Таблица шероховатости поверхности: Обозначение шероховатости поверхностей в конструкторской документации
alexxlab | 06.12.2018 | 0 | Разное
Шероховатость поверхности, параметры шероховатости Ra, Rz, Rmax
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами.
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью.
Числовые значения параметров шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля, т.е. базовая линия.
Для количественной оценки шероховатости наиболее часто используют три основных параметра:
Ra – среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
Rz
Rmax – наибольшая высота неровностей профиля в пределах базовой длины.
Предпочтительным является параметр Ra, поскольку определяется по большему количеству точек профиля. В связи с этим параметром Ra нормируется шероховатость образцов сравнения, используемых для оценки шероховатости в промышленности.
Параметры Rmax и Rz используют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровности профиля, а также когда прямой контроль Ra с помощью профилометров или образцов сравнения не представляется возможным (поверхности, имеющие малые размеры или сложную конфигурацию, например режущий инструмент).
Требования к шероховатости поверхности устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости не устанавливают и шероховатость поверхности не контролируют.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
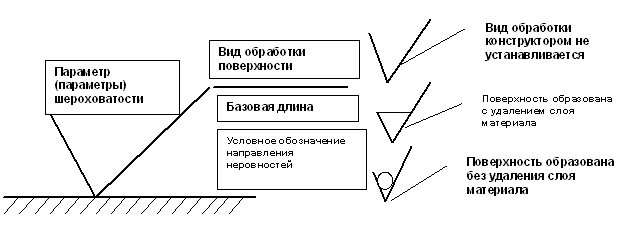
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
Примеры обозначения шероховатости поверхности
Графическое изображение шероховатости Пояснение Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. Указана шероховатость поверхностей образующих контур. Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности.
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Условные обозначения направлений неровностей поверхности
Высота знака условного обозначения направления неровностей должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел.
Шероховатость поверхности ra и rz
Не тот параметр шероховатость, о котором стоит забывать при проектировании изделий. Прочность, электропроводность, точность сопряжения – это неполный список как шероховатость Ra и Rz может повлиять на эксплуатационные свойства деталей. Ее значение сильно зависит от способа обработки, а измерение связано с острым чувством осязания. И это не тот параметр, о котором стоит забывать при проектировании изделий.
Что такое шероховатость
Любые типы поверхностей, какие бы они не были ровными на первый взгляд, имеют в своей структуре череду подъемов и впадин. На вид это близко к форме горных массивов. Высоту этих «гор» и характеризует шероховатость.
Шероховатость представляет собой совокупность неровностей поверхности.
Параметры, средства измерения и обозначение шероховатости в конструкторской документации полностью стандартизированы. Они описываются тремя государственными стандартами: ГОСТ 2789-73, ГОСТ 25142-82 и ГОСТ 2.309-73.
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Обозначения отклонения неровности поверхностей
На чертеже шероховатость указывается согласно приведённой ниже схеме.
Как видно, внешнее обозначение напоминает математический квадратный корень с соответствующими надписями в определенных местах. Каждая такая надпись характеризует определенный параметр шероховатости. Разберем их более подробно.
В левом верхнем углу указывается значение шероховатости по Ra и Rz. При чем стоит отметить, что если показано просто число, то автоматически это имеется ввиду Ra. Для обозначения Rz, необходимо дополнительно дописать буквенное примечание.
Существует три разновидности формы этого математического корня:
- Треугольник без верхнего основания указывает, что способ получения шероховатости не задан конструктором. Есть требования к качеству поверхности, а каким способом оно будет достигнуто (шабрение, полировка и прочее) неважно.
- С кругом в вершине. Поверхность не нуждается в дополнительном улучшении.
- С верхним подчеркиванием. Этот знак говорит, что шероховатость должна достигаться обязательным снятием слоя металла.
В зоне над полкой прописывается тип механической обработки с помощью которой нужно довести поверхность до заданного значения Ra и Rz. Обычно сюда прописываются такие термины как «полировать», «шабрить» и прочее виды механической обработки.
