Таблица шероховатости поверхности в зависимости от вида обработки: при механической, токарной, черновой, чистовой обработке
alexxlab | 08.10.1986 | 0 | Разное
при механической, токарной, черновой, чистовой обработке
Таблица шероховатости при различной обработке
В таблице шероховатости приведены примеры некоторых видов обработки, при выполнении которых, при определённых условиях, образуется поверхность с настоящим значением шероховатости.
Исходная шероховатость является следствием технологической обработки поверхности материала. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
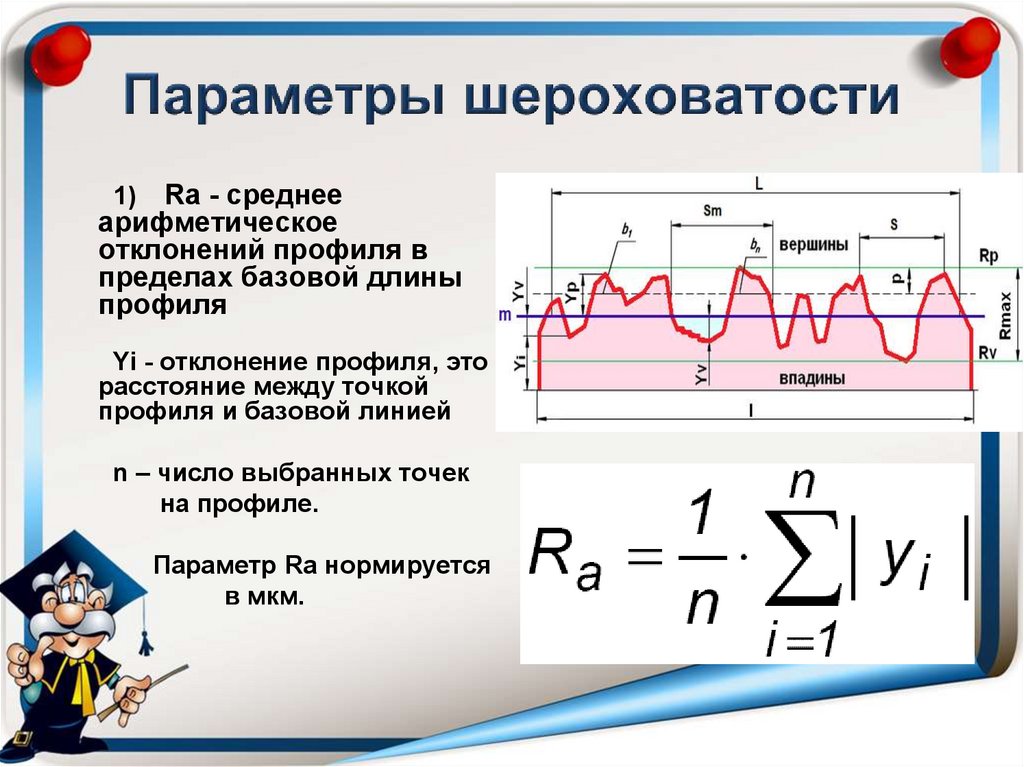
На рисунке схематично показаны параметры шероховатости, где: l — базовая длина; m — средняя линия профиля; S mi — средний шаг неровностей профиля; S i — средний шаг местных выступов профиля; H i max — отклонение пяти наибольших максимумов профиля; H min — отклонение пяти наибольших минимумов профиля; h i max — расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль; h i min — расстояние от низших точек пяти наибольших минимумов до линии, параллельной средней и не пересекающей профиль; R max — наибольшая высота профиля; y i — отклонения профиля от линии m; p — уровень сечения профиля; b n — длина отрезков, отсекаемых на уровне p.
| Класс | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| В ячейках сверху указаны классы шероховатости для сопоставления с новым стандартом | ||||||||||||||
| Ra | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 |
0. 2 2
|
0.1 | 0.08 | 0.025 | 0.01 |
| Rz | 400 | 200 | 100 | 50 | 25 | 12.5 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.05 | |
| Пескоструйная обработка | Rz400 | |||||||||||||
| Ковка в штампах | Rz400 | Rz200 | Rz100 | |||||||||||
| Отпиливание | Rz400 | |||||||||||||
| Сверление |
R |
Rz50 | Rz25 | |||||||||||
| Зенкерование черновое | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование чистовое | Rz50 | Rz25 |
3. 2 2
|
1.6 | ||||||||||
| Развертывание нормальное | 3.2 | 1.6 | 0.8 | |||||||||||
| Развертывание точное |
1. 6 6
|
0.8 | 0.4 | |||||||||||
| Развертывание тонкое | 0.8 | 0.4 | 0.2 | |||||||||||
| Протягивание | Rz25 |
3. 2 2
|
1.6 | 0.8 | 0.4 | |||||||||
| Точение черновое | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Точение чистовое | Rz100 | Rz50 | Rz25 |
3. 2 2
|
1.6 | 0.8 | ||||||||
| Точение тонкое | 3.2 | 1.6 | 0.8 | 0.4 | ||||||||||
| Строгание предварительное | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Строгание чистовое | Rz100 | Rz50 | Rz25 |
3. 2 2
|
1.6 | |||||||||
| Строгание тонкое | 1.6 | 0.8 | ||||||||||||
| Фрезерование предварительное | Rz200 | Rz100 | Rz50 | Rz25 | ||||||||||
| Фрезерование чистовое | Rz25 |
3. 2 2
|
1.6 | |||||||||||
| Фрезерование тонкое | 3.2 | 1.6 | 0.8 | |||||||||||
| Шлифование предварительное | Rz25 |
3. 2 2
|
1.6 | |||||||||||
| Шлифование чистовое | 1.6 | 0.8 | 0.4 | |||||||||||
| Шлифование тонкое |
0. 4 4
|
0.2 | ||||||||||||
| Шлифование – отделка | 0.1 | 0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Притирка грубая |
0. 8 8
|
0.4 | ||||||||||||
| Притирка средняя | 0.4 | 0.2 | 0.1 | |||||||||||
| Притирка тонкая |
0. 1 1
|
0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Хонингование нормальное | 1.6 | 0.8 | 0.4 | 0.2 | ||||||||||
| Хонингование зеркальное |
0. 4 4
|
0.2 | 0.1 | 0.08 | ||||||||||
| Шабрение | 3.2 | 1.6 | 0.8 | |||||||||||
| Прокатка | Rz50 | Rz25 | 3.2 | 1.6 |
0. 8 8
|
|||||||||
| Литье в кокиль | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Литье под давлением | Rz400 | Rz200 | Rz100 | Rz50 | Rz25 |
3. 2 2
|
||||||||
| Литье прецизионное | Rz50 | Rz25 | 3.2 | 1.6 | ||||||||||
| Литье пластмасс, прецизионное | Rz25 |
3. 2 2
|
1.6 | 0.8 | 0.4 | 0.2 | 0.1 | |||||||
Зависимость шероховатости и точности поверхностей от видов обработки — Студопедия
Поделись
Длительной производственной практикой было установлено, что средняя высота неровностей поверхности не должна превышать 10…25 % от допуска на обработку. Это позволило установить взаимосвязь между шероховатостью поверхности и точностью её обработки при различных технологиях обработки (табл. 4.3).
Таблица 4.3
Шероховатость поверхности и точность обработки
| Вид обработки | в зависимости от используемых материалов, мкм | Квалитет точности | ||||||
| неметал-лические | лёгкие сплавы | латунь | сталь | |||||
| Сверление | 1,6…6,3 | 1,6…6,3 | 1,6…3,2 | 1,6…6,3 | 11…14 | |||
| Зенкерование | 1,6…3,2 | 3,2…6,3 | 3,2…6,3 | 1,6…3,2 | 8…14 | |||
Продолжение табл. 4.3 4.3
| ||||||||
| Фрезерование черновое чистовое | ||||||||
| - | 6,3 | 6,3 | 6,3 | 12…14 | ||||
| - | 1,6…3,2 | 0,8…3,2 | 0,8…3,2 | 11…14 | ||||
| Строгание: черновое чистовое | ||||||||
| - | 6,3 | 6,3 | 6,3 | 12…14 | ||||
| - | 1,6…3,2 | 0,8…3,2 | 0,8…3,2 | 11…14 | ||||
| Наружное точение: получистовое чистовое | ||||||||
| - | 3,2…6,3 | 3,2…6,3 | 3,2…6,3 | 12…14 | ||||
| 1,6…3,2 | 0,8…3,2 | 0,8…3,2 | 0,8…3,2 | |||||
| Развёртывание: получистовое чистовое | ||||||||
| - | 1,6…3,2 | 1,6…3,2 | 1,6…3,2 | |||||
| - | 0,8…1,6 | 0,4…1,6 | 0,8…1,6 | |||||
Круг. шлиф-е:
чистовое
тонкое шлиф-е:
чистовое
тонкое
| ||||||||
| - | - | 0,1…1,6 | 0,1..1,6 | 10…11 | ||||
| - | - | - | 0,025…0,05 | 7…8 | ||||
| Плоск. шлиф-е: чистовое тонкое | ||||||||
| - | - | - | 0,4…1,6 | 7…8 | ||||
| - | - | - | 0,1…0,2 | |||||
| Притирка: чистовая тонкая | ||||||||
| - | - | - | 0,2…1,6 | |||||
| - | - | - | 0,05…0,8 | |||||
| Полирование: обычное тонкое | ||||||||
| - | - | 0,1…0,8 | 0,1…0,8 | |||||
| - | - | - | 0,025…0,05 | |||||
| Хонингование: среднее тонкое | ||||||||
| - | - | - | 0,1…0,2 | |||||
| - | - | - | 0,0125…0,05 | |||||
| Электрополиро-вание: | - | 0,01…0,02 | 0,05…0,1 | 0,2…1,6 | 7…8 | |||
| Ультразвуковая обработка | - | - | - | 0,1…0,4 | ||||
Вопросы для самопроверки
1. Какая совокупность свойств продукции определяет её качество?
Какая совокупность свойств продукции определяет её качество?
2. Что такое «качество продукции»?
3. Что такое «долговечность» изделия?
4. Что такое «ресурс» и «срок службы» изделия?
5. то такое «макрогеометрические» отклонения?
6. Что такое «волнистость» поверхности?
7. Что такое «микрогеометрические» отклонения?
8. Перечислите основные направления микронеровностей.
9. Перечислите основные параметры шероховатости поверхности.
Взаимосвязь шероховатости и точности обработки. Классы шероховатости, достигаемые различными видами механической обработки — Мегаобучалка
Чтобы достичь заданной точности размеров детали и установить при контроле, действительно ли получен заданный размер, необходимо обеспечить при обработке надлежащий класс шероховатости поверхности.
Необходимая точность обработки, отвечающая требованиям заданного класса точности, достигается на различных станках разными способами.
Точность выполнения размеров определяется квалитетами (в системе ОСТ – классы точности). Квалитет (по стандартам СЭВ – Совет Экономической Взаимопомощи) показывает относительную точность изготовления детали.
В зависимости от величины допуска на размер установлено 19 квалитетов точности (IT01, IT0, IT1, IT2,…IT17; IT – Intеrnational Tolerance – международный допуск). IT8 – допуск системы по 8 квалитету ISO (ISO – международная организация по стандартизации).
Практикой определены взаимосвязи между видами обработки и шероховатостью поверхности. Так, например, установлено, что средняя высота неровностей не должна превышать 10-25% от допуска на обработку. Это позволило установить достижимую шероховатость поверхности для различных видов обработки, а с учётом затрат при любом другом способе обработки – и экономически достижимую шероховатость поверхности.
Различные методы обработки по-разному влияют на качество поверхности.
Таблица 1.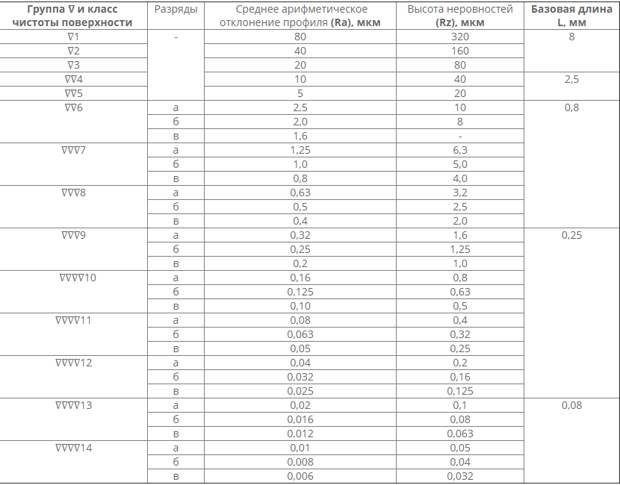 Характеристики точности и качества, характерные для различных способов обработки резанием
Характеристики точности и качества, характерные для различных способов обработки резанием
| № п/п | Вид обработки | Точность размеров формы | Качество поверхности | |
| квалитет | степень точности | Rа мкм | ||
| Доводка | 3-4 | 0,08-0,01 | ||
| Суперфиниширование | 3-4 | 0,16-0,01 | ||
| Хонингование | 3-4 | 0,63-0,01 | ||
| Полирование | Предшествующ. | Пр.обработка | 0,63-0,02 | |
| Тонкое точение – строгание – шлифование – фрезерование – растачивание | 5-6 | 5-6 6-7 3-4 6-7 5-6 | 1,25-0,32 6,3-1,2 0,63-0,16 1,6 1,25-0,32 | |
| Чистовое шлифование – фрезерование – точение -растачивание – строгание -развертывание – зенкерование | 5-6 6-7 5-6 5-7 6-7 | 6-7 8-9 8-9 6-7 9-10 | 1,25-0,63 6,3-3,2 10-1,25 5-2,5 6,3-3,2 1,25-0,32 6,3-3,2 | |
| Черновое точение – шлифование – растачивание – сверление – зенкерование – развертывание – фрезерование – строгание – долбление | 9-10 7-9 7-9 11-13 10-11 7-9 | 6-7 9-10 13-15 8-10 7-9 9-10 9-10 9-10 | 40-20 2,5-1,25 80-50 25-5 25-12,5 2,5-1,25 50-25 25-12,5 25-12,5 | |
| Сверление по кондуктору | 11-12 | 8-9 | 25-6,3 | |
| Координатное растачивание | 4-5 | 1,25-0,32 | ||
| Нарезание резьбы: метчиком (плашкой) резцом фрезой | 10-5 5-1,25 5-1,6 |
Для достижения заданного взаимного расположения поверхностей, формы и размеров деталей, их шероховатости и физико-механических свойств при производстве машиностроительной продукции применяют различные методы обработки: резание лезвийным и абразивным инструментами; поверхностное пластическое деформирование; электрофизические, электрохимические и другие методы.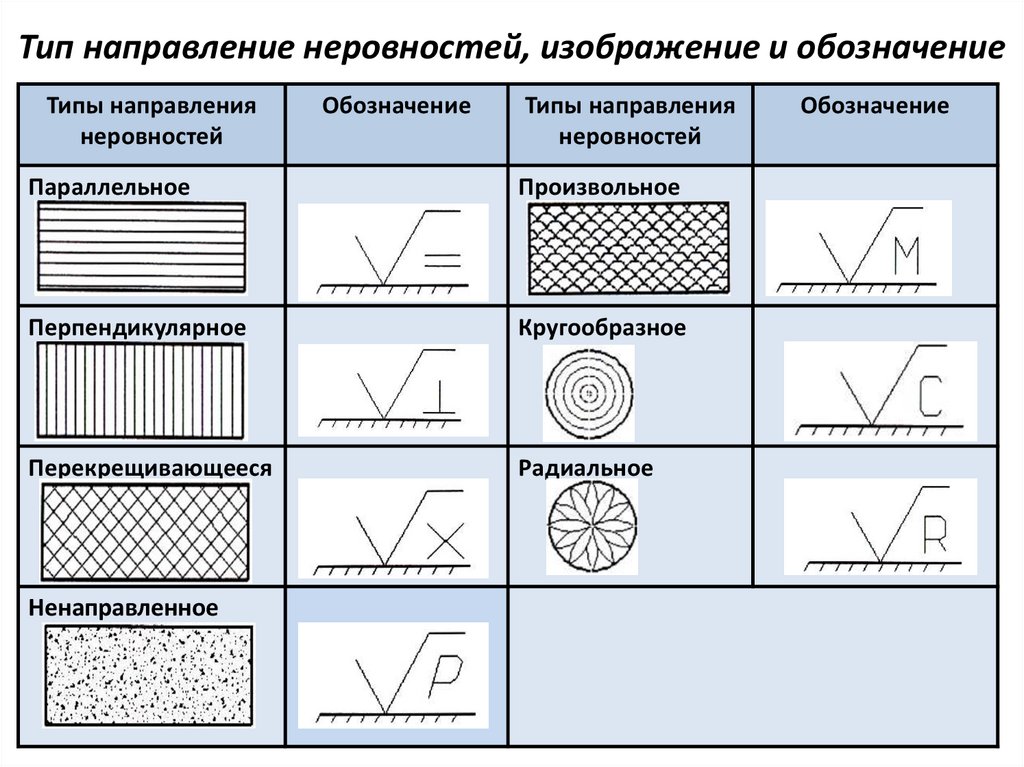 По мере приближения размера обрабатываемой поверхности к заданному размеру по чертежу обработка заготовки может быть нескольких видов: обдирочная, черновая, получистовая, чистовая, тонкая, отделочная.
По мере приближения размера обрабатываемой поверхности к заданному размеру по чертежу обработка заготовки может быть нескольких видов: обдирочная, черновая, получистовая, чистовая, тонкая, отделочная.
Обдирочная обработка применяется для крупных поковок и отливок 16-18-го квалитетов точности. Она уменьшает погрешности формы и пространственных отклонений грубых заготовок, обеспечивая 15-16-й квалитеты точности, шероховатость поверхности Ra больше 100 мкм.
Черновая обработка выполняется в большом диапазоне точности (12-16-й квалитеты). Шероховатость поверхности Ra = 100-25 мкм.
Получистовая обработка применяется для заготовок, к точности которых предъявляются повышенные требования. Этот вид обработки обеспечивает 11-й, 12-й квалитеты точности. Шероховатость поверхности
Ra = 50,0-12,5 мкм.
Чистовая обработка применяется как окончательный вид обработки для тех заготовок, заданная точность которых укладывается в точность, достигаемую чистовой обработкой (8-11-й квалитеты). Шероховатость поверхности обеспечивается в пределах Ra = 12,5-2,5 мкм.
Шероховатость поверхности обеспечивается в пределах Ra = 12,5-2,5 мкм.
Тонкая обработка применяется для окончательного формирования поверхностей детали и при малых операционных припусках. Шероховатость поверхности находится в пределах значений Ra = 2,5-0,63 мкм.
Отделочная (финишная) обработка используется для получения требуемой шероховатости поверхности детали на точность обработки влияния почти не оказывает. Выполняется, как правило, в пределах допуска предшествующей обработки. Отделочная обработка обеспечивает получение шероховатости поверхности Ra = 0,63-0,16 мкм.
В современном машиностроении наиболее распространены обработка заготовок лезвийным и абразивным инструментами, которые формируют точность и качество поверхностей деталей. Лезвийным инструментом из сверхтвердых материалов можно обрабатывать заготовки с твердостью до 45 HRC, а абразивным инструментом целесообразно выполнять обработку металлов с более высокой твердостью.
Обработка лезвийным инструментом используется как процесс чистовой и тонкой обработки: тонкое точение, тонкое фрезерование, тонкое развертывание, протягивание, прошивание.
Сущность тонкого точения заключается в снятии стружки малого по толщине сечения при больших скоростях резания (100-1000 м/мин): для чугунных заготовок скорость резания составляет 100-150 м/мин; для стальных – 150-250 м/мин; для цветных сплавов – до 1000 м/мин. Подача устанавливается для предварительного хода – 0,15 мм/об, а для окончательного – 0,01 мм/об. Глубину резания принимают 0,2-0,3 и 0,05-0,01 мм соответственно.
Малые по толщине сечения стружки не вызывают больших усилий резания и значительных деформаций технологической системы СПИД, что обеспечивает 6-8-й квалитеты точности (при обработке цветных металлов и сплавов – 5-6-й квалитеты). Шероховатость поверхности у заготовок из черных металлов Ra = 2,50-0,63 мкм; цветных металлов – Ra = 0,32-0,16 мкм.
Тонкое точение применяется перед хонингованием, суперфинишированием, полированием и выполняется на высокооборотных станках (10-15 тыс. мин-1). Радиальное биение шпинделя не должно превышать 0,005 мм. Все вращающиеся детали должны быть точно отбалансированы.
Резцы оснащаются твердыми сплавами, алмазом, эльбором и другими режущими материалами с высокой износостойкостью. Тонкое обтачивание обеспечивает допуск размеров 5-80 мкм, овальность и конусообразность не более 3 мкм.
Тонкое фрезерование осуществляется преимущественно торцовыми фрезами при обработке плоских поверхностей. Фрезу устанавливают с уклоном 0,0001, чтобы исключить контакт с поверхностью зубьев, не участвующих в резании. При тонком фрезеровании снимается припуск 0,2-0,5 мм, а отклонение от плоскостности на 1 м длины составляет 0,02-0,04 мм. Шероховатость поверхности Ra= 2,5-0,63 мкм.
Тонкое развертывание обеспечивает высокую точность и малую шероховатость, однако не исправляет положения оси обрабатываемого отверстия, поскольку снимает равномерный припуск по всей поверхности. Тонкое развертывание обеспечивает точность, соответствующую 5-7-му квалитетам, Ra = 1,25-0,63 мкм, и чаще всего выполняется после сверления и зенкерования или чернового и чистового растачивания отверстий.
Протягивание применяется для обработки внутренних и наружных поверхностей. При чистовом протягивании цилиндрических отверстий обеспечивается точность 6-9-го квалитетов (шероховатость поверхности
Ra = 2,50-0,63 мкм), протягивание наружных поверхностей обеспечивает точность 11-го квалитета. Протягивание выполняется на горизонтальных и вертикальных станках, универсальных и специальных полуавтоматах и автоматах.
Прошивание осуществляется специальным инструментом (прошивкой), который проталкивают через обрабатываемое отверстие в заготовке с помощью пресса.
Чистота обработки поверхности
Главная » Разное » Чистота обработки поверхности
Чистота обработанной поверхности – Энциклопедия wiki.MPlast.by
Понятие о чистоте поверхности.После фрезерования, как и после любой другой механической обработки, поверхности не являются абсолютно гладкими. На них всегда имеются неровности в виде чередующихся впадин и гребешков разной формы и размеров. Эти неровности получаются от воздействия режущих граней фрезы на поверхность и характеризуют чистоту ее обработки.
Эти неровности получаются от воздействия режущих граней фрезы на поверхность и характеризуют чистоту ее обработки.
Неровности, получающиеся после грубой обработки, например, после фрезерования с большой подачей, видны невооруженным глазом и легко ощутимы пальцем. Неровности после чистовой обработки, например, после фрезерования с малой подачей, не заметны невооруженным глазом и почти не ощутимы.
Чистотой обработанной поверхности называют степень ее гладкости, определяемую величиной гребешков, впадин и других неровностей, получающихся после обработки.
Классификация чистоты поверхности.Для оценки чистоты обработанной поверхности в Советском Союзе действовал Государственный общесоюзный стандарт на чистоту (шероховатость) поверхности. Согласно этому стандарту в зависимости от величины неровностей (высоты гребешков и глубины впадин) чистота поверхности делится на классы, каждому из которых соответствует цифра со знаком чистоты в виде одного треугольника впереди. Это обозначение проставляется в чертеже детали на подлежащей обработке поверхности. Всего в СССР установлено 14 классов чистоты поверхности, характеризующихся средней высотой неровностей Нср. На рис. 7 показан профиль сечения обработанной поверхности с неровностями (гребешками и впадинами). Высота неровностей Нср, обозначаемая обычно в микронах (мк), показана на рис. 7 для каждого класса чистоты.
Это обозначение проставляется в чертеже детали на подлежащей обработке поверхности. Всего в СССР установлено 14 классов чистоты поверхности, характеризующихся средней высотой неровностей Нср. На рис. 7 показан профиль сечения обработанной поверхности с неровностями (гребешками и впадинами). Высота неровностей Нср, обозначаемая обычно в микронах (мк), показана на рис. 7 для каждого класса чистоты.
При фрезеровании могут быть достигнуты следующие классы чистоты:
- 1, 2 и 3-й классы (∇1, ∇2 и ∇3), характеризующие грубые поверхности, получаемые в результате предварительного (чернового) фрезерования;
- 4, 5 и 6-й классы (∇4, ∇5 и ∇6), характеризующие чистые поверхности, получаемые в результате получистового и чистового (окончательного) фрезерования;
- 7, 8 и 9-й классы (∇ 7, ∇8 и ∇9), характеризующие очень чистые поверхности, получаемые в результате скоростного фрезерования.
Контроль чистоты поверхности осуществляется путем сравнения проверяемой поверхности с образцами (эталонами) или с помощью специальных приборов.
В производственных условиях при контроле чистоты поверхности, полученной фрезерованием, применяют образцы, изготовленные для 4, 5, 6 и 7-го классов чистоты (рис. 8). Образец прикладывают к обработанной поверхности и сравнивают, что дает возможность определить чистоту поверхности до 7-го класса в пределах ошибки на один класс.
Применение лупы с 5—10-кратным увеличением дает возможность сравнивать поверхности примерно до 8—9-го классов чистоты с той же погрешностью в пределах одного класса.
Автор: С. В. Аврутин
Источник: Основы фрезерного дела, С. В. Аврутин, 1962г
Дата в источнике: 1962г
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля – не обязательно прямая, см. определение выше. Параметры шероховатости поверхностиRa, Rz, R max, Sm, S, tp описаны в табличке ниже:
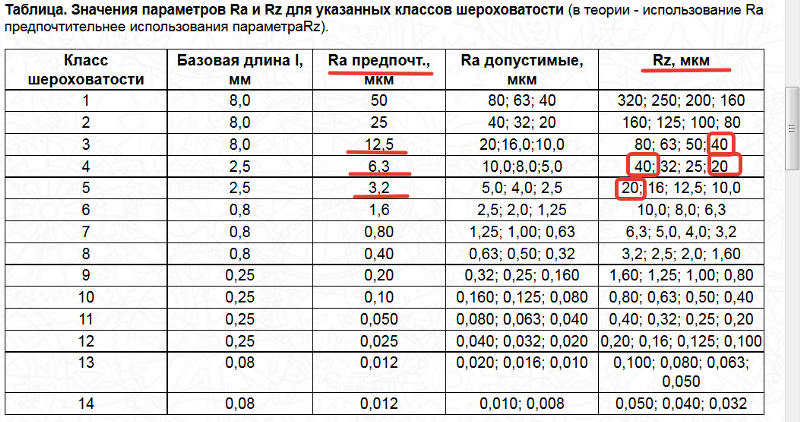
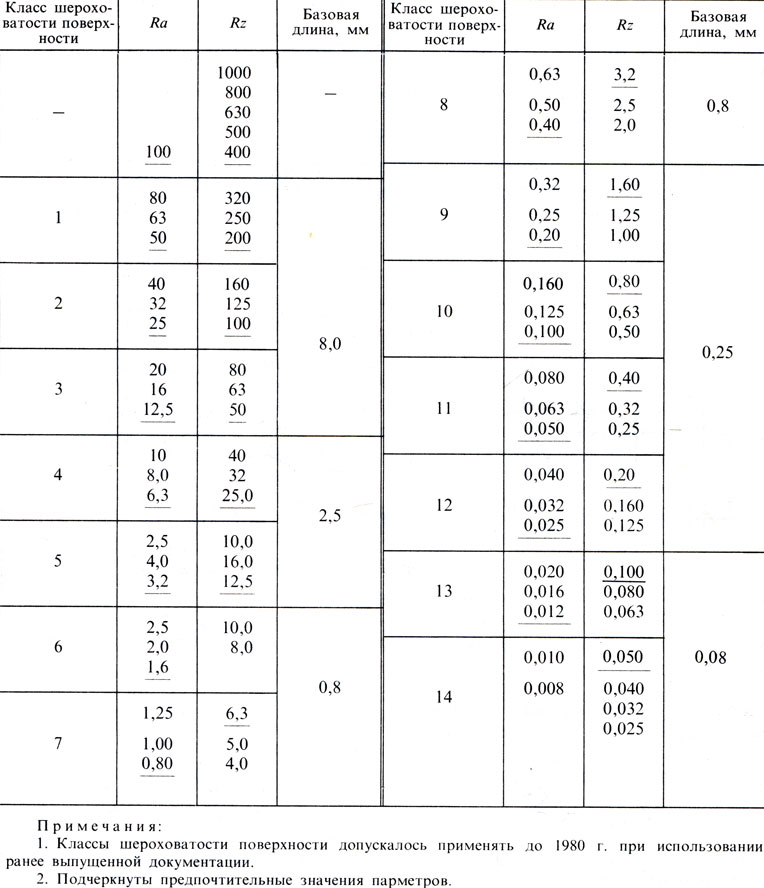
Если Вам встретился класс шероховатости, то используйте таблицу ниже: Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории – использование Ra предпочтительнее использования параметраRz).
 Структура обозначения: Структура обозначения:
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют). Рисунок. Условные обозначения направлений неровностей на значке шероховатости. |
||||
 Классы шероховатости
Классы шероховатости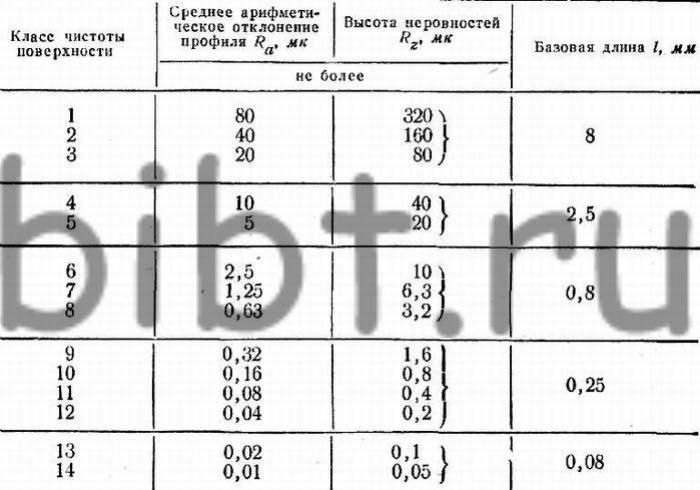 Интегральная величина.
Интегральная величина.

при механической, токарной, черновой, чистовой обработке
Таблица шероховатости при различной обработке
В таблице шероховатости приведены примеры некоторых видов обработки, при выполнении которых, при определённых условиях, образуется поверхность с настоящим значением шероховатости.
Таблица шероховатости.
Исходная шероховатость является следствием технологической обработки поверхности материала. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
На рисунке схематично показаны параметры шероховатости, где: l — базовая длина; m — средняя линия профиля; S mi — средний шаг неровностей профиля; S i — средний шаг местных выступов профиля; H i max — отклонение пяти наибольших максимумов профиля; H min — отклонение пяти наибольших минимумов профиля; h i max — расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль; h i min — расстояние от низших точек пяти наибольших минимумов до линии, параллельной средней и не пересекающей профиль; R max — наибольшая высота профиля; y i — отклонения профиля от линии m; p — уровень сечения профиля; b n — длина отрезков, отсекаемых на уровне p.
| Класс | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| В ячейках сверху указаны классы шероховатости для сопоставления с новым стандартом | ||||||||||||||
| Ra | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.08 |
0. 025 025
|
0.01 |
| Rz | 400 | 200 | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.05 |
| Пескоструйная обработка | Rz400 | |||||||||||||
| Ковка в штампах | Rz400 | Rz200 | Rz100 | |||||||||||
| Отпиливание | Rz400 | |||||||||||||
| Сверление | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование черновое | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование чистовое | Rz50 | Rz25 |
3. 2 2
|
1.6 | ||||||||||
| Развертывание нормальное | 3.2 | 1.6 | 0.8 | |||||||||||
| Развертывание точное | 1.6 |
0. 8 8
|
0.4 | |||||||||||
| Развертывание тонкое | 0.8 | 0.4 | 0.2 | |||||||||||
| Протягивание | Rz25 | 3.2 | 1.6 | 0.8 | 0.4 | |||||||||
| Точение черновое | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Точение чистовое | Rz100 | Rz50 | Rz25 |
3. 2 2
|
1.6 | 0.8 | ||||||||
| Точение тонкое | 3.2 | 1.6 | 0.8 | 0.4 | ||||||||||
| Строгание предварительное | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Строгание чистовое | Rz100 | Rz50 | Rz25 |
3. 2 2
|
1.6 | |||||||||
| Строгание тонкое | 1.6 | 0.8 | ||||||||||||
| Фрезерование предварительное | Rz200 | Rz100 | Rz50 | Rz25 | ||||||||||
| Фрезерование чистовое | Rz25 |
3. 2 2
|
1.6 | |||||||||||
| Фрезерование тонкое | 3.2 | 1.6 | 0.8 | |||||||||||
| Шлифование предварительное | Rz25 | 3.2 | 1.6 | |||||||||||
| Шлифование чистовое |
1. 6 6
|
0.8 | 0.4 | |||||||||||
| Шлифование тонкое | 0.4 | 0.2 | ||||||||||||
| Шлифование – отделка |
0. 1 1
|
0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Притирка грубая | 0.8 | 0.4 | ||||||||||||
| Притирка средняя | 0.4 | 0.2 | 0.1 | |||||||||||
| Притирка тонкая |
0. 1 1
|
0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Хонингование нормальное | 1.6 | 0.8 | 0.4 | 0.2 | ||||||||||
| Хонингование зеркальное | 0.4 | 0.2 | 0.1 |
0. 08 08
|
||||||||||
| Шабрение | 3.2 | 1.6 | 0.8 | |||||||||||
| Прокатка | Rz50 | Rz25 | 3.2 | 1.6 | 0.8 | |||||||||
| Литье в кокиль | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Литье под давлением | Rz400 | Rz200 | Rz100 | Rz50 | Rz25 |
3. 2 2
|
||||||||
| Литье прецизионное | Rz50 | Rz25 | 3.2 | 1.6 | ||||||||||
| Литье пластмасс, прецизионное | Rz25 | 3.2 |
1. 6 6
|
0.8 | 0.4 | 0.2 | 0.1 | |||||||
Чистота обработки поверхности, допуски и посадки
Категория: Деревянные конструкции
Чистота обработки поверхности, допуски и посадки
Шероховатость поверхности. В результате механической обработки поверхность древесины приобретает различную степень шероховатости, которая определяется средней величиной Rz максимальных высот неровностей, замеренных от их вершин до дна соответствующих впадин. Неровности могут быть различного характера: борозды от зазубрин режущего инструмента, волнистость при обработке вращающимися ножами, выколы и вырывы кусочков древесины при пилении, ворсистость и мшистость при шлифовании. Степень шероховатости древесины значительно колеблется в зависимости от метода обработки:
Среднюю высоту неровностей Rz определяют по пяти наибольшим неровностям, расположенным на базе измерения (базовая длина профиля поверхности).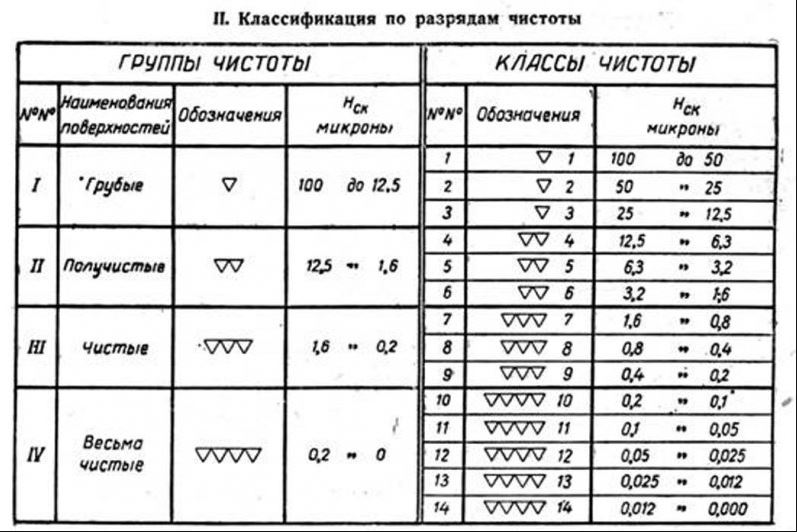 Базовая длина ограничивается небольшими размерами, зависящими от частоты крупных неровностей (технологических дефектов), не относящихся к понятию шероховатости. Чем грубее шероховатость и больше шаг неровностей, тем больше должна быть и базовая длина. Установлено четыре базовых значения длины: 0,8; 2,5; 8 и 25 мм. На значении параметра отражается только высота наиболее крупных неровностей в пределах базовой длины. Для нормирования шероховатости рекомендуется пользоваться рядами предпочтительных чисел в границах значения: 1600; 800; 400; 200; 100; 50; 25; 12,5; 6,3; 3,2 мкм. Этими пределами обычно регламентируют шероховатость поверхностей при проектировании изделий из древесины, указывая на чертежах только верхний предел.
