Таблица резьба сверло: Диаметр сверла под резьбу: таблица, условия подбора сверл
alexxlab | 23.07.1985 | 0 | Разное
Как правильно подобрать сверло под резьбу для метчиков − таблицы диаметров и рекомендации
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы
В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал. Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
- Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.
 д.
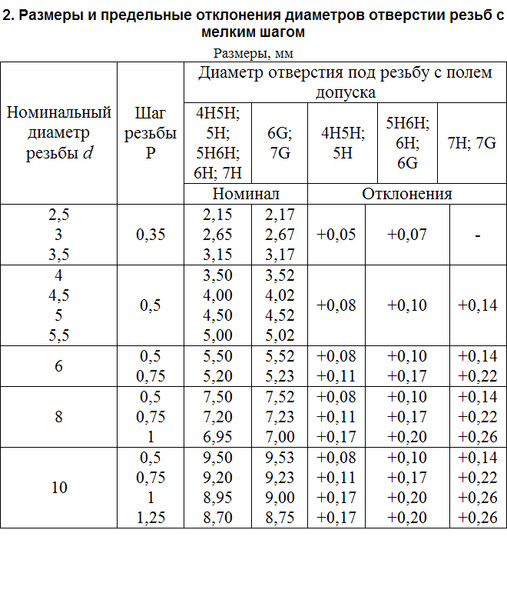
д. - Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6.7 мм. К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
- Для хрупких металлов (чугун) размеры черновых отверстий нужно уменьшить на одну десятую миллиметра от рекомендованных.
- Диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы (таблицу для бесстружечных метчиков вы найдете ниже в статье).
- Все рекомендации отражены в ГОСТах, в специальных таблицах, придерживаясь которых можно получить качественную резьбу и свести к минимуму поломку метчиков.
Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
Диаметр предварительного отверстия для метрических метчиков
Итак, рассмотрим ГОСТы для метрической резьбы, получаемой стандартными метчиками.
Наиболее популярные размеры: М3, М4, М5, М6, М8, М10 и М12, с основным шагом.
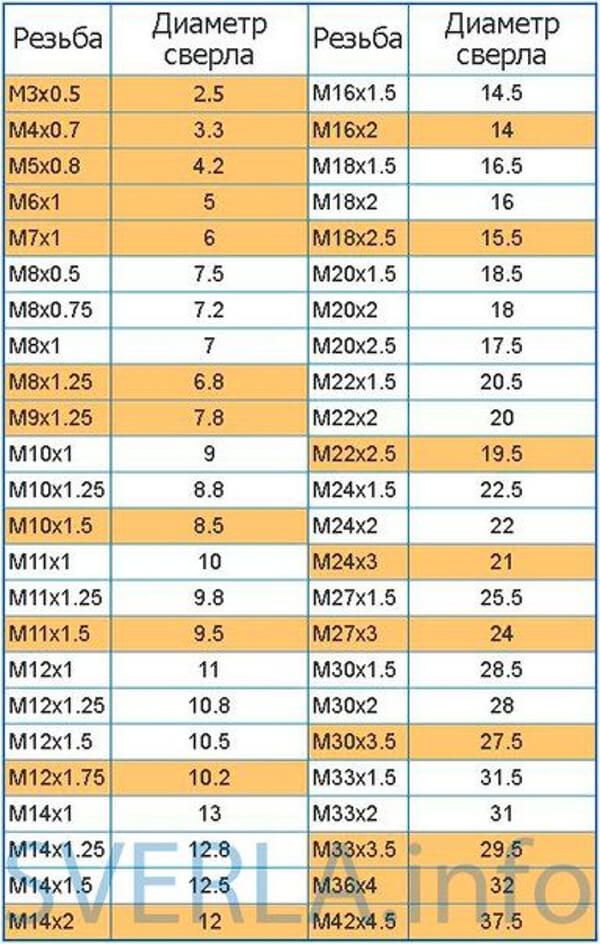
Краткая таблица для самых популярных размеров метрической резьбы с крупным шагом:
| Метчик (резьба/основной шаг) | Диаметр отверстия (⌀ сверла), мм |
| М3х0.5 | 2.5 |
| М4х0.7 | 3.3 |
| М5х0.8 | 4.2 |
| М6х.1.0 | 5.0 |
| М8х1.25 | 6.8 |
| М10х1.5 | 8.5 |
| М12х1.75 | 10. 2 2 |
| М14х2.0 | 12.0 |
| М16х2.0 | 14.0 |
| М18х2.5 | 15.4-15.6 |
| М20х2.5 | 17.4-17.6 |
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
| М | Шаг, мм | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) |
| 1 | 0,25 | *0,774 | 0,75 |
| 1,1 | 0,25 | *0,874 | 0,85 |
| 1,2 | 0,25 | *0,974 | 0,95 |
| 1,4 | 0,3 | *1,128 | 1,1 |
| 1,6 | 0,35 | 1,321 | 1,25 |
| 1,8 | 0,35 | 1,521 | 1,45 |
| 2 | 0,4 | 1,679 | 1,6 |
| 2,2 | 0,45 | 1,838 | 1,75 |
| 2,5 | 0,45 | 2,138 | 2,05 |
| 3 | 0,5 | 2,599 | 2,5 |
| 3,5 | 0,6 | 3,010 | 2,9 |
| 4 | 0,7 | 3,422 | 3,3 |
| 4,5 | 0,75 | 3,878 | 3,7 |
| 5 | 0,8 | 4,334 | 4,2 |
| 6 | 1 | 5,153 | 5,0 |
| 7 | 1 | 6,153 | 6,0 |
| 8 | 1,25 | 6,912 | 6,8 |
| 9 | 1,25 | 7,912 | 7,8 |
| 10 | 1,5 | 8,676 | 8,5 |
| 11 | 1,5 | 9,676 | 9,5 |
| 12 | 1,75 | 10,441 | 10,2 |
| 14 | 2 | 12,210 | 12,0 |
| 16 | 2 | 14,210 | 14,0 |
| 18 | 2,5 | 15,744 | 15,5 |
| 20 | 2,5 | 17,744 | 17,5 |
| 22 | 2,5 | 19,744 | 19,5 |
| 24 | 3 | 21,252 | 21,0 |
| 27 | 3 | 24,252 | 24,0 |
| 30 | 3,5 | 26,771 | 26,5 |
| 33 | 3,5 | 29,771 | 29,5 |
| 36 | 4 | 32,270 | 32,0 |
| 39 | 4 | 35,270 | 35,0 |
| 42 | 4,5 | 37,799 | 37,5 |
| 45 | 4,5 | 40,799 | 40,5 |
| 48 | 5 | 43,297 | 43,0 |
| 52 | 5 | 47,297 | 47,0 |
| 56 | 5,5 | 50,796 | 50,5 |
| 60 | 5,5 | 54,796 | 54,5 |
| 64 | 6 | 58,305 | 58,0 |
| 68 | 6 | 62,305 | 62,0 |
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | МхШаг | Внутр. диаметр резьбы гайки, мм (доп. по ISO2 — 6H) | D сверла, мм (по DIN336) | |
| 2×0,25 | *1,774 | 1,75 | 24×1 | 23,153 | 23 | |
| 2,2×0,25 | *1,974 | 1,95 | 24×1,5 | 22,676 | 22,5 | |
| 2,3×0,25 | 2,071 | 2,05 | 24×2 | 22,210 | 22 | |
| 2,5×0,35 | *2,184 | 2,15 | 25×1 | 24,153 | 24 | |
| 2,6×0,35 | 2,252 | 2,2 | 25×1,5 | 23,676 | 23,5 | |
| 3×0,35 | *2,684 | 2,65 | 26×1,5 | 24,676 | 24,5 | |
| 3,5×0,35 | *3,184 | 3,15 | 27×1,5 | 25,676 | 25,5 | |
| 4×0,35 | *3,684 | 3,65 | 27×2 | 25,210 | 25,0 | |
| 4×0,5 | 3,599 | 3,5 | 28×1,5 | 26,676 | 26,5 | |
| 5×0,5 | 4,599 | 4,5 | 28×2 | 26,210 | 26,0 | |
| 6×0,5 | 5,599 | 5,5 | 30×1 | 29,153 | 29,0 | |
| 6×0,75 | 5,378 | 5,2 | 30×1,5 | 28,676 | 28,5 | |
| 7×0,75 | 6,378 | 6,2 | 30×2 | 28,210 | 28,0 | |
| 8×0,5 | 7,599 | 7,5 | 32×1,5 | 30,676 | 30,5 | |
| 8×0,75 | 7,378 | 7,2 | 33×1,5 | 31,676 | 31,5 | |
| 8×1 | 7,153 | 7,0 | 33×2 | 31,210 | 31,0 | |
| 9×0,75 | 8,378 | 8,2 | 34×1,5 | 32,676 | 32,5 | |
| 9×1 | 8,153 | 8,0 | 35×1,5 | 33,676 | 33,5 | |
| 10×0,5 | 9,599 | 9,5 | 36×1,5 | 34,676 | 34,5 | |
| 10×0,75 | 9,378 | 9,2 | 36×2 | 34,210 | 34,0 | |
| 10×1 | 9,153 | 9,0 | 36×3 | 33,252 | 33,0 | |
| 10×1,25 | 8,912 | 8,8 | 38×1,5 | 36,676 | 36,5 | |
| 11×1 | 10,153 | 10,0 | 39×1,5 | 37,676 | 37,5 | |
| 12×0,75 | 11,378 | 11,2 | 39×2 | 37,210 | 37,0 | |
| 12×1 | 11,153 | 11,0 | 39×3 | 36,252 | 36,0 | |
| 12×1,25 | 10,912 | 10,8 | 40×1,5 | 38,676 | 38,5 | |
| 12×1,5 | 10,676 | 10,5 | 40×2 | 38,210 | 38,0 | |
| 13×1 | 12,153 | 12,0 | 40×3 | 37,252 | 37,0 | |
| 14×1 | 13,153 | 13,0 | 42×1,5 | 40,676 | 40,5 | |
| 14×1,25 | 12,912 | 12,8 | 42×2 | 40,210 | 40,0 | |
| 14×1,5 | 12,676 | 12,5 | 42×3 | 39,252 | 39,0 | |
| 15×1 | 14,153 | 14,0 | 45×1,5 | 43,676 | 43,5 | |
| 15×1,5 | 13,676 | 13,5 | 45×2 | 43,210 | 43,0 | |
| 16×1 | 15,153 | 15,0 | 45×3 | 42,252 | 42,0 | |
| 16×1,5 | 14,676 | 14,5 | 48×1,5 | 46,676 | 46,5 | |
| 18×1 | 17,153 | 17,0 | 48×2 | 46,210 | 46,0 | |
| 18×1,5 | 16,676 | 16,5 | 48×3 | 45,252 | 45,0 | |
| 18×2 | 16,210 | 16,0 | 50×1,5 | 48,676 | 48,5 | |
| 20×1 | 19,153 | 19,0 | 50×2 | 48,210 | 48,0 | |
| 20×1,5 | 18,676 | 18,5 | 50×3 | 47,252 | 47,0 | |
| 20×2 | 18,210 | 18,0 | 52×1,5 | 50,676 | 50,5 | |
| 22×1 | 21,153 | 21,0 | 52×2 | 50,210 | 50,0 | |
| 22×1,5 | 20,676 | 20,5 | 52×3 | 49,252 | 49,0 | |
| 22×2 | 20,210 | 20,0 | 63×1,5 | 61,676 | 61,5 |
*Поле допуска по ISO1 – 4H.
Обратите внимание! Также есть еще один быстрый способ, так называемый «дедовский метод», по нему можно быстро подобрать сверло под метчик без таблиц. Для этого надо вычесть из номинального диаметра резьбы его шаг.
Рассмотрим способ на примере. Допустим, вам необходимо нарезать резьбу М10х1.5.
- Номинальный диаметр резьбы 10 мм.
- Шаг 1.5 мм.
- Вычитаем из первого значения второе: 10-1.5=8.5 мм.
- Диаметр сверла равен 8.5 мм.
Допускается округлять значение до большего. Например, 9.75 округлить до 9.8. Но это будет приблизительное значение, «дедовский» метод подойдет больше для бытовых нужд. Для производственных задач рекомендуется ориентироваться по таблицам, ГОСТам, с учетом допусков и особенностей обрабатываемого материала.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.

Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы.
Второй стандартный размер точности метрических резьб – это средний. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр.
Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Как подобрать сверло под метчики-раскатники (бесстружечные)
Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6.8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
| М | (доп. по ISO2 — 7H) | ||||
| 1 | 0,25 | *0,785 | 0,89 | 0,91 | 0,9 |
| 1,1 | 0,25 | *0,885 | 0,99 | 1,01 | 1,0 |
| 1,2 | 0,25 | *0,985 | 1,09 | 1,11 | 1,1 |
| 1,4 | 0,3 | *1,142 | 1,24 | 1,27 | 1,25 |
| 1,6 | 0,35 | *1,321 | 1,44 | 1,48 | 1,45 |
| 1,8 | 0,35 | *1,521 | 1,66 | 1,68 | 1,67 |
| 2,0 | 0,4 | *1,679 | 1,84 | 1,86 | 1,85 |
| 2,2 | 0,45 | **1,838 | 2,02 | 2,04 | 2,03 |
| 2,5 | 0,45 | *2,138 | 2,30 | 2,34 | 2,3 |
| 3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
| 3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
| 4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
| 4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
| 5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
| 6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
| 7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
| 8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
| 9 | 1,25 | 7,982 | 8,41 | 8,48 | |
| 10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
| 11 | 1,5 | 9,751 | 10,28 | 10,37 | |
| 12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
| 14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
| 16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
| 18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
| 20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
| МхШаг | (доп. по ISO2 — 7H) | |||
| 2×0,25 | *1,785 | 1,9 | 1,91 | |
| 2,2×0,25 | *1,985 | 2,1 | 2,11 | |
| 2,3×0,25 | *2,071 | 2,2 | 2,21 | |
| 2,5×0,35 | 2,201 | 2,36 | 2,38 | 2,37 |
| 2,6×0,35 | 2,252 | 2,46 | 2,48 | 2,47 |
| 3×0,35 | *2,701 | 2,87 | 2,89 | 2,88 |
| 3,5×0,35 | *3,201 | 3,37 | 3,39 | 3,38 |
| 4×0,35 | *3,701 | 3,87 | 3,89 | |
| 4×0,5 | 3,639 | 3,79 | 3,82 | 3,8 |
| 5×0,5 | 4,639 | 4,79 | 4,82 | 4,8 |
| 6×0,5 | **5,599 | 5,8 | 5,83 | 5,8 |
| 6×0,75 | 5,424 | 5,63 | 5,7 | 5,7 |
| 7×0,75 | 6,424 | 6,67 | 6,72 | 6,7 |
| 8×0,5 | **7,599 | 7,8 | 7,83 | |
| 8×0,75 | 7,424 | 7,67 | 7,72 | 7,7 |
| 8×1 | 7,217 | 7,51 | 7,6 | 7,55 |
| 9×0,75 | 8,424 | 8,67 | 8,72 | 8,7 |
| 9×1 | 8,217 | 8,55 | 8,6 | 8,6 |
| 10×0,5 | **9,599 | 9,8 | 9,83 | 9,8 |
| 10×0,75 | 9,424 | 9,67 | 9,72 | 9,7 |
| 10×1 | 9,217 | 9,51 | 9,6 | 9,55 |
| 10×1,25 | 8,982 | 9,41 | 9,48 | 9,45 |
| 11×1 | 10,217 | 10,55 | 10,6 | 10,6 |
| 12×1 | 11,217 | 11,52 | 11,61 | 11,55 |
| 12×1,25 | 10,982 | 11,43 | 11,5 | 11,45 |
| 12×1,5 | 10,751 | 11,29 | 11,38 | 11,35 |
| 14×1 | 13,217 | 13,55 | 13,61 | 13,6 |
| 14×1,25 | 12,982 | 13,43 | 13,5 | 13,45 |
| 14×1,5 | 12,751 | 13,29 | 13,38 | 13,35 |
| 15×1 | 14,217 | 14,55 | 14,61 | 14,6 |
| 15×1,5 | 13,751 | 14,26 | 14,36 | 14,35 |
| 16×1 | 15,217 | 15,55 | 15,61 | 15,6 |
| 16×1,5 | 14,751 | 15,29 | 15,38 | 15,35 |
| 18×1 | 17,217 | 17,55 | 17,61 | 17,6 |
| 18×1,5 | 16,751 | 17,29 | 17,38 | 17,35 |
| 18×2 | 16,310 | 17,02 | 17,14 | 17,1 |
| 20×1 | 19,217 | 19,55 | 19,61 | 19,6 |
| 20×1,5 | 18,751 | 19,29 | 19,38 | 19,35 |
| 20×2 | 18,310 | 19,02 | 19,14 | 19,1 |
| 22×1,5 | 20,751 | 21,26 | 21,36 | |
| 22×2 | 20,310 | 21 | 21,15 | |
| 24×1,5 | 22,751 | 23,26 | 23,38 | |
| 24×2 | 22,310 | 23,01 | 23,16 | 23,1 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Теперь разберем раскатники для дюймовой (трубной) резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
| G | Число ниток на дюйм | |||||
| G 1/16″ | 28 | 7,723 | 6,843 | 7,24 | 7,32 | |
| G 1/8″ | 28 | 9,728 | 8,848 | 9,24 | 9,32 | 9,25 |
| G 1/4″ | 19 | 13,157 | 11,890 | 12,48 | 12,56 | 12,55 |
| G 3/8″ | 19 | 16,662 | 15,395 | 15,99 | 16,06 | 16,06 |
| G 1/2″ | 14 | 20,955 | 19,172 | 20,02 | 20,12 | 20,05 |
| G 5/8″ | 14 | 22,911 | 21,128 | 21,97 | 22,07 | |
| G 3/4″ | 14 | 26,441 | 24,658 | 25,5 | 25,6 | |
| G 7/8″ | 14 | 30,201 | 28,418 | 29,26 | 29,36 | |
| G1″ | 11 | 33,249 | 30,931 | 32,05 | 32,18 | |
| G 1 1/8″ | 11 | 37,897 | 35,579 | 36,7 | 36,83 | |
| G 1 1/4″ | 11 | 41,910 | 39,592 | 40,72 | 40,84 | |
| G 1 3/8″ | 11 | 44,323 | 42,005 | 43,13 | 43,26 | |
| G 1 1/2″ | 11 | 47,803 | 45,485 | 46,61 | 46,74 | |
| G 1 3/4″ | 11 | 53,746 | 51,428 | 52,55 | 52,68 | |
| G 2″ | 11 | 59,614 | 57,296 | 58,42 | 58,55 |
Правила обозначения
В маркировке присутствует несколько параметров.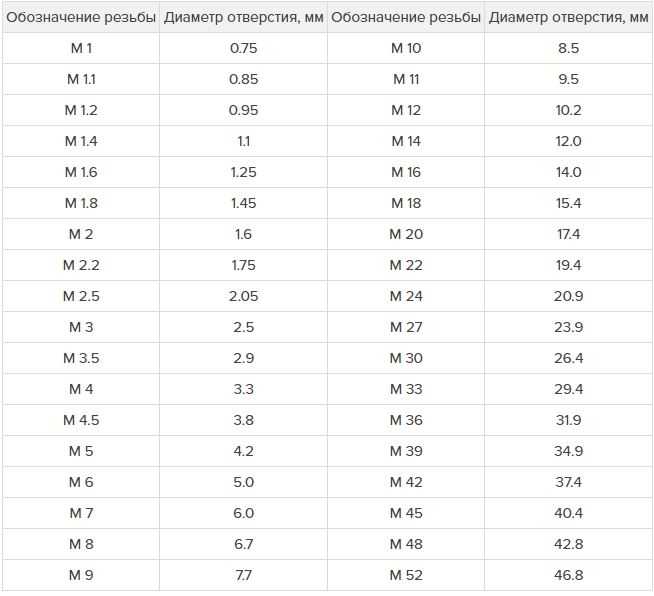 Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
- N – средней.