В левом нижнем углу под полкой прописывается направление линий неровностей шероховатости. Разберем этот параметр на примере. Допусти Вам нужно прошлифовать поверхность стола абразивным кругом. В зависимости от того как Вы будете направлять инструмент пойдут линии шероховатости. Если будете его водить кругами, то Вы увидите волны от следов круга. Если движения будут пересекать друг друга, то плоскость стола будет в крестах. Это и регулирует данный параметр. В некоторых случаях это не важно, а некоторых имеет решающее значение.
Справа от направлений линий неровностей становиться значение базовой длины, на которой измеряется шероховатость. Ее значение стандартизировано и необходимы для того, чтобы минимизировать воздействие на точность измерения плоскостью прогиба самой поверхности.
Оцените статью:Рейтинг: 0/5 – 0 голосов
ГОСТ 2.309-73 ЕСКД. Обозначения шероховатости поверхностей
ГОСТ 2.309-73
Группа Т52
Единая система конструкторской документации
ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
Designations system for design documentation. Designations of surface finish
____________________________________________________________________
Текст Сравнения ГОСТ 2.309-73 с ГОСТ 2.30 9-68 см. по ссылке.
– Примечание изготовителя базы данных.
____________________________________________________________________
МКС 01.080.30
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 9 ноября 1973 г. N 2604 дата введения установлена 01.01.75
Изменение N 3 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 21 от 28 мая 2002 г.)
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, BY, KZ, KG, MD, RU, TJ, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004]
ВЗАМЕН ГОСТ 2.309-68
ИЗДАНИЕ (август 2007 г.) с Изменениями N 1, 2, 3, утвержденными в июне 1980 г., августе 1984 г., декабре 2002 г. (ИУС 11-80, 12-84, 3-2003).
Настоящий стандарт устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности.
Стандарт полностью соответствует стандарту ИСО 1302.
(Измененная редакция, Изм. N 1, 3).
1. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
1.1. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
1.2. Структура обозначения шероховатости поверхности приведена на черт.1.
При применении знака без указания параметра и способа обработки его изображают без полки.
Черт.1
1.3. В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт.2.
Высота должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота равна (1,5…5) . Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Черт.2
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак (черт.2а).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак (черт.2б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак (черт.2в) с указанием значения параметра шероховатости.
1.2, 1.3. (Измененная редакция, Изм. N 2, 3).
1.4. Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком , должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-2006.
(Измененная редакция, Изм. N 2).
1.5. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например: 0,4 ; 6,3; 0,63; 70; 0,032; 50.
Примечание. В примере 70 указана относительная опорная длина профиля =70% при уровне сечения профиля =50%.
1.5а. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: ; .
1.5б. При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать “min”, например: ; .
1.6. При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.
1.7. При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например:
; ; ; и т.п.
1.5-1.7. (Измененная редакция, Изм. N 2, 3).
1.8. При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (см. черт.3):
параметр высоты неровностей профиля параметр шага неровностей профиля относительная опорная длина профиля | ||||
Черт.3 | ||||
(Измененная редакция, Изм. N 3).
1.9. При нормировании требований к шероховатости поверхности параметрами , , базовую длину в обозначении шероховатости не приводят, если она соответствует указанной в приложении 1 ГОСТ 2789-73 для выбранного значения параметра шероховатости.
(Измененная редакция, Изм. N 2).
1.10. Условные обозначения направления неровностей должны соответствовать приведенным в таблице. Условные обозначения направления неровностей приводят на чертеже при необходимости.
Типы направления неровностей | Обозначение |
| |
| |
| |
|
Высота знака условного обозначения направления неровностей должна быть приблизительно равна . Толщина линий знака должна быть приблизительно равна половине толщины сплошной основной линии.
1.11. Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности (черт.4).
Черт.4
1.10, 1.11. (Измененная редакция, Изм. N 3).
1.12. Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа по примеру, указанному на черт.5.
Черт.5
В упрощенном обозначении используют знак и строчные буквы русского алфавита в алфавитном порядке, без повторений и, как правило, без пропусков.
(Измененная редакция, Изм. N 2, 3).
1.13. Если направление измерения шероховатости должно отличаться от предусмотренного ГОСТ 2789-73, его указывают на чертеже по примеру, приведенному на черт.6.
