделия, такие как автомобильные шины, молдинги для автомобилей и бытовой техники, резиновые ленты, резиновые перчатки и профилактические средства, являются важной частью современной жизни. Однако производство этих изделий включает в себя воздействие тепла, давления и каталитического воздействия на разнородные смеси сотен химических веществ во время различных производственных процессов. В результате рабочая среда может быть загрязнена пылью, газами, парами, парами и химическими побочными продуктами (например, нитрозаминами). Рабочие могут подвергаться этим опасностям при вдыхании и попадании на кожу во время обработки резины и производства продукции. Также могут присутствовать физические опасности, такие как шум, повторяющиеся движения и подъем. Перед учеными в области здравоохранения стояла задача определить эти воздействия и условия труда при исследовании здоровья работников резиновых изделий.
В производстве резиновых изделий занято значительное количество рабочих. Например, в 1989 году около 54 600 рабочих в США были заняты в производстве шин и камер, а 132 500 рабочих были заняты в производстве нешинных резиновых изделий (Стандартные отраслевые классификации [SIC] 3021, 3052, 3053, 3061 и 3069; обратите внимание, что SIC 3021 и 3052 включают пластмассовые изделия и не могут быть подразделены [см. Таблицу 1]) [U.S. Министерство торговли, 1991].
Текущие пределы воздействия
Хотя продукты и побочные продукты производства шин и других видов резины содержат сотни химических веществ, только небольшая их часть подпадает под действие применимых федеральных стандартов гигиены труда [29 CFR * 1910]. * Свод федеральных правил . См. CFR в ссылках.
Таблица 1.
Численность производственных рабочих в производстве резинотехнических изделий в США: 1977, 1987 и 1989 гг. * (в тысячах)
* Данные Министерства торговли США [1990, 1991].
† SIC = Стандартная отраслевая классификация.
‡ NA = нет данных (определение отрасли является новым для переписи производителей 1987 года).
Краткий обзор последствий для здоровья
Исторически сложилось так, что рак был хроническим заболеванием, о котором чаще всего сообщалось в когортных исследованиях рабочих, производящих резиновые изделия. В конце 1940-х годов сообщалось, что британские рабочие, работающие с каучуком, подвергались повышенному риску рака мочевого пузыря из-за воздействия антиоксиданта, содержащего 1-нафтиламин (альфа-нафтиламин) и 2-нафтиламин (бета-нафтиламин) [Case and Hosker 19].54]. В Соединенных Штатах ранние исследования Mancuso et al. [1968] выявили повышенную смертность от рака среди рабочих из Огайо, занятых на производстве резиновых изделий в 1938 и 1939 годах; эти исследователи рекомендовали дополнительные исследования американских рабочих по производству каучука. В 1970 году Объединение рабочих по резине, пробке, линолеуму и пластмассе Америки (URW) объединилось с шестью крупными американскими каучуковыми компаниями для создания совместной программы гигиены труда. Со Школами общественного здравоохранения Гарвардского университета и Университета Северной Каролины был заключен контракт на проведение эпидемиологических исследований среди рабочих, работающих с каучуком, в которых особое внимание уделялось заболеваемости раком и смертности от рака [IARC 1982]. В результате этих исследований было подготовлено большое количество опубликованных и неопубликованных отчетов, пока программа не была прекращена в 1980 году. Основными сообщаемыми неблагоприятными последствиями для здоровья были рак и респираторные эффекты (например, снижение функции легких, стеснение в груди, одышка, и другие респираторные симптомы).
В настоящее время риск развития рака и других хронических заболеваний у работников резинотехнических изделий неизвестен из-за отсутствия существенных эпидемиологических исследований и исследований в области промышленной гигиены в последнее десятилетие. Также отсутствуют данные о токсичности многих химических составов, используемых в производстве шин и других материалов. Категории добавок к резиновым смесям могут включать следующие [IARC 1982]:
- Ускорители
- Масла (технологические и наполнители)
- Антиоксиданты
- Органические вулканизаторы
- Антиозонанты
- Пигментные смеси
- Средства против клещей
- Пластификаторы
- Побочные химические продукты
- Армирующие добавки
- Лечебные пары
- Смолы
- Удлинители
- Растворители
- Наполнители
Большинство исследований рака среди рабочих, производящих резиновые изделия, были проведены как ретроспективные когортные исследования или исследования смертности по методу «случай-контроль» среди рабочих, занятых в шинной и других отраслях промышленности в возрасте от 19 лет. 40 и 1975. Во многих из этих исследований сообщается о статистически значимом числе избыточных смертей от рака мочевого пузыря ( P <0,05) [Checkoway et al. 1981 год; Бовет и Лоб, 1980 г.; Монсон и Накано, 1976 г.; Негри и др. 1989 год; Fox and Collier 1976], лимфатический и гемопоэтический рак [Checkoway et al. 1984 год; Арп и др. 1983 год; Уилкоски и др. 1984 год; МакМайкл и др. 1975 год; Вольф и др. 1981 год; McGlothlin and Wilcox 1984], рак легкого [Fox et al. 1974 год; Чжан и др. 1989 год; Анджелкович и др. 1988 год; Делзелл и др. 1982; Делзелл и Монсон, 1985 г.; Монсон и Файн, 1978 г.; Паркс и др. 1982] и рак желудка [Blum et al. 1979 год; МакМайкл и др. 1974 год; Паркс и др. 1982 год; Анджелкович и др. 1977 год; Сорахан и др. 1989 год; Сорахан и др. 1986]. Повышенная смертность от рака толстой кишки [Delzell and Monson 1982], рака предстательной железы [Goldsmith et al. 1980], рак печени и желчевыводящих путей [Delzell and Monson 1982] и рак пищевода [Parkes et al. 1982] отмечены в отдельных исследованиях. Данные о профессиональном воздействии не существуют для большинства этих исследований и были оценены исторически. Неопределенность этих оценок воздействия усугубляется химическими составами, которые различаются для каждого предприятия или процесса.
В 1980 г. OSHA [1980] опубликовало отчет, информирующий рабочих, работающих с шинами, и работников, не занимающихся шинами, об их риске заболеть раком, о чем сообщалось в нескольких исследованиях, проведенных Гарвардским университетом и Университетом Северной Каролины [Monson and Fine 1978; Монсон и Накано, 1976 г.; МакМайкл и др. 1974, 1975, 1976а,б,в; Анджелкович и др. 1976 год; Тайролер и др. 1976 год; Анджелкович и др. 1977 год; Блюм и др. 1979].
