Таблица конусов морзе: ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля / 2848 75
alexxlab | 09.01.2023 | 0 | Разное
Лекция № 17
9.4. Основные термины, определения и обозначения допусков и посадок конических соединений
Основные термины конусов приведены в таблице 9.2
Таблица 9.2
Основные термины конусов
Коническая поверхность | – поверхность вращения, образованная прямой (образующей), вращающейся относительно оси пересекающей ее (в вершине). |
Конус | – коническая поверхность или коническая деталь (основная часть поверхности коническая), которая определена своими геометрическими размерами. |
Ось конуса | – ось конической поверхности |
Образующая конуса | – линия пересечения
конической поверхности с плоскостью,
в которой лежит ось конуса. |
Конусность, С | – отношение разности диаметров большого и малого оснований конуса к длине конуса: |
Номинальный конус | – конус, определяемый номинальной поверхностью и номинальным размером конуса |
Номинальный диаметр | – это диаметр большого или малого основания или диаметр в заданном поперечном сечении. |
| Длина конуса, L | – расстояние в осевом направлении между основаниями конуса; |
Угол конуса, | –– угол между образующими в продольном сечении конуса |
Угол уклона, /2 | – угол между образующей и осью конуса |
Примечания: 1. 2. Ds – диаметр в заданном поперечном сечении; | |

 .D и d – диаметр
большого и малого оснований конуса.
.D и d – диаметр
большого и малого оснований конуса.Метрические конусы имеют постоянную конусность С = 1 : 20 и нормируются по размеру наибольшего диаметра конического соединения в миллиметрах. Существуют инструментальные конусы с диаметрами соответственно: 4, 6, 80, 100, 120, 180 и 200.
Конусы
Морзе появились исторически довольно
давно и широко используются в нашей
стране и во всем мире. Конусность в них
является переменной и угол конуса
колеблется около 3.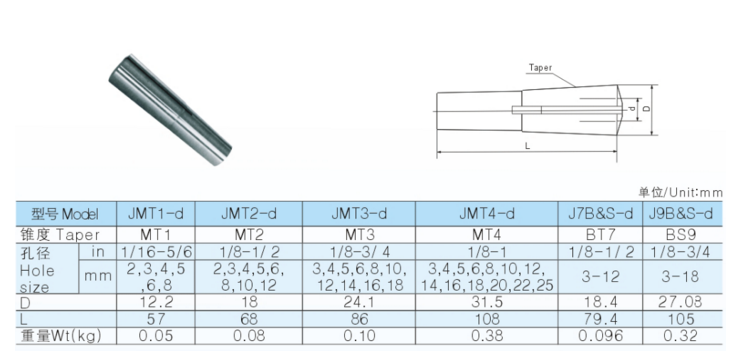 Обозначают конусы Морзе условными
номерами 0, 1, 2, 3, 4, 5, 6. Кроме того, ГОСТ
9953-82 устанавливает размеры и обозначения
укороченных конусов Морзе. Они обозначаются
В7, В10, В12, В16, В18, В22, В24, В32, В45, цифра
соответствует примерному наибольшему
диаметру конуса.
Обозначают конусы Морзе условными
номерами 0, 1, 2, 3, 4, 5, 6. Кроме того, ГОСТ
9953-82 устанавливает размеры и обозначения
укороченных конусов Морзе. Они обозначаются
В7, В10, В12, В16, В18, В22, В24, В32, В45, цифра
соответствует примерному наибольшему
диаметру конуса.
В ГОСТ 25577-82 и ГОСТ 9953-82 указаны размеры всех элементов метрических конусов и конусов Морзе, что позволяет в технической документации и на чертежах ограничиваться только их условным обозначением.
Допуски, методы и средства контроля инструментальных конусов регламентирует ГОСТ 2848-75. Для всех видов указанных конусов установлено пять степеней точности: АТ4, АТ5, АТ6, АТ7 и АТ8. В каждой степени отдельно нормируются предельные отклонения конусности на базовой длине в мкм, отклонение от прямолинейности образующей и отклонения от круглости в любом сечении по длине конуса.