Черт.6
(Измененная редакция, Изм. N 3).
2. ПРАВИЛА НАНЕСЕНИЯ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
2.1. Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (черт.7).
Черт.7
(Измененная редакция, Изм. N 3)
2.2. На линии невидимого контура допускается наносить обозначение шероховатости только в случаях, когда от этой линии нанесен размер.
2.3. Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на черт.8 и 9.
2.4. Обозначения шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на черт.10.
2.5. При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (черт.11).
2.6. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (черт.12).
Черт.8
Черт.9
Черт.10
Черт.11
Черт.12
Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении.
Примечание. При расположении поверхности в заштрихованной зоне обозначение наносят только на полке линии-выноски.
2.7. Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа (черт.13, 14) вместе с условным обозначением (). Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным обозначением ().
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Примечание. Не допускается обозначение шероховатости или знак выносить в правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется.
Черт.13
Черт.14
2.4-2.7. (Измененная редакция, Изм. N 2, 3).
2.8. Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т.п.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Обозначения шероховатости симметрично расположенных элементов симметричных изделий наносят один раз.
2.9. Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (черт.15а). Через заштрихованную зону линию границы между участками не проводят (черт.15б).
Черт.15
2.10. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т.п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (черт.16а, б, в), а для глобоидных червяков и сопряженных с ними колес – на линии расчетной окружности (черт.16г).
Черт.16
2.11. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (черт.17а) или условно на выносной линии для указания размера резьбы (черт.17б, в, г, д), на размерной линии или на ее продолжении (черт.17е).
Черт.17
2.9-2.11. (Измененная редакция, Изм. N 2, 3).
2.12. Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с черт.18. Диаметр вспомогательного знака – 4…5 мм.
Черт.18
В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак не приводят (черт.19).
Черт.19
(Измененная редакция, Изм. N 1, 2, 3).
2.13. Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например: “шероховатость поверхности “. При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на расстоянии 0,8…1 мм от линии контура (черт.20).
Черт.20
(Измененная редакция, Изм. N 2, 3).
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
Единая система конструкторской документации:
Сб. ГОСТов. – М.: Стандартинформ, 2007
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Технологии и чертежи / / Символы и обозначения оборудования на чертежах и схемах. / / Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Классы шероховатости Поделиться:
| |||||||||||||||||||
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах.
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля – не обязательно прямая, см. определение выше. Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
Если Вам встретился класс шероховатости, то используйте таблицу ниже: Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории – использование Ra предпочтительнее использования параметраRz).
Обозначение шероховатости на чертежах. Структура обозначения: Значения параметров шероховатости указывают на чертежах нижеследующим образом:
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
|
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Технологии и чертежи / / Символы и обозначения оборудования на чертежах и схемах. / / Метрические обозначения классов чистоты обработки поверхности (шероховатости) до 1975 года. Шероховатость по ГОСТ 2789-52. Шероховатость по ГОСТ 2789-73 до и после 01.01.2005 года. Способы достижения (обработки поверхности). Таблица соответствия. Поделиться:
| |||||||
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Технологии и чертежи / / Символы и обозначения оборудования на чертежах и схемах. / / Метрические и дюймовые обозначения чистоты обработки поверхности (шероховатости). Таблица соответствия различных обозначений шероховатости. Достижимые чистоты обработки поверхности (шероховатости) для различных методов обработки материалов. Поделиться:
| ||||||||||||||||||||
Таблицы чистовой обработки поверхности, таблицы условных обозначений и таблицы шероховатости
,Графики чистовой обработки
.
устройства для обработки поверхности от RA до RZ
Ra – Средняя шероховатость
Ra также известен как среднее арифметическое (AA) или среднее значение по центральной линии (CLA). Это средняя шероховатость в области между профилем шероховатости и его средней линией. Графически Ra – это площадь между профилем шероховатости и его центральной линией, разделенная на длину оценки. Длина оценки обычно равна пяти длинам выборки, где каждая длина выборки равна одной длине отсечки.