- S – мелкой.
- L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Диаметры сверл для трубных (дюймовых) метчиков
Таблица размеров предварительных отверстий для трубной резьбы:
| G | Шаг резьбы, мм | Число ниток на 1 дюйм | ⌀ сверла под резьбу, мм | ⌀ отверстия под резьбу, мм | ||
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0. 907 907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3/4 | 1.814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7/8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1/4 | 2.309 | 11 | 39 | 39 | +0. 18 18 | +0.36 |
| G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3/4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | — | 56.7 | +0.18 | +0.36 |
| G2 1/4 | 2.309 | 11 | — | 62.8 | +0.22 | +0.43 |
| G2 1/2 | 2.309 | 11 | — | 72.27 | +0.22 | +0.43 |
| G2 3/4 | 2.309 | 11 | — | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | — | 84.97 | +0.22 | +0.43 |
| G3 1/4 | 0.907 | 11 | — | 91.07 | +0.22 | +0.43 |
| G3 1/2 | 1. 337 337 | 11 | — | 97.42 | +0.22 | +0.43 |
| G3 3/4 | 1.337 | 11 | — | 103. 77 | +0.22 | +0.43 |
| G4 | 1.814 | 11 | — | 110. 12 | +0.22 | +0.43 |
| G4 1/2 | 1.814 | 11 | — | 122. 82 | +0.22 | +0.43 |
| G5 | 1.814 | 11 | — | 135. 52 | +0.22 | +0.43 |
| G5 1/2 | 1.814 | 11 | — | 148. 22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | — | 160. 92 | +0.22 | +0.43 |
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
- зафиксировать заготовку в тисках;
- установить необходимые настройки на пульте управления;
- получить и проверить обработанную деталь.

Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
| Диаметр, мм | Габариты заготовки в виде стержня, мм |
| М6 | 5,8 |
| М8 | 7,8 |
| М10 | 9,8 |
| М12 | 11,8 |
| М14 | 13,7 |
| М16 | 15,7 |
| М18 | 17,7 |
| М20 | 19,8 |
Также существует метчик, то есть специальное приспособление для нанесения рисунка изнутри, например, на гайку.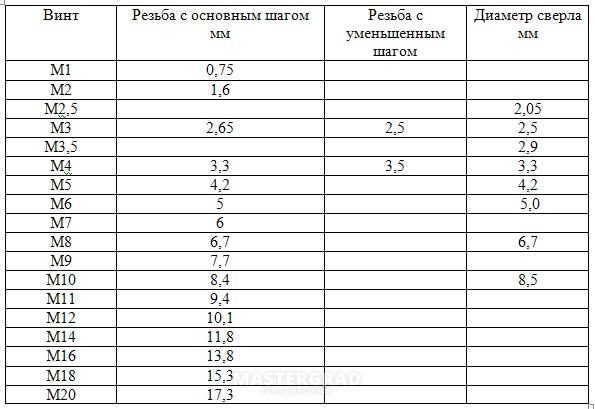 Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они похожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1—3 кромками, формирующими соответствующее количество нитей.
Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они похожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1—3 кромками, формирующими соответствующее количество нитей.
Чтобы такой помощник оказался эффективным, он должен быть изготовлен из более стойкого к разрушению материала, чем металл заготовки, то есть из высокопрочной углеродной стали, которую, кстати, длительное время вообще не нужно затачивать. Тогда он создаст в детали точное зеркальное отражение своего профиля.
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба UNC (крупная) и UNF (мелкая) менее распространена в России, профиль ее аналогичен метрической 60°, но размер считается в дюймах.
Таблица диаметров отверстий под наиболее распространенную американскую резьбу UNC/UNF:
| Дюймовая резьба UNC | |||||||||||||||
| Резьба х Ниток на дюйм | Диаметр сверла, мм | Резьба х Ниток на дюйм | Диаметр сверла, мм | ||||||||||||
| 1/4х20 | 5. 1 1 | 7/8х9 | 19.5 | ||||||||||||
| 5/16х18 | 6.5 | 1х8 | 22.25 | ||||||||||||
| 3/8х16 | 8 | 1 1/8х7 | 25 | ||||||||||||
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 | ||||||||||||
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 | ||||||||||||
| 9/16х12 | 12.2 | 1 1/2х6 | 34 | ||||||||||||
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 | ||||||||||||
| 3/4х10 | 16.5 | 2х4 | 45 | ||||||||||||
пп
| Дюймовая мелкая резьба UNF | |||||||||||||||
| Резьба х ниток на дюйм | ⌀ сверла, мм | Резьба х ниток на дюйм | ⌀ сверла, мм | ||||||||||||
| 1/4х28 | 5.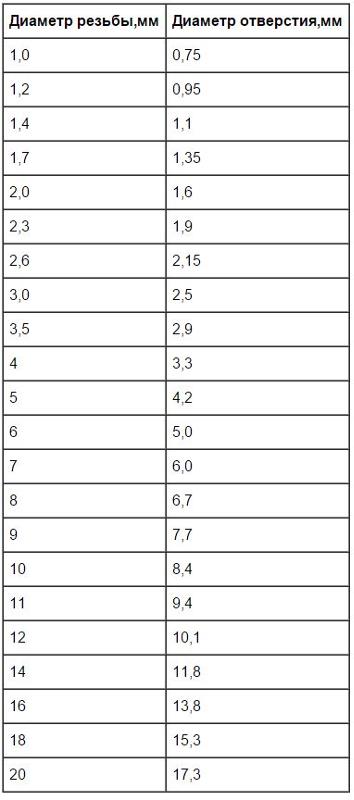 5 5 | 3/4х16 | 17.5 | ||||||||||||
| 5/16х24 | 6.9 | 7/8х14 | 20.5 | ||||||||||||
| 3/8х24 | 8.5 | 1х12 | 23.25 | ||||||||||||
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 | ||||||||||||
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 | ||||||||||||
| 9/16х18 | 12.9 | 1 3/8х12 | 33 | ||||||||||||
| 5/8х18 | 14.5 | 1 1/2х12 | 36 | ||||||||||||
Конец таблицы
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком.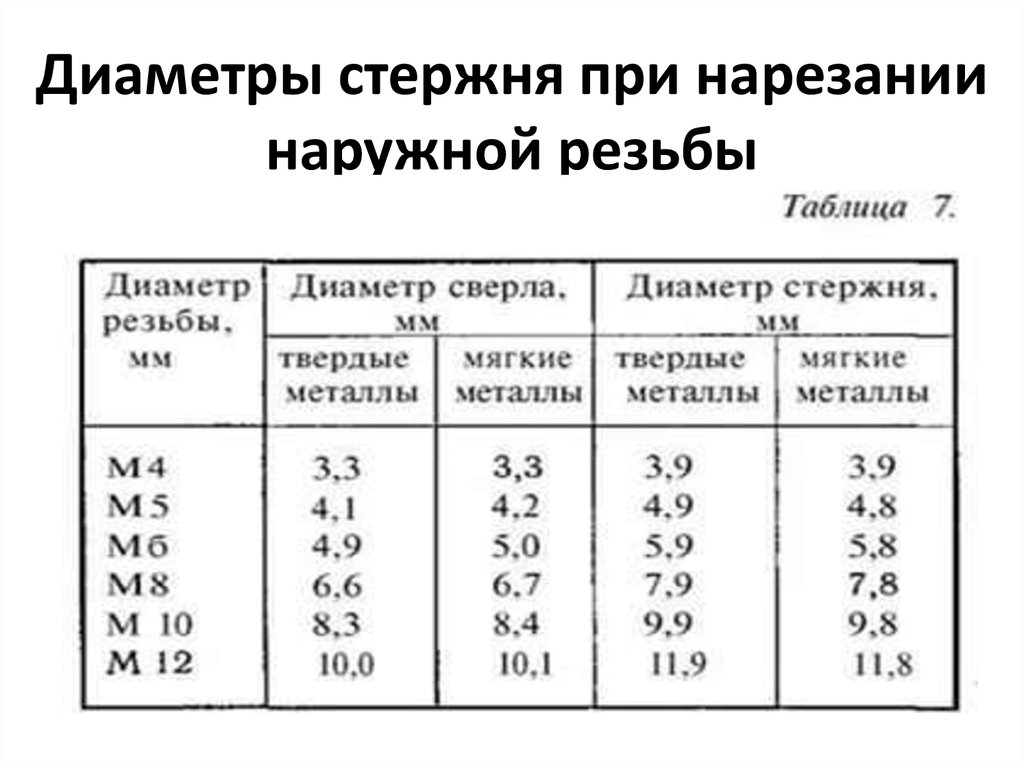 От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
таблица подбора диаметра для нарезания метчиком
Размеры отверстий по ГОСТ
Действующий сегодня государственный стандарт был введен в уже далеком 1973 году, еще в Советском Союзе. Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Номер нормативного акта – ГОСТ 19257-73, – и он обладает следующими особенностями:
- представляет собой целый комплект различных документов;
- задает условия для четкого соблюдения геометрических показателей, что позволит обеспечить прочность, износостойкость, качество крепежа;
- регламентирует обработку сразу нескольких сплавов – стали, чугуна, меди и алюминия.
Размеры отверстий, используемые инструменты, процесс нанесения
Для создания спирали сначала требуется просверлить посадочное место с двойным радиусом на 1—2 мм уже необходимого сечения. Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Далее следует выбрать диаметр сверла для нарезки резьбы из таблицы (приведем ее ниже, она указывает параметры как внутреннего, так и наружного рисунка), зафиксировать прибор в патроне дрели и немного поработать. Да, вероятно, придется применить еще и некоторые дополнительные приспособления – им мы тоже уделим должное внимание чуть позже.
Полезная таблица — диаметр резьбы и шаг
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая.
Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая.
Читать также: Распиновка скарт разъема на тюльпан
Основные параметры
Определяясь, следует учитывать такие важные практические характеристики:
- Измерительная система, используемая для расчетов, – все российские заводы, изготавливающие крепеж, ориентируются на миллиметры, тогда как на Западе в ходу дюймы (по умолчанию).
- Количество нитей для захода – 1, 2, 3 – оно определяет максимальную интенсивность и прочность закручивания; две – наиболее распространенный вариант.
- Геометрия профиля – он будет круглым, квадратным, треугольным или трапециевидным.
- Характер развития витков – правый или левый.
- Расположение внутри относительно заготовки – внутри (гайки – лучший пример) или снаружи (шурупы) – это влияет напрямую, какие выбрать сверла под резьбу.

- Форма создаваемой поверхности – с расширением к шляпке, в виде конуса, как у самореза, или одинаковая по всей детали, как у винта.
- Назначение готового крепежного элемента – условия его дальнейшего использования обязательно принимаются во внимание.
Чтобы эти параметры было проще учитывать, ввели ряд условных обозначений, проставляемых в схемах и на чертежах:
- М – метрическая СИ, согласно ГОСТ 9150-2002.
- BSW, NPT, UTS – дюймовая.
- МК – коническая нарезка, в соответствии со стандартом 6211-81.
- MJ – в форме цилиндра, ее определяет уже ГОСТ 6351-81.
- Tr – трапециевидная, по нормативному акту 9484-81.
- Кр – округлая, находит применение главным образом в сантехнике.
- S – упорная, обусловлена ГОСТ 10177-82.
- E – с эдисоновским профилем.
- R и G – трубная.
- S45 – усиленная.
Данные маркеры также являются составной частью номенклатуры целого ряда выпускаемых крепежных элементов.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
- зафиксировать заготовку в тисках;
- установить необходимые настройки на пульте управления;
- получить и проверить обработанную деталь.

Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
| Диаметр, мм | Габариты заготовки в виде стержня, мм |
| М6 | 5,8 |
| М8 | 7,8 |
| М10 | 9,8 |
| М12 | 11,8 |
| М14 | 13,7 |
| М16 | 15,7 |
| М18 | 17,7 |
| М20 | 19,8 |
Также существует метчик, то есть специальное приспособление для нанесения рисунка изнутри, например, на гайку. Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они похожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1—3 кромками, формирующими соответствующее количество нитей.
Вариантов его тоже очень много – для выполнения самых разных задач, – но работают они похожим образом. При использовании любого из них сначала просверливают отверстие, в которое затем и вкручивают инструмент с 1—3 кромками, формирующими соответствующее количество нитей.
Чтобы такой помощник оказался эффективным, он должен быть изготовлен из более стойкого к разрушению материала, чем металл заготовки, то есть из высокопрочной углеродной стали, которую, кстати, длительное время вообще не нужно затачивать. Тогда он создаст в детали точное зеркальное отражение своего профиля.
Несколько полезных советов при работе сверлом
Чтобы своими руками выполнять сверление бетонной поверхности без особых проблем, стоит придерживаться советов специалистов.
С некоторыми из них можно познакомиться ниже:
- Перед началом выполнения работ по бетону, стоит запастись сверлами для разных материалов, включая для металла. Это связано с тем, что сверла по бетону используются лишь для сверления отверстий на бетоне, керамике, камне и других твердых материалах.
 Но часто, при входе в бетон, бур натыкается на металлическую арматуру. Это требует применения сверла по металлу, заменяющего временно инструмент по бетону, которым просверливается арматура, а затем обратно ставится прежний;
Но часто, при входе в бетон, бур натыкается на металлическую арматуру. Это требует применения сверла по металлу, заменяющего временно инструмент по бетону, которым просверливается арматура, а затем обратно ставится прежний; - При работе необходимо постоянно следить за температурой инструмента. Через каждые15 секунд непрерывного сверления, нужно делать паузу для остывания сверла, но лишь естественным образом, без применения воды и другой жидкости;
- Если, при входе в бетон, сверло упирается в твердый камень, лучше воспользоваться пробойником, раздробить камень, а затем продолжать работу прежним инструментом;
- При необходимости сделать отверстие в перекрытии или несущей стене, лучше ударную дрель заменить перфоратором;
- Если сверлится керамика, используется сверло по бетону, но с отключением режима ударной дрели, чтобы предотвратить раскол плитки;
- Затупившиеся сверло можно наточить с помощью болгарки, установив на нее алмазный диск. Если приобретаются для работы качественные дорогие инструменты, их не потребуется затачивать.

Советы, какие и как выбрать сверла, буры по бетону, способы их использования, полезны и новичкам, и опытным мастерам. Бурить бетон достаточно сложно, поэтому лучше предварительно учесть все рекомендации специалистов и правильно подобрать рабочий инструмент.
Как правильно наносить витки
Выбирая сверло для нарезания резьбы, необходимо помнить и о том, как и когда его использовать. Например, бессмысленно и даже вредно пытаться сделать посадочное место в каленом железе, ведь оно прошло термическую подготовку, а значит приобрело низкую устойчивость к подобным воздействиям и может просто раскрошиться.
Перед проведением технологической операции следует позаботиться о том, чтобы под рукой были зажимы и тиски. Станок, естественно, должен быть в пригодном к эксплуатации состоянии.
В процессе труда следует:
- перемещать инструмент медленно и плавно, без рывков;
- по завершении внимательно осматривать изделие, даже если оно простой формы, и не лениться его шлифовать;
- выполнять предварительный нагрев заготовки, в тех случаях, когда это требуется;
- регулярно проворачивать лезвие в обратную сторону, обламывая таким образом стружку и предотвращая заклинивание воротка.

Подготовка
Прежде чем браться за работу, тщательно счистите ржавчину, маслянистые разводы и любые другие загрязнения или посторонние вещества с контактных поверхностей. Затем просушите деталь и смажьте ту ее часть, на которой появится нить. Чем? Смотря из чего сделаны ваши резьбовые сверла, таблица совместимости выглядит так:
| Средство | Материал | |||||
| Сталь | Алюминий | Латунь | Медь | Чугун | Бронза | |
| Мыльная вода | + | + | + | + | Лучше поддаются обработке «насухую» | |
| Льняное масло | + | – | + | – | ||
| Покупная эмульсия | + | + | + | + | ||
| Керосин | – | + | – | – | ||
| Скипидар | – | – | – | + | ||
| Сало и минеральное, машинное масла | Способствует налипанию стружки из-за своей вязкой структуры, поэтому практически не подходит | |||||
Процесс создания наружной насечки
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые щели вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые щели вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нанесения внутренней насечки
Поступаете сходным образом:
- надежно зажимаете деталь;
- выполняете отверстие и шлифуете его края;
- наносите смазку и вводите двухпроходное черновое приспособление, вкручивая его постепенно и медленно, регулярно обламывая стружку; затем используете чистовой прибор.
Порядок работ хорошо показан в ролике ниже.