Отклонение
угла конуса от номинального размера
следует располагать «в плюс» для наружных
конусов и в «минус» для внутренних.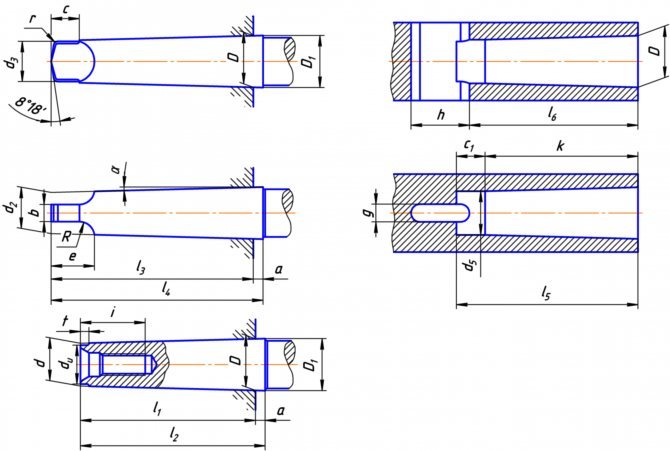
9.6 Обозначение на чертежах
Для
обозначения конусности на чертежах в
соответствии с ГОСТ 2.307-68 применяют
значек в виде равностороннего треугольника
в сочетании с отношением 1:L,
острый угол треугольника направляют в
сторону вершины конуса, L – обозначает длину, на которой разность
диаметра конуса равна 1мм. Например,
1:10 (D – d = 1мм на длине l
= 10мм, рис. 7.2 б). Уклон обозначают сочетанием
острого угла, вершина которого направлена
в сторону уклона с тем же отклонением,
в котором разность высот или радиусов
равна 1мм.
ГОСТ 2.320-82 устанавливает общие правила:
1 – нанесения размеров;
2 нанесения предельных отклонений размеров и допусков формы конуса и посадок конических соединений на чертежах всех отраслей промышленностн.
ГОСТ 11182-71 – Развертки конические с цилиндрическим хвостовиком под конусы Морзе. Конструкция и размеры
ГОСТ 11182-71*
Группа Г23
2372-0130
ОКП 391754
Дата введения 1972-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 17.03.71 N 469 дата введения установлена 01.07.72
Ограничение срока действия снято Постановлением Госстандарта от 28.04.81 N 2139
ВЗАМЕН ГОСТ 11182-65 и МН 56-58 в части разверток для конусов Морзе
* ПЕРЕИЗДАНИЕ (ноябрь 1997 г.) с Изменениями N 1, 2, утвержденными в апреле 1981 г., январе 1995 г. (ИУС 7-81, 4-95)
1а. (Исключен, Изм. N 1, 2).
1. Настоящий стандарт распространяется на чистовые и предварительные конические развертки, предназначенные для обработки отверстий с конусом Морзе по ГОСТ 25557-82. В части основных размеров чистовых разверток стандарт соответствует ИСО 2250-72. Требования стандарта являются обязательными, кроме п.5 и приложения 2.
В части основных размеров чистовых разверток стандарт соответствует ИСО 2250-72. Требования стандарта являются обязательными, кроме п.5 и приложения 2.
2. Конструкция и основные размеры разверток должны соответствовать указанным на чертеже и в таблице.