Ra – наиболее часто используемый параметр отделки поверхности. Одна из причин, по которой он так распространен, заключается в том, что довольно просто взять абсолютное значение сигнала и интегрировать сигнал с помощью аналоговой электроники, поэтому Ra можно измерять приборами, которые не содержат цифровых схем.
Ra, хотя и обычное явление, недостаточно для полной характеристики шероховатости поверхности. В зависимости от применения поверхности с одинаковым Ra могут работать совершенно по-разному. Вот 4 поверхности с одинаковым Ra и совершенно разными формами:

Все четыре поверхности имеют одинаковую Ra, но совершенно разные формы …
Чтобы различать эти различия, необходимы дополнительные параметры.
Rmax – Вертикальное расстояние от самой высокой вершины до самой низкой долины
Rmax особенно чувствителен к аномалиям, таким как царапины и заусенцы, которые могут быть неочевидны из таких мер, как Ra, которые зависят от средних значений.
Rz – предпочитают многие европейцы
Rz часто предпочитают Ra в Европе и особенно в Германии. Вместо измерения от центральной линии, такой как Ra, Rz измеряет среднее значение 5 самых больших разностей пиков и долин в пределах пяти длин выборки.Хотя Ra относительно нечувствителен к нескольким экстремальным значениям, Rz достаточно чувствителен, поскольку именно для этих пределов он предназначен для измерения.
Классы шероховатости поверхности: «N» числа
Вот таблица с диаграммой, показывающая, как числа оценок шероховатости преобразуются в числа Ra:

Числа классов шероховатости и меры Ra…
Шероховатость поверхности абразивной шлифовальной бумаги и наждачной бумаги
Одним из подходов к отделке поверхности является использование абразивных материалов или шлифование поверхности.Эта диаграмма преобразует абразивный материал в значения Ra для чистовой обработки поверхности:

Математика и уравнения отделки поверхности
Рассчитать | Уравнение | Примечания |
| Ра | Ra = CLA = (M1 + M2 + M3 + M4) / 4 Где: M1, M2,… Mn – измеренные значения | Средняя шероховатость в микрометрах или микродюймах.Ra – среднее арифметическое отклонение профиля |
| Rc | Средняя высота неровностей профиля | |
| рку | Куртоз профиля | |
| Rmax | Максимальная глубина шероховатости | |
| Rmr | Рацион материала профиля | |
| рупий | Rp = MAX (M1, M2, M3,…) | Макс. Высота профиля пика |
| Rq | RQ = RMS | Среднеквадратичное отклонение профиля |
| рск | Асимметрия профиля | |
| рут | Макс. Высота профиля | |
| Rv | Rv = MIN (M1, M2, M3,…) | Макс. Глубина профиля долины |
| Ry | Макс. Высота профиля | |
| Rz | Rz = Ra x 7.2) / 4) | Среднеквадратичный |
| CLA | CLA = Ra | Средняя линия Средняя |
| Длина отсечки | Длина требуется для образца | |
| N | N = Ra (мкм) х 40 | Новые номера шкал ISO (Grade) |
Символы отделки поверхности, выноски и стандарты
В Соединенных Штатах обработка поверхности обычно определяется с использованием ASME Y14.36М стандарт. В остальном мире обычно используется Международная организация по стандартизации (ISO) 1302.
Выноски и символы, используемые для разных видов обработки поверхности, могут немного отличаться, поэтому мы рассмотрим пару.
ISO Символы поверхности и выноски


ANSI Поверхностная обработка и выноски


Символы обработки поверхности и пример выноски

GD & T Поверхностная обработка
GD & T определяет такие параметры, как плоскостность, но на самом деле это не чистота поверхности.Для указания отделки поверхности используйте символы ISO или ANSI.
Шпаргалкадля поверхностной отделки
Супер удобная отделка поверхности «Шпаргалка»:

Факторы, влияющие на качество поверхности
Есть много факторов, которые влияют на чистоту поверхности, из которых самым большим является производственный процесс (см. Таблицу выше). Для процессов обработки, таких как фрезерование, токарная обработка и шлифование, такие факторы, как выбор режущего инструмента, состояние станка, параметры траектории инструмента, подача, скорость, отклонение инструмента, ширина реза (шаг), глубина резания, охлаждающая жидкость и вибрация, являются лишь немногие из многих.