Ну а теперь еще немного полезной статистики.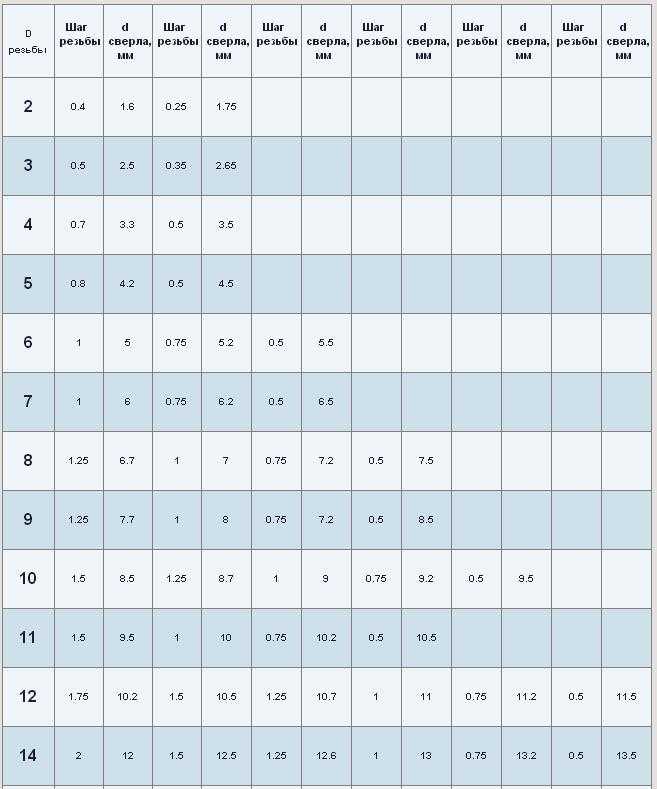
Свёрла по металлу: разновидности диаметров в зависимости от формы и поставленной задачи
Необходимость сделать отверстие в металлическом изделии возникает не только у строителей или мастеров по металлу. Довольно часто такая необходимость может возникнуть и в домашних условиях. Но чтобы сделать отверстие потребуется подходящий инструментарий и сверла нужного диаметра.
Вместе с тем возникает вопрос: а какие разновидности свёрл для металла вообще существуют? Наверняка у каждого вида есть свои преимущества и недостатки. Ответы на этот и многие другие вопросы — в данной статье.
Критерии для выбора
Выбор сверла по металлу — очень важный этап. Ведь качество работы во многом зависит именно от этого изделия. Купив некачественную модель или сверло неподходящего диаметра, можно не только испортить себе настроение, но и повредить металлическое изделие, в котором нужно было сделать отверстие.
Поэтому при выборе, следует опираться на следующие характеристики:
- Требуемый диаметр.

- Симметричность заточки.
- Твёрдость и крепость изделия.
- Тип металла, из которого изготовлено сверло.
- Производитель.
- И, конечно, цена.
Чтобы не ошибиться с выбором, мастера рекомендуют приобретать такие устройства в наборе. Обычно в одной упаковке встречается 6–8 свёрл разного диаметра. Тем не менее изделия можно приобретать поштучно. Правда, для этого потребуются определённые знания.
Требуемый размер
Несмотря на широкое разнообразие размерной сетки у производителей, существуют стандарты, которые относят сверло к той или иной категории. К таким стандартам относятся ГОСТ 886–77, ГОСТ 10902–77 и ГОСТ 4010-77. В этих документах формируется 3 группы для длины и диаметра свёрл, предназначенных для работы с металлом:
- Короткие изделия. Сюда относятся свёрла длиной 20–131 мм и диаметром 0,3–20 мм.
- Удлинённые модели. Диаметр аналогичен предыдущей группе, но с увеличенной длиной (от 131 до 205 мм).
- Длинные.
 Диаметр изделия от 1 до 20 мм, а длина от 205 до 254 мм.
Диаметр изделия от 1 до 20 мм, а длина от 205 до 254 мм.
Иногда возникает необходимость сделать отверстие под саморез. Использовать сверло с диаметром аналогичным саморезу будет неразумно. На практике получается так, что размер отверстия не совпадает с диаметром самореза. Чтобы выбрать подходящую модель, необходимо воспользоваться нижеприведёнными таблицами.
Требуемый размер сверла для острого самореза с пресс-шайбой:
Совсем другие размеры для острых саморезов чёрного цвета, предназначенных для работы с металлом:
Разнообразие форм и диаметров
Стандартное сверло имеет цилиндрическую форму и состоит из режущей части и хвостовика. Вместе с тем в каждом изделии имеются специальные углубления (т. н. рабочие поверхности), которые выводят стружку из отверстия. Исходя из этих параметров, выделяется множество самых разнообразных изделий, каждый из которых имеет свои диапазоны диаметра:
- Винтовая модель с коническим хвостовиком. Чаще всего такую модификации можно встретить на специальных двуручных дрелях или на сверлильных станках.
 При этом сверло крепится на конический хвостовик, а не на патрон, как обычно. Подобные изделия применяются для сверления больших отверстий, поэтому и обладают широким диаметром.
При этом сверло крепится на конический хвостовик, а не на патрон, как обычно. Подобные изделия применяются для сверления больших отверстий, поэтому и обладают широким диаметром. - Корончатые разновидности. Режущая часть у таких моделей значительно шире, чем хвостовик, поэтому по форме напоминает корону. Как правило, подобные модификации применяются для высверливания отверстий в нескольких металлических листах. Поэтому на рабочей поверхности имеются частые зубья.
- Изделия со ступенчатой формой. Появились относительно недавно, поэтому обладают менее широким выбором изделий. Тем не менее огромными шагами завоёвывают популярность благодаря своей универсальности. Дело в том, что одним и тем же сверлом можно делать отверстия шириной от 4 до 36 мм. Соответственно, чем больше «ступенек», тем выше стоимость. Однако использовать такое новшество можно только на листовом металле.
- Левосторонние модификации. Встретить в магазине такую разновидность довольно тяжело из-за специфичности применения. Назначение таких устройств заключается в удалении сломанного винта или болта. Исходя из этого, встречается только 5–7 разновидностей по диаметру.
- Твердосплавные модели. Отличаются односторонним углом заточки и высокой прочностью. Эти качества позволяют применять изделия для работы с крепким металлом. Чаще всего такие свёрла выпускаются с небольшим радиусом, но всегда можно сделать индивидуальный заказ.
- Изделия повышенной точности. Как понятно из названия, такие устройства предназначены для высокоточной работы, поэтому погрешность в размере сведена к минимуму. Из-за этого свёрла с высокой точностью значительно отрываются по стоимости от стандартных моделей. Как правило, их используют на специальных предприятиях, а не в домашних условиях.
- Резьбовые. Применяются только в тех случаях, когда в отверстии необходимо сделать резьбу. Однако несмотря на узкую специализацию, имеют огромное разнообразие в диаметре.
Диаметр и маркировка
Наличие и объём информации на сверле зависит от размеров изделия. То есть, чем больше диаметр — тем больше указано данных. Обычно производители придерживаются следующих размеров:
То есть, чем больше диаметр — тем больше указано данных. Обычно производители придерживаются следующих размеров:
- На сверле, имеющим сечение до 2 мм, маркировка не проставляется.
- Изделия диаметром от 2 до 3 мм содержат информацию о марке стали и сечении.
- На модели от 3 мм вносятся данные об изготовителе, сечении и составе сплава.
Тем не менее это относится только к отечественным производителям. Зарубежные компании стараются указать как можно больше информации об изделии. Особенно это относится к крупным брендам, которые обычно указывают:
- Страну, в которой изготовлено сверло.
- Логотип компании.
- Состав (обычно это марка сплава или стали).
- Размер изделия и его сечение.
- Класс точности.
- И даже краткие рекомендации по использованию (для какого металла лучше всего подходит определённое сверло).
Чтобы расшифровать маркировку не требуется каких-то определённых навыков. Производитель позаботился чтобы всё было интуитивно понятно. Например, буквой «Р» маркируют быстрорежущую сталь, а цифры с буквами указывают на пропорции того или иного элемента. Например, чем больше цифра рядом с буквой (например, К — кобальт), тем выше концентрация данного элемента.
И в заключение
В современном мире есть множество изделий, предназначенных для работы с металлом. Однако если требуется сделать отверстие в металлическом предмете, то лучше специального сверла, ничто не справится с этой задачей. Тем не менее очень важно подобрать изделие подходящего диаметра, т. к. во многом исход работы зависит от этого параметра.
Используя некачественные изделия можно навредить как металлическому предмету, так и самому себе. Поэтому следует приобретать продукцию известных брендов, которые изготавливают не только качественные свёрла, но и предоставляют широкое разнообразие моделей.
- Автор: Виталий Данилович Орлов
- Распечатать
stanok.guru
Таблица подбора сверла под метчик с учетом его диаметров
Обратите внимание, она также учитывает шаг, чтобы насечку можно было сделать как мелкой, так и крупной.
| Режущий инструмент | Шаг | Окружность | Спираль | |
| Мелкий | Крупный | |||
| мм | ||||
| 1,6 | 0,25 | 0,4 | 1,75 | 2 |
| 5 | 0,5 | 1 | 5,5 | 6 |
| 8,5 | 0,5 | 1,5 | 9,5 | 10 |
| 12 | 0,5 | 2 | 13,5 | 14 |
| 15,4 | 0,5 | 2,5 | 17,5 | 18 |
| 19,4 | 0,5 | 2,5 | 21,5 | 22 |
| 26,4 | 0,75 | 3,5 | 29,2 | 30 |
| 31,9 | 1 | 4 | 35 | 36 |
| 37,4 | 1 | 4,5 | 41 | 42 |
| 42,8 | 1 | 5 | 47 | 48 |
Диаметр прута для наружной насечки
| Спираль | Шаг | Мин-макс сечение |
| мм | ||
| 6 | 1 | 5,8 |
| 8 | 1,25 | 7,8-7,9 |
| 10 | 1,5 | 9,75-9,85 |
| 12 | 1,75 | 11,76-11,88 |
| 14 | 2 | 13,7-13,82 |
| 16 | 2 | 15,7-15,82 |
| 18 | 2,25 | 17,7-17,82 |
| 20 | 2,25 | 19,82-19,86 |
| 22 | 2,25 | 21,72-21,86 |
| 24 | 3 | 23,65-23,79 |
| 27 | 3 | 26,65-26,79 |
| 30 | 3,5 | 29,6-29,74 |
Подборка диаметра сверла под резьбу: таблицы и особенности
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
Если говорить о классификации по размерам
, то она бывает таких видов:- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Источник
Резьба метчиков и плашек, соответствующие справочные таблицы и оборудование
Резьба метчиков и плашек, соответствующие справочные таблицы и оборудование Нажмите
& Умереть
Темы, связанные справочные таблицы
и оборудование
Последнее обновление:
12 сентября 2022 г., 19:44:21
Горный часовой пояс США
ДОМ
Столы, Наборы метчиков,
Таблицы резьбонарезного сверления, Измерение резьбы,
Ручные метчики, Коснитесь ручки, Смазочно-охлаждающие жидкости,
Направляющие для резьбы и сверления,
Tapmatic 30X, перо
Скобка,
Держатели штампов, Типы крепежа,
Знакомство с метчиками
Одноточечный
Секция нарезания резьбы
Как просверлить
Учебное пособие по отверстию
Ручной таппер
Руководство
Калькулятор машиниста
Нажмите на связанные эскизы
#объявление
Таблицы
Метрические и дюймовые эквиваленты
Дюймовые
в миллиметры переводная таблица
Миллиметры в дюймы Таблица преобразования
Десятичный
Эквиваленты 8, 16, 32,
64-й
Десятичный
Эквиваленты сверл размером с букву
Десятичный
Эквиваленты сверл с номерным размером
Американский
Стандартная трубная резьба и метчик
Размеры
Размеры метчиковых сверл для дробного размера
Резьба
миллиметра
Размеры метчиков
National /Unified Coarse/Fine Thread
Размеры и размеры метчиков
Двойная глубина резьбы
Внешняя резьба ISO Средняя посадка
Скорости резания и подачи для сверл
Преобразование температуры
Правила относительно окружности
Конусы и
Углы
Треугольник Диаграмма
Основные рекомендации по нарезанию резьбы:
Для каждой нарезки требуется отверстие определенного размера.
размер отверстия в основном зависит от материала, на который нарезается резьба
. Более мягкие материалы
например, алюминий, латунь, нейлон, делрин
, требуется
наличие отверстия, которое дает 75% резьбы.
Более твердые материалы, такие как железо, мягкая сталь,
отожженный
нержавеющая сталь,
требуют большего соответствующего отверстия для выхода
50% ниток.
Не удалось выбрать
неправильное отверстие для смесителя может привести к его поломке.
Кран почти предназначен для
ломается, так как он сделан из хрупкого металла
Не используйте недорогой метчик на дорогостоящей детали из-за времени и материалы.
Сломанные метчики может быть трудно удалить, не причинив вреда.
Примечание, много часто встречающиеся таблицы не помечены, но предназначены для
75% поэтому часто случаются сбои при использовании для более твердых материалов.
Летка сначала должна быть с потайной головкой для облегчения запуска.
Деталь и кран надо держать в норме WRT друг друга.
Подходящая смазочно-охлаждающая жидкость для данный материал должен быть использован.
Чипы необходимо часто очищать, отступая кран.
Метчик и деталь должны удерживаться жестко, без боковых усилий.
Приспособления и направляющие для нарезания резьбы смягчить большинство из этих условий.
Следите за тем, чтобы не затяните кран, чтобы избежать поломки.
Меньшие метчики требуют значительно меньшего усилия через
правильный выбор размера ручки крана и дизайн.
Различные фаски метчика (коническая, пробковая, донная, спиральная)
шт. применяется для различных конструкций и материалов.
Например, глухое отверстие требует последовательного использования конуса, заглушки,
, а затем донышка. Спиральные стружки удаляют стружку более эффективно.
Наборы метчиков
Слева направо: примеры описывается
конический, заглушка и дно метчики, 1/2-20 размеры.
Обратите внимание, что они отличаются количеством витков фаски.Конус (от 7 до 10 витков резьбы)
Также известный как начальный метчик, конический метчик имеет
самая длинная стандартная фаска и требует меньшего крутящего момента при нарезании резьбы.
Заглушка (от 3 до 5 витков резьбы)
Наиболее распространенная фаска для ручного или машинного использования всквозных или глухих отверстиях. Доступна самая эффективная фаска.
Модифицированное дно (от 2 до 2-1/2 резьбы)
Позволяет нарезать резьбу близко к дно глухих отверстий.
Из-за немного более длинной фаски и т. д. рабочие зубья,
эта фаска более эффективна, чем нижняя фаска.
Нижняя часть (от 1 до 2 нитей)
Используется для заправки нити в нижней части глухие отверстия.
Наименее эффективная стандартная фаска.
Наборы сверл и метчиков (18
штук каждый) слева направо:
метрических, National Fine (NF) и National Coarse (NC).
Метрика: М2.5-.45, М3-.5,
M3,5–0,6, M4–0,7, M5–0,8, M6–1, M8–1,25, M10–1,5 и M12–1,75.
НФ: 6–40, 8–36, 10–24, 10–32,
1/4–28, 5/16–24, 3/8–24, 7/16–20 и 1/2–20.
Северная Каролина: 6–32, 8–32, 10–24,
10–32, 1/4–20, 5/16–18, 3/8–16, 7/16–14 и 1/2–13.
Примечание: размеры сверл указаны для 75% потоков
из алюминия, латуни и пластика.
Метчики левые
Нажмите на связанные миниатюры
#объявление
Наборы спиральных метчиков
Наборы заглушек и нижних кранов (США).
Спиральные флейты
эффективно удалить
стружка, особенно из глухих отверстий.
Комбинированное сверло и метчик из быстрорежущей стали,
Имперские размеры:
4-40, 6-32, 8-32,
10-32, 10-24, 1/4-28,
1/4-20, 5/16-18, 3/8-16 и
1/2-13.
Комбинированное сверло, метчик и
снять заусенцы/зенковать.
Метрические размеры: M3x.5, M4x.7, M5x.8, M6x1,
M8x1,25 и M10x1,5
Обратите внимание на конус после нарезания резьбы, который предотвращает пересверливание.
Имперские размеры: 6–32, 8–32,
10–24, 10–32, 12–24 и 1/4–20.
Переменное качество в импорте.
Для этого 10-24 я отключил штраф вниз
кормить и использовать
подпружиненный пинольный рычаг.
Мельница вращалась со скоростью 110 об/мин.
Не забудь правильно смазка.
Нажмите на связанные миниатюры #ad
Унифицированная таблица метчиковых сверл: ссылки на метчиковые сверла для дюймовых, метрических и трубных сверл
потоки. Кроме того, резьба 60% и 75% схемы метчиков,
здесь.