Базовая длина ограничивается небольшими размерами, зависящими от частоты крупных неровностей (технологических дефектов), не относящихся к понятию шероховатости. Чем грубее шероховатость и больше шаг неровностей, тем больше должна быть и базовая длина. Установлено четыре базовых значения длины: 0,8; 2,5; 8 и 25 мм. На значении параметра отражается только высота наиболее крупных неровностей в пределах базовой длины. Для нормирования шероховатости рекомендуется пользоваться рядами предпочтительных чисел в границах значения: 1600; 800; 400; 200; 100; 50; 25; 12,5; 6,3; 3,2 мкм. Этими пределами обычно регламентируют шероховатость поверхностей при проектировании изделий из древесины, указывая на чертежах только верхний предел.
В зависимости от размера неровностей установлено 14 классов шероховатости, из которых 5 соответствуют шероховатости древесин.
Требования к шероховатости поверхности определяются назначением деталей: для склеивания требуется 1-й класс шероховатости, для лакирования — 3-й, для окрашивания — 2-й.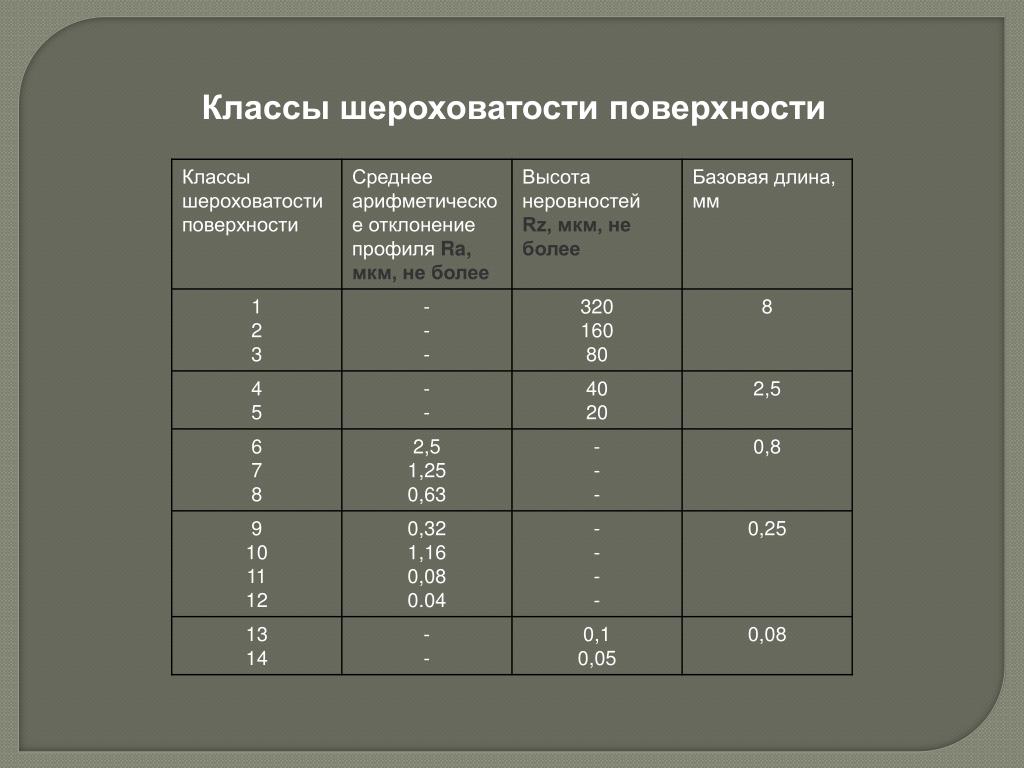 Например, под отделку полиэфирным лаком шероховатость должна быть до 63 мкм; под отделку красками и эмалями — до 125 мкм. Поверхности, предназначенные под склеивание массивной древесины, могут иметь шероховатость до 200 мкм, а волнистость, образующуюся после продольного фрезерования, до 3—4 мм. При таком условии в случае совпадения гребней волн смежных поверхностей толщина клеевого слоя не будет превышать 300 мкм.
Например, под отделку полиэфирным лаком шероховатость должна быть до 63 мкм; под отделку красками и эмалями — до 125 мкм. Поверхности, предназначенные под склеивание массивной древесины, могут иметь шероховатость до 200 мкм, а волнистость, образующуюся после продольного фрезерования, до 3—4 мм. При таком условии в случае совпадения гребней волн смежных поверхностей толщина клеевого слоя не будет превышать 300 мкм.
Чистота поверхности зависит от способа обработки древесины (рис. 6.8). Параметры шероховатости определяют проф-илографическими и профилометрическими методами. Профилографические методы основаны на получении чертежа-графи-ка профиля в увеличенном масштабе; по данным этой профилог-раммы определяют искомые параметры шероховатости. Проф-илометрические методы позволяют измерить параметр по ходу его изменения вдоль профиля нормального сечения без необходимости графического представления этого профиля. Профилог-рафические методы дают больше информации о шероховатости поверхности, чем профилометрические.
Рис. 1. Диаграмма для выбора способа обработки деталей по заданной чистоте поверхности
Допуски и посадки. Система допусков и посадок регламентирует точность обработки и сборки деталей, узлов и изделий, обеспечивающую необходимую прочность, плотность или взаимную подвижность сопрягаемых частей изделий.
В системе допусков и посадок приняты следующие основные понятия.
1. Охватывающая поверхность или отверстие (гнездо, проушина, шпунт, проем) и охватываемая поверхность или вал (шип, гребень).
2. Номинальный размер (основной расчетный размер, общий для охватывающей поверхности) и действительный
размер (размер детали после ее изготовления). Действительный размер обработанной детали отличается от номинального, заданного чертежом, или равен ему. Для обеспечения взаимозаменяемости деталей на чертеже дают два размера, указывающих пределы действительного размера. Один из них называется наибольшим, а другой — наименьшим предельным размером.
3. Разность между наибольшими и наименьшими предельными размерами называется допуском на неточность изготовления. Чем больше разность предельных размеров, тем больше допуски на неточность изготовления детали и тем меньше требования, предъявляемые к точности ее изготовления.
Чем больше разность предельных размеров, тем больше допуски на неточность изготовления детали и тем меньше требования, предъявляемые к точности ее изготовления.
4. Предельные размеры, отнесенные к номинальному, называются отклонениями. Верхним отклонением (ВО) называется разность между наибольшим предельным размером и номинальным; нижним отклонением (НО) — разность между наименьшим предельным размером и номинальным.
5. Если при сборке одна деталь входит в другую, то размеры соединяемых деталей называются сопрягаемыми. Например, при шиповых соединениях это размеры шипа и гнезда. Несо-прягаемые размеры деталей называются свободнь1ми. Размер отверстия (гнезда) является основным (не зависит от вида посадки), а размер вала (шипа) — присоединительным. Разность между размерами отверстия и вала, создающая ту или иную степень свободы их относительного движения, называется зазором. Наибольший зазор — разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала. Наименьший зазор — разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Наименьший зазор — разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
6. Отрицательная разность между размерами отверстия и вала до сборки, обеспечивающая после сборки соответствующую степень плотности и прочности их неподвижного соединения, называется натягом. Наибольшим натягом называется разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала. Разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала образует наименьший натяг.
7. Поле допуска определяется размером допуска и его положением относительно номинального размера. Обозначается поле допуска буквами Н, 1$ (для отверстия), a, b,c,d и др. (для вала), далее указывается номер квалитета. Например, Н13 обозначает основное отклонение Н и номер квалитета отверстия; а13 — основное отклонение а и номер квалитета вала.
8. Квалитет —совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Допуски в каждом квалитете для каждого номинального размера разные. Они определяются как произведение единицы допуска, зависимой от номинального размера, на коэффициент а, установленный для каждого квалитета. В деревообработке используют квалитеты от 10 до 18 (в порядке уменьшения точности). Значения коэффициента а для определения величины допуска любого размера в каждом квалитете следующие:
Допуски в каждом квалитете для каждого номинального размера разные. Они определяются как произведение единицы допуска, зависимой от номинального размера, на коэффициент а, установленный для каждого квалитета. В деревообработке используют квалитеты от 10 до 18 (в порядке уменьшения точности). Значения коэффициента а для определения величины допуска любого размера в каждом квалитете следующие:
квалитет 10 11 12 13 14 15 16 17 18
коэффициент 64 100 160 250 400 640 1000 1600 2500
Числовые значения допусков для наиболее широко используемых размеров соединительных элементов строительных изделий и конструкций приведены в табл. 6.2.
9. Посадкой называется характер соединения деталей, определяемый размером получающихся в нем зазоров или натягов. Вид посадки зависит от размера и взаимного расположения полей допусков отверстий и вала.
Посадки обозначаются цифрами и буквами с индексами, например: 45 Н13 — а13. Первая цифра 45 обозначает номинальный размер, общий для обоих сопрягаемых элементов (отверстия и вала), далее следует обозначение поля допуска отверстия (Н13) и поля допуска вала (а13).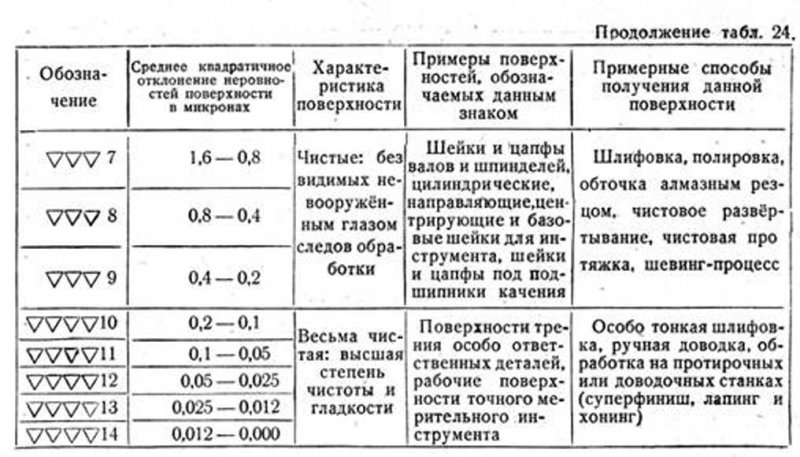 Номер квалитета и вид посадки выбирается в зависимости от требуемого качества соединения, назначения изделия, его конструктивных особенностей, условий производства и эксплуатации. Посадки с зазором характерны для плоскостных конструкций, в которых должно быть обеспечено свободное соединение частей (входные двери, оконные переплеты). Переходная посадка необходима для деталей, вставляемых на место легким ударом или нажатием руки (устройство пола из шпунтованных досок, установка филенок в обвязку дверей и т.п.)
Номер квалитета и вид посадки выбирается в зависимости от требуемого качества соединения, назначения изделия, его конструктивных особенностей, условий производства и эксплуатации. Посадки с зазором характерны для плоскостных конструкций, в которых должно быть обеспечено свободное соединение частей (входные двери, оконные переплеты). Переходная посадка необходима для деталей, вставляемых на место легким ударом или нажатием руки (устройство пола из шпунтованных досок, установка филенок в обвязку дверей и т.п.)
Деревянные конструкции – Чистота обработки поверхности, допуски и посадки
Обозначение чистоты обработки поверхности древесины на чертежах
Чистота обработки характеризуется размерными показателями неровностей (шероховатости и волнистости), а также наличием или отсутствием ворсистости и мшистости на обработанных поверхностях (независимо от способа обработки).
По ГОСТ 7016 чистота поверхности древесины определяется наибольшей величиной, получаемой из замеров (от вершины гребня до дна впадины) максимальных высот неровностей на участках с наибольшими неровностями, а также визуально по образцам. Последним способом выявляется наличие или отсутствие ворсистости, т. е. не вполне отделившихся от поверхности древесины отдельных волокон, и мшистости, т. е. оставшихся на поверхности древесины пучков волокон.
Последним способом выявляется наличие или отсутствие ворсистости, т. е. не вполне отделившихся от поверхности древесины отдельных волокон, и мшистости, т. е. оставшихся на поверхности древесины пучков волокон.
Количество замеров Нmах устанавливается техническими условиями изделия и должно быть не менее трех. Впадины, образованные полостями перерезанных клеток, а также неровности, явно выпадающие из некоторых значений Нmах и вызванные местными пороками древесины, при определении чистоты поверхности не учитываются.
В зависимости от величины неровностей установлено десять классов чистоты поверхности. Обозначение классов и значения Нmах должны соответствовать табл. 21.
Таблица 21. Классы чистоты поверхности.
Классы | Нmах в мк |
1 | Свыше 1250 до 1600 |
2 | Свыше 800 до 1250 |
3 | Свыше 500 до 800 |
4 | Свыше 315 до 500 |
5 | Свыше 200 до 315 |
6 | Свыше 100 до 200 |
7 | Свыше 60 до 100 |
8 | Свыше 30 до 60 |
9 | Свыше 16 до 30 |
10 | До 16 |
Значения Нmах определяются измерительными приборами. Измерение ведут в направлении, которое дает наибольшую величину неровностей, характерных для данного вида обработки. Длина участка измерения должна превышать не менее чем в 1,5 раза шаг неровности (т. е. расстояние между двумя смежными выступами или впадинами на поверхности древесины).
Измерение ведут в направлении, которое дает наибольшую величину неровностей, характерных для данного вида обработки. Длина участка измерения должна превышать не менее чем в 1,5 раза шаг неровности (т. е. расстояние между двумя смежными выступами или впадинами на поверхности древесины).
Ворсистость на поверхности древесины всех классов чистоты, а мшистость на поверхностях первого – шестого классов допускается. Мшистость на поверхности седьмого-десятого классов чистоты не допускается.
Чистота поверхности древесины должна обозначаться на чертежах номером класса, перед которым проставляется буква д (древесина) и равносторонний треугольник, обращенный вершиной к обрабатываемой поверхности.
Обозначение степеней чистоты поверхности по классам ограничивает только верхний предел высоты неровности Нmах.
Когда чистота поверхности должна быть в пределах одного или нескольких классов, в обозначении должны указываться номера классов, ограничивающих допускаемую чистоту обработки.
В случае необходимости к обозначению чистоты поверхности допускается добавлять указание о способе обработки поверхности, например:
Поверхности древесины, к которым не предъявляются требования в отношении чистоты обработки, обозначаются знаком со. Когда контроль чистоты поверхности ведется методом сравнения с образцами-эталонами, последние должны быть изготовлены из того же материала и обработаны так же, что и контролируемая поверхность.
Шероховатость (чистота) поверхности – Разметка
Шероховатость (чистота) поверхности
Категория:
Разметка
Шероховатость (чистота) поверхности
Поверхности деталей после обработки получаются не гладкими, а состоящими из чередующихся впадин и выступов, т. е. с образованием определенной шероховатости (микрогеометрии).
Шероховатость поверхности оказывает влияние:
а) на величину силы трения, а следовательно, и на величину потери энергии при трении в машинах;
б) на сохранение характера посадок, необходимого для обеспечения требуемой прочности соединения в неподвижных посадках и расчетного зазора в посадках подвижных и других.
Очевидно, что обеспечение взаимозаменяемости деталей требует их идентичности не только в размерах и геометрической форме, но и в шероховатости поверхностей.
В СССР введена и в настоящее время действует стандартная оценка шероховатости поверхности (ГОСТ 2789-59). В основу оценки микрогеометрии ГОСТ 2789-59 включает две вполне определенные численные величины, поддающиеся измерению с помощью специальных приборов, а именно: среднее арифметическое отклонение профиля Ra — среднее значение расстояний (у1, у2 … уN) точек измеренного профиля до его средней линии (т), которая служит базой для определения числовых значений шероховатости (рис. 1), и высоту неровностей Rz — среднее расстояние между находящимися в пределах базовой длины I пятью высшими и пятью низшими точками впадин, измеренное от линии, параллельной средней линии (tn).
Рис. 1. Микропрофиль обработанной поверхности
Контроль шероховатости поверхности производится с помощью специальных приборов. В цеховых условиях пользуются также эталонами шероховатости поверхности, с помощью которых путем сравнения можно определить шероховатости обработанной поверхности с 1-го до 10-го класса.
Обозначение классов чистоты поверхностей на чертежах производится по ГОСТу 2309-68 ЕСКД; шероховатость поверхностей детали обозначается знаком V, рядом с которым указывается класс или класс и разряд чистоты поверхности по ГОСТу 2789-59. Например: V6; V7б. Для ограничения наибольшей и наименьшей величин шероховатости указывают наибольший и наименьший классы или разряды чистоты. Например: V9 … 10; V9б …9в.
Способы обработки поверхностей на чертеже не указывают, за исключением случаев, когда способ обработки является единственным, гарантирующим требуемую шероховатость, например: упол“ровать
Поверхности, не подвергающиеся дополнительной обработке (например, поверхности после прокатки, отливки, штамповки), обозначают знаком со.
Обозначение преобладающей (по количеству поверхностей) шероховатости наносят в правом верхнем углу чертежа. Знак V, взятый в скобки (V), означает, что все остальные поверхности детали, кроме обозначенных знаками шероховатости, имеют шероховатость, указанную перед скобкой, например: V 6 (V). Если шероховатость контурной поверхности должна быть одинаковой, то соответствующее обозначение наносят один раз с надписью «По контуру».
Если шероховатость контурной поверхности должна быть одинаковой, то соответствующее обозначение наносят один раз с надписью «По контуру».
Реклама:
Читать далее:
Основные сведения о допусках и отклонениях
Статьи по теме:
Шероховатость и точность поверхностей в зависимости от условий
Шероховатость поверхности, обработанной на токарном станке, и причины ее образования. Наповерхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (рис. 67, а), подобные резьбе, вполне отчетливо заметные при крупной подаче s и обнаруживаемые лишь при помощи специальных приборов, если подача невелика.
Такие неровности расположены в направлении подачи и образуют поперечную шероховатость в отличие от продольной шероховатости (рис. 67, б), образуемой неровностями в направлении скорости резания v. О происхождении последних неровностей будет сказано ниже.
При токарной обработке наибольшее значение имеет поперечная шероховатость, характеризуемая формой и размерами винтовых выступов, образующих неровности. Высота таких неровностей зависит от очень многих факторов, участвующих в процессе резания и действующих в разных случаях различно, и поэтому не может, быть определена расчетом, а находится лишь опытным путем. При обтачивании более вязких металлов, например малоуглеродистых сталей, высота неровностей получается большей, чем при обработке хрупких металлов, например чугуна. При обработке хрупких металлов (при стружке надлома) на обработанной поверхности получаются иногда очень заметные углубления, образующие продольную шероховатость.
Высота таких неровностей зависит от очень многих факторов, участвующих в процессе резания и действующих в разных случаях различно, и поэтому не может, быть определена расчетом, а находится лишь опытным путем. При обтачивании более вязких металлов, например малоуглеродистых сталей, высота неровностей получается большей, чем при обработке хрупких металлов, например чугуна. При обработке хрупких металлов (при стружке надлома) на обработанной поверхности получаются иногда очень заметные углубления, образующие продольную шероховатость.
Шероховатость поверхности уменьшается, если материал (сталь) подвергнут термической обработке, что повышает однородность его структуры шероховатости, получающиеся при токарной обработке.
Высота неровностей зависит в наибольшей степени от величины подачи. При крупных подачах эта высота значительно отличается от расчетной и превышает ее в несколько раз.
Влияние глубины резания на шероховатость поверхности незначительно и не имеет практического значения.
Скорость резания существенно влияет на образование шероховатости поверхности. При скорости резания до 3—5 м/мин размеры неровностей незначительны; с увеличением скорости резания неровности возрастают; при повышении скорости резания до 60— 70 м/мин высота неровностей уменьшается, и при скорости около 70 м/мин шероховатость поверхности получается наименьшей. Дальнейшее повышение скорости резания незначительно влияет на шероховатость обработанной поверхности. Наличие нароста на резце увеличивает шероховатость поверхности, обработанной данным резцом.
Значительное влияние на шероховатость поверхности оказывает применяемый при обработке состав смазочно-охлаждающей жидкости. Наилучшие результаты получаются, если жидкость содержит минеральные масла, мыльные растворы и другие вещества, повышающие ее смазочные свойства.
Опыты ряда исследователей показали, что неровности режущей кромки резца, получившиеся вследствие некачественности доводки его, переносятся на обработанную поверхность в увеличенных размерах.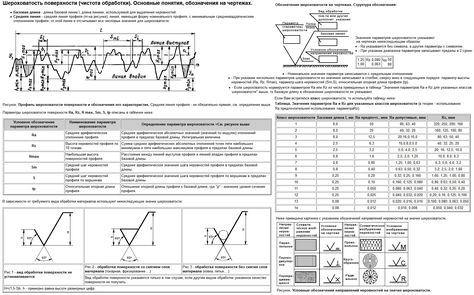
Степень затупления резца также влияет на шероховатость поверхности. При небольшом затуплении резца обработанная поверхность часто получается даже несколько чище, чем при остром резце. При дальнейшем затуплении резца шероховатость поверхности увеличивается.
Материал режущего инструмента в рассматриваемом случае также имеет значение. Так, например, резцами из твердых сплавов В Кб, ВК8 очень трудно получить хорошую поверхность при обработке вязких материалов, что объясняется склонностью этих сплавов к выкрашиванию при указанных условиях работы. Применение при этих же условиях твердых сплавов, например марок Т5К6, Т15К6 и др., а также быстрорежущих резцов позволяет уменьшить шероховатость поверхности.
На шероховатость обработанной поверхности влияют и вибрации, возникающие в процессе резания. Особое значение в этом случае приобретают чрезмерные зазоры в направляющих суппорта и в подшипниках, неточности зубчатых передач станка, плохая балансировка вращающихся частей станка, недостаточная жесткость обрабатываемой детали, углы резца, его вылет и многие причины, отмеченные в разных главах книги. Все эти вредные явления при токарной обработке вызывают продольную шероховатость поверхности.
Все эти вредные явления при токарной обработке вызывают продольную шероховатость поверхности.
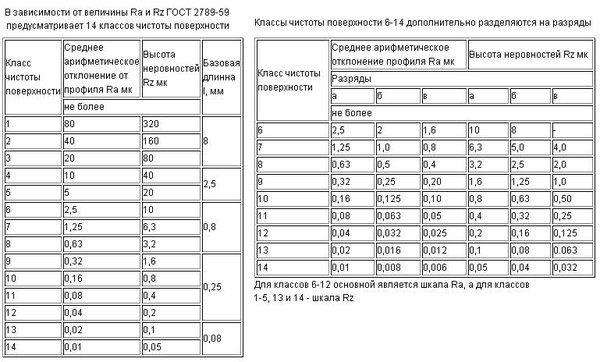
Классификация и обозначения шероховатости поверхностей. ГОСТ 2789—59 устанавливает 14 классов чистоты (шероховатости) поверхности. Обозначения этих классов, указываемые на чертеже детали, приведены в табл. 5.
При необходимости в особо мелкой градации степеней шероховатости ГОСТ 2789—59 допускает разделение классов 6—14 на разряды. В каждом из классов введены три разряда, обозначаемые буквами а, б и в. Соответствующая буква проставляется после цифры, указывающей класс чистоты данной поверхности. Например, обозначение \/8а указывает, что данная поверхность должна иметь шероховатость, соответствующую разряду а 8-го класса чистоты по ГОСТ 2789—59.
Шероховатость поверхностей деталей машин определяется путем сопоставления данной поверхности с эталонами шероховатости (рис. 68), или более точно — посредством специальных приборов. Оценка шероховатости обработанной поверхности по эталонам (образцам) производится на рабочих местах методом сравнения. Образцы выпускаются для разных видов обработки (точения, фрезерования и т. п.) и для различных металлов (стали, чугуна и т. п.), для классов чистоты от V4 до V13.
Образцы выпускаются для разных видов обработки (точения, фрезерования и т. п.) и для различных металлов (стали, чугуна и т. п.), для классов чистоты от V4 до V13.
Приборы оптические (профилометры, двойной микроскоп Линника, микроинтерферометры), а также щуповые (профилографы, профилометры и др.) используются главным образом в измерительных лабораториях. С помощью таких приборов измеряется величина высоты неровностей Rzили другой параметр определения шероховатости — среднее арифметическое отклонение профиля Ra. Среднее значение высоты неровностей для некоторых классов чистоты, обеспечиваемых токарной обработкой, составляет в мкм:
Δ7………………… 3,2—6,3
Δ6………………… 6,3—10
Δ5………………… 10—20
Δ4…………………….. 20—40
Δ3…………………….. 40—80
Шероховатости поверхностей грубее 1-го класса обозначаются в чертежах знаком \J , над которым указывается высота неровностейRzв микрометрах, например, Яz500У . Поверхности, не подвергаемые обработке, обозначаются в чертежах знаком ∞.
Поверхности, не подвергаемые обработке, обозначаются в чертежах знаком ∞.
С 1 января 1975 г. ГОСТ 2789—59 заменяется новым ГОСТ 2789—73, который вводит дополнительные параметры шероховатости поверхности (шесть вместо двух), новые обозначения классов шероховатости и др.
Условия, от которых зависит точность обработки деталей на токарных станках. Несмотря на высокие качества современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие других благоприятных условий, влияющих на точность обработки детали, достигнуть совершенства точных размеров и правильной формы ее невозможно.
Основные причины образования погрешностей, возникающих при токарной обработке, рассматриваются ниже.
Погрешности, вызываемые неточностью станка и зажимного приспособления. Допускаемые отклонения от заданной точности при сборке станка, а также в результате износа его частей отражаются на правильности формы обрабатываемых деталей. Так, например, при обтачивании детали на станке, шейки шпинделя которого овальны, поверхность детали получается также овальной, (эллиптичной), а не цилиндрической, так что при измерении двух взаимно перпендикулярных диаметров детали в одном и том же поперечном сечении получаются разные результаты.
Другим видом отклонения от правильной формы цилиндрических деталей, обрабатываемых на токарных станках, является их конусность, получающаяся вследствие неправильно установленной передней (если обрабатываемая деталь закреплена в патроне) или задней бабки (при установке детали в центрах).
Погрешности при обработке детали во многих случаях вызываются недостаточной точностью или неисправностью зажимных приспособлений. Очевидно, например, что при обработке наружной поверхности втулки, насаженной на оправку с сильно изношенными центровыми отверстиями, требуемой концентричности наружной поверхности с поверхностью отверстия не получится. Неточность формы детали обусловливает и неточность ее размеров.
Погрешности, вызываемые неточностью формы, размеров и установки режущего инструмента, а также в результате его износа. Во многих случаях точность размеров и формы обрабатываемой детали или отдельных участков ее зависит прежде всего от точности размеров и формы применяемого режущего инструмента. Ширина канавки, обрабатываемой мерным резцом, получится равной требуемой лишь при условии, что длина режущей кромки резца соответствует ширине канавки. Точность формы фасонной поверхности зависит, очевидно, от точности формы фасонного резца, использованного для обработки этой поверхности .
Если точный по ширине прорезной резец при обработке канавки, о которой говорилось выше, установлен так, что главная режущая кромка его не параллельна оси детали, то ширина канавки получится больше ширины резца и форма ее будет неправильна.
Очевидна также и зависимость точности размера детали от точности установки резца в рабочее положение, например на требуемый диаметр детали по лимбу.
Существенное значение имеет износ режущего инструмента в процессе работы, который иногда настолько велик, что диаметр детали у конца, расположенного у передней бабки, получается несколько больше диаметра конца детали, с которого начато обтачивание (у задней бабки).
Погрешности, вызываемые неточностью измерительного инструмента и неправильным пользованием им. Такие погрешности могут быть результатом некачественного изготовления измерительного инструмента или неудовлетворительного состояния вследствие естественного износа или небрежного обращения. Погрешности, вызванные первой из указанных причин, редко встречаются при надлежащей организации производства, так как все измерительные инструменты тщательно контролируются перед выпуском в продажу и выдачей на рабочее место. Более точные измерительные инструменты (штангенциркули, микрометры и т. д.) снабжаются специальными паспортами, в которых указываются погрешности данного инструмента.
Естественный износ измерительных инструментов не должен являться причиной неточности измерений, если в данной мастерской хорошо организован и действует периодический контроль инструментов, осуществляемый специальными лицами.
Величина погрешностей измерений может быть весьма существенной, если для данного измерения применяется инструмент несоответствующей точности. Например, наибольшая точность измерения, которая может быть достигнута (опытным рабочим) при помощи кронциркуля и линейки с делениями, составляет около 0,3 мм. Использование этих инструментов для более точных размеров является источником погрешностей измерений. Неправильная установка инструмента относительно измеряемой поверхности может привести к значительной ошибке измерения. Например, при измерении диаметра отверстия не в плоскости, перпендикулярной к оси детали, а в плоскости, расположенной наклонно по отношению к этой оси, погрешность в измерении неизбежна. При надвигании измерительного инструмента или калибра на проверяемую деталь неопытный рабочий может допустить неточность измерения в несколько сотых долей миллиметра, если применит значительное усилие (нажим). Погрешность измерений получается и в том случае, когда во время измерения не учитывается температура детали. Очевидно, что если измерять нагревающуюся в процессе резания и еще не остывшую деталь, то размер ее будет больше соответственного размера охлажденной детали.
Типы отделки поверхности
Полировка производится механически кругами с более мелкой зернистостью, чем те, которые используются для шлифовки.
Этот тип отделки усиливает оттенки естественного цвета. Цвета усиливаются, а поверхность становится глянцевой. Полировка в большей степени, чем другие виды отделки, обнажает прожилки и трещины.
Полируемость камня в основном определяется содержащимися в нем минералами.
Поверхность камня нагревается пламенем горелки, а затем охлаждается водой.
Внезапное изменение температуры вызывает разбрызгивание.
Окончательная степень шероховатости камня зависит от типа камня. В результате получается шероховатая, нескользкая поверхность.
Поверхность камня шлифуется, а затем обрабатывается щеткой. Камень имеет шероховатую (под старину) поверхность и нескользкое покрытие. Его легче содержать в чистоте.
В результате браширования, являющегося частью дальнейшей обработки исходной отделки камня (пиление, ручная шлифовка), материал приобретает «мягкий» вид. Его тембр также становится более выразительным.
Шлифовка камня осуществляется путем шлифовки его поверхности с одновременным распылением воды. Размер шлифовальных кругов влияет на результат обработки.
Отшлифованные поверхности отражают лишь относительно небольшую степень света (в зависимости от типа камня они матово-глянцевые).Поверхность гладкая, матовая, без видимых борозд.
Эта отделка в первую очередь рекомендуется для полов внутри помещений.
Поверхность сначала шлифуется и обжигается пламенем, а затем обрабатывается щеткой.
Satin — полушероховатое, нескользящее покрытие, позволяющее ходить по камню даже босиком.
Он прост в уходе и устойчив к царапинам.
Поверхность последовательно отшлифована, обработана пламенем и обработана щеткой.
Окончательной обработкой поверхности в этом процессе является легкая полировка.
Это предварительная отделка, получаемая при слабой резке каменного блока. Тип огранки определяет, видны ли на поверхности камня параллельные царапины или круглые канавки.
.
Поверхностная обработка | NCAB Group Poland
Поверхностные покрытия делятся на органические и металлические. Сравнение их видов и наличия позволит быстро узнать об их преимуществах и недостатках. Решающими факторами при выборе типа отделки поверхности обычно являются конечное использование, процесс сборки и схема проектирования самой печатной платы. Ниже приводится краткий обзор наиболее часто используемых видов отделки поверхностей. Для получения более подробной информации обращайтесь в группу NCAB, мы будем рады ответить на любые ваши вопросы.
Селективное нанесение оловянно-свинцового покрытия
Типичная толщина 1–40 мкм. Срок годности: 12 месяцев
- Отличная способность к пайке
- Дешевизна / низкая стоимость
- Обеспечивает широкий диапазон параметров процесса
- Давно используемая промышленная / хорошо известная отделка поверхности
- Выдерживает множественные скачки температуры
- Большая разница толщины / рельефа
- и маленькие контактные площадки
- Не подходит для SMD и BGA размером
- Перемычка на короткие расстояния
- Не подходит для HDI
Селективное бессвинцовое покрытие из олова 90 60 60
Стандартная толщина 1–40 мкм. Срок годности: 12 месяцев
- Отличная способность к пайке
- Относительно недорогой
- Широкий диапазон параметров процесса
- Длительное использование в промышленности / хорошо известное качество поверхности
- Выдерживает многократные скачки температуры с небольшими контактными площадками, но менее SnPb
- Высокая температура пайки – 260-270°C
- Не подходит для SMD и BGA размером
- Перемычка на короткие расстояния
- Не подходит для продуктов HDI Никель-иммерсионное золото
Никелирование с верхним слоем позолоты
Типовая толщина – никель 3-6 мкм / золото 0,05-0,125 мкм.Срок годности: 12 месяцев
- Качество покрытия = идеально ровное
- Подходит для коротких расстояний / BGA / небольших компонентов
- Известный и хорошо зарекомендовавший себя процесс
- Подходит для проводных соединений
- Отделка дорогая
- Черная прокладка на BGA
- Может вызвать коррозию паяльной маски – мы рекомендуем оставить больший зазор на маске
- Избегать BGA, определяемых паяльной маской
- Не закрывать отверстия только с одной стороны
Лужение погружениемСтандартная толщина ≥ 1.
 0 мкм. Срок годности: 6 месяцев
0 мкм. Срок годности: 6 месяцев- Качество покрытия = идеально ровное
- Подходит для коротких расстояний / BGA / мелких компонентов
- Средние цены на бессвинцовые покрытия
- Покрытие, подходящее для запрессовки
- Хорошая паяемость после многократных скачков температуры
- Очень чувствителен к прикосновению – перчатки обязательны
- Проблемы с усами на олове
- Разъедает паяльную маску – расстояние между маской должно быть ≥5 миль
- Выпекание перед использованием может быть вредным закрыть отверстия только с одной стороны
Иммерсионное сереброСтандартная толщина 0,12–0,40 мкм.Срок годности: 6 месяцев
- Качество покрытия = идеально ровное
- Подходит для коротких расстояний / BGA / мелких компонентов
- Средние цены на бессвинцовые покрытия
- Можно перерабатывать
- Очень чувствителен к прикосновению / тускнеет / косметические изменения – перчатки обязательны
- Требуется специальная упаковка – если упаковка открыта и не все пластины использованы, упаковку следует быстро закрыть.
- Узкое рабочее окно между этапами установки
- Отклеивающие маски не рекомендуются
- Не закрывайте отверстия только с одной стороны
- Варианты выбора в цепочке поставок ограничены типом покрытия
Органические покрытияСтандартная толщина 0,20–0,65 мкм. Срок годности: 6 месяцев
- Идеально плоские
- Подходит для небольших расстояний / BGA / мелких компонентов
- Дешево / низкая стоимость
- Перерабатывается
- Процесс чистый, экологически чистый
- Очень чувствительные к прикосновению перчатки обязательно и следует избегать царапин
- Узкое рабочее окно между этапами сборки
- Ограниченное термоциклирование, поэтому этот метод не рекомендуется для процессов, требующих многократной пайки (> 2/3)
- Ограниченный срок хранения – не подходит для некоторых способов транспортировки и для длительного хранения
- Материал, трудно поддающийся контролю
- Очистка плохо нанесенной паяльной пасты может повредить органическое покрытие
- Прокаливание перед использованием может быть вредным
ENEPIG – покрытие никелем, палладием и золотом
Стандартная толщина = никель 3–6 мкм / палладий вы это 0,05–0,3 мкм / золото 0,05–0,125 мкм.