Советы и примеры:
– При торцевом фрезеровании используйте режущий инструмент с углом наклона, отличным от 90 градусов. Фрезерная обработка с углом наклона 45 градусов обеспечит более качественную отделку.
– Используйте вставки с большим радиусом. Тороидальный резак или копировальный фрез часто оставляет лучшую отделку, чем другие геометрии пластин.
– Если высота режущей пластины на вашей фрезерной установке не может быть индивидуально отрегулирована, резак для мух часто оставляет наилучшую чистоту поверхности.
Подача и Скорости и Поверхностная обработка
В общем, отрегулируйте подачу и скорость для более низкой загрузки стружки на тех же оборотах в минуту для лучшей отделки.Сделайте финишный проход, который также относительно легкий. Убедитесь, что вы делаете это, чтобы избежать трения, которое очень сильно влияет на срок службы инструмента.
Наше программное обеспечение G-Wizard Calculator имеет удобный слайдер «Черепаховый заяц», который позволяет легко набирать правильные скорости подачи и скорости для завершающего прохода:

слайдер G-Wizard в виде черепахи-зайца для набора номера на финише…
G-Wizard также предупредит вас о риске трения, что поможет вам избежать этой проблемы.
Морские гребешки с шариками и 3D профилирование поверхности
Если вы используете 3D-профилирование, то каждый проход ножа с шариковой насадкой оставляет «гребешок» на поверхности материала.Наше программное обеспечение G-Wizard Calculator имеет специальный Mini-Calc, который поможет вам настроить высоту морского гребешка, обеспечивающую необходимую чистоту поверхности:

Калькулятор шариковой отделки поверхности…
Введите максимальную высоту гребешка, и G-Wizard сообщит вам об окончательной обработке поверхности RA и RMS, а также рассчитает шаг. Кстати, если вы хотите узнать, как выбрать оптимальные ступени и диаметры инструмента для 3D-профилирования, у нас также есть статья об этом!
Отделка поверхности при повороте
Токарная обработка очень похожа на 3D-профилирование в том смысле, что шаг, в данном случае определяемый скоростью подачи при повороте, приводит к появлению гребешков, которые соответствуют форме поворотной вставки.Мы используем это для получения хорошего эффекта при обточке резьбы, но если нам нужен гладкий вал, у нас будет требование к чистоте поверхности, которое должно быть выполнено. Это определит скорость подачи и вставит радиус носа, который мы можем использовать для работы. Для этого у G-Wizard есть хороший калькулятор:

…
Таблица пересчета шероховатости поверхности – метрическая и британская
| Длина отсечки | ||||||
| Ra (мкм) | Ra (µinches) | RMS | Rt | N | в | мм |
| 0.025 | 1 | 1,1 | 0,3 | 1 | 0,003 | 0,08 |
| 0,05 | 2 | 2,2 | 0,5 | 2 | 0,01 | 0,25 |
| 0,1 | 4 | 4,4 | 0,8 | 3 | 0,01 | 0,25 |
| 0,2 | 8 | 8,8 | 1,2 | 4 | 0.01 | 0,25 |
| 0,4 | 16 | 17,6 | 2 | 5 | 0,01 | 0,25 |
| 0,8 | 32 | 32,5 | 4 | 6 | 0,03 | 0,8 |
| 1,6 | 63 | 64,3 | 8 | 7 | 0,03 | 0,8 |
| 3,2 | 125 | 137.5 | 13 | 8 | 0,1 | 2,5 |
| 6,3 | 250 | 275 | 25 | 9 | 0,1 | 2,5 |
| 12,5 | 500 | 550 | 50 | 10 | 0,1 | 2,5 |
| 25 | 1000 | 1100 | 100 | 11 | 0,3 | 8 |
| 50 | 2000 | 2200 | 200 | 12 | 0.3 | 8 |
– LJ Star LJ Star
Поверхностная обработка:
Механическая полировка и электрополировка
Механическая и механическая полировка
Механическая полировка или механическая обработка оставляет многочисленные царапины на поверхности, из-за которых возникают области различного электрического потенциала из-за поверхностных напряжений , Электрополированная поверхность по существу сбалансирована.