В 1982 г. Международное агентство по изучению рака (IARC) опубликовало монографию по каучуковой промышленности, в которой оценивались доступные эпидемиологические, токсикологические данные и данные по промышленной гигиене [IARC 1982]. В этой монографии IARC пришел к выводу, что существует «достаточное» количество доказательств, связывающих лейкемию с профессиональным воздействием растворителей в резиновой промышленности; однако не существовало «четких доказательств», указывающих на избыточный рак мочевого пузыря у британских рабочих-каучуков, впервые принятых на работу после 1950 года, или у рабочих-каучуков в США. IARC также пришел к выводу в монографии, что данные были «ограниченными» для связи рака желудка, легких и кожи с профессиональным воздействием в резиновой промышленности и «неадекватными» для связи лимфомы и рака толстой кишки, простаты, головного мозга, щитовидной железы, поджелудочной железы и пищевода. с этими экспозициями.
NIOSH недавно рекомендовал меры по снижению воздействия на рабочих отолуидина и анилина (химические вещества, используемые в качестве промежуточных продуктов при производстве резиновых антиоксидантов и ускорителей) до минимально возможных концентраций [NIOSH 1990; Уорд и др. 1991]. Эпидемиологические данные, представленные NIOSH [1989], связывают профессиональное воздействие отолуидина и анилина с повышенным риском рака мочевого пузыря среди рабочих завода, производящего антиоксиданты и ускорители каучука. Однако неизвестно, существует ли аналогичный риск для рабочих, занятых в производстве резиновых изделий.
Респираторные эффекты
Исследования, проведенные Гарвардским университетом и Университетом Северной Каролины, сообщают об увеличении неблагоприятных респираторных эффектов (т. е. стеснения в груди, одышки, снижения легочной функции и других респираторных симптомов) среди рабочих, производящих резиновые изделия [ Файн и др. 1976 год; Файн и Питерс 1976; Уикс и др. 1981а,б; МакМайкл и др. 1976б]. Исследователи из Университета Северной Каролины также исследовали хроническую инвалидизирующую легочную болезнь среди рабочих, производящих резиновые изделия [Lednar et al. 1977]. Эмфизема была основной причиной досрочного выхода на пенсию из-за легочного заболевания среди рабочих, производящих резиновые изделия, которые вышли на пенсию из крупной компании в Огайо в период 1964–73. Сообщалось, что респираторные эффекты и хронические инвалидизирующие легочные заболевания более распространены среди рабочих, занятых в производстве резины, на участках вулканизации, обработки (предварительное смешивание, взвешивание, смешивание и нагревание сырьевых ингредиентов), а также отделки и контроля шинных и других заводов [Fine et al. 1976 год; Файн и Питерс 1976; Уикс и др. 1981а,б; МакМайкл и др. 1976б; Леднар и др. 1977]. Распространенность респираторных эффектов и заболеваний, возникающих в результате текущих профессиональных воздействий в промышленности по производству резиновых изделий, неизвестна.
Результаты одного исследования показали, что нафталиндиизоцианат (NDI) вызывает раздражение дыхательных путей у рабочих шинного завода в Швеции [Alexandersson et al. 1986]. Однако в другом исследовании среди 30 рабочих, вовлеченных в процесс термоинжекции синтетического хлоропренового каучука, не удалось идентифицировать ни одного агента как причину острых респираторных заболеваний, рецидивирующего бронхита с нарушением функции легких или периферической эозинофилии [Bascom et al. 1988, 1990]. Исследование, проведенное NIOSH в 1987 г. на девяти шинных заводах США, не выявило значительного роста заболеваемости пневмокониозом при обследовании 987 рентгенограмм грудной клетки рабочих в возрасте не менее 40 лет [Jankovic and Reger 1989].
Дерматологические эффекты
Контактный дерматит часто регистрировался среди работников резиновых изделий и еще чаще среди пользователей резиновых изделий [Taylor 1986]. Поперечное обследование 999 рабочих австралийского шинного завода показало, что распространенность профессионального контактного дерматита составляет 37 случаев на 1000 рабочих [Varigos and Dunt 19].81]. В таблице 2 перечислены химические вещества, используемые в производстве резиновых изделий в качестве сенсибилизирующих агентов при контактном дерматите.
С 1972 г. в нескольких оценках опасности для здоровья (HHE) NIOSH сообщалось о контактном дерматите на предприятиях, производящих шины и не шинные заводы, но в большинстве оценок (таблица 3) не удалось определить конкретное химическое вещество в качестве возбудителя [Gunter and Flesch 1977; Холлетт и Клемм, 1982; Уильямс и др. 1984 год; Руэ и др. 1975].
Бюро статистики труда (BLS) сообщило, что в производстве каучука и различных пластмасс (SIC 30) 1991 заболеваемость кожными заболеваниями или нарушениями (контактный дерматит, экзема или сыпь, вызванная первичными раздражителями и сенсибилизаторами) составила 19,0 случаев на 10 000 штатных работников [DOL 1993]. Этот уровень заболеваемости был девятым по величине среди 32 основных 2-значных отраслей SIC. Связь между дерматитом и химическими веществами, используемыми в этой отрасли, четко не определена [Williams et al. 1984], но некоторые химические вещества, вызывающие дерматит, больше не используются. Многие другие химические вещества, используемые сегодня в промышленности, не оценивались и не регулировались [Williams et al. 1984]. Отсутствие информации об источниках воздействия на рабочих (включая прямой контакт с сыпучими химическими веществами, обработанными запасами и оборудованием, загрязненным химическими веществами) усложняет определение связи между контактным дерматитом и конкретными химическими веществами [Williams et al. 1984].
Также сообщалось о пяти случаях витилиго (кожная депигментация) [O’Malley et al. 1988 год; О’Мэлли и Матиас, 1986]. Пять случаев были диагностированы среди 199 рабочих компании, которая производила гидравлические насосы с внутренней частью, изготовленной методом литья под давлением. Пара-трет-бутилфенол (PTBP) и 2,4-ди-трет-бутилфенол (DTBP) были определены как вероятные причины четырех из пяти случаев. Оба соединения присутствовали в резиновом сырье, с которым работали рабочие.