_________________
* Размеры для справок
Размеры, мм
Обозна- | Приме- | Для конуса Морзе | Число зубьев | ||||||||||
предвари- | чистовых | ||||||||||||
2372-0132 | 0 | 9,045 | 9,722 | 6,547 | 8,0 | – | 93 | 61 | 48 | – | 5 | 6 | |
2372-0133 | 1 | 12,065 | 12,863 | 9,571 | 10,0 | 102 | 66 | 50 | 7 | ||||
2372-0134 | 2 | 17,780 | 18,679 | 14,733 | 14,0 | 121 | 79 | 61 | |||||
2372-0135 | 3 | 23,825 | 24,829 | 20,010 | 20,0 | 9 | 146 | 96 | 76 | 2,6 | 7 | 9 | |
2372-0136 | 4 | 31,267 | 32,410 | 26,229 | 25,0 | 13 | 179 | 119 | 97 | 5,2 | |||
2372-0137 | 5 | 44,399 | 45,767 | 37,873 | 31,5 | 16 | 222 | 150 | 124 | 6,6 | 9 | 11 | |
2372-0138 | 6 | 63,348 | 65,016 | 54,171 | 45,0 | 24 | 300 | 208 | 176 | 12,0 | 11 | 13 | |
Примечания:
1. Номинальные диаметры , и установлены для чистовых разверток.
Номинальные диаметры , и установлены для чистовых разверток.
2. Размеры чистовых разверток соответствуют ИСО 2250-72, кроме размеров , , , и числа зубьев.
Пример условного обозначения чистовой конической развертки под конус Морзе 3:
Развертка 2372-0135 ГОСТ 11182-71
То же, предварительной конической развертки:
Развертка 2372-0135-1 ГОСТ 11182-71
1, 2. (Измененная редакция, Изм. N 1, 2).
3. Размеры квадратов – по ГОСТ 9523-84.
4. Центровые отверстия – форма В и форма R – по ГОСТ 14034-74.
5. Элементы конструкции и геометрические параметры разверток указаны в приложении 1.
6. Технические требования – по ГОСТ 11178-81.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
1. Элементы конструкции и геометрические параметры предварительных разверток указаны на черт.1 и в табл.1.
Черт.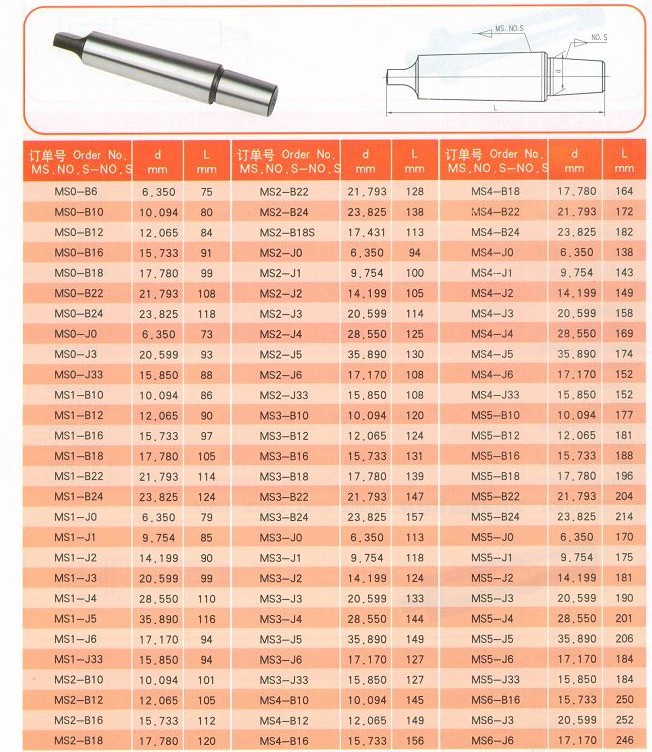 1
1
Таблица 1
Размеры, мм
Для конуса | На меньшем диаметре | На большем диаметре | |||||||||||||
Номин. | Пред. откл. | ||||||||||||||
0 | 8,795 | +0,05 | 9,628 | 6,297 | 48 | 0,5 | 0,10 | 90° | 0,3 | 0,9 | 0,5 | 1,4 | 3,0 | 1,0 | 0,5 |
1 | 11,815 | 12,663 | 9,321 | 50 | 0,4 | 1,3 | 0,6 | 1,8 | 3,2 | 0,6 | |||||
2 | 17,530 | +0,06 | 18,479 | 14,483 | 61 | 0,15 | 0,8 | 2,0 | 1,0 | 2,5 | 0,8 | ||||
3 | 23,575 | +0,07 | 24,629 | 19,760 | 76 | 1,0 | 80° | 4,2 | 1,5 | ||||||
4 | 31,017 | 32,212 | 25,979 | 97 | 0,20 | 1,0 | 2,5 | 1,3 | 3,0 | 5,0 | 2,0 | 1,2 | |||
5 | 44,149 | +0,08 | 45,517 | 37,623 | 124 | 1,6 | 70° | 1,2 | 2,8 | 1,5 | 3,5 | ||||
6 | 63,098 | +0,09 | 64,819 | 54,130 | 172 | 0,30 | 3,3 | 1,8 | 4,0 | 6,0 | 2,5 | 1,5 | |||
2. Геометрические параметры чистовых разверток указаны на черт.2 и в табл.2.