Срок годности = 12 месяцев- Идеально подходит для склеивания проводов
- Без проблем с черной прокладкой
- Покрытие погружением = превосходная плоскостность
- Палладий снижает воздействие никеля на высокоскоростные конструкции.
- Дорогое покрытие
- Малодоступно
- Степень паяемости зависит от присутствия палладия
Что такое отделка поверхности?
Производственная отделка поверхности применима к любой окончательной процедуре или серии процедур, которые приводят к изменению желаемых характеристик поверхности изготовленного изделия. Физические или химические свойства могут измениться. Металлургическая, текстильная и полимерная промышленность часто используют отделку поверхности для улучшения свойств и стоимости своей продукции.
Шероховатость поверхности является обычным физическим свойством, которое должно быть сглажено в промышленном изделии.Шлифовка, шлифовка, полировка и полировка — это этапы, которые используются последовательно для повышения гладкости.
Гладкая поверхность может быть желательна для обработки материалов, плотного соединения заготовок или по эстетическим соображениям. Уменьшение трения между заготовкой и другим материалом является частой причиной сглаживания поверхности.Шероховатость поверхности, выраженная в Ra, является мерой среднего арифметического пиков и впадин поверхности. Его можно измерить непосредственно с помощью контактного профилометра, устройства, в котором алмазная игла на щупе перемещается вверх и вниз по профилю, следуя запрограммированной сетке, при этом регистрируя результаты.Эти устройства измеряют Ra от 0,1 до 0,4 микрон (от 3 до 10 нанометров). Бесконтактные профилометры и интерферометры измеряют Ra, используя широкий спектр оптических измерений, сравнивая углы отражения света и интерференционные картины. Эти машины могут измерять шероховатость в диапазоне от 0,012 до 0,02 микрона (от 3 до 5 ангстрем).
Свойства поверхности зеркал, используемых в телескопах, во многом определяют качество получаемых изображений.
Измерение гладкости этих зеркал становится таким же сложным, как и сами методы отделки поверхности.Площадь зеркала оригинального телескопа Хаббл имеет общую дисперсию менее 0,04 дюйма (10 ангстрем).Листы или предметы часто покрывают полимерами или красками для защиты материала от коррозии и точечной коррозии. Эти покрытия могут наноситься распылением или напылением, а также осаждением из паровой фазы или порошка. Этими методами можно добиться зеркального блеска. Заключительный этап может включать отверждение, отжиг или обжиг для создания отделки и обеспечения адгезии к подложке.Вы также можете применить тиснение или травление, чтобы изменить поверхность готового объекта.
Гальваника – это практика соединения поверхностного покрытия одного материала с другим электрохимическими методами. Обычно это металлы или металлические сплавы, связанные с другими металлическими подложками. Прочная, коррозионно-стойкая и привлекательная поверхность требуется для многих компонентов автомобилей, самолетов и лодок.
Точно так же медицинские компоненты используют гальваническое покрытие для получения поверхности, которую можно дезинфицировать или стерилизовать.В текстильной промышленности ткани могут проходить этапы обработки поверхности, которые придают материалу блеск, крахмал для облегчения обработки или тиснение. Текстуру материала можно улучшить с помощью щетки или соскабливания. Предметы, сделанные из полимеров, часто подвергаются поверхностной обработке для изменения их текстуры, газо- или жидкостной проницаемости или жесткости.
ДРУГИЕ ЯЗЫКИ
.#Plastic Part Design: текстуры в качестве отделки поверхности | Дизайн продукта
Естественная отделка поверхности пластиковых деталей напрямую зависит от качества и отделки полости пресс-формы, в которой они изготовлены. Также очень важен вид материала и сам технологический процесс. Впрыскиваемый, нагретый материал, остывая, не принимает на себя «узор», подготовленный на рабочих частях металлоформы. Выбор соответствующего материала приводит к точности рисунка, подготовленного в полости формы.
Что такое текстуры?
Узоры на поверхностях пластиковых деталей непосредственно в процессе литья, но не производные от стандартной отделки полости пресс-формы, с глубиной/высотой менее 0,05 мм будут называться текстурой. Такие глубины или высоты не могут быть обработаны станками с ЧПУ, но об этом позже. Текстура может быть локализована или нанесена на всю площадь компакта. Текстура не будет узором или формой внешней поверхности непосредственно из геометрии продукта, например.
Обработка поверхности полости пресс-формы по умолчанию оставляет уникальную индивидуальную отделку для каждого материала. Это зависит, например, от структуры материала (наполнители из талька, резины, стекловолокна), которые могут потускнеть на поверхности формованной детали.
Для чего нужны текстуры?
Текстуры, нанесенные на поверхности формованной детали, могут играть двойную роль:
– эстетический , позволяющий проявить выбранные области продукта, например.
логотипы компании, пуговицы и т. д., сочетающие контрастную отделку поверхности, например, глянцевую и матовую, или имитирующую другой материал, например, кожуАналогичный эффект можно получить, комбинируя материалы с естественными противоположными свойствами отражения света, такие как глянцевый АБС/ПК и матовая резина
– функциональный , позволяющий защитить чувствительные участки изделия от царапин, от оставления отпечатков пальцев или «скрыть» дефекты, характерные для процесса впрыска, такие как наплывы или выкидные линии
Какие есть вариации текстур?
Текстура на поверхности пластикового элемента может иметь уникальный рисунок, состоящий из повторяющихся фигур, не имеющих аналитического характера, как, например, геометрические узоры.
Оно может быть менее логичным, менее геометрическим и более естественным, можно сказать, органичным.
Какие существуют методы создания текстур?
Текстуры отражают отделку рабочих поверхностей формы для литья под давлением.
Полость пресс-формы/матрицы формируется путем механического удаления материала из металлического блока. В данном случае инструментальная сталь в процессе фрезерования. Сам процесс разбит на этапы, в ходе которых последовательно повышается точность обработки поверхности.Чем выше точность, тем меньше шероховатость поверхности металла. Шероховатость является производной от глубины углублений или высоты выпуклостей, образующихся в результате обработки поверхности. Обе величины описываются общим символом Ra (хотя их больше), который является средним от наибольшей глубины и высоты. Высокое качество поверхности требует процесса полировки, и, как правило, это длительный процесс, который удорожает форму.На практике пуансон, т.е. часть пресс-формы, отвечающая за внутреннюю геометрию отформованной детали, имеет худшее качество поверхности, чем матрица, отвечающая за внешние поверхности.Логика подсказывает, что невидимыми для пользователя поверхностями можно пренебречь. Чего глаза не видят, сердце не жалеет.
Как уже было сказано, по умолчанию рабочие поверхности пресс-формы обработаны. Таким же образом готовятся основные текстуры. Возможных шаблонов довольно много, стоит попросить выбранный магазин инструментов представить шаблоны, шаблоны, которые они уже знают, изготовили, или стандарты, которые они используют. В случае фрезерованных текстур их рисунок получается путем манипулирования скоростью подачи инструмента, его диаметром и глубиной резания.Шаблон не создается как трехмерная геометрия, а чаще всего исходит из доступных шаблонов или из опыта мастерской.
Другим методом, в котором используется механическая обработка поверхности пресс-формы, является электроэрозионная обработка. Это позволяет вам получить более случайные или естественные результаты.
Как правило, этот метод декорирования поверхности полости пресс-формы доступен в большинстве инструментальных мастерских. В настоящее время многие компании, оказывающие услуги по изготовлению литьевых форм, имеют оборудование для декорирования на основе гравировки или электросверления.
Электросверление использует электрический заряд, который буквально прожигает материал формы отверстия.Немецкий стандарт VDI 3400 будет очень удобной опорой для проектировщиков при определении механической обработки поверхности, европейские компании хорошо знают его спецификации и имеют соответствующие пробоотборники. Последние представляют собой интересную покупку для конструкторских бюро. Они позволяют легко и точно описать желаемое качество поверхности.Повторяемость этой фактуры умеренная.
Это все для текстур, выполненных механическим или электрическим удалением материала. Следующими на очереди лазерный обжиг и травление кислотой. Оба процесса начинаются там, где заканчиваются возможности предыдущих, т.е. там, где нужна небольшая глубина или высота текстуры, и там, где рисунок достаточно сложен и наносится на требовательные геометрии. Если представить это еще более условно, процессы лазерного или кислотного выжигания применимы для моделей с требовательным, но хорошо описанным рисунком, в то же время невозможным или чрезмерно сложным для подготовки в виде трехмерной геометрии.
Это наиболее распространенные шаблоны, описываемые файлами 2D Photoshop.Начнем с первого метода, т.е. лазерной гравировки. Шаблон с подготовленным дизайнером рисунком используется для нужд текстуры с дополнительной информацией о высоте (что-то вроде карты нормалей), наносимой на геометрию из 3D-модели. Лазер выжигает нужные участки. Преимуществом и ограничением этого процесса является небольшая глубина «расточки», что позволяет отказаться от материалов, плохо отражающих чистоту поверхности, таких как PA6 или PP.
Подробнее здесь:
https://www.industrial-lasers.com/articles/print/volume-23/issue-6/features/cover-story/using-lasers-for-decorative-3d-texturing.html
http://www.moldtexture.net/laser-etching/
Для более глубоких структур можно использовать фотохимические процессы для определения пористости. Они заключаются в наклеивании негатива на полость формы с рисунком и обработке металла кислотой.Участки, не защищенные шпоном, выедаются.
Подробнее здесь:
http://www.narzedziownie.pl/?t=s&s=1&i=342
www.mechanik.media.pl/pliki/do_pobrania/artykuly/16/13.pdf
http://www.sumaris.pl/news/11.fakturowanie2012.pdf
Что за проблемы с текстурами?
Беда, конечно, с деньгами. Текстуры… дорогие.Инструментальные мастерские редко имеют специализированное оборудование для лазерной гравировки или фотохимии. Такая работа отдается на аутсорсинг. Это, в свою очередь, требует оплаты перевозки до крупы и обратно, плюс сама отделка поверхности. Последнее – это расходы минимум в несколько сотен евро, а чаще несколько, несколько тысяч евро. И это только начало неприятностей. Текстуры любят стираться, особенно на поверхностях, параллельных направлению натяжения. Их надо регенерировать, так что опять же транспорт плюс рабочая сила.
Одно дело, другое влияние на сам проект. Текстуры, особенно глубокие/высокие, требуют увеличения наклона заброса минимум до 3 градусов.
Это приводит к потере часто желаемой «прямой» формы продукта. Чем мельче текстура, тем меньший угол необходим. К сожалению, чем он мельче, тем хуже отражается, особенно кристаллическими материалами, мало пригодными для эстетических применений.Затем следует совместить процесс впрыска, увеличить давление, увеличить время пребывания в форме и т. д.Это, в свою очередь, приводит к затратам и дополнительным проблемам, таким как повышенная нагрузка на деталь. Самый простой способ их решить — выбрать более качественный материал из семейства аморфных. Желательно АБС или ПК, или АБС+ПК обманка. Еще лучше сочетать такие материалы с подходящим процессом, таким как быстрое нагревание и формование с охлаждением. Не вдаваясь в подробности, процесс основан на динамичном и тщательном нагреве и охлаждении пресс-формы. Такие формы требуют сложной конструкции с соответствующими нагревательными каналами, максимально приближенными к фактурной поверхности.Эффект может быть более чем удовлетворительным.
Внизу два молдинга. Тот, что слева, в традиционном процессе литья под давлением. Тот, что справа в процессе RHCM. Область вверху должна быть High Gloss, и этот метод также усиливает ее.https://www.covestro.com/en/products/newsletters/medical-polymers/2018_01_emerging-technology-improves-surface-quality-of-medical-housings
Сводка
Столкнувшись с заказчиком, а затем с фабрикой, производящей элементы, дизайнер может стать невежественным и ленивым, подготовив дизайн по последнему слову моды с модными текстурами, но в конечном итоге дорого и за пределами возможностей фабрики.Или того хуже, он может выйти на прямой контакт с фабрикой в Китае, которая на все согласится, подтвердит каждую текстуру, чтобы через 3 – 6 месяцев начать бесконечную битву за качество детали, потому что поставщика просто нет. в состоянии изобрести текстуру, придуманную дизайнером для достижения. Это реальность, которой я не желаю никому из вас. Лечебной мерой, а лучше превентивной мерой может быть, например, знание, содержащееся в этой статье.
Добавить в избранное:
Нравится Загрузка…
Аналог .Виды отделки поверхности полов Timberwise – Выбор пола – Lares
Защита и естественный вид
Поверхность покрыта твердым масляно-воском – масляно-воск придает плитам сатиновый или полностью матовый вид. Эффект гораздо более естественный, чем в случае полов, покрытых, например, глянцевым лаком. Масло-воск – это вещество растительного происхождения, а значит, экологическое. Он создает слой, который позволяет древесине дышать, благодаря чему естественное тепло, выделяемое древесиной, выходит на поверхность, оставляя доски устойчивыми к влаге и грязи.Поверхность, покрытая твердым масловоском, обладает противоскользящими свойствами. Вашим питомцам понравится. Их лапы не будут скользить, как по лакированному полу.
Полы, обработанные маслом и воском УФ-отверждения, так же просты в уходе, как и лакированные поверхности. Кроме того, они гораздо более устойчивы, чем покрытые натуральным маслом.
Масло-воск, отвержденный УФ-лучами, не требует обновления каждые полгода, что обычно необходимо для полов, покрытых натуральным маслом.Его можно обновлять в зависимости от потребностей и степени износа поверхности доски.В общественных зданиях, где носят обувь и внутрь попадает песок и грязь, пол требует большего ухода, чем в квартире, где мы ходим в носках или босиком. Ежедневно достаточно регулярно пылесосить и мыть пол влажной шваброй. При необходимости доски можно локально обновить, не покрывая всю поверхность новым слоем масло-воска.
Для отделки нашего паркета мы используем больше масла-воска, чем другие производители.Поэтому поверхность досок сначала может показаться шероховатой. Однако это впечатление исчезает по мере того, как пол используется и моется. Плиты с масляно-восковым покрытием готовы к эксплуатации сразу после укладки, без необходимости предварительного ухода.
.Обработка поверхности влияет на характеристики покрытия «Oerlikon Balzers
Поверхностная обработка инструментов или компонентов оказывает решающее влияние на характеристики покрытия.
Требования к превосходному качеству покрытия:Для инструментов и компонентов
- Поверхности должны быть глянцевыми. Их нельзя хромировать, воронить, оксидировать или азотировать в ванне.
- Базовые поверхности не должны иметь микротрещин, оксидных слоев и зон закалки (пригара) и не должны быть образованы изношенными шлифовальными кругами.
- Режущие кромки не должны иметь заусенцев для обеспечения полной производительности после нанесения покрытия.
- В случае электроэрозионной обработки (ЭЭО) рекомендуется использовать несколько проходов для уменьшения образования «белого слоя». Как правило, хорошая адгезия покрытия к просверленным электродом поверхностям возможна после первоначальной микропескоструйной обработки.
- На полированных поверхностях не должно быть остатков полировального средства.
- Поверхности для фотосверления можно покрывать без предварительной обработки, если на них нет остатков и пятен. На поверхностях не должно быть ржавчины, опилок, воска, скотча, краски, остатков пластика, литьевых отложений и т. д.
- На компонентах не должно быть абразивной пыли, остатков чистящего средства и отпечатков пальцев.
- Детали должны быть размагничены.
- размещение в процессе нанесения покрытия непосредственно после процесса литья под давлением.
- конструкция переходной зоны для ограничения внутренних напряжений.
Виды отделки поверхности камня – Кухонные изделия из натурального камня
Как бы странно это ни звучало, камень можно обрабатывать разными способами. Понятие отделки камня — это тип обработки, которая может быть применена к его поверхности. То, как мы обрабатываем гранит, влияет на его внешний вид и, что более важно, на его свойства. В зависимости от назначения данного элемента, он должен быть оформлен соответствующим образом. По-иному обработаем поверхность кухонной столешницы, облицовку входной лестницы и подоконник, который должен соответствовать строгому интерьеру (напр.
в постиндустриальном стиле).Мы различаем 6 основные типы отделки поверхности натурального камня. Каждый из них отличается от других внешним видом и имеет разные свойства, достоинства и недостатки.
1. Полированная поверхность (обычно называемая полировкой).
Самый популярный вид обработки гранита и мрамора. Его получают путем измельчения специальными камнями (от низкой до очень высокой зернистости), вращающимися с очень высокой скоростью.Полированная поверхность характеризуется , идеальной гладкостью и высочайшей глубиной цвета . Хорошо отполированный гранит, особенно черный, ведет себя как зеркало – в нем видно. Вот почему так сложно сделать снимок, показывающий реальный вид и цвет отполированного камня.Наиболее важными характеристиками полированной поверхности являются: самое низкое водопоглощение легкость очистки устойчивость к истиранию и царапинам элегантный и современный вид.
Полированный гранит очень стерильный .Полированные камни чаще всего используются в кухнях и интерьерах в качестве кухонных столешниц, облицовки лестниц или стен, разделочных досок, а также в качестве камней для выпечки за счет идеального накопления тепла.
2. Обожженная поверхность (в просторечии обожженный камень)
Получается с помощью горелки и воды. Сначала поверхность камня подвергается высокой температуре, а затем охлаждается водой.Это создает неравномерную и грубую структуру. Благодаря такой обработке камень становится противоскользящим .После обжига камень рассасывается (поры открываются) и легко пачкается, поэтому во избежание этого необходимо пропитать пропиткой (пропитка, которую мы используем и можем рекомендовать для обожженных камней называется EasyWet от итальянской компании Tenax).
Обожженный гранит очень шероховатый, поэтому его основное предназначение – хождение по нему – наружные лестницы, полы, террасы и т.
д.Даже несмотря на снегопад, такой гранит по-прежнему проявляет противоскользящие свойства.3. Сатин (также называемая поверхностью состаренная или матовая )
Эта отделка достигается путем шлифования специальными щетками. Благодаря брашированию камень не приобретает стеклянную поверхность, и в результате становится матовым . Он по-прежнему гладкий, но не такой гладкий, как после полировки, и поэтому также обладает некоторыми противоскользящими свойствами.
Сатинированный гранит лучше впитывает, чем полироль, и его легче поцарапать. Для хорошего ухода стоит защитить его пропиткой .
Состаренные поверхности, как следует из названия, выглядят немного менее современно, чем полированные, и поэтому идеально подходят, например, для подоконников или столешниц, где требуется приглушенный, неглянцевый вид. Все чаще клиенты выбирают матовый гранит для кухонных столешниц, чтобы получить контраст, например, с полированными фасадами мебели.
Благодаря матовому покрытию поверхность не очень скользкая, поэтому такая обработка также идеально подойдет для лестниц или полов.4. Водоструйная
Поверхность получена с помощью воды. Как это возможно? Все, что вам нужно, это подходящая машина, которая разрушает поверхность камня струей воды под очень высоким давлением (с добавлением абразива). В результате получаем ровно шероховатую и очень нескользкую поверхность.
Гидроабразивный камень похож на пламенную поверхность, за исключением того, что он ровный, а водные углубления глубже. Он должен быть пропитан для хорошего обслуживания.
Наружное применение как для обожженного гранита.
5 и 6 . WaterJet + кисть или Flame + кисть .
Такая отделка получается путем сначала разрушения поверхности водой или пламенем, а затем брашированием полученной структуры.
Камень становится таким же гладким и матовым как в атласе, но его поверхность неровная и неровная .
Такая обработка является скорее идеей для эстетических и декоративных целей. Полученный стиль отделки очень эффектен и подходит, например, к каминам или другим элементам дизайна интерьера.
В дополнение к вышеупомянутым методам отделки камня существуют и другие, такие как дробеструйная обработка , пескоструйная обработка , обработка бучардой .Они предназначены для получения шероховатой поверхности и в различном внешнем виде и применении.
Таким образом, наиболее важным соображением при выборе обработки камня является его назначение и, во-вторых, его эстетическая ценность. Иногда, когда в приоритете эффектный внешний вид, а не свойства, может оказаться, что обработанный заданным способом камень не выполняет запланированную функцию.
.Смотрите также
- Потолок в ванной из чего лучше
- Украшение дома на хэллоуин
- Ширина батареи
- Перевод квт в лошадиные
- Легковесный кирпич
- Баня со вторым этажом
- Как поднять газовую трубу перед домом
- Умный дом схема и описание
- Вариант ремонта ванной комнаты и туалета в стандартной квартире
- Механизм слива для унитаза
- Ароматизация табака в домашних условиях
Шероховатость поверхности
Шероховатость поверхности регламентируется следующими стандартами:
ГОСТ 25142-82. Шероховатость поверхности. Термины и определения;
ГОСТ 2789 -73. Шероховатость поверхности. Параметры и характеристики;
ГОСТ 2.309-73. Обозначение шероховатости поверхностей. Шероховатость поверхности оценивается по неровностям профиля (рис. 63), получаемого путем сечения реальной поверхности плоскостью.
Для отделения шероховатости от других неровностей с относительно большими шагами ее рассматривают в пределах базовой длины l. Базой для отсчета отклонений профиля является средняя линия профиля m-m – линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля от этой линии минимально.
Параметры шероховатости
ГОСТ 2789-73 установлены следующие параметры шероховатости.
1. Среднее арифметическое отклонение профиля Ra– это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
,
Где l – базовая длина;
у – отклонение профиля (расстояние между точками профиля и базовой линией m – m).
При дискретном способе обработки профилограммы параметр Raрассчитывают по формуле:
,
Где yi– измеренные отклонения профиля в дискретных точках;
n – число измеренных дискретных отклонений на базовой длине.
2. Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины.
,
где ypi– высота i-го наибольшего выступа профиля;
yvi – глубина i-й наибольшей впадины профиля.
3.Наибольшая высота неровностей профиля Rmax расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
4. Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины.
5. Средний шаг местных выступов S – среднее значение шагов местных выступов профиля в пределах базовой длины.
6. Относительная опорная длина профиля tp – отношение опорной длины профиля к базовой длине:
,
где – опорная длина профиля (сумма длин отрезков, отсекаемых на заданном уровне р в материале профиля линией, эквидистантной средней линии в пределах базовой длины).
Кроме количественных параметров, стандартом установлены два качественных параметра:
1.Способ обработки. Указывается в том случае, когда шероховатость поверхности следует получить только определенным способом.
2. Тип направления неровностей:
1) направление параллельное длинной стороне ( ),
2) направление перпендикулярное длинной стороне ( ),
3) перекрещивающиеся бороздки ( ),
4) произвольно расположенные неровности поверхности ( ),
5) неровности пунктирно-точечного вида ( ),
6) кругообразно расположенные неровности поверхности ( ),
7) радиально расположенные неровности ( ).
Обозначения 1 – 7 используются только в ответственных случаях, когда это необходимо по условиям работы детали или сопряжения.
Нормирование параметров шероховатости поверхности.
Выбор параметров шероховатости поверхности производится в соответствии с ее функциональным назначением.
Числовые значения параметра шероховатости Ra находятся в пределах от 100 до 0.008 мкм; Rz и Rmax – от1600 до 0.0025 мкм.
Основным во всех случаях является нормирование высотных пара метров. Предпочтительно нормировать Ra , который лучше отражает отклонения профиля, поскольку определяется по значительно большему числу точек, чем Rz. Когда отсутствуют рекомендации по назначению шероховатости, ограничения шероховатости могут быть связаны с допуском размера (IT), формы (FT) или расположения (TP)
Величину параметра Rz рекомендуется назначать не более 0. 33 от величины поля допуска на размер, либо 0.4….0.5 от допуска расположения или формы.
Переход от параметра Rz к параметру Ra по соотношениям:
Ra=0.25Rzпри Rz 8 мкм;
Ra=0.2Rz при Rz< 8 мкм.
После определения численного значения, параметр Ra округляют до ближайшего значения по ГОСТ 2789-73.
Выбор числовых значений параметров шероховатости должен быть технически и экономически обоснованным.
Обозначение шероховатости на чертежах
Рекомендации по обозначению и пример указания значения шероховатости поверхности на чертеже приведены на рис. 64 и 65.
Способы измерения и оценки шероховатости
a. визуальный – производится визуальное сравнение поверхности с образцами шероховатости (обоймы из четырех пластин, одна из поверхностей которых обработана с образцовой шероховатостью и аттестована на профилометре),
b. контактный – измерение высотных параметров профилометрами (игла, преобразующий механизм, индикатор),
c. бесконтактные методы (использование микроскопов сравнения и других оптических приборов).
Справочный материал
Соответствие размеров шероховатости поверхностей видам обработки
Таблица 38
| Вид обработки | Класс чистоты | Ra, мкм | Базовая длина, мм |
| Точение | 6.3 3.2 | 2.5 2.5 | |
| Шлифовка | 1.6 0.8 0.4 | 0.8 0.8 0.8 | |
| Полировка | 0.2
0.1
0.05
0. 025
| 0.25 0.25 0.25 0.25 | |
| Доводка | 0.012 0.006 | 0.08 0.08 |
Соответствие параметров шероховатости классам чистоты поверхности
Таблица 39
| Классы | Параметры шероховатости, мкм | Базовая длина L, мм | ||
| Разряды | Ra | Rz | ||
| - | - | 320-160 | ||
| - | - | 160-80 | ||
| - | - | 80-40 | ||
| - | - | 40-20 | 2. 5
| |
| - | - | 20-10 | ||
| а | 2.5-2.0 | – | 0.8 | |
| б | 2.0-1.6 | |||
| в | 1.6-1.25 | |||
| а | 1.25-1.0 | – | ||
| б | 1.0-0.8 | |||
| в | 0.8-0.63 | |||
| а | 0.63-0.50 | – | ||
| б | 0.50-0.40 | |||
| в | 0.40-0.32 | |||
| а | 0.32-0.25 | – | 0.25 | |
| б | 0.25-0.20 | |||
| в | 0. 20-0.16
| |||
| а | 0.160-0.125 | |||
| б | 0.125-0.100 | |||
| в | 0.100-0.080 | |||
| а | 0.080-0.063 | |||
| б | 0.063-0.050 | |||
| в | 0.050-0.040 | |||
| а | 0.040-0.032 | |||
| б | 0.032-0.025 | |||
| в | 0.025-0.020 | |||
| а | – | 0.100-0.080 | 0.08 | |
| б | 0.080-0.063 | |||
| в | 0.063-0.050 | |||
| а | – | 0.050-0.040 | ||
| б | 0. 040-0.032
| |||
| в | 0.032-0.025 |
Требования к шероховатости поверхности в зависимости от допусков размера и формы
Таблица 40
| Допуск размера (квалитет) | Допуск формы % от допуска размера | Номинальные размеры, мм | |||
| До 18 | Св. 18 до 50 | Св.50 до 120 | Св.120 до 500 | ||
| Значения Ra, мкм, не более | |||||
| IT5 | 0.4 | 0.8 | 1.6 | 1.6 | |
| 0.2 | 0.4 | 0.8 | 0.9 | ||
| 0.1 | 0.2 | 0.4 | 0.4 | ||
| IT6 | 0. 8
| 1.6 | 1.6 | 3.2 | |
| 0.4 | 0.8 | 0.8 | 1.6 | ||
| 0.2 | 0.4 | 0.4 | 0.8 | ||
| IT7 | 1.6 | 3.2 | 3.2 | 3.2 | |
| 0.8 | 1.6 | 1.6 | 3.2 | ||
| 0.4 | 0.8 | 0.8 | 1.6 | ||
| IT8 | 1.6 | 3.2 | 3.2 | 3.2 | |
| 0.8 | 1.6 | 3.2 | 3. 2
| ||
| 0.4 | 0.8 | 1.6 | 1.6 | ||
| IT9 | 100; 60 | 3.2 | 3.2 | 6.3 | 6.3 |
| 1.6 | 3.2 | 3.2 | 6.3 | ||
| 0.8 | 1.6 | 1.6 | 3.2 | ||
| IT10 | 100;60 | 3.2 | 6.3 | 6.3 | 6.3 |
| 1.6 | 3.2 | 3.2 | 6.3 | ||
| 0.8 | 1.6 | 1.6 | 3.2 | ||
| IT11 | 100;60 | 6. 3
| 6.3 | 12.5 | 12.5 |
| 3.2 | 3.2 | 6.3 | 6.3 | ||
| 1.6 | 1.6 | 3.2 | 3.2 |
Волнистость поверхностей
Волнистость занимает промежуточное положение между отклонениями формы и шероховатости, и представляет собой совокупность периодически повторяющихся неровностей (чаще всего синусоидального профиля), у которых расстояние между соседними выступами и впадинами превышает базовую длину шероховатости поверхности. Условно границы между отклонениями формы, волнистости и шероховатости можно установить по отношению шага Swк высоте W неровностей. Для волнистости это отношение находится в пределах:
Sw / W
(отклонения формы) 40≤ волнистость ≤1000 ( шероховатость)
Рубежное тестирование
РКМ2
Дата добавления: 2020-10-01; просмотров: 395; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Ra25 шероховатость вид обработки
Главная » Разное » Ra25 шероховатость вид обработки
при механической, токарной, черновой, чистовой обработке
Таблица шероховатости при различной обработке
В таблице шероховатости приведены примеры некоторых видов обработки, при выполнении которых, при определённых условиях, образуется поверхность с настоящим значением шероховатости.
Таблица шероховатости.
Исходная шероховатость является следствием технологической обработки поверхности материала. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
На рисунке схематично показаны параметры шероховатости, где: l — базовая длина; m — средняя линия профиля; S mi — средний шаг неровностей профиля; S i — средний шаг местных выступов профиля; H i max — отклонение пяти наибольших максимумов профиля; H min — отклонение пяти наибольших минимумов профиля; h i max — расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль; h i min — расстояние от низших точек пяти наибольших минимумов до линии, параллельной средней и не пересекающей профиль; R max — наибольшая высота профиля; y i — отклонения профиля от линии m; p — уровень сечения профиля; b n — длина отрезков, отсекаемых на уровне p.
| Класс | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| В ячейках сверху указаны классы шероховатости для сопоставления с новым стандартом | ||||||||||||||
| Ra | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.08 |
0. 025
|
0.01 |
| Rz | 400 | 200 | 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.05 |
| Пескоструйная обработка | Rz400 | |||||||||||||
| Ковка в штампах | Rz400 | Rz200 | Rz100 | |||||||||||
| Отпиливание | Rz400 | |||||||||||||
| Сверление | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование черновое | Rz100 | Rz50 | Rz25 | |||||||||||
| Зенкерование чистовое | Rz50 | Rz25 |
3. 2
|
1.6 | ||||||||||
| Развертывание нормальное | 3.2 | 1.6 | 0.8 | |||||||||||
| Развертывание точное | 1.6 |
0. 8
|
0.4 | |||||||||||
| Развертывание тонкое | 0.8 | 0.4 | 0.2 | |||||||||||
| Протягивание | Rz25 | 3.2 | 1.6 | 0.8 | 0.4 | |||||||||
| Точение черновое | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Точение чистовое | Rz100 | Rz50 | Rz25 |
3. 2
|
1.6 | 0.8 | ||||||||
| Точение тонкое | 3.2 | 1.6 | 0.8 | 0.4 | ||||||||||
| Строгание предварительное | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Строгание чистовое | Rz100 | Rz50 | Rz25 |
3. 2
|
1.6 | |||||||||
| Строгание тонкое | 1.6 | 0.8 | ||||||||||||
| Фрезерование предварительное | Rz200 | Rz100 | Rz50 | Rz25 | ||||||||||
| Фрезерование чистовое | Rz25 |
3. 2
|
1.6 | |||||||||||
| Фрезерование тонкое | 3.2 | 1.6 | 0.8 | |||||||||||
| Шлифование предварительное | Rz25 | 3.2 | 1.6 | |||||||||||
| Шлифование чистовое |
1. 6
|
0.8 | 0.4 | |||||||||||
| Шлифование тонкое | 0.4 | 0.2 | ||||||||||||
| Шлифование – отделка |
0. 1
|
0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Притирка грубая | 0.8 | 0.4 | ||||||||||||
| Притирка средняя | 0.4 | 0.2 | 0.1 | |||||||||||
| Притирка тонкая |
0. 1
|
0.08 | Rz0.1 | Rz0.05 | ||||||||||
| Хонингование нормальное | 1.6 | 0.8 | 0.4 | 0.2 | ||||||||||
| Хонингование зеркальное | 0.4 | 0.2 | 0.1 |
0. 08
|
||||||||||
| Шабрение | 3.2 | 1.6 | 0.8 | |||||||||||
| Прокатка | Rz50 | Rz25 | 3.2 | 1.6 | 0.8 | |||||||||
| Литье в кокиль | Rz400 | Rz200 | Rz100 | Rz50 | ||||||||||
| Литье под давлением | Rz400 | Rz200 | Rz100 | Rz50 | Rz25 |
3. 2
|
||||||||
| Литье прецизионное | Rz50 | Rz25 | 3.2 | 1.6 | ||||||||||
| Литье пластмасс, прецизионное | Rz25 | 3.2 |
1. 6
|
0.8 | 0.4 | 0.2 | 0.1 | |||||||
Обозначение шероховатости поверхностей на чертежах
1. Обозначение шероховатости поверхностей на чертежах
Совокупность неровностей
поверхности с относительно малыми
шагами, выделенная на определенной
(базовой) длине, называется
шероховатостью поверхности.
Шероховатость поверхностей регламентируется следующими
стандартами:
– ГОСТ 25142 – 82. Шероховатость поверхностей. Термины и
определения.
– ГОСТ 2789 – 73. Шероховатость поверхностей. Параметры и
характеристики.
– ГОСТ 2.309 – 73. Обозначения шероховатости поверхностей.
3. Параметры для нормирования шероховатости поверхностей
ГОСТ 2789-73 устанавливает шесть
параметров: три высотных (Ra, Rz,
Rmax), два шаговых (S, Sm ) и
параметр относительной опорной
длины
профиля
(tp).
Кроме
количественных
параметров
стандарт
устанавливает
типы
направлений неровностей
Л и н и я в ы с ту по в
Si
Smi
p
bn
l
1
1 n
Ra y x dx yi
l 0
n i 1
где l – базовая длина;
n – число выбранных точек профиля на
базовой длине;
y – отклонение профиля от средней линии.
Высота неровностей по
десяти точкам Rz
yp5
bi
5
x
yv5
y1
yv1
m
b1
yv2
yp1
yp2
yi
Si
Rmax
y
Среднее арифметическое
отклонение профиля Ra
Smi
Линия впадин
l
Профиль поверхности
yn
Rz
y
i 1
5
pi
yvi
i 1
5
где y pi – высота
i-го наибольшего
выступа профиля;
yvi – глубина i-й наибольшей
впадины профиля.
4. Выбор значений параметров шероховатости
Ряды значений среднего
арифметического
отклонения профиля
Ra, мкм
100
80
63
50
40
32
25
20
16,0
12,5
10,0
8,0
6,3
5,0
4,0
3,2
2,5
2,0
1,60
1,25
1,00
0,80
0,63
0,50
0,40
0,32
0,25
0,20
0,160
0,125
0,100
0,080
0,063
0,050
0,040
0,032
0,025
0,020
0,016
0,012
0,010
0,008
–
Ряды значений высоты
неровностей профиля
Rz и Rmax, мкм
1600
1250
1000
800
630
500
400
320
250
200
160
125
100
80
63
50
40
32
25
20
16,0
12,5
10,0
8,0
6,3
5,0
4,0
3,2
2,5
2,0
1,60
1,25
1,00
0,80
0,63
0,50
0,40
0,32
0,25
0,20
0,160
0,125
0,100
0. 080
0,063
0,050
0,040
0,032
0,025
0,020
–
5. Знаки, применяемые для обозначения шероховатости поверхностей
Знаки, применяемые для обозначения
60Е
60Е
H
60Е
h
H
60Е
h
H
60Е
h
шероховатости поверхностей
60Е
– основной знак; для обозначения шероховатости наиболее
предпочтителен и наиболее часто применяется. Означает, что
разработчику безразличен вид обработки детали, и изготовитель может
применить любой вид обработки – со снятием или без снятия материала
– применяется для обозначения шероховатости, которая должна быть
образована удалением поверхностного слоя материала каким-либо
режущим инструментом
Ra 12 ,5 ) – применяется для
– с числовым значением (например,
обозначения шероховатости, которая должна быть образована без
удаления слоя материала
– без числового значения – применяется для поверхностей, по данному
чертежу вообще не подлежащих обработке, т. е. когда часть
поверхностей находится «в состоянии поставки».