Влияние на репродуктивную функцию
Хотя исходы беременности изучались среди шведских и финских рабочих-каучуконосцев [Holmberg and Nurminen 1980; Линдбом и др. 1983 год; Хемминки и др. 1983 год; Аксельсон и др. 1983 год; Линдбом и др. 1991], никаких выводов сделать нельзя из-за неоднозначных результатов и отсутствия данных о профессиональном воздействии. NIOSH расследовал сообщения о самопроизвольных абортах среди американских рабочих, работающих с каучуком, но ни один из них нельзя было объяснить воздействием на рабочем месте [Boiano and Klemme 19].84; Беланже, 1981]. Исследователи нарушений репродуктивной функции и рода занятий редко изучали возможность синергетических эффектов, происходящих в отраслях, где рабочие сталкиваются с множеством воздействий [Rosenberg et al. 1987].
Таблица 2.
Агенты, которые, как сообщается, вызывают контактный дерматит у резиновых изделий,
Таблица 3.
NIOSH Surveys для контактного дерматита в шине и непревзойденных растениях
† См. также Ellish et al. [1977] и Suskind [1982] за другие исследования дерматита, проведенные на этом растении.
Травмы
В ежегодном обзоре BLS сообщается о показателях травматизма по отраслям в разбивке по общему числу случаев, случаев потери рабочего времени, случаев без летального исхода без потери рабочего времени и количества потерянных рабочих дней. Ежегодный опрос основан на стратифицированной случайной выборке работодателей и не включает самозанятых лиц, фермы с менее чем 11 работниками, работодателей, регулируемых федеральными законами о безопасности и гигиене труда, кроме Закона о безопасности и гигиене труда, или федеральными, государственными или местными законами. государственные учреждения. Обзор данных показывает, что уровень травматизма в резиновой промышленности и производстве различных пластмасс (SIC 30) составлял около 15,0 травм на 100 работников, занятых полный рабочий день, в 1988, 1989 и 1990 [DOL 1990, 1991, 1992]. Хотя в 1991 г. этот показатель снизился до 13,9 травм на 100 работников, занятых полный рабочий день, он по-прежнему оставался восьмым по величине среди 70 основных двузначных отраслей SIC [DOL 1993]. Другие коэффициенты заболеваемости для резиновых изделий по кодам SIC (например, коэффициенты заболеваемости в связи с потерянными рабочими днями) сопоставимы с показателями, зарегистрированными для других отраслей. Однако значимость этих сравнений не может быть определена без более конкретного анализа типа, частоты и распределения травм.
Расстройства с повторными травмами
«Расстройства, связанные с повторными травмами» — это широкая категория BLS, которая включает вызванную шумом потерю слуха, синовит, теносиновит, синдром запястного канала и другие состояния, возникающие в результате повторяющихся движений, вибрации или давления. Нет данных о количестве работников, работающих с каучуком и пластмассами, страдающих каждым из этих заболеваний, но общая заболеваемость в 1991 г. составляла 80,5 случаев на 10 000 рабочих, занятых полный рабочий день [DOL 1993]. Данные также показывают, что этот уровень заболеваемости ежегодно увеличивался с 1988, когда заболеваемость составляла 56,5 на 10 000 [DOL 1990, 1991, 1992, 1993]. Только 9 из 31 дополнительных 2-значных SIC-отраслей имеют более высокие уровни заболеваемости, а производство резиновой и пластмассовой обуви занимает 18-е место по величине (160,3 случая на 10 000) среди 138 3-значных SIC-отраслей [DOL 1993].
Попытки охарактеризовать воздействия
Исследования промышленной гигиены
В начале 1980-х годов NIOSH провел исследования промышленной гигиены в шинной и резиновой промышленности и рекомендовал внедрить технические средства контроля и ввести химические заменители для снижения воздействия токсичных веществ на рабочих. агенты [NIOSH 1983а, 1984]. Однако с тех пор было проведено несколько исследований, чтобы определить, были ли введены эти рекомендации.
Исследователи в Италии взяли пробы летучих веществ в трех местах: на участке вулканизации фабрики по производству подошв для обуви, на участке вулканизации и экструзии завода по восстановлению шин и на участке экструзии завода по производству изоляции электрических кабелей [Cocheo et al. 1983]. Было идентифицировано около 100 различных химических веществ, но последствия для здоровья, связанные с воздействием этих химических веществ, не изучались. Кроме того, неизвестно, являются ли идентифицированные химические вещества репрезентативными для выбросов других заводов.
Лабораторное исследование
В 1976 году в США было проведено лабораторное исследование по моделированию выбросов летучих веществ, выделяемых при вулканизации одного из составов каучука [Fraser and Rappaport 1976]. Хотя различные соединения были идентифицированы как загрязняющие вещества в сырье или как продукты реакции, все составы каучука содержат разные ингредиенты.
Национальное исследование профессионального воздействия
Национальное исследование профессионального воздействия (NOES) перечисляет множество химических и других возможных опасностей (например, повышенная температура, вибрация всего тела, инфракрасное и микроволновое излучение, ударный шум, манипуляции с запястьем и т. д.), обнаруженных в 37 шинные и нешинные заводы опрошенных из 19с 81 по 1983 год [NIOSH 1983b]. В опросе приняли участие около 19 500 рабочих. Большинство обследований NOES проводилось в рабочих зонах заводов по производству резинотехнических изделий (SIC 3069), где было выявлено более 1000 потенциальных химических опасностей. Хотя результаты NOES оценивают количество и распределение рабочих, потенциально подверженных этим опасностям, они не предоставляют количественных данных о воздействии.
