Таблица сортамента равнополочного уголка: ГОСТ 8509-93 Сортамент уголков стальных равнополочных
alexxlab | 12.03.1985 | 0 | Разное
Сортамент уголков в виде таблиц
Вашему вниманию представлен сортамент равнополочных и неравнополочных уголков, выполненных по ГОСТ 8509-93 и ГОСТ 8510-86 соответственно. Все параметры уголков: размеры и геометрические характеристики, сгруппированы в интерактивные таблицы, которые позволяют фильтровать и группировать данные в сортаменте.
Особенность сортамента уголков
Группировка данных
По умолчанию, в каждой таблице показана информация по 15 уголкам, для удобства просмотра. Для перехода между группой профилей, в правой нижней части таблицы есть переключатели.
Адаптивность таблиц
Данные таблицы адаптивны и удобно открываются на любом типе устройства — подстраиваются под размеры вашего экрана. При просмотре сортамента со смартфона или планшета, предусмотрена горизонтальная прокрутка содержимого таблиц.
Фильтрация параметров
Функция фильтрации позволяет выделить нужную строчку в таблице. Для этого, достаточно в поиск (в правом верхнем углу) вбить уникальный параметр какого-либо уголка (можно использовать момент инерции или момент сопротивления), после чего таблица выдаст вам одну-единственную, нужную строчку. После чего вы можете с комфортом фиксировать себе нужные данные из сортамента и не отвлекаться на другие параметры.
После чего вы можете с комфортом фиксировать себе нужные данные из сортамента и не отвлекаться на другие параметры.
Уголок металлический: равнополочный и неравнополочный
Металлический уголок представляет собой один из самых популярных видов металлопроката, выпускаемых промышленностью. Он применяется во многих областях: при строительстве любых типов зданий, устройстве системы заземления, выполнении различных крепежных элементов, кронштейнов, мебели, при создании технологического оборудования, сельскохозяйственных машин и строительной техники. Благодаря своей геометрии уголок имеет довольно высокую прочность и сравнительно малый вес. Размеры уголков, их характеристики, а также применяемые для производства материалы прописаны в соответствующих ГОСТ.
Виды металлических уголков
Уголки, изготавливаемые из металла, бывают двух видов:
- равнополочные;
- неравнополочные.
В первом варианте каждая сторона (полка) имеют одинаковую ширину, например, 35 мм на 35 мм, 50 мм на 50 мм.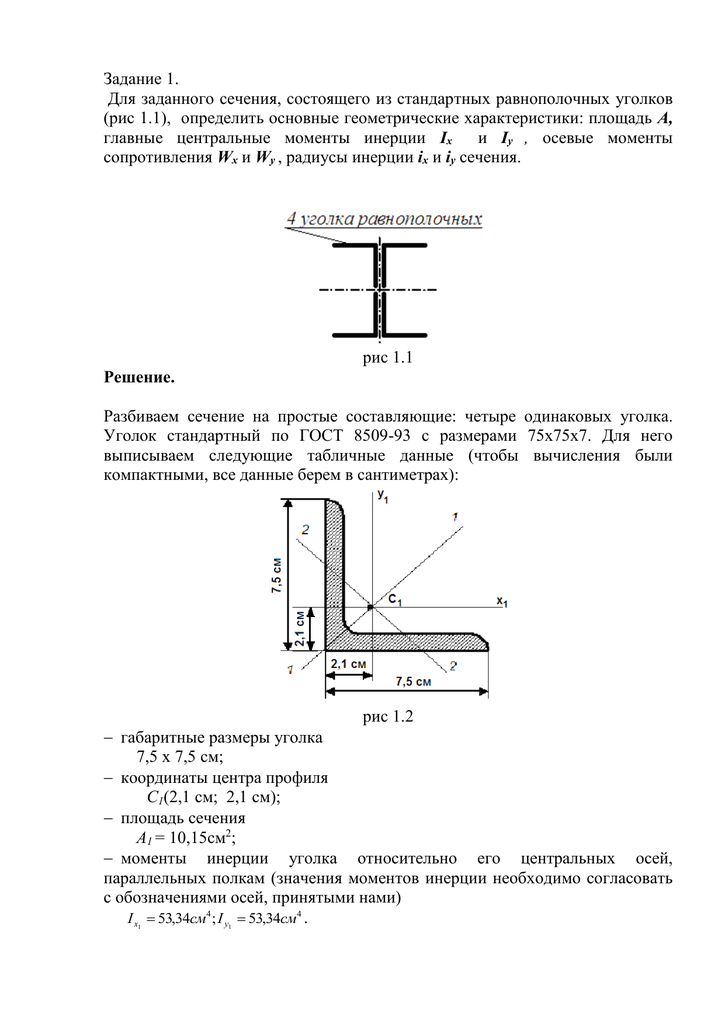
Во втором – полки имеют отличающуюся друг от друга ширину, причем эта разница может доходить до 2 раз, например, 40 мм на 25 мм, 125 мм на 60 мм.
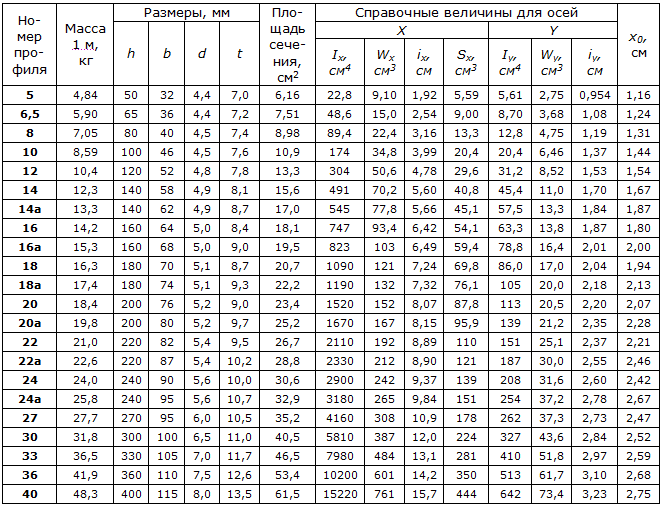
Уголки стальные горячекатаные равнополочные по ГОСТ 8509-93
В данной таблице представлены геометрические характеристики стальных горячекатаных равнополочных уголков
| № уголка | [мм] | [мм] | [мм] | [мм] | [см2] | [см4] | [см3] | [см] | [см4] | [см] | [см4] | [см3] | [см] | [см4] | [см] | [кг] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 20 | 3 | 3,5 | 1,2 | 1,13 | 0,40 | 0,28 | 0,59 | 0,63 | 0,75 | 0,17 | 0,20 | 0,39 | 0,23 | 0,60 | 0,89 |
| 2 | 20 | 4 | 3,5 | 1,2 | 1,46 | 0,50 | 0,37 | 0,58 | 0,78 | 0,73 | 0,22 | 0,24 | 0,38 | 0,28 | 0,64 | 1,15 |
| 2,5 | 25 | 3 | 3,5 | 1,2 | 1,43 | 0,81 | 0,46 | 0,75 | 1,29 | 0,95 | 0,34 | 0,33 | 0,49 | 0,47 | 0,73 | 1,12 |
| 2,5 | 25 | 4 | 3,5 | 1,2 | 1,86 | 1,03 | 0,59 | 0,74 | 1,62 | 0,93 | 0,44 | 0,41 | 0,48 | 0,59 | 0,76 | 1,46 |
| 2,8 | 28 | 3 | 4,0 | 1,3 | 1,62 | 1,16 | 0,58 | 0,85 | 1,84 | 1,07 | 0,48 | 0,42 | 0,55 | 0,68 | 0,80 | 1,27 |
| 3 | 30 | 3 | 4,0 | 1,3 | 1,74 | 1,45 | 0,67 | 0,91 | 2,30 | 1,15 | 0,60 | 0,53 | 0,59 | 0,85 | 0,85 | 1,36 |
| 3 | 30 | 4 | 4,0 | 1,3 | 2,27 | 1,84 | 0,87 | 0,90 | 2,92 | 1,13 | 0,77 | 0,61 | 0,58 | 1,08 | 0,89 | 1,78 |
| 3,2 | 32 | 3 | 4,5 | 1,5 | 1,86 | 1,77 | 0,77 | 0,97 | 2,80 | 1,23 | 0,74 | 0,59 | 0,63 | 1,03 | 0,89 | 1,46 |
| 3,2 | 32 | 4 | 4,5 | 1,5 | 2,43 | 2,26 | 1,00 | 0,96 | 3,58 | 0,94 | 0,71 | 0,62 | 1,32 | 0,94 | 1,91 | |
| 3,5 | 35 | 3 | 4,5 | 1,5 | 2,04 | 2,35 | 0,93 | 1,07 | 3,72 | 1,35 | 0,97 | 0,71 | 0,69 | 1,37 | 0,97 | 1,60 |
| 3,5 | 35 | 4 | 4,5 | 1,5 | 2,67 | 3,01 | 1,21 | 1,06 | 4,76 | 1,33 | 1,25 | 0,88 | 0,68 | 1,75 | 1,01 | 2,10 |
| 3,5 | 35 | 5 | 4,5 | 1,5 | 3,28 | 3,61 | 1,47 | 1,05 | 5,71 | 1,32 | 1,52 | 1,02 | 0,68 | 2,10 | 1,05 | 2,58 |
| 4 | 40 | 3 | 5,0 | 1,7 | 2,35 | 3,55 | 1,22 | 1,23 | 5,63 | 1,55 | 1,47 | 0,95 | 0,79 | 2,08 | 1,09 | 1,85 |
| 4 | 40 | 4 | 5,0 | 1,7 | 3,08 | 4,58 | 1,60 | 1,22 | 7,26 | 1,53 | 1,90 | 1,19 | 0,78 | 2,68 | 1,13 | 2,42 |
| 4 | 40 | 5 | 5,0 | 1,7 | 3,79 | 5,53 | 1,95 | 1,21 | 8,75 | 1,52 | 2,30 | 1,39 | 0,78 | 3,22 | 1,17 | 2,98 |
| 4,5 | 45 | 3 | 5,0 | 1,7 | 2,65 | 5,13 | 1,56 | 1,39 | 8,13 | 1,75 | 2,12 | 1,24 | 0,89 | 3,00 | 1,21 | 2,08 |
| 4,5 | 45 | 4 | 5,0 | 1,7 | 3,48 | 6,63 | 2,04 | 1,38 | 10,52 | 1,74 | 2,74 | 1,54 | 0,89 | 3,89 | 1,26 | 2,73 |
| 4,5 | 45 | 5 | 5,0 | 1,7 | 4,29 | 8,03 | 2,51 | 1,37 | 12,74 | 1,72 | 3,33 | 1,81 | 0,88 | 4,71 | 1,30 | 3,37 |
| 5 | 50 | 3 | 5,5 | 1,8 | 2,96 | 7,11 | 1,94 | 1,55 | 11,27 | 1,95 | 2,95 | 1,57 | 1,00 | 4,16 | 1,33 | 2,32 |
| 5 | 50 | 4 | 5,5 | 1,8 | 3,89 | 9,21 | 2,54 | 1,54 | 14,63 | 1,94 | 3,80 | 1,95 | 0,99 | 5,42 | 1,38 | 3,05 |
| 5 | 50 | 5 | 5,5 | 1,8 | 4,80 | 11,20 | 3,13 | 1,53 | 17,77 | 1,92 | 4,63 | 2,30 | 0,98 | 6,57 | 1,42 | 3,77 |
| 5 | 50 | 6 | 5,5 | 1,8 | 5,69 | 13,07 | 3,69 | 1,52 | 20,72 | 1,91 | 5,43 | 2,63 | 0,98 | 7,65 | 1,46 | 4,47 |
| 5,6 | 56 | 4 | 6,0 | 2,0 | 4,38 | 13,10 | 3,21 | 1,73 | 20,79 | 2,18 | 5,41 | 2,52 | 1,11 | 7,69 | 1,52 | 3,44 |
| 5,6 | 56 | 5 | 6,0 | 2,0 | 5,41 | 15,97 | 3,96 | 1,72 | 25,36 | 2,16 | 6,59 | 2,97 | 1,10 | 9,41 | 1,57 | 4,25 |
| 6,3 | 63 | 4 | 7,0 | 2,3 | 4,96 | 18,86 | 4,09 | 1,95 | 29,90 | 2,45 | 7,81 | 3,26 | 1,25 | 11,00 | 1,69 | 3,90 |
| 6,3 | 63 | 5 | 7,0 | 2,3 | 6,13 | 23,10 | 5,05 | 1,94 | 36,80 | 2,44 | 9,52 | 3,87 | 1,25 | 13,70 | 1,74 | 4,81 |
| 6,3 | 63 | 6 | 7,0 | 2,3 | 7,28 | 27,06 | 5,98 | 1,93 | 42,91 | 2,43 | 11,18 | 4,44 | 1,24 | 15,90 | 1,78 | 5,72 |
| 7 | 70 | 4,5 | 8,0 | 2,7 | 6,20 | 29,04 | 5,67 | 2,16 | 46,03 | 2,72 | 12,04 | 4,53 | 1,39 | 17,00 | 1,88 | 4,87 |
| 7 | 70 | 5 | 8,0 | 2,7 | 6,86 | 31,94 | 6,27 | 2,16 | 50,67 | 2,72 | 13,22 | 4,92 | 1,39 | 18,70 | 1,90 | 5,38 |
| 7 | 70 | 6 | 8,0 | 2,7 | 8,15 | 37,58 | 7,43 | 2,15 | 59,64 | 2,71 | 15,52 | 5,66 | 1,38 | 22,10 | 1,94 | 6,39 |
| 7 | 70 | 7 | 8,0 | 2,7 | 9,42 | 42,98 | 8,57 | 2,14 | 68,19 | 2,69 | 17,77 | 6,31 | 1,37 | 25,20 | 1,99 | 7,39 |
| 7 | 70 | 8 | 8,0 | 2,7 | 10,67 | 48,16 | 9,68 | 2,12 | 76,35 | 2,68 | 19,97 | 6,99 | 1,37 | 28,20 | 2,02 | 8,37 |
| 7,5 | 75 | 5 | 9,0 | 3,0 | 7,39 | 39,53 | 7,21 | 2,31 | 62,65 | 2,91 | 16,41 | 5,74 | 1,49 | 23,10 | 2,02 | 5,80 |
| 7,5 | 75 | 6 | 9,0 | 3,0 | 8,78 | 46,57 | 8,57 | 2,30 | 73,87 | 2,90 | 19,28 | 6,62 | 1,48 | 27,30 | 2,06 | 6,89 |
| 7,5 | 75 | 7 | 9,0 | 3,0 | 10,15 | 53,34 | 9,89 | 2,29 | 84,61 | 2,89 | 22,07 | 7,43 | 1,47 | 31,20 | 2,10 | 7,96 |
| 7,5 | 75 | 8 | 9,0 | 3,0 | 11,50 | 59,84 | 11,18 | 2,28 | 94,89 | 2,87 | 24,80 | 8,16 | 1,47 | 35,00 | 2,15 | 9,02 |