6. Структура обозначения
Способ обработки поверхности
и (или) другие дополнительные
указания
Полка знака
Базовая длина по ГОСТ 2789- 73/
/ Параметр (параметры) шероховатости
по ГОСТ 2789- 73
Условное обозначение
направления неровностей
Пример обозначения шероховатости на чертежах
Полировать
0,8/ Ra 0,1
0,8/ Sm 0,063
0,040
M 0,25/ t 80±10%
50
наибольшее значение
диапазон значений
номинальное значение с
предельными отклонениями
7. Обозначение направления неровностей
8. Основные правила нанесения обозначений шероховатости поверхностей на чертежах
1. Шероховатость поверхностей обозначают на чертеже для всех
выполняемых по данному чертежу поверхностей изделия,
независимо от методов их образования, кроме поверхностей,
шероховатость которых не обусловлена требованиями конструкции.
2. Обозначение шероховатости следует ставить на тех видах и
разрезах, на которых поставлены размеры, относящиеся к
соответствующим частям детали.
3. Знаки располагаются на:
а) линиях контура элементов детали;
б) выносных линиях, при этом по
возможности ближе к размерной линии;
в) полках выносных линий;
г) размерных линиях или их продолжениях
при недостатке места, при этом
разрешается разрывать выносную
0,1
линию;
д) на рамке допуска формы;
е) на линии невидимого контура только в
случаях, когда от этой линии
нанесен размер.
4.
Знаки, имеющие полку, должны располагаться относительно
основной надписи чертежа так, как указано на рис.1, а знаки без полки
(без указания параметра и способа обработки) располагают как на рис.2.
При расположении поверхности в заштрихованной зоне обозначение
наносят только на полке линии-выноски.
30Е
30Е
рис. 1
рис. 2
5.
При
изображении
изделия
с
разрывом обозначение шероховатости
наносят
только
на
одной
части
изображения, по возможности ближе к
месту указания размеров.
З
Ra 1,6
Ra 3,2
Ra 1,6
Ra 3,2
З
З
6. Если шероховатость одной и той же
поверхности различна на отдельных
участках, то эти участки разграничивают
сплошной тонкой линией с нанесением
соответствующих
размеров
и
обозначений
шероховатости.
Через
заштрихованную зону линию границы
между участками не проводят.
Ra 1,6
7. Когда на чертеже поверхности детали мало
места для размещения знака шероховатости,
то
допускается
применять
упрощенное
обозначение с разъяснением этого обозначения
в технических требованиях чертежа. При этом
используют знак
и строчные буквы русского
алфавита
в
алфавитном
порядке,
без
повторений и, как правило, без пропусков.
8. Если одинаковую шероховатость имеет
поверхность сложной конфигурации,
допускается обозначение шероховатости
приводить в технических требованиях чертежа со
ссылкой на буквенное обозначение поверхности,
например: “Шероховатость поверхности
А – Ra 6,3 При этом буквенное обозначение
поверхности наносят на полке линии-выноски,
проведенной от утолщенной штрих-пунктирной
линии, которой обводят поверхность на
расстоянии 0,8…1 мм от линии контура.
б
а
Полировать
а =
M 0,8/ Ra 0,4
б =
Ra 0,8
A
9. Если одинаковую шероховатость имеют поверхности, образующие контур,
обозначение шероховатости наносят один раз (рис. 1). Диаметр
вспомогательного знака – 4…5 мм. В обозначении одинаковой
шероховатости поверхностей, плавно переходящих одна в другую, знак
не приводят (рис. 2).
R
R
R
Ra 12,5
Ra 6,3
R
Ra 6,3
рис. 1
рис. 2
10. Обозначение шероховатости поверхности повторяющихся
элементов изделия (отверстий, пазов, зубьев и т.п.), количество
которых указано на чертеже, а также обозначение шероховатости
одной и той же поверхности наносят один раз, независимо от числа
изображений.
Ra 6,3
З
З
Ra
6,3
4отв. З
Ra 1,6
Ra 6,3
З
Ra 3,2
Ra 3,2
или
или
,2
3
Ra
Ra 3,2
M
M
или
3,2
a
R
M
Ra 3
,2
или
З
Ra 3,2
Ra 3,2
К … ГОСТ .. .
Ra
3,2
Ra 1,6
З
G
M
или
Ra 3,2
M
M
11. Обозначение шероховатости поверхности профиля резьбы наносят по
общим правилам при изображении профиля (в том числе для резьбы с
нестандартным профилем) или условно на выносной линии для указания
размера резьбы, на размерной линии или на ее продолжении.
Ra 3,2
Перв.
Инв. №подл.
Подп. и дата
Ra 6,3
10
19
24
50
Взам. инв. № Инв. №дубл.
КПГД. 420120.001
Подп. и дата
Справ. №
12. Если требования к шероховатости одинаковы для всех
поверхностей детали, то знак указывают один раз и помещают в
правом верхнем углу чертежа, а на поверхностях элементов детали
знаков не наносят. Размеры и толщина линий знака в обозначении
шероховатости, вынесенном в правый верхний угол чертежа, должны
быть приблизительно в 1,5 раза больше, чем в обозначениях,
нанесенных на изображении.
4
КПГД. 420120.001
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Фланец
Cт3 ГОСТ380- 88
Копировал
Лит.
у
Масса Масштаб
–
Лист
1:1
Листов
СПбГПУ
гр. 2042
Формат
A5
1
Не допускается
обозначение
шероховатости или
знак
выносить в
правый верхний угол
чертежа при наличии в
изделии поверхностей,
шероховатость
которых не
нормируется (не
обусловлена
требованиями
конструкции).
Ra 3,2 (
)
60
25
Взам. инв. № Инв. №дубл.
Подп. и дата
Инв. №подл.
R3
50
КПГД. 420120.004
Подп. и дата
Справ. №
13. Если поверхности нескольких элементов детали имеют
одинаковую шероховатость, то ее обозначение помещают в правом
верхнем углу чертежа и рядом в скобках указывают условный знак
без каких-либо требований. Это будет означать, что все поверхности,
на которых на чертеже не нанесены обозначения шероховатости или
знак
, должны иметь шероховатость, указанную перед знаком ( )
Размеры знака ( ) должны быть одинаковыми с размерами
знаков, нанесенных на изображении.
R3
30
Ra 12,5
КПГД. 420120.004
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Стакан
Сталь 08 кп ГОСТ 1050- 88
Копировал
Лит.
Масса Масштаб
у
–
Лист
Листов
1:2
СПбГПУ
гр. 2042
Формат
A5
1
)
КПГД. 420120.002
Перв. примен.
Ra 6,3 (
20,7
1,6
4
Справ. №
8
Полировать
Ra 0,8
0,8•45
23
Инв. №подл.
Подп. и дата
Взам. инв. № Инв. №дубл.
Подп. и дата
25
КПГД. 420120.002
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П.И.
Пров.
Петров И П.
Т.контр.
Н.контр.
Утв.
Ось
Сталь 45 ГОСТ 1050- 88
Копировал
Лит.
у
Масса Масштаб
4:1
–
Лист
Листов
СПбГПУ
гр. 2042
Формат
A4
1
Деталь содержит поверхность,
которая должна быть
образована удалением
поверхностного слоя
материала каким-либо
режущим инструментом
(точение, шлифование,
сверление и т. д.). Знак
применяется для
поверхности, требуемые
эксплуатационные свойства
которой обеспечиваются
только при ее окончательной
обработке удалением слоя
материала, чаще используется
в сочетании с указанием
единственно возможного вида
обработки.
КПГД. 420120.003
Перв. примен.
Ra 25 (
Деталь имеет
поверхности, которые
должны быть обработаны
без снятия материала
(литье, штамповка,
ковка) с заданным
значением
шероховатости.
)
Взам. инв. № Инв. №дубл.
Подп. и дата
Инв. №подл.
120
60
50
70
3
Ra 3,2
Ra 1,6
10
Подп. и дата
Справ. №
R6
50
10
60*
1. * Размер для справок.
2. Неуказанные литейные радиусы не болee 3 мм.
КПГД. 420120.003
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Крышка
СЧ 15 ГОСТ 1412- 85
Копировал
Лит.
у
Масса Масштаб
–
Лист
1:1
Листов
СПбГПУ
гр. 2042
Формат
A4
1
12,6*
Ra 12,5
16
Ra 12,5
* Размер для справок.
КПГД. 420120.005
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И П
2.12.08
Т.контр.
Н.контр.
Утв.
Лит.
Труба
Масса Масштаб
у
–
Лист
Труба 17х2,2 ГОСТ 3262- 75
Копировал
Листов
Формат
1
A5
Ra 12,5 (
)
12,6*
Ra 6,3
2:1
СПбГПУ
гр. 2042
16
Взам. инв. № Инв.Перв.
№дубл.
примен.Подп. и дата
Подп.
Справ.
и дата
№
Инв. №подл.
Подп. и дата
Взам. инв. № Инв. №дубл.
Подп. и дата
Деталь изготавливается из
проката или литой,
штампованной или другой
заготовки; часть
поверхностей находится «в
состоянии поставки».
100
КПГД. 420120.005
Инв. №подл.
КПГД. 420120.005
( )
Ra 6,3
* Размер для справок.
КПГД. 420120.005
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И П
2.12.08
Т.контр.
Н.контр.
Утв.
Труба
Труба 17х2,2 ГОСТ 3262- 75
Копировал
Лит.
Масса Масштаб
у
–
Лист
Листов
2:1
СПбГПУ
гр. 2042
Формат
A5
1
Требования к шероховатости
поверхностей, обозначенной
знаком
, определены
стандартом на сортамент
(на этот стандарт должна
быть ссылка в графе
«Материалы» основной
надписи чертежа).
КПГД. 420120. 006
Перв. примен.
120
Ra 3,2
3,2
Ra 1,6
15
14
140
100
Подп. и дата
Взам. инв. № Инв. №дубл.
4 отв.
14
Ra
15
Ra 1,6
150
Справ. №
90
120
R20
Подп. и дата
Деталь изготовлена без
снятия материала (литье,
штамповка, ковка) часть
поверхностей находится «в
состоянии поставки».
30
Ra 3,2
Ra 3,2
Инв. №подл.
( )
100
160
200
1. Шероховатость необработанных поверхностей по ТУ № . .. на
поставку отливок.
2. Неуказанные радиусы скруглений 3 мм.
КПГД. 420120. 006
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
Пров.
Петров И.П.
Т.контр.
Н.контр.
Утв.
Корпус
СЧ 15 ГОСТ 1412- 85
Копировал
Лит.
у
Масса Масштаб
–
Лист
1:2,5
Листов
СПбГПУ
гр. 2042
Формат
A4
1
Требования к шероховатости
поверхностей, обозначенной
знаком
, определены
техническими условиями на
литье в технических
требованиях чертежа (в
учебных чертежах часто не
записываются).
* Размеры для справок.
100
60*
КПГД. 420120.007
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Взам. инв. № Инв. №дубл.
Подп. и дата
120*
Ra 6,3
Взам. инв. № Инв. №дубл.
Перв. примен.
Подп. и дата
Подп.Справ.
и дата
№
Инв. №подл.
4 отв.
9
Лит.
Крышка
Масса Масштаб
у
–
Лист
1:1
Листов
1
СПбГПУ
гр. 2042
Заготовка КПГД.420120.003
Копировал
Формат
Чертеж доработки.
Требования к шероховатости
остальных поверхностей
обусловлены другим
чертежом (по которому
изготовлялась заготовка). На
этот чертеж должна быть
ссылка в графе «Материалы»
основной надписи.
A5
КПГД. 420120.008
Подп. и дата
КПГД. 420120.007
Инв. №подл.
( )
Ra 3,2
2
КПГД. 420120.008
Изм. Лист №докум. Подп. Дата
Разраб. Иванов П. И.
1.12.08
Пров.
Петров И.П.
2.12.08
Т.контр.
Н.контр.
Утв.
Винт
Заготовка- винт М6х12
ГОСТ1481- 84
Копировал
Лит.
Масса Масштаб
у
–
Лист
Листов
4:1
СПбГПУ
гр. 2042
Формат
A5
1
Если заготовкой является
стандартное
изделие,
ссылка на стандарт также
приводится
в
основной
надписи чертежа.
1
3
Ra 6,3
ГОСТ 14771- 76- Т1-
27*
8
2
M10•1
M10*
Справ. №
1,6•45
Ra 1,6
35*
25
Ra
6,3
Перв. примен.
КПГД. 420120.100 СБ
2
1,6•45
Инв. №подл.
Подп. и дата
Взам. инв. № Инв. №дубл.
Подп. и дата
150*
* Размеры для справок.
КПГД. 420120.100 СБ
Изм. Лист №докум.
Разраб. Иванов П.И.
Пров.
Петро И.П.
Т.контр.
Н.контр.
Утв.
Подп. Дата
1.12.08
2.12.08
Корпус
Сборочный чертеж
Копировал
Лит.
Масса Масштаб
у
1:1
Лист
Листов
СПбГПУ
гр. 2042
Формат
A4
1
14. На сборочных чертежах
обозначение шероховатости
или знак
в правый
верхний угол чертежа не
выносится (за исключением
особых случаев).
Проставляются размеры и
соответственно
шероховатость поверхностей,
обрабатываемых в процессе
(отверстия под установочные
винты, штифты и т.п.) или
после сборки (отверстия
масляных каналов, резьбы
после сварки и т.д.).
При недостатке места для размещения знаков
шероховатости мелких однотипных элементов
допускается данные о шероховатости
поверхностей приводить в технических
требованиях записью типа:
1. * Размеры для справок.
2. Шероховатость поверхностей фасок –
Ra 6,3.
(на поверхности фасок при этом знаки
шероховатости не ставятся)
Допуски размеров, формы, расположения поверхностей,
волнистость и шероховатость
Предельных отклонений формы и размеров
поверхности деталей
Лазерная резка | ЗАО Лазерные технологии
Лазерная резка – это передовая технология контурного раскроя листовых материалов, основанная на использовании в качестве инструмента обработки сфокусированного лазерного луча регулированной мощности.
По сравнению с традиционными видами резки, лазерная резка обладает рядом преимуществ:
– получение высококачественной поверхности реза любого материала независимо от его теплофизических свойств;
– отсутствие механического воздействия на металл;
– узкий рез, параллельность кромок стенок реза;
– минимальная зона термического влияния.
На нашем предприятии эксплуатируется два лазерных комплекса:
– ЛК-3015-DC025, оснащенный СО2-лазером мощностью 2500 Вт DC025 производства фирмы Rofin, рабочая зона обработки 1500 х 3000 мм;
– Messer Griesheim Ortosec 5200, оснащенный СО2-лазером мощностью 3000 Вт TRIAGON TR 030 производства фирмы Rofin (WB-Laser) с рабочей зоной обработки 3200 х 9000 мм.
Основные технологические возможности вышеперечисленных лазерных комплексов:
– скорость реза до 12 м/мин;
– погрешность позиционирования ± 0,1 мм;
– шероховатость поверхности реза Ra 25 – 6,3.
| Вид материала | Максимальная толщина материала, мм | ||
|---|---|---|---|
| конструкционные, инструментальные углеродистые стали | 20 | ||
| стали коррозионностойкие, жаростойкие, жаропрочные | 6 | ||
| сплавы алюминия | 6 | ||
Разработка технологического процесса изготовления угольника
КАЗАНСКИЙ ГОСУДАРСТВЕННЫЙ
им. А. Н. Туполева.
Кафедра Технологии Производства Двигателей
Пояснительная записка к курсовому
проекту по курсу
“Основы технологии машиностроения”
Разработка технологического процесса изготовления угольника
Проект выполнил студент гр. 1311 Сидоров С.С.
Руководитель проекта А. Ю. Лабутин
Осень 2007
Содержание
- Введение
Целью представленного курсового
- Анализ назначения детали и ее технологичность
По функциональному назначению угольник является составной частью масляной системы смазки и охлаждения двигателя внутреннего сгорания ИК160, и служит для подвода охлаждающего и смазывающего масла МС-8 в агрегаты двигателя.
Устанавливается в сборке с задней опорой двигателя, путем крепления двумя болтами М8.
Материалом угольника служит жаропрочная нержавеющая сталь 13Х11Н2В2МФЛ sВ =112 Мпа, что обеспечивает износостойкость детали даже при работе на повышенных температурах, а вместе с невысокими конструкторскими требованиями по шероховатости поверхности (Rа=6,3) и точности размеров IT12 ускоряет процесс изготовления.
Недостатком выбора этого материала для детали является сложность обработки деталей из данного материала, с применением резцов и фрез со вставными ножами из твердого сплава, что было отраженно в расчетах режимов резания.
Полученная деталь контролируется на сплошность материала и отсутствие дефектов изготовления методом люминесцентного контроля.
Анализ технологичности детали, произведенный с позиций стандартизации и унификации элементов детали, показал, что установлено соответствие стандартам резьбовых соединений и соответствие размеров детали нормальному ряду чисел и допустимых отклонений от размеров ГОСТов. Наличие унифицированных элементов и параметров детали значительно сокращает потребную номенклатуру режущего и мерительного инструментов, а в ряде случаев и приспособлений.
- Анализ рабочего чертежа детали
Анализ рабочего чертежа детали позволил определить конструкторские требования на точность размеров и шероховатость поверхности детали, что в свою очередь позволило рассчитать количество необходимых этапов каждого вида обработки, для получения соответствующей точности.
Следует также учесть, что заготовка была получена литьем.
Вид: отливка. Согласно ОСТ 1.41154-86 класс точности заготовки соответствует 14, а шероховатость поверхности не превышает Ra25 (Rz 100-80).
Так было получено, что для выхода на требуемую шероховатость поверхности отдельных элементов детали надо произвести всего две ступени токарной обработки: черновую с выходом на шероховатость Ra12,5 и чистовую – Ra6,3. Аналогичным образом были проанализированы количество переходов для получения отверстий в детали необходимой точности, а так же получено количество переходов во фрезерной операции 005 и 035.
- Назначение припусков и расчет размерных цепей
Назначение припусков и расчет размерных цепей это – этап курсового проекта, который позволяет определить размеры отдельных элементов детали на каждом этапе ее обработки от заготовки к конечной детали. Знание данных параметров на этапах обработки позволяет нам правильно подобрать необходимый инструмент, верно назначить режим резания и определить время на выполнение данной операции. Кроме того, для получения детали нам прежде всего надо знать размеры самой заготовки, без которых она не может быть получена.
Назначение припусков производится путем анализа конструкторских требований на точность размеров детали и шероховатость поверхности по рабочему чертежу детали. В нашем случае мы имеем точность размеров детали, соответствующую 12 квалитету, а шероховатость поверхности Ra6,3, за исключением одной специальной операции 025.
Назначение припусков и расчет размерных цепей в данном курсовом проекте были проведены в соответствии с рекомендациями в учебном пособии {1}, а также сводным таблицам представленными в нем же.
Назначение припусков и расчет размерных цепей возможны только после построения плана выполнения операций, в котором указывается последовательность обработки детали от заготовительной операции 000 к конечному получению детали и ее контролю в операции 050. Кроме того, для облегчения выполнения расчетов размерных цепей составляется ЭСП (эскиз совмещенных переходов), по которому легко выявить и рассчитать необходимые размерные цепи.
- Расчет размерных цепей
- Линейные цепи
Операции 005.
Фрезерование 2х поверхностей.
Для выхода на необходимую шероховатость поверхности достаточно произвести черновое фрезерование: {Ra12,5} и {IT12}.
Конструкторский размер:
Назначим припуск на данную операцию:
По ОСТ 1. 41512-86 z1.1=1,0мм.
Тогда:
Согласно классу точности полученной заготовки:
Определим допуски размера припуска: z1.1=1,0мм.
Здесь k-составляющие увеличивающие звенья, n-составляющие уменьшающие звенья.
Таким образом:
Далее аналогичным образом рассчитаем размерную цепь для получения второй поверхности:
Конструкторский размер:
Назначим припуск на данную операцию:
По ОСТ 1.41512-86 z1.2=1,0мм.
Тогда:
Согласно классу точности полученной заготовки:
Определим допуски размера припуска: z1.2=1,0мм.
Таким образом:
Операция 010.
Токарно-винторезная операция.
а) Подрезка торцов.
Для выхода на необходимую точность размеров необходимо произвести с начала черновое точение: {Ra12,5} и {IT14}. Затем получистовое: {Ra6,3} и {IT12}.
- Торец из цепи №2. Получистовое точение.
Конструкторский размер:
Назначим припуск на данную операцию:
По ОСТ1.41512-86 z2.2.1=1,0мм.
Тогда:
Согласно классу точности предшествующей операции (IT14):
Определим допуски размера припуска: z2.2.1=1,0мм.
Тогда:
Черновое точение.
Известный размер:
Назначим припуск на данную операцию:
По ОСТ 1.41512-86 z2.1.1=1,3мм.
Тогда:
Согласно классу точности полученной заготовки (IT14):
Определим допуски размера припуска: z2.1.1=1,3мм.
Тогда:
- Торец из цепи №6. Получистовое точение.
Конструкторский размер:
Назначим припуск на данную операцию:
По ОСТ 1.41512-86 z2.2.5=1,0мм.
Тогда:
Согласно классу точности предшествующей операции (IT14):
Определим допуски размера припуска: z2.2.5=1,0мм.
Тогда:
Черновое точение.
Известный размер:
Назначим припуск на данную операцию:
По ОСТ 1.41512-86 z2.1.5=1,3мм.
Тогда:
Согласно классу точности полученной заготовки (IT14):
Определим допуски размера припуска: z2.1.5=1,3мм.
Тогда:
- Диаметральные цепи
б) Точение поверхности под резьбу и резьбонарезание:
В этом случае нам необходимо провести три этапа обработки:
Для выхода на необходимую точность размеров и необходимую шероховатость необходимо произвести с начала черновое точение: {Ra12,5} и {IT14}. Затем получистовое: {Ra6,3} и {IT12}. После чего чистовое точение {Ra3,2 } и {IT12}.
После чего на данной поверхности нарезается резьба M20х1,5-6е.
Изначально стоит отметить, что обе нарезаемые резьбы имеют одинаковые размерные параметры и конструкторские требования, предъявляемые к ним же, таким образом будет достаточно указать расчеты размерных цепей только для одной из них, а для второй принять аналогичными.
Рассмотрим цепь №3 (№7).
Чистовое точение.
Конструкторский размер:
Назначим припуск на данную операцию:
По ОСТ 1.41512-86 z2.3.2=0,7мм.
Тогда:
Согласно классу точности предшествующей операции (IT12):
Определим допуски размера припуска: z2.3.2=0,7мм.
Тогда:
Подготовка поверхности под резьбу: получистовое точение.
Известный размер:
Назначим припуск на данную операцию:
По ОСТ 1.41512-86 z2.2.2=0,7мм.
Тогда:
Согласно классу точности предшествующей операции (IT14):
Определим допуски размера припуска: z2.2.2=0,7мм.
Тогда:
Описание детали. Материал изготовления оси. Определение типа производства. Выбор и обоснование метода получения заготовки. Заготовка из проката
производства определяется программой выпуска, техническими и экономическими условиями осуществления технологического процесса. При массовом производстве за большинством рабочих мест закреплена одна операция, при серийном – несколько периодически повторяющихся операций. При единичном производстве выпускают изделия широкой номенклатуры в малых количествах или индивидуально.
Целью настоящего проекта является разработка технологического процесса
для среднесерийного производства.
3. Выбор и обоснование метода получения заготовки
Вид заготовки и способ ее получения зависит от конструкции детали, материала, масштаба выпуска. Заготовки деталей машин могут изготавливаться литьем, прокаткой, листовой и объемной штамповкой, сваркой, а также комбинированными способами. Для получения заготовок при серийном производстве используют точные методы литья, штамповку, холодное вдавливание. В данном случае заготовка получена штамповкой, там самым повышая точность заготовки, снижая трудоемкость механической обработки и расход материала. При этом стоимость заготовки увеличивается.
3.1. Заготовка из проката
За основу расчёта промежуточных припусков принимаем наружный диаметр детали Øмм.
Устанавливается предварительный маршрутный
технологический процесс обработки поверхности детали диаметром 16f7 () мм. Обработка поверхности
диаметром 16 мм производиться в жестких центрах, на многорезцовом токарном
полуавтомате; окончательная обработка поверхности детали выполняется на
круглошлифовальном станке.
Технологический маршрут обработки данной поверхности:
Операция 005. Токарная.
010. Токарная.
015. Термическая обработка HRC 45…48.
020. Шлифовальная однократная.
При черновом точении припуск на обработку поверхности диаметром 16 мм составляет 3,5 мм, при чистовом 1,5 мм, на шлифовальную однократную обработку 0,4 мм.
Промежуточные размеры обрабатываемых поверхностей определяются согласно маршрутному технологическому процессу:
– на токарную операцию 010
– на токарную операцию 005
– расчетный размер заготовки
По расчетным данным заготовки выбирается необходимый размер горячекатаного проката обычной точности по ГОСТ 2590-88 «Прокат стальной горячекатаный круглый. Сортамент».
Круг
Нормальная длина проката стали обыкновенного качества при диаметре 16мм выпускают от 2 – 12 м. Отклонение для диаметра 22 мм равны
Припуск
на обработку двух торцевых поверхностей заготовки равен 1,6 мм.
Общая длина заготовки
Исходя из предельных отклонений, общая длина заготовки округляется до целых единиц. Принимается длина заготовки 146 мм.
3.2. Заготовка изготовлена методом горячей объёмной штамповки
;
;
;
;
;
;
.
Масса изготавливаемой заготовки:
где Vзш – объем штампованной заготовки, см3:
где – объем конусов на торцах полученной заготовки;
R – радиус торцов вала;
h – высота конуса.
.
.
Принимаем неизбежные технологические потери при горячей объемной штамповке равными Пш = 10%, определим расходы материала на одну деталь:
Коэффициент использования материала на штамповочную заготовку:
Годовая экономия материала от выбранного варианта изготовления заготовки:
, где ;
.
Технико-экономический расчет показывает, что получение заготовки методом горячей объемной штамповки более экономично, чем изготовление ее из проката. Принимаем изготовление детали из заготовки, полученной методом штамповки.
4. Разработка маршрута технологического процесса механической обработки
Маршрут обработки выбирают в зависимости от вида заготовки, ее массы и формы, требуемой точности и чистоты обработки. Если точность заготовки не высока, то обработку начинают с черновой по заданному классу точности и шероховатости поверхности выбирают один или несколько методов окончательной обработки.
Таблица 1 – Технологический процесс обработки заготовки.
|
Номер операции |
Наименование и краткое содержание операции, технологические базы |
Станок |
|
00 |
Заготовительная
(ГКМ). Отрезание заготовки в размер 531,4 мм. |
8Б66 |
|
005 |
Фрезерно-центровальная. Фрезерование торцов и сверление центровых отверстий с двух сторон. Технологическая база – наружние поверхности шеек. |
6Н83 |
|
010 |
Контрольная. Контроль промежуточный. |
ШЦ–I–750–0,1 |
|
015 |
Токарно-винторезная. Обтачивание
поверхностей В, Г, Д шеек с одной стороны и подрезание торцевых поверхностей ступеней вала
(шероховатость – Ra 25). Технологическая база – центровые отверстия |
1К62 |
|
020 |
Токарно-винторезная. Обтачивание поверхности А, Б шейки с другой стороны и подрезка |
Большой алюминиевый роликовый шкив с керамическим покрытием для черчения проводов
Большой керамический шкив для волочения проволоки алюминиевый Натяжной шкиф с триста двадцать пять миллилитров (шкиф со стальным тросом
1.Процесс: закидывание на большое расстояние-подвергая механической обработке-ПластмассыРаспыления-упаковочные материалы
2.Технология: Литье в песчаные формы или точного литья
3.Материал:Окись алюминия с хромированное покрытие из нержавеющей стали, # 45C из нержавеющей стали с карбидом вольфрама покрытие
4.Размер:По индивидуальному заказу
5. Первый уровень: CT11
6.Шероховатость поверхности: Ra25
7.Упаковка: деревянные ящики или по чертежам заказчика
8.Обработка поверхности: машина по дробеструйной обработке, пластиковым напылением, под распыленную краску»
9.Комплектация: купол, электрическая печь
10.Вес: 0,5 кг-4 кг
11.ПоверхностьЦвет: Пластиковым напылением RAL2004/черная краска/Защита от ржавчиныКраски; По запросу, могут использоваться другие материалы для
Пожалуйста, отправьте нам чертеж с материал, размер, вес, количество. И тогда мы ответим вам сразу же, за один день, цитата к вам как можно скорее.
Шкив на изображении:
Применение
Применение шкив:
Упаковывание и отправка
Упаковка из шкив:
Поставка шкив
1.Образец отправлена клиенту по воздуху.
2. Большое количество продукции доставляется клиенту морским транспортом из xingang, Китай (материк)
Условия оплаты шкив
1.Для небольшого количества, как, например, sАMple стоимость доставки, вы можете оплатить с помощьюСпособы оплаты: Paypal,T/T,Оплате товаров денежным переводом Western Union Money Gram и т. д. или по вашим требованиям, вы могли бы сделать.
2.Для серийного производства, вы можете перевести деньги через T/T
Информация о компании
1.НашиЗаводОбладает передовой технологии, оборудование, все виды качественной проверочный аппарат.
2.Сейчас серию строгий процесс контроля качества и процесс производства были созданы.
3.Наша система управления качеством в соответствии с ISO9001
4.Мы собрали много опыт и наша компания расширяется на основе подключения стремительными темпамиПо часам
Проверка:
1.В первую очередь весь по контролю за качеством была проведена в течение всего процесса и многое другое с помощью компьютера и других оборудования с числовым программным управлением, которая включает в себя сырье, контроль производственного процесса, конечный продукт контроля качества.
2.Проверка третьей стороны доступны по требованию.
Основные конкурентные преимущества:
1.Стабильный процесс;
2.Дисциплинированной и эксплуатации;
3.Самые лучшие характеристики продукта;
4.Предварительный подвергая механической обработке и осмотр оборудования;
5.Быстрая доставка
6.Система контроля качества;
7.Обслуживание;
8.Еженедельный отчет и все окончательные отчеты.
|
Apple Vista Limited |
|
|
OEM/Оптовая продажа женское бельёУслуги |
|
|
Политика |
Всем сердцем и душой, вы остались довольны обслуживанием |
|
Сервис |
Чертежи или образцы для обработки/разработанно специально для заказчика)/поо (производство оригинального предоставляемая услуга |
|
Производственный процесс |
Рисунки и rarr; Изготовления пресс-форм и rarr; Сырые литья и rarr; Пескоструйную обработку и rarr; Грубой обработки или финишной обработки и rarr; Поверхностное покрытие и rarr; Продукт проверка и rarr; Упаковка и rarr; доставки |
|
Материал отливки |
Чугун, серого чугуна, ковкого чугуна, углеродистой стали, нержавеющей стали, легированной стали, |
|
Оборудование |
Плавильная печь Центробежный бросание машины покрыла песок для литья под давлением с ЧПУ станки токарные станки с ЧПУ, шлифовальные станки фрезерные станки с ЧПУ сверлильный станок, штамповочные машины лазерный станок для резьбы по дереву |
|
Обработка поверхности |
Термическая обработка, полировка, пескоструйная обработка, окраска, электро-покрытие, химической металлизации, И другие механической обработке. |
|
Осмотр Оборудование |
Инструмент анализа спектра, металлургический анализ, машина для испытания на растяжение компьютерного, измеритель твердости, шероховатость тестер, тестер отклонения, машина для испытания на удар, репроектор, высотометр, микрометр масштаба, тестер давления и т. |
|
Доставка |
Образец отправлена клиенту по воздуху. Большое количество продукции доставляется клиенту по морю от службыШэньчжэнь |
|
Условия оплаты |
T/T заранее, 30% T/T в качестве предоплата и остаток 70% для того, чтобы оплатить перед пересылкой |
Похожие товары
ZALENO “CHROPOWATOCI” ИЗ ВИДА ОБРАБОТКИ – автор Wiesiek Legucki
ZALENO “CHROPOWATOCI” ИЗ ВИДА ПЕРЕРАБОТКИ – автор Wiesiek Legucki Главная страница Знак «шероховатости»
ЗАЛЕНО «ШЕРОХОВАТА» ОТ ВИДА ОБРАБОТКИ
| New | NEW | Old | Traving Boring MillingРазбивка | RA | RZ | RA | RZ | IS0 | TRJKT | – | – – – – –– | 400 | 160012 40012 320 | 1250 | –– | VVVVV | VVVVV | VVVVV | VVVVV | – | – | –200 | 80015 | 16012 – | 16012 – | 160 | 630 – VVVVVVVVVV | ВВВ VVVVV | – | – | – | – | 2100 | 400 | 1 | VVVV | VVVVV | VVV – | VVV – – | – |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 200 | 40 | 16012 | – | – | 100 | 20 | 80015 | 80015 | 33 | VVVVV | VVVVV | VVVVV | VVVVV | –– | – | |||||||||||||
| 12. 5 | 50 | 10 | 40 | ОООООООООООО | ООООООООО | ООО Оооооооооооследний –– | – | |||||||||||||||||||||
| 6.3 | 512 25 | 20N9 | 5 | ОООооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооонный | ООО2 | 12,5 | 2,5 | 10 | N8 | 6 | ооооих | ооооих | ооооих | – | ооооих | VVVVV | – | |||||||||||
| 1,6 | 6,3 | 1,25 5 | N7. | – | ||||||||||||||||||||||||
| 0.8 | 3,2 | 0,63 | 2,5 | N6 | 8 | ………….. | ………….. | – | – | – | OOOOOO | – | 0,4 | 1.6 | 0,32 | 1. 25 | N5 | 9 –– | – | – | – | ………. | ВВВВВ | |||||
| 0.2 | 0,8 | 0,16 | 0,63 | N4 | 10 – – – – – …………..Ввввв | |||||||||||||||||||||||
| 0,1 | 0,4 | 0.08 | 0.32 | N3 | 11 – – – – – –………. …. | |||||||||||||||||||||||
| 0,05 | 0.2 | 0.04 | 0,04 | 0.16 | N2 | 12 | – | – – – – –………….. | ||||||||||||||||||||
| 0.025 | 0,1 | 0.02 | 0.08 | N1 | 13 – – – –– | – | ||||||||||||||||||||||
| 0,012 | 0.05 | 0.01 | 0,04 | – | – | – – – – – – –– | – чернообразные ООООООООО – Отделка||||||||||||||||||||||
Тип обработки | Значение Ra [мкм] для обработки | 90 105|||
точно | обычный (от-до) | грубый (макс.) | 90 105||
Предварительное формирование | литье под давлением | – | 0,8-30 | – | 90 105
нормальное спекание | – | 0,4-1,6 | – | 90 105|
Обработка без потерь | Нажатие | 0,8 | 3,2-12,5 | 25 | 90 105
штамповка | 0,8 | 2,5-12,5 | 25 | 90 105|
экструзия | 0,8 | 3,2-12,5 | 25 | 90 105|
прокатка | 0,025 | 0,06-1,6 | 2 | 90 105|
Удаление механической обработки | сплошное сверление | 1,6 | 6,3-12,5 | 25 | 90 105
дноуглубительные работы | 0,8 | 1,6-6,3 | 12,5 | 90 105|
чистовое растачивание | 0,2 | 0,8-2 | 6,3 | 90 105|
продольное точение | 0,2 | 0,8-12,5 | 50 | 90 105|
торцевая обработка | 0,4 | 1,6-12,5 | 50 | 90 105|
торцевое фрезерование | 0,4 | 1,6-12,5 | 25 | 90 105|
хонингование с коротким ходом | 0,006 | 0,02-0,17 | 0,34 | 90 105|
хонингование с длинным ходом | 0,006 | 0,13-0,65 | 1,6 | 90 105|
работает в | 0,006 | 0,025-0,2 | 0,21 | 90 105|
полировальный круг | – | 0,005-0,035 | 0,05 | 90 105|
шлифовка | 0,012 | 0,2-0,8 | 6,3 | |
Как видно, только отдельные виды обработки позволяют получить очень низкие значения шероховатости поверхности.
На технических чертежах шероховатость поверхности обозначается соответствующим символом. Символы могут отличаться друг от друга — тогда различаются и их значения.