Отчеты OSHA
Отчеты об инспекциях OSHA были проанализированы для выявления профессиональных воздействий, которые наиболее часто обнаруживались на заводах по производству шин и других изделий, и для определения того, превышают ли какие-либо из этих воздействий стандарты OSHA. Данные были проанализированы в результате проверок OSHA, проведенных в период 1982–90 в производстве шин и камер (SIC 3011), производстве резиновой и пластиковой обуви (SIC 3021), производстве резиновых и пластмассовых шлангов (SIC 3052) и производстве резинотехнических изделий (SIC 3069) [OSHA 1990]. OSHA может выдавать предупреждения за химическое воздействие, превышающее PEL, неспособность снизить опасность, отсутствие надлежащего технического контроля и средств индивидуальной защиты, отсутствие надлежащего обучения, отсутствие медицинского наблюдения или несоблюдение других стандартов безопасности и гигиены труда. . Из приведенных опасностей во всех четырех этих кодах SIC был отмечен только непрерывный или прерывистый шум. Однако, поскольку не все объекты были проинспектированы и наблюдалась лишь небольшая часть рабочих, эти данные не дают адекватной информации о рисках для здоровья и безопасности в этой отрасли. Например, хотя большинство инспекций проводилось в производстве резинотехнических изделий (SIC 3069), было проинспектировано лишь около одной трети всех предприятий этой отрасли. Кроме того, вещества, контролируемые в ходе этих инспекций OSHA, как правило, имели PEL OSHA и методы отбора проб [29 CFR 1910]. Таким образом, контролируемые вещества, возможно, не были веществами, представляющими наибольшую опасность. Stewart и Rice [1990] предложили провести исследование, чтобы определить, является ли база данных OSHA результатов мониторинга репрезентативной для национальных ситуаций облучения.
Research Needs
При отсутствии актуальных эпидемиологических данных и данных о профессиональном воздействии, информации о химических составах и анализах конкретных травм невозможно оценить риск, который представляет для рабочих, производящих резиновые изделия, рак, другие профессиональные заболевания и определенные травмы. Опасности, существующие сегодня, могут отличаться от тех, что были в прошлом, из-за изменений в химических составах и внедрения автоматизированных процессов. Для количественной оценки рисков для здоровья работников резинотехнических изделий необходимы следующие виды исследований:
- Оценка опасного воздействия
- Оценка мер контроля
- Эпидемиологическое исследование
- Сбор данных о травмах
- Оценка программ охраны труда и техники безопасности
- Идентификация соединений или групп веществ
Оценка опасного воздействия
Исследования характеристик промышленной гигиены должны проводиться на заводах по производству шин и других изделий для дальнейшей оценки опасных агентов. Эти данные следует использовать для реконструкции исторических воздействий (например, воздушно-капельных и кожных).
Оценка мер контроля
Эффективность мер контроля (например, технических средств контроля и средств индивидуальной защиты и одежды) следует оценивать на предприятиях, производящих шины и другие виды продукции. Такая оценка должна включать передачу новых и инновационных технологий между отраслями. Например, NIOSH изучил меры контроля операций по разгрузке мешков и взвешиванию порошка в других отраслях, где обрабатываются порошкообразные материалы [Gressel and Fischbach 19].89; Грессел и др. 1987 год; Хайтбринк и МакКиннери, 1986 г.; Купер и др. 1989].
Необходимы исследования для определения типа и объема информации о личной гигиене, сообщаемой работникам производства резиновых изделий (например, информация, описанная OSHA [1980]). Практика, рекомендованная OSHA, включает (1) удаление химических загрязнителей перед едой, питьем, курением или использованием косметики, (2) воздержание от еды, питья или курения на рабочих местах, (3) принятие душа перед уходом домой и (4) оставлять защитную одежду на работе. Следует также изучить применение этих методов работниками резиновых изделий.
Эпидемиологические исследования
С 1980 года по настоящее время существует пробел в эпидемиологических исследованиях среди работников резинотехнических изделий. Только три ретроспективных когортных исследования смертности были опубликованы после проведенных Гарвардским университетом и Университетом Северной Каролины [Carlo et al., 1993; Негри и др. 1989 год; Чжан и др. 1989]. Необходимы обновленные ретроспективные когортные анализы и другие эпидемиологические модели, чтобы определить, рискуют ли нынешние работники в этой отрасли заболеть раком и другими неблагоприятными последствиями для здоровья, такими как респираторные заболевания, кожные заболевания и нарушения репродуктивной функции. Поперечное обследование должно проводиться на предприятиях, производящих резиновые изделия, для определения распространенности кожных заболеваний и повторяющихся травм.
Сбор данных о травмах
Подробные данные о травмах (например, данные о типах и тяжести травм в рамках конкретного рабочего процесса) должны быть собраны для определения областей, в которых могут быть реализованы превентивные меры, такие как обучение и обучение работников. Ежегодный обзор BLS сообщает о частоте травм, но не о типах травм. И наоборот, уровни травматизма можно рассчитать на основе данных BLS Supplementary Data System [DOL 1987], но исключение 90 840 ‡ 90 841 данных о занятости не позволяет рассчитать действительные коэффициенты [U.S. Министерство торговли 1987].
Данные скрывают Бюро переписи населения США во многих штатах, чтобы предотвратить раскрытие данных о занятости, которые могут идентифицировать деятельность конкретных заводов. Эта практика соответствует федеральному постановлению, запрещающему публикацию данных, которые могут раскрывать деятельность отдельного работодателя [U.S. Министерство торговли, 1987].
Оценка программ охраны труда и техники безопасности
Уровень травматизма в 1991 г. в резиновой промышленности и производстве различных пластмасс (SIC 30) был восьмым по величине среди 70 основных двузначных SIC отраслей [DOL 1993]. Текущие программы охраны труда и техники безопасности в производстве резиновых изделий должны быть оценены, чтобы определить, адекватно ли они учитывают потребность в снижении травматизма.
Идентификация соединений или групп веществ
Хотя были проведены токсикологические исследования химических веществ, используемых или образующихся при производстве резиновых изделий [Cox 1989; Сустен и др. 1985 год; Хеденштедт и др. 1979, 1981; Хеденштедт 1982; Доннер и др. 1983 год; МАИР 1982 г.; NTP 1992], в это исследование была включена лишь небольшая часть всех используемых химикатов. Исследователи предположили, что вместо того, чтобы сосредотачиваться на отдельных химических веществах, исследования в резиновой промышленности должны быть направлены на соединения или группы веществ, таких как ускорители или пары вулканизации [Holmberg and Sj?str?m 1980; МАИР, 1982]. Это исследование должно включать систематическую идентификацию и количественный анализ органических паров и газов, образующихся при нагревании и отверждении резиновых смесей.