Геометрические параметры чистовых разверток указаны на черт.2 и в табл.2.
Черт.2
Таблица 2
Размеры, мм
Для конуса Морзе |
| ||||
на меньшем диаметре | на большем диаметре | ||||
0 | 0,5 | 12° | 85° | 0,6 | 0,8 |
1 | 10° | 90° | 0,7 | 0,9 | |
2 | 0,9 | 1,2 | |||
3 | 1,0 | 9° | 80° | 1,0 | 1,3 |
4 | 1,4 | 1,7 | |||
5 | 1,5 | 75° | 1,6 | 2,0 | |
6 | 1,8 | 2,2 | |||
3. Размеры радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
Размеры радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
4. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (справочное). СООТВЕТСТВИЕ СТАНДАРТА МЕЖДУНАРОДНОМУ СТАНДАРТУ ИСО 2250-72
ПРИЛОЖЕНИЕ 2
Справочное
Размеры чистовых разверток, установленные в настоящем стандарте, полностью охватывают номенклатуру размеров и соответствуют размерам разверток с цилиндрическим хвостовиком под конусы Морзе по международному стандарту ИСО 2250-72 и приведены в таблице.
Дополнительно в стандарт включены требования к исполнительным размерам чистовых разверток (, , , ) и числу зубьев чистовых разверток, размерам и числу зубьев предварительных разверток, элементам конструкции и геометрическим параметрам чистовых и предварительных разверток.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 2).
ДОПУСТИМАЯ НАГРУЗКА И ТАПАР МОРЗЕ
ГРУЗОПОДЪЕМНОСТЬ И ТАБЛИЦА ТАПАР МОРЗЕ
KFL и KFN
ПРИНИМАЕМ СРОК СЛУЖБЫ ПОДШИПНИКА 2000 ЧАСОВ
(ЕД.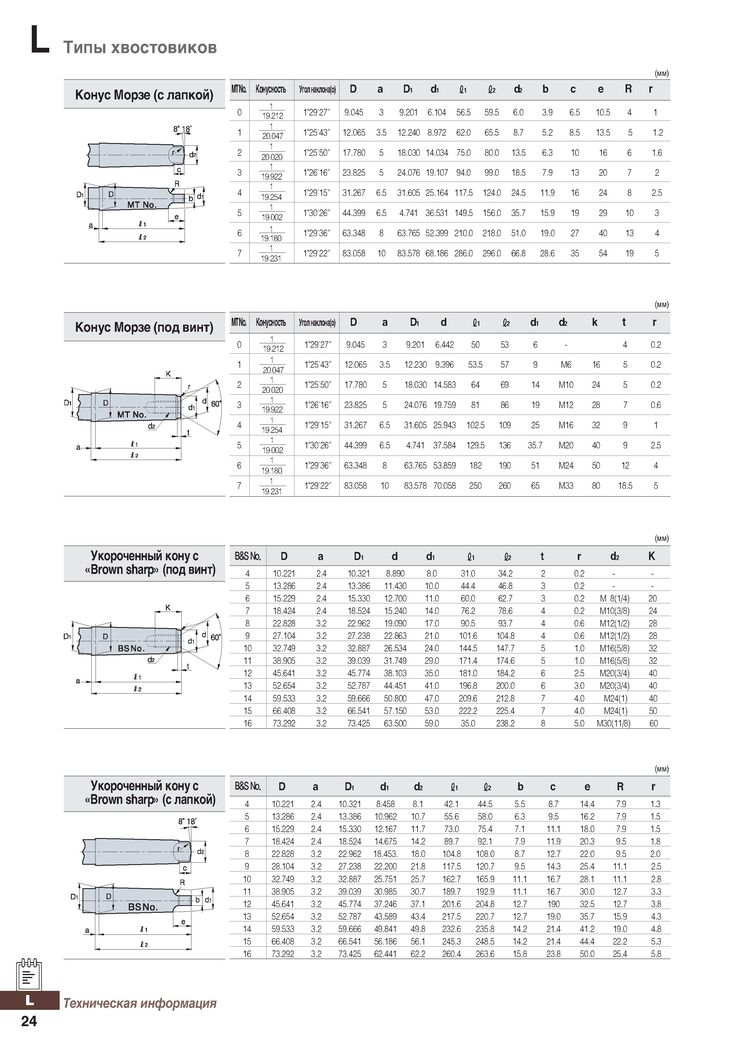 КГС)
КГС)
КФЛ
КФН
KS & KSN
ПРИНИМАЕМ СРОК СЛУЖБЫ ПОДШИПНИКА 2000 ЧАСОВ
(ЕД. КГС)
КГС)