| 7,5 | 75 | 9 | 9,0 | 3,0 | 12,83 | 66,10 | 12,43 | 2,27 | 104,72 | 2,86 | 27,48 | 8,91 | 1,46 | 38,60 | 2,18 | 10,07 |
| 8 | 80 | 5,5 | 9,0 | 3,0 | 8,63 | 52,68 | 9,03 | 2,47 | 83,56 | 3,11 | 21,80 | 7,10 | 1,59 | 30,90 | 2,17 | 6,78 |
| 8 | 80 | 6 | 9,0 | 3,0 | 9,38 | 56,97 | 9,80 | 2,47 | 90,40 | 3,11 | 23,54 | 7,60 | 1,58 | 33,40 | 2,19 | 7,36 |
| 8 | 80 | 7 | 9,0 | 3,0 | 10,85 | 65,31 | 11,32 | 2,45 | 103,60 | 3,09 | 26,97 | 8,55 | 1,58 | 38,30 | 2,23 | 8,51 |
| 8 | 80 | 8 | 9,0 | 3,0 | 12,30 | 73,36 | 12,80 | 2,44 | 116,39 | 3,08 | 30,32 | 9,44 | 1,57 | 43,00 | 2,27 | 9,65 |
| 9 | 90 | 6 | 10,0 | 3,3 | 10,61 | 82,10 | 12,49 | 2,78 | 130,00 | 3,50 | 33,97 | 9,88 | 1,79 | 48,10 | 2,43 | 8,33 |
| 9 | 90 | 7 | 10,0 | 3,3 | 12,28 | 94,30 | 14,45 | 2,77 | 149,67 | 3,49 | 38,94 | 11,15 | 1,78 | 55,40 | 2,47 | 9,64 |
| 9 | 90 | 8 | 10,0 | 3,3 | 13,93 | 106,11 | 16,36 | 2,76 | 168,42 | 3,48 | 43,80 | 12,34 | 1,77 | 62,30 | 2,51 | 10,93 |
| 9 | 90 | 9 | 10,0 | 3,3 | 15,60 | 118,00 | 18,29 | 2,75 | 186,00 | 3,46 | 48,60 | 13,48 | 1,77 | 68,00 | 2,55 | 12,20 |
| 10 | 100 | 6,5 | 12,0 | 4,0 | 12,82 | 122,10 | 16,69 | 3,09 | 193,46 | 3,89 | 50,73 | 13,38 | 1,99 | 71,40 | 2,68 | 10,06 |
| 10 | 100 | 7 | 12,0 | 4,0 | 13,75 | 130,59 | 17,90 | 3,08 | 207,01 | 3,88 | 54,16 | 14,13 | 1,98 | 76,40 | 2,71 | 10,79 |
| 10 | 100 | 8 | 12,0 | 4,0 | 15,60 | 147,19 | 20,30 | 3,07 | 233,46 | 3,87 | 60,92 | 15,66 | 1,98 | 86,30 | 2,75 | 12,25 |
| 10 | 100 | 10 | 12,0 | 4,0 | 19,24 | 178,95 | 24,97 | 3,05 | 283,83 | 3,84 | 74,08 | 18,51 | 1,96 | 110,00 | 2,83 | 15,10 |
| 10 | 100 | 12 | 12,0 | 4,0 | 22,80 | 208,90 | 29,47 | 3,03 | 330,95 | 3,81 | 86,84 | 21,10 | 1,95 | 122,00 | 2,91 | 17,90 |
| 10 | 100 | 14 | 12,0 | 4,0 | 26,28 | 237,15 | 33,83 | 3,00 | 374,98 | 3,78 | 99,32 | 23,49 | 1,94 | 138,00 | 2,99 | 20,63 |
| 10 | 100 | 16 | 12,0 | 4,0 | 29,68 | 263,82 | 38,04 | 2,98 | 416,04 | 3,74 | 111,61 | 25,79 | 1,94 | 152,00 | 3,06 | 23,30 |
| 11 | 110 | 7 | 12,0 | 4,0 | 15,15 | 175,61 | 21,83 | 3,40 | 278,54 | 4,29 | 72,68 | 17,36 | 2,19 | 106,00 | 2,96 | 11,89 |
| 11 | 110 | 8 | 12,0 | 4,0 | 17,20 | 198,17 | 24,77 | 3,39 | 314,51 | 4,28 | 81,83 | 19,29 | 2,18 | 116,00 | 3,00 | 13,50 |
| 12,5 | 125 | 8 | 14,0 | 4,6 | 19,69 | 294,36 | 32,20 | 3,87 | 466,76 | 4,87 | 121,98 | 25,67 | 2,49 | 172,00 | 3,36 | 15,46 |
| 12,5 | 125 | 9 | 14,0 | 4,6 | 22,00 | 327,48 | 36,00 | 3,86 | 520,00 | 4,86 | 135,88 | 28,26 | 2,48 | 192,00 | 3,40 | 17,30 |
| 12,5 | 125 | 10 | 14,0 | 4,6 | 24,33 | 359,82 | 39,74 | 3,85 | 571,04 | 4,84 | 148,59 | 30,45 | 2,47 | 211,00 | 3,45 | 19,10 |
| 12,5 | 125 | 12 | 14,0 | 4,6 | 28,89 | 422,23 | 47,06 | 3,82 | 670,02 | 4,82 | 174,43 | 34,94 | 2,46 | 248,00 | 3,53 | 22,68 |
| 12,5 | 125 | 14 | 14,0 | 4,6 | 33,37 | 481,76 | 54,17 | 3,80 | 763,90 | 4,78 | 199,62 | 39,10 | 2,45 | 282,00 | 3,61 | 26,20 |
| 12,5 | 125 | 16 | 14,0 | 4,6 | 37,77 | 538,56 | 61,09 | 3,78 | 852,84 | 4,75 | 224,29 | 43,10 | 2,44 | 315,00 | 3,68 | 29,65 |
| 14 | 140 | 9 | 14,0 | 4,6 | 24,72 | 465,72 | 45,55 | 4,34 | 739,42 | 5,47 | 192,03 | 35,92 | 2,79 | 274,00 | 3,76 | 19,41 |
| 14 | 140 | 10 | 14,0 | 4,6 | 27,33 | 512,29 | 50,32 | 4,33 | 813,62 | 5,46 | 210,96 | 39,05 | 2,78 | 301,00 | 3,82 | 21,45 |
| 14 | 140 | 12 | 14,0 | 4,6 | 32,49 | 602,49 | 59,66 | 4,31 | 956,98 | 5,43 | 248,01 | 44,97 | 2,76 | 354,00 | 3,90 | 25,50 |
| 16 | 160 | 10 | 16,0 | 5,3 | 31,43 | 774,24 | 66,19 | 4,96 | 1229,10 | 6,25 | 319,33 | 52,52 | 3,19 | 455,00 | 4,30 | 24,67 |
| 16 | 160 | 11 | 16,0 | 5,3 | 34,42 | 844,21 | 72,44 | 4,95 | 1340,06 | 6,24 | 347,77 | 56,53 | 3,18 | 496,00 | 4,35 | 27,02 |
| 16 | 160 | 12 | 16,0 | 5,3 | 37,39 | 912,89 | 78,62 | 4,94 | 1450,00 | 6,23 | 375,78 | 60,53 | 3,17 | 537,00 | 4,39 | 29,35 |
| 16 | 160 | 14 | 16,0 | 5,3 | 43,57 | 1046,47 | 90,77 | 4,92 | 1662,13 | 6,20 | 430,81 | 68,15 | 3,16 | 615,00 | 4,47 | 34,20 |
| 16 | 160 | 16 | 16,0 | 5,3 | 49,07 | 1175,19 | 102,64 | 4,89 | 1865,73 | 6,17 | 484,64 | 75,92 | 3,14 | 690,00 | 4,55 | 38,52 |
| 16 | 160 | 18 | 16,0 | 5,3 | 54,79 | 1290,24 | 114,24 | 4,87 | 2061,03 | 6,13 | 537,46 | 82,08 | 3,13 | 771,00 | 4,63 | 43,01 |
| 16 | 160 | 20 | 16,0 | 5,3 | 60,40 | 1418,85 | 125,60 | 4,85 | 2248,26 | 6,10 | 589,43 | 90,02 | 3,12 | 830,00 | 4,70 | 47,41 |
| 18 | 180 | 11 | 16,0 | 5,3 | 38,80 | 1216,44 | 92,47 | 5,60 | 1933,10 | 7,06 | 499,78 | 72,86 | 3,59 | 716,00 | 4,85 | 30,47 |
| 18 | 180 | 12 | 16,0 | 5,3 | 42,19 | 1316,62 | 100,41 | 5,59 | 2092,78 | 7,04 | 540,45 | 78,15 | 3,58 | 776,00 | 4,89 | 33,12 |
| 20 | 200 | 12 | 18,0 | 6,0 | 47,10 | 1822,78 | 124,61 | 6,22 | 2896,16 | 7,84 | 749,40 | 98,68 | 3,99 | 1073,00 | 5,37 | 36,97 |
| 20 | 200 | 13 | 18,0 | 6,0 | 50,85 | 1960,77 | 134,44 | 6,21 | 3116,18 | 7,83 | 805,35 | 105,07 | 3,98 | 1156,00 | 5,42 | 39,92 |
| 20 | 200 | 14 | 18,0 | 6,0 | 54,60 | 2097,00 | 144,17 | 6,20 | 3333,00 | 7,81 | 861,00 | 111,50 | 3,97 | 1236,00 | 5,46 | 42,80 |
| 20 | 200 | 16 | 18,0 | 6,0 | 61,98 | 2362,57 | 163,37 | 6,17 | 3755,39 | 7,78 | 969,74 | 123,77 | 3,96 | 1393,00 | 5,54 | 48,65 |
| 20 | 200 | 20 | 18,0 | 6,0 | 76,54 | 2871,47 | 200,37 | 6,12 | 4860,42 | 7,72 | 1181,92 | 146,62 | 3,93 | 1689,00 | 5,70 | 60,08 |
| 20 | 200 | 25 | 18,0 | 6,0 | 94,29 | 3466,21 | 245,59 | 6,06 | 5494,04 | 7,63 | 1438,38 | 172,68 | 3,91 | 2028,00 | 5,89 | 74,02 |
| 20 | 200 | 30 | 18,0 | 6,0 | 111,54 | 4019,60 | 288,57 | 6,00 | 6351,05 | 7,55 | 1698,16 | 193,06 | 3,89 | 2332,00 | 6,07 | 87,56 |
| 22 | 220 | 14 | 21,0 | 7,0 | 60,38 | 2814,36 | 175,18 | 6,83 | 4470,15 | 8,60 | 1158,56 | 138,62 | 4,38 | 1655,00 | 5,91 | 47,40 |
| 22 | 220 | 16 | 21,0 | 7,0 | 68,58 | 3175,44 | 198,71 | 6,80 | 5045,37 | 8,58 | 1305,52 | 153,34 | 4,36 | 1869,00 | 6,02 | 53,83 |
| 25 | 250 | 16 | 24,0 | 8,0 | 78,40 | 4717,10 | 258,43 | 7,76 | 7492,10 | 9,78 | 1942,09 | 203,45 | 4,98 | 2775,00 | 6,75 | 61,55 |
| 25 | 250 | 18 | 24,0 | 8,0 | 87,72 | 5247,24 | 288,82 | 7,73 | 8336,69 | 9,75 | 2157,78 | 223,39 | 4,96 | 3089,00 | 6,83 | 68,86 |
| 25 | 250 | 20 | 24,0 | 8,0 | 96,96 | 5764,87 | 318,76 | 7,71 | 9159,73 | 9,72 | 2370,01 | 242,52 | 4,94 | 3395,00 | 6,91 | 76,11 |
| 25 | 250 | 22 | 24,0 | 8,0 | 106,12 | 6270,32 | 348,26 | 7,69 | 9961,30 | 9,69 | 2579,04 | 260,52 | 4,93 | 3691,00 | 7,00 | 83,31 |
| 25 | 250 | 25 | 24,0 | 8,0 | 119,71 | 7006,39 | 391,72 | 7,65 | 11125,52 | 9,64 | 2887,26 | 287,14 | 4,91 | 4119,00 | 7,11 | 93,97 |
| 25 | 250 | 28 | 24,0 | 8,0 | 133,12 | 7716,86 | 434,25 | 7,61 | 12243,84 | 9,59 | 3189,89 | 311,98 | 4,90 | 4527,00 | 7,23 | 104,50 |
| 25 | 250 | 30 | 24,0 | 8,0 | 141,96 | 8176,82 | 462,11 | 7,59 | 12964,66 | 9,56 | 3388,98 | 327,82 | 4,89 | 4788,00 | 7,31 | 111,44 |
| 25 | 250 | 35 | 24,0 | 8,0 | 163,71 | 9281,05 | 530,11 | 7,53 | 14682,73 | 9,47 | 3879,37 | 366,13 | 4,87 | 5401,68 | 7,53 | 128,51 |
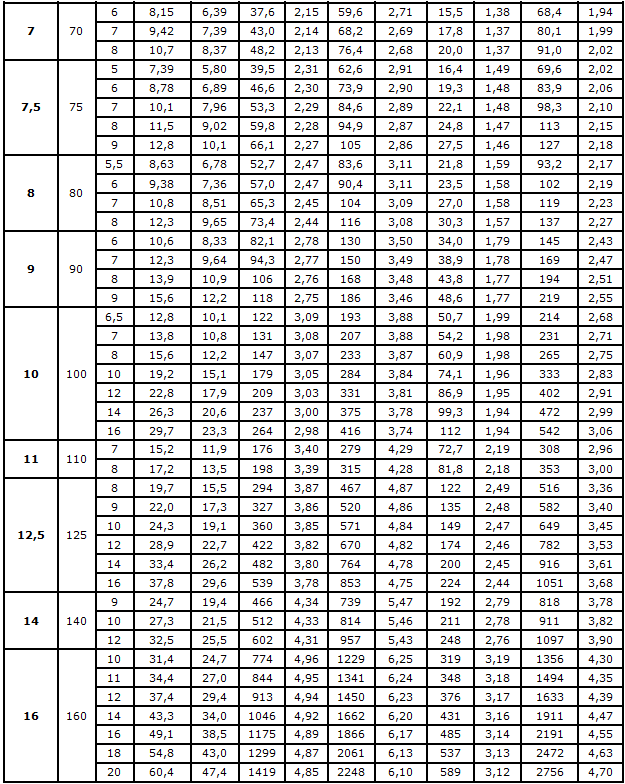
Уголки стальные горячекатаные неравнополочные по ГОСТ 8510-86
В данной таблице представлены геометрические характеристики стальных горячекатаных неравнополочных уголков