Выводы
Эпидемиологические, токсикологические исследования и исследования в области промышленной гигиены необходимы для оценки риска развития рака и других заболеваний в результате текущих профессиональных воздействий. Детальный анализ травматизма рабочих также необходим для определения направлений обучения рабочих и других профилактических мер. Следует внимательно следить за результатами будущих исследований, чтобы определить, следует ли разрабатывать рекомендации федеральным регулирующим органам для промышленности по производству резиновых изделий.
Ссылки
Abbate C, Polito I, Puglisi A, Brecciaroli R, Tanzariello A, German¢ D [1989]. Дерматозы от резорцина у шинников. Br J Ind Med 46 : 212–214.
Александерссон Р., Густафссон П., Хеденшерна Г., Розен Г. [1986]. Воздействие нафталиндиизоцианата на каучуковый завод: симптомы и функция легких. Arch Environ Health 41 (2):85–89.
Анджелкович Д.А., Абдельгани Н., Мэтью Р.М., Блюм С. [1988]. Исследование случай-контроль рака легких на заводе по производству каучука. Am J Ind Med 14 :559–574.
Анджелкович Д., Таулби Дж., Саймонс М. [1976]. Смертность когорты резиновых рабочих, 1964–1973 гг. J Occup Med 18 (6): 387–394.
Анджелкович Д., Таулби Дж., Саймонс М., Уильямс Т. [1977]. Смертность каучуков в зависимости от стажа работы. J Occup Med 19 (6):397–405.
Arp EW Jr., Wolf PH, Checkoway H [1983]. Лимфоцитарный лейкоз и воздействие бензола и других растворителей в резиновой промышленности. J Оккупация Мед 25 (8):598–602.
Аксельсон О., Эдлинг С., Андерссон Л. [1983]. Исход беременности у женщин на шведском каучуковом заводе. Scand J Work Environ Health 9 (Приложение 2): 79–83.
Bascom R, Baser ME, Thomas RJ, Fisher JF, Yang WN, Baker JH [1990]. Повышенный IgE в сыворотке, эозинофилия и нарушение функции легких у рабочих, работающих с резиной. Arch Environ Health 45 (1):15–19.
Bascom R, Fisher JF, Thomas RJ, Yang WN, Baser ME, Baker JH [1988]. Эозинофилия, респираторные симптомы и легочные инфильтраты у каучуконосцев. Сундук 93 (1):154–158.
Беланже, PL [1981]. Отчет об оценке опасности для здоровья: Lear Siegler, Inc., Сан-Диего, Калифорния. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, отчет NIOSH № HETA 81–270–1012.
Блюм С., Арп Э.В. мл., Смит А.Х., Тайролер Х.А. [1979]. Рак желудка среди резиновых рабочих: эпидемиологическое исследование. В: Лемен Р., Демент Дж. М., ред. Пыль и болезни, Материалы конференции по профессиональному воздействию волокнистой и твердой пыли и их распространению в окружающую среду. Парк-Форест-Саут, Иллинойс: Pathotox Publisher, Inc., стр. 325–334.
Бояно Дж. М., Клемм Дж. К. [1984]. Отчет об оценке опасности для здоровья: компания Geauga, Миддлфилд, Огайо. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, отчет NIOSH № HETA 81–107–1331.
Бове П., Лоб М. [1980]. Смерть от злокачественной опухоли рабочих швейцарского резинового завода. Эпидемиологическое исследование, 1955–1975. Schweiz Med Wochenschr 110 (35):1277–1287.
Брузе М., Фрегерт С. [1983]. Аллергический контактный дерматит от этилентиомочевины. Контактный дерматит 9 :208–212.
Карло Г.Л., Яблинске М.Р., Ли Н.Л., Сунд К.Г., Корн М. [1993]. Снижена смертность среди рабочих на каучуковом заводе. J Occup Med 35 (6):611–616.
Case RAM, Hosker ME [1954]. Опухоль мочевого пузыря как профессиональное заболевание в резиновой промышленности Англии и Уэльса. Br J Prev Soc Med 8 : 39–50.
CFR. Свод федеральных нормативных актов. Вашингтон, округ Колумбия: Типография правительства США, Управление Федерального регистра.
Checkoway H, Smith AH, McMichael AJ, Jones FS, Monson RR, Tyroler HA [1981]. Исследование рака мочевого пузыря методом случай-контроль в резиновой и шинной промышленности США. Br J Ind Med 38 : 240–246.
Checkoway H, Wilcosky T, Wolf P, Tyroler H [1984]. Оценка взаимосвязи лейкемии и воздействия растворителей в резиновой промышленности. Am J Ind Med 5 : 239–249.
Кочео В., Белломо М.Л., Бомби Г.Г. [1983]. Производство каучука: отбор проб и идентификация летучих загрязнителей. Am Ind Hyg Assoc J 44 (7):521–527.
Cooper TC, Heitbrink WA, O’Brien DM [1989]. Отчет об исследовании: оценка методов испытаний на запыленность и рекомендации по улучшению контроля запыленности в компании Heubach Inc., Ньюарк, штат Нью-Джерси. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт охраны труда, ECTB № 154–11a, NTIS № PB 89–187876.
Кокс Г.В. [1989]. Письмо от 11 августа 1989 г. от Г.В. Кокса, Ассоциация производителей химических веществ, Вашингтон, округ Колумбия, сотруднику по контролю документации, отдел химической информации, Управление по токсичным веществам, Агентство по охране окружающей среды США, Вашингтон, округ Колумбия
Delzell E, Andjelkovich D, Tyroler HA [1982]. Исследование случай-контроль опыта работы и рака легких среди работников резины. Am J Ind Med 3 : 393–404.
Делзелл Э., Монсон Р.Р. [1982]. Смертность среди резиновых рабочих: V. Рабочие перерабатывающей промышленности. J Occup Med 24 (7): 539–545.
Делзелл Э., Монсон Р.Р. [1985]. Смертность среди рабочих-каучуков: IX. Лечебные работники. Am J Ind Med 8 (6): 537–544.
ДОЛ [1987]. Система дополнительных данных (SDS): 1980–1987. Вашингтон, округ Колумбия: Министерство труда США, Бюро статистики труда. Неопубликованная база данных.