КС КСН | КОНУС МОРЗЕ | НАГРУЗКА/об/мин | 500 | 1000 | 2000 | 3000 | 4000 | 5000 |
|---|---|---|---|---|---|---|---|---|
| М.Т.-2 | РАДИАЛЬНАЯ | 168 | 135 | 107 | 93 | 84 | 78 | |
| ТЯГА | 221 | 177 | 140 | 122 | 111 | 104 | ||
| М.Т.-3 | РАДИАЛЬНАЯ | 237 | 190 | 151 | 132 | 120 | 110 | |
| ТЯГА | 312 | 250 | 198 | 173 | 157 | 145 | ||
| МТ-4 | РАДИАЛЬНАЯ | 425 | 340 | 268 | 235 | 213 | 198 | |
| ТЯГА | 556 | 445 | 353 | 308 | 280 | 260 | ||
М. Т.-5 Т.-5 | РАДИАЛЬНАЯ | 630 | 504 | 400 | 349 | 317 | 294 | |
| ТЯГА | 780 | 662 | 525 | 460 | 417 | 387 |
KC & KCW
ПРИНИМАЕМ СРОК СЛУЖБЫ ПОДШИПНИКА 2000 ЧАСОВ
(ЕД. КГС)
КС ККВ | КОНУС МОРЗЕ | НАГРУЗКА/об/мин | 50 | 150 | 500 | 1000 | 2000 | 3000 |
|---|---|---|---|---|---|---|---|---|
| М.Т.-1 | РАДИАЛЬНАЯ | 53 | 29 | 24 | 20 | 16 | 12 | |
| ТЯГА | 55 | 37 | 29 | 23 | 20 | 15 | ||
| М.Т.-2 | РАДИАЛЬНАЯ | 212 | 115 | 95 | 77 | 61 | 48 | |
| ТЯГА | 282 | 189 | 148 | 112 | 97 | 77 | ||
М. Т.-3 Т.-3 | РАДИАЛЬНАЯ | 340 | 200 | 160 | 125 | 108 | 86 | |
| ТЯГА | 430 | 298 | 237 | 191 | 155 | 124 | ||
| МТ-4 | РАДИАЛЬНАЯ | 643 | 380 | 302 | 231 | 206 | 164 | |
| ТЯГА | 665 | 445 | 352 | 280 | 245 | 194 | ||
| М.Т.-5 | РАДИАЛЬНАЯ | 910 | 605 | 485 | 385 | 308 | – | |
| ТЯГА | 1065 | 713 | 564 | 450 | 360 | – | ||
| М.Т.-6 | РАДИАЛЬНАЯ | 2800 | 2100 | 1380 | 1170 | – | – | |
| ТЯГА | 3750 | 2770 | 1850 | 1470 | – | – |
【ПРИМЕЧАНИЯ】 Грузоподъемность — это значение, которое показывает ограничение срока службы подшипника и, следовательно, не является значением для самого центра.