| № уголка | [мм] | [мм] | [мм] | [кг] | [см2] | [мм] | [мм] | [см4] | [см3] | [см] | [см4] | [см3] | [см] | [см4] | [см3] | [см] | [см] | [см] | [см4] | tgα |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2,5/1,6 | 25 | 16 | 3 | 0. 91 91 | 1.16 | 3.5 | 1.2 | 0.7 | 0.43 | 0.78 | 0.22 | 0.19 | 0.44 | 0.13 | 0.16 | 0.34 | 0.42 | 0.86 | 0.22 | 0.392 |
| 3/2* | 30 | 20 | 3 | 1.12 | 1.43 | 3.5 | 1.2 | 1.27 | 0.62 | 0.94 | 0.45 | 0.3 | 0.56 | 0.26 | 0.25 | 0.43 | 0.51 | 1 | 0.43 | 0.427 |
| 3/2* | 30 | 20 | 4 | 1.46 | 1.86 | 3.5 | 1.2 | 1.61 | 0.82 | 0.93 | 0.56 | 0.39 | 0.55 | 0.34 | 0.32 | 0.43 | 0.54 | 1.04 | 0.51 | 0.421 |
| 3,2/2 | 32 | 20 | 3 | 1.17 | 1.49 | 3.5 | 1.2 | 1.52 | 0.72 | 1.01 | 0.46 | 0.3 | 0.55 | 0.28 | 0.25 | 0.43 | 0.49 | 1.08 | 0. 47 47 | 0.382 |
| 3,2/2 | 32 | 20 | 4 | 1.52 | 1.94 | 3.5 | 1.2 | 1.93 | 0.93 | 1 | 0.57 | 0.39 | 0.54 | 0.35 | 0.33 | 0.43 | 0.53 | 1.12 | 0.59 | 0.374 |
| 4/2,5 | 40 | 25 | 3 | 1.48 | 1.88 | 4 | 1.3 | 3.06 | 1.14 | 1.27 | 0.93 | 0.49 | 0.7 | 0.56 | 0.41 | 0.54 | 0.59 | 1.32 | 0.96 | 0.385 |
| 4/2,5 | 40 | 25 | 4 | 1.94 | 2.47 | 4 | 1.3 | 3.93 | 1.49 | 1.26 | 1.18 | 0.63 | 0.69 | 0.71 | 0.52 | 0.54 | 0.63 | 1.37 | 1.22 | 0.381 |
| 4/2,5 | 40 | 25 | 5 | 2.37 | 3.02 | 4 | 1.3 | 4.73 | 1.82 | 1.25 | 1.41 | 0. 77 77 | 0.68 | 0.86 | 0.61 | 0.53 | 0.66 | 1.41 | 1.44 | 0.374 |
| 4/3* | 40 | 30 | 4 | 2.26 | 2.67 | 4 | 1.3 | 4.18 | 1.54 | 1.25 | 2.01 | 0.91 | 0.87 | 1.09 | 0.75 | 0.64 | 0.78 | 1.28 | 1.68 | 0.544 |
| 4/3* | 40 | 30 | 5 | 2.46 | 3.28 | 4 | 1.3 | 5.04 | 1.88 | 1.24 | 2.41 | 1.11 | 0.86 | 1.33 | 0.91 | 0.64 | 0.82 | 1.32 | 2 | 0.539 |
| 4,5/2,8 | 45 | 28 | 3 | 1.68 | 2.14 | 5 | 1.7 | 4.41 | 1.45 | 1.48 | 1.32 | 0.61 | 0.79 | 0.79 | 0.52 | 0.61 | 0.64 | 1.47 | 1.38 | 0.382 |
| 4,5/2,8 | 45 | 28 | 4 | 2.2 | 2. 8 8 | 5 | 1.7 | 5.68 | 1.9 | 1.42 | 1.69 | 0.8 | 0.78 | 1.02 | 0.67 | 0.6 | 0.68 | 1.51 | 1.77 | 0.379 |
| 5/3,2 | 50 | 32 | 3 | 1.9 | 2.42 | 5.5 | 1.8 | 6.18 | 1.82 | 1.6 | 1.99 | 0.81 | 0.91 | 1.18 | 0.68 | 0.7 | 0.72 | 1.60 | 2.01 | 0.403 |
| 5/3,2 | 50 | 32 | 4 | 2.49 | 3.17 | 5.5 | 1.8 | 7.98 | 2.38 | 1.59 | 2.56 | 1.05 | 0.9 | 1.52 | 0.88 | 0.69 | 0.76 | 1.65 | 2.59 | 0.401 |
| 5,6/3,6 | 56 | 36 | 4 | 2.81 | 3.58 | 6 | 2 | 11.37 | 3.01 | 1.78 | 3.7 | 1.34 | 1.02 | 2.19 | 1.13 | 0.78 | 0.84 | 1.82 | 3.74 | 0. 403 403 |
| 5,6/3,6 | 56 | 36 | 5 | 3.46 | 4.41 | 6 | 2 | 13.82 | 3.7 | 1.77 | 4.48 | 1.65 | 1.01 | 2.65 | 1.37 | 0.78 | 0.88 | 1.87 | 4.5 | 0.404 |
| 6,3/4 | 63 | 40 | 4 | 3.17 | 4.04 | 7 | 2.3 | 16.33 | 3.83 | 2.01 | 5.16 | 1.67 | 1.13 | 3.07 | 1.41 | 0.87 | 0.91 | 2.03 | 5.25 | 0.397 |
| 6,3/4 | 63 | 40 | 5 | 3.91 | 4.98 | 7 | 2.3 | 19.01 | 4.72 | 2 | 6.26 | 2.05 | 1.12 | 3.73 | 1.72 | 0.86 | 0.95 | 2.08 | 6.41 | 0.396 |
| 6,3/4 | 63 | 40 | 6 | 4.63 | 5.9 | 7 | 2.3 | 23.31 | 5.58 | 1.99 | 7.29 | 2.42 | 1. 11 11 | 4.36 | 2.02 | 0.86 | 0.99 | 2.12 | 7.41 | 0.393 |
| 6,3/4 | 63 | 40 | 8 | 6.03 | 7.68 | 7 | 2.3 | 29.6 | 7.22 | 1.96 | 9.15 | 3.12 | 1.09 | 5.58 | 2.6 | 0.85 | 1.07 | 2.20 | 9.27 | 0.386 |
| 6,5/5* | 65 | 50 | 5 | 4.36 | 5.56 | 6 | 2 | 23.41 | 5.2 | 2.05 | 12.08 | 3.23 | 1.47 | 6.41 | 2.68 | 1.07 | 1.26 | 2 | 9.77 | 0.576 |
| 6,5/5* | 65 | 50 | 6 | 5.18 | 6.6 | 6 | 2 | 27.46 | 6.16 | 2.04 | 14.12 | 3.82 | 1.46 | 7.52 | 3.15 | 1.07 | 1.30 | 2.04 | 11.46 | 0.575 |
| 6,5/5* | 65 | 50 | 7 | 5.98 | 7.62 | 6 | 2 | 31. 32 32 | 7.08 | 2.03 | 16.05 | 4.28 | 1.45 | 8.6 | 3.59 | 1.06 | 1.34 | 2.08 | 12.94 | 0.571 |
| 6,5/5* | 65 | 50 | 8 | 6.77 | 8.62 | 6 | 2 | 35 | 7.99 | 2.02 | 18.88 | 4.85 | 1.44 | 9.65 | 4.02 | 1.06 | 1.37 | 2.12 | 13.61 | 0.57 |
| 7/4,5 | 70 | 45 | 5 | 4.39 | 5.59 | 7.5 | 2.5 | 27.76 | 5.88 | 2.23 | 9.05 | 2.62 | 1.27 | 5.34 | 2.2 | 0.98 | 1.05 | 2.28 | 9.12 | 0.406 |
| 7,5/5 | 75 | 60 | 5 | 4.79 | 6.1 | 8 | 2.7 | 34.81 | 6.81 | 2.39 | 12.47 | 3.25 | 1.43 | 7.24 | 2.73 | 1.09 | 1.17 | 2.39 | 12 | 0.436 |
| 7,5/5 | 75 | 60 | 6 | 5. 69 69 | 7.25 | 8 | 2.7 | 40.92 | 8.08 | 2.38 | 14.6 | 3.85 | 1.42 | 8.48 | 3.21 | 1.08 | 1.21 | 2.44 | 14.1 | 0.435 |
| 7,5/5* | 75 | 60 | 7 | 6.57 | 8.37 | 8 | 2.7 | 46.77 | 9.31 | 2.36 | 16.61 | 4.43 | 1.41 | 9.69 | 3.69 | 1.08 | 1.25 | 2.48 | 16.18 | 0.435 |
| 7,5/5 | 75 | 60 | 8 | 7.43 | 9.46 | 8 | 2.7 | 52.38 | 10.52 | 2.35 | 18.52 | 4.88 | 1.4 | 10.87 | 4.14 | 1.07 | 1.29 | 2.52 | 17.8 | 0.43 |
| 8/5 | 80 | 50 | 5 | 4.99 | 6.35 | 8 | 2.7 | 41.64 | 7.71 | 2.56 | 12.68 | 3.28 | 1.41 | 7.57 | 2.75 | 1 | 1.13 | 2. 6 6 | 13.2 | 0.387 |
| 8/5 | 80 | 50 | 6 | 5.92 | 7.54 | 8 | 2.7 | 48.98 | 9.15 | 2.55 | 14.85 | 3.88 | 1.4 | 8.88 | 3.24 | 1.08 | 1.17 | 2.65 | 15.5 | 0.386 |
| 8/6* | 80 | 60 | 6 | 6.39 | 8.15 | 8 | 2.7 | 52.06 | 9.42 | 2.53 | 25.18 | 5.58 | 1.76 | 13.61 | 4.66 | 1.29 | 1.49 | 2.47 | 20.98 | 0.547 |
| 8/6* | 80 | 60 | 7 | 7.39 | 9.41 | 8 | 2.7 | 59.61 | 10.87 | 2.52 | 28.74 | 6.43 | 1.75 | 15.58 | 5.34 | 1.29 | 1.53 | 2.52 | 24.01 | 0.546 |
| 8/6* | 80 | 60 | 8 | 8.37 | 10.66 | 8 | 2.7 | 66.88 | 12.38 | 2.5 | 32. 15 15 | 7.26 | 1.74 | 17.49 | 5.99 | 1.28 | 1.57 | 2.56 | 26.83 | 0.544 |
| 9/5,6 | 90 | 56 | 5.5 | 6.17 | 7.86 | 9 | 3 | 65.28 | 10.74 | 2.88 | 19.67 | 4.53 | 1.58 | 11.77 | 3.81 | 1.22 | 1.26 | 2.92 | 20.54 | 0.384 |
| 9/5,6 | 90 | 56 | 6 | 6.7 | 8.53 | 9 | 3 | 70.58 | 11.66 | 2.88 | 21.22 | 4.91 | 1.58 | 12.7 | 4.12 | 1.22 | 1.28 | 2.95 | 22.23 | 0.384 |
| 9/5,6 | 90 | 56 | 8 | 8.77 | 11.17 | 9 | 3 | 90.87 | 15.24 | 2.85 | 27.08 | 6.39 | 1.56 | 16.29 | 5.32 | 1.21 | 1.36 | 3.04 | 28.33 | 0.38 |
| 10/6,3 | 100 | 63 | 6 | 7. 53 53 | 9.59 | 10 | 3.3 | 98.29 | 14.52 | 3.2 | 30.58 | 6.27 | 1.79 | 18.2 | 5.27 | 1.38 | 1.42 | 3.23 | 31.5 | 0.393 |
| 10/6,3 | 100 | 63 | 7 | 8.7 | 11.08 | 10 | 3.3 | 112.86 | 16.78 | 3.19 | 34.99 | 7.23 | 1.78 | 20.83 | 6.06 | 1.37 | 1.46 | 3.28 | 36.1 | 0.392 |
| 10/6,3 | 100 | 63 | 8 | 9.87 | 12.57 | 10 | 3.3 | 126.96 | 19.01 | 3.18 | 39.21 | 8.17 | 1.77 | 23.38 | 6.82 | 1.36 | 1.5 | 3.32 | 40.5 | 0.391 |
| 10/6,3 | 100 | 63 | 10 | 12.14 | 15.47 | 10 | 3.3 | 153.95 | 23.32 | 3.15 | 47.18 | 9.99 | 1.75 | 28.34 | 8.31 | 1.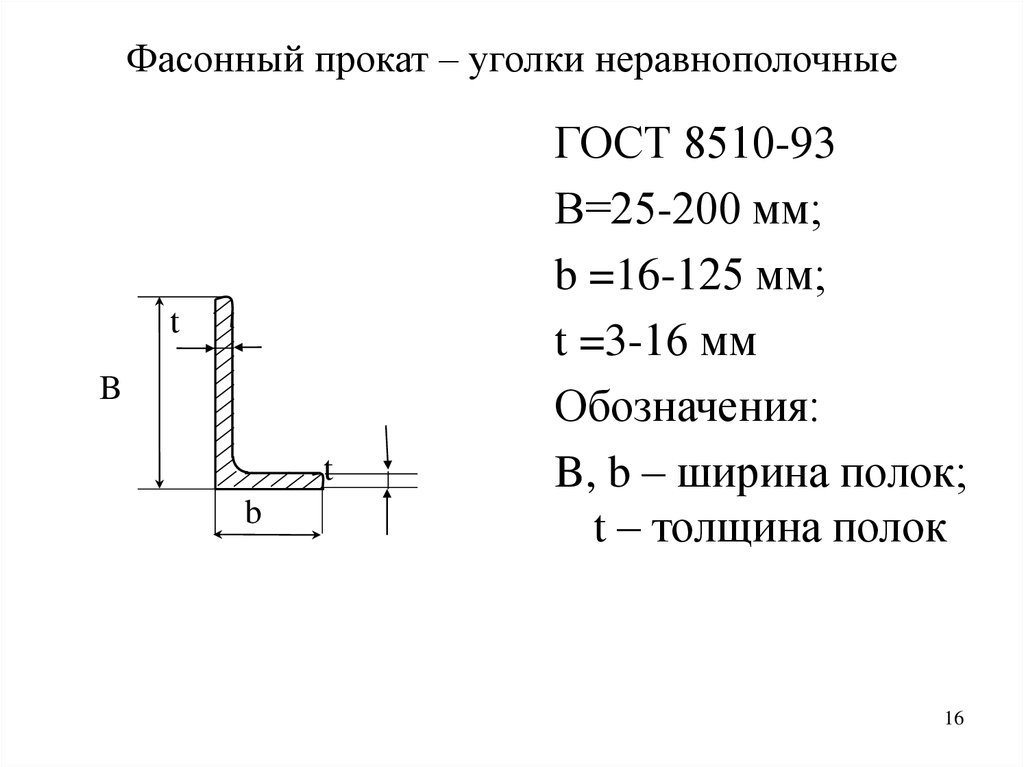 35 35 | 1.58 | 3.40 | 48.6 | 0.387 |
| 10/6,5* | 100 | 65 | 7 | 8.81 | 11.23 | 10 | 3.3 | 114.05 | 16.87 | 3.19 | 38.32 | 7.7 | 1.85 | 22.77 | 6.43 | 1.41 | 1.52 | 3.24 | 38 | 0.415 |
| 10/6,5* | 100 | 65 | 8 | 9.99 | 12.72 | 10 | 3.3 | 128.31 | 19.11 | 3.18 | 42.96 | 8.7 | 1.84 | 25.24 | 7.26 | 1.41 | 1.56 | 3.28 | 42.64 | 0.414 |
| 10/6,5* | 100 | 65 | 10 | 12.3 | 15.66 | 10 | 3.3 | 155.52 | 23.45 | 3.15 | 51.68 | 10.64 | 1.82 | 30.6 | 8.83 | 1.4 | 1.64 | 3.37 | 51.18 | 0.41 |
| 11/7 | 110 | 70 | 6.5 | 8.98 | 11.44 | 10 | 3. 3 3 | 142.42 | 19.11 | 3.53 | 45.61 | 8.42 | 2 | 26.94 | 7.05 | 1.53 | 1.58 | 3.55 | 46.8 | 0.402 |
| 11/7 | 110 | 70 | 8 | 10.93 | 13.92 | 10 | 3.3 | 171.54 | 23.22 | 3.51 | 54.64 | 10.2 | 1.98 | 32.31 | 8.5 | 1.52 | 1.64 | 3.61 | 55.9 | 0.4 |
| 12,5/8 | 125 | 80 | 7 | 11.04 | 14.06 | 11 | 3.7 | 226.53 | 26.67 | 4.01 | 73.73 | 11.89 | 2.29 | 43.4 | 9.96 | 1.76 | 1.8 | 4.01 | 74.7 | 0.407 |