а – параметр поверхности, указанный в мкм, длина элементарного измерительного участка,
б – второе требование качества, в – тип обработки, г – условное обозначение направления следов обработки, д – припуск на обработку в мм
Благодаря символу шероховатости мы также можем определить направление меток обработки (d).Если мы хотим, чтобы поверхность данной детали имела следы механической обработки в заданном направлении – мы можем указать это на техническом чертеже. В таблице ниже показано, как выглядят отдельные символы для обозначения направления меток обработки и их отношения к поверхности.
Стальная поверхность с очень высокой шероховатостью
Примеры обозначения шероховатости на технических чертежах
.
Шероховатость поверхности – Измерительные инструменты
– Выберите –3MABACABRABOROADLERAIRPRESSALBRECHTALLITALOSSALPENALPOSAMBAMFANGERMANANYSHARPAPXARIANAARKO-GUMARTLINEARTPOLAS-SCHWABEATIKAAUTO WELLEAWTOOLSBAHCOBELOHBENNINGBESSEY ERDIBISON S.A.BLACK & DECKERBONDHUSBOSCHBRADASBratek ŚwiątnikiBRUNSCARLTONCEJNCELLFAST CERAMEICHICAGO PNEUMATICCLABERCLEANKRAFTCMT Orange ToolsCOMPACCONDORCRAWTICOCRCCYNEL UnipressDEDRADEWALTDIAMDIAMANTDOLFAMEXDRELDREMELECLIPSE MAGNETICSEFFBEEKAELICOENERGIZEREROGLUESABESSVEEUROBOOREVENTUS к EXACTEvolution Мощность ToolsEXACTEXACT PräzisionswerkzeugeEXPERTEXTOLFACHOWIECFALONTECHFANARFELOFEMIFENESFERAXFISKARSFIXTECFLEXFLEXIPADSFLOFLORALANDFN GLOBFORCEFORMATFORTISFORUMGEDOREGEKOGERDAGERLACHGLOBUSGPPHGRAVUREMGREENWORKS TOOLSGT LineGUHRINGGUIDEHaimer HALDERHD-CUTHELIOS-PREISSERHENGSTLERHERVISA PERLESHEYCOHEYTECHIKOKIHM MACHINERYHOLZKRAFTHOLZSTARHONITONHULTAFORSHYUNDAIIBTIDEAL PROFESSIONALIDEALGASIREGAIRWINISCARJANGOJOBI PROFIJOBIextraJOEST ABRASIVESJOKARIJonneswayJUCOKÄFERKAINDLKAMMARKARCHERKARNASCHKARNBORRKEFKEMMLE RKETERKING TONYKIRSCHENKLINGSPORKNIPEXKOMETKönner & SöhnenKREGKRETZERKROEPLINKUKKOKUŹNIA SułkowiceKWAZARL. BRADORLAVORLEATHERMANLEMIGOLIMITLINCOLN ELECTRICLOC-LINELUNALUTPOLLUTRONM.K. MORSEMACOLAEPPMAGNUMMAKITAMALWAMAR-POLMARELDMASTERMASTERGRILLMEDIDMEGATECMENZERMESTOMETALKASMETALLKRAFTMIB MESSZEUGEMILWAUKEEMINIBATTMitsubishi MaterialsMITUTOYOMOMENTOMONTEROMONTOLITMORAMPSMULLERNACNAREXNEXUSNIVEL SYSTEMNOGANORBARNORTONNOVUSNUTOOLNWSOLEO-MACOPTIMUM – MaszynyPAFANAPAINTOPARATPATROLPAULMANNPEDDINGHAUSPFERDPica-MarkerPICARDPICUSPIHERPLANOPOLIXPORTWESTPREMIUM TOOLSPRESSOLPROPROMAPROMOTECHPROSKITPROSPERPLASTPROTECOPROXXONPS LIFTQUICKRAACORAMIA WORKBENCH RAMPRAPIDREBIRRECORD POWERREMSRENNSTEIGRIDGIDROCKFORCERöhmROOKSROTABROACHRUBIRUKORYOBISAITSAMOA-HALLBAUERSATASCALA SCANGRIPSCHEPPACHSCHWEISSKRAFTSHINWASILVERSOLASPAWMETSTABILASTACOSTANLEYSTANLEY BOSTITCHSTARMIXSTEINELSTHORSTUBAISYLVACSZCZOTPOLTAJIMATARPOLTEKNEL TELWINTENGTOOLSTERRAXTESATESTOTHOR HAMMERTOPCONTOPEXTORMEKTORQUELEADERTOYATRUMPFTRUSENSTSCHORNTURNUSTYSWELDUNICRAFTURSUSVICTUSVIKINGVIRUTEXVOELKELVOLTENOVOREL WALMERWALTER KompressortechnikWALTON COMPANYWD-40WEICONWELDMANWERAWIHAWINBAGWOLFCRAFTWORKSITEXENOXYATOYG-1YO КОТАЗЕКЛЕРЦЕЙСЦИРКОНЗПС-ФН
Подготовка поверхности конструкций из нержавеющей стали
Можно ли потребовать от подрядчика подготовить поверхность конструкции из нержавеющей стали (в частности, DUPLEX) в соответствии с PN-ISO 8501, или этот стандарт распространяется только на углеродистые стали? По какой классификации можно оценить подготовку поверхности такой стали?
Нержавеющие стали не требуют особой подготовки поверхности, как в случае с углеродистыми сталями.Общая рекомендация для нержавеющих сталей требует, чтобы на поверхности не было масла, жира, грязи и других посторонних материалов, что может быть достигнуто химическими методами очистки поверхности с использованием специальных (не содержащих хлоридов) химикатов. Подготовка поверхности из нержавеющей стали всегда зависит от последующего воздействия конкретной рабочей среды. Для более жестких коррозионных условий требуется более тщательная подготовка поверхности. Для подложек из нержавеющей стали, включая дуплексные стали, рекомендации ISO 8501-1 и им подобные неприменимы, поскольку их поверхность не покрыта прокатной окалиной или ржавчиной, как поверхность углеродистых сталей.
При нанесении лакокрасочного покрытия на поверхность из нержавеющей стали рекомендуется, чтобы оно было достаточно шероховатым, что облегчает адгезию краски к основанию. При нанесении лакокрасочных покрытий основная обработка поверхности заключается в обезжиривании и последующем обеспечении шероховатости поверхности, например, на уровне Ra = 25-45 мкм, что облегчает адгезию лакокрасочных покрытий. При порошковом покрытии иногда необходимо отшлифовать поверхность и, как правило, перед нанесением покрытия погрузить в фосфат железа для лучшей адгезии к подложке.
Стандартная обработка поверхности нержавеющих сталей требует соответствующей очистки после производственного процесса (формование, сварка). Послесварочная очистка может выполняться различными способами, отдельно или в комбинации, например, щеткой, абразивоструйной очисткой, шлифованием, травлением и электрополировкой. Это следует непосредственно из рекомендаций EN 1011-3 [1].
Комбинированные процессы травления и пассивации поверхности часто выполняются для компонентов, подвергающихся агрессивной рабочей среде, или для получения максимальной коррозионной стойкости на поверхности из нержавеющей стали. Процесс травления растворяет все загрязнения от частиц железа на поверхности и окисленных участках вблизи сварных швов, а процесс пассивации восстанавливает прочный и однородный пассивный слой на всей поверхности. Травление может происходить как для всего элемента, так и локально в области сварных соединений. После этих этапов химической обработки поверхность нержавеющей стали приобретает оптимальную коррозионную стойкость ускоренным образом.
Типичная процедура очистки поверхности из нержавеющей стали перед окончательным вводом в эксплуатацию для наиболее распространенной поверхности типа 2B состоит из ополаскивания водой для удаления незакрепленных частиц с последующим промыванием водой с мылом; моющее средство или 5% аммиак, при необходимости можно использовать мягкую щетку с длинными волокнами.Следующим шагом будет тщательное промывание чистой водой. При необходимости загрязнения удаляются струей воды. Все используемые материалы и щетки не должны содержать и вызывать загрязнение хлоридами [2].
Литература
[1]. PN-EN 1011-3: 2002, Сварка. Руководство по сварке металлов. Часть 3. Дуговая сварка нержавеющих сталей
[2]. Сборка и установка компонентов из нержавеющей стали, Строительная серия, Книга 10, Euro-Inox 2006, www.stalenierdzewne.номер
[3]. Практические рекомендации по изготовлению дуплексной нержавеющей стали, IMOA 2009, www
.[PDF] Структура технологического процесса – Скачать PDF бесплатно
Скачать Структура технологического процесса…
Проектирование в CAD/CAM системах и программирование станков с ЧПУПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
dr inż. Tadeusz Rudaś Institute of Machine Technology PW
Технологический процесс – основная часть производственного процесса, включающая действия, направленные на получение желаемых форм, размеров и свойств рабочих объектов или определение взаимного положения деталей или узлов в изделии.Конечное состояние рабочей задания
Первоначальное состояние рабочей задания
Дизайн технологических процессов
2
Технологическая операция
S0
S1
S2
Эксплуатация 10
. ..
SK
операция
3
технологическая операция – часть технологического процесса, выполняемая на одном рабочем месте на одном изделии (или группе изделий) без перерывов на другую работу технологическая обработка – часть технологической операции, выполняемая с использованием тех же технологических средств и с неизменным параметры обработки, установка и закрепление
переходная часть процедуры, при которой снимается один слой материала
Проектирование технологических процессов
4
Организация работ, связанных с проектированием технологического процесса анализ исходных данных (конструкторских и технологических)
2)
выбор полуфабриката, способа его изготовления, определение припусков на механическую обработку
3)
определение исходного плана работ
4)
выбор базовой механической обработки
5)
разработка технологических операций:
выбор технологических средств (станков и вспомогательных приспособлений)
определение припусков на механическую обработку и размеров
0 3 количество и последовательность проходов
выбор параметров обработки
определение нормы времени на отдельные операции, количество станков и рабочих, необходимых для осуществления процесса
7)
экономический анализ технологического процесса
8)
окончательная подготовка плана работ
9)
подготовка технологической документации Проектирование технологических процессов
5
В прокат
а
A
1-й проход
30
Поворот
b
Поворот до разм. B
2-й проход
…
…………………………..
c
Рулон на размер . С
………………….
…
……. …………
Термообработка Инвестиционные возможности Сроки запуска прод. Материал заготовки Парк маш. и устройство Качество изготовления приборов. специальный персонал
Фасонная обработка.
Производственная программа …
………………………………
…
…. ………………………..
…
…………….. ………….
Самонаводящаяся машина
Термическая обработка
Отделка
Вход
Уровень цен
…
………………………..
…
………………………..
…
…………………………
Инструменты
Обычный
Прил. и Холдер.
специализированный
Инструмент. измерительный
специальный
тпз + т. е. орган. механообработка Затраты на персонал Рентабельность
Готовая деталь
Проектирование технологических процессов
6
парам. обработка
20
шероховатость
Фрезерование и сверление
допуски
Тех.- стюард.
10
размеры
Строительный чертеж
Черновая обработка
Материалы, полуфабрикаты
Анализ конструктивных особенностей анализ функции поверхности анализ размеров
анализ допусков, допусков, технологической точности стандартизация, унификация, типизация деталей и узлов правильный выбор материалов, проектирование полуфабрикатов и определение способов их выполнения снижение трудозатрат и затрат на обработку Проектирование технологических процессов
7
особенность
виды производственной единицы
серийный
массовый
повторяемость во времени
нет
серия изделий через заданные промежутки времени
постоянное производство конкретного изделия
количество операций, выполняемых на рабочем месте
тыс. количество до десятка или около того
один
машины и технологические устройства
общего назначения
общего назначения, специализированные и специальные
преимущественно специальные
вспомогательные средства мастерские
универсальные (каталожные)
3
0,3 преимущественно универсальные
3
0,3 установка
в основном специальная установка
станки
группировка по типам станков
пазы частично по операциям
по операциям (гнезда или линии)
заготовки
металлургические материалы вырезанные, профили из листового металла выжигатель, значительные припуски на механическую обработку Проектирование технологических процессов
точная форма заготовки, аналогичная готовой детали
8
особенность
виды выпускаемой продукции
серийный
масса
расход материалов и полуфабрикатов
3 работа
3 распределительное устройство – распределительное устройство рабочей станции 9000 2 квалификации рабочих
высокая
разная, значительный процент обученных рабочих
низкопроизводительные рабочие, высоконаладчики и вспомогательные службы
доля ручного труда
большая (особенно сборка, маршрутизация, подборка)
ограниченная до необходимой минимум
закон о полном исключении ручного труда
технологическая документация
рабочий чертеж и технологическая карта (руководство)
технологическая карта, инструкции основных операций
очень подробная
от АРМ к АРМ (без межоперационных складов)
Проектирование технологических процессов
9
Определение операционного плана
Структура технологического процесса – особый порядок определения последовательности операций Стадии обработки: I.
черновая обработка – задача: удалить весь лишний материал, незначительное повышение точности
II.
формообразующая обработка – задача: придание объекту размеров и формы
III.
отделка – задача: получение высокой точности или (i) качества поверхностного слоя
IV.
прецизионная или поверхностная обработка (при необходимости)
Проектирование технологических процессов
10
Определение операционного плана Предпосылки разделения технологического процесса на этапы обработки: отсюда значительные погрешности из-за деформации системы ОУПН, изменения свойств поверхностного слоя после снятия наружного слоя материала интенсивно снимаются внутренние напряжения, что приводит к деформации ПО возможность выбора наиболее подходящих станков (для черновой обработки, менее точных, высокомощных, более изношенных станков) возможность рационального использования квалификации рабочих (черновая – более низкая квалификация)
Проектирование технологических процессов
11
Структура технологического процесса степени обработки
точность и шероховатость (ориентировочные)
подготовка баз обработки
обработка основных поверхностей
I
до IT12 до Ra = 25
обработка базовых поверхностей для последующих операций
черновая обработка основных поверхностей
II
IT9 – IT11 Ra = 3. 2-12.5
если они стали менее точными, например, после ОС
обработка базовых поверхностей
III
IT5 – IT8 Ra = 1,6 или меньше Первичные (функциональные) поверхности
дизайн технологических процессов
вторичная обработка вторичной поверхности
KT
oC
*
OC
*
*
вторичная обработка поверхности
*
*
*
*
Спорадически
, Multi-Folding 0, многозаходное шлифование окончательное*
12
Структура технологического процесса
рев.над фасонных: зубья, шлицы, центрирование осевых отверстий
степень обработки
точность и шероховатость (ориентировочная)
подготовка баз обработки
обработка базовых поверхностей
I
до IT12 до Ra = 20
3, обработка других основ для резки обработка торцов, выполнение центровых отверстий
токарная обработка, черновая обработка поверхностей, сверление базовых глубоких отверстий
II
ИТ9 – ИТ11 Ra = 2,5-10
если стало менее точным исправление отверстий , если напримерпосле ломки ОК подвергались
механообработке, точению, формовке, поверхностному базовому шлифованию, в т. ч. «Шейки»
Механическая обработка малого диаметра Отверстия, вторичная резьба, канавки
Чистовая механическая обработка черновое шлифование и чистовая обработка поверхности. над основной внешний и внутренний (функциональные)
спорадические эпизодические (притирка (притирка шлицев, резьбовых шлиц) в, резьбы)
III
ИТ5 – ИТ8 Ra = 1.6 или менее
если был ОЦ, исправление при необходимости, ручки с большими центрами после обработки определения термической точности
Проектирование технологических процессов
вторичная обработка поверхности
КТ
ОС
*
*
*
* ha rtta
KT last atheat
*
паз
13
При каждой операции и процедуре объект должен занимать строго определенное положение.Этими вопросами занимается теория самонаведения.
самонаведение – придание заготовке определенного положения, необходимого для выполнения технологической операции путем принятия необходимого числа степеней свободы монтаж – приложение сил и моментов сил к заготовке для обеспечения устойчивости (неизменности) ее положения при выполнении заданная база технологической операции – поверхность, линия или точка рабочего объекта, относительно которой непосредственно определяется положение рассматриваемой другой точки, линии или поверхности Проектирование технологических процессов
14
Z
твердое тело
B
CA
YX
Проектирование технологических процессов
15
сколько степеней свободы нужно убрать?
Технологическая схема
16
Сколько степеней свободы вы должны взять?
Проектирование технологических процессов
170003
базы
170003
Bases
Строительство
Производство
Подходящие
Substitute
Technological
Ассамблеи
Контакты Главная
Контроль
Обработка
Technological
18
Контактная база – обрабатывающая база, которая входит в контакт с соответствующими элементами станка, державки или наладки инструмента – возврат в исходное положение, заключающийся в контакте контактных оснований заготовки с соответствующими элементами державки или станка (элементами наладки) наладки – отвода все шаги от свободы заготовки. Наладка включает фиксацию заготовки и контактирование ее с упорными элементами патрона
Проектирование технологических процессов
19
установка базы – обрабатывающая база, положение которой задается по отношению к соответствующим элементам станка, патрона или инструмент
Проектирование технологических процессов
20
совмещенная база – обрабатывающая база, когда при одном и том же положении заготовки по отношению к соответствующим элементам станка или держателя выполняются как база, так и рассматриваемая поверхность так, чтобы их взаимное положение зависело только от положения выполняющих их инструментов
Проектирование технологических процессов
21
обозначения фиксирующих и скрепляющих элементов
наименование элемента
обозначение вид сбоку
вид сверху
вид снизу
фиксированная опора подвижная опора регулируемая опора опора саморегулирующаяся маятниковая опора двойная спаренная опора Проектирование технологических процессов
22
маркировка лепестков, ручек, поводков внешний клык, обращенный в сторону от объекта означает
вращающийся клык
объект, направленный лезвием, означает внешний клык, объект, направленный лезвием, означает внутренний клык
самоустанавливающийся клык
маркировка с лезвием, направленным к объекту, означает наружный клык с лезвием объекта, направленным к внутреннему клыку
привод фиксированный
токарно-шлифовальный станок, прямой, крюк, рама
самозажимной привод, передний привод
метка на цилиндрической поверхности – самозажимная отвертка метка на передняя поверхность – передний водитель Проектирование технологических процессов
23
обозначения захватов, штифтов, втулок наименование захватов захватов с элементами фиксации крепежных элементов.
фиксированный штифт, сплошной штифт, фиксированная втулка,
каталожный номер
n
n
γ n γ
пояснения n – количество кулачков патрона круг вокруг числа кулачков – точеные или шлифованные кулачки γ – тип патрона привод (P – пневматический, H – гидравлический, E – электрический) маркировка на внешней поверхности объекта – цанговая маркировка на внутренней поверхности объекта – распорный штифт (эластичный, выдвижной)
маркировка на внешней поверхности объекта – неподвижная гильза, нанесенная на внутреннюю поверхность объекта (отверстие) – неподвижный штифт, сплошной штифт
Проектирование технологических процессов
24
наименование
обозначение
магнитный держатель
обозначение наименование элемента
вид сбоку, спереди сзади
вид сверху
вид снизу
давление
Дизайн пр технологические процессы
25
формы рабочих поверхностей опор и зажимов форма
обозначение
примеры
плоские сферические цилиндрические конические призмы
пазовые, резьбовые, шлицевые проектирование технологических процессов
26
B = f (A1, A2,…, An) n
B
TB = Σ Ai TAi i = 1
x1
15 ± 0. 05 = 40-0,05 – X x2
Для параллельных цепей n
TB = Σ TAi i = 1
Технологическая схема
27
x1
20 – 5 X-0,05 = 40
x = 25
0,05 = 0 – x2
x2 = -0,05
-0,05
-0,05 = -0,05 – x1
x1 = 0
x1
15 ± 0,05 = 40-0,1 – xx2 15 = 40 – Х
Х = 25
0,05 = 0 – х2
х2 = -0,05
-0,05 = -0.1 – х1
х1 = -0,05
Проектирование технологических процессов
28
применение норм рабочего времени: изделие
нормальные условия труда:
правильный выбор станка и его приспособлений соответствие свойств обрабатываемого материала требованиям чертежа правильный размер припусков на обработку использование наиболее удобных способов обработки соответствующая квалификация рабочего для данной работы правильная организация труда и эксплуатация рабочего места Проектирование технологических процессов
29
норма времени t
t = tpz/n + tg + tp + to + tf t = tpz/n + (TG + TP) (1 + KU)
TPZ
IE
TW
TG
TP
TU
TP
до
ТОО
TF
TOT
tfo
Проектирование технологических процессов
tfn
30
Расчет основного времени
tg = (l + ld + lw) / (f n) ld = d ctgκr / 2 + (0. 5-2) мм
аэ
lw = 0,5–3 мм
ld =
аэ (d – ае) + (1-2) мм
lw = (2-5) мм
Проектирование технологических процессов
31
Программирование обработки – CAD/CAM
В отчетах, формируемых программами CAD/CAM, присутствует время обработки, содержащее основное время и те составляющие вспомогательного времени, которые выполняются станком автоматически
Проектирование технологических процессов
32
Расчет затрат для целей сравнения процессов Kw = M + ΣRzi + B + Ks + ΣKutji + Kog Kw – себестоимость продукции M – стоимость прямых материалов на 1 шт.
n – количество операций, составляющих технологический процесс Rzi – прямые затраты труда на 1 изделие в операции и B – потери, вызванные недостачей
Ks – затраты на подготовку производства Ku – стоимость рабочего места в час tji – единица времени работы эксплуатации и Ког – накладные расходы Проектирование технологических процессов
33
Ку = КН + Кн + Кр + Км +
Ка + Кб + Кст + Ке + Кс + Кр + Квд ч
КН – износ инструмента за 1 час работы работы
Кст – стоимость оборудования рабочего места (в год)
Кн – стоимость вождения станка за 1 час работы
Кэ – стоимость освещения (в год)
Кр – стоимость ремонта за 1 час работы
Кс – стоимость отопления (энергии тепла) в течение года
Км – стоимость вспомогательных материалов и обслуживания за 1 час работы
Кп – стоимость эксплуатации вспомогательных средств мастерской (без инструментов) в течение года
Ка – стоимость утра
Квд – прочие ведомственные расходы ежегодно
Кб – затраты на амортизацию здания
ч – количество часов работы данной должности в течение года
Проектирование технологических процессов
34
Расчет выбранные компоненты затрат
Rz = (tjS0 + tpzSu) №So – почасовая ставка рабочего – оператора
Su – почасовая ставка поселенца № – трудовые доплаты (страховые, премии, премии, отпуска, надбавки, соцфонд)
Ks = tTCT + KPWI + KNI tT – время работы проектирование технологического процесса и разработка программ обработки для станков с числовым программным управлением CT – удельная стоимость работ технологического бюро KPWI – инвестиционная стоимость приспособлений и специальных держателей KNI – инвестиционная стоимость инструмента
Проектирование технологических процессов
35
Стоимость инструменты – однородные инструменты
KN = (Knp + nosKns ) tgi / [T (нос + 1) tji] Knp – стоимость нового инструмента
носик – количество заточек
Kns – стоимость одной заточки T – экономический период ресурса лезвия в часах tgi – основное время
tji – единица времени
Стоимость инструмента – складные инструменты
KN = (Knp + mk KPS) tgi / [T mk tji] Knp – стоимость нового инструмента
носик – количество заточек
КПС – стоимость комплекта режущих пластин
к – количество лезвий в режущей пластине
м – количество комплектов режущих пластин, используемых в течение срока службы инструмента Проектирование технологических процессов
36
Себестоимость продукции (годовая) K = Ks + nKz Ks – постоянные затраты (независящие от объема производства) Kz – переменные затраты (зависящие от объема производства) N – объем производства
Себестоимость единицы продукции (собственная себестоимость ) Kw = Kz + Ks / n
Проектирование технологических процессов
37
Сравнение вариантов процессов
Проектирование технологических процессов
38
Достигаемые допуски, мм
9 0-05 Диапазон размеров, мм003 0. 005
0.008
0,013
0,013
0,02
0,031
0,051
0,08
15-25
15-25
0,004
0.0065
0,01
0,01
0,03
0,1
25-38
0,005
0.008
0,013
0,02
0,031
0,051
0,08
0,13
38-70
0.0065
0,01
0,015
0,025
0,038
0,064
0,1
0,15
70-115
0,008
0,013
0,02
0.2
115-200
115-200
0,01
0,015
0,025
0,038
0,064
0,064
0,1
0,15
0,25
200-350
0.013
0,02 0,0310,051
0,08 0,13 0,2
0,3 350-500
0,0150,025
0,038
0,064 0,064 0,064
0,064 0,38
3
4
4
5-6
7
7
7
8
9 20002 8
9
9
10
11
11
Придиращение и затопление, оборот алмаза, сверление, поворота, расторжение, фрезерование,
сверление R. Bakerijan: инструмент и изготовление инженерного руководства, VO. VI, Глава 11, 1992
Процесс дизайн
39
Поворотное сверление Фрезерное сверление Развертывание, вытягивая алмазные токарные / расточные тонкие пленники и шлифование 6,4
3.2
1.6
0,80,4
0,2
0,1
0,05
по Р. Бакериджану: Справочник инженера по инструменту и производству, Том.VI, глава 11, 1992
Проектирование технологических процессов
40
технологическая документация – совокупность документов, содержащих сведения, необходимые для осуществления технологического процесса основные документы: технологическая карта технологическая инструкция программа технологической обработки (ЧПУ) карта нормирования рабочего времени
перечень вспомогательных средств карта нормирования материалов Проектирование технологических процессов
41
технологическая карта (распространяется на весь технологический процесс)
Проектирование технологических процессов
42
инструкция по технологической операции )
Проектирование технологических процессов
43
технологическая инструкция (схема обработки)
Проектирование технологических процессов
44
Использование программы SolidWorks для создания графической технологической документации ej
Проектирование технологических процессов
45
Автоматизация проектирования технологических процессов Вариантный метод вытекает из идеи типизации технологических процессов. Он заключается в том, чтобы найти процесс с наибольшим технологическим сходством и после внесения необходимых поправок получить новый процесс. Методы реализации: •
проектирование на основе набора отдельных процессов
•
проектирование на основе типовых процессов
•
проектирование с учетом групповой технологии (часто для существующих процессов)
Метод генерации – на основе идеи Функции. Процесс создается на основе синтеза элементарных процессов (процессов механической обработки отдельных поверхностей детали).
Проектирование технологических процессов
46
База данных технологических процессов
Проектирование технологических процессов
47
.Измерение шероховатости поверхности
Служба измерения шероховатости поверхности| Шероховатость Ra | Rz шероховатость | Классы шероховатости | Таблица шероховатости |
Выполняем измерения шероховатости поверхности Ra/Rz/другие параметры шероховатости объекты, приборы, образцы:
- В помещении нашей лаборатории (образец может быть отправлен в лабораторию курьером или доставлен лично),
- Выезд на объект заказчика (в согласованный день лицо, производящее замер, прибывает в указанное место и производит замер).
Шероховатость измеряем контактным методом в соответствии с EN ISO 4287 и EN ISO 4288 для объектов из стали , металла и пластика с ожидаемой шероховатостью поверхности в диапазоне Ra 0,1 – 300 мкм .
Испытываем плоские поверхности (например, столешницы, отделочные материалы, прижимные плиты испытательных машин), внутренние цилиндрические поверхности (например, внутренние поверхности резервуаров и трубопроводов) с минимальным диаметром 30 мм, наружные цилиндрические поверхности , отверстия с минимальным диаметром 10 мм (глубиной до 17 мм).
Измеренный профиль шероховатости может быть преобразован в параметры шероховатости Ra, Rz или один из многих других параметров, описывающих состояние тестируемой поверхности:
- DIN/ISO: Ra, Rq, Rz, Rmax, Rt, Rp, Rvk, Rpk, Rk, Mr1, Mr2, A1, A2, Vo, R3z, RPc, Rmr, RSm, Rsk, CR, CF, CL, Р, АР, Ркс,
- JIS: Ra, Rq, Ry (эквивалент Rz), RzJIS, tp (эквивалент Rmr), RSm, S,
- ASME: Rp, Rpm, RPc, Rsk, tp (эквивалентно Rmr),
- МОТИВ: R, AR, Rx, CR, CF, CL.
Основные условия измерения:
- Шероховатость поверхности, проверенная контактным методом (профилометрическое измерение с башмаком; радиус кончика лезвия 2 мкм),
- Максимальная длина сегмента отображения: 17,5 мм,
- Расширенная неопределенность для шероховатости Ra, Rz и Rmax: 5 %.
Калиброванное устройство для измерения шероховатости и действующий эталон шероховатости
Шероховатость поверхности проверяется калиброванным переносным измерителем шероховатости (профилометром), соответствующим требованиям DIN EN 3274, и проверяется до и после каждой серии измерений эталоном шероховатости с действующим сертификатом калибровки.
Прибор для измерения шероховатости откалиброван по эталону с номинальным значением параметров: Ra = 0,96 мкм; Rz = 3,01 мкм; Rmax = 3,01 мкм; Pt = 12,0 мкм.
Для плановых проверок правильности измерения шероховатости до и после применения профилометра используем геометрический образец с номинальными значениями: Ra = 3,03 мкм; Rz = 9,55 мкм; RSm = 99,99 мкм.
Мы позаботимся о деталях и формальных вопросах
Мы знаем, что измерение и отчет об измерении шероховатости должны соответствовать ряду формальных требований, от которых может зависеть пользователь результатов, в частности, в фармацевтической, косметической и автомобильной промышленности.Лицо, выполняющее измерения, имеет многолетний опыт выполнения измерений шероховатости и других физико-химических испытаний, разработки приемочных испытаний устройств (FAT/SAT/IQ/OQ/PQ), проведения проектов по квалификации и валидации (фармацевтическая промышленность). Описание условий измерения и отчет об измерении соответствуют требованиям документации GMP в фармацевтической промышленности (глава 4. Документация Постановления министра здравоохранения о требованиях надлежащей производственной практики) и системной документации в автомобильной промышленности:
- Несанкционированное вмешательство в настройки прибора и результаты измерений (защита паролем),
- Прямое сравнение результата измерения с ранее принятым критерием приемлемости (критерии приемлемости заносятся в память измерительного прибора перед началом измерения),
- Однозначная идентификация объекта контроля и его связь с результатом измерения (отсутствие возможности ошибочного/преднамеренного изменения наименования образца после проведения измерения).
Мы работаем в соответствии с текущими стандартами, но также совместно создаем новые стандарты
Научно-техническое бюро SIGMA является членом Технического комитета № 15 (Машинно-технический отдел) Польского комитета по стандартизации. Мы высказываем мнения о предлагаемых изменениях и совместно создаем новые редакции польских и европейских стандартов, а также работаем над продвижением стандартизации.
Шероховатость поверхности – определения, таблицы, критерии приемлемости Параметры шероховатости поверхности
Шероховатость поверхности – это несоответствие или отклонение от профиля, принятого на чертеже.Оценка шероховатости поверхности, в отличие от оценки волнистости поверхности, производится на коротких участках – так называемых Элементарные участки длиной от 0,08 мм до 8 мм (определяются на основании стандарта в зависимости от уровня шероховатости поверхности). Шероховатость поверхности чаще всего выражается двумя параметрами – Ra или Rz , при этом для полного описания состояния поверхности можно использовать ряд других параметров шероховатости (см. таблицу ниже).
Фактическая поверхность — это поверхность, ограничивающая материал и отделяющая его от окружающей среды (стандарт EN ISO4287). Одним из наиболее часто используемых методов измерения шероховатости поверхности является метод с использованием контактных приборов. Контактное устройство обеспечивает двухмерное представление поверхностей. Картографический нож, ориентированный перпендикулярно измеряемой поверхности, перемещается по поверхности с постоянной скоростью (EN ISO 3274). Сопоставленный профиль представляет собой реальный профиль поверхности, записанный с помощью контактного устройства. Сопоставленный профиль состоит из отклонений формы, волнистости и шероховатости (EN ISO 3274 и DIN 4760). Сопоставленный профиль используется для определения основного профиля (P-профиля). Первичный профиль рассчитывается после исключения номинальной формы, указанной на рисунке, путем применения аппроксимации методом наименьших квадратов и после исключения ультракоротковолновых компонентов (для улучшения сопоставимости) с использованием фильтра профиля λs (EN ISO 3274).
Рис. 1 Первичный профиль и средняя линия после применения λs-фильтра длина волны среза фильтра λc, получается профиль шероховатости .
Рис. 2 Профиль шероховатости и средняя линия после применения фильтра λc
Параметры, полученные из профиля шероховатости, отмечены буквой R (например,Ra, Rz) и касаются элементарного сегмента LH. Длина выборки Lr является эталоном для расчета параметра шероховатости. Длина элементарного сегмента lr равна длине волны λc-фильтра (отсечки) и стандартизирована в PN-ISO 4288-1998. Параметры шероховатости поверхности определяются для данного элементарного участка, а окончательно усредняются (согласно стандарту) из пяти lr элементарных участков в пределах так называемого измерительная секция ln .
Также стоит пояснить взаимосвязь между расстоянием измерения и расстоянием перемещения lt (другими словами, расстоянием перемещения иглы). Расстояние перемещения — это общая длина перемещения картографического лезвия при получении картографического профиля. Это сумма перебега, измерительного сечения ln и перебега.
Ra – среднее арифметическое ординат профиля . Ra — среднее арифметическое абсолютных значений ординат внутри сегмента выборки.
Параметр шероховатости поверхности Ra можно рассчитать по следующей формуле:
Шероховатость Ra слабо реагирует и имеет локальные изменения, поэтому значение параметра Ra не дает четкого представления о состоянии поверхности. Однако по этой причине для описания состояния поверхности все чаще выбирают параметр шероховатости Rz.
Rzi – единичная высота профиля шероховатости . Rzi — расстояние по вертикали между самой высокой отметкой профиля и самым нижним углублением профиля внутри сегмента отбора проб.
Среднее значение высоты профиля шероховатости Rz представляет собой среднее арифметическое отдельных высот профиля шероховатости Rzi из последовательных элементарных сечений (DIN 4768: 1990).Стоит отметить, что высота шероховатости по 10 баллам Rz и параметр с символом Ry из ISO 4287:1994 изъяты.
Определение параметра Rzi:
Шероховатость Rz рассчитывается по следующей формуле:
Параметр Rz полезен для большинства оценок поверхности.