СТОЛ КОНУС МОРЗЕ
| КОНУС МОРЗЕ | ИЗМЕРИТЕЛЬНАЯ ЛИНИЯ | ОДНОСТОРОННИЙ КОНУС | КОЭФФИЦИЕНТ КОНУСНОСТИ | |
|---|---|---|---|---|
| №1 | Ø 12.065 | 1° 25′ 43″ | 0,049882 | |
| №2 | Ø 17.780 | 1° 25′ 50″ | 0,049951 | |
| №3 | Ø 23,825 | 1° 26′ 16″ | 0,050196 | |
| №4 | Ø 31.267 | 1° 29′ 15″ | 0,051938 | |
| №5 | Ø 44.399 | 1° 30′ 26″ | 0,052626 | |
| №6 | Ø 63.348 | 1° 29′ 36″ | 0,052138 |
Общие – Архив | Втулка с конусом Морзе в моем поворотном столе | Практик-механик
Деннибоб
Пластик
- #1
В центре многих поворотных столов находится втулка с конусом Морзе. Я уверен, что это было помещено туда по какой-то причине, но я точно не знаю, что бы это могло быть. Я надеялся, что кто-нибудь из вас, мудрых (или, по крайней мере, мудрее меня) товарищей, сможет объяснить, для чего нужен этот рукав? Спасибо.
Фармоллмен
Горячекатаный
- #2
Центрирование? Небольшой 3-х или 4-х кулачковый патрон с хвостовиком Морзе? Там действительно много разных применений.
Ник
Майкл Аз
Нержавеющая сталь
- #3
Я предпочитаю сверлить прямое отверстие вместо МТ.
Майкл
планировщик мощности
Горячекатаный
- #4
У меня есть мини-токарный станок со шпильками для крепления патрона к торцу шпинделя. Я сделал копию поверхности шпинделя, просверлил ее на PCD стопорных шпилек патрона и установил на конусную оправку; он напоминает полный шпиндель токарного станка, но с наружным конусом.
Я сделал копию поверхности шпинделя, просверлил ее на PCD стопорных шпилек патрона и установил на конусную оправку; он напоминает полный шпиндель токарного станка, но с наружным конусом.
Оправка подходит к коническому отверстию моего маленького поворотного стола. Он имеет болт в задней части в качестве дышла.
Я могу работать с деталью на токарном станке, снять патрон с деталью, все еще находящейся в нем, поставить патрон на «адаптер» в поворотном столе (отцентрированном на фрезерном столе), обработать его там (например, просверлить болт круглые отверстия, фрезерование пазов, использование продольной пилы и т. д.) на фрезерном станке, при необходимости верните патрон/деталь на токарный станок и продолжайте.
Очень удобно для моей работы; небольшая фурнитура, для которой требуется токарный станок немного больше, чем токарный станок часовщика.
Норман Аткинсон
Титан
- #5
Моя делительная головка Vertex – нет, не поворотная, имеет MT №2, но также носовую резьбу Myford. При необходимости он образует поворотный. Опять же, моя маленькая универсальная делительная головка GHT, которую я сделал, также поддерживает оба. Несмотря на то, что Plannerpower совершенно верен, я могу дополнительно установить ряд цанги Myford.
Со всеми этими хитрыми вещами я могу перенести их на инструмент и шлифовальный станок, а также на токарные станки, сверла и фрезерные станки.
Надеюсь, это будет интересно и полезно.
Норма