Местные коррозионные ячейки не могут быть установлены, потому что локальные гальванические различия, вызванные полирующими напряжениями на поверхности из нержавеющей стали, были устранены.
Наиболее эффективным методом устранения заусенцев, складок, включений и других аномалий является электрополировка. Этот электролитический процесс, противоположный процессу нанесения покрытия, предназначен для удаления металла без размазывания или складывания. Пики растворяются быстрее, чем в долинах, в результате большей концентрации тока над выпуклостями. Это действие производит сглаживание и округление профиля поверхности. Благодаря закругленному профилю электрополированные поверхности гораздо легче чистить, чем поверхности, полированные механически.
Поверхностная отделка
Измерение и определение поверхностной отделки до недавнего времени оставлялись под разные предположения. Количество различных стандартов, используемых разными производителями оборудования, привело к путанице и недоразумениям во всей отрасли.
В настоящее время требуются все более строгие спецификации для обработки поверхности всех элементов технологического оборудования в фармацевтической и биотехнологической промышленности, и многие поставщики клапанов и трубных изделий в настоящее время проводят количественную оценку шероховатости поверхности своего продукта.
Спецификация эталона зернистости не может быть приравнена к последовательной обработке поверхности. Переменные, влияющие на получающуюся чистовую обработку, включают размер зерна, нагрузку на инструмент, состояние инструмента, скорость подачи, состояние скорости перемещения металла, подлежащего полировке, и используемого смазочного материала, если таковые имеются.
Для получения точных и последовательных результатов чистота поверхности должна быть указана в диапазоне или максимальном уровне средней шероховатости (Ra). Обычно это выражается в микрометрах (микронах) или микродюймах.
Значения в микронах или микродюймах, выражающие чистоту поверхности как среднее значение шероховатости (Ra), взаимозаменяемы со значениями, определенными как (CLA) среднее значение средней линии или среднее арифметическое.Измеренные значения, выраженные как среднеквадратичное значение (RMS), будут считываться приблизительно на одиннадцать процентов выше, чем значения, выраженные в Ra. (Микродюймы х 1,11 = RMS). Для измерения шероховатости поверхности BBS-Systems использует прибор для измерения поверхности. Поверхностная обработка может быть затем описана с использованием параметра средней шероховатости (Ra). Значение Ra определяется как среднее значение отклонений от его центральной линии через предписанную длину выборки.
Растущие требования к чистоте в фармацевтической и биотехнологической промышленности требуют, чтобы поверхности, соприкасающиеся с продуктом, имели отделку, соответствующую стандартам BPE.С появлением ASME / BPE фармацевтическая и биотехнологическая промышленность наконец-то получили стандарт, который можно применять повсеместно.
Некоторые значения чистоты поверхности
- Зернистость: Измеряет количество царапин на линейный дюйм абразивной подушки. Более высокие числа указывают на более гладкую поверхность
- Среднеквадратическое значение: определяется как средний квадратный корень шероховатости, этот метод измеряет образец для пиков и долин.Более низкие числа указывают на более гладкую поверхность
- Ra: Известный как среднее арифметическое, это измерение представляет среднее значение всех пиков и долин. Нижние числа указывают на гладкую поверхность
| Standard Grit (только для справки) | Ra µin | Ra µm | RMS µin | RMS µm |
| 27 – 32 | 0.68 – 0,80 | 30 – 35 | 0,76 – 0,89 | |
| 180 | 16 – 23 | 0,46 – 0,58 | 20 – 25 | 0,51 – 0,64 |
| 240 | 14 – 18 | 0,34 – 0,46 | 15 – 20 | 0,38 – 0,51 |
| 320 | 8 – 10 | 0,21 – 0,25 | 9 – 11 | 0,23 – 0,28 |
Электрополировка
Электрополировка – это процесс, объединяющий электрический ток и химические вещества для удаления поверхностного материала; это наиболее эффективный метод удаления заусенцев, складок, включений и других аномалий. Пики удаляются быстрее, чем долины из-за концентрации тока на пиках.Этот процесс делает поверхность чрезвычайно гладкой и ее намного легче чистить за счет уменьшения общей площади, необходимой для стерилизации. Этот электролитический процесс часто описывается из-за широкого спектра неотъемлемых преимуществ по сравнению только с механической полировкой.