| МАШИНА ВИНТ РАЗМЕР | КОЛИЧЕСТВО РЕЗЬБЫ/В. | МАЛЫЙ ДИАМЕТР | МЕТЧИКИ | СВЕРЛА ДЛЯ ЗАЗОРНЫХ ОТВЕРСТИЙ | |||||||
| Алюминий (Al), Латунь и Пластик 75% Резьба | нержавеющая сталь (СС), Сталь и железо (Фе) 50% нить | ВСЕ МАТЕРИАЛЫ | |||||||||
| ПЛОТНАЯ ПОСАДКА | БЕСПЛАТНАЯ ПОДХОДКА | ||||||||||
| № или Диаметр | Главный Диаметр | Размер сверла | Десятичный эквивалент | Размер сверла | Десятичный эквивалент | Размер сверла | Десятичный эквивалент | Размер сверла | Десятичный эквивалент | ||
| 0 | . 0600 | 80 | .0447 | 3/64 | .0469 | 55 | .0520 | 52 | .0635 | 50 | .0700 |
| 1 | .0730 | 64 | .0538 | 53 | .0595 | 1/16 | .0625 | 48 | . 0760 | 46 | .0810 |
| 72 | .0560 | 53 | .0595 | 52 | .0635 | ||||||
| 2 | .0860 | 56 | .0641 | 50 | .0700 | 49 | .0730 | 43 | .0890 | 41 | . 0960 |
| 64 | .0668 | 50 | .0700 | 48 | .0760 | ||||||
| 3 | .0990 | 48 | .0734 | 47 | .0785 | 44 | .0860 | 37 | .1040 | 35 | .1100 |
| 56 | . 0771 | 45 | .0820 | 43 | .0890 | ||||||
| 4 | .1120 | 40 | .0813 | 43 | .0890 | 41 | .0960 | 32 | .1160 | 30 | .1285 |
| 48 | .0864 | 42 | . 0935 | 40 | .0980 | ||||||
| 5 | .1250 | 40 | .0943 | 38 | .1015 | 7/64 | .1094 | 30 | .1285 | 29 | .1360 |
| 44 | .0971 | 37 | .1040 | 35 | . 1100 | ||||||
| 6 | .1380 | 32 | .0997 | 36 | .1065 | 32 | .1160 | 27 | .1440 | 25 | .1495 |
| 40 | .1073 | 33 | .1130 | 31 | .1200 | ||||||
| 8 | . 1640 | 32 | .1257 | 29 | .1360 | 27 | .1440 | 18 | .1695 | 16 | .1770 |
| 36 | .1299 | 29 | .1360 | 26 | .1470 | ||||||
| 10 | .1900 | 24 | . 1389 | 25 | .1495 | 20 | .1610 | 9 | .1960 | 7 | .2010 |
| 32 | .1517 | 21 | .1590 | 18 | .1695 | ||||||
| 12 | .2160 | 24 | .1649 | 16 | . 1770 | 12 | .1890 | 2 | .2210 | 1 | .2280 |
| 28 | .1722 | 14 | .1820 | 10 | .1935 | ||||||
| 32 | .1777 | 13 | .1850 | 9 | .1960 | ||||||
| 1/4 | . 2500 | 20 | .1887 | 7 | .2010 | 7/32 | .2188 | Ф | .2570 | Х | .2660 |
| 28 | .2062 | 3 | .2130 | 1 | .2280 | ||||||
| 32 | .2117 | 7/32 | . 2188 | 1 | .2280 | ||||||
| 5/16 | .3125 | 18 | .2443 | Ф | .2570 | Дж | .2770 | Р | .3230 | В | .3320 |
| 24 | .2614 | я | .2720 | 32 сентября | . 2812 | ||||||
| 32 | .2742 | 32 сентября | .2812 | л | .2900 | ||||||
| 3/8 | .3750 | 16 | .2983 | 5/16 | .3125 | В | .3320 | Вт | .3860 | х | .3970 |
| 24 | . 3239 | В | .3320 | С | .3480 | ||||||
| 32 | .3367 | 32.11 | .3438 | Т | .3580 | ||||||
7/16 | .4375 | 14 | .3499 | У | .3680 | 25/64 | .3906 | 29/64 | . | 15/32 | .4687 |
| 20 | .3762 | 25/64 | .3906 | 13/32 | .4062 | ||||||
| 28 | .3937 | Д | .4040 | З | .4130 | ||||||
| 1/2 | .5000 | 13 | . 4056 | 27/64 | .4219 | 29/64 | .4531 | 33/64 | .5156 | 17/32 | .5312 |
| 20 | .4387 | 29/64 | .4531 | 15/32 | .4688 | ||||||
| 28 | .4562 | 15/32 | .4688 | 15/32 | . 4688 | ||||||
| 16 сентября | .5625 | 12 | .4603 | 31/64 | .4844 | 33/64 | .5156 | 37/64 | .5781 | 19/32 | .5938 |
| 18 | .4943 | 33/64 | .5156 | 17/32 | .5312 | ||||||
| 24 | . 5114 | 33/64 | .5156 | 17/32 | .5312 | ||||||
| 5/8 | .6250 | 11 | .5135 | 17/32 | .5312 | 9/16 | .5625 | 41/64 | .6406 | 21/32 | .6562 |
| 18 | .5568 | 37/64 | . 5781 | 19/32 | .5938 | ||||||
| 24 | .5739 | 37/64 | .5781 | 19/32 | .5938 | ||||||
| 16/11 | .6875 | 24 | .6364 | 41/64 | .6406 | 21/32 | .6562 | 45/64 | .7031 | 23/32 | . 6562 |
3/4 | .7500 | 10 | .6273 | 21/32 | .6562 | 16/11 | .6875 | 49/64 | .7656 | 25/32 | .7812 |
| 16 | .6733 | 16/11 | . 6875 | 45/64 | .7031 | ||||||
| 20 | .6887 | 45/64 | .7031 | 23/32 | .7188 | ||||||
| 13/16 | .8125 | 20 | .7512 | 49/64 | .7656 | 25/32 | .7812 | 53/64 | .8281 | 27/32 | . 8438 |
| 7/8 | .8750 | 9 | .7387 | 49/64 | .7656 | 51/64 | .7969 | 57/64 | .8906 | 29/32 | .9062 |
| 14 | .7874 | 13/16 | .8125 | 53/64 | .8281 | ||||||
| 20 | . 8137 | 53/64 | .8281 | 27/32 | .8438 | ||||||
| 15/16 | .9375 | 20 | .8762 | 57/64 | .8906 | 29/32 | .9062 | 61/64 | .9531 | 31/32 | .9688 |
| 1 | 1.000 | 8 | . 8466 | 7/8 | .8750 | 59/64 | .9219 | 1-1/64 | 1.0156 | 1-1/32 | 1.0313 |
| 12 | .8978 | 15/16 | .9375 | 61/64 | .9531 | ||||||
| 20 | .9387 | 61/64 | .9531 | 31/32 | . 9688 | ||||||
| 1-1/16 | 1.0625 | 18 | .9943 | 1.000 | 1.000 | 1-1/64 | 1.0156 | 1-5/64 | 1.0781 | 1-3/32 | 1.0938 |
| 1-1/8 | 1.1250 | 7 | .9497 | 63/64 | .9844 | 1-1/32 | 1. 0313 | 1-9/64 | 1.1406 | 1-5/32 | 1.1562 |
| 12 | 1.0228 | 1-3/64 | 1.0469 | 1-5/64 | 1.0781 | ||||||
| 18 | 1.0568 | 1-1/16 | 1.0625 | 1-5/64 | 1.0781 | ||||||
| 1-3/16 | 1.1875 | 18 | 1. 1193 | 1-1/8 | 1.1250 | 1-9/64 | 1.1406 | 1-13/64 | 1.2031 | 1-7/32 | 1.2188 |
1-1/4 | 1.2500 | 7 | 1.0747 | 1-7/64 | 1.1094 | 1-5/32 | 1.1562 | 1-17/64 | 1,2656 | 1-9/32 | 1. |
| 12 | 1.1478 | 1-11/64 | 1.1719 | 1-13/64 | 1.2031 | ||||||
| 18 | 1.1818 | 1-3/16 | 1.1875 | 1-13/64 | 1.2031 | ||||||
| 1-5/16 | 1.3125 | 18 | 1.2443 | 1-1/4 | 1.2500 | 1-17/64 | 1,2656 | 1-21/64 | 1. 3281 | 1-11/32 | 1.3438 |
| 1-3/8 | 1.3750 | 6 | 1.1705 | 1-7/32 | 1.2187 | 1-17/64 | 1,2656 | 1-25/64 | 1.3906 | 1-13/32 | 1.4062 |
| 12 | 1,2728 | 1-19/64 | 1,2969 | 1-21/64 | 1. 3281 | ||||||
| 18 | 1.3068 | 1-5/16 | 1.3125 | 1-21/64 | 1.3281 | ||||||
| 1-7/16 | 1.4375 | 18 | 1.3693 | 1-3/8 | 1.3750 | 1-25/64 | 1.3906 | 1-29/64 | 1.4531 | 1-15/32 | 1.4688 |
| 1-1/2 | 1. 500 | 6 | 1.2955 | 1-11/32 | 1.3437 | 1-25/64 | 1.3906 | 1-33/64 | 1,5156 | 1-17/32 | 1,5312 |
| 12 | 1,3978 | 1-27/64 | 1.4219 | 1-7/16 | 1.4375 | ||||||
| 18 | 1.4318 | 1-7/16 | 1. 4375 | 1-29/64 | 1.4531 | ||||||
| 1-9/16 | 1,5625 | 18 | 1.4943 | 1-1/2 | 1.500 | 1-33/64 | 1,5156 | 1-37/64 | 1,5781 | 1-19/32 | 1,5938 |
| 1-5/8 | 1,625 | 18 | 1,5568 | 1-9/16 | 1,5625 | 1-37/64 | 1,5781 | 1-41/64 | 1. 6406 | 1-21/32 | 1,6562 |
| 1-11/16 | 1,6875 | 18 | 1.6193 | 1-5/8 | 1.6250 | 1-41/64 | 1.6406 | 1-45/64 | 1.7031 | 1-23/32 | 1,7188 |
| 1-3/4 | 1.750 | 5 | 1.5046 | 1-9/16 | 1,5625 | 1-5/8 | 1. 6250 | 1-49/64 | 1,7659 | 1-25/32 | 1,7812 |
| МЕТРИЧЕСКОЕ ВРЕЗЧИК | ||||||
| МЕТРИЧЕСКИЙ КРАН РАЗМЕР | БОЛЬШОЙ ДИАМЕТР (мм) | мм/резьба (пик до пик) | МЕТЧИК (мм) | МЕТЧИК (дюйм) | ЗАЗОР (мм) | ЗАЗОР (дюйм) |
| М 1,6 Икс 0,35 | 1,6 | 0,35 | 1,25 | #55 | 1,8 | #49 |
| М 2 х 0,4 | 2 | 0,4 | 1,6 | #52 | 2,4 | #41 |
| М 2,5 Икс 0,45 | 2,5 | 0,45 | 2,05 | #46 | 2,9 | #32 |
| М
3 х
. 05 | 3 | 0,5 | 2,5 | #39 | 3,4 | № 29 |
| М 3,5 Икс 0,6 | 3,5 | 0,6 | 2,9 | #32 | 3,9 | #23 |
| М 4 х 0,7 | 4 | 0,7 | 3,3 | #30 | 4,5 | #16 |
| М 5 х 0,8 | 5 | 0,8 | 4,2 | #19 | 5,5 | 7/32 |
| М 6 х 1 | 6 | 1 | 5 | #8 | 6,6 | Г |
| М 8 х 1,25 | 8 | 1,25 | 6,8 | Х | 9 | Т |
| М 8 х 1 | 8 | 1 | 7 | Дж | 9 | Т |
| М 10 Икс 1,5 | 10 | 1,5 | 8,5 | Р | 12 | 31/64 |
| М 10 Икс 1,25 | 10 | 1,25 | 8,8 | 32. 11 | 12 | 31/64 |
| М 12 Икс 1,75 | 12 | 1,75 | 10,2 | 13/32 | 14 | 35/64 |
| М 12 Икс 1,25 | 12 | 1,25 | 10,8 | 27/64 | 14 | 35/64 |
| М 14 Икс 2 | 14 | 2 | 12 | 15/32 | 16 | 5/8 |
| М 14 Икс 1,5 | 14 | 1,5 | 12,5 | 1/2 | 16 | 5/8 |
| М 16 Икс 2 | 16 | 2 | 14 | 35/64 | 18 | 45/64 |
| М 16 Икс 1,5 | 16 | 1,5 | 14,5 | 37/64 | 18 | 45/64 |
| М 18 Икс 2,5 | 18 | 2,5 | 15,5 | 39/64 | 20 | 51/64 |
| М 18 Икс 1,5 | 18 | 1,5 | 16,5 | 21/32 | 20 | 51/64 |
| М 20 Икс 2,5 | 20 | 2,5 | 17,5 | 16/11 | 22 | 7/8 |
| М 20 Икс 1,5 | 20 | 1,5 | 18,5 | 47/64 | 22 | 7/8 |
| М 22 Икс 2,5 | 22 | 2,5 | 19,5 | 49/64 | 25 | 1 |
| М 22 Икс 1,5 | 22 | 1,5 | 20,5 | 13/16 | 25 | 1 |
| М 24 Икс 3 | 24 | 3 | 21 | 53/64 | 27 | 1-5/64 |
| М 24 Икс 2 | 24 | 2 | 22 | 7/8 | 27 | 1-5/64 |
| М 27 Икс 3 | 27 | 3 | 24 | 15/16 | 30 | 1-3/16 |
М 27 Икс 2 | 27 | 2 | 25 | 1 | 30 | 1-3/16 |
| ЛИСТОВОЙ МЕТАЛЛ | ||||
| ЛИСТОВОЙ МЕТАЛЛ ВИНТ РАЗМЕР | РЕЗЬБА ДИАМЕТР (дюйм) | НАПИЛЬНОЕ ОТВЕРСТИЕ РАЗМЕР СВЕРЛА (дюйм) | ||
| #4 | . 11 | 7/64 | .09 | 3/32 |
| #6 | .14 | 9/64 | .11 | 7/64 |
| #8 | .17 | 11/64 | .125 | 1/8 |
| #10 | .19 | 3/16 | .14 | 9/64 |
| #12 | .22 | 7/32 | .16 | 5/32 |
| #14 | . 25 | 1/4 | .19 | 3/16 |
| 5/16 | — | — | .25 | 1/4 |
Диаметр резьбы.
| ТРУБНАЯ РЕЗЬБА | |||||
| АМЕРИКАНСКИЙ СТАНДАРТ | БРИТАНСКИЙ СТАНДАРТ | ||||
| Номинальный ОД | Резьбы/дюйм | NPT | НПС | Резьбы/дюйм | Размер сверла |
| 1/16 | 27 | Д | 1/4 | 28 | Г |
| 1/8 | 27 | Р | С | 28 | 32. 11 |
| 1/4 | 18 | 7/16 | 29/64 | 19 | 15/32 |
| 3/8 | 18 | 37/64 | 19/32 | 19 | 39/64 |
| 1/2 | 14 | 23/32 | 47/64 | 14 | 3/4 |
| 5/8 | – | – | – | 14 | 53/64 |
| 3/4 | 14 | 59/64 | 15/16 | 14 | 31/32 |
| 7/8 | – | – | – | 14 | 1-7/64 |
| 1 | 11,5 | 1-5/32 | 1-3/16 | 11 | 1-7/32 |
Нарезание резьбы на конической трубе требует большего
точность
И это подвергает инструменты более высокому
стрессы.
Трубная резьба должна формироваться точнее, т.к. 100% резьбы
высота должна быть сокращена на
метчик или другой инструмент для нарезания резьбы для поддержания стандартной резьбы
профиль. Машинист смотрит на
1/2-14 трубный кран, вероятно, заметит, что кран
диаметр больше, чем
1/2″. На самом деле кран
диаметр на
большой конец 0,865″. Обозначение метчика относится к внутреннему диаметру
(ID) стандартного железа
труба предназначена для резьбы. Следовательно,
1/2-14
Метчик с конической трубной резьбой предназначен для
внутренний диаметр 1/2 дюйма
трубка.
Наружная резьба на трубе с
Внутренний диаметр 1/2 дюйма — это как минимум размер внутреннего диаметра плюс
сумма
Две толщины стенки.
Для достижения основной резьбы
глубина, драйв
метчик в заготовке 12 оборотов.
| ISO МЕТРИЧЕСКАЯ ТРАПЕЦИЕВИДНАЯ РЕЗЬБЫ | ||||||||
| ВНЕШНИЙ (Класс 7Е) | ||||||||
| Большой диаметр | Диаметр шага | Малый диаметр | ||||||
| Размер (мм) | Обозначение резьбы | Шаг (мм) | Макс | Мин. | Макс | Мин. | Макс | Мин. |
| 8 | ТР 8х1,5 | 1,5 | 8 | 7,85 | 7.183 | 7.013 | 6.2 | 5.921 |
| 9 | ТР 9X1,5 | 1,5 | 9 | 8,85 | 8.183 | 8.013 | 7,2 | 6.921 |
| 9 | ТР 9Х2 | 2 | 9 | 8. 82 | 7.929 | 7.739 | 6,5 | 6.191 |
| 10 | ТР 10X1,5 | 1,5 | 10 | 9,85 | 9.183 | 9.013 | 8.2 | 7.921 |
| 10 | ТР 10Х2 | 2 | 10 | 9.82 | 8.929 | 8.739 | 7,5 | 7.191 |
| 11 | ТР 11Х2 | 2 | 11 | 10. 82 | 9.929 | 9.739 | 8,5 | 8.191 |
| 11 | ТР 11Х3 | 3 | 11 | 10.764 | 9.415 | 9.203 | 7,5 | 7.15 |
| 12 | ТР 12Х2 | 2 | 12 | 11.82 | 10.929 | 10. 729 | 9,5 | 9.179 |
| 12 | ТР 12Х3 | 3 | 12 | 11.764 | 10.415 | 10.191 | 8,5 | 8.135 |
| 14 | ТР 14Х2 | 2 | 14 | 13.82 | 12.929 | 12.729 | 11,5 | 11.179 |
| 14 | ТР 14Х3 | 3 | 14 | 13. 764 | 12.415 | 12.191 | 10,5 | 10.135 |
| 16 | ТР 16Х2 | 2 | 16 | 15.82 | 14.929 | 14.729 | 13,5 | 13.179 |
| 16 | ТР 16Х3 | 3 | 16 | 15.764 | 14.415 | 14.191 | 12,5 | 12.135 |
| 16 | ТР 16Х4 | 4 | 16 | 15,7 | 13. 905 | 13,64 | 11,5 | 11.074 |
| 18 | ТР 18Х2 | 2 | 18 | 17.82 | 16.929 | 16.729 | 15,5 | 15.179 |
| 18 | ТР 18Х3 | 3 | 18 | 17.764 | 16.415 | 16.191 | 14,5 | 14. 135 |
| 18 | ТР 18Х4 | 4 | 18 | 17,7 | 15.905 | 15,64 | 13,5 | 13.074 |
трапециевидный
(метрическая)
резьба имеет угол прилегания 30 градусов. Винтовая резьба ACME имеет
а
29 градусов
включенный угол.
Изготовлена трапециевидная резьба.
и измеряется в
миллиметры. Винтовая резьба ACME выполнена
&
измеряется в дюймах.
Шаг трапециевидной резьбы указывается в миллиметрах шага. АКМЕ
шаг резьбы указан в резьбах
за
дюйм.
| ISO МЕТРИЧЕСКАЯ ТРАПЕЦИЕВИДНАЯ РЕЗЬБЫ | |||||||
| ВНУТРЕННИЙ (Класс 7H) | |||||||
| Малый диаметр | Диаметр шага | Большой диаметр | |||||
| Размер (мм) | Обозначение резьбы | Шаг (мм) | Мин. | Макс | Мин. | Макс | Мин. |
| 8 | ТР 8х1,5 | 1,5 | 6,5 | 6,69 | 7.25 | 7.474 | 8.3 |
| 9 | ТР 9X1,5 | 1,5 | 7,5 | 7,69 | 8.25 | 8.474 | 9.3 |
| 9 | ТР 9Х2 | 2 | 7 | 7. 236 | 8 | 8.25 | 9,5 |
| 10 | ТР 10X1,5 | 1,5 | 8,5 | 8,69 | 9.25 | 9.474 | 10,3 |
| 10 | ТР 10Х2 | 2 | 8 | 8.236 | 9 | 9.25 | 10,5 |
| 11 | ТР 11Х2 | 2 | 9 | 9. 236 | 10 | 10.25 | 11,5 |
| 11 | ТР 11Х3 | 3 | 8 | 8.315 | 9,5 | 9,78 | 11,5 |
| 12 | ТР 12Х2 | 2 | 10 | 10.236 | 11 | 11.265 | 12,5 |
| 12 | ТР 12Х3 | 3 | 9 | 9. 315 | 10,5 | 10,8 | 12,5 |
| 14 | ТР 14Х2 | 2 | 12 | 12.236 | 13 | 13.265 | 14,5 |
| 14 | ТР 14Х3 | 3 | 11 | 11.315 | 12,5 | 12,8 | 14,5 |
| 16 | ТР 16Х2 | 2 | 14 | 14. 236 | 15 | 15.265 | 16,5 |
| 16 | ТР 16Х3 | 3 | 13 | 13.315 | 14,5 | 14,8 | 16,5 |
| 16 | ТР 16Х4 | 4 | 12 | 12.375 | 14 | 14.355 | 16,5 |
| 18 | ТР 18Х2 | 2 | 16 | 16.236 | 17 | 17. 265 | 18,5 |
| 18 | ТР 18Х3 | 3 | 15 | 15,315 | 16,5 | 16,8 | 18,5 |
| 18 | ТР 18Х4 | 4 | 14 | 14.375 | 16 | 16.355 | 18,5 |
Формула для метчика
бит (круглый
до ближайшего доступного размера сверла): D1+(0,05 * p).