| 12,5/8 | 125 | 80 | 8 | 12.58 | 15.98 | 11 | 3.7 | 225.62 | 30.26 | 4 | 80.95 | 13.47 | 2.28 | 48.82 | 11.25 | 1.75 | 1.84 | 4.05 | 84. 1 1 | 0.406 |
| 12,5/8 | 125 | 80 | 10 | 15.47 | 19.7 | 11 | 3.7 | 311.61 | 37.27 | 3.98 | 100.47 | 16.52 | 2.26 | 59.33 | 13.47 | 1.74 | 1.92 | 4.14 | 102 | 0.404 |
| 12,5/8 | 125 | 80 | 12 | 18.34 | 23.36 | 11 | 3.7 | 364.79 | 44.07 | 3.95 | 116.84 | 19.46 | 2.24 | 69.47 | 16.11 | 1.72 | 2 | 4.22 | 118 | 0.4 |
| 14/9 | 140 | 90 | 8 | 14.13 | 17.99 | 12 | 4 | 363.68 | 38.25 | 4.49 | 119.79 | 17.19 | 2.58 | 70.27 | 14.39 | 1.58 | 2.03 | 4.49 | 121 | 0.411 |
| 14/9 | 140 | 90 | 10 | 17.46 | 22.24 | 12 | 4 | 444.45 | 47.19 | 4. 47 47 | 145.54 | 21.14 | 2.58 | 85.51 | 17.58 | 1.96 | 2.12 | 4.58 | 147 | 0.409 |
| 16/10 | 160 | 100 | 9 | 17.96 | 22.87 | 13 | 4.3 | 605.97 | 56.04 | 5.15 | 186.03 | 23.96 | 2.85 | 110.4 | 20.01 | 2.2 | 2.24 | 5.19 | 194 | 0.319 |
| 16/10 | 160 | 100 | 10 | 19.85 | 25.28 | 13 | 4.3 | 666.59 | 61.91 | 5.13 | 204.09 | 26.42 | 2.84 | 121.16 | 22.02 | 2.19 | 2.28 | 5.23 | 213 | 0.39 |
| 16/10 | 160 | 100 | 12 | 23.58 | 30.03 | 13 | 4.3 | 784.22 | 73.42 | 5.11 | 238.75 | 31.23 | 2.82 | 142.14 | 25.93 | 2.18 | 2.36 | 5.32 | 249 | 0.388 |
| 16/10 | 160 | 100 | 14 | 27. 26 26 | 34.79 | 13 | 4.3 | 897.1 | 84.65 | 5.08 | 271.6 | 35.89 | 2.8 | 162.49 | 29.75 | 2.16 | 2.43 | 5.4 | 282 | 0.385 |
| 18/11 | 180 | 110 | 10 | 22.2 | 28.33 | 14 | 4.7 | 952.28 | 78.59 | 5.8 | 276.37 | 32.27 | 3.12 | 165.44 | 26.96 | 2.42 | 2.44 | 5.88 | 295 | 0.376 |
| 18/11 | 180 | 110 | 12 | 26.4 | 33.69 | 14 | 4.7 | 1122.56 | 93.33 | 5.77 | 324.09 | 38.2 | 3.1 | 194.28 | 31.83 | 2.4 | 2.52 | 5.97 | 348 | 0.374 |
| 20/12,5 | 200 | 125 | 11 | 27.37 | 34.86 | 14 | 4.7 | 1449.02 | 107.31 | 6.45 | 446.36 | 45.98 | 3.58 | 263.84 | 38. 27 27 | 2.75 | 2.79 | 6.5 | 465 | 0.392 |
| 20/12,5 | 200 | 125 | 12 | 29.74 | 37.87 | 14 | 4.7 | 1568.19 | 116.51 | 6.43 | 481.93 | 49.85 | 3.57 | 285.04 | 41.45 | 2.74 | 2.83 | 6.54 | 503 | 0.392 |
| 20/12,5 | 200 | 125 | 14 | 34.43 | 43.85 | 14 | 4.7 | 1800.83 | 134.64 | 6.41 | 550.77 | 57.43 | 3.54 | 326.54 | 47.57 | 2.73 | 2.91 | 6.62 | 575 | 0.39 |
| 20/12,5 | 200 | 125 | 16 | 39.07 | 49.76 | 14 | 4.7 | 2026.08 | 152.41 | 6.38 | 616.66 | 64.8 | 3.52 | 366.99 | 53.56 | 2,72 | 2.99 | 6.71 | 643 | 0.388 |
Сортамент уголок равнополочный
Вернуться на страницу «Уголки»
УГОЛОК РАВНОПОЛОЧНЫЙ ГОРЯЧЕКАТАНЫЙ
ГОСТ 8509-93
b — ширина полки; t — толщина полки;
R — радиус внутреннего закругления; r — радиус закругления полок;
F — площадь поперечного сечения; i — радиус инерции;
I — момент инерции; Ixy — центробежный момент инерции;
x0 — расстояние от центра тяжести до наружной грани полки.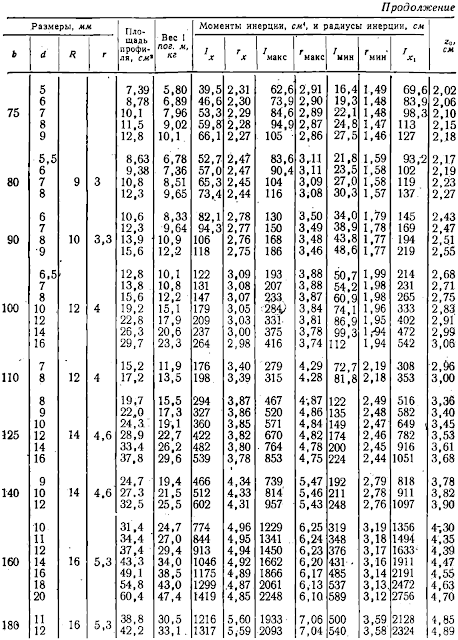
| Номер уголка | b | t | R | r | F, см 2 | Справочные значения величин для осей | Масса 1 м, кг | |||||||||
| х — х | x 0 — x 0 | у 0 — у0 | Ixy, см4 | x0, см | ||||||||||||
| мм | Ix, см4 | Wx, см3 | ix, см | Ixо max, см4 | iхо max, см | Iyо min, см 4 | Wyо ,см 3 | iyо min, см | ||||||||
| L20х3 | 20 | 3 | 3,5 | 1,2 | 1,13 | 0,4 | 0,28 | 0,59 | 0,63 | 0,75 | 0,17 | 0,2 | 0,39 | 0,23 | 0,6 | 0,89 |
| L20х4 | 4 | 3,5 | 1,2 | 1,46 | 0,5 | 0,37 | 0,58 | 0,78 | 0,73 | 0,22 | 0,24 | 0,38 | 0,28 | 0,64 | 1,15 | |
| L25x3 | 25 | 3 | 3,5 | 1,2 | 1,43 | 0,81 | 0,46 | 0,75 | 1,29 | 0,95 | 0,34 | 0,33 | 0,49 | 0,47 | 0,73 | 1,12 |
| L25x4 | 4 | 3,5 | 1,2 | 1,86 | 1,03 | 0,59 | 0,74 | 1,62 | 0,93 | 0,44 | 0,41 | 0,48 | 0,59 | 0,76 | 1,46 | |
| L28x3 | 28 | 3 | 4 | 1,3 | 1,62 | 1,16 | 0,58 | 0,85 | 1,84 | 1,07 | 0,48 | 0,42 | 0,55 | 0,68 | 0,8 | 1,27 |
| L30x3 | 30 | 3 | 4 | 1,3 | 1,74 | 1,45 | 0,67 | 0,91 | 2,3 | 1,15 | 0,6 | 0,53 | 0,59 | 0,85 | 0,85 | 1,36 |
| L30x4 | 4 | 4 | 1,3 | 2,27 | 1,84 | 0,87 | 0,9 | 2,92 | 1,13 | 0,77 | 0,61 | 0,58 | 1,08 | 0,89 | 1,78 | |
| L32x3 | 32 | 3 | 4,5 | 1,5 | 1,86 | 1,77 | 0,77 | 0,97 | 2,8 | 1,23 | 0,74 | 0,59 | 0,63 | 1,03 | 0,89 | 1,46 |
| L32x4 | 4 | 4,5 | 1,5 | 2,43 | 2,26 | 1 | 0,96 | 3,58 | 1,21 | 0,94 | 0,71 | 0,62 | 1,32 | 0,94 | 1,91 | |
| L35x3 | 35 | 3 | 4,5 | 1,5 | 2,04 | 2,35 | 0,93 | 1,07 | 3,72 | 1,35 | 0,97 | 0,71 | 0,69 | 1,37 | 0,97 | 1,6 |
| L35x4 | 4 | 4,5 | 1,5 | 2,67 | 3,01 | 1,21 | 1,06 | 4,76 | 1,33 | 1,25 | 0,88 | 0,68 | 1,75 | 1,01 | 2,1 | |
| L35x5 | 5 | 4,5 | 1,5 | 3,28 | 3,61 | 1,47 | 1,05 | 5,71 | 1,32 | 1,52 | 1,02 | 0,68 | 2,1 | 1,05 | 2,58 | |
| L40x3 | 40 | 3 | 5 | 1,7 | 2,35 | 3,55 | 1,22 | 1,23 | 5,63 | 1,55 | 1,47 | 0,95 | 0,79 | 2,08 | 1,09 | 1,85 |
| L40x4 | 4 | 5 | 1,7 | 3,08 | 4,58 | 1,6 | 1,22 | 7,26 | 1,53 | 1,9 | 1,19 | 0,78 | 2,68 | 1,13 | 2,42 | |
| L40x5 | 5 | 5 | 1,7 | 3,79 | 5,53 | 1,95 | 1,21 | 8,75 | 1,52 | 2,3 | 1,39 | 0,78 | 3,22 | 1,17 | 2,98 | |
| L45x3 | 45 | 3 | 5 | 1,7 | 2,65 | 5,13 | 1,56 | 1,39 | 8,13 | 1,75 | 2,12 | 1,24 | 0,89 | 3 | 1,21 | 2,08 |
| L45x4 | 4 | 5 | 1,7 | 3,48 | 6,63 | 2,04 | 1,38 | 10,52 | 1,74 | 2,74 | 1,54 | 0,89 | 3,89 | 1,26 | 2,73 | |
| L45x5 | 5 | 5 | 1,7 | 4,29 | 8,03 | 2,51 | 1,37 | 12,74 | 1,72 | 3,33 | 1,81 | 0,88 | 4,71 | 1,3 | 3,37 | |
ОСТАЛЬНЫЕ ТИПОРАЗМЕРЫ УГОЛКОВ СМОТРИ ЗДЕСЬ
L20 — L45 , L50 — L75 , L80 — L110 , L125 — L180 , L200 — L250
СКАЧАТЬ ПОЛНУЮ ВЕРСИЮ ДОКУМЕНТА:
СКАЧАТЬ ФАЙЛ НА ЯНДЕКС. ДИСК
ДИСК
СКАЧАТЬ ФАЙЛ НА GOOGLE.ДИСК
СМОТРЕТЬ ВЕСЬ СОРТАМЕНТ
Равнополочные уголки имеют очень широкую область применения. Из них можно скомбинировать различные сечения (тавр, крестообразное сечение, швеллер, двутавр). Уголки используют в качестве стоек, раскосов, поясов. Иногда уголки используют в качестве ребер жесткости для различных настилов. Применять уголки в качестве основных несущих балок в металлических каркасах не рекомендуется, т.к. перерасход стали будет неоправданным.
Уголки используют для различных вспомогательный конструкций (Опорные столики на колоннах для установки балок, опорные столики на балках и фермах, для установки прогонов. Уголки широко используют для изготовления сезонных конструкций, таких как навесы, палатки, теплицы, парники и многое другое.
При использовании сортамента следует учитывать, что одни позиции популярны и их можно купить практически на любой базе металлопроката, а некоторые позиции редки и достать их трудно, особенно в регионах. Также следует учитывать разброс цен, т.к. иногда выгоднее закладывать более дешевые балки, что окупается даже не смотря на некоторый перерасход металла.
Также следует учитывать разброс цен, т.к. иногда выгоднее закладывать более дешевые балки, что окупается даже не смотря на некоторый перерасход металла.
В таблице представлены цены на начало 2018 года.
Уголок равнополочный ГОСТ 8509
| ТК СТАЛЬ-ИНТЕКС ТРЕЙД, ООО | ЕВРАЗ МЕТАЛЛ ИНПРОМ, ОАО | ОМЕГА МЕТАЛЛ, ГК | ДИПОС, ГК | МЕТАЛЛО-КОМПЛЕКТ-М, АО | АРИЭЛЬ МЕТАЛЛ, ОАО | А ГРУПП, ООО | МЕТАГОР, ООО | АТОН-СТАЛЬ, ООО | АМГ, ООО | СПЕЦСТАЛЬ-СЕРВИС, ООО | |
| 20x20x4,0 мм | |||||||||||
| 25x25x3,0 мм | 43 080 | 46 000 | 47 500 | 48 490 | 44 700 | 46 600 | 47 490 | 42 990 | 44 900 | ||
| 25х25х4,0 мм | 43 080 | 45 400 | 45 500 | 45 800 | 45 490 | 45 900 | 46 000 | 47 490 | 43 490 | ||