Параметры шероховатости (таблица)Обозначение параметра шероховатости | Наименование параметра шероховатости | Стандарт по | ||
Ра | Среднее арифметическое ординат профиля шероховатости. | DIN EN ISO 4287: 1998 | ||
Рз | Максимальная высота профиля шероховатости.Сумма высоты наибольшей отметки профиля Zp и глубины наименьшего углубления профиля Zv внутри сегмента отбора проб. В расчетных процедурах Rz обычно усредняют по пяти значениям в элементарных интервалах, составляющих длину измерения. Наиболее часто используемый параметр шероховатости. Используется, среди прочего где большое значение имеет визуальная эстетика поверхности (человек «видит» Rz, а не Ra поверхности). | DIN EN ISO 4287: 1998 | ||
Рзи (JIS) | Максимальная высота профиля. | JIS B 0601: 1994 и 1982 | ||
Rmax | Максимальная высота шероховатости. Наибольшее значение Rzi среди пяти значений элементарных длин lri, составляющих измеряемую длину ln.Это полезно для поверхностей, где из-за характера работы важны локальные изменения, например, герметизация. | DIN 4768: 1990 | ||
Рт | Rt – общая высота профиля. Сумма высоты наибольшей отметки профиля Zp и наибольшей глубины углубления профиля Zv внутри измерительного сечения ln. Таким образом, самое высокое и самое низкое значение могут быть расположены в одном и том же или в разных элементарных сегментах.Параметр шероховатости Rt иногда используется для описания глубины царапин на оцениваемой поверхности. | DIN EN ISO 4287: 1998 | ||
рупий | Высота наибольшей отметки профиля шероховатости внутри длины выборки. Параметр часто используется для описания поверхностного износа и трения. Сумма Rp + Rv представляет собой наибольшую высоту профиля Rzi в пределах длины выборки. | DIN EN ISO 4287: 1998 | ||
Об/мин (ASME) | Согласно ASME среднее значение Rp (среднее значение, рассчитанное по расстоянию) обозначается как Rpm. | АСМЭ Б46 | ||
Рв | Высота самого нижнего углубления профиля.Это глубина наименьшего углубления в профиле шероховатости внутри сегмента выборки. Обозначение Rv заменяет использовавшееся ранее обозначение Rm. Параметр часто используется для описания поверхностного износа и трения. | DIN EN ISO 4287: 1998 | ||
РМР | Доля материала профиля.Отношение длины материала элементов профиля на заданном уровне с (в мкм) к измерительному сечению ln. Этот параметр полезен для направляющих поверхностей и для плотности поверхностей скольжения. | DIN EN ISO 4287: 1998 | ||
РСМ | Средняя ширина пазов профильных элементов.Среднее значение ширины элементов профиля Xs внутри длины выборки. Элемент профиля состоит из возвышения профиля и примыкающего к нему углубления профиля. Rsm заменяет ранее использовавшееся обозначение Ar. | DIN EN ISO 4287: 1998 | ||
Запрос | Среднеквадратичное значение ординат профиля шероховатости. | DIN EN ISO 4287: 1998 | ||
Рк | Высота шероховатости ядра. Является высотой средней области кривой доли материала. Профиль создается с использованием специальной техники фильтрации, которая сводит к минимуму искажения профиля, вызванные глубокими профилями плато.Линия линеаризации делит кривую доли материала на три области, где параметры шероховатости рассчитываются в соответствии с EN ISO 13562-2. | DIN EN ISO 13565-2: 1998 | ||
РПК | Уменьшенная высота холма Rpk. Это средняя высота пиков над профилем ядра шероховатости.Профиль создается с использованием специальной техники фильтрации, которая сводит к минимуму искажения профиля, вызванные глубокими профилями плато. | DIN EN ISO 13565-2: 1998 | ||
Рвк | Уменьшенная глубина приямка Рвк.Это средняя глубина углублений, выступающих над профилем ядра шероховатости. Профиль создается с использованием специальной техники фильтрации, которая сводит к минимуму искажения профиля, вызванные глубокими профилями плато. Линия линеаризации делит кривую доли материала на три области, где параметры шероховатости рассчитываются в соответствии с EN ISO 13562-2. | DIN EN ISO 13565-2: 1998 |
Параметры шероховатости обычно определяются по стандартам ISO (DIN), JIS, ANSI/ASME и MOTIF.Записанный профиль шероховатости фильтруется фильтром Ls в соответствии с DIN EN ISO 3274. При измерении в соответствии с ISO (DIN), JIS и ANSI/ASME автоматически используются профильные фильтры в соответствии с DIN EN ISO 16610-21. Если условия измерения шероховатости не позволяют использовать стандартизированные условия измерения или если заказчик ожидает нестандартных настроек параметров измерения (в частности, длины выборки, длины измерения, длины отображения), в методике измерения могут быть изменены многие параметры измерения :
- Параметры реперной линии и линии реза (для определения доли материала Рмр или тп) ,
- Симметричные или асимметричные уровни резки для определения количества вершин RPc и средней ширины элементов профиля RSm,
- Операторы А и В для анализа согласно MOTIF,
- Линия реза для ширины зоны CR , CF , CL .
Шероховатость поверхности – столы
Таблица соотношения шероховатости Ra и Rz, классов шероховатости
Устаревший стандарт PN-58/M-04252 (замененный на PN-EN ISO 1302:2004) выделял 14 классов шероховатости (см. : Таблица 1). Диапазон шероховатости Ra или Rz соответствует каждому классу шероховатости. Понятие классов шероховатости можно найти только в более старых публикациях.Анализируя значения в таблице, можно сделать вывод, что для данного класса шероховатости параметр Ra примерно в четыре раза меньше параметра Rz. Это связано с «уплощением» истинной высоты шероховатости из-за способа расчета параметра шероховатости Ra.
Класс шероховатости | Шероховатость Ra [ мкм м] | Шероховатость Rz [ мкм м] | Тип обработки |
1 | 80 | 320 | Черновая обработка |
2 | 40 | 160 | Черновая обработка |
3 | 20 | 80 | Чистовая обработка |
4 | 10 | 40 | Чистовая обработка |
5 | 5 | 20 | Чистовая обработка |
6 | 2. | 10 | Чистовая обработка |
7 | 1,25 | 6,3 | Грубое шлифование |
8 | 0,63 | 3.2 | Тонкое шлифование |
9 | 0,32 | 1,6 | Тонкое шлифование |
10 | 0,16 | 0,8 | Притирка |
11 | 0.08 | 0,4 | Притирка алмазной пастой |
12 | 0,04 | 0,2 | Хонингование |
13 | 0,02 | 0,1 | Полировка |
14 | 0.01 | 0,05 | Полировка |
Таблица 1. Rz [мкм] Ra [мкм] Rsm [мкм] l [мм] длина [мм] Длина [мм] r (наконечник) [мкм] 0,025 – 0,1 0,006 – 0,02 0,013 – 0,04 0,08 0,4 0,48 2 0,1 – 0,5 0,02 – 0,1 0,04 – 0,13 0,25 1,25 1,5 2 0,5 – 10 0,1 – 2 0,13 – 0,4 0,8 4 4,8 2 * 10 – 50 2 – 10 0,4–1,3 2,5 12,5 15 5 20 – 200 10 – 80 1,3 – 4 8 40 48 10 Таблица 2. Критерии приемлемости и оценка соответствия для измерений шероховатости Стандарт «EN 1672-2: 2005 + A1: 2009 Машины для промышленности. Основные понятия. Часть 2. Гигиенические требования» требует, чтобы устройства, работающие в гигиенической среде, были гладкими и позволяли проводить эффективные процессы очистки и дезинфекции устройство . Этот стандарт не указывает конкретное значение шероховатости поверхности (Ra, Rz), которое должно быть достигнуто для поверхностей, контактирующих с пищевыми продуктами ().область контакта с пищевыми продуктами ), грязные поверхности ( область брызг ) или поверхности, которые не контактируют с пищевыми продуктами ( непищевая зона ) – в пункте 5.1.1.1 стандарт ссылается на критерии приемлемости для стандартов типа C, т.е. стандарты, разработанные для конкретного типа устройства. В стандартах серии C: а) для устройств, требующих повышенной степени гигиены: б) для устройств, требующих более низкой степени гигиены: В каком количестве повторений измерение производят чаще всего (в разных точках объекта оценки) для принятия решения о его соответствии конкретному требованию/допуску? Обычно количество точек измерения при оценке шероховатости поверхности указывает заказчик, т.е.6-8 точек измерения. Обычно выполнение одного измерения шероховатости для данного объекта не дает достаточной информации о состоянии его поверхности – значения параметров Ra, Rz, Rt, Rz1max на оцениваемой поверхности могут существенно измениться. Connector A в стандарте PN-ISO 4288 описывает правила, которым можно следовать при оценке соответствия продукции: Перед началом измерения шероховатости поверхности в научно-техническом бюро SIGMA мы всегда согласовываем с клиентом критерии приемлемости для отдельных выполненных измерений (максимально допустимое значение параметров Ra Rz). Максимальное значение шероховатости, приемлемое для заказчика, заносится в память устройства, выполняющего измерение шероховатости, с тем, чтобы любое значение измерения, не соответствующее этому критерию, сообщалось лицу, выполняющему измерение, и четко отмечалось в протоколе измерения шероховатости. . Решение о приемке или отказе от изделия уже должен принять заказчик (по результатам индивидуальных замеров шероховатости, выполненных БНТ СИГМА). Технические параметры прибора для измерения шероховатости, используемого нашей компанией: Основные параметры устройства: 1. Основная информация: Зубья для фрезерования асфальта, также известные как фрезерная головка или строгальные зубья, в основном делятся на два типа, Φ20 мм и Φ22 мм, которые варьируются в зависимости от диаметра нижней части режущей головки. Наша продукция изготовлена из высокопрочных и износостойких твердосплавных зубьев и высокоточных стальных поковок. Процесс обработки и сборки представляет собой полностью точную и эффективную автоматическую производственную линию. T & X Machinery поддерживает вас в вашем стремлении к строительным инструментам высочайшего качества. Приветствуется любой индивидуальный дизайн. Наши производственные возможности позволяют реализовать любые проекты, идеально подходящие для вашей машины.При подаче запроса лучше предоставить нам образцы или чертежи. Сертификация: ISO9001 Размеры: Пользовательские OEM / Клиент Рисунок Транспортный пакет : пластиковая коробка + деревянная коробка Происхождение: Ningbo, Zhejiang, China 2. Описание продукта: RP01 RP06 RP05 PR07 RP19 RP20 RP23 RP26 RP10 RP11 RP12 RP13 RP15 RP16 RP17 RP18 RP24 RP25 RP27 RP28 RP30 RP31 RP21 RP22 RPM10 RPM18 RS19D RS18 RZ05 RZ07 RZ08 RZ19 диапазоне значений Rz20 RZ16 RZ24 RZ25 M1 M2 M3 M4 К6 C31916 RS06 RS06 RS04 RS04 RS04 RS06 RS04 RS04 RS04 RS04 RW01 RL03 RL06 RL07 RL08 RL09 RL10 RL11 SR01 SR02 SR03 SR04 SM01 SM02 SR03 SR04 SM01 SM02 SM03 SM04 SM06 SM07 F3 F4 K7 C3KBFVS RS08 RS02 RS02 RS05 RS07 RS13 RS13 RS25 RS25 Шпиндель Размер: 19 мм / 20 мм / 228 мм / 25 мм мм Материал : 9000/25 мм легированная сталь ASTM 4140, легированная сталь 42CrMo Процесс: ковка/обработка на станках с ЧПУ/пайка/твердая обработка Точность обработки: индивидуальный чертеж OEM/заказчика Chro обработка поверхности: Ra3. Стандарт материала: индивидуальный чертеж OEM/заказчика Обработка поверхности: антикоррозионное масло/окраска Доступные услуги: OEM / ODM Контроль качества: 0 дефектов, 100% проверка перед упаковкой Применение: (1) Фрезерный барабан для холодных дорожных фрез (2) Компактное навесное оборудование с фрезерной головкой (3) Дробилки и измельчители материала (4) Восстановление асфальта, бетона и камня 3. Основные конкурентные преимущества: (1) Более 16 лет производителя, ODM / OEM приветствуется. (2) Самые современные станки с ЧПУ и управляющие станки. (3) Для производства используется высококачественный материал и продуманный процесс. (4) Каждая деталь тщательно проверяется перед отправкой. (5) Износостойкий и долговечный. (6) Конкурентоспособная цена при хорошем качестве. 4. Часто задаваемые вопросы: Q: Почему выбирают нас? Отв. Обеспечение высокого и среднего качества по разумной цене. Лучший материал в Китае и наша уникальная термообработка при его обработке Многолетний опыт производства и продаж поможет вам подобрать наиболее подходящую продукцию. Q: Если нам нужна техническая поддержка, вы можете предложить нам? О: Да, у нас есть опытная команда, которая предлагает нашим клиентам дополнительные преимущества с конкретными советами от нашего менеджера по продукции, инженеров и техников. В: Есть ли дешевая стоимость доставки для импорта в нашу страну? A: Для небольших заказов лучше всего будет экспресс-доставка, а для оптовых заказов лучше всего подойдет морской путь, но это займет больше времени. Для срочных заказов мы предлагаем авиаперевозку в аэропорт или экспресс-доставку до вашей двери. Q: Какой курьерской компанией вы отправляете? Сколько дней мы можем получить? A: Мы являемся официальным партнером TNT, UPS, DHL, Fedex. В: Когда вы можете ответить мне, когда я отправлю вам запрос? О: Мы обещаем ответить вам в течение 24 часов (включая праздничные дни) после получения вашего запроса. Hot Tags: резчики асфальта, Китай, производители, поставщики, фабрика, индивидуальные, долговечные, профессиональные, высококачественные Шероховатость стали Ra, шероховатость стали Rz, классы шероховатости Выбор элементарного участка шероховатости, участка измерения шероховатости и участка шероховатости согласно PN-ISO 4288:1998
* Для Rz > 3 мкм или Ra > 0,5 мкм стандарт допускает использование иглы радиусом r ( наконечник) = 5 мкм, хотя рекомендуется игла с радиусом r (наконечник) = 2 мкм
Общепринятым критерием приемлемости для многих рабочих поверхностей (во многих отраслях промышленности) является шероховатость Ra ≤ 0,8 мкм.Для поверхностей, которые должны быть «высокогладкими» (например, поверхности фармацевтического оборудования, которые вступают в контакт с АФС/активными лекарственными средствами с высокой поверхностной адгезией и/или высокой токсичностью), измеренное значение шероховатости Ra увеличивается, и часто ожидается Ra при уровень ≤ 0,4 мкм или даже ≤ 0,2 мкм. В Польше и многих других европейских странах параметр шероховатости Ra является наиболее часто используемым параметром шероховатости поверхности, в то время как во многих странах Западной Европы параметр Rz является предпочтительным параметром шероховатости. Именно на шероховатость Rz все чаще ссылаются европейские/международные нормы и стандарты, разработанные внутри компании.
– для поверхности, контактирующей с продуктом, часто требуется шероховатость Rz ≤ 16 мкм,
– для поверхности, не контактирующей с продуктом, шероховатость Rz Часто требуется ≤ 25 мкм.
– для поверхности, контактирующей с продуктом, часто требуется шероховатость Rz ≤ 34 мкм (или для покрытий Rz ≤ 22 мкм),
– для поверхностей, не контактирующих с продуктом с изделием часто требуется шероховатость Rz ≤ 54 мкм (или для покрытий Rz ≤ 40 мкм). Если для параметра шероховатости указано «max», выполняется не менее трех измерений.Одно из измерений шероховатости должно быть выполнено там, где поверхность кажется наиболее шероховатой. Вы также можете выполнить три измерения в точках, равномерно расположенных на оцениваемой поверхности. Результатом измерения шероховатости является максимальное измеренное значение. Если не более чем одно из шести выполненных измерений превышает предельное значение, считается, что поверхность соответствует критериям приемлемости шероховатости, и измерение завершается.
Шероховатость поверхности – стандарты ISO 0,7 мН
Основные стандарты, относящиеся к процедурам измерения шероховатости поверхности:
. Геометрическая структура поверхности: профильный метод. Китайские фрезы для асфальта на заказ Производители, поставщики, фабрика – высокое качество
Наши зубья для дорожной фрезы изготавливаются с использованием передовых производственных процессов, обеспечивающих длительный срок службы и высокое качество. 2 или лучше : Одна остановка и первоклассный VIP-сервис для нашего клиента. Это займет всего 3-5 дней после отправки.Смотрите также
Шероховатость поверхности, полученная с помощью общепринятых методов производства — Buford, GA
При выборе производственных процессов для ваших металлических изделий необходимо изучить множество факторов. В приведенной ниже таблице представлены значения шероховатости поверхности, полученные с помощью обычных методов обработки, и она предназначена для использования в качестве общего руководства. Способность операции обработки обеспечить определенную шероховатость поверхности зависит от многих факторов. Например, при плоском шлифовании окончательная поверхность зависит от окружной скорости круга, скорости перемещения, скорости подачи, зернистости, связующего материала и состояния заточки круга, количества и типа смазки. в точке резания и механические свойства шлифуемой заготовки. Небольшое изменение любого из вышеперечисленных факторов может повлиять на конечную получаемую поверхность.
| 50 | 25 | 12,5 | 6,3 | 3,2 | 1,6 | 0,80 | 0,40 | 0,20 | 0,10 | 0,05 | 0,025 | 0,012 | мкм | ||||||||||||||
| ПРОЦЕСС | (2000) | (1000) | (500) | (250) | (125) | (63) | (32) | (16) | (8) | (4) | (2) | (1) | (0,5) | (мкдюйм) | |||||||||||||
| Пламенная резка | |||||||||||||||||||||||||||
| Пиление | |||||||||||||||||||||||||||
| Строгание, формообразование | |||||||||||||||||||||||||||
| Сверление | |||||||||||||||||||||||||||
| Электр. Разрядный мах. | |||||||||||||||||||||||||||
| Фрезерование | |||||||||||||||||||||||||||
| Протяжка | |||||||||||||||||||||||||||
| Рассверливание | |||||||||||||||||||||||||||
| Лазер | |||||||||||||||||||||||||||
| Сверление, токарная обработка | |||||||||||||||||||||||||||
| Накатное полирование | |||||||||||||||||||||||||||
| Шлифование | |||||||||||||||||||||||||||
| Хонингование | |||||||||||||||||||||||||||
| Полировка | |||||||||||||||||||||||||||
| Притирка | |||||||||||||||||||||||||||
| Суперфинишная обработка | |||||||||||||||||||||||||||
КЛЮЧ:
| Менее частое применение = | |
| Средняя заявка = |
Приведенные выше диапазоны являются типичными для перечисленных процессов. Более высокие или более низкие значения могут быть получены при особых условиях.
Понимание таблицы шероховатости поверхности и создание отличных деталей
Автор Joe Lee | 21 марта 2022 г. | Отделка поверхности
Планируете ли вы вывести на рынок новый продукт или у вас есть различные конструкции деталей, которые вы хотите изготовить и собрать?
Шероховатость поверхности ваших деталей играет важную роль в долговечности и производительности вашего продукта. Например, шероховатые поверхности обычно имеют высокий уровень трения, что делает их более подверженными износу, чем более гладкие поверхности.
Однако иногда желательны шероховатые поверхности — в некоторых случаях требуются детали с такой степенью шероховатости, которая способствует адгезии для нанесения покрытий и окраски. Кроме того, различные производственные процессы обеспечивают различные типы отделки поверхности.
Чтобы принять обоснованное решение об идеальной обработке поверхности и методах изготовления ваших деталей, вам необходимо сначала ознакомиться с таблицами шероховатости поверхности при производстве. Здесь мы обсудим все, что вам нужно знать о чистоте и шероховатости поверхности, а также о том, как их измерить.
Содержание
Что такое отделка поверхности?
Чтобы лучше понять шероховатость поверхности, давайте рассмотрим простую иллюстрацию типичной обрабатываемой детали, показанную на рис. 1. Шероховатость поверхности просто описывает общую текстуру поверхности (или детали) и характеризуется:
- Лей
- Волнистость
- Шероховатость поверхности
Рис. 1: Механически обработанная деталь с шероховатостью поверхности
Укладка относится к доминирующему узору на поверхности и ориентации этого узора. Например, схемы укладки могут быть вертикальными, горизонтальными, круглыми, перпендикулярными или заштрихованными; все зависит от метода производства, используемого для создания деталей.
Рисунок 2: Различные типы схем укладки
Шероховатость поверхности — это мера общего количества неровностей, расположенных на расстоянии друг от друга на поверхности детали. Именно это имеют в виду инженеры и механики, когда говорят об отделке поверхности. Чем ниже число шероховатости поверхности, тем меньше на ней неровностей.
Волнистость измеряет более широкое отклонение поверхности от ее номинальной формы. Он описывает неровности поверхности, которые появляются периодически через более длительные интервалы, чем шероховатость поверхности. Обычно это вызвано дефектами механической обработки, возникающими в результате вибрации и деформации или деформации в результате операций нагрева и охлаждения.
Как измерить шероховатость поверхности?
На рис. 3 показано поперечное сечение типичной обработанной детали с неровностями поверхности. Для измерения шероховатости поверхности этой детали необходимо измерить высоту пиков шероховатости по длине детали. Существует несколько устройств контроля качества для измерения шероховатости поверхности, но первоклассные механические мастерские обычно используют измеритель шероховатости поверхности.
Рисунок 3: Поперечное сечение детали с неровностями поверхности
Измеритель шероховатости поверхности оснащен щупом (или датчиком высокого разрешения), который перемещается по поверхности мишени в направлении, перпендикулярном схеме укладки, с постоянной скоростью. С помощью специальных электрических систем измеритель получает (и усиливает) электрические сигналы для получения большего увеличения по вертикали. В зависимости от выбранного вами национального стандарта, этот прибор оценивает шероховатость поверхности с помощью любого из этих трех индикаторов:
- Средняя шероховатость Ra
- Средняя высота неровностей Рз
- Среднеквадратическая шероховатость
Рис. 4. Измеритель шероховатости поверхности
Рис. 5. Измеритель шероховатости поверхности, показывающий увеличенный вид щупа и заготовки
высоты поверхности, измеренные поперек поверхности. Это, безусловно, наиболее часто используемый индикатор шероховатости поверхности. Однако имейте в виду, что разные профили шероховатости поверхности могут иметь один и тот же Ra, но работать по-разному. Поэтому вам может потребоваться определить дополнительные параметры шероховатости поверхности, чтобы различать эти различия.
Средняя высота неровностей (или средняя шероховатость Rz) оценивает шероховатость поверхности путем расчета среднего значения пяти самых больших различий между пиками и впадинами в пределах пяти длин выборки. Это более часто используемый индикатор в Европе и Азии.
RMS шероховатости измеряет среднеквадратичное значение всех пиков и впадин поверхности. Поскольку индикатор шероховатости RMS использует больше точек, чем шероховатость Rz, он более точен, чем Rz. Обычно это хороший вариант, если вы не хотите вычислять Ra.
Таблица шероховатости поверхности: преобразование индикатора шероховатости поверхности
В таблице 1 приведена таблица преобразования шероховатости поверхности для индикаторов шероховатости Ra, Rz и RMS.
Первоклассные услуги по механической обработке и отделке поверхности: Gensun может помочь
Теперь, когда вы понимаете, что такое обработка поверхности и таблица шероховатости поверхности, вы, вероятно, согласитесь с тем, что операции по отделке поверхности требуют лучших технологий и специалистов для изготовления желаемая часть.
Компания Gensun Precision Machining работает уже почти два десятилетия, предоставляя непревзойденные услуги по механической обработке в Азии. У нас есть не только опытные инженеры и механики, но и специальная команда экспертов по контролю качества, которые обеспечивают соответствие обработанных деталей требованиям наших клиентов к шероховатости поверхности.
Узнайте больше о наших услугах по обработке с ЧПУ.
Диаграмма шероховатости поверхности и полезная информация
Диаграмма шероховатости поверхности представляет собой понятие, которое выражает величину и степень отклонения поверхности от идеально плоской. Поскольку изготовить абсолютно плоскую поверхность на микроскопическом уровне практически невозможно, каждая поверхность имеет определенное значение шероховатости, которое можно измерить с помощью профилометра. В зависимости от масштаба отклонений и параметров шероховатости применяют разные типы профилометров и дают разные классификации.
Определение шероховатости поверхности очень важно и полезно с практической инженерной точки зрения. Диаграмма шероховатости поверхности позволяет разработчикам прогнозировать ряд факторов, таких как величина трения между двумя контактирующими поверхностями, производительность тормозных систем, а также определять точность и прецизионность инструментов или методов обработки. Это также помогает при определении качества результата процесса отделки поверхности и при рассмотрении пригодности поверхности для использования в качестве компонента смазки. Коэффициент шероховатости также позволяет инженерам прогнозировать количество и величину вибраций в системе и, наконец, с большой точностью оценивать жизненный цикл детали.
Физическая перспектива и стандарты измерений
Перед тем, как мы рассмотрим диаграммы шероховатости поверхности, важно знать следующее: Параметры шероховатости поверхности, которые определены стандартом ISO 4287:2000 (переоценка ISO 4287). :1997) и включают максимальную глубину впадины (R v ), максимальную высоту пика (R p ), асимметрию (R sk ), эксцесс (R ku ) и расстояние между самые высокие вершины и самые низкие долины (R тм ). Все вышеперечисленное охватывается средней арифметической шероховатостью (R a ) и общей высотой максимального расстояния от пика до впадины для оцененной длины профиля (R t ) или просто максимальной высотой профиля. . Все они относятся к статистическому математическому подходу, который требует сравнения измеренных значений с центральной линией, определенной теоретически, или со средним значением, определенным экспериментально.
В результате получается R a и R t значения шероховатости в мкм (микронах), что соответствует в диапазонах классификации согласно вышеупомянутому стандарту ISO. Эта классификация выражается либо N (номера ISO), либо номерами зернистости (для наждачной бумаги). Например, значение 6,3 мкм R a соответствует классификации N9 и зернистости 60, а значение R a 0,1 мкм соответствует N3 и зернистости 500.
Таблицы шероховатости поверхности Таблица классификации
| Номер ISO | R a (мкм) | R t (мкм) |
| N12 | 50 | 200 |
| N11 | 25 | 100 |
| N10 | 12,5 | 50 |
| N9 | 6,3 | 25 |
| N8 | 3,2 | 13 |
| N7 | 1,6 | 8 |
| N6 | 0,8 | 4 |
| N5 | 0,4 | 2 |
| N4 | 0,2 | 1,2 |
| N3 | 0,1 | 0,8 |
| N2 | 0,05 | 0,5 |
| N1 | 0,025 | 0,3 |
Наждачная бумага Зернистость Таблица
| Номер зерна | R a (мкм) | R t (мкм) |
| 60 | 6,3 | 25 |
| 80 | 1,8 | 9 |
| 120 | 1,32 | 6,6 |
| 150 | 1,06 | 5,3 |
| 180 | 0,76 | 3,8 |
| 220 | 0,48 | 2,4 |
| 240 | 0,38 | 1,9 |
| 320 | 0,30 | 1,5 |
| 400 | 0,23 | 1,3 |
| 500 | 0,1 | 0,8 |
Реальные примеры – таблица шероховатости поверхности производственного процесса
Вот как сравниваются различные процессы производства, резки, отделки и формовки, и какой диапазон R 9Для каждого из них следует ожидать значений 0751 и .
| Процесс | Диапазон R и (мкм) |
| Литье в песчаные формы, горячая прокатка, газопламенная резка | 25 – 12,5 |
| Поковка | 12,5 – 3,2 |
| Распиловка, планирование, формовка, литье в перманентную форму, литье по выплавляемым моделям, химическое фрезерование, электроэрозионная обработка | 25 – 1,6 |
| Фрезерование, протяжка, развертывание, литье под давлением, экструдирование, холодная прокатка, волочение, электронно-лучевая обработка, лазерная резка | 6,3 – 0,8 |
| Сверление, токарная обработка | 6,3 – 0,4 |
| Финишная обработка цилиндра, электролитическое шлифование, вальцовое полирование | 0,8 – 0,2 |
| Шлифовка, полировка, хонингование, электрополировка | 1,6 – 0,1 |
| Притирка | 0,4 – 0,05 |
| Суперфинишная обработка | 0,2 – 0,025 |
Полное руководство по шероховатости поверхности в производстве — LEADRP
Шероховатость поверхности является отличным предиктором работоспособности механической детали, поскольку неровности на поверхности могут привести к зарождению трещин или коррозии. В трибологии шероховатые поверхности изнашиваются быстрее и имеют больший коэффициент трения, чем гладкие поверхности. В некоторых случаях может потребоваться шероховатость для облегчения сцепления с косметическими отделочными покрытиями, такими как гальваническое покрытие, порошковое покрытие или покраска.
Подходящая обработка поверхности не только делает изделия привлекательными, но и помогает гарантировать, что они будут работать должным образом. Чтобы обеспечить наилучшую обработку поверхности и производственные процессы для ваших изделий, вы должны сначала узнать о шероховатости поверхности при производстве. Здесь мы рассмотрим все, что вам нужно знать о шероховатости поверхности.
Содержание
Какова обработка поверхности?
Отделка поверхности, другим термином которой является текстура поверхности или топография поверхности, является субъективным термином, обозначающим гладкость поверхности и ее общее качество. Он охватывает крошечные локальные отклонения поверхности от плоского идеала (собственной плоскости). В широко распространенном использовании отделка поверхности часто используется как синоним шероховатости поверхности. Требования к чистоте поверхности обычно содержатся в технических чертежах механических деталей, особенно когда детали плотно прилегают друг к другу, двигаются друг против друга или создают уплотнение.
Чистота поверхности определяется четырьмя признаками: рельефностью, волнистостью, дефектами и шероховатостью. В механических мастерских нет ничего необычного в том, что отделка поверхности часто используется для обозначения только шероховатости поверхности. Шероховатость является наиболее часто определяемой характеристикой отделки поверхности. Однако, прежде чем мы углубимся в особенности шероховатости поверхности, давайте сначала рассмотрим четыре части отделки поверхности.
На этом рисунке показана взаимосвязь между укладкой, волнистостью, дефектами и шероховатостью:
Lay
Lay — это преобладающее направление или рисунок текстуры поверхности. Он определяется методом изготовления, используемым для создания поверхности, обычно действием режущего инструмента. Схемы укладки могут быть параллельными, перпендикулярными, радиальными, разнонаправленными, круговыми, заштрихованными или изотропными (ненаправленными). На приведенной ниже диаграмме представлено большинство возможных укладок, которые может принимать поверхность, вместе с символом, используемым дизайнером для их обозначения.
Волнистость
Волнистость относится к наиболее широко разнесенным отклонениям шероховатости поверхности. Эти периодические поверхностные дефекты больше, чем длина образца шероховатости, но крошечные, короткие и достаточно регулярные, чтобы их нельзя было назвать дефектами плоскостности. Деформация при нагреве и охлаждении, а также дефекты обработки из-за вибрации или деформации являются распространенными источниками волнистости поверхности.
На расчетной длине измеряется волнистость и создается профиль волнистости для этой длины. Профиль волнистости исключает любые аномалии поверхности, вызванные шероховатостью, плоскостностью или изменением формы. Расстояние от пика до пика волн представляет собой интервал волнистости (Wsm), в то время как высота волны определяется параметрами средней волнистости (Wa) или общей волнистости (Wt). Требования к волнистости менее распространены, чем требования к шероховатости, хотя они могут быть существенными для определенных деталей, таких как кольца подшипников или уплотнительные поверхности.
Дефекты
Дефекты – это случайные неровности, возникшие в процессе механической обработки или производства, например, при литье, волочении, ковке и т. д. Дефектом можно назвать любые царапины, трещины, отверстия, углубления, швы, надрывы или включения. Хотя некоторые дефекты связаны с текстурой поверхности, они также влияют на целостность поверхности.
Шероховатость поверхности
Шероховатость поверхности, часто сокращенно обозначаемая как шероховатость, относится к небольшим, точно расположенным отклонениям от номинальной поверхности, которые определяются характеристиками материала и процессом формирования поверхности. Если эти отклонения значительны, поверхность шероховатая; если они маленькие, поверхность гладкая. В метрологии поверхности шероховатость часто понимается как высокочастотная коротковолновая часть измеряемой поверхности.
Шероховатость поверхности, часто называемая текстурой поверхности, представляет собой вычисление относительной шероховатости профиля поверхности на основе одного числового параметра Ra. Среднее арифметическое высоты поверхности, измеренной по всей поверхности, известно как Ra. Профилометр или прибор для измерения профиля поверхности можно использовать для определения шероховатости поверхности. По сути, это средняя высота неровностей шероховатости детали от средней линии.
Почему важна шероховатость поверхности?
Шероховатость поверхности жизненно важна для определения того, как реальная вещь будет взаимодействовать с окружающей средой. Это может оказать существенное влияние на производительность и долговечность деталей во многих инженерных приложениях. Шероховатые поверхности изнашиваются быстрее и имеют более высокий коэффициент трения, чем гладкие поверхности. Шероховатость поверхности является хорошим предиктором механических характеристик детали, поскольку дефекты создают очаги разрушения или коррозии. С другой стороны, шероховатость может способствовать желательному прилипанию. Инженеры и производители должны постоянно поддерживать шероховатость поверхности. Это помогает в производстве единых процедур и надежных товаров.
Поверхностная обработка может повысить электрическую проводимость поверхности. Он защищает продукт от износа, уменьшая трение, и необходим для коррозионной и химической стойкости. Кроме того, они придают изделиям особую эстетическую привлекательность. Он также способствует склеиванию красок и лаков. В результате методы отделки стали лучшим способом получения правильной поверхности различных товаров, которые были обработаны или изготовлены.
Как измерить шероховатость поверхности?
Шероховатость поверхности может быть измерена с использованием различных методов измерения. Контактный метод, бесконтактный метод, метод сравнения и внутрипроизводственный метод — все это типы методов измерения.
Контактный метод
Контактный метод использует щуп для оценки чистоты поверхности. Стилус располагается перпендикулярно поверхности при рисовании вдоль поверхности. Затем параметры шероховатости определяются с использованием зарегистрированного профиля, созданного с помощью этой процедуры. Процесс обработки должен быть нарушен, чтобы осуществить этот подход. На тестируемых поверхностях острый стилус может оставить микроцарапины.
Бесконтактный метод
Бесконтактный метод использует свет или звук. Игла заменена оптическими приборами типа белого света и конфокала. В этих приборах используются разные принципы измерения. Некоторое бесконтактное оборудование состоит из детекторов контактного типа, которые были повторно использованы путем замены физического зонда микроскопами и оптическими датчиками.
Прибор сначала посылает на поверхность ультразвуковой импульс. Затем звуковые волны будут изменены и отражены обратно в устройство. Затем можно оценить отраженные волны, чтобы получить параметры шероховатости. Примерами бесконтактных методов являются структурированный свет, электрическая емкость, электронная микроскопия, интерферометрия, конфокальная микроскопия, изменение фокуса, атомно-силовая микроскопия и фотограмметрия.
Кроме того, с помощью света можно оценить шероховатость поверхности путем проецирования лазерного луча на поверхность и измерения интенсивности отраженного света. Чем шероховатее поверхность, тем больше света будет рассеяно и тем меньше интенсивность отраженного света.
Метод сравнения
Метод сравнения использует образцы шероховатости поверхности, полученные с помощью того же оборудования, процесса и материала, что и исследуемая поверхность. Образец сравнивают с поверхностью с известной шероховатостью поверхности с помощью зрительных и тактильных ощущений. Этот метод подходит для некритических приложений из-за субъективного характера процедуры.
Внутрипроизводственный метод
Индуктивность является примером внутрипроизводственного метода. Этот метод использует магнитные материалы для оценки шероховатости поверхности. Датчик индуктивности измеряет расстояние до поверхности, используя электромагнитную энергию. Полученное параметрическое значение затем можно использовать для помощи в определении сравнительных параметров шероховатости.
Технологический метод может обеспечить непрерывный мониторинг поверхности во время механической обработки или других операций, предоставляя оператору полезную обратную связь. Кроме того, поскольку они измеряют поверхность в условиях, более близких к реальным условиям, внутрипроизводственный метод может давать более точные результаты, чем другие методы.
3 Категории методов измерения шероховатости поверхности Метод
Что касается измерения шероховатости поверхности, существует три основных категории методов: метод площади, профилирования и микроскопии.
Методы площади
Методы площади используются для измерения конечной площади поверхности. Измерение обеспечивает статистическое среднее пиков и впадин поверхности. Оптическое рассеяние, ультразвуковое рассеяние, емкостные датчики и другие методы являются примерами этих методов. Методы области легче автоматизировать и внедрить.
Методы профилирования
Методы профилирования предполагают измерение поверхности с помощью зонда с высоким разрешением. В этой процедуре вы должны понимать иглу фонографа с точки зрения чувствительности. Стандартный датчик ЧПУ может быть не таким эффективным.
Методы микроскопии
Методы микроскопии основаны на измерениях контраста. Результаты дают полезную информацию о поверхностных пиках и впадинах. Машинисты могут очень подробно анализировать чистоту поверхности с помощью методов микроскопии, но это оборудование ограничено узкими полями зрения. Поскольку электронные микроскопы работают в крошечном масштабе, в любой момент можно наблюдать только небольшой участок поверхности. Для установления средних параметров шероховатости требуется много сканирований.
Единицы и сокращения диаграммы шероховатости поверхности
При первом просмотре диаграммы шероховатости поверхности вы, вероятно, заметите множество единиц измерения и сокращений. Параметры указаны в единицах. Однако другие страны и организации могут использовать другие измерения. Вот четыре наиболее часто используемых символа и параметра шероховатости поверхности, с которыми следует ознакомиться:
Ra-среднее значение шероховатости
Ra (среднее значение шероховатости), также называемое средним значением осевой линии, представляет собой среднее арифметическое всех высот поверхности, измеренных на поверхности. Это один из наиболее часто используемых параметров для измерения чистоты поверхности. С другой стороны, разные профили шероховатости поверхности могут иметь один и тот же Ra, но вести себя по-разному. В результате вам может потребоваться установить больше параметров шероховатости поверхности, чтобы различать эти несоответствия.