Где: D1 = минимальный наружный диаметр внутренней резьбы, p = шаг
| СТАНДАРТ ACME ШАГ РЕЗЬБЫ | |
НОМИНАЛЬНЫЙ ДИАМЕТР (дюймы) | ШАГ (дюйм) |
1/4 | 1/16 |
5/16 | 1/14 |
3/8 | 1/12 |
| 1/2 | 1/10 |
| 5/8 | 1/8 |
| 3/4, 7/8 | 1/6 |
| 1, 1-1/4 | 1/5 |
| 1-1/2, 1-3/4, 2 | 1/4 |
| 2-1/2 | 1/3 |
| 3 | 1/2 |
Нить
Измерение
Винт
резьбовой микрометр с пятью различными
пары наковальни для измерения обоих
унифицированный и
метрический внешний диаметр шага. Диапазон измерения от 0 до 1 дюйма
со шкалой 0,0001 дюйма.
ВИНТОВАЯ РЕЗЬБА МИКРОМЕТР НАКОВАЛЬНИ НАКОВАЛЬНЯ #
1
2
3
4
5
ДИАПАЗОН ТПИ
64 – 48
44 – 28
24 – 14
13 – 9
8 – 5
МЕТРИЧЕСКИЙ ДИАПАЗОН
0,4 – 0,5
0,6 – 0,9
1 – 1,75
2 – 3
3,5 – 5
Пары наковальни четко обозначены для диапазона высоты тона.
Пример измерения винт 1/4-20.
Микрометр показание 0,2160″.
Значение шага таблицы равно 0,2164 дюйма. Максимум.
Быстрый и точный инструмент для измерения резьбы.
Болт может свободно вращаться вокруг наковальни
микрометра ось.
Стандарт
Унифицированные и метрические резьбовые калибры.
29 градусов ACME (1n – 12n) и
30 градусов
ИСО
(2р – 20р) резьбовые калибры.
Устройство контроля винтовой резьбы тонкопластинчатого типа.
Средство проверки метрической резьбы ISO
Метрическая (черная) и имперская (серебристая) резьба для гаек и болтов
чекер. Обратите внимание на нижнюю середину
установочный винт проверен.
Это лучший метод, поскольку вы измеряете несколько
резьбы
вместо нескольких, как у тонколистового калибра.
Например, вы
можно легко вкрутить метрический винт
(M5-0,8) в дюймовую резьбу (10-32) с помощью
в
тонколистового типа, но устройство для проверки гаек и болтов улавливает
ошибка как бы
будет иметь поперечную резьбу по мере того, как винт входит глубже.
Нажмите на связанные эскизы #ad
Нажмите на связанные миниатюры #ad
Ручные метчики
Рука фазы II+
Саморез № 265-110 Ручной
Моменты, которые следует учитывать для успешной операции по нарезанию резьбы:
правильный
размер летки для данного
материал.
Алюминий обычно имеет 75% резьбы, в то время как мягкая сталь
50%. Если не указано иное, большинство таблиц ответвлений
предназначены для 75%. Использовать
подходящего размера, качественная рукоятка крана
или
направляющая, соответствующая размеру метчика.
меньше кран, тем меньше должна быть ручка
, чтобы уменьшить максимальный крутящий момент.
Метчик должен быть соосен
с леткой. Правильный
Смазочно-охлаждающая жидкость для данного материала
(алюминий, сталь, латунь, бронза) следует использовать
в хорошем состоянии.
количество. Отверстие для крана должно быть
сначала снята фаска
позволяют облегчить начало начального действия по резке
. стружка
удаление важно,
многократно разрезая, а затем выворачивая метчик.
Спиральные метчики отлично снимаются
особенно в глухой
дырке. Использовать коническая, пробка и дно
наборы метчиков
для глухих отверстий.
Метчик и часть должны быть жестко закреплены
. Боковые силы на кране
быстро привести к поломке
, ведь это хрупкий металл и
“забил гол”.
Направляющие/крепления помогают уменьшить боковые силы.
Постукивание рукой
приспособление позволяет быстрое, точное, перпендикулярное 90 004, врезание в отверстие
выравнивание плюс уменьшает
поломка метчика, которая легко может произойти, если
слишком много
прикладывают крутящий момент и/или боковые силы.
Этот ручной метчик включает в себя набор
переходников: №6, №8,
№10, 1/4″,
5/16″, 3/8″,
7/16″, 1/2″
& 5/8″.
Кран сначала крепится к
затем адаптер и
защелкнулись в шпинделе.
Ручка имеет два
различные длины до
модулируют крутящий момент руки, и это может быть легко
удаляется, поскольку он удерживается
конический штифт. Для маленьких метчиков
используется ручка с накаткой.
Регулируемый
противовес прикладывает небольшое восходящее усилие
, что помогает вывинтить метчик.
Если адаптер сломался
в без крана
его проще снять
первый поворот квартиры
стопорная пружина к
освободить фиксатор шарикового подшипника.
Быть
осторожно, чтобы не потерять фиксатор мяча.
| РУЧНОЙ СБОРНИК № 265-110 СПЕЦ | |
| Нажмите Вместимость | #6 к 5/8″ |
| Таблица для Кронштейн | 7-7/8″ |
| шпиндель к Кронштейн | 7-1/2″ |
| Стол | 6-1/2″ x 12-1/2″ |
| шпиндель Диаметр | 1″ |
| Вес/Стоимость | 40 фунтов/$250+ |
Деталь подпружиненного
стопорный шарикоподшипник для удержания адаптера
в прецизионном шлифованном шпинделе.
Плоская пружина была повернута, чтобы обнажить шар
фиксатор подшипника.
тиски предназначены для плавания в двух
направлениях, позволяющих легко совместить метчик/отверстие.
В примере
показано нарезание резьбы в восьми отверстиях № 7 с
1/4-20
потоки.
А роторный стол использовался для сверления каждые 45
град. А полуавтоматический саморез работает быстрее.
Для фиксации ручного метчика, 5/16-18
Болты из нержавеющей стали
ввинчиваются в скамейку
жесткие моменты.
Отверстия 3/4 дюйма были просверлены с помощью
Бит Форстнера.
твердые точки удерживаются снизу шурупами.
Я снимаю кран, когда он не используется, и завинчиваю болты
снизу до тех пор, пока
они ровные.
Отверстие под болт также было 3/8-16
с резьбой для использования зажимных шпилек, как
нужный.
Всегда сначала делайте фаску на отверстии и
используйте правильный
жидкость для нарезания резьбы.
ВНИМАНИЕ: Для мягких материалов (алюминий, латунь, пластик)
использование
меньшее отверстие для 75% резьбы и для более твердой
материалы (сталь, нержавеющая сталь) используют большее леточное отверстие на 50%
резьбы для уменьшения метчика
поломка. Видеть
столы с летками.
Некоторые материалы, например чугун, могут
крошиться, поэтому грубая резьба
проще
режет успешнее чем мелко. Более мягкие стали
может быть выше
процентные нити (в 60-е годы).
Есть формулы для расчета любых нужных
процентных потоков или используйте Калькулятор машиниста.
Комплект адаптеров для ручных метчиков:
Крайний левый — изготовленный на заказ алюминиевый переходник
для метчика 1/8–27 NPT.
Затем слева направо 5/8″, 1/2″, 3/8″ (2), 7/16″, 5/16″ (2),
1/4″, № 10, № 8 и № 6
переходники из закаленной стали.
Деревянные держатели имеют тенденцию отводить влагу
от металла, что минимизирует ржавчину.
Каждый переходник имеет круглое отверстие с набором
винт для крепления крана
и квадратное отверстие на конце, которое
входит в зацепление с метчиком, чтобы
для предотвращения вращения.
Обратите внимание на выемку для подпружиненного фиксатора.
Донный метчик со спиральной канавкой
показано.
Обратите внимание на два просверленных отверстия под летки.
скошенный, первый.
Нажмите на связанные эскизы
#объявление
Сидарберг (США) рука
тапперы самые лучшие и самые
дорогие модели, а остальные более дешевые
копии.
Это небольшой ручной метчик с адаптерами для
семь различных размеров метчика 0-80
до 16-18.05.
Каждый шестигранный адаптер имеет квадратное отверстие и
установочный винт для надежной фиксации
и удерживайте стержень метчика.
Вал вращается в запрессованном, рассверленном латунном подшипнике
. Хромированный
стопорный штифт можно снять
обеспечьте больше места на столе для тисков/деталей. Отверстие для булавки
также можно использовать для
прикручивание к скамейке
тяжелая точка.
Ручка для пальца используется с меньшие краны, чтобы лучше
ощущение и более низкий крутящий момент
тем самым снижая вероятность поломки.
Размер стального стола 8,5 x 6 дюймов, высота зазора 3,75 дюйма.
глубина горловины 4,5″,
и общая высота 9″.
В этом примере показано постукивание 0-80
операция
, где 3/64 дюйма
отверстие под кран необходимо
75% нить.
Нарезание резьбы 6-32 в латунный груз.
Нарезание резьбы 2-56 на конце латунного стержня.
Ручки для кранов
Ручки крана разного размера
соответствуют
к различным диапазонам размера крана.
Вверху: две большие ручки Ремесленник (США).
Середина: один
ручка среднего размера есть
из Германии.
Внизу: два меньших Starrett (США)
ручки высшего качества
дизайн и качество.
Рукоятки кранов Starrett имеют
ровные, идеальные формы; Лучший
в классе.
Их ручки с резьбой обеспечивают необходимое
чувствительное прикосновение, когда
ручная нарезка ниток.
Вы не хотите сломать кран в
Часть
, над которой вы работали много часов.
Нажмите на связанные эскизы #ad
Нажмите на связанные миниатюры
#объявление
Большая ручка используется для нажатия 75% 3/8-16
потока в
алюминий. Меньшие синие тиски вмещают
деталей для переноса на другие
обрабатывающие установки.
Максимальный размер патрона составляет 0,502 дюйма.
Эта большая рукоятка метчика удерживает
ручную развертку H 1-1/16 дюйма.
Смазочно-охлаждающие жидкости
Всегда используйте подходящую смазочно-охлаждающую жидкость.
Некоторые жидкости специфичны (например, для алюминия)
в то время как другие общие. Керосин очень хорошо работает с алюминием.
Используйте кислотную кисть, чтобы нанести небольшое, контролируемое количество жидкости.
Смазочно-охлаждающие жидкости имеют более высокие температуры вспышки.
Прецизионные минимасленки.
Масленка общего назначения.
Нажмите на связанные эскизы #объявление
Ручки Micro Tap для очень маленьких
(от #0 до #6 и размеры от M1,6 до M3,5).
Обеспечивает хорошее ощущение при нарезании резьбы.
Ключи разного размера.
Два черных ключа (слева) имеют встроенные направляющие.
, которые монтируются в
сверлильный станок,
мельница или токарный станок
патроны.
Ключ с храповым механизмом (справа от центра)
пригодится в труднодоступных местах.
Отводные ключи обычно имеют
центральное отверстие на конце, которое можно использовать
с
подпружиненной направляющей.
Меньшие краны, сами по себе,
имеют скошенный (заостренный) конец хвостовика и
более крупные метчики
имеют центральное отверстие для использования с направляющими.
Большая хромированная трещотка (по часовой стрелке, замок, против часовой стрелки)
нажмите ключ размером 1/4″~1/2″ (M6~M14).
Две ручки выдвигаются для дополнительного рычага и скольжения
дюйма (или до одного сбоку), что позволяет использовать его в труднодоступных местах.
Эта рукоятка метчика рассчитана на ручную развертку E 3/4 дюйма.
Рукоятки для метчиков с прочными встроенными концевыми направляющими (США).
Сверху слева направо: 1/2″ до От 3/4″ и от 1/4″ до 1/2″. Внизу: от 0 до 1/4″.
6-32 просверлены и с резьбой (50% резьбы для сталь)
в задней части стола поперечного скольжения токарного станка 9×20.
Эта конкретная ручка крана работала хорошо, как и раньше.
руководство, которое монтируется в сверлильный станок патрон
Большая стальная поперечная направляющая имеет длину 9-3/4 дюйма.
Все надежно закреплено; столбец и таблица заблокированы.
Сверление отверстия 7/32″ на конце 0,79″ x 19,7″
(20 мм x 500 мм) стальной стержень в подготовка к резьба 1/4-20.
Длинный стержень проходит через отверстие и висит
ниже поверхности стола большого напольного сверлильного станка.Меньший вороток.
Гаечный ключ большего размера.
Самая низкая скорость обычно может удерживать патрон от вращения
, но иногда я использую Tommy планка в патроне.
Нажмите на связанные эскизы #adЭта ручка крана скользит на стальном стержне и ручке диаметром 1 дюйм
, которая не легко перекрутить нажмите.
Длинный, точно установленный направляющий стержень обеспечивает
жесткая опора & диапазон постукивания.
Деревянный держатель для гаечных ключей.
Янки моего папы № 251 Север Bros Mfg.
Co., Филадельфия, Пенсильвания, США, вороток с храповым механизмом
, латунный корпус.Нажмите & Направляющие сверла
Цеховая сталь (слева) и алюминиевые (справа) направляющие
помогает начать перпендикулярное постукивание в труднодоступных местах.
Отверстия соответствуют стандартному крану США диаметры хвостовика.
Отверстия меньшего размера предназначены для некоторых размеров сверл.
Зажим, когда это возможно, помогает.
Отверстия нарезаны метчиком 6-32.
за Модификация мельницы Taig DRO.
Стальной кран и направляющие сверла для стандартных и метрических размеров
(США).
Нижняя часть прецизионно отшлифована и имеет V-образную канавку для
позволяют точно центрирование при нарезании резьбы/сверлении круглых деталей.
Нажмите на связанные миниатюры #объявлениеСамоустанавливающийся метчик и развертка приспособление.
Полезно для изготовления резьбовых отверстий за пределами
контролируемая среда мастерской.
Поставляется с двумя наборами (маленькие и большие) закаленные губки
для размещения Диапазон размеров метчика от 0-80 до 1/2-13.
Основание имеет два 120-градусных V-образных
для центрирования на круглых заготовках.
Эта направляющая метчика (вверху) имеет закаленный реверсивный наконечник.
заостренный конец подходит к воротку с центральным отверстием
конец или чашеобразный конец захватывает/направляет заостренный конец
хвостовика метчика.
через установочный винт. Тайг подпружиненный в центре показан
(внизу), который также хорошо работает в качестве поворотного воротка.
Подпружиненная направляющая с полуавтоматической регулировкой
из крана глубже врезается в отверстие.
На этом фото показано, как каждый тип наконечника
используется для подпружиненная направляющая.
Используйте ручку крана, чтобы вручную обрезать нить.Тапматик 30X
Тапматик 30X
Требуется динамометрический стержень крепится либо к столу
, либо к пиноли (детали кронштейна показаны ниже).
Удобное устройство, если нужно нарезать много отверстий
использование мельница или сверлильный станок.
Верхняя левая ручка регулирует натяжение на фрикционная муфта до
уменьшает поломку крана. Масштаб только позиционный
напоминание. Если метчик имеет охватываемый центр, он должен быть
сточил так чтобы полностью сесть в патрон. Задняя челюсть Установочные винты
зацепляют квадратный хвостовик метчика. патрон
монтажные поплавки и нажимает в/вниз о 1/2 дюйма перед
перевод в нейтральное положение. Ограничитель пиноли должен быть установлен
тщательно контролировать глубину и выпуск крана. потянув
на перо затем вызывает патрон в обратном направлении на
1,75 скорости вращения мельницы. Инструкции иметь
рекомендованных скоростей нарезания резьбы, оптимальных для высокой производительности выход
, но я использую более медленные скорости мельницы для небольших партий.
Куплен б/у в Интернете.
Нажмите на связанные миниатюры #adКронштейн пиноли
Фрезерование отверстия диаметром 3,6 дюйма на поворотном столе. Был использован материал толщиной 1/4″
; 1/2″ будет лучше.
Нарезание резьбы 8-32 с одной стороны паза
с последующим сверлением сквозного отверстия с другой стороны.
Фрезерование паза для зажима пиноли.
Тормозной стержень представляет собой стальной стержень диаметром 3/8 дюйма.
крепится болтом 10-32 с шайбой.
При интенсивном использовании кронштейн ослабляется, поэтому Ручка большого пальца
была заменена головкой, затянутой ключом.
Также был добавлен второй зажимной болт для придания жесткости
сборка.Держатели штампов
Рукоятки штампов: верхний (Индия) предназначен для Матрицы
диаметром 1-1/2 дюйма (показаны разъемные), следующая — для шестигранных.
Переходник с шестигранной головкой на метчик из метрического набора.
Однодюймовый (GER) и Показан держатель круглой матрицы 13/16″ (США).
Маленькие штампы и метчики (слева направо): 0–80, 1–72, М2-0,4
(в рукоятке штампа 13/16″) 2-56, 3-48. Маленькая красная рукоятка метчика.
Деревянная подставка для крана изготавливается с использованием фрезерный станок с ЧПУ.
Деталь принадлежит двусторонний скотч.
0-80, 1-64, 1-72, 2-56, 3-48,
4-36, 4-40, 4-48, 5-40, 6-32 нажатия.
Ручка, которая держит плашки 20мм.
Левосторонний М6-1 (L) умереть показано.
Набор метрических плашек и метчиков (США).
Левосторонние штампы
Нажмите на миниатюры ссылок #ad
1″ и 13/16″ круглый держатель матрицы скользит по стальному стержню 9/16″
с адаптером MT2 для 9×20 задняя бабка токарного станка.
Ссылаться на Справочник по машинному оборудованию для правильного
размеры основного диаметра для любого заданного резьбового стержня.
Корпус имеет накатку для хорошего сцепления, а для удобства можно добавить съемный стальной стержень
. больше рычагов.