ДОЛ [1990]. Профессиональные травмы и заболевания в Соединенных Штатах по отраслям, 1988 г. Вашингтон, округ Колумбия: Министерство труда США, Бюро статистики труда, Бюллетень 2366, август 1990 г., стр. 23–37, 41–46.
ДОЛ [1991]. Профессиональные травмы и заболевания в Соединенных Штатах по отраслям, 1989 г. Вашингтон, округ Колумбия: Министерство труда США, Бюро статистики труда, Бюллетень 2379. , апрель 1991 г., стр. 23–36, 40–45.
ДОЛ [1992]. Профессиональные травмы и заболевания в Соединенных Штатах по отраслям, 1990 г. Вашингтон, округ Колумбия: Министерство труда США, Бюро статистики труда, Бюллетень 2399, апрель 1992 г., стр. 23–36, 40–45.
ДОЛ [1993]. Профессиональные травмы и заболевания в Соединенных Штатах по отраслям, 1991 г. Вашингтон, округ Колумбия: Министерство труда США, Бюро статистики труда, Бюллетень 2424, май 1993 г., стр. 23–36, 42–45, 50–51, 73–74. .
Доннер М., ХусгафвелПурсиайнен К., Йенсен Д., Раннуг А. [1983]. Мутагенность резиновых добавок и паров отверждения. Scand J Work Environ Health 9 (Приложение 2): 27–37.
Эллиш Н., Саймонс М., Анджелкович Д., Уильямс Т., Петерсон Т. [1977]. Специальное исследование дерматита на заводе Goodyear Gadsden, 1971–1974 гг. Отчет Группы по изучению гигиены труда Университета Северной Каролины Объединенному комитету URW Goodyear по гигиене труда, № GY18, апрель 1977 г.
Fine LJ, Peters JM [1976]. Респираторная заболеваемость у каучуконосцев. I. Распространенность респираторных симптомов и заболеваний у лечащих работников. Арка здоровья окружающей среды 31 (1):5–9.
Fine LJ, Peters JM, Burgess WA, Di Berardinis LJ [1976]. Исследования респираторной заболеваемости у резиновых рабочих. IV. Респираторная заболеваемость у тальковцев. Arch Environ Health 31 (4):195–200.
Fox AJ, Collier PF [1976]. Обзор профессионального рака в резиновой и кабельной промышленности: анализ смертей, произошедших в 1972–74 гг. Br J Ind Med 33 : 249–264.
Фокс А.Дж., Линдарс Д.К., Оуэн Р. [1974]. Обзор профессионального рака в резиновой и кабельной промышленности: результаты пятилетнего анализа, 1967–71. Br J Ind Med 31 : 140–151.
Фрейзер Д.А., Раппапорт С. [1976]. Медико-санитарные аспекты отверждения синтетических каучуков. Environ Health Perspect 17 :45–53.
Голдсмит Д.Ф., Смит А.Х., МакМайкл А.Дж. [1980]. Исследование рака предстательной железы методом «случай-контроль» среди рабочих, работающих с резиной и шинами. J Occup Med 22 (8): 533–541.
Gressel MG, Fischbach TJ [1989]. Усовершенствования конструкции рабочей станции для уменьшения воздействия пыли во время взвешивания химических порошков. Appl Ind Hyg 4 (9): 227–233.
Gressel MG, Heitbrink WA, McGlothlin JD, Fischbach TJ [1987]. Интегрированный и эргономичный анализ воздействия пыли в режиме реального времени при ручной обработке материалов. Appl Ind Hyg 2 (3):108–113.
Гюнтер Б.Дж., Флеш Дж.П. [1977]. Отчет об оценке опасности для здоровья: Gates Rubber Company, Денвер, Колорадо. Цинциннати, Огайо: Министерство здравоохранения, образования и социального обеспечения США, Служба общественного здравоохранения, Центр контроля заболеваний, Национальный институт безопасности и гигиены труда, отчет NIOSH № 77 –37–413.
Hedenstedt A [1982]. Генетические риски для здоровья в резиновой промышленности: исследования мутагенности резиновых химикатов и технологических паров. Серия публикаций по гигиене труда № 46: Международный симпозиум по профилактике профессионального рака. Хельсинки, Финляндия: Финский институт гигиены труда, стр. 476–482.
Hedenstedt A, Ramel C, Wachtmeister CA [1981]. Мутагенность газов вулканизации каучука в отношении Salmonella typhimurium. J Toxicol Environ Health 8 :805–814.
Hedenstedt A, Rannug U, Ramel C, Wachtmeister CA [1979]. Исследования мутагенности и метаболизма 12 соединений тиурама и дитиокарбамата, используемых в качестве ускорителей в шведской резиновой промышленности. Mutat Res 68 : 313–325.
Heitbrink WA, McKinnery WN Jr. [1986]. Контроль запыленности при открывании, опорожнении и утилизации мешков. Appl Ind Hyg 1 (2):101–109.
Хемминки К., Ниеми М.Л., Кьюрнен П., Килпикари И., Вайнио Х. [1983]. Самопроизвольные аборты и механизмы репродуктивного отбора в резиновой и кожевенной промышленности Финляндии. Бр Дж Инд Мед 40 (1):81–86.
HerveBazin B, Gradiski D, Duprat P, Marignac B, Foussereau J, Cavelier C, et al. [1977]. Профессиональная экзема из-за ниизопропил-N’-фенилпарафенилендиамина (IPPD) и N-диметил-1,3-бутил-N’фенилпарафенилендиамина (DMPPD) в шинах. Контактный дерматит 3 :1–15.
Холлетт Б.А., Клемм Дж.К. [1982]. Отчет об оценке опасности для здоровья: Uniroyal, Incorporated, Mishawaka, IN. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, Отчет NIOSH № HETA 81–045C–1217.
Holmberg B, Sj”str”m B [1980]. Токсикологические аспекты химической опасности в резиновой промышленности. J Toxicol Environ Health 6 (56):1201–1209.
Холмберг П.С., Нурминен М. [1980]. Врожденные дефекты центральной нервной системы и профессиональные факторы во время беременности: клиническое исследование. Am J Ind Med 1 : 167–176.
МАИР [1982]. Монографии МАИР по оценке канцерогенного риска химических веществ для человека: резиновая промышленность. Том. 28. Лион, Франция: Всемирная организация здравоохранения, Международное агентство по изучению рака.