| 32x32x3,0 мм | 43 880 | 46 600 | 45 800 | 48 490 | 46 600 | 46 490 | 44 490 | 44 900 | |||
| 32х32х4,0 мм | 43 380 | 44 800 | 46 000 | 47 500 | 44 990 | 45 700 | 46 000 | 46 490 | 43 490 | ||
| 35x35x3,0 мм | 41 580 | 46 000 | 46 000 | 44 490 | 43 990 | ||||||
| 35х35х4,0 мм | 45 400 | 46 000 | 43 900 | 44 990 | 46 000 | 44 490 | |||||
| 35×35х5,0 мм | 33 490 | ||||||||||
| 40x40x3,0 мм | 45 580 | 46 000 | 46 600 | 47 990 | |||||||
| 40х40х4,0 мм | 43 880 | 44 400 | 44 700 | 44 700 | 43 990 | 44 700 | 44 700 | 45 490 | 44 490 | ||
| 40х40х5,0 мм | 46 990 | 43 990 | |||||||||
| 45х45х3,0 мм | 45 000 | 45 000 | |||||||||
| 45х45х4,0 мм | 43 480 | 41 900 | 44 700 | 42 200 | 41 490 | 43 800 | 44 700 | 42 990 | 41 790 | ||
| 45х45х5,0 мм | 42 480 | 42 600 | 38 200 | 41 990 | 45 700 | 45 000 | 43 490 | 42 990 | |||
| 50x50x4,0 мм | 41 580 | 41 500 | 42 000 | 44 200 | 42 490 | 42 000 | 42 990 | 41 790 | |||
| 50х50х5,0 мм | 41 580 | 41 900 | 42 500 | 42 000 | 42 700 | 42 490 | 46 000 | 42 000 | 42 990 | 41 490 | |
| 63x63x4,0 мм | 43 380 | 42 490 | 45 000 | 43 490 | |||||||
| 63х63х5,0 мм | 43 480 | 41 900 | 42 000 | 42 000 | 42 500 | 42 490 | 44 000 | 42 000 | 43 790 | 42 990 | |
| 63х63х6,0 мм | 43 480 | 42 000 | 42 700 | 42 000 | 43 500 | 42 000 | 42 990 | 42 990 | |||
| 70x70x5,0 мм | 42 780 | 42 300 | 45 000 | 45 500 | 44 490 | 45 000 | 46 490 | 44 490 | |||
| 70х70х6,0 мм | 42780 | 44900 | 44490 | 45100 | 45990 | 43490 | |||||
| 70x70x7,0 мм | 45490 | 42490 | |||||||||
| 75х75х5,0 мм | 42680 | 42300 | 42600 | 45200 | 44490 | 44700 | 42600 | 45490 | 42790 | ||
| 75х75х6,0 мм | 42680 | 42300 | 42500 | 42300 | 44700 | 44490 | 44300 | 42300 | 44990 | 42790 | |
| 75х75х7,0 мм | 42680 | 45000 | 44490 | 45000 | 46990 | 43990 | |||||
| 75х75х8,0 мм | 42680 | 44150 | 44900 | 43990 | 44900 | 44150 | 45990 | 43490 | |||
| 80х80х6,0 мм | 43880 | 42300 | 45600 | 44900 | 45490 | 46000 | 45600 | 45990 | 43490 | ||
| 80х80х7,0 мм | 43880 | 45600 | 45600 | 45990 | 42490 | ||||||
| 80х80х8,0 мм | 43880 | 45600 | 45200 | 45600 | 44490 | ||||||
| 90х90х6,0 мм | 43380 | 42300 | 42300 | 44900 | 44490 | 44200 | 42300 | 42990 | |||
| 90х90х7,0 мм | 42780 | 42300 | 44000 | 42300 | 43500 | 43490 | 45700 | 42300 | 45490 | 42290 | |
| 90х90х8,0 мм | 42900 | 45900 | 45490 | 46300 | 45900 | 46490 | 43490 | ||||
| 90х90х9,0 мм | 45600 | 42790 | 45600 | ||||||||
| 100×100х6,5 мм | 45680 | ||||||||||
| 100х100х7,0 мм | 43480 | 42800 | 43500 | 42900 | 47900 | 43990 | 43900 | 42900 | 37990 | ||
| 100х100х8,0 мм | 43480 | 42800 | 43500 | 42000 | 44700 | 44990 | 47800 | 42900 | 37990 | ||
| 100х100х10,0 мм | 43480 | 42800 | 47700 | 48900 | 48490 | 48900 | 47700 | 44990 | |||
| 100x100x12,0 мм | 38990 | ||||||||||
| 110x110x7,0 мм | 43580 | 49500 | 45700 | 49500 | 45990 | ||||||
| 110х110х8,0 мм | 43080 | 42900 | 50500 | 49500 | 43990 | ||||||
| 125х125х8,0 мм | 43080 | 45300 | 39200 | 49500 | 49500 | 51490 | 45700 | 49500 | 44990 | ||
| 125х125х9,0 мм | 43080 | 45300 | 49500 | 48400 | 46000 | 49500 | 44490 | ||||
| 125х125х10,0 мм | 43080 | 45300 | 49500 | 48500 | 48990 | 45700 | 49500 | 37990 | |||
| 125х125х12,0 мм | 46990 | 37990 | |||||||||
| 140х140х9,0 мм | 54180 | 53600 | 55000 | 55500 | 54950 | 55000 | 55950 | ||||
| 140х140х10,0 мм | 54180 | 53600 | 55000 | 54950 | 55000 | 55950 | |||||
| 140x140x12,0 мм | 55000 | 55000 | |||||||||
| 160х160х10,0 мм | 54180 | 54800 | 55000 | 55500 | 54950 | 55000 | 55950 | 57200 | |||
| 160х160х11,0 мм | |||||||||||
| 160х160х12,0 мм | 52580 | 55000 | 54950 | 55000 | 58200 | 57200 | |||||
| 160х160х14,0 мм | 58200 | ||||||||||
| 160x160x16,0 мм | 53580 | 54800 | 54950 | 58200 | 57200 | ||||||
| 160x160x20,0 мм | |||||||||||
| 180x180x11,0 мм | 56800 | 57500 | 57200 | 57200 | 57500 | 58200 | |||||
| 180х180х12,0 мм | 57500 | 57500 | 58200 | ||||||||
| 180×180х14,0 мм | |||||||||||
| 200х200х12,0 мм | 53580 | 55000 | 54950 | 55000 | 55950 | 54950 | |||||
| 200х200х14,0 мм | 51180 | 54000 | 55000 | 55000 | 55950 | 54950 | |||||
| 200х200х16,0 мм | 51180 | 54000 | 54950 | 55950 | 54950 | ||||||
| 200х200х20,0 мм | 55950 | 54950 |
|
Номер уголка |
b |
t |
R |
r |
Площадь сечения, см2 |
Масса 1 м уголка, |
Справочные величины для осей |
|||||||||
|
х – х |
хо – хо |
уо – уо |
Ixy, см4 |
z0, см |
||||||||||||
|
мм |
Iх, см4 |
Wх, см3 |
ix, см |
Ix0max, см4 |
ix0max, см |
Iy0min, см4 |
Wy0, см3 |
iy0min см |
||||||||
|
2 |
20 |
3 4 |
3,5 |
1,2 |
1,13 1,46 |
0,89 1,15 |
0,40 0,50 |
0,28 0,37 |
0,59 0,58 |
0,63 0,78 |
0,75 0,73 |
0,17 0,22 |
0,20 0,24 |
0,39 0,38 |
0,23 0,28 |
0,60 0,64 |
|
2,5 |
25 |
3 4 |
1,43 1,86 |
1,12 1,46 |
0,81 1,03 |
0,46 4,59 |
0,75 0,74 |
1,29 1,62 |
0,95 0,93 |
0,34 0,44 |
0,33 0,41 |
0,49 0,48 |
0,47 0,59 |
0,73 0,76 |
||
|
2,8 |
28 |
3 |
4,0 |
1,3 |
1,62 |
1,27 |
1,16 |
0,58 |
0,85 |
1,84 |
1,07 |
0,48 |
0,42 |
0,55 |
0,68 |
0,80 |
|
3 |
30 |
3 4 |
4,0 |
1,3 |
1,74 2,27 |
1,36 1,78 |
1,45 1,84 |
0,67 0,87 |
0,91 0,80 |
2,30 2,92 |
1,15 1,13 |
0,60 0,77 |
0,53 0,61 |
0,59 0,58 |
0,85 1,08 |
0,85 0,89 |
|
3,2 |
32 |
3 4 |
4,5 |
1,5 |
1,86 2,43 |
1,46 1,91 |
1,77 2,26 |
0,77 1,0 |
0,97 0,96 |
2,80 3,58 |
1,23 1,21 |
0,74 0,94 |
0,59 0,71 |
0,63 0,62 |
1,03 1,32 |
0,89 0,94 |
|
3,5 |
35 |
3 4 5 |
2,04 2,17 3,28 |
1,60 2,10 2,58 |
2,35 3,01 3,61 |
0,93 1,21 1,47 |
1,07 1,06 1,05 |
3,72 4,76 5,71 |
1,35 1,33 1,32 |
0,97 1,25 1,52 |
0,71 0,88 1,02 |
0,69 0,68 0,68 |
1,37 1,75 2,10 |
0,97 1,01 1,05 |
||
|
4 |
40 |
3 4 5 |
5,0 |
1,7 |
2,35 3,08 3,79 |
1,85 2,42 2,98 |
3,55 4,58 5,53 |
1,22 1,60 1,95 |
1,23 1,22 1,21 |
5,63 7,26 8,75 |
1,55 1,53 1,52 |
1,47 1,90 2,30 |
0,95 1,19 1,39 |
0,79 0,78 0,78 |
2,08 2,68 3,22 |
1,09 1,13 1,17 |
|
4,5 |
45 |
3 4 5 |
2,65 3,48 4,29 |
2,08 2,73 3,37 |
5,13 6,63 8,03 |
1,56 2,04 2,51 |
1,39 1,38 1,37 |
8,13 10,52 12,74 |
1,75 1,74 1,72 |
2,12 2,74 3,33 |
1,24 1,54 1,81 |
0,89 0,89 0,88 |
3,00 3,89 4,71 |
1,21 1,26 1,30 |
||
|
5 |
50 |
3 4 5 6 |
5,5 |
1,8 |
2,96 3,89 4,80 5,69 |
2,32 3,05 3,77 4,47 |
7,11 9,21 11,20 13,07 |
1,94 2,54 3,13 3,69 |
1,55 1,54 1,53 1,52 |
11,27 14,63 17,77 20,72 |
1,95 1,94 1,92 1,91 |
2,95 3,80 4,63 5,43 |
1,57 1,95 2,30 2,63 |
1,00 0,99 0,98 0,98 |
4,16 5,42 6,57 7,65 |
1,33 1,38 1,42 1,46 |
|
5,6 |
56 |
4 5 |
6,0 |
2,0 |
4,38 5,41 |
3,44 4,25 |
13,10 15,97 |
3,21 3,96 |
1,73 1,72 |
20,79 25,36 |
2,18 2,16 |
5,41 6,59 |
2,52 2,97 |
1,11 1,10 |
7,69 9,41 |
1,52 1,57 |
|
6 |
60 |
4 5 6 8 10 |
7,0 |
2,3 |
4,72 5,83 6,92 9,04 11,08 |
3,71 4,58 5,43 7,10 8,70 |
16,21 19,79 23,21 29,55 35,32 |
3,70 4,56 5,40 7,00 8,52 |
1,85 1,84 1,83 1,81 1,79 |
25,69 31,40 36,81 46,77 55,64 |
2,33 2,32 2,31 2,27 2,24 |
6,72 8,18 9,60 12,34 15,00 |
2,93 3,49 3,99 4,90 5,70 |
1,19 1,18 1,18 1,17 1,16 |
9,48 11,61 3,60 17,22 20,32 |
1,62 1,66 1,70 1,78 1,85 |
|
6,3 |
63 |
4 5 6 |
4,96 6,13 7,28 |
3,90 4,81 5,72 |
18,86 23,10 27,06 |
4,09 5,05 5,98 |
1,95 1,94 1,93 |
29,90 36,80 42,91 |
2,45 2,44 2,43 |
7,81 9,52 11,18 |
3,26 3,87 4,44 |
1,25 1,25 1,24 |
11,00 13,70 15,90 |
1,69 1,74 1,78 |
||
|
7 |
70 |
4,5 5 6 7 8 |