Ручное использование без стержня дает хорошие результаты,
регулятор низкого крутящего момента для тонкой резьбы части.
Это шестигранный и круглый (два размера) держатель матрицы.
карманы были ЧПУ сфабриковано.
Держатели плашек для нарезания резьбы
в то время как деталь находится на токарном станке.
верхний держатель предназначен для 1,5-дюймовых штампов.
Тип крепежа
Обратитесь к
Секция ручного инструмента тоже.
Типы с винтовой головкой. Кроме того, существует
Японский промышленный стандарт (JIS)
Водитель
Шайба
типы
Орех
типы
Типы установочных винтов
Крепежный винт с полукруглой головкой со шлицем
Комбинированный крепежный винт с полукруглой головкой (крестообразный/шлиц)
Крепежный винт с полукруглой головкой Phillips
Крепежный винт с плоской головкой со шлицем
Крепежный винт для ферм с крестообразным шлицем
Торцевой ключ, болт с накатанной головкой и буртиком
Винт с головкой под ключ с плоской головкой
Крепежный винт с головкой под торцевой ключ с плоской головкой
с плечом
Торцевой ключ, головка с накаткой, болт с буртиком
Шестигранная головка, полная резьба
болт
Шестигранная головка
болт
с плечом
Болт с фланцем под шестигранник с буртиком
Винт с шестигранной головкой и шайбой
Перевозка
болт с буртиком
Деревянный болт
с плечом
Анкерный болт с комбинированной головкой
Соединительный винт фермы с комбинированной головкой
Головка фермы, односторонний ответный винт
Шуруп для дерева с плоской головкой Phillips
Шуруп для дерева со шлицем и плоской головкой
Шуруп для дерева с полукруглой головкой Phillips
Шуруп с полукруглой головкой со шлицем
Винт с плоской головкой Phillips для листового металла
Винт для листового металла с полукруглой головкой Phillips
Винт для листового металла с крестообразным шлицем
Винт с плоской головкой Phillips для листового металла
Винт со шлицем для листового металла с плоской головкой
Винт с шестигранной головкой для листового металла
Саморез для листового металла с полукруглой головкой Phillips
Самонарезающий винт для листового металла с крестообразным или квадратным хвостовиком и плоской головкой
Шестигранная головка с шайбой, саморез для листового металла
Модифицированная ферма с саморезом для листового металла с шайбой
Болт подвески
Болт с шестигранной головкой
Болт с кованой проушиной
Кованый болт с проушиной
Проволока
болт с проушиной
J-болт
Г-образный болт
U-образный болт
Шуруп по бетону с плоской головкой Phillips
Шестигранная головка
шуруп по бетону
Винт с шестигранной головкой и шайбой по бетону
Гильзовый анкер с плоской головкой со шлицем
Конкретный
анкер гильзовый
Анкер по бетону с механическим винтом
Древесина
анкер для бетона
ИМПЕРАТОРСКИЙ
Маркировка головы
и механические свойства
МЕТРИЧЕСКАЯ Маркировка головы & механический
свойства
Оборудование
Чтобы все это упорядочить, требуется более 440 контейнеров.
Новейшие полипропиленовые ящики
намного прочнее на
и не треснет/не сломается, как прозрачные.
Нажмите на уменьшенные изображения #ad
.
Установочные штифты
Сферические шайбы
Стержень с метрической резьбой, нержавеющая сталь, длина 250 мм (10 дюймов).
Правая
Размеры:
M4x0,4, M5x0,8, M6x1,0, M10x1,5,
M12x1,75, M14x2,0, M16x2,0, M18x2,5,
М20х2,5,
М22х2,5, М24х3,0
Имперская резьба
стержень, оцинкованный,
длина 6 дюймов (152 мм), упаковка из 10 шт.
10-32, 1/2-13, 5/8-11
Нажмите на связанные эскизы
#объявление
Метрические размеры
M4-12, M4-16, M4-20, M4-32,
M5-12, M5-16, M5-20, M5-25,
M6-12, M6-16,
M12-50 (2 шт. )
Мяч Lazy Susan для тяжелых условий эксплуатации
подшипники
, в наличии
в девяти диаметрах:
6 дюймов (140 мм), 8 дюймов (200 мм), 10 дюймов (250 мм),
12 дюймов (300 мм), 14 дюймов (350 мм), 16 дюймов (400 мм),
Размеры 18 дюймов (448 мм), 20 дюймов (490 мм), 24 дюйма (600 мм).
Нажмите чтобы Видеть Секция шарикоподшипника.
Нажмите на связанные миниатюры #ad
.
устройство для изготовления наклеек Brother P-Touch; Тип ленты TZe.
Брат ПТ-1400
Руководство по P-Touch Labeler
Болт
Крутящий момент
Крутящий момент – это тенденция силы вращаться
объект вокруг оси,
точка опоры, или стержень.
Динамометрическая отвертка, установленная на 20 дюйм-фунтов.
Диапазоны крутящего момента указаны для различных винтов и болтов.
типы.
Варьируется в зависимости от размера, материала, количества нитей,
твердость
,
покрытие, смазка и т. д. Существует множество крутящий момент
справочные таблицы
доступен в Интернете; это обычное явление для чрезмерного крутящего момента.
Хранить
ключи с крутящим моментом
при самом низком значении, чтобы помочь поддерживать долгосрочную
точность.
Динамометрическая отвертка
инструкции
Нажмите на связанные миниатюры #ad
.
Выбор биты с полой шлифовкой, которая подходит для данного винта
сильно
уменьшает урон. Оружейное дело
набор отверток
1/2 дюйма, 3/8 дюйма и
привод 1/4 дюйма
динамометрические ключи.
Храните динамометрические ключи с минимальной настройкой
, чтобы помочь
сохранять точность.
Три верхних ключа измеряют футо-фунты или ньютон-метры;
нижний 1/4″
приводной ключ измеряет дюймы-фунты или см-кг.
Столы,
Наборы метчиков,
Таблицы резьбонарезного сверления,
Измерение резьбы,
Ручные метчики, Коснитесь ручки, Смазочно-охлаждающие жидкости,
Направляющие для резьбы и сверления,
Tapmatic 30X, перо
Скобка,
Держатели штампов, Типы крепежа,
Имперские маркировки болтов, Маркировка метрических болтов,
Аппаратное обеспечение, Момент затяжки болта
ДОМ
Размеры метчиков: калькулятор, схемы и таблицы
Содержание
- Калькулятор размера метчиков
- Формулы размеров метчиков
- Глубина (высота) резьбы при нарезании резьбы Объяснение
- Примеры расчетов
- Технологии нарезания резьбы
- Таблица размеров метчиков
Что такое размер метчиков?
«Размер укропа» — это диаметр сверла, который мы должны использовать перед операцией нарезания резьбы. По умолчанию размер, который вы найдете в большинстве таблиц, соответствует диаметру 75% глубины резьбы на метчике. Здесь вы узнаете, как получить правильный диаметр сверла в зависимости от типа метчика и требуемой высоты резьбы.
Калькулятор
Учите больше
Калькулятор размер буровой бухни Размер бухга – Номинальный диаметр резьбы (мм/дюйм)Формулы:
| Нарезание резьбы Технология | Дюймовая резьба | Метрическая резьба |
|---|---|---|
| Метчик | \(\НАИБОЛЬШИЙ D – \frac{H_p}{76. | \(\НАИБОЛЬШИЙ D – \frac{H_p\,\times\,P}{ 76.98}\) |
| Метчик формовочный | \(\НАИБОЛЬШИЙ D – \frac{H_p\,\times\,P}{294.12}\) 90LAR | 06\)6 – \frac{H_p}{294.12\,\times\,TPI}\)
Расстояние между вершиной и основанием называется высотой резьбы. Стандарты резьбы определяют максимальную высоту резьбы и одинаковы для метрической и дюймовой резьбы.
\(H_{max}=\Large \frac{5}{8}\times\frac{\sqrt{3}}{2}\normalsize\times{P}\,=\,0,5413\times{P } \)
\( H_{max}=\Large \frac{5}{8}\times\frac{\sqrt{3}}{2}\normalsize\times{P} \) \(\,=\,0,5413\times{P} \)
При нарезании резьбы принято выражать высоту резьбы (иногда называемую глубиной резьбы) как отношение в процентах между фактической глубиной и максимальной глубиной.
\( H_{p}=\Large \frac{H_{max}\,-\,H}{H_{max}}\normalsize\times{100} \)
- Большая высота резьбы означает меньший размер сверла.
- Меньшая высота резьбы означает больший размер метчика.
Почему это важно?
- Поскольку подача всегда равна шагу резьбы, а вся глубина резьбы по определению обрабатывается за один проход, мы не можем контролировать эти факторы. Глубина резьбы является основным фактором (наряду со скоростью резания), влияющим на крутящий момент резьбонарезного инструмента и срок службы инструмента.
- Увеличение диаметра сверла упрощает нарезание резьбы и увеличивает срок службы метчика. Однако прочность резьбы снижается, и меньший диаметр может выйти за допустимые пределы.
- Неофициальным правилом является то, что глубина потока по умолчанию составляет 75%. Поэтому в большинстве таблиц, которые вы найдете в различных каталогах или в Интернете, значение размера сверла для метчика составляет 75% высоты резьбы. Фактический рабочий диапазон в большинстве случаев составляет 65%-85%.
С помощью нашего калькулятора и таблицы вы можете рассчитать точный размер сверла под метчик в зависимости от высоты резьбы.
Примеры расчетовРасчет размера сверла метчика для M8 X 1,25 (метрическая резьба)
\( \begin{array}{l} D=8\текст{ мм} \\ Р=1,25\текст{мм} \\ H_p=65\текст{%} \\ TD = 8\,-\,\Large \frac{65\,\times\,1,25}{76,98}\normalsize=\,6,94\text{мм} \end{array} \)
Расчет размера сверла метчика для UNC 1/4-20 (дюймовая резьба)
\( \begin{array}{l} Д=0,25\текст{“} \\ TPI=20\text{ Зуб на дюйм} \\ H_p=80\текст{%} \\ TD = 0,25\,-\,\Large \frac{80}{76,98\,\times\,20}\normalsize=\,0,198\text{“} \конец{массив} \)
- Приведенные выше примеры относятся к метчикам.
Технологии нарезания резьбы
Метчики- Метчики намного популярнее и могут использоваться для обработки любых материалов.
- Как следует из названия, он режет материал так же, как фрезерный или токарный инструмент, удаляя материал и образуя стружку .
- Они имеют канавки (обычно прямые).
- диаметр отверстия , создаваемый метчиком , не меняет и является меньшим диаметром резьбы.
- Метчики формовочные представляют собой альтернативное решение для нарезания резьбы в мягких материалах, таких как алюминий, латунь, медь, нержавеющая сталь 300 и низкоуглеродистая сталь.
- Как следует из названия, он формирует нить вдавливая материал.
- Они Не имеют флейт (Иногда имеют узкие смазочные канавки).
- Диаметр отверстия , созданный сверлильным станком , уменьшается из-за материала, который проталкивается для создания резьбы. Этот «материальный рост» следует учитывать.
Преимущества формовочных метчиков (по сравнению с режущими метчиками):
- Время цикла меньше из-за более высоких скоростей резания.
- Повышенная однородность и точность резьбы.
- Более высокая прочность резьбы (из-за внутреннего напряжения, создаваемого в процессе формовки).
- Стружка не образуется, поэтому проблем с удалением стружки никогда не бывает.
Недостатки формовочных метчиков (по сравнению с режущими метчиками):
- Их можно использовать только для обработки пластичных материалов, таких как алюминий, латунь, медь, нержавеющая сталь серии 300 и низкоуглеродистая сталь.
- Формовочные метчики создают более высокий крутящий момент. Это становится более проблематичным при больших диаметрах.
- Они более чувствительны к переломам, особенно при неправильном применении.
Диаграмма Tap Size Size
Unified Dchine Threads (UNC/UNF/UNEF) Диаграмма размер бухга вся ширина (55%-85%). Метрическая резьба Таблица размеров метчиков Размер метчиков на высоту резьбы (в процентах)
- Нажмите ⊕ , чтобы просмотреть всю ширину (5%-85%).
Таблица метчиков Метрическая резьба
Таблица метчиков Метрическая резьба |
| Метчик размер | Базовый
майор диаметр (мм) | Базовый
майор диам (дюйм) | мм на резьбу | Дрель
размер (мм) | Дрель
размер (дюйм) |
M1,6 x 0,35 | 1,6 мм | . | .35 | 1,25 мм | #55 |
М2 х 0,4 | 2 мм | .0787 | .4 | 1,6 мм | #52 |
М2,5 х 0,45 | 2,5 мм | .0984 | . | 2,05 мм | № 46 |
М3 х 0,5 | 3 мм | .1181 | .5 | 2,5 мм | № 39 |
M3,5 x 0,6 | 3,5 мм | .1378 | .6 | 2,9мм | № 32 |
М4 х 0,7 | 4мм | . | .7 | 3,3 мм | № 30 |
М5 х 0,8 | 5 мм | .1969 | .8 | 4,2 мм | #19 |
М6 х 1 | 6 мм | .2362 | 1 | 5 мм | #8 |
М8 х 1,25 | 8 мм | . | 1.25 | 6,8мм | Н |
М8 х 1 | 8 мм | .3150 | 1 | 7 мм | Дж |
М10 х 1,5 | 10 мм | .3937 | 1,5 | 8,5 мм | Р |
М10 х 1,25 | 10 мм | . | 1.25 | 8,8 мм | 11/32 |
М12 х 1,75 | 12мм | .4724 | 1,75 | 10,2мм | 13/32 |
М12 х 1,25 | 12мм | .4724 | 1. | 10,8 мм | 27/64 |
М14 х 2 | 14 мм | .5512 | 2 | 12мм | 15/32 |
М14 х 1,5 | 14мм | .5512 | 1,5 | 12,5 мм | 1/2 |
М16 х 2 | 16 мм | . | 2 | 14 мм | 35/64 |
М16 х 1,5 | 16 мм | .6299 | 1,5 | 14,5мм | 37/64 |
М18 х 2,5 | 18 мм | .7087 | 2,5 | 15,5 мм | 39/64 |
М18 х 1,5 | 18 мм | . | 1,5 | 16,5 мм | 21/32 |
М20 х 2,5 | 20 мм | .7874 | 2,5 | 17,5 мм | 16/11 |
М20 х 1,5 | 20 мм | .7874 | 1,5 | 18,5 мм | 47/64 |
М22 х 2,5 | 22 мм | . | 2,5 | 19,5 мм | 49/64 |
М22 х 1,5 | 22 мм | .8661 | 1,5 | 20,5 мм | 13/16 |
М24 х 3 | 24 мм | .9449 | 3 | 21мм | 53/64 |
М24 х 2 | 24 мм | . | 2 | 22 мм | 7/8 |
M27 x 3 | 27мм | 1.0630 | 3 | 24 мм | 15/16 |
M27 x 2 | 27 мм | 1.0630 | 2 | 25 мм | 1 |
НА ДЮЙМ | ДИАМЕТР | НА ДЮЙМ | ДИАМЕТР | ||||
1/16 1/16 5/64 5/64 5/64 5/64 3/32 3/32 3/32 3/32 7/64 7/64 7/64 1/8 1/8 1/8 1/8 9/64 9/64 9/64 004 004 004 /32 5/32 11/64 11/64 3/16 3/16 3/16 3/16 13/64 13/64 13/64 9 304 02 02 | 64 60 72 64 60 56 60 56 50 48 56 50 48 48 40 36 32 40 36 32 40 36 32 36 32 36 32 30 24 32 30 24 32 28 24 32 29 28 3 040004 28 27 24 20 32 27 24 20 18 27 24 20 16 27 24 20 14 27 24 | 049 .047 .046 .065 .063 .062 .061 .077 .076 .074 .073 .092 .090 .089 9.105. 098 .095 .116 .114 .110 .132 .129 .126 .145 .141 .161 .157 .155 .147 .173 .171 . 204 .200 .194 .220 .215 .214 .209 .201 .282 .276 .272 .264 .258 .339 .334 . .401 .397 .389 .368 .464 .460 | 3/64 56 52 1/16 1/16 53 5/64 48 49 49 42 43 43 36 38 40 322 32 32 36 38 40 322 32 32 32 36 38 40 322 32 32 339 38 40 322 32 36 38 40 322 32 36 38 40 329 43 36 38 . 33 35 30 30 1/8 27 9/64 20 22 23 26 17 11/64 20 12 13 16 6 8 10 7/3229 3 3 4 7 9/32 J I 17/64 F R Q 21/64 5/16 Y X 25/64 U 15/32 29/64 | 1/2 1/2 9/16 9/16 9/16 5/8 5/8 5/8 5/8 11/16 904 3 101/16 /4 3/4 3/4 3/4 13/16 13/16 7/8 7/8 7/8 7/8 7/8 15/16 4 15/16 4 15/16 4 1 1 1 1 1-1/16 1-1/8 1-1/8 1-3/16 1-1/4 1-1/4 1-5/16 1-3/8 1-3/8 1-1/2 1 -1/2 1-5/8 1-3/4 1-7/8 2 2-1/8 2-1/4 2-3/8 2-1/2 2 -5/8 2-3/4 2-7/8 3 3-1/8 3-1/4 3-3/8 3-1/2 3-5/8 3 -3/4 4 | 13 12 27 18 12 27 18 12 11 16 11 27 16 12 10 12 10 27 18 14 12 12 27 14 12 8 8 12 7770004 14 12 8 8 12 7 7 12 7 7 12 6 12 6 5-1/2 5 5 4-1/2 4-1/2 4-1/2 4 4 4 4 3-1/2 3-1/2 3-1/2 3-1/2 3-1/4 3-1/4 3-1/4 3 3 | 451 .425 .419 .526 .508 .481 589 .571 .544 .536 .627 . .715 .839 .821 .805 .794 .767 .856 .829 .964 .930. 1,173 1,294 1.213 1.419 1.338 1.448 1.555 1.680 1.783 1.909 2.034 2.131 2.256 2.381 2.506 2.597 2.722 2.847 2.972 3.075 3.200 3.325 3.425 3.675 | 27/64 27/64 17/32 33/64 31/64 19/32 37/64 35/64 17/32 5/8 19/32 23/32 11/16 43/64 21/32 47/64 23/32 27/32 53/64 13/16 51/64 49 /64 55/64 53/64 31/32 15/16 59/64 7/8 15/16 1-3/64 63/64 1-3/64 1-1001-1 /64 1-7/64 1-11/64 1-19/64 1-7/32 1-27/64 1-11/32 1-29/64 1-9/16 1-11/16 1-25/32 1-29/32 2-1/32 2-1/8 2-1/4 2-3/8 2-1/2 2 -19/32 2-23/32 2-27/32 2-31/32 3-1/16 3-3/16 3-5/16 3-7/16 3-11/16 |
Размер сверла 1/2-13 [2022]
- Роберт Джонсон
- Последнее обновление:
Если вы можете купить что-то через наши сообщения, мы можем получить небольшую комиссию. Подробнее здесь.