Янкович Дж. , Регер Р. [1989]. Отчет об оценке опасности для здоровья: Международный союз рабочих резиновой промышленности, Акрон, Огайо. Моргантаун, Западная Виргиния: Министерство здравоохранения и социальных служб, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт охраны труда и здоровья, отчет NIOSH № HETA 87–017–1949.
Килпикари I [1982]. Профессиональный контактный дерматит у каучуков. Контактный дерматит 8 :359–362.
Леднар В.М., Тайролер Х.А., МакМайкл А.Дж., Шай К.М. [1977]. Профессиональные детерминанты хронической инвалидизирующей легочной болезни у работников резиновой промышленности. J Occup Med 19 (4): 263–268.
Lindbohm ML, Hemminki K, Bonhomme MG, Anttila A, Rantala K, Heikkil P, et al. [1991]. Влияние профессионального облучения отца на самопроизвольные аборты. Am J Public Health 81 (8):1029–1033.
Линдбом М.Л., Хемминки К., Кьюрнен П., Килпикари И., Вайнио Х. [1983]. Самопроизвольные аборты у каучуконосцев и врожденные пороки развития у их потомства. Scand J Здоровье рабочей среды 9 (Прил. 2): 85–90.
Mancuso TF, Ciocco A, ElAttar AA [1968]. Эпидемиологический подход к резиновой промышленности. J Occup Med 10 (5): 213–232.
МакГлотлин Дж. и Уилкокс Т. [1984]. Отчет об оценке опасности для здоровья: компания Kelly Springfield Tire Company, Камберленд, Мэриленд. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, Отчет NIOSH № HETA 79–109–1538.
МакМайкл А.Дж., Спиртас Р., Куппер Л.Л. [1974]. Эпидемиологическое исследование смертности в когорте резиновых рабочих, 1964–72 гг. J Occup Med 16 (7): 458–464.
МакМайкл А.Дж., Спиртас Р., Куппер Л.Л., Гэмбл Дж.Ф. [1975]. Воздействие растворителей и лейкемия среди рабочих, работающих с резиной: эпидемиологическое исследование. J Occup Med 17 (4): 234–239.
МакМайкл А. Дж., Анджелкович Д.А., Тайролер Х.А. [1976a]. Смертность от рака среди резиновых рабочих: эпидемиологическое исследование. Энн NY Acad Sci 271 :125–137.
МакМайкл А.Дж., Гербер В.С., Гэмбл Дж.Ф., Леднар В.М. [1976b]. Хронические респираторные симптомы и тип работы в резиновой промышленности. J Occup Med 18 (9):611–617.
МакМайкл А.Дж., Спиртас Р., Гэмбл Дж.Ф., Тузи П.М. [1976c]. Смертность среди резиновых рабочих: связь с конкретными работами. J Occup Med 18 (3): 178–185.
Monson RR, Fine LJ [1978]. Смертность и заболеваемость раком среди работников каучука. JNCI 61 (4): 1047–1053.
Монсон Р.Р., Накано К.К. [1976]. Смертность среди каучуконосцев. I. Профсоюз белых мужчин в Акроне, штат Огайо. Am J Epidemiol 103 (3): 284–296.
Негри Э., Пиолатто Г., Пира Э., Декарли А., Калдор Дж., Ла Веккья К. [1989]. Смертность от рака в когорте каучуковых рабочих на севере Италии. Br J Ind Med 46 : 624–628.
NIOSH [1983a]. Технический отчет NIOSH: соединения Nnitroso в заводских условиях. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт охраны труда, Контракт № 210–77–0100, Публикация DHHS (NIOSH) № 83–114.
NIOSH [1983b]. Национальное обследование профессионального воздействия (NOES), 1981–83: оценка общего числа сотрудников и женщин, фактическое наблюдение и торговое наименование воздействия в резиновых изделиях, коды SIC. Цинциннати, штат Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, Отдел надзора, оценки опасностей и полевых исследований, Отдел надзора, Секция опасностей. Неопубликованная база данных; предварительные данные на 01.07.90.
НИОСХ [1984]. Отчет об исследовании: Контроль загрязнителей воздуха при производстве шин. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, DHHS (NIOSH), публикация № 84–111.
NIOSH [1989]. Отчет об оценке опасностей и технической помощи: Goodyear Tire and Rubber Company, Ниагара-Фолс, Нью-Йорк. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт охраны труда, Промежуточный отчет № 1, Отчет NIOSH № HETA88–159.
NIOSH [1990]. Предупреждение NIOSH: просьба о помощи в предотвращении рака мочевого пузыря от воздействия отолуидина и анилина. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, DHHS (NIOSH), публикация № 90–116.
НТП [1992]. Отчет о результатах NTP, 13 октября 1990 г. Результаты и информация о состоянии всех химических веществ NTP, произведенных с помощью системы NTP chemtrack. Research Triangle Park, Северная Каролина: Национальная программа токсикологии, стр. 1–188.
О’Мэлли, Массачусетс, Матиас ВКТ [1986]. Отчет об оценке опасности для здоровья: Robbins & Myers, Inc., Moyno Products Division, Спрингфилд, Огайо. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, отчет NIOSH № HETA 86–018–1758.
O’Malley MA, Mathias CGT, Priddy M, Molina D, Grote AA, Halperin WE [1988]. Профессиональное витилиго из-за неожиданного присутствия побочных продуктов фенольного антиоксиданта в коммерческом каучуке. J Оккупация Мед 30 (6):512–516.
OSHA [1980]. Рак в резиновой промышленности: риски и что с ними делать. Вашингтон, округ Колумбия: Министерство труда США, Управление по охране труда и технике безопасности, публикация № OSHA 3068.
OSHA [1990]. Национальная деятельность SIC по отбору проб: OHR (отчет OSHA о состоянии здоровья) 1.2N за период с 01.01.82 по 30.06.90 для резиновых изделий, коды SIC 3011, 3021, 3052 и 3069. Вашингтон, округ Колумбия: Департамент США Управление труда, охраны труда и здоровья. Неопубликованные данные.
Parkes HG, Veys CA, Waterhouse JAH, Peters A [1982]. Смертность от рака в британской резиновой промышленности. Br J Ind Med 39 : 209–220.