Преимущества электрополировки после механической полировки следующие:
- Превосходные поверхности для очистки и стерилизации.
- Результирующие пассивированные поверхности повышают коррозионную стойкость.
- Светоотражающий внешний вид.
- Устранение размытых или порванных поверхностей, вызванных абразивной обработкой
- Удаление включений и захваченных загрязнений, таких как смазочные материалы и частицы песка.
- Повышенная коррозионная стойкость
- Более чистая поверхность областей «мокрого контакта»
- Удаление поверхностных окклюзий
- Уменьшение поверхностного трения
Электрополировка также значительно уменьшает общую площадь поверхности, подлежащую очистке и стерилизации.
| Сравнение отделки поверхности | ||||
| RMS (микродюйм) | RMS (микрон) | Ра (микродюйм) | Ra (микрон) ) | зернистая поверхность |
| 160 | 4.06 | 142 | 3.61 | 36 |
| 98 | 2.49 | 87 | 2.21 | 60 | 2 | 2 |
| 80 | 2) ,03 | 71 | 1,80 | 80 |
| 58 | 1,47 | 52 | 1,32 | 120 |
| 47 | 1,20 | 42 | 1,06 | 150 |
| 47 | 1,20 | 42 До Bead Blast | 1,06 | USDA Bead Blast |
| 34 | 0,86 | 30 | 0,76 | 180 |
| 21 | 0.53 | 19 | 0,48 | 220 |
| 17 | 0,43 | 15 | 0,38 | 240 |
| 14 | 0,36 | 12 | 0,30 | 320 |
| 10 | 0,25 | 9 | 0,23 | 400 |
| 5 | 0,13 | 4 (+/-) | 0,10 | Зеркало |
| Общие выражения для шероховатости поверхности: | |
Стандартная зернистость (зернистость) | – относится к зернистости среды или метода чистовой обработки поверхности, которая не обеспечивает постоянную меру шероховатости, поскольку результаты зависят от материала детали, метода чистовой обработки, используемой смазки (если есть) и применяемого рабочего давления. |
N | – Новые номера шкал ISO (Grade). Они используются на производственных чертежах, которые определяют чистоту поверхности в соответствии со стандартом ISO. Каждый номер степени шероховатости может быть соотнесен с конкретным числом Ra, которое выражено в микронах. |
Ra | – Средняя шероховатость, чаще всего выраженная в микрометрах (микронах).Это наиболее общепризнанный и используемый международный стандарт измерений шероховатости. Это среднее арифметическое абсолютных отклонений профиля шероховатости от средней линии измерения. Ra также может быть выражен в микродюймах. |
CLA | – Средняя линия по линии в микродюймах. Это преобразование с использованием Ra (мкм) х 39,37. |
RMS | – средний квадратный корень в микрометрах или микродюймах; я.е., среднее значение пиков и впадин профиля поверхности материала, рассчитанное из числа (n) измерений (x) вдоль длины выборки: |
Rp | – максимальная высота пика профиля |
RSm | – среднее расстояние между пиками профиля на средней линии, измеренное по длине выборки. |
Rt | – Общая высота профиля шероховатости, обычно выражаемая в микронах, является максимальной высотой от пика до впадины вдоль длины оценки. |

Коэффициенты шероховатости и поверхности
Для турбулентного потока коэффициент трения зависит от числа Рейнольдса и шероховатости стенки канала или трубы. Шероховатость для разных материалов можно определить экспериментально.