Бурение может быть простой задачей. Однако вы можете все испортить, если у вас нет сверла нужного размера. Поиск правильного размера сверла метчика 1/2-13 для вашего проекта может помочь вам завершить проект быстрее и надлежащим образом.
Мы подготовили несколько таблиц ниже и приводим сведения, которые следует учитывать при выборе правильного размера сверла.
Какой размер сверла мне нужен для 1/2-дюймового метчика 13?
Наша команда составила приведенную ниже таблицу размеров сверла для метчика, чтобы помочь вам наглядно представить, какой размер сверла следует использовать для 1/2-дюймового метчика 13. Он показывает размер винта, размер сверла, эквивалентную дробь и десятичную дробь в дюймах и миллиметрах.
| Размер винта | Размер бурения | Ближайшая фракция Эквивалента | . | |
| 1/2-13 NC | 27/64 ” | 27/64” | 0,422 | 10,716 |
| 1/2-20180 | ||||
| 1/2-20180 | ||||
| 1/2-20180 | ||||
| 1/2-20180 | ||||
| 1/2-20180 | 11.509 | |||
| 1/2-24 NS | 29/64” | 29/64” | 0.453 | 11.509 |
As you can see, the 1/2-13 tap требует другого размера сверла по сравнению с метчиками 20 и 24. Зная это, вы сможете купить именно то, что вам нужно, сэкономив деньги и другие ресурсы.
В другой таблице ниже показано процентное соотношение резьбы, которое следует использовать в зависимости от материала, в котором вы создадите пилотное отверстие. В этой таблице указаны размер винта, большой и меньший диаметры, резьба на дюйм (TPI), резьба 50 % и резьба 75 %.
Размер винта | Основной диаметр | Нитки на дюм0005 | Резьба 75% (алюминий, латунь и пластик) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Размер сверла | Дес. | Размер сверла | Дес. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/2 | 0.5 | 13 | 0.406 | 27/64 | 0.422 | 29/64 | 0.453 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 | 0.439 | 29/64 | 0.453 | 15/32 | 0,469 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 28 | 0,456 | 15/32 | 0,469 | 15/32 | 0,469 | 15/32 | 0,469 | 15/32 | 0,469 | 15/32 | 0,469 | 15/32 | 0,469 | 15/32 | 0,469 | 15/32 | 0,469 | .||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Номинальный размер | Диаметр сверла | JIS Class 2drillholedia | JIS Класс 2внутренний меньший диаметр резьбы | |
Мин. | Максимум | |||
М2×0,4 | 1,6 | 1,65 (80%) | 1,567 | 1,679 |
М2,2×0,45 | 1,75 | 1,83 (75%) | 1,713 | 1,838 |
М2,5×0,45 | 2. | 2,13 (75%) | 2,013 | 2.138 |
М3×0,5 | 2,5 | 2,59 (75%) | 2,459 | 2.599 |
М3,5×0,6 | 2,9 | 3,01 (75%) | 2.850 | 3.010 |
М4×0,7 | 3.3 | 3,39 (80%) | 3.242 | 3.422 |
М4,5×0,75 | 3,8 | 3,85 (80%) | 3,688 | 3.878 |
М5×0,8 | 4.2 | 4,31 (80%) | 4.134 | 4.334 |
М6×1,0 | 5 | 5,13 (80%) | 4. | 5.153 |
М7×1,0 | 6 | 6,13 (80%) | 5.917 | 6.153 |
М8×1,25 | 6,8 | 6,85 (85%) | 6.647 | 6.912 |
М9×1,25 | 7,8 | 7,85 (85%) | 7,647 | 7.912 |
М10×1,5 | 8,5 | 8,62 (85%) | 8.376 | 8.676 |
М11×1,5 | 9,5 | 9,62 (85%) | 9.376 | 9.676 |
М12×1,75 | 10.3 | 10,40 (85%) | 10. | 10.441 |
М14×2,0 | 12 | 12,2 (85%) | 11.835 | 12.210 |
М16×2,0 | 14 | 14,2 (85%) | 13.835 | 14.210 |
М18×2,5 | 15,5 | 15,7 (85%) | 15.294 | 15.744 |
М20×2,5 | 17,5 | 17,7 (85%) | 17.294 | 17.744 |
М22×2,5 | 19,5 | 19,7 (85%) | 19.294 | 19.744 |
М24×3,0 | 21 | 21,2 (85%) | 20. | 21.252 |
М27×3,0 | 24 | 24,2 (85%) | 23.752 | 24.252 |
М30×3,5 | 26,5 | 26,6 (90%) | 26.211 | 26.771 |
М33×3,5 | 29,5 | 29,6 (90%) | 29.211 | 29.771 |
М36×4,0 | 32 | 32,1 (90%) | 31.670 | 32.270 |
М39×4,0 | 35 | 35,1 (90%) | 34.670 | 35.270 |
М42×4,5 | 37,5 | 37,6(90%) | 37. | 37.799 |
М45×4,5 | 40,5 | 40,6 (90%) | 40.129 | 40.799 |
М48×5,0 | 43 | 43,1 (90%) | 42,587 | 43.297 |
М52×5,0 | 47 | 47,1 (90%) | 46.587 | 47.297 |
М56×5,5 | 50,5 | 50,6 (90%) | 50.046 | 50.796 |
М60×5,5 | 54,5 | 54,6 (90%) | 54.046 | 54,796 |
М64×6,0 | 58 | 58,1 (90%) | 57. | 58.305 |
М68×6,0 | 62 | 62,1 (90%) | 61.505 | 62.305 |
○ Метрическая мелкая резьба
Номинальный размер | Диаметр сверла | JIS Class 2drillholedia | JIS Класс 2внутренний меньший диаметр резьбы | |
Мин. | Максимум | |||
М2,5×0,35 | 2.2 | 2,22 (75%) | 2.121 | 2.221 |
М3×0,35 | 2,7 | 2,72 (75%) | 2,621 | 2,721 |
М3,5×0,35 | 3. | 3,22 (75%) | 3.121 | 3.221 |
М4×0,5 | 3,5 | 3,59 (75%) | 3.459 | 3,599 |
М4,5×0,5 | 4 | 4,09 (75%) | 3.959 | 4.099 |
М5×0,5 | 4,5 | 4,59 (75%) | 4.459 | 4.599 |
М5,5×0,5 | 5 | 5,09 (75%) | 4.959 | 5.099 |
М6×0,75 | 5.3 | 5,35 (80%) | 5.188 | 5.378 |
М7×0,75 | 6. | 6,35 (80%) | 6.188 | 6.378 |
М8×1,0 | 7 | 7,13 (80%) | 6.917 | 7.153 |
М8×0,75 | 7.3 | 7,35 (80%) | 7.188 | 7,378 |
М9×1,0 | 8 | 8,13 (80%) | 7.917 | 8.153 |
М9×0,75 | 8.3 | 8,35 (80%) | 8.188 | 8.378 |
М10×1,25 | 8,8 | 8,85 (85%) | 8.647 | 8.912 |
М10×1,0 | 9 | 9,13 (80%) | 8. | 9.153 |
М10×0,75 | 9.3 | 9,35 (80%) | 9.188 | 90,378 |
М11×1,0 | 10 | 10,13 (80%) | 9.917 | 10.153 |
М11×0,75 | 10.3 | 10,35 (80%) | 10.188 | 10.378 |
М12×1,5 | 10,5 | 10,62 (85%) | 10.376 | 10.676 |
М12×1,25 | 10,8 | 10,85 (85%) | 10.647 | 10.912 |
М12×1,0 | 11 | 11,13 (80%) | 10. | 11.153 |
М14×1,5 | 12,5 | 12,62 (85%) | 12.376 | 12.676 |
М14×1,0 | 13 | 13,13 (80%) | 12.917 | 13.153 |
М15×1,5 | 13,5 | 13,62 (85%) | 13.376 | 13.676 |
М15×1,0 | 14 | 14,13 (80%) | 13.917 | 14.153 |
М16×1,5 | 14,5 | 14,62 (85%) | 14.376 | 14.676 |
М16×1,0 | 15 | 15,13 (80%) | 14,917 | 15. |
М17×1,5 | 15,5 | 15,62 (85%) | 15.376 | 15.676 |
М17×1,0 | 16 | 16,13 (80%) | 15.917 | 16.153 |
М18×2,0 | 16 | 16,2 (85%) | 15.835 | 16.210 |
М18×1,5 | 16,5 | 16,62 (85%) | 16.376 | 16.676 |
М18×1,0 | 17 | 17,13 (80%) | 16.917 | 17.153 |
М20×2,0 | 18 | 18,2 (85%) | 17. | 18.210 |
М20×1,5 | 18,5 | 18,62 (85%) | 18.376 | 18.676 |
М20×1,0 | 19 | 19,13 (80%) | 18.917 | 19.153 |
✽D1=表示JIS 6H (2級)內螺紋之內徑 ✽D1 = внутренний диаметр внутренней резьбы JIS 6H (класс 2)
○ Метрическая мелкая резьба
Номинальный размер | Диаметр сверла | JIS Class 2drillholedia | JIS Класс 2внутренний меньший диаметр резьбы | |
Мин. | Максимум | |||
М22×2 | 20 | 20,2 (85%) | 19. | 20.210 |
М22×1,5 | 20,5 | 20,62 (85%) | 20.376 | 20.676 |
М22×1 | 21 | 21,13 (80%) | 20.917 | 21.153 |
М24×2 | 22 | 22,2 (85%) | 21.835 | 22.210 |
М24×1,5 | 22,5 | 22,62 (85%) | 22.376 | 22.676 |
М24×1 | 23 | 23,13 (80%) | 22.917 | 23.153 |
М25×2 | 23 | 23,2 (85%) | 22. | 23.210 |
М25×1,5 | 23,5 | 23,62 (85%) | 23.376 | 23,676 |
М25×1 | 24 | 24,13 (80%) | 23.917 | 24.153 |
М26×1,5 | 24,5 | 24,62 (85%) | 24.376 | 24.676 |
М27×2 | 25 | 25,2 (85%) | 24.835 | 25.210 |
М27×1,5 | 25,5 | 25,62 (85%) | 25.376 | 25.676 |
М27×1 | 26 | 26,13 (80%) | 25. | 26.153 |
М28×2 | 26 | 26,2 (85%) | 25.835 | 26.210 |
М28×1,5 | 26,5 | 26,62 (85%) | 26.376 | 26.676 |
М28×1 | 27 | 27,13 (80%) | 26.917 | 27.153 |
М30×3 | 27 | 27,2 (85%) | 26.752 | 27.252 |
М30×2 | 28 | 28,2 (85%) | 27.835 | 28.210 |
М30×1,5 | 28,5 | 28,62 (85%) | 28. | 28.676 |
М30×1 | 29 | 29,13 (80%) | 28.917 | 29.153 |
М32×2 | 30 | 30,2 (85%) | 29.835 | 30.210 |
М32×1,5 | 30,5 | 30,62 (85%) | 30.376 | 30.676 |
М33×3 | 30 | 30,2 (85%) | 29.752 | 30.252 |
М33×2 | 31 | 31,2 (85%) | 30.835 | 31.210 |
М33×1,5 | 31,5 | 31,62 (85%) | 31. | 31,676 |
М35×1,5 | 33,5 | 33,62 (85%) | 33.376 | 33,676 |
М36×3 | 33 | 33,2 (85%) | 32.752 | 33.252 |
М36×2 | 34 | 34,2 (85%) | 33,835 | 34.210 |
М36×1,5 | 34,5 | 34,62 (85%) | 34.376 | 34,676 |
М38×1,5 | 36,5 | 36,62 (85%) | 36.376 | 36.676 |
М39×3 | 36 | 36,2 (85%) | 35,752 | 36. |
М39×2 | 37 | 37,2 (85%) | 36.835 | 37.210 |
М39×1,5 | 37,5 | 37,62 (85%) | 37.376 | 37,676 |
М40×3 | 37 | 37,2 (85%) | 36.752 | 37.252 |
М40×2 | 38 | 38,2 (85%) | 37.835 | 38.210 |
М40×1,5 | 38,5 | 38,62 (85%) | 38.376 | 38,676 |
М42×4 | 38 | 38,1 (85%) | 37.670 | 38. |
М42×3 | 39 | 39,2 (85%) | 38.752 | 39.252 |
М42×2 | 40 | 40,2 (85%) | 39.835 | 40.210 |
М42×1,5 | 40,5 | 40,62 (85%) | 40.376 | 40.676 |
○ Метрическая мелкая резьба
Номинальный размер | Диаметр сверла | JIS Class 2drillholedia | JIS Класс 2внутренний меньший диаметр резьбы | |
Мин. | Максимум | |||
М45×4 | 41 | 41,1 (90%) | 40. | 41.270 |
М45×3 | 42 | 42,2 (85%) | 41.752 | 42.252 |
М45×2 | 43 | 43,2 (85%) | 42.835 | 43.210 |
М45×1,5 | 43,5 | 43,62 (85%) | 43.376 | 43,676 |
М48×4 | 44 | 44,1 (90%) | 43.670 | 44.270 |
М48×3 | 45 | 45,2 (85%) | 44.752 | 45.252 |
М48×2 | 46 | 46,2 (85%) | 45. | 46.210 |
М48×1,5 | 46,5 | 46,62 (85%) | 46.376 | 46.676 |
М50×3 | 47 | 47,2 (85%) | 46.752 | 47.252 |
М50×2 | 48 | 48,2 (85%) | 47.835 | 48.210 |
М50×1,5 | 48,5 | 48,62 (85%) | 48.376 | 48.676 |
М52×4 | 48 | 48,1 (90%) | 47.670 | 48.270 |
М52×3 | 49 | 49.2(85%) | 48. | 49.252 |
М52×2 | 50 | 50,2 (85%) | 49.835 | 50.210 |
М52×1,5 | 50,5 | 50,62 (85%) | 50.376 | 50,676 |
М55×4 | 51 | 51,1 (90%) | 50.670 | 51.270 |
М55×3 | 52 | 52,2 (85%) | 51,752 | 52.252 |
М55×2 | 53 | 53,2 (85%) | 52.835 | 53.210 |
М55×1,5 | 53,5 | 53,62 (85%) | 53. | 53,676 |
М56×4 | 52 | 52,1 (90%) | 51.670 | 52.270 |
М56×3 | 53 | 53,2 (85%) | 52.752 | 53.252 |
М56×2 | 54 | 54,2 (85%) | 53,835 | 54.210 |
М56×1,5 | 54,5 | 54,62 (85%) | 54.376 | 54,676 |
М58×4 | 54 | 54,1 (90%) | 53.670 | 54.270 |
М58×3 | 55 | 55,2 (85%) | 54,752 | 55. |
М58×2 | 56 | 56,2 (85%) | 55,835 | 56.210 |
М58×1,5 | 56,5 | 56,62 (85%) | 56.376 | 56,676 |
М60×4 | 56 | 56,1 (90%) | 55.670 | 56.270 |
М60×3 | 57 | 57,2 (85%) | 56,752 | 57,252 |
М60×2 | 58 | 58,2 (85%) | 57,835 | 58.210 |
М60×1,5 | 58,5 | 58,62 (85%) | 58.376 | 58,676 |
М62×4 | 58 | 58,1 (90%) | 57. | 58.270 |
М62×3 | 59 | 59,2 (85%) | 58,752 | 59.252 |
М62×2 | 60 | 60,2 (85%) | 59.835 | 60.210 |
М62×1,5 | 60,5 | 60,62 (85%) | 60.376 | 60,676 |
М64×4 | 60 | 60,1 (90%) | 59.670 | 60.270 |
М64×3 | 61 | 61,2 (85%) | 60,752 | 61,252 |
М64×2 | 62 | 62,2 (85%) | 61,835 | 62. |
М64×1,5 | 62,5 | 62,62 (85%) | 62.376 | 62,676 |
✽D1 = внутренний диаметр внутренней резьбы JIS 6H (класс 2).
○Грубая резьба Витворта
Номинальный размер | Сверлить диаметр | JIS внутренняя резьба класса 2, малый диаметр | БМЗ внутренний диаметр малого диаметра резьбы | |||
Линия А (Жесткий материалы) | Линия Б (мягкие материалы) | Мин. | Максимум | Мин. | Максимум | |
※Н1/8-40 | 2,55 | 2,45 | – | – | 2,362 | 2,591 |
※В3/16-24 | 3,7 | 3,6 | – | – | 3. | 3,774 |
※Н1/4-20 | 5.1 | 5,0 | 4.914 | 5.204 | 4.724 | 5.156 |
П5/16-18 | 6,6 | 6,5 | 6.340 | 6.670 | 6.129 | 6.588 |
П3/8-16 | 8,0 | 7,9 | 7,733 | 8.113 | 7.493 | 7,988 |
П7/16-14 | 9.4 | 9.3 | 9.048 | 9.508 | 8.791 | 9.332 |
П1/2-12 | 10,7 | 10,5 | 10. | 10.830 | 9.990 | 10.589 |
П9/16-12 | 12.3 | 12,0 | 11.898 | 12.418 | 11.575 | 12.176 |
П5/8-11 | 13,7 | 13,5 | 13.257 | 13.817 | 12.918 | 13.558 |
П3/4-10 | 16,6 | 16,5 | 16.178 | 16.778 | 15.800 | 16.484 |
П7/8-9 | 19,5 | 19,3 | 19.031 | 19.691 | 18.613 | 19. |
П1-8 | 22,4 | 22,0 | 21.814 | 22.514 | 21.336 | 22.148 |
П1 1/8-7 | 25,0 | 24,8 | 24.469 | 25.229 | 23,927 | 24.831 |
W1 1/4-7 | 28,3 | 28,0 | 27.644 | 28.404 | 27.102 | 28.006 |
П1 3/8-6 | 30,5 | 30,3 | 30.123 | 30.923 | – | – |
Ш1 1/2-6 | 33,8 | 33,5 | 33. | 34.098 | 32.680 | 33.703 |
П1 5/8-5 | 36,0 | 35,7 | 35,529 | 36.409 | – | – |
П1 3/4-5 | 39,2 | 39,0 | 38.704 | 39,584 | 37,943 | 39.136 |
Ш1 7/8-4 1/2 | 41,8 | 41,5 | 41.237 | 42.227 | – | – |
W2-4 1/2 | 45,0 | 44,7 | 44.412 | 45.402 | 43.571 | 44. |
• Указанные выше рекомендуемые размеры метчиковых сверл относятся к резьбе Whitworth класса 2 JIS. • ※Обозначенные размеры соответствуют BSW.