Розенберг М.Дж., Фельдблюм П.Дж., Маршалл Э.Г. [1987]. Профессиональные влияния на воспроизводство: обзор недавней литературы. J Occup Med 29 (7): 584–591.
Руэ Р.Л., Лукас Дж.Б., Флеш Дж.П. [1975]. Отчет об оценке опасности для здоровья: Goodyear Tire & Rubber Company, Сент-Мэри, Огайо. Цинциннати, Огайо: Министерство здравоохранения, образования и социального обеспечения США, Служба общественного здравоохранения, Центр контроля заболеваний, Национальный институт безопасности и гигиены труда, отчет NIOSH № 73–156–205.
Sorahan T, Parkes HG, Veys CA, Waterhouse JAH [1986]. Смертность от рака в британской резиновой промышленности: 1946–1980 гг. Br J Ind Med 43 : 363–373.
Sorahan T, Parkes HG, Veys CA, Waterhouse JAH, Straughan JK, Nutt A [1989]. Смертность в британской резиновой промышленности в 1946–85 гг. Br J Ind Med 46 : 1–11.
Стюарт П.А., Райс С. [1990]. Источник данных о воздействии для исследований в области профессиональной эпидемиологии. Appl Occup Environ Hyg 5 (6):359–363.
Зюскинд Р.Р. [1982]. Отчет: Программа исследования дерматита, завод Goodyear Tire and Rubber Company, Гадсден, Алабама. Цинциннати, Огайо: Университет Цинциннати, Департамент гигиены окружающей среды, Медицинский колледж.
Susten AS, Dames BL, Burg JR, Niemeier RW [1985]. Чрескожное проникновение бензола у безволосых мышей: оценка кожной абсорбции во время операций по сборке шин. Am J Ind Med 7 (4): 323–335.
Тейлор Дж. С. [1986]. Резина. В: Фишер А.А., изд. Контактный дерматит. 3-е изд. Филадельфия, Пенсильвания: Леа и Фебигер, стр. 603–643.
Тайролер Х.А., Анджелкович Д., Харрис Р., Леднар В., МакМайкл А., Саймонс М. [1976]. Хронические заболевания в резиновой промышленности. Environ Health Perspect 17 :13–20.
Министерство торговли США [1987]. Схемы ведения бизнеса округа 1985–США, CBP–85–1. Вашингтон, округ Колумбия: Министерство торговли США, Бюро переписи населения, с. vii.
Министерство торговли США [1990]. Перепись производителей 1987 года: отраслевые ряды; РТИ, МЦ87И30А. Вашингтон, округ Колумбия: Министерство торговли США, Бюро переписи населения, с. 30А6.
Министерство торговли США [1991]. Ежегодный обзор производителей 1989 года: статистика по отраслевым группам и отраслям, M89 (AS-1). Вашингтон, округ Колумбия: Министерство торговли США, Бюро переписи населения, стр. 1–18, 1–19.
Варигос Г.А., Дант Д.Р. [1981]. Профессиональный дерматит. Эпидемиологическое исследование в резиновой и цементной промышленности. Контактный дерматит 7 :105–110.
Уорд Э., Карпентер А., Марковиц С., Робертс Д., Гальперин В. [1991]. Избыточное количество случаев рака мочевого пузыря у рабочих, подвергшихся воздействию ортотолуидина и анилина. J Natl Рак инст 83 (7):501–506.
Уикс Дж.Л., Питерс Дж.М., Монсон Р.Р. [1981a]. Скрининг профессиональных вредностей для здоровья в резиновой промышленности. Часть I. Am J Ind Med 2 : 125–141.
Уикс Дж.Л., Питерс Дж.М., Монсон Р.Р. [1981b]. Скрининг профессиональных вредностей для здоровья в резиновой промышленности. Часть II: Опасности для здоровья в цехе посола. Am J Ind Med 2 : 143–151.
Wilcosky TC, Checkoway H, Marshall EG, Tyroler HA [1984]. Смертность от рака и воздействие растворителей в резиновой промышленности. Am Ind Hyg Assoc J 45 (12):809–811.
Williams TM, Hickey JLS, Bishop CC [1984]. Отчет об оценке опасности для здоровья: Goodyear Tire and Rubber Company, Gadsden, AL. Цинциннати, Огайо: Министерство здравоохранения и социальных служб США, Служба общественного здравоохранения, Центры по контролю за заболеваниями, Национальный институт безопасности и гигиены труда, отчет NIOSH № HETA 83–196–1492.
Вольф П.Х., Анджелкович Д., Смит А., Тайролер Х. [1981]. Исследование случай-контроль лейкемии в каучуковой промышленности США. J Оккупация Мед 23 (2):103–108.
Zhang ZF, Yu SZ, Li WX, Choi BCK [1989]. Курение, профессиональное воздействие резины и рак легких. Br J Ind Med 46 : 12–15.
Зина А.М., Беделло П.Г., Кане Д., Бундино С., Бенедетто А. [1987]. Дерматит на заводе по производству резиновых шин. Контактный дерматит 17 (1):17–20.
Благодарности
Этот документ был подготовлен сотрудниками Отдела разработки стандартов и передачи технологий (DSDTT) Ричардом В. Нимайером, доктором философии, директором. Фэй Л. Райс разработала документ. С благодарностью признается вклад других сотрудников Национального института охраны труда и здоровья (NIOSH): Вернона Андерсона, доктора философии; Филип Бирбаум; Нэнси Боллинджер; Кэрол Бернетт; Гангадхар Чоудхари, доктор философии; Джозеф Кокалис; Гейл ДеБорд, доктор философии; Дерек Данн, доктор философии; Джон Фаджен; Джером Флеш; Кент Хэтфилд, доктор философии; Дэвид Хард, доктор философии; Брайан Хардин, доктор философии; Уильям Хайтбринк, доктор философии; Сюзанна Киснер; Линн Дженкинс; Роберт Ларкин; Дина Леттс; Говард Людвиг; Роберт Мейсон, доктор философии; Лоуренс Маццукелли; Уильям Перри; Роберт Роско; Стив Шредер, доктор философии; Тереза Зейтц; Джозеф Сета; Марта Сеймур; Лесли Стейнер, доктор философии; Дэвид Вотоу; Джоанн Весс; Джон Уэлен; Ральф Цумвальде.