Абсолютная шероховатость – k – для некоторых распространенных материалов ниже:
| Поверхность | Коэффициент абсолютной шероховатости – k – | |
|---|---|---|
| ( 10 -3 м) м) м) м) м) м) м | (футы) | |
| Медь, свинец, латунь, алюминий (новый) и т. П. | 0.001 – 0,002 | (3,28 – 6,56) 10 -6 |
| ПВХ, ПЭ и другие гладкие пластиковые трубы | 0,0015 – 0,007 | (0,49 – 2,30) 10 -5 |
| Нержавеющая сталь , дробленая | 0,001 – 0,006 | (0,00328 – 0,0197) 10 -3 |
| Нержавеющая сталь, токарная обработка | 0,0004 – 0,006 | (0,00131 – 0,0197) 10 -3 |
| Нержавеющая сталь сталь электронно-полированная | 0.0001 – 0,0008 | (0,000328 – 0,00262) 10 -3 |
| Коммерческая сталь или кованое железо | 0,045 – 0,09 | (1,48 – 2,95) 10 -4 |
| Сталь вытянутая | 0,015 | 4,95 10 -5 |
| Сварочная сталь | 0,045 | 1,48 10 -4 |
| Оцинкованная сталь | 0,15 | 4,92 10 -4 |
| Ржавая сталь (коррозия ) | 0.15 – 4 | (4,92 – 131) 10 -4 |
| Новый чугун | 0,25 – 0,8 | (8,2 – 26,2) 10 -4 |
| Изношенный чугун | 0,8 – 1,5 | (2,62 – 4,92) 10 -3 |
| Ржавый чугун | 1,5 – 2,5 | (4,92 – 8,2) 10 -3 |
| Чугун листовой или асфальтированный | 0,01 – 0,015 | (3.28 – 4.92) 10 -5 |
| Гладкий цемент | 0,3 | 0,98 10 -3 |
| Обычный бетон | 0,3 – 1 | (0,98 – 3,28) 10 -3 |
| Грубый бетон | 0,3 – 5 | (0,98 – 16,4) 10 -3 |
| Дровяная печь | 0,18 – 0,9 | |
| Хорошо строганная древесина | 0.18 – 0,9 | (5,9 – 29,5) 10 -4 |
| Обыкновенная древесина | 5 | 16,4 10 -3 |
- Оцинкованная сталь – стандартный и наиболее часто используемый материал для комфорта воздуха Системы кондиционирования
- Алюминий – широко используется в чистых помещениях. Предпочтителен для воздуха, насыщенного влагой, специальных систем выпуска и декоративных воздуховодов.
- Нержавеющая сталь – используется в системах воздуховодов для кухонных вытяжек, влаги и выхлопных газов
- Углеродистая сталь (черное железо) – широко используется в применениях, связанных с дымоходами , стеки, колпаки, другие высокотемпературные и специальные требования к покрытиям для промышленного использования
- Медь – в основном используется для определенных химических выхлопных газов и визуальных воздуховодов
Относительная шероховатость
Относительная шероховатость – отношение абсолютной шероховатости к диаметру трубы или воздуховода – важно при расчете потери давления в каналах или трубах с помощью уравнения Колебрука.Относительная шероховатость может быть выражена как
r = k / d h (1)
, где
r = относительная шероховатость
k = шероховатость поверхности воздуховода, трубы или трубы (м , футы)
d ч = гидравлический диаметр (м, футы)
Типичные материалы воздуховодов и их использование
- Оцинкованная сталь – наиболее распространенный материал, используемый в сборных воздуховодах для большинства систем кондиционирования воздуха.
- Алюминий – широко используется в чистых помещениях, влагонепроницаемом воздухе, в вытяжных системах и системах декоративных воздуховодов.
- Нержавеющая сталь – используется для кухонных вытяжек, влаги и выхлопных газов.
- Carbon Steel (Black Iron) – используется для дымоходов, стеков, колпаков, высокотемпературных промышленных систем.
- Медь – используется для некоторых химических выхлопных систем и декоративных воздуховодов.
- Армированный стеклопластик (FRP) – используется главным образом для химических выхлопов, скрубберов и подземных систем.Устойчива к коррозии, самоизоляция, отличное шумоподавление и высокое качество уплотнения.
- Поливинилхлорид (ПВХ) – используется в химических выхлопах, парах и системах подземных каналов. Устойчив к коррозии, легкий вес, легко модифицируется.
- Ткань (текстильные воздуховоды) – используется для равномерного распределения воздуха.
- Flex Duct (внутренний вкладыш поддерживается спиральной проволочной катушкой) – используется для соединений.