○ Резьбовые нитки для швейных машин
Номинальный размер | Диаметр сверла | JIS class 2drill Holedia. | JIS класс 2 внутренний меньший диаметр резьбы | Номинальный размер | Диаметр сверла | JIS class 2drill Holedia. | JIS 2 класс внутренний меньший диаметр резьбы | ||
Мин. | Максимум | Мин. | Максимум | ||||||
СМ 1/16-80 | 1,25 | 1,28 (75%) | 1,211 | 1,281 | СМ 1/4-24 | 5. | 5,25 (80%) | 5.086 | 5.266 |
СМ 5/64-64 | 1,55 | 1,58 (80%) | 1,513 | 1,593 | СМ 9/32-28 | 6.10 | 6,20 (80%) | 6.066 | 6.256 |
СМ 3/32-100 | 2.10 | 2,15 (70%) | 2,081 | 2,156 | СМ 9/32-20 | 5,70 | 5,82 (80%) | 5.631 | 5.824 |
СМ 3/32-56 | 1,85 | 1,91 (80%) | 1,841 | 1,936 | СМ 5/16-28 | 6,90 | 6,00(80%) | 6. | 7.050 |
СМ 1/8-44 | 2,50 | 2,58 (80%) | 2,485 | 2.605 | СМ 5/16-24 | 6,70 | 6,84 (80%) | 6.674 | 6.864 |
СМ 1/8-40 | 2,45 | 2,52 (80%) | 2.421 | 2,551 | СМ 5/16-18 | 6.30 | 6,38 (85%) | 6.254 | 6.444 |
СМ 9/64-40 | 2,85 | 2,91 (80%) | 2.818 | 2,948 | СМ 3/8-28 | 8.50 | 8,58 (80%) | 8. | 8.637 |
СМ 11/64-40 | 3,65 | 3,71 (80%) | 3,612 | 3,742 | СМ 3/8-18 | 7,90 | 7,97 (85%) | 7.843 | 8.053 |
СМ 16/32-32 | 3,90 | 3,94 (80%) | 3.820 | 3.980 | СМ 7/16-28 | 10.10 | 10,17 (80%) | 10.034 | 10.224 |
СМ 16-28 марта | 3,70 | 3,82 (80%) | 3,684 | 3.844 | СМ 7/16-16 | 9.30 | 9,36 (85%) | 9. | 9.440 |
СМ 7/32-32 | 4,70 | 4,73 (80%) | 4.614 | 4.774 | СМ 1/2-28 | 11.70 | 11,76 (80%) | 11.622 | 11.812 |
СМ 15/64-28 | 4,90 | 5,01 (80%) | 4.875 | 5.055 | СМ 1/2-20 | 11.30 | 11,38 (80%) | 11.190 | 11.410 |
СМ 1/4-40 | 5,60 | 5,69 (80%) | 5.596 | 5.726 | СМ 1/2-12 | 10.30 | 10,36 (85%) | 10. | 10.420 |
СМ 1/4-28 | 5.30 | 5,41 (80%) | 5.272 | 5.452 | СМ 9/16-20 | 12.90 | 12,90 (85%) | 12.778 | 13.018 |
○Унифицированная крупная резьба
Номинальный размер | Диаметр сверла | JIS класс 2B диаметр отверстия | JIS класс 2B внутренний меньший диаметр резьбы | |
Мин. | Максимум | |||
№1-64 УНК | 1,55 | 1,57 (65%) | 1,425 | 1,582 |
№2-56 УНК | 1,8 | 1,86 (65%) | 1,695 | 1,871 |
№3-48 УНК | 2. | 2,14 (65%) | 1,941 | 2.146 |
№4-40 УНК | 2.3 | 2,36 (70%) | 2,157 | 2,385 |
№5-40 УНК | 2,6 | 2,69 (70%) | 2,487 | 2,697 |
№ 6-32 УНК | 2,8 | 2,86 (75%) | 2,642 | 2.895 |
№ 8-32 УНК | 3.4 | 3,52 (75%) | 3.302 | 3.530 |
№10-24УНК | 3,9 | 3,91 (80%) | 3,683 | 3,962 |
№12-24УНК | 4,5 | 4,57 (80%) | 4. | 4.597 |
1/4-20 UNC | 5.1 | 5,25 (80%) | 4.979 | 5.257 |
16-18 мая UNC | 6,6 | 6,72 (80%) | 6.401 | 6.731 |
3/8-16 UNC | 8,0 | 8,15 (80%) | 7.798 | 8.153 |
16-14 июля UNC | 9.4 | 9,5 (80%) | 9.144 | 9.550 |
1/2-13 UNC | 10,8 | 11,0 (80%) | 10.592 | 11.023 |
16-12 сентября UNC | 12.2 | 12,3 (85%) | 11. | 12.446 |
5/8-11 UNC | 13,6 | 13,8 (85%) | 13.386 | 13.868 |
3/4-10 UNC | 16,5 | 16,8 (85%) | 16.307 | 16.840 |
7/8-9 UNC | 19,5 | 19,6 (85%) | 19.177 | 19.761 |
1-8 UNC | 22,2 | 22,5 (85%) | 21,971 | 22.606 |
1 1/8-7 UNC | 25,0 | 25,2 (85%) | 24.638 | 25.349 |
1 1/4-7 UNC | 28,2 | 28,4 (85%) | 27. | 28.524 |
1 3/8-6 UNC | 30,8 | 31,0 (85%) | 30.353 | 31.115 |
1 1/2-6 UNC | 34,0 | 34,2 (85%) | 33,528 | 34,290 |
1 3/4-5UNC | 39,5 | 39,8 (85%) | 38,964 | 39.827 |
2-4 1/2УНК | 45,2 | 45,3 (90%) | 44.679 | 45.593 |
○ Унифицированная мелкая резьба
Номинальный размер | Диаметр сверла | JIS класс 2B диаметр отверстия | JIS класс 2B внутренний меньший диаметр резьбы | |
Мин. | Максимум | |||
№0-80УНФ | 1,25 | 1,30 (65%) | 1,182 | 1.305 |
№1-72УНФ | 1,55 | 1,61 (65%) | 1,474 | 1,612 |
№2-64УНФ | 1,85 | 1,90 (65%) | 1,756 | 1,912 |
№3-56УНФ | 2.1 | 2,17 (70%) | 2,025 | 2.197 |
№4-48УНФ | 2,4 | 2,44 (70%) | 2,271 | 2,458 |
№5-44УНФ | 2,7 | 2,74 (70%) | 2,551 | 2. |
№6-40УНФ | 2,9 | 3,02 (70%) | 2.820 | 3.022 |
№8-36УНФ | 3,5 | 3,59 (75%) | 3.404 | 3.606 |
№10-32УНФ | 4.1 | 4,14 (80%) | 3,963 | 4.165 |
№12-28УНФ | 4.6 | 4,70 (80%) | 4.496 | 4.724 |
1/4-28УНФ | 5,5 | 5,56 (80%) | 5.360 | 5.588 |
5/16-24УНФ | 6,9 | 7,02 (80%) | 6. | 7.035 |
3/8-24УНФ | 8,5 | 8,61 (80%) | 8.382 | 8.636 |
7/16-20УНФ | 9,9 | 10,01 (80%) | 9,729 | 10.033 |
1/2-20УНФ | 11,5 | 11,60 (80%) | 11.329 | 11.607 |
9/16-18УНФ | 12,9 | 13,07 (80%) | 12.751 | 13.081 |
5/8-18УНФ | 14,5 | 14,65 (80%) | 14.351 | 14.681 |
3/4-16УНФ | 17,5 | 17,59 (85%) | 17. | 17.678 |
7/8-14УНФ | 20,5 | 20,6 (85%) | 20.270 | 20.675 |
1-12УНФ | 23,2 | 23,5 (85%) | 23.114 | 23.571 |
1 1/8-12УНФ | 26,5 | 26,7 (80%) | 26.289 | 26.746 |
1 1/4-12УНФ | 29,5 | 29,9 (80%) | 29.464 | 29.921 |
1 3/8-12 УНФ | 32,8 | 33,0 (85%) | 32.639 | 33.096 |
1 1/2-12УНФ | 36,0 | 36,2 (85%) | 35. | 36.271 |
○Унифицированная серия со сверхтонкой резьбой и постоянным шагом с 8 и 12 витками резьбы
Номинальный размер | Диаметр сверла | ANSI Сверло класса 2B диаметр отверстия | ANSI класс 2B внутренний меньший диаметр резьбы | Номинальный размер | Диаметр сверла | ANSI Буровая скважина класса 2B диаметр | ANSI класс 2B внутренний меньший диаметр резьбы | ||
Мин. | Максимум | Мин. | Максимум | ||||||
№12-32УНЕФ | 4.7 | 4,7 (90%) | 4. | 4.826 | 1 1/4-18 UNEF | 30,3 | 30,4 (90%) | 30.226 | 30.556 |
1/4-32УНЕФ | 5.6 | 5,6 (85%) | 5.486 | 5.690 | 1 1/4-8 ООН | 28,5 | 28,7 (90%) | 28.321 | 28.956 |
16/5-32УНЕФ | 7.1 | 7,2 (85%) | 7.087 | 7.264 | 1 3/8-18 UNEF | 33,5 | 33,6 (85%) | 33.401 | 33.731 |
3/8-32УНЕФ | 8,7 | 8,8 (85%) | 8. | 8.865 | 1 3/8-8 ООН | 31,8 | 31,8 (90%) | 31.496 | 32.131 |
16.07-28ЮНЕФ | 10.2 | 10,25 (85%) | 10.135 | 10.338 | 1 1/2-18 UNEF | 36,6 | 36,7 (90%) | 36.576 | 36.881 |
1/2-28УНЕФ | 11,8 | 11,8 (90%) | 11.709 | 11.938 | 1 1/2-8 ООН | 35,0 | 35,0 (90%) | 34,671 | 35.306 |
16/9-24UNEF | 13.2 | 13,3 (85%) | 13. | 13.386 | 1 5/8-18 UNEF | 39,8 | 39,9 (90%) | 39.751 | 40.081 |
5/8-24ЮНЕФ | 14,8 | 14,9 (85%) | 14.732 | 14.986 | 1 5/8-8 ООН | 38,2 | 38,2 (90%) | 37.846 | 38.481 |
3/4-20УНЕФ | 17,8 | 17,8 (90%) | 17.678 | 17.958 | 1 5/8-12 ООН | 39,2 | 39,2 (90%) | 38.989 | 39.446 |
7/8-20UNEF | 21,0 | 21,0 (90%) | 20. | 21.133 | 1 3/4-8 ООН | 41,3 | 41,3 (90%) | 41.021 | 41.656 |
1-20УНЭФ | 24.1 | 24,2 (85%) | 24.028 | 24.308 | 1 3/4-12 ООН | 42,3 | 41,4 (90%) | 42.164 | 42.621 |
1 1/8-18UNEF | 27,2 | 27,2 (90%) | 27.051 | 27.381 | 2-8 ООН | 47,8 | 47,8 (85%) | 47.371 | 48.006 |
1 1/8-8UN | 25,5 | 25,5 (90%) | 25. | 25.781 | 2-12 ООН | 48,6 | 48,7 (90%) | 48.514 | 48.971 |
○ НПТ НПС (НПСК) Трубная резьба американского стандарта
Номинальный размер | конусность Нить | Параллельная резьба | ||||
ДНЯО | НПВ (НПСК) | |||||
Используйте с разверткой | Без развертки | Диаметр сверла | ||||
мм | дюйм | мм | дюйм | мм | дюйм | |
16-27 января | 5,94 | 0,234 | 6. | 0,242 | 6,35 | 0,250 |
1/8-27 | 8,33 | 0,328 | 8,43 | 0,332 | 8,74 | 0,344 |
1/4-18 | 10,72 | 0,422 | 11.13 | 0,438 | 11.13 | 0,438 |
3/8-18 | 14.27 | 0,562 | 14.27 | 0,562 | 14,68 | 0,578 |
1/2-14 | 17.48 | 0,688 | 17,86 | 0,703 | 18.26 | 0,719 |
3/4-14 | 22,63 | 0,891 | 23. | 0,906 | 23.42 | 0,922 |
1-11 1/2 | 28.58 | 1,125 | 28,98 | 1,141 | 29.36 | 1,156 |
1 1/4-11 1/2 | 37.31 | 1,469 | 37,69 | 1,484 | 38.10 | 1.500 |
1 1/2-11 1/2 | 43,26 | 1,703 | 43,66 | 1,719 | 44,45 | 1.750 |
2-11 1/2 | 55,17 | 2,172 | 55,58 | 2,188 | 56,36 | 2. |
2 1/2-8 | 65,48 | 2,578 | 66,27 | 2.609 | 67,46 | 2,656 |
• Размеры сверл указаны в приложении ANSI/ASME B1.20.1-1983 для трубной резьбы общего назначения (дюймы).
○ НПФ•НПФ Трубная резьба американского стандарта Dryseal
Номинальный размер | конусность Нить | Параллельная резьба | ||||
НПТФ | НПФ | |||||
Используйте с разверткой | Без развертки | Диаметр сверла | ||||
мм | дюйм | мм | дюйм | мм | дюйм | |
16-27 января | 5,94 | 0,234 | 6. | 0,242 | 6,25 | 0,246 |
1/8-27 | 8,33 | 0,328 | 8,43 | 0,332 | 8,61 | 0,339 |
1/4-18 | 10,72 | 0,422 | 11.13 | 0,438 | 11.13 | 0,438 |
3/8-18 | 14.27 | 0,562 | 14.27 | 0,562 | 14,68 | 0,578 |
1/2-14 | 17.48 | 0,688 | 17,86 | 0,703 | 17,86 | 0,703 |
3/4-14 | 22,63 | 0,891 | 23. | 0,906 | 23.42 | 0,922 |
1-11 1/2 | 28.58 | 1,125 | 28,98 | 1,141 | 29.36 | 1,156 |
1 1/4-11 1/2 | 37.31 | 1,469 | 37,69 | 1,484 | ─ | ─ |
1 1/2-11 1/2 | 43,26 | 1,703 | 43,66 | 1,719 | ─ | ─ |
2-11 1/2 | 55,17 | 2,172 | 55,58 | 2,188 | ─ | ─ |
2 1/2-8 | 65,48 | 2,578 | 66,27 | 2. | ─ | ─ |
• Размеры сверла указаны в приложении ANSI B1.20.1-1976 к трубной резьбе для сухих уплотнений (дюймы).
○ НПСМ Американская стандартная прямая трубная резьба
Номинальный размер | Диаметр сверла | Малый диаметр | Номинальный размер | Диаметр сверла | Малый диаметр | ||
Мин. | Максимум | Мин. | Максимум | ||||
1/8-27 | 9.2 | 9.093 | 9.246 | 1-11 1/2 | 30,6 | 30. | 30.759 |
1/4-18 | 12,0 | 11.887 | 12.217 | 1 1/4-11 1/2 | 39,3 | 39.268 | 39.497 |
3/8-18 | 15,4 | 15.316 | 15.545 | 1 1/2-11 1/2 | 45,4 | 45.339 | 45,568 |
1/2-14 | 19,0 | 18.974 | 19.279 | 2-11 1/2 | 57,5 | 57,379 | 57.607 |
3/4-14 | 24,5 | 24.333 | 24.638 | 2 1/2-8 | 69,0 | 68,783 | 69. |
○(RC,PT) Коническая трубная резьба
Номинальный размер | Диаметр сверла | Внутренний меньший диаметр резьбы (min) длина полезной резьбы | Внутренняя резьба, мин.диаметр(мин), калибровочная длина | |
Использовать с расширителем | Без расширитель | |||
RC1/16-28 | 6.1 | 6.2 | 6.244 | 6.370 |
RC1/8-28 | 8.1 | 8.2 | 8.249 | 8.375 |
РК1/4-19 | 10,7 | 11,0 | 10,962 | 11. |
РК3/8-19 | 14.2 | 14,5 | 14.448 | 14.636 |
РК1/2-14 | 17,6 | 18,0 | 17.979 | 18.234 |
РК3/4-14 | 23,0 | 23,4 | 23.378 | 23.635 |
РК1-11 | 29,0 | 29,5 | 29.459 | 29.786 |
RC1 1/4-11 | 37,5 | 38,0 | 37,976 | 38.302 |
RC1 1/2-11 | 43,4 | 44,0 | 43. | 44.195 |
РК2-11 | 54,9 | 55,5 | 55.412 | 55.808 |
RC2 1/2-11 | 70,4 | 71,0 | 70,737 | 71,279 |
РК3-11 | 82,8 | 83,4 | 83,244 | 83.780 |
RC4-11 | 107,5 | 108,2 | 108.015 | 108.629 |
○Рп(ПС) Параллельная трубная резьба
Номинальный размер | Диаметр сверла | Малый диаметр Внутренняя резьба JIS (D1) | |
Мин. | Максимум | ||
рупий 16-28 января | 6,5 | 6.490 | 6.632 |
рупий 1/8-28 | 8,5 | 8.495 | 8.637 |
1/4-19 рупий | 11,4 | 11.341 | 11.549 |
3/8-19 рупий | 14,9 | 14.846 | 15.054 |
1/2-14 рупий | 18,6 | 18.489 | 18.773 |
3/4-14 рупий | 24,0 | 23,975 | 24.259 |
1-11 рупий | 30,2 | 30. | 30.472 |
1 1/4-11 рупий | 38,8 | 38,771 | 39.133 |
1 рупия 1/2-11 | 44,7 | 44.664 | 45.026 |
2-11 рупий | 56,5 | 56.475 | 56.837 |
2 рупии 1/2-11 | 72,2 | 72.010 | 72.442 |
3-11 рупий | 84,9 | 84.710 | 85,142 |
рупий 4/11 | 110,0 | 109.856 | 110.288 |
○G(ПФ) Параллельная трубная резьба
Номинальный размер | Диаметр сверла | Малый диаметр Внутренняя резьба JIS (D1) | |
Мин. | Максимум | ||
Г1/16-28 | 6.7 | 6.561 | 6.843 |
Г1/8-28 | 8,7 | 8.566 | 8.848 |
Г1/4-19 | 11,7 | 11.445 | 11.890 |
Г3/8-19 | 15.2 | 14.950 | 15.395 |
Г1/2-14 | 19,0 | 18.631 | 19.172 |
Г5/8-14 | 21,0 | 20.587 | 21.128 |
Г3/4-14 | 24,5 | 24.117 | 24.658 |
Г7/8-14 | 28,2 | 27. | |