Rz-Average Максимальная высота профиля поверхности
Rz — мера средней максимальной высоты профиля поверхности. Этот параметр вычисляется путем взятия среднего значения пяти самых больших расхождений между пиками и впадинами по всей поверхности. Параметр Ra может быть нечувствительным к определенным крайностям, что может привести к ошибочным или неточным результатам. Rz помогает устранить некоторые из этих потенциальных источников ошибок из процесса измерения. Rz — наиболее часто используемая международная аббревиатура.
Среднеквадратичное значение шероховатости
Среднеквадратичное значение шероховатости — это среднеквадратичное значение пиков и впадин поверхности. Индикатор шероховатости Rms более точен, чем шероховатость Rz, поскольку он использует больше математических вычислений и точек на поверхности. Если вы не хотите вычислять Ra, это, как правило, достойное решение.
Для вычисления Rms вы будете использовать алгоритм, который начинает со значений и возводит их в квадрат. Затем будет взято среднее значение этих квадратов, а затем квадратный корень из среднего. Rms использует синусоиду для определения средней кривой, и можно наблюдать среднее отклонение от средней линии.
Rmax — расстояние по вертикали между пиками и впадинами
Rmax, который измеряет вертикальные расстояния между пиками и впадинами поверхности, отлично подходит для обнаружения заусенцев, царапин и других аномалий, которые не может обнаружить таблица полировки поверхности Ra. Это может быть не очевидно из диаграммы шероховатости поверхности Ra. Однако Rmax весьма чувствителен к этим аномалиям. При определении максимальной шероховатости поверхности может быть полезно значение Rmax. Затем вы можете использовать различные методы измерения, чтобы еще больше сузить его.
Какая единица измерения шероховатости поверхности лучше?
Ra — лучший результат измерения чистоты поверхности. Он обеспечивает наиболее точное определение чистоты поверхности и часто встречается на диаграмме чистоты поверхности. Хотя может быть полезно сосредоточиться на крайних значениях Rmax и Rz, они более специфичны.
Испытания Ra являются стандартной практикой в Metal Cutting, и это то, что требует большинство наших клиентов. Хотя Ra и RMS иногда используются взаимозаменяемо, поскольку RMS = Ra x 1,11, мы рекомендуем клиентам использовать Ra. Он считается более точным и широко признается в бизнесе.
Rms занимает промежуточное положение, поскольку оно более точно, чем Rmax и Rz. Однако он не такой точный, как Ра, использующий более сложные вычисления. Если вы не хотите вычислять Ra, жизнеспособной альтернативой может быть Rms.
Таблица преобразования шероховатости поверхности
Таблица шероховатости обрабатываемой поверхности полезна для измерения стандартных параметров шероховатости поверхности. Он постоянно используется производителями в качестве справочного материала для обеспечения качества производственного процесса. С другой стороны, использование диаграммы преобразования шероховатости поверхности является наиболее надежным.
Вы можете найти таблицы шероховатости поверхности, которые сравнивают стандартную обработку поверхности для различных методов резки металла, таких как абразивная резка, электроэрозионная обработка и плоское шлифование, а также фрезерование, токарная обработка, притирка и полировка. Обратите внимание, что при измерении шероховатости поверхности чем меньше значение, тем более гладкой или менее шероховатой будет поверхность.
В следующей таблице преобразования шероховатости поверхности сравниваются несколько шкал шероховатости поверхности в производственных процессах. Информация в таблице основана на предположении, что тестируются металлические поверхности. Сравнительные значения могут отличаться на 25%. А пока вот несколько сокращений, с которыми вы столкнетесь.
Ra = шероховатость, средняя в микрометрах и микродюймах
RMS = среднеквадратичное значение в микродюймах
CLA = среднее значение центральной линии в микродюймах
Rt = шероховатость, общая в микронах
N = новый ISO (сорт) Off length = длина, необходимая для образца.
| Диаграмма преобразования шероховатой шероховатой0008 | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| micro-meters | micro-inches | (N) | Length | |||||||||||||||
| in. | mm | |||||||||||||||||
| 0.025 | 1 | 1.1 | 1 | 0,3 | 1 | 0,003 | 0,08 | |||||||||||
| 0,05 | 2 | 2,2 | 2 | 0,5 | 2 | 0,00007 | 0,5 | 2 | 0,00007 | 0,5 | 2 | 0008 | 0.25 | |||||
| 0.1 | 4 | 4.4 | 4 | 0.8 | 3 | 0.01 | 0.25 | |||||||||||
| 0.2 | 8 | 8.8 | 8 | 1.2 | 4 | 0.01 | 0.25 | |||||||||||
| 0.4 | 16 | 17.6 | 16 | 2 | 5 | 0.01 | 0.25 | |||||||||||
| 0.8 | 32 | 35.6 | 32 | 4 | 6 | 0.03 | 0.8 | |||||||||||
| 1.6 | 63 | 69.3 | 63 | 8 | 7 | 0. 03 | 0.8 | |||||||||||
| 3.2 | 125 | 137,5 | 125 | 13 | 8 | 0,1 | 2,5 | |||||||||||
| 6,3 | 275 | 250 | 25 | 275 | 250 | 25 | 275 | 250 | 0.1 | 2.5 | ||||||||
| 12.5 | 500 | 550 | 500 | 50 | 10 | 0.1 | 2.5 | |||||||||||
| 25 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 | 8 | |||||||||||
| 50 | 2000 | 2200 | 2000 | 200 | 12 | 0,3 | 8 | 8 | 0,38 | 0,3 | 0,3 | 0,3 | 0619||||||
| Номинал в микрометрах | Номинал в микродюймах | Области применения |
|---|---|---|
| 25 | 100 | Шероховатые низкосортные поверхности, полученные в результате резки пилой или грубой ковки. Поэтому такие поверхности подходят для определенных необработанных зазоров. |
| 12,5 | 500 | Это шероховатые низкокачественные поверхности, образовавшиеся в результате грубой подачи и тяжелого резания. В то время как сокращения происходят от токарной обработки, фрезерования, дискового шлифования и многого другого. |
| 6,3 | 250 | Этот тип обработки поверхности получается в результате шлифования поверхностей, дисковых шлифовок, фрезерования, сверления и т. д. Поэтому они предназначены для поверхностей зазора с требованиями к нагрузке и разрешениями на проектирование. Он также используется для деталей, подверженных вибрации, нагрузкам и высоким нагрузкам. |
| 1,6 | 63 | Хорошая машинная шероховатость/шероховатость при производстве в контролируемых условиях. Это также связано с тонкой подачей и относительно высокими скоростями. |
| 0,8 | 32 | Высококачественная машинная отделка, требующая тщательного контроля. Его относительно легко производить с помощью цилиндрических, бесцентровых или плоскошлифовальных станков. Он также предпочтителен для изделий, не требующих непрерывного движения или больших нагрузок. |
| 0,4 | 16 | Высококачественную поверхность часто получают с помощью наждачной шлифовки, притирки или грубого хонингования. Таким образом, эти отделки являются отличным вариантом, когда гладкость имеет большое значение. |
| 0,2 | 8 | Прекрасная высококачественная отделка поверхности путем притирки, полировки или хонингования. Машинисты используют это, когда кольца и набивки должны скользить по поверхностным волокнам. |
| 0,1 | 4 | Обработанная поверхность, которая предлагается с помощью притирки, полировки или хонингования. Производители используют его только при наличии обязательных требований к конструкции. Следовательно, это лучшая отделка в калибровочных и инструментальных работах. |
| 0,05 | 2 | Наиболее совершенная поверхность, полученная с помощью полировки, хонингования или суперфинишной обработки. Таким образом, их лучше всего использовать для тонких и чувствительных прецизионных мерных блоков. |
| 0,025 | 1 |
Стандарт шероховатости поверхности в разных странах
Заключение постепенное снижение качества поверхности. Процедуры окончательной обработки широко признаны как лучший способ получить надлежащее качество поверхности на широком спектре обработанных и изготовленных деталей.
Качество поверхности в значительной степени зависит от производственного процесса, и исключительно гладкая поверхность обычно требует дополнительной обработки, такой как шлифовка или полировка. Поскольку дополнительная обработка повлечет за собой большие затраты, инженер или проектировщик должен избегать чрезмерно низких требований к шероховатости. Требования к шероховатости должны, по возможности, соответствовать ограничениям основного производственного процесса.
Из-за высокой стоимости и сложности достижения точной шероховатости поверхности в современном производстве процессы обработки поверхности требуют наиболее эффективного подхода для достижения надлежащей отделки изготовленных деталей. Команда инженеров LEADRP готова помочь вам в достижении наилучших возможных результатов для вашего продукта, начиная от проектирования деталей и заканчивая постобработкой и отделкой поверхности. Наши услуги самого высокого качества, и вы можете рассчитывать на получение лучших услуг по запросу. Свяжитесь с нами немедленно по электронной почте; мы всегда готовы работать с вами.
Измерение и понимание чистоты поверхности
Чистота поверхности — это измерение общей текстуры поверхности, состоящей из трех ключевых элементов: шероховатости, волнистости и шероховатости. Укладка относится к доминирующему рисунку на поверхности, часто создаваемому самим производственным процессом, волнистость измеряет периодические изменения в отделке поверхности, а шероховатость – это расчет относительной гладкости профиля поверхности.
Отделка поверхности важна не только для эстетики — она часто определяет, как деталь будет реагировать и работать в среде конечного использования. Шероховатая поверхность может быть подвержена износу или создавать возможности для поломок и коррозии в некоторых случаях. Тем не менее, он также может помочь скрыть царапины и дефекты лучше, чем идеально гладкая поверхность.
Шероховатость является наиболее часто упоминаемым элементом отделки поверхности. На самом деле, «шероховатость поверхности» — это то, что на самом деле имеют в виду многие машинисты, когда говорят «шероховатость поверхности». Для целей этой статьи мы будем использовать «шероховатость поверхности» в качестве общего термина, который включает (но не ограничивается) шероховатость, поскольку мы обсуждаем, как измерить чистоту поверхности.
Как измерить чистоту поверхности
Чистота поверхности может быть измерена несколькими способами, включая прямое измерение, бесконтактный метод, сравнение или производственные методы.
Методы прямого измерения, или «контактные», используют перо, подобное игле проигрывателя, для физического измерения чистоты поверхности путем создания профиля ее параметров шероховатости. Бесконтактные методы заменяют этот стилус оптическими датчиками и светом или ультразвуковыми импульсами.
Методы сравнения включают создание образца отделки поверхности с использованием того же оборудования или процесса. Эти методы, которые обычно включают простые визуальные или тактильные проверки, могут быть полезны, когда параметры шероховатости должны быть только приблизительными. Однако очевидно, что эти методы не идеальны для проверки мелких деталей или жестких допусков. Внутрипроизводственные методы определяют сравнительные параметры шероховатости в середине производственного процесса, достигаемые за счет использования таких методов, как машинное зрение, магнитная индукция и ультразвук.
Когда дело доходит до измерения шероховатости поверхности, существует три основных типа методов: профилирование, метод площади и метод микроскопии. Методы профилирования позволяют измерять поверхность детали с помощью сканирующих датчиков с высоким разрешением. Методы площади, такие как оптическое или ультразвуковое рассеяние, измеряют область поверхности и используют статистические модели для экстраполяции оставшейся части топологии поверхности детали.
Методы электронной микроскопии позволяют машинистам исследовать чистоту поверхности в мельчайших деталях, но эти инструменты ограничены их малым полем зрения. Масштаб, с которым работают электронные микроскопы, позволяет рассматривать только небольшой участок поверхности в любой момент времени, что требует нескольких сканирований для установления средних параметров шероховатости.
Методы прямого измерения, или «контактные», используют перо, подобное игле проигрывателя, для физического измерения чистоты поверхности путем создания профиля ее параметров шероховатости.Понимание диаграмм шероховатости поверхности
Впервые увидев таблицу шероховатости поверхности, вы, скорее всего, обнаружите ряд сокращений, с которыми раньше не сталкивались. Вот три наиболее часто используемых символа и параметра шероховатости поверхности, которые необходимо знать:
- Ra , наиболее часто используемый показатель для измерения чистоты поверхности, является мерой средней шероховатости поверхности детали. Ra измеряет отклонение профиля шероховатости от средней линии. Диаграмма шероховатости поверхности Ra обычно используется для абсолютных значений, но имеет некоторые недостатки, которые делают другие параметры бесценными при попытке определить, оценить и воспроизвести топологию поверхности. Ра чаще всего используется в Соединенных Штатах.
- Rmax , который измеряет вертикальные расстояния пиков и впадин поверхности, идеально подходит для обнаружения заусенцев, царапин и других аномалий, которые трудно обнаружить с помощью таблицы шероховатости поверхности Ra.
- Rz является мерой средней максимальной высоты профиля поверхности. Этот параметр рассчитывается из средних значений пяти самых больших различий между пиками и впадинами по всей поверхности. Параметр Ra может быть нечувствительным к некоторым экстремальным значениям, что приводит к ошибочным или неточным измерениям — Rz помогает устранить некоторые из этих возможностей для ошибок. Rz чаще всего используется на международном уровне.
Таблицы шероховатости поверхности обычно измеряются в микрометрах или микродюймах — чем меньше размер, тем лучше шероховатость поверхности. Чтобы выразить несколько цифр на практике:
- Если ваша деталь имеет номинал в микрометрах 12,5, она имеет номинал в микродюймах 500. Это означает, что деталь имеет шероховатую поверхность низкого качества, скорее всего, из-за грубой подачи и тяжелых резов.
- Если ваша деталь имеет номинал в микрометрах 3,2, она имеет рейтинг в микродюймах 125. Это самый шероховатый тип поверхности, рекомендуемый для деталей, который часто используется для тех, которые должны выдерживать высокие напряжения, нагрузки или вибрацию.
- Если размер вашей детали в микрометрах составляет 0,8, она имеет размер в 32 микродюйма. Это высококачественная обработка поверхности, требующая строго контролируемых условий, но относительно легко достижимая с помощью цилиндрических, бесцентровых или плоскошлифовальных станков. Идеальная обработка поверхности для деталей, которые не будут подвергаться непрерывному движению или большим нагрузкам.
Дополнительные сведения см. в полной таблице обработки поверхности.
Получите правильную отделку поверхности с правильным партнером-производителем
Достижение надлежащей чистоты поверхности делает больше, чем просто делает детали эстетически привлекательными для клиентов. Это также помогает гарантировать, что часть работает как задумано. Шероховатость поверхности можно измерить различными способами, но методы, перечисленные в этой статье, представляют собой очень общий обзор методов измерения чистоты поверхности.
Тема может быстро усложниться — но именно для этого здесь и работают эксперты Fast Radius. Наша команда инженеров готова помочь вам достичь наилучших возможных результатов для вашей детали, начиная от проектирования детали и заканчивая постобработкой и отделкой поверхности.
Посетите наш информационный центр, чтобы узнать больше о вариантах отделки металла, выборе наилучшего покрытия для вашей детали и многом другом.
Готовы создавать детали с помощью Fast Radius?
Начать предложение
Новый метод оценки параметров шероховатости поверхности, полученных с помощью лазерного сканирования
Введение
Наиболее традиционным методом вертикального закрытия зданий является кладка кладки, облицованная обмазочным раствором. Тем не менее, растворы для покрытия часто вызывают патологические проблемы, такие как нарушение адгезии. Учитывая эту ситуацию, было проведено множество исследований, чтобы понять явления адгезии между растворами и подложками. Адгезия зависит от характеристик раствора, основания (таких как его пористость и шероховатость, которые необходимы для хорошего межфазного сцепления), техники нанесения и климатических условий во время и после нанесения 1 .
Характеристики облицовочных поверхностей из кирпича и блоков, такие как размер пор, распределение пор по размерам и пористость, играют решающую роль в адгезии между растворами и основаниями. Текстура поверхности влияет на сдвиг, а более гладкая поверхность имеет меньшую адгезионную прочность 2 . Низкая адгезия и низкая адгезионная прочность являются основным недостатком кирпичной кладки. Адгезионная прочность зависит от взаимосвязанных факторов, которые могут напрямую влиять на развитие связи между подложкой и покрытием (например, водопоглощение поверхности, пористая структура, состав раствора, водоудержание раствора и условия отверждения) или косвенно (текстура поверхности и качество изготовления). В то время как характеристики поверхностного впитывания определяют скорость и объем воды, обеспечивающие удобоукладываемость раствора, адгезия раствора определяется количеством воды, доступной на границе раздела, и прочностью продуктов гидратации, отложившихся в поверхностных порах подложек. Требуемая прочность связана не с прочностью раствора на сжатие, а с другими критериями, такими как его удобоукладываемость, водоудержание и пластичность 3 .
Согласовано, что шероховатость подложки следует анализировать в двух масштабах: макромасштабе (порядка миллиметров), визуализируемом в виде выпуклостей, углублений и поверхностных дефектов, обеспечивающих механическое закрепление на поверхности, и микромасштабе ( порядка микрометров), где сцепление происходит преимущественно за счет химических взаимодействий между атомами или молекулами строительного раствора и подложки 4,5 . По этой шкале мало статей и несколько пробелов в знаниях. Не существует известного оптимального параметра для каждой поверхности 6 . Одной из самых больших трудностей является количественное определение микрошероховатости подложек. Большинство исследований проводят двумерное определение шероховатости, тем самым генерируя коэффициенты шероховатости, которые плохо коррелируют с адгезией.
Перес и др. . 7 проанализировано влияние обработки поверхности на текстуру бетонных оснований. Авторы использовали двухмерный механический профилометр и обнаружили, что двухмерного метода недостаточно для характеристики поверхности, как уже указывал Клингвалл Эк 9.1696 и др. . 8 , один и тот же материал может иметь разную шероховатость в зависимости от направления измерения. Гарбач и др. . 9 сообщает, что лазерная профилометрия дает более детальное представление о механическом методе, используемом в двухмерных измерениях, и что параметры лазерной профилометрии в 1–7 раз больше, чем при механическом отборе проб. Садовски и др. . 10 применил 3D-профилометр (лазерный профилометр) для количественной оценки шероховатости бетонных поверхностей, подтвердив, что этот метод является удовлетворительным, поскольку он дает самые широкие показания поверхности по сравнению с 2D-методом 11 . Недостаток литературы в этой области затрудняет сопоставление результатов, полученных авторами 12 . До сих пор невозможно оценить, насколько варьируется текстура по поверхности, как это повлияет на адгезию покрытия к основанию и какой метод лучше всего подходит для характеристики каждого основания в строительстве. Григориадис 13 для расчета параметров 3D-данных, расчета шероховатости, генерирования среднего значения между значениями шероховатости линий, составляющих поверхность, например 2D-анализа, без анализа поверхности в целом.
Трехмерные (3D) оценки шероховатости являются необычными и обычно представляются в виде фигур, представляющих топографию поверхности 14 , но они не являются количественными, что приводит к эмпирическому определению параметра, представляющего шероховатость подложки, и создает коэффициент шероховатости, который нельзя экстраполировать на другие поверхности.
Наиболее распространенной формой анализа этих материалов является ручной и субъективный 6,11 , при котором поверхность анализируется и оценивается на основе знаний и навыков профессионала. Однако существует оборудование и программное обеспечение, помогающие контролировать поверхности материалов. С помощью метода обнаружения и определения дальности света (LiDAR), например, с использованием 3D-лазерного сканера, можно получить ряд точек с достаточным разрешением, называемых облаком точек, и их соответствующую геометрическую поверхность, чтобы оценить неровности на поверхности материала. С помощью неровностей, созданных из точек с трехмерными координатами, можно определить характерные особенности поверхностей, что позволяет инженерам-строителям определять качество сцепления с другими материалами. Эти артефакты впадин и пиков (элементов рельефа) на поверхности называются шероховатостями. Поэтому оценивают шероховатость данной поверхности для определения качества ее сопряжения с другими материалами и особенно, как уже упоминалось, с бетоном.
Для выполнения этой субъективной оценки с помощью программного обеспечения выполняется реконструкция поверхности по облаку точек. Было предложено несколько работ 15,16,17,18 в области реконструкции поверхностей, каждая со своей целью или контекстом применения. Реконструкция поверхности направлена на анализ индивидуальной информации о точках и воссоздание как можно большего количества информации о сканированных объектах, что позволяет проводить визуальный анализ выступов поверхности.
Однако измерения на основе визуализации используют чисто геометрические методы для обработки данных и являются полностью субъективными и, следовательно, зависят от навыков и опыта соответствующего специалиста. Другой важной проблемой является отсутствие стандартизации оценки. Именно в силу ее субъективного характера профессионал мог дать одну оценку, а другая, хотя и с одинаковыми результатами, могла дать другой результат для одной и той же оцениваемой области.
Для решения этой проблемы оценки используются методы оценки коэффициентов или параметров шероховатости для количественного измерения качества интерфейса поверхности. На основании этих измерений можно стандартизированным способом определить общую шероховатость поверхности и, таким образом, обеспечить более точную оценку поверхности раздела материала.
Хотя меры, предложенные в литературе, достаточны для измерения шероховатости материала, они выполняются на заданной площади в целом. Таким образом, для поверхности получают среднее или сглаженное значение, и локальная оценка не рассматривается. В этом смысле анализ с пространственным подразделением поверхности мог бы обеспечить более точный и детальный анализ поверхностного сцепления в определенных местах. Кроме того, можно было бы оценить стандартизацию подобных поверхностей, принимая во внимание, что образцы поверхностей одного и того же блока должны быть схожими из-за свойств материала и физических условий, которым подвергался блок (температура, давление и т. д.). ).
В данной работе предлагается методика, выполняющая анализ облака точек, полученных лазерным сканированием, и вычисление параметров шероховатости в различных масштабах на основе иерархической структуры пространственного разделения данных. Из аппроксимирующей плоскости, представляющей облако точек и хранящей данные в иерархической структуре данных, более конкретно, в дереве пространственного деления (дереве квадрантов), параметры или коэффициенты шероховатости вычисляются для всех местоположений на всех уровнях пространственного деления. Таким образом, шероховатость поверхности измеряется как на глобальном уровне (более высокий уровень дерева), так и на локальном уровне (нижний уровень дерева).
Наша гипотеза состоит в том, что на основе локальной оценки можно лучше оценить параметры шероховатости в зависимости от местоположения и, таким образом, лучше оценить уровень адгезии материалов локализованным способом. Кроме того, предполагается стандартизированным и количественным образом идентифицировать сходство между поверхностями отобранных материалов. Поверхности, которые имеют одинаковые коэффициенты шероховатости в разных подразделенных областях, в эквивалентных положениях, указывают на один и тот же производственный контекст (материал, температура, давление и т. д.) и имеют лучшую оценку стандартизации блоков или деталей из одного и того же материала.
Связанные работы
Чтобы вычислить коэффициенты шероховатости или параметры для оценки поверхности, необходимо получить данные, которые формируют поверхность выборки. Компьютерное оборудование и системы используются для расчета шероховатости поверхности. Эффективным способом получения информации о поверхности является лазерное сканирующее оборудование 15,19 . В этом методе луч, испускаемый оборудованием, попадает в цель, и его отражение считывается оборудованием для измерения положения и глубины точки, где луч столкнулся с целью. В некотором снаряжении возвращается цвет, связанный с точкой попадания. Результатом этой выборки является облако точек. Из облака точек вычисляются геометрия и измерения, связывающие точки с аппроксимирующей плоскостью поверхности методом наименьших квадратов.
Анализ шероховатости и выпуклости образцов поверхностей используется для оценки их качества. В некоторых работах 16,17,18,20,21,22,23 выполнялась визуальная оценка поверхностей на основе геометрического анализа для определения измерений шероховатости и заметности. В этом типе оценки, как правило, поверхность восстанавливается из облака точек, создавая полигональную сетку. Реконструкция поверхности по точкам выборки — хорошо изученная задача компьютерной графики 15 . Эти подходы могут дать хорошие результаты для геометрической реконструкции поверхности и для качественной оценки поверхностей.
Используемые подходы: триангуляционный и объемный методы. При триангуляризации, представленной в 24,25,26 , алгоритмы ищут соседние точки в определенном направлении для формирования треугольников и из набора треугольников получают полигональную сетку. В 24 авторы определяют триангуляцию сетки на основе Делоне как геометрическую двойственность диаграммы Вороного, поэтому на диаграмме Вороного узлы определяются как вершины треугольников, а соседние ячейки соединяются в треугольники. В 25 авторы используют подход триангуляции, вставляя энергетический член для задачи тетраэдров Делоне, обеспечивая большую устойчивость метода к шуму сетки. Ван и др. . 26 работайте над неориентированным облаком точек с помощью тетраэдра Делоне и получайте лучшие результаты при реконструкции гладкой поверхности. После получения треугольников с помощью 3D триангуляции Делоне хороший начальный треугольник считается затравкой сетки и от него к своим передним ребрам подключаются другие подходящие треугольники, те, которые не связаны ни с каким другим треугольником. Исходным треугольником является тот, который образует максимально плоскую поверхность со своими соседними треугольниками. Таким образом, сетка итеративно растет для всех передних ребер, пока не останется подходящих треугольников-кандидатов. Подходящими треугольниками являются те, ребра которых смыкаются с текущим треугольником и его соседями на передних ребрах и с углом, меньшим порогового параметра. Эти методы обычно реконструируют гладкую поверхность и либо включают шероховатость в качестве рельефа сетки (не рассматривая ее как точки, не входящие в сетку), либо удаляют ее как шум из точек.
Наиболее популярные объемные методы 16,17,18,27,28 доступны для авторов и используются в коммерческих программах. Эти методы направлены на получение поверхности S , которая образована N упорядоченными точками облака точек, где набор точек D равен D = ( p 1 , 6 n ), …, ( стр N , n N ), каждый стр i — это конкретная точка выборки, а каждая n i — соответствующая нормаль. Формальное определение поверхности: S = x : f ( x ) = 0. 16 и 17 .
Алгоритм «реконструкции поверхности Пуассона» 16 получает модельную индикаторную функцию (неявную функцию), где градиент этой функции представляет собой векторное поле, равное нулю почти во всех точках, кроме точек вблизи поверхности, где значение равно нормали выбранных точек. Таким образом, алгоритм ищет функцию градиента, которая наилучшим образом аппроксимирует локальное векторное поле (направление), связанное с каждой точкой. Этот алгоритм идеально подходит для использования в контексте упрощенных облаков точек для визуализации поверхности, поскольку это глобальное решение, которое включает все данные, создает сглаженные поверхности и устойчиво (устойчиво) к работе с неоднородностями или шумом в данных, которые происходит в облаке точек после процесса упрощения 16 . Это один из самых популярных методов реконструкции поверхности благодаря своей масштабируемости и эффективности 29 . Поэтому он подходит для реконструкции поверхности с упором на визуализацию и не способствует анализу шероховатости поверхности.
Известной проблемой метода 16 является чрезмерное сглаживание поверхности 17 . В этом смысле алгоритм SSD 18 и экранированный 17 решают эту проблему, используя позиционные ограничения на 17 оптимизация и функция градиента 18 .
Из этих геометрических данных вычисляются шероховатость и заметность. В 20 вычисление коэффициентов заметности выполняется путем сравнения высоты вершин в данной области вокруг вершины (соседние вершины). Определение качества модели по форме шероховатого участка — задача субъективного и относительного восприятия; например, размер черновой области также зависит от измерения размера модели. Наташа и др. . 11 также описывают, насколько сложно отличить шероховатость от резкости при оценке геометрической модели. Кроме того, другие проблемы связаны с оценкой геометрических поверхностей, главным образом потому, что они представляют собой многоугольные аппроксимации. Эти методы подходят для просмотра, а не для правильного измерения шероховатости.
Недавние работы 6,11,30 сосредоточены главным образом на количественной оценке шероховатости поверхностей (называемых параметрами шероховатости). На основе расчета этих параметров можно стандартизировать оценку поверхности отобранных материалов. Эти измерения описаны в литературе 6,30,31,32,33 и используются для измерения уровня сцепления и качества поверхностей материалов по их шероховатости.
The main roughness parameters reported in 6,11,30 are average roughness ( R a ) and root-mean-square roughness ( R q ). Эти меры оценивают среднее стандартное отклонение высот (впадин и пиков) в профиле поверхности для вычисления степени шероховатости. Однако для вычисления этих параметров сначала необходимо вычислить аппроксимирующую плоскость для точек, полученных с поверхности. Из коэффициентов плоскости можно определить высоту пика или впадины, оценивая координату высоты каждой точки облака. Расчет плоскости более подробно описан в разделе 4.1. 9{2}}$$
Рисунок 1, представленный в 6 , иллюстрирует поведение параметра по отношению к профилю поверхности образца.
Рисунок 1 Профиль поверхности, описанный в 6,30 , с пиками и впадинами. ( a ) Значение параметра R a и ( b ) разделение поверхности на части для вычисления R a . На основе изображений, представленных в 6 .
Полноразмерное изображение
Тем не менее, Сантос и др. . 6 также указывают, что параметры R a и R q не обеспечивают какую-либо локальную оценку поверхности. Для локального измерения используются другие параметры шероховатости, основанные на разделении профиля поверхности на более мелкие части и учете информации о пиках и впадинах отдельно. Таким образом, можно более подробно проанализировать оценку шероховатости. Этих параметров Средняя высота пика ( R PM ), Средняя глубина долины ( R VM ), 9196 Средняя пик-T-Vom ). DIN ) ), ten points height or average of five peaks ( R z ( ISO ) ), maximum peak height ( R p ), максимальная глубина долины ( R V ), максимальная высота пика к Valley ( R MAX ) и . это сумма высот самого высокого пика и самой глубокой долины.
Основная особенность расчета этих параметров заключается в том, что они получаются из образцов/участков поверхности, что обеспечивает уровень локального контроля, поскольку учитываются максимумы и минимумы каждой части. Рисунок 1(b), представленный на 6 , показывает связь расчетных параметров пиков и впадин с образцами (или участками) профиля поверхности.
Наконец, несмотря на локальный контроль, обеспечиваемый при расчете параметров на основе разделения профиля на участки/выборки, в 11 авторы также указывают, что анализ поверхности с различным разрешением дает наилучшие результаты для расчета шероховатости по геометрии. Другие работы, такие как 23,34,35 , не нацелены на количественное измерение шероховатости, а используют измерение шероховатости в качестве критерия субъективной оценки качества реконструкции сетки. В данной работе предлагается управление пространственным разделением, позволяющее анализировать опробованную поверхность на иерархических уровнях (описано в разделе 4. 1.2).
Метод получения облака точек
Успех облачных вычислений напрямую связан с качеством входных данных. Для считывающего и, в данном случае, лазерного сканирующего оборудования (LiDAR) характерно создание облака ошибочных точек 15 (см. рис. 2), что может привести к ошибкам вычислений либо в вычислении шероховатости, либо в реконструкция трехмерных поверхностей. В случае реконструкции поверхности в основных работах используется несколько методов обработки несовершенств точки помутнения для решения или уменьшения проблемы, либо с ограничениями входных данных, типом обрабатываемой геометрической формы, либо связанными с типом и формой вычисленного вывода. данные 15,16,17,18,22 . Однако для расчета коэффициентов шероховатости это невозможно. Обрабатывается только достоверная информация, и, таким образом, чем больше данных собирается, тем выше достигается точность.
Рисунок 2 Типы отказов, обнаруженные в облаке точек, на основе изображений, представленных в 15 . В проведенных тестах более частые проблемы были обнаружены с ( b ) неравномерной выборкой, ( d ) выбросами, ( e ) несовмещенными сканами и ( f ) данные отсутствуют. Эти проблемы более подробно описаны в 15 .
Полноразмерное изображение
На конечный результат могут повлиять несколько факторов. На протяжении всего процесса может произойти несколько ошибок, от подготовки материала до считывания данных с помощью LiDAR. Дефекты в подготовке поверхностей, ошибки в подготовке и обжиге материала, ошибки в подготовке поверхности для чтения, очистки поверхности, артефакты, вызванные маркировкой на блоках, ориентация блоков, неровность поверхности и регулирование (высота x точность) при чтении. Эти факторы ошибок можно контролировать или избегать на протяжении всего процесса.
Процесс производства блоков
Процесс производства блоков осуществляется в два этапа: формирование блоков на производственной линии на кирпичном заводе и цикл обжига керамики при различных температурах. Сбор данных о блоке следует проводить на образцах, которые не содержат дефектов, таких как: канавки, осколки или другие дефекты, вызванные упаковкой или транспортировкой. Если невозможно выполнить это условие, рекомендуется следовать процессу записи, как показано на рис. 3, с целью обеспечить некоторые несовершенства и однородность между блоками, способствуя процессу считывания данных.
Процесс производства блоков. Каждый блок должен быть тщательно подготовлен к процессу чтения.
Полноразмерное изображение
Процесс обжига блоков определяется как:
- 1.
Разделите все экструдированные блоки, которые будут использоваться для одной и той же температуры обжига.
- 2.
Блоки следует поместить в печь при 100 °С для сушки, которая достигается при изменении массы в течение часа менее 0,25%.
- 3.
Когда стабилизация достигнута, начинается процесс стрельбы. Муфельную печь разогревают до расчетной скорости кирпича.
- 4.
Каждый час температура должна повышаться со скоростью, рассчитанной на кирпич, пока не будет достигнута желаемая пиковая температура.
- 5.
Блоки должны поддерживаться при максимальной температуре в течение заданного времени.
- 6.
Муфельную печь выключают и дают блоку остыть.
- 7.
Вырезать лицо для использования в процессе чтения.
В этом процессе важно обращать внимание на обработку блоков, чтобы предотвратить создание артефактов и сбой, как показано на рис. 2, главным образом потому, что выбросы могут возникать на протяжении всего процесса.
Процесс считывания с поверхности
Очевидно, что целью процесса считывания является получение как можно большего количества точек с поверхности 15 . Это относительно простой процесс, но он требует некоторых основных процедур для обеспечения эффективного метода чтения. По существу необходимо установить положение и размер интересующей области и количество считываемых точек с поправкой на точность считывания оборудования. Чем выше точность, тем лучше качество информации, поэтому важно настроить оборудование на максимальную точность считывания.
На рис. 4 показан процесс успешного считывания данных во избежание проблем, связанных с рядом факторов, связанных с оборудованием и, в частности, с объектами выборки.
Рисунок 4Процесс чтения поверхностей.
Полноразмерное изображение
В центре внимания процесса считывания предлагаемого метода, однако, находится описание действий, необходимых для получения облака точек для анализа шероховатости поверхности, и он не содержит шагов или деталей действий для процессов, которые получить облака точек с другими целями. Например, в этом процессе рассматривался настольный сканер, в котором сканируемая деталь лежит на столе, а оборудование испускает лазерный луч сверху вниз. Кроме того, не рассматривалось получение другой информации, которая может иметь отношение к реконструкции поверхностей, такой как нормали или цвета, поскольку процесс фокусируется именно на информации о точках и особенно о высоте (9).1696 Z -ось) для расчета шероховатости.
Процесс, который выполняется после приобретения деталей, показан на (Рис. 4):
- 1.
Для каждого полученного поверхностного блока необходимо отрегулировать уровень блока в оборудовании, чтобы избежать проблем, связанных с ориентацией детали (в разделе 3.2.1 описаны проблемы, связанные с вращением детали).
- 2.
Установить место сканирования поверхности. На этом этапе необходимо выбрать места, не имеющие артефактов или проблем с поверхностью материала. Следует избегать царапин, рельефов, создаваемых материалами, из которых состоит поверхность, маленьких отверстий, больших впадин и вообще несовершенств. Хорошим подходом является использование шаблона с желаемым размером поверхности, чтобы отметить начальное положение интересующей области, а затем вручную установить конечное положение сканирования в программном обеспечении машины.
Таким образом, оборудование будет считывать прямоугольную область, совмещенную с осями плоскости основания поверхности ( XY самолет). - 3.
Отрегулируйте оборудование для повышения точности считывания в зависимости от высоты блока по отношению к оборудованию. Оборудование LiDAR обычно позволяет регулировать высоту лазера с помощью программного и аппаратного обеспечения, и можно вручную установить точность считывания по высоте.
- 4.
Установите количество считываемых точек (количество строк и столбцов), проверьте окончательное количество считываемых точек и соответствие точности считывания (минимальное расстояние между точками в направлениях X и Y ) согласование с точностью оборудования.
Запустите процесс чтения оборудования LiDAR. - 5.
Для каждой выбранной поверхности повторите шаги, начиная с пункта 2.
- 6.
В конце процесса экспортируйте из программного обеспечения оборудования отсканированные облака точек для обработки в программном обеспечении для расчета шероховатости.
Настройки и проблемы, связанные со считыванием данных
Наиболее важной конфигурацией в этом процессе является точность считывания в направлении высоты (по умолчанию рассматривается как ось Z ). Эта корректировка определяется программным обеспечением оборудования, которое должно иметь средства калибровки или регулировки высоты для считывания данных для достижения большей точности точек. Если высота лазера становится недостаточной, машина может не считывать столько точек, сколько настроено для определенной поверхности, или иметь ошибку считывания (например, пример на рис. 2). В дополнение к проблеме считывания высоты и досягаемости датчика высокое поглощение света и окклюзии в процессе сканирования могут привести к большой потере информации при считывании 15 .
Важно подчеркнуть, что, поскольку блоки поверхностей имеют разную высоту из-за процесса изготовления деталей и, возможно, усугубляются в процессе обжига, регулировка высоты должна выполняться для блока, а также для каждой поверхности, подлежащей оцифровке.
В процессе чтения оборудования LiDAR сбои происходят в основном из-за артефактов или несовершенства блоков. Однако проблемы с чтением также могут возникнуть, если поверхность неправильно расположена и ориентирована. Позиционирование и вращение блока относительно базы существенно не мешают процессу и не вызывают сбоев чтения. Однако выравнивание поверхности относительно осей базовой плоскости ( XY plane) способствует чтению, стандартизации, пониманию и обработке информации. Актуальной проблемой при сканировании является поворот блока по высоте относительно плоскости основания сканера. В этом смысле, если блок имеет «вертикальную» ориентацию, лазер может выйти из строя в двух случаях: калибровка по высоте ( Z – ось сканера), которая не адаптируется к считыванию в любом месте, поскольку лазер откалиброван на глобальная высота во время чтения и учитывает только небольшие изменения высоты вдоль поверхности. Этот резкий локальный перепад высот может привести к нарушению читаемости оборудования, а другой причиной отказа является эффект «тени». Хотя это и необычно, это происходит, когда одна точка препятствует считыванию другой точки, потому что она загораживает обзор этой другой точки лазерным лучом.
Проблема с вертикальным вращением вызвана артефактами и невозможностью разрезать блоки в процессе сбора данных. Чтобы избежать проблемы с вращением и получить как можно больше точек на поверхности, блок должен быть выровнен по осям основания сканера и размещен на опоре, обеспечивающей выравнивание. Это выравнивание устраняет любые проблемы вертикальной ориентации поверхности. Для этого блок необходимо поместить под материал, допускающий формовку или выравнивание во время считывания. В разделе 3.3 описано, как решить проблему выравнивания и поворота блоков.
Наконец, важно отметить, что многие проблемы, вызывающие несоосность, отсутствие данных или шум, вызваны неотъемлемыми характеристиками используемого оборудования. Поэтому, поскольку результаты варьируются в зависимости от используемого оборудования, важно выбрать оборудование с максимально возможной точностью считывания. Однако при этом следует учитывать такие вопросы, как уровень шума и возможность настройки и настройки оборудования.
Регулировка выравнивания блоков
В ходе испытаний возникли определенные трудности (как показано на рис. 2) в обеспечении эффективности процесса считывания облаков точек поверхностей.
При сканировании образца могут возникнуть проблемы с читаемостью из-за неправильного выравнивания (см. раздел 3.2.1). Для решения проблем вращения и выравнивания было разработано устройство, облегчающее обращение с блоками и их выравнивание. Система должна поддерживать блок и позволять регулировать положение и уровень. Размеры должны быть достаточными, чтобы избежать избыточного веса и облегчить обращение с блоком. Следует убедиться, что масса сборки не превышает предела, установленного для используемого оборудования LiDAR.
На рисунке 5 показан опорный ящик, использованный в испытаниях, изготовленный из дерева, высотой 25 мм и горизонтальными размерами, подходящими для образца, плюс зазор 10 мм. Важно отметить, что параметры чтения оборудования должны быть настроены в соответствии со спецификациями используемого оборудования. Шаги процесса должны быть установлены так, чтобы не нарушать работу оборудования или считывание данных.
Рисунок 5 Опорная коробка ( и ) для регулировки положения и поворота детали. Процесс сканирования ( b ) с опорной коробкой.
Полноразмерное изображение
Вычисление шероховатости поверхности
После процесса сбора облака точек выполняется процесс вычисления и представления коэффициентов шероховатости поверхности в виде дерева квадрантов. Процесс расчета коэффициентов шероховатости показан на рис. 6.
Рисунок 6Процесс расчета коэффициентов шероховатости поверхности.
Изображение в натуральную величину
Процесс вычисления коэффициентов шероховатости должен быть выполнен для каждого облака точек поверхностей, считанных в процессе чтения:
- 1.
Прочитать следующий файл точки помутнения (по одному на каждую сканируемую поверхность). Данные экспортируются и должны быть переведены в трехмерную структуру вершин.
- 2.
Плоскость фитинга вычисляется, как описано в разделе 4.
1. - 3.
Дерево квадрантов должно быть настроено в соответствии с количеством уровней, определенных для программы. Подробности см. в разделе 4.1.2.
- 4.
Коэффициенты вычисляются по уровням и узлам. Следовательно, для каждого узла и каждого уровня дерева квадрантов:
- (а)
Получить точки, принадлежащие региону текущего узла.
- (б)
Рассчитайте коэффициенты шероховатости, как описано в разделе 4.1.1.
- (а)
- 5.
Вычисленные коэффициенты шероховатости поверхности записываются в выходной файл для дальнейшей визуализации и обработки.
Вычисление плана подгонки
Измерения шероховатости, по сути, представляют собой разность высот относительно средней высоты облака точек в данном месте или плоскости подгонки. Для выполнения этого вычисления определяется плоскость, которая лучше всего подходит (представляет) облако точек. Эта плоскость должна учитывать ориентацию и наклон поверхности в качестве образца. Через рассчитанную плоскость можно оценить разность высот любой точки облака по отношению к высоте расчетной поверхности (т. е. по отношению к высоте плоскости). Уравнение, которое определяет плоскость (рассматривая ось Z как высоту):
$$Z={b}_{0}+{b}_{1}x+{b}_{2}y$$
Для расчета подгоночной плоскости используется метод произведения наименьших квадратов , задача которого состоит в том, чтобы найти коэффициенты этой опорной плоскости по точкам поверхности. По коэффициентам можно определить высоту плоскости по отношению к любой точке поверхности. Матрица B , определяющая коэффициенты плоскости ( b 0 , b 1 и 9{T}\times L)$$
где A — матрица, образованная точками поверхности без высотной координаты (в данном случае z ), A T — транспонированная матрица A и A −1 является обратной матрицей A . Наконец, L — это матрица, состоящая из координат z всех точек облака. Матрицы A и L определяются как:
$$\begin{array}{cc}A=[\begin{array}{lll}1 & {x}_{0} & {y}_{0}\\ 1 & {x}_{1 } & {y}_{1}\\ \vdots & \vdots & \vdots \\ 1 & {x}_{n} & {y}_{n}\end{массив}] & L=[\begin {массив}{l}{z}_{0}\\ {z}_{1}\\ \vdots \\ {z}_{n}\end{массив}]\end{массив}$$
На рисунке 7 показан пример подгоночной плоскости, которая была рассчитана с помощью ее коэффициентов (матрица B ) и точек в углах поверхности.
Пример аппроксимирующей плоскости (выделена оранжевым цветом), рассчитанной по облаку точек (выделены черным цветом).
Полноразмерное изображение
Расчет параметров шероховатости
Параметры шероховатости вычисляются из коэффициентов, рассчитанных для плоскости путем расчета средней шероховатости ( R a ), учитывая, что z 7 – высота и рассчитывается как Z = B 0 + B 1 × P I P I P I P I P I P I P I .7 + b 2 × p i y . z , вычисленное для R a , является абсолютным; однако для расчета пиков и впадин учитываются положительные и отрицательные значения по отношению к z плоскости. Это неабсолютное значение является основой для расчета других параметров шероховатости, формулировки которых представлены в 6 и упомянуты в разделе 2.
Еще одним важным вопросом реализации является разделение площади поверхности или ее части на пробы или участки. Поскольку при расчете учитывается 2D-профиль, параметр разделения области определяется для учета настраиваемого количества патчей или подобластей. В проведенных тестах этот параметр определен как 5, как описано в 6 . Хотя можно исследовать и другие значения, в данной работе не считалось уместным проводить эксперименты с другими значениями.
Иерархическая структура представления параметров шероховатости
Коэффициенты или параметры шероховатости, рассчитанные по всей поверхности, указывают средние или общие значения для всей области образца. Однако локальное распределение этих значений не рассматривается. Для поверхности обычно вводят изменение коэффициента в соответствии с локальной выборкой шероховатости.
Оценка параметров в конкретном месте с соблюдением критерия местоположения дает преимущества как при сравнении различных участков поверхности, так и между несколькими образцами большей поверхности материала или нескольких изделий, изготовленных из одного и того же материала. Ожидается, например, что существенные различия возникают на поверхности образца. Однако среди различных образцов одного и того же производства ожидается аналогичное поведение коэффициентов в одном и том же месте или в пределах ожидаемого отклонения из-за возможных изменений в процессе обработки поверхности.
Для оценки параметров шероховатости в нескольких местах выборки материала предлагается иерархическое пространственное разделение области выборки. Хотя это пространственное разделение может быть реализовано несколькими способами, важно учитывать схему площади и местоположения для каждого региона, а также размер самого региона. Образец и расположение упрощают сравнение различных образцов, а размер области важен для определения значимости измерения шероховатости.
Размер каждой области может значительно различаться в зависимости от типа материала. Следовательно, это параметр размера, который должен определять пользователь, оценивающий вычисленные значения шероховатости. Чтобы улучшить пространственное разделение (местоположение и размер) и управление им, используется структура данных дерева квадрантов.
Дерево квадрантов — это широко используемая структура для пространственного разделения для представления сценариев в компьютерной графике, будь то для проверки столкновений, представления структур на уровне детализации или для сохранения иерархической информации о конкретном местоположении. В качестве характеристики узел этого типа дерева может быть листом (без детей, то есть концом ветви) или ветвью (имеющей ровно четырех детей). У узла ветви дерева есть средние значения, которые представляют вычисленные значения его четырех дочерних элементов. Если дочерние элементы также являются ветвями, то они также имеют средние или репрезентативные значения для своих четырех дочерних элементов и так далее. Таким образом, на самом высоком уровне дерева (называемом корнем) вычисляются коэффициенты шероховатости для всей поверхности. На каждом уровне дерева рассчитываются параметры шероховатости каждой области с учетом пространственного деления. Последний уровень — это параметр, определяемый пользователем для минимальной области оценки параметров шероховатости. На рис. 8 показан пример различных уровней разделения поверхности с использованием дерева квадрантов.
Иерархическое пространственное подразделение с деревом квадрантов. ( a ) Корневой элемент; ( b – d ) последовательные подразделения.
Увеличить
Расчет параметров шероховатости для уровней дерева квадрантов
После пространственного разделения поверхности по координатам, образующим полигон поверхности, выполняется классификация точек по регионам/делениям. Этот процесс является рекурсивным; то есть точки также классифицируются в пределах области последовательных подразделений.
Следует отметить, что параметры шероховатости различных ветвей дерева не получены в среднем; они пересчитываются, что определяет лучшую точность параметров. Для каждого пространственного подразделения точки каждой области учитываются для расчета параметров шероховатости (как описано в разделе 4.1.1), и значения сохраняются в древовидной структуре. Таким образом, пользователь может оценить коэффициенты шероховатости на различных участках.
Новый метод оценки шероховатости поверхности
После расчета параметров шероховатости на разных уровнях дерева информация для представления и анализа результатов обрабатывается в другом программном обеспечении. На рисунке 9 представлен расчет информации, сгенерированной этим новым программным обеспечением для анализа и оценки шероховатости отобранных поверхностей.
Рисунок 9Процесс расчета инструментов для оценки и анализа коэффициентов шероховатости.
Полноразмерное изображение
Процесс создания графической информации для анализа и оценки шероховатости определяется как:
- 1.
Все файлы коэффициентов шероховатости (по одному на поверхность) считываются программой для анализа.
- 2.
Поверхности сохраняются в списке для совместной обработки.
- 3.
В соответствии с заданным для анализа уровнем дерева квадрантов обходятся все узлы всех поверхностей для определения значений R a эталона: средний ( R a
avg), минимум ( R a мин ) и максимум ( R a max ). Более подробная информация описана в Разделе 5.1.
- 4.
Для каждого узла каждой поверхности и в соответствии с уровнем выбранного дерева квадрантов:
- (а)
Коды шероховатости или сигнатуры вычисляются, как определено в Разделе 5.
1. - (б)
Вычислена гистограмма узла (раздел 5.1.1).
- (с)
Сигнал собран из R a данные узла и нанесены на график для сравнения с эталонными значениями (раздел 5.1.1).
- (а)
- 5.
Страница со всеми сгенерированными графическими объектами отображается пользователю (инженеру-строителю), который может оценить и проанализировать измеренную шероховатость на каждой поверхности и сделать вывод об их поведении и возможностях сцепления в каждой ситуации или конфигурации процесса получения блока.
Сигнатура шероховатости поверхности
Для поверхности создается код или сигнатура, состоящая из значений шероховатости каждой области, определяемой подразделением дерева квадрантов. Таким образом, можно визуально идентифицировать образец поверхности образца и сравнить его с другой поверхностью по характеру шероховатости. На рис. 10 показан пример визуального кода, созданного на основе эталонных коэффициентов (названных средней шероховатостью поверхностей, выбранных для выборки 9).1696 R a avg ) и уровень большей детализации, используемый, например, в случае четвертого уровня дерева квадрантов (3-е подразделение).
Рисунок 10 ( a ) Пример кода шероховатости поверхности (подпись). Вычислено из 4-го уровня (3-го подразделения) параметров шероховатости дерева квадрантов ( R a ). ( b ) Пример показателей оценки шероховатости поверхности. В центре: визуальный минимизированный код поверхности. Внизу: гистограмма, рассчитанная по визуальному коду. Справа: диаграмма сравнения поверхности R a coefficients with the R a avg , R a min , and R a max reference values.
Полноразмерное изображение
Для генерации цветов кода (визуальной подписи) используется шкала серого, при этом значение R a локальное сравнивается со средним значением ( R a avg ), minimum ( R a min ), and maximum ( R a max ) values of the reference. Для целей сравнения и в отсутствие стандартного эталонного значения в литературе среднее значение R a ( R a avg ), а также минимальное значение ( R avg ) a min ) и максимальное ( R a max ) из R a 9075 выборки, полученные на эталонных поверхностях.
Исходя из этих эталонных значений, чем ближе расположение R a к R a min , тем ближе будет цвет к белому. Чем ближе R а расположение к R a max , тем ближе к черному будет цвет. Следовательно, чем ближе к R a avg , тем ближе к серо-среднему будет цвет.
Максимально определенный уровень глубины (наименее оцененная деталь дерева квадрантов) является параметром пользователя. Для выполненных тестов четвертый уровень подразделения (1,5625 мм 2 ) используется для иллюстрации генерации сигнатуры блока, потому что он не так далек от точности считывания оборудования LiDAR (0,1 мм) и с разумным числом баллов (≈156 баллов) для диапазона R и значения.
Другие инструменты для оценки шероховатости
В дополнение к визуальному признаку шероховатости также предлагается использовать другие метрики для оценки и сравнения шероховатости ( R a ) между поверхностями. На рисунке 10 приведен пример набора показателей, используемого для оценки и сравнения шероховатости.
Сначала по цветовому составу визуального кода строится гистограмма для проверки частоты цветов и сравнения дисперсии или концентрации в диапазоне значений R a min (белый) и R a max (черный). Ось x гистограммы представляет 256 возможных значений оттенков серого, от белого ( R a мин. ) до черного ( R макс. 90). Ось y представляет количество раз (частоту), когда в коде появляется определенный оттенок серого. Гистограмму можно использовать для проверки дисперсии коэффициентов R a относительно среднего ( R a avg ) для каждой поверхности. Сигнатура поверхности (серые плитки) позволяет визуально оценить дисперсию коэффициентов, а гистограмма позволяет количественно оценить эту дисперсию.
Другая форма оценки для сравнения коэффициентов поверхностей с эталонными параметрами посредством линейной диаграммы, с помощью которой можно проверить поведение и распределение коэффициентов поверхностей по отношению к эталонным параметрам.
Для построения графика массив поверхностных коэффициентов преобразуется из двумерного сигнала в одномерный сигнал. In addition to the coefficients, the reference values ( R a avg , R a min , and R a max ) are also plotted на графике и в целом оцениваются вариации коэффициентов поверхностей. Таким образом, можно сравнивать одну поверхность с другими, проверяя те, которые имеют больший или меньший разброс коэффициентов по отношению к R a среднее .
В разделе 6 описаны проведенные испытания, полученные результаты и способы использования этих инструментов для оценки шероховатости поверхности.
Испытания и анализ результатов
Для проверки предложенного метода анализа и оценки шероховатости поверхности были рассчитаны коэффициенты шероховатости и получены аналитические данные для образцов красных керамических блоков. Цель этих испытаний состоит в том, чтобы проверить, являются ли предлагаемые методы удовлетворительными для оценки шероховатости поверхности блоков, позволяя установить связь между этим свойством и сопротивлением адгезии растворов для покрытия блоков. С этой целью из одной и той же глины были изготовлены керамические блоки, подвергнутые циклам обжига при 800 °С и 1000°С, в результате чего были получены блоки со значительными различиями в физико-механических свойствах.
Блоки были подготовлены, прочитаны и проанализированы в соответствии с процессами, описанными в разделах 3 и 5. Наконец, визуальная информация была получена для анализа и оценки результатов.
Для расчета сигнатур шероховатости используется 3-й уровень подразделения иерархии дерева квадрантов, поскольку это хорошее разрешение для расчета шероховатости, поскольку оно приближается к уровню точности считывания лазера, и именно первый уровень подразделения позволил нам убедиться в значительной разнице между поверхностями (см. рис. 11). Для просмотра подписи уменьшенная версия рисунка (без значений коэффициентов R a ), потому что это облегчает визуальную интерпретацию и сравнение результатов.
Сигнатуры шероховатости поверхностей с четырьмя уровнями детализации. В первом столбце под каждой цифрой показаны общие R a . В других столбцах показаны среднее ( R a среднее ), минимальное ( R a min ), максимальное ( R a max ) and standard deviation ( R a sdv ) for each set of R a .
Изображение в натуральную величину
Оценка полученных результатов
Для оценки результатов сравниваются визуальные признаки всех поверхностей. Другая информация (гистограмма и график шероховатости) также используется для помощи в анализе поведения коэффициента. Таким образом, помимо значений R a , рассчитанные для каждого местоположения каждого уровня точности дерева квадрантов (представляющие данные для количественной оценки), а также рассчитанные в справочных работах 6,11 , в этой работе представлены новые инструменты, позволяющие более точно оценка поведения коэффициентов на поверхности, а также сравнение коэффициентов (сигнатур) между различными поверхностями.
В отношении локальной оценки, т. е. визуализации информации о шероховатости на поверхности, с пространственным разделением областей (квадрант), сигнатура шероховатости метода позволяет лучше интерпретировать локально рассчитанные коэффициенты, чем эталонные методы, описано в 6,11 . Можно лучше понять, что происходит с внутренними коэффициентами и их распределением по поверхности.
На основе анализа сигнатуры можно визуализировать участки поверхности с большим разнообразием коэффициентов и определить, какие участки имеют больший (или меньший) уровень шероховатости. По сравнению с методами, представленными в 6,11 , в этом отношении имеется значительный выигрыш, поскольку методы представляют только глобальные коэффициенты шероховатости поверхностей без локального или детального анализа.
По сравнению с методами реконструкции поверхности 15,16,17,18,21,22 предлагаемый метод имеет преимущество как в том, что информация в этих справочниках сглажена по отношению к исходной поверхности, так и в том, что что он не фокусируется на анализе коэффициентов шероховатости именно потому, что он направлен на воспроизведение поверхностей, а не на анализ шероховатости. Эти методы позволяют только качественно оценить коэффициенты шероховатости.
Характеристика шероховатости также позволяет провести общую оценку поверхности, сравнивая одну поверхность с другими поверхностями того же блока и со всеми поверхностями, отобранными при одной и той же температуре обжига. Это позволяет оценить поведение деталей (поверхностей) внутри самого блока, найти закономерности поведения, указывающие на более высокий коэффициент межфазной адгезии в определенных местах и общее поведение коэффициентов по отношению к блокам той же температуры. Например, в блоке есть области с большей шероховатостью, а есть области с меньшей шероховатостью; можно определить области, где блоки могут способствовать прилипанию.
Для оценки коэффициентов шероховатости поверхности предлагается анализ как уровня детализации делений дерева квадрантов, так и сравнение поверхностей путем анализа разработанных оценочных метрик (сигнатуры, гистограммы, графика шероховатости).
Оценка по уровню детализации
Первой предлагаемой формой оценки является иерархический и локальный анализ коэффициентов шероховатости. В этом методе оценки можно анализировать и сравнивать сигнатуры поверхности на разных уровнях детализации. Чем выше уровень разделения оцениваемого дерева квадрантов, тем выше уровень точности этой оценки именно потому, что предыдущие уровни имеют глобальные или средние значения по отношению к региону. Также следует учитывать, что на начальном уровне дерева квадрантов (корневом уровне) вычисляемый коэффициент является глобальным значением поверхности, т. е. того же типа результата, что и работы, представленные в 6,11 . На рисунке 11 представлено сравнение на начальных уровнях деревьев квадрантов двух поверхностей, отобранных для проведенных тестов. В этом примере коэффициенты на более низком уровне детализации кода (уровни 0, 1 и 2) дают очень похожие результаты благодаря средним значениям R a . Это заметно, потому что как R a в первом столбце, так и значения R a min и R a max во второй и третьей колонках таблицы очень похожи (даже изображения очень похожи). Однако на третьем уровне деления (уровень 3) разница между поверхностями воспринимается лучше. Изображения имеют большую разницу, и R a min и R a max имеют большую разницу по сравнению с результатами предыдущих уровней.
Инженер-профессионал, однако, может использовать тот уровень подразделения, который лучше всего подходит для его целей, потому что он позволяет искать закономерности сходства между блоками или более подробно анализировать их различия.
6.1.2 Сравнительная оценка шероховатости
Сравнение результатов, полученных при различных температурах, указывает инженеру-профессионалу показатель, позволяющий определить, какой процесс выбрать в соответствии с желаемым уровнем шероховатости. В таблице 1 представлены результаты ( 9{\circ}\)C демонстрируют больший разброс коэффициентов, а также большее значение шероховатости, что указывает на то, что эта температура обжига представляет большую шероховатость вдоль поверхности и, следовательно, создает прочность на сдвиг 2 .
Таблица 1 Сравнение шероховатости поверхности по температурным группам.Полноразмерная таблица
Другой формой анализа, используемой в этой работе, является сравнение данных с помощью недавно предложенных инструментов анализа. Комбинируя использование трех инструментов, можно вывести несколько вариантов поведения, шаблонов и анализов поверхностей, взятых в качестве образцов. На рисунке 12 представлены результаты, полученные в ходе тестов, проведенных для проверки модели.
Все результаты.
Full size image
For computing the signatures, the minimum ( R a min ), maximum ( R a max ), and average ( R a avg ) были вычислены на всех отобранных поверхностях. Найдены следующие значения: R a мин = 1,714 мкм , R a max = 15.78 μm , and the average roughness R a avg was 3.484 μm .
Характеристика шероховатости помогает в оценке шероховатости и межфазной адгезии в образцах с разной температурой, поскольку, в частности (см. рис. 12), существует дифференцированное поведение между блоками с разной температурой обжига. Как показано на рис. 12, некоторые поверхности имеют больший разброс шероховатости, чем другие. Это воспринимается по цветовой вариации подписи. Однако можно выделить и другие виды поведения. Например, в проведенных тестах удалось проверить стандартизированное поведение (подобие) между поверхностями аналогичных областей всех блоков, см. столбец «Поверхность А» на рис. 12. Проверено, что в этой области блоки, коэффициенты имеют в целом низкую вариацию; они имеют значения близкие или ниже средней шероховатости ( R a в среднем ). Это поведение показано на графике коэффициентов.
Другой инструмент, используемый для оценки результатов, гистограмма, позволяет нам сравнивать изменение значений шероховатости между блоками с разной температурой обжига. Обычно отмечается, что поверхности блоков с температурой обжига 800 °С сконцентрировали коэффициенты ближе всего к центру гистограммы (или ближе к значению R a в среднем ). На поверхностях блоков 1000 °С наблюдается больший разброс или разброс значений по отношению к средней шероховатости ( R a ср ).
Благодаря результатам, представленным с помощью инструментов, использованных для анализа, можно было количественно и визуально убедиться, что блоки с температурой обжига 1000 °C имеют больший разброс шероховатости по сравнению с блоками с температурой обжига 800 °C, что предполагает эффект благоприятствования межфазной адгезии с бетоном.
Наконец, предлагаемые средства позволяют в большей степени варьировать критерии оценки шероховатости поверхности по отношению к количественному виду, представленному в справочниках 6,11 и субъективным методам 15,16,17,18,21, 22 . Как видно из представленных результатов, можно проводить анализ на нескольких уровнях детализации, допуская сравнения и предположения, которые нелегко определить с помощью простого анализа глобальных коэффициентов.
Вывод
Оценка качества поверхности материалов путем измерения и анализа параметров шероховатости известна 6,11,15 как эффективный способ определения качества или стандартизации поверхностей. Кроме того, возможность вычисления результатов локализованным способом и посредством пространственного разделения и иерархической организации и подразделения этих местоположений предоставляет специалистам-строителям более точный контрольный инструмент для сравнения и оценки качества поверхности. Например, можно предоставить несколько образцов поверхности одного и того же материала и проверить образцы шероховатости образцов, а также проверить и оценить искажения, вызванные способом изготовления детали или факторами окружающей среды, такими как температура, давление, трение.
Предлагаемые инструменты эффективны для анализа и оценки шероховатости в соответствии с концепциями, определенными в справочных работах 6,11 , и привносят новый и выгодный взгляд на анализ шероховатости поверхности, поскольку они позволяют проводить локализованную и детальную оценку коэффициентов шероховатости поверхностей и в то же время облегчить сравнительный анализ различных поверхностей образцов.
Хотя в этой работе представлен метод расчета шероховатости поверхности, применяемый в контексте гражданского строительства, его можно успешно использовать и в других контекстах. Для изучения образований массива горных пород в геомеханике и геодинамике массивов горных пород анализ шероховатости важен для определения прочности на сдвиг, деформации и поведения просачивания неровностей на поверхности горных пород. Несколько работ, таких как 19,36,37 отмечают сложность анализа данных традиционным методом и тенденцию использования трехмерных облаков точек для эффективного и точного расчета шероховатости поверхности. Как описано в 19,36,37 , шероховатость является частью расчета, выполняемого для измерения формы профиля поверхности. В контексте геомеханики горных пород используется параметр JRC (коэффициент шероховатости соединения). Этот параметр рассчитывается на основе геометрии поверхности и в основном представляет собой меру, связанную с расстоянием точки до аппроксимирующей плоскости поверхности, подобно R a вычислено в этой работе. Poropat 36 далее описывает, что шероховатость может влиять на прочность на сдвиг в различных масштабах, как на уровне волнистости, так и на уровне микрошероховатости. Что характеристика шероховатости должна быть понята и связана с масштабом. Предлагаемый в данной работе метод может быть использован для многомасштабного расчета шероховатости, так как позволяет проводить анализ шероховатости на различных уровнях иерархического представления. Кроме того, предлагаемые инструменты анализа шероховатости помогают понять закономерности шероховатости, количественно и визуально указывая на изменение текстуры вдоль поверхности.
Наконец, есть еще несколько моментов, которые можно изучить, чтобы попытаться улучшить общую оценку поверхностей, таких как сбор данных с помощью фотограмметрии и оценка площади шероховатой части, а не только высоты, это указывало бы на более точность адгезии, которую может позволить каждая поверхность.
Ссылки
Венкатарама Редди, Б., Лал, Р. и Нанджунда Рао, К. Повышение прочности сцепления и характеристик кирпичной кладки из грунта и цемента. J. Материалы гражданского строительства 19 , 164–172 (2007).
Артикул Google ученый
Таха, М. Р. и Шрив, Н. Использование пуццоланов для улучшения сцепления и прочности сцепления. В г. состоялся 9-й Канадский симпозиум по каменной кладке. Канада (2001).
Мышкин Н., Петровец М., Чижик С. Моделирование реального контакта в трибологии. Трибол. Междунар. 31 , 79–86 (1998).
КАС Статья Google ученый
Маршалл, С.Дж., Бейн, С.К., Байер, Р., Томсия, А.П. и Маршалл, Г.В. Обзор науки о адгезии. стоматологические материалы 26 , e11–e16 (2010).
Артикул Google ученый
Сантос П. М. и Хулио Э. Н. Современный обзор методов количественного определения шероховатости бетонных поверхностей. Стр. Строить. Матер. 38 , 912–923, https://doi.org/10.1016/j.conbuildmat.2012.09.045 (2013).
Артикул Google ученый
Перес Ф., Биссоннетт Б. и Курар Л. Комбинация методов механической и оптической профилометрии для определения характеристик шероховатости бетонной поверхности. Маг. Конкр. Рез. 61 , 389–400 (2009).
Артикул Google ученый
Гарбац А., Курар Л. и Костана К. Характеристика шероховатости бетонной поверхности и ее связь с адгезией в ремонтных системах. Матер. Персонаж . 56, 281–289, https://doi.org/10.1016/j.matchar.2005.10.014, 9-й ECSIA и 7-й STERMAT: Стереология и анализ изображений в материаловедении (2006).
Садовский Л., Чарнецкий С. и Хола Й. Оценка параметров высоты 3d шероховатости бетонного основания и адгезии к эпоксидной смоле. Междунар. J. Adhesion Adhesives 67 , 3–13, https://doi.org/10.1016/j.ijadhadh.2015.12.019, Специальный выпуск по адгезии, подготовке поверхности и клеевым свойствам (2016).
Миро, М. М. и др. . 3d и 2d структурная характеристика двухфазных наноструктур 1d al/al2o3. J. микроскопия 258 , 113–118 (2015).
КАС Статья Google ученый
Григориадис, К. Использование лазерной интерферометрии для измерения шероховатости бетонного основания при ямочном ремонте. Автомат. Констр. 64 , 27–35, https://doi.org/10.1016/j.autcon.2015.12.025 (2016).
Артикул Google ученый
Stolz, C.M. & Masuero, A.B. Анализ основных параметров, влияющих на площадь контакта подложки/раствора, с помощью трехмерного лазерного сканера. J. Colloid interface science 455 , 16–23 (2015).
КАС ОБЪЯВЛЕНИЯ Статья Google ученый
Бергер, М. и др. . Современное состояние реконструкции поверхности по облакам точек. В Eurographics star сообщает , vol. 1, 161–185 (2014).
Каждан М., Болито М. и Хоппе Х. Реконструкция поверхности Пуассона. In Proceedings of the Fourth Eurographics Symposium on Geometry Processing , SGP ’06, 61–70 (Eurographics Association, Aire-la-Ville, Швейцария, Швейцария, 2006 г.).
Каждан М. и Хоппе Х. Реконструкция экранированной поверхности Пуассона. транзакций ACM на графике. (ToG) 32 , 29 (2013).
Артикул Google ученый
Таубин, Г. Реконструкция гладкой поверхности со знаком и приложения. Прог. Распознавание образов, анализ изображений, вычисления. Видение, Приложение .
38–45 (2012).Мах, Дж., Самсон, К., Маккиннон, С.Д. и Тибодо, Д. 3D лазерная визуализация для анализа шероховатости поверхности. Междунар. Дж. Рок Мех. Мин. науч. 58 , 111–117, https://doi.org/10.1016/j.ijrmms.2012.08.001 (2013).
Артикул Google ученый
Lee, CH, Varshney, A. & Jacobs, D. W. Заметность сетки. В документах ACM SIGGRAPH 2005, SIGGRAPH ’05 , 659–666, https://doi.org/10.1145/1186822.1073244 (ACM, Нью-Йорк, США, 2005 г.).
Шалл О. и Самозино М. Поверхность из разбросанных точек. В г. Краткий обзор последних событий. 1-й международный семинар по семантическим виртуальным средам , страница S, 138–147 (2005 г.).
Нэн, Л. и Вонка, П. Полифит: Реконструкция полигональной поверхности по облакам точек. В Международная конференция IEEE по компьютерному зрению (ICCV) (2017).
Ван, К., Торхани, Ф. и Монтанверт, А. Быстрый подход к оценке визуального качества трехмерной сетки на основе шероховатости. Компьютеры и графика 36 , 808–818, https://doi.org/10.1016/j.cag.2012.06.004 (2012).
Артикул Google ученый
Лабатут, П., Понс, Дж. и Керивен, Р. Эффективная многоракурсная реконструкция крупномасштабных сцен с использованием точек интереса, триангуляции Делоне и графических разрезов. В 11-я Международная конференция IEEE по компьютерному зрению, 2007 г. , 1–8, https://doi.org/10.1109/ICCV.2007.4408892 (2007).
Чжоу Ю., Шен С. и Ху З. Реконструкция поверхности с сохраненными деталями по облаку точек. Датчики 19 , https://doi.org/10.3390/s178 (2019).
Ван, В. и др. . Реконструкция поверхности из неориентированных облаков точек с помощью новой стратегии выбора треугольников.
Компьютеры и графика г., https://doi.org/10.1016/j.cag.2019.08.002 (2019 г.).Болито, М., Каждан, М., Бернс, Р. и Хоппе, Х. Многоуровневая потоковая передача для реконструкции поверхности вне ядра. В симпозиуме по обработке геометрии , 69–78 (Citeseer, 2007).
Болито, М., Каждан, М., Бернс, Р. и Хоппе, Х. Параллельная пуассоновская реконструкция поверхности. На Международном симпозиуме по визуальным вычислениям, 678–689 (Springer, 2009).
Ван, Р., Питамбаран, Дж. и Чен, Д. Облака точек лидара для трехмерных городских моделей: обзор. IEEE Дж. Сел. Верхний. заявл. Обсерв. Земли Удаленный. Sens. 11 , 606–627, https://doi.org/10.1109/JSTARS.2017.2781132 (2018).
ОБЪЯВЛЕНИЕ Статья Google ученый
Gadelmawla, E., Koura, M., Maksoud, T., Elewa, I. & Soliman, H.
Параметры шероховатости. Дж. Матер. Процесс. Технол. 123 , 133–145, https://doi.org/10.1016/S0924-0136(02)00060-2 (2002).Артикул Google ученый
Sander, M. Практическое руководство по оценке текстуры поверхности (Mahr Feinprüf, 1991).
Маммери, Л. Анализ текстуры поверхности: Справочник (Hommelwerke GmbH, 1992).
Томас, Т. Шероховатые поверхности (Imperial College Press, 1999).
Lavoué, G. Мера шероховатости для визуального маскирования трехмерной сетки. В Материалы 4-го симпозиума по прикладному восприятию в графике и визуализации , 57–60 (ACM, 2007).
Лавуэ Г. Локальная мера шероховатости для трехмерных сеток и ее применение для визуального маскирования. ACM Trans. заявл. Восприятие. 5 (21), 1–23, https://doi.
Тамбу, Дж. А. и Дханасекар, М. Характеристика тонкослойного цементно-полимерного раствора для бетонной кладки. Стр. Строить. Матер. 82 , 71–80, https://doi.org/10.1016/j.conbuildmat.2014.12.098 (2015).
Артикул Google ученый
Клингвалл, Э. Р., Раннар, Л.-Э., Бэкстём, М. и Карлссон, П. Влияние параметров процесса ebm на шероховатость поверхности. Быстрый прототип. Дж. 22 , 495–503 (2016).
Артикул Google ученый
Моро, Н., Руде, К. и Жантиль, К. Исследование и сравнение измерений шероховатости поверхности Journées du Groupe de Travail en Modelization Géométrique (GTMG’14), Lyon (2014).