8 |
2,7 |
6,20 6,86 8,15 9,42 10,67 |
4,87 5,38 6,39 7,39 8,37 |
29,04 31,94 37,58 42,98 48,16 |
5,67 6,27 7,43 8,57 9,68 |
2,16 2,16 2,15 2,14 2,12 |
46,03 50,67 59,64 68,19 76,35 |
2,72 2,72 2,71 2,69 2,68 |
12,04 13,22 15,52 17,77 19,97 |
4,53 4,92 5,66 6,31 6,99 |
1,39 1,39 1,38 1,37 1,37 |
17,00 18,70 22,10 25,20 28,20 |
1,88 1,90 1,94 1,99 2,02 |
|
7,5 |
75 |
5 6 7 8 9 |
9 |
3 |
7,39 8,78 10,15 11,50 12,83 |
5,80 6,89 7,96 9,02 10,07 |
39,53 46,57 53,34 59,84 66,10 |
7,21 8,57 9,89 11,18 12,43 |
2,31 2,30 2,29 2,28 2,27 |
62,65 73,87 84,61 94,89 104,72 |
2,91 2,90 2,89 2,87 2,86 |
16,41 19,28 22,07 24,80 27,48 |
5,74 6,62 7,43 8,16 8,91 |
1,49 1,48 1,47 1,47 1,46 |
23,10 27,30 31,20 35,00 38,60 |
2,02 2,06 2,10 2,15 2,18 |
|
8 |
80 |
5,5 6 7 8 |
8,63 9,38 10,85 12,30 |
6,78 7,36 8,51 9,65 |
52,68 56,97 65,31 73,36 |
9,03 9,80 11,32 12,80 |
2,47 2,47 2,45 2,44 |
83,56 90,40 103,60 116,39 |
3,11 3,11 3,09 3,08 |
21,80 23,54 26,97 30,32 |
7,10 7,60 8,55 9,44 |
1,59 1,58 1,58 1,57 |
30,90 33,40 38,30 43,00 |
2,17 2,19 2,23 2,27 |
||
|
9 |
90 |
6 7 8 9 |
10 |
3,3 |
10,61 12,28 13,93 15,60 |
8,33 9,64 10,93 12,20 |
82,10 94,30 106,11 118,00 |
12,40 14,45 16,36 18,29 |
2,78 2,77 2,76 2,75 |
130,00 149,67 168,42 186,00 |
3,50 3,49 3,48 3,46 |
33,87 38,94 43,80 48,60 |
9,88 11,15 12,34 13,48 |
1,79 1,78 1,77 1,77 |
48,10 55,40 62,30 68,00 |
2,43 2,47 2,51 2,55 |
|
10 |
100 |
6,5 7 8 10 12 14 16 |
12 |
4 |
12,82 13,75 15,60 19,24 22,80 26,28 29,68 |
10,06 10,79 12,25 15,10 17,90 20,63 23,30 |
122,10 130,59 147,19 178,95 208,90 237,15 263,82 |
16,69 17,90 20,30 24,97 29,47 33,83 38,04 |
3,09 3,08 3,07 3,05 3,03 3,00 2,98 |
193,46 207,01 233,46 283,83 330,95 374,98 416,04 |
3,89 3,88 3,87 3,84 3,81 3,78 3,74 |
50,73 54,16 60,92 74,08 86,84 99,32 111,61 |
13,38 14,13 15,66 18,51 21,10 23,49 25,79 |
1,99 1,98 1,98 1,96 1,95 1,94 1,94 |
71,40 76,40 86,30 110,00 122,00 138,00 152,00 |
2,68 2,71 2,75 2,83 2,91 2,99 3,06 |
|
11 |
110 |
7 8 |
15,15 17,20 |
11,89 13,50 |
175,61 198,17 |
21,83 24,77 |
3,40 3,39 |
278,54 314,51 |
4,29 4,28 |
72,68 81,83 |
17,36 19,29 |
2,19 2,18 |
106,00 116,00 |
2,96 3,00 |
||
|
12 |
120 |
8 9 10 15 |
18,80 23,24 27,60 33,99 |
14,76 18,24 21,67 26,68 |
259,75 317,16 371,80 448,90 |
29,68 36,59 43,30 52,96 |
3,72 3,69 3,67 3,63 |
412,45 503,79 590,28 711,32 |
4,68 4,66 4,62 4,57 |
107,04 130,54 153,33 186,48 |
23,29 27,72 31,79 37,35 |
2,39 2,37 2,36 2,34 |
153,00 187,00 218,00 262,00 |
3,25 3,33 3,41 3,53 |
||
|
12,5 |
125 |
8 9 10 12 14 16 |
14 |
4,6 |
19,69 22,0 24,33 28,89 33,37 37,77 |
15,46 17,30 19,10 22,68 26,20 29,65 |
294,36 327,48 359,82 422,23 481,76 538,56 |
32,20 36,00 39,74 47,06 54,17 61,09 |
3,87 3,86 3,85 3,82 3,80 3,78 |
466,76 520,00 571,04 670,02 763,90 852,84 |
4,87 4,86 4,84 4,82 4,78 4,75 |
121,98 135,88 148,59 174,43 199,62 224,29 |
25,67 28,26 30,45 34,94 39,10 43,10 |
2,49 2,48 2,47 2,46 2,45 2,44 |
172,00 192,00 211,00 248,00 282,00 315,00 |
3,36 3,40 3,45 3,53 3,61 3,68 |
|
14 |
140 |
9 10 12 |
14 |
4,6 |
24,72 27,33 32,49 |
19,41 21,45 25,50 |
465,72 512,29 602,49 |
45,55 50,32 59,66 |
4,34 4,33 4,31 |
739,42 813,62 956,98 |
5,47 5,46 5,43 |
192,03 210,96 248,01 |
35,92 39,05 44,97 |
2,79 2,78 2,76 |
274,00 301,00 354,00 |
3,78 3,82 3,90 |
|
15 |
150 |
10 12 15 18 |
14 |
4,6 |
29,33 34,89 43,08 51,09 |
23,02 27,39 33,82 40,11 |
634,76 747,48 908,38 1060,08 |
58,07 68,90 84,66 99,86 |
4,65 4,63 4,59 4,56 |
1008,56 1187,86 1442,60 1680,92 |
5,86 5,83 5,79 5,74 |
260,97 307,09 374,17 438,24 |
45,34 52,32 61,96 70,91 |
2,98 2,97 2,95 2,93 |
374,00 440,00 534,00 621,00 |
4,07 4,15 4,27 4,38 |
|
16 |
160 |
10 11 12 14 16 18 20 |
16 |
5,3 |
31,43 34,42 37,39 43,57 49,07 54,79 60,40 |
24,67 27,02 28,35 33,97 38,52 43,01 47,44 |
774,24 844,21 912,89 1046,47 1175,19 1290,24 1418,85 |
66,19 72,44 78,62 90,77 102,64 114,24 125,60 |
4,96 4,95 4,94 4,92 4,89 4,87 4,85 |
1229,10 1340,06 1450,00 1662,13 1865,73 2061,03 2248,26 |
6,25 6,24 6,23 6,20 6,17 6,13 6,10 |
319,38 347,77 357,78 430,81 484,64 537,46 589,43 |
52,52 56,53 60,53 68,15 75,92 82,08 90,02 |
3,19 3,18 3,17 3,16 3,14 3,13 3,12 |
455,00 496,00 537,00 615,00 690,00 771,00 830,00 |
4,30 4,35 4,39 4,47 4,55 4,63 4,70 |
|
18 |
180 |
11 12 |
38,80 42,19 |
30,47 33,12 |
1216,44 1316,62 |
92,47 100,41 |
5,60 5,59 |
1933,10 2092,78 |
7,06 7,04 |
499,78 540,45 |
72,86 78,15 |
3,59 3,58 |
716,00 776,00 |
4,85 4,89 |
||
|
20 |
200 |
12 13 14 16 20 25 30 |
18 |
6,0 |
47,10 50,85 54,60 61,98 76,54 94,29 111,54 |
36,97 39,92 42,80 48,65 60,08 74,02 87,56 |
1822,78 1960,77 2097,00 2362,57 2871,47 3466,21 4019,60 |
124,61 134,44 144,17 163,37 200,73 245,59 288,57 |
6,22 6,21 6,20 6,17 6,12 6,06 6,00 |
2896,16 3116,18 3333,00 3755,39 4560,42 5494,04 6351,05 |
7,84 7,83 7,81 7,78 7,72 7,63 7,55 |
749,40 805,35 861,00 969,74 1181,92 1438,38 1698,16 |
98,68 105,07 111,50 123,77 146,62 172,68 193,06 |
3,99 3,98 3,97 3,96 3,93 3,91 3,89 |
1073,00 1156,00 1236,00 1393,00 1689,00 2028,00 2332,00 |
5,37 5,42 5,46 5,54 5,70 5,89 6,07 |
|
22 |
220 |
14 16 |
21 |
7,0 |
60,38 68,58 |
47,40 53,83 |
2814,36 3175,44 |
175,18 198,71 |
6,83 6,80 |
4470,15 5045,37 |
8,60 8,58 |
1158,56 1305,52 |
138,62 153,34 |
4,38 4,36 |
1655,00 1869,00 |
5,91 6,02 |
|
25 |
250 |
16 18 20 22 25 28 30 |
24 |
8,0 |
78,40 87,72 96,96 106,12 119,71 133,12 141,96 |
61,55 68,86 76,11 83,31 93,97 104,50 111,44 |
4717,10 5247,24 5764,87 6270,32 7006,39 7716,86 8176,52 |
258,43 288,82 318,76 348,26 391,72 434,25 462,11 |
7,76 7,73 7,71 7,09 7,65 7,61 7,59 |
7492,10 8336,69 9159,73 9961,60 11125,52 12243,84 12964,66 |
9,78 9,75 9,72 9,69 9,64 9,59 9,56 |
1942,09 2157,78 2370,01 2579,04 2887,26 3189,89 3388,98 |
203,45 233,39 242,52 260,52 287,14 311,98 327,82 |
4,98 4,96 4,94 4,93 4,91 4,90 4,89 |
2775,00 3089,00 3395,00 3691,00 4119,00 4527,00 4788,00 |
6,75 6,83 6,91 7,00 7,11 7,23 7,31 |
Сортамент уголок равнополочный таблица в Симферополе: 531-товар: бесплатная доставка, скидка-47% [перейти]
Партнерская программаПомощь
Симферополь
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Промышленность
Промышленность
Дом и сад
Дом и сад
Торговля и склад
Торговля и склад
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Сортамент уголок равнополочный таблица
Уголок ДПК равнополочный 57*57*3000мм вельвет, венге
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/1884454/pic81800233f9e4d4225d138fa828f46a17/300×300″>
mds.yandex.net/get-marketpic/1884454/pic81800233f9e4d4225d138fa828f46a17/300×300″>610
1079
Уголок алюминиевый АД31Т 30×30 стенка 1,5, 2 шт., длина 500 мм ,равнополочный металлический угол
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/ea/64/ea643f216afde3ab028920ab69014d08.jpg”>
regmarkets.ru/listpreview/idata2/ea/64/ea643f216afde3ab028920ab69014d08.jpg”>831
998
Уголок алюминиевый АД31Т 40х20 мм. стенка 2 длина 650 ( 65 см. ) не равнополочный металлический угол, профиль алюминий, для конструкций
В МАГАЗИНЕще цены и похожие товары
2 194
3510
Уголок алюминиевый АД31Т 30×30 стенка 2 мм 2 шт., длина 1500 ,равнополочный металлический угол Тип:
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм брашинг, коричневый
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм брашинг, венге
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм брашинг, слоновая кость
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм брашинг, антрацит
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5459453/pice75162e393f11feb673f16a591311a8c/300×300″>
mds.yandex.net/get-marketpic/5459453/pice75162e393f11feb673f16a591311a8c/300×300″>Уголок ДПК равнополочный 57*57*3000мм брашинг, кофе с молоком
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм вельвет, венге
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм вельвет, коричневый
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/1785236/pic7f6322132846abde147ae1d9674ad39c/300×300″>
mds.yandex.net/get-marketpic/1785236/pic7f6322132846abde147ae1d9674ad39c/300×300″>Уголок 35*70*4000 мм ДПК равнополочный (вельвет, брашированный) для террасных досок Darvolex, Deckron – Коричневый
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм вельвет, антрацит
В МАГАЗИНЕще цены и похожие товары
Уголок 35*70*4000 мм ДПК равнополочный (вельвет, брашированный) для террасных досок Darvolex, Deckron – Венге
В МАГАЗИНЕще цены и похожие товары
Уголок стальной 100x100x10 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-marketpic/6379564/pic20e56a9dbc2addf60a1632343286bb67/300×300″>
mds.yandex.net/get-marketpic/6379564/pic20e56a9dbc2addf60a1632343286bb67/300×300″>Уголок стальной 125x125x8 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 25x25x4 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 25x25x3 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 100x100x8 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5746227/pice137144454cb1bee71823a63bae60087/300×300″>
mds.yandex.net/get-marketpic/5746227/pice137144454cb1bee71823a63bae60087/300×300″>Уголок стальной 200x200x12 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 40x40x3 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 40x40x4 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 45x45x4 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 50x50x4 мм (м. пог.)
пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 63x63x5 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
95 000
Уголок равнополочный 25х4х6000 мм ст.3 ГОСТ 8509-93 Тип: уголок
ПОДРОБНЕЕЕще цены и похожие товары
81 500
Уголок равнополочный 40х5х6000 мм ст.3 ГОСТ 8509-93 Тип: уголок, Номер швеллера: 5, Номер двутавра:
ПОДРОБНЕЕЕще цены и похожие товары
Уголок алюм., 30х30х2,0 мм, 3 м Тип: уголок, Толщина полки: 2мм, Номер швеллера: 5
ПОДРОБНЕЕЕще цены и похожие товары
125 000
Уголок равнополочный 200х12х12000 мм С355 ГОСТ 8509-93 Тип: уголок, Номер двутавра: 12
ПОДРОБНЕЕЕще цены и похожие товары
Уголок равнополочный 50х50х5 мм Тип: уголок, Ширина сечения: 5мм, Номер швеллера: 5
ПОДРОБНЕЕЕще цены и похожие товары
97 000
Уголок равнополочный 25х3х6000 мм ст. 3 ГОСТ 8509-93 Тип: уголок
3 ГОСТ 8509-93 Тип: уголок
ПОДРОБНЕЕЕще цены и похожие товары
Уголок горячекатанный ГК равнополочный ГОСТ 50х50х5 мм (м.п.) (1 м.п.) Тип: уголок, Длина: 3м,
ПОДРОБНЕЕЕще цены и похожие товары
Уголок алюминиевый 25x25x1,2 мм, 3 м, АД 31 Тип: уголок, Толщина полки: 1.2мм, Номер двутавра: 16
ПОДРОБНЕЕЕще цены и похожие товары
Уголок 25х25х3 мм стальной горячекатаный равнополочный (метр) Тип: уголок
ПОДРОБНЕЕЕще цены и похожие товары
Уголок алюминиевый 10*25*1,2 Тип: уголок, Номер двутавра: 10
ПОДРОБНЕЕЕще цены и похожие товары
Уголок алюм., 50х50х2,0 мм, 3 м Тип: уголок, Толщина полки: 2мм, Номер швеллера: 5
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 32x32x4 мм (м. пог.)
пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок 50х50х5 мм Тип: уголок, Длина: 6м, Высота сечения: 5мм
ПОДРОБНЕЕЕще цены и похожие товары
Уголок размер 35×35х4 мм стальной равнополочный горячекатаный (сталь угловая металлическая г к) L=6 м
ПОДРОБНЕЕЕще цены и похожие товары
Уголок алюм., 25х25х2,0 мм, 3 м Тип: уголок, Толщина полки: 2мм, Номер швеллера: 5
ПОДРОБНЕЕЕще цены и похожие товары
43 500
Уголок металлический 100х100х7 равнополочный Тип: уголок, Длина: 12м, Высота сечения: 137.5мм
ПОДРОБНЕЕЕще цены и похожие товары
84 700
Уголок равнополочный 70х7х12000 мм ст.3 ГОСТ 8509-93 Тип: уголок
ПОДРОБНЕЕЕще цены и похожие товары
Уголок металлический 50х50х5мм, 1м. пог. Тип: уголок, Длина: 12м, Высота сечения: 200мм
пог. Тип: уголок, Длина: 12м, Высота сечения: 200мм
ПОДРОБНЕЕЕще цены и похожие товары
84 700
Уголок равнополочный 90х7х12000 мм ст.3 ГОСТ 8509-93 Тип: уголок
ПОДРОБНЕЕЕще цены и похожие товары
Уголок равнополочный низколегированный 100х100х10 Тип: уголок, Номер двутавра: 10
ПОДРОБНЕЕЕще цены и похожие товары
Уголок алюминиевый 30*30*2 Тип: уголок, Номер двутавра: 30
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Сортамент уголок равнополочный таблица в Комсомольске-на-Амуре: 500-товаров: бесплатная доставка, скидка-43% [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
Сортамент уголок равнополочный таблица
Уголок ДПК равнополочный 57*57*3000мм вельвет, венге
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5888094/pic6c6b5510700e868c8f06fa24fbbffa68/300×300″>
mds.yandex.net/get-marketpic/5888094/pic6c6b5510700e868c8f06fa24fbbffa68/300×300″>Уголок ДПК равнополочный 57*57*3000мм вельвет, венге
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм вельвет, антрацит
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм брашинг, венге
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм брашинг, антрацит
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм брашинг, кофе с молоком
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм брашинг, слоновая кость
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5459453/pice75162e393f11feb673f16a591311a8c/300×300″>
mds.yandex.net/get-marketpic/5459453/pice75162e393f11feb673f16a591311a8c/300×300″>Уголок ДПК равнополочный 57*57*3000мм брашинг, коричневый
В МАГАЗИНЕще цены и похожие товары
Уголок ДПК равнополочный 57*57*3000мм вельвет, коричневый
В МАГАЗИНЕще цены и похожие товары
Уголок 35*70*4000 мм ДПК равнополочный (вельвет, брашированный) для террасных досок Darvolex, Deckron – Венге
В МАГАЗИНЕще цены и похожие товары
 jpg”>
jpg”>2 194
3510
Уголок алюминиевый АД31Т 30×30 стенка 2 мм 2 шт., длина 1500 ,равнополочный металлический угол Тип:
В МАГАЗИНЕще цены и похожие товары
Уголок 35*70*4000 мм ДПК равнополочный (вельвет, брашированный) для террасных досок Darvolex, Deckron – Коричневый
В МАГАЗИНЕще цены и похожие товары
610
1079
Уголок алюминиевый АД31Т 30×30 стенка 1,5, 2 шт. , длина 500 мм ,равнополочный металлический угол
, длина 500 мм ,равнополочный металлический угол
В МАГАЗИНЕще цены и похожие товары
831
998
Уголок алюминиевый АД31Т 40х20 мм. стенка 2 длина 650 ( 65 см. ) не равнополочный металлический угол, профиль алюминий, для конструкций
В МАГАЗИНЕще цены и похожие товары
Уголок стальной 200x200x12 мм (м.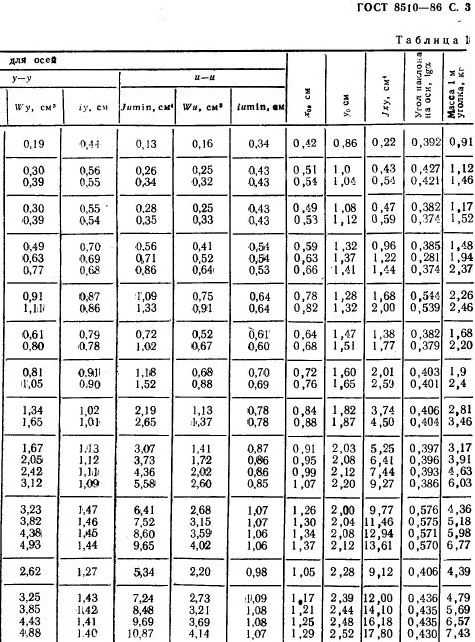 пог.)
пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 160x160x10 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 125x125x8 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 100x100x10 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок 32х32х4 металлический стальной равнополочный горячекатаный (цена за метр погонный) Тип:
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 25x25x3 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 40x40x4 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5671774/pice4cc5aebe54e0fd220f2265fb198152d/300×300″>
mds.yandex.net/get-marketpic/5671774/pice4cc5aebe54e0fd220f2265fb198152d/300×300″>Уголок стальной 35x35x3 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 32x32x4 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 40x40x3 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 45x45x4 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-marketpic/5122902/picc5d2f7fef85933c426a2dcec54399de1/300×300″>
mds.yandex.net/get-marketpic/5122902/picc5d2f7fef85933c426a2dcec54399de1/300×300″>Уголок стальной 50x50x5 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок алюм., 50х50х2,0 мм, 3 м Тип: уголок, Толщина полки: 2мм, Номер швеллера: 5
ПОДРОБНЕЕЕще цены и похожие товары
62 200
Уголок равнополочный металлический 35х35х4 мм Тип: уголок, Толщина полки: 4мм, Метод изготовления:
ПОДРОБНЕЕЕще цены и похожие товары
Уголок 35х35х3 металлический стальной равнополочный горячекатаный (цена за метр погонный) Тип:
ПОДРОБНЕЕЕще цены и похожие товары
95 000
Уголок равнополочный 25х4х6000 мм ст. 3 ГОСТ 8509-93 Тип: уголок
3 ГОСТ 8509-93 Тип: уголок
ПОДРОБНЕЕЕще цены и похожие товары
Уголок оцинкованный равнополочный 50х50х4 Тип: уголок, Толщина полки: 4мм, Номер двутавра: 50
ПОДРОБНЕЕЕще цены и похожие товары
125 000
Уголок равнополочный 140х12х12000 мм С355 ГОСТ 8509-93 Тип: уголок, Номер двутавра: 12
ПОДРОБНЕЕЕще цены и похожие товары
Уголок 50х50х5 мм Тип: уголок, Длина: 6м, Высота сечения: 5мм
ПОДРОБНЕЕЕще цены и похожие товары
90 000
Уголок равнополочный 125х12х12000 мм 09Г2С-15 ГОСТ 8509-93 Тип: уголок, Номер двутавра: 12
ПОДРОБНЕЕЕще цены и похожие товары
Уголок горячекатанный ГК равнополочный ГОСТ 50х50х5 мм (м.п.) (1 м.п.) Тип: уголок, Длина: 3м,
ПОДРОБНЕЕЕще цены и похожие товары
Уголок алюм. , 25х25х2,0 мм, 3 м Тип: уголок, Толщина полки: 2мм, Номер швеллера: 5
, 25х25х2,0 мм, 3 м Тип: уголок, Толщина полки: 2мм, Номер швеллера: 5
ПОДРОБНЕЕЕще цены и похожие товары
42 000
Уголок 35х35х4 Тип: уголок, Ширина сечения: 1000мм, Толщина полки: 4мм
ПОДРОБНЕЕЕще цены и похожие товары
78 500
Уголок равнополочный 45х5х12000 мм ст.3 ГОСТ 8509-93 Тип: уголок, Номер швеллера: 5, Номер
ПОДРОБНЕЕЕще цены и похожие товары
Уголок 50 х 50 х 5 Тип: уголок, Производитель: Северсталь, Длина: 12м
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 50х50х5мм Ст3сп ГОСТ 8509-93 Тип: уголок, Длина: 4м, Ширина сечения: 5мм
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 63x63x5 мм (м. пог.)
пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок стальной 32x32x3 мм (м.пог.)
ПОДРОБНЕЕЕще цены и похожие товары
Уголок 35 х 35 х 3 Тип: уголок, Метод изготовления: горячекатаный
ПОДРОБНЕЕЕще цены и похожие товары
Уголок размер 45×45х4 мм стальной равнополочный горячекатаный (сталь угловая металлическая г к) L=12 м
ПОДРОБНЕЕЕще цены и похожие товары
90 000
Уголок равнополочный 75х5х12000 мм 09Г2С-15 ГОСТ 8509-93 Тип: уголок, Номер швеллера: 5
ПОДРОБНЕЕЕще цены и похожие товары
83 500
Уголок равнополочный 32х4х6000 мм ст.3 ГОСТ 8509-93 Тип: уголок
ПОДРОБНЕЕЕще цены и похожие товары
Уголок 50х50х5мм Тип: уголок, Ширина сечения: 5мм, Номер двутавра: 50
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Гост 8509-93.
 Уголки стальные горячекатаные равнополочные
Уголки стальные горячекатаные равнополочные1. Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2. Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке и в таблице.
Примечания:
1. Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали —
7,85 г/см³.
2. Радиусы закругления, указанные на рисунке и в таблице, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку и таблице:
b — ширина полки;
36
t — толщина полки;
Zo
R — радиус внутреннего закругления;
r — радиус закругления полок;
F — площадь поперечного сечения;
I — момент инерции;
y0 — расстояние от центра тяжести до наружной грани полки;
Z
Z
Izy — центробежный момент инерции;
Уo
i — радиус инерции.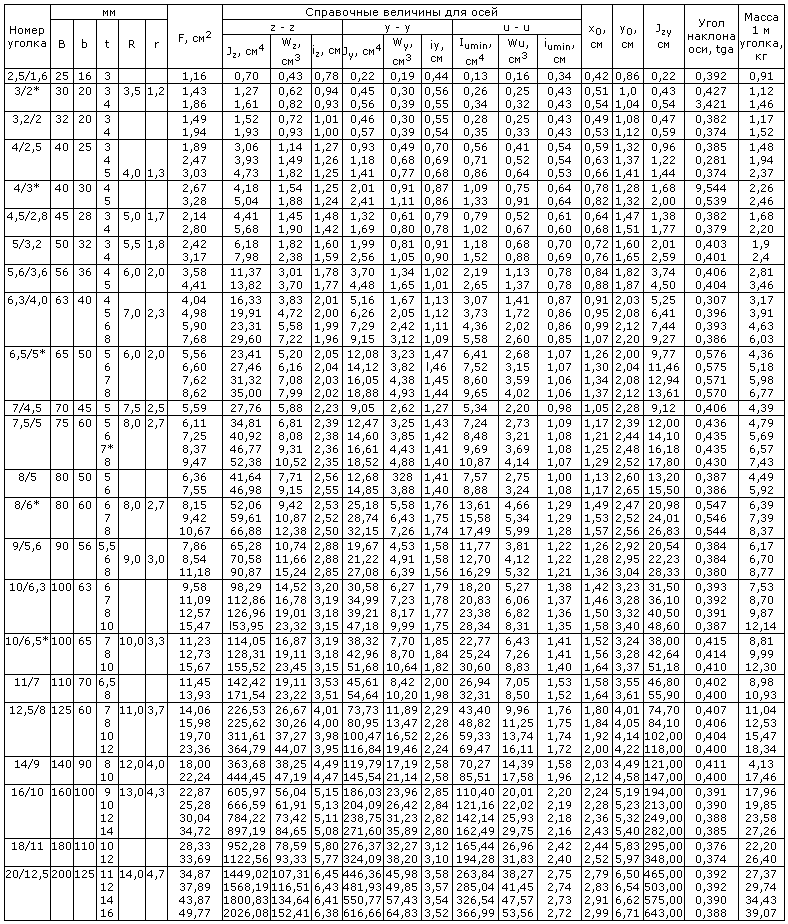
3. По точности прокатки уголки изготавливают: А — высокой точности; В — обычной точности.
Zo
Продолжение табл.П.1
Номер уголка | Размеры | Площадь поперечного сечения, F | Справочные значения для осей | Масса 1 м уголка | |||||||||||||||||||||||||||||
b | t | R | r | Z – Z | Z0 – Z0 | Y0 –Y0 | Izy | y0 | |||||||||||||||||||||||||
Iz | Wz | iz | IZ0 max | iZ0 max | IY0 min | WY0 | iY0 min | ||||||||||||||||||||||||||
мм | см² | см4 | см³ | см | см4 | см | см4 | см³ | см | см4 | см | кг | |||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |||||||||||||||||
2 | 20 | 3 4 | 3,5 3,5 | 1,2 1,2 | 1,13 1,46 | 0,40 0,50 | 0,28 0,37 | 0,59 0,58 | 0,63 0,78 | 0,75 0,73 | 0,17 0,22 | 0,20 0,24 | 0,39 0,38 | 0,23 0,28 | 0,60 0,64 | 0,89 1,15 | |||||||||||||||||
2,5 | 25 | 3 4 | 3,5 3,5 | 1,2 1,2 | 1,43 1,86 | 0,81 1,03 | 0,46 0,59 | 0,75 0,74 | 1,29 1,62 | 0,95 0,93 | 0,34 0,44 | 0,33 0,41 | 0,49 0,48 | 0,47 0,59 | 0,73 0,76 | 1,12 1,46 | |||||||||||||||||
2,8 | 28 | 3 | 4,0 | 1,3 | 1,62 | 1,16 | 0,58 | 0,85 | 1,84 | 1,07 | 0,48 | 0,42 | 0,55 | 0,68 | 0,80 | 1,27 | |||||||||||||||||
3 37 | 30 | 3 4 | 4,0 4,0 | 1,3 1,3 | 1,74 2,27 | 1,45 1,84 | 0,67 0,87 | 0,91 0,90 | 2,30 2,92 | 1,15 1,13 | 0,60 0,77 | 0,53 0,61 | 0,59 0,58 | 0,85 1,08 | 0,85 0,89 | 1,36 1,78 | |||||||||||||||||
3,2 | 32 | 3 4 | 4,5 4,5 | 1,5 1,5 | 1,86 2,43 | 1,77 2,26 | 0,77 1,00 | 0,97 0,96 | 2,80 3,58 | 1,23 1,21 | 0,74 0,94 | 0,59 0,71 | 0,63 0,62 | 1,03 1,32 | 0,89 0,94 | 1,46 1,91 | |||||||||||||||||
3,5 | 35 | 3 4 5 | 4,5 4,5 4,5 | 1,5 1,5 1,5 | 2,04 2,67 3,28 | 2,35 3,01 3,61 | 0,93 1,21 1,47 | 1,07 1,06 1,05 | 3,72 4,76 5,71 | 1,35 1,33 1,32 | 0,97 1,25 1,52 | 0,71 0,88 1,02 | 0,69 0,68 0,68 | 1,37 1,75 2,10 | 0,97 1,01 1,05 | 1,60 2,10 2,58 | |||||||||||||||||
4 | 40 | 3 4 5 | 5,0 5,0 5,0 | 1,7 1,7 1,7 | 2,35 3,08 3,79 | 3,55 4,58 5,53 | 1,22 1,60 1,95 | 1,23 1,22 1,21 | 5,63 7,26 8,75 | 1,55 1,53 1,52 | 1,47 1,90 2,30 | 0,95 1,19 1,39 | 0,79 0,78 0,78 | 2,08 2,68 3,22 | 1,09 1,13 1,17 | 1,85 2,42 2,98 | |||||||||||||||||
4,5 | 45 | 3 4 5 | 5,0 5,0 5,0 | 1,7 1,7 1,7 | 2,65 3,48 4,29 | 5,13 6,63 8,03 | 1,56 2,04 2,51 | 1,39 1,38 1,37 | 8,13 10,52 12,74 | 1,75 1,74 1,72 | 2,12 2,74 3,33 | 1,24 1,54 1,81 | 0,89 0,89 0,88 | 3,00 3,89 4,71 | 1,21 1,26 1,30 | 2,08 2,73 3,37 | |||||||||||||||||
5 | 50 | 3 4 5 6 | 5,5 5,5 5,5 5,5 | 1,8 1,8 1,8 1,8 | 2,96 3,89 4,80 5,69 | 7,11 9,21 11,20 13,07 | 1,94 2,54 3,13 3,69 | 1,55 1,54 1,53 1,52 | 11,27 14,63 17,77 20,72 | 1,95 1,94 1,92 1,91 | 2,95 3,80 4,63 5,43 | 1,57 1,95 2,30 2,63 | 1,00 0,99 0,98 0,98 | 4,16 5,42 6,57 7,65 | 1,33 1,38 1,42 1,46 | 2,32 3,05 3,77 4,47 | |||||||||||||||||
5,6 | 56 | 4 5 | 6,0 6,0 | 2,0 2,0 | 4,38 5,41 | 13,10 15,97 | 3,21 3,96 | 1,73 1,72 | 20,79 25,36 | 2,18 2,16 | 5,41 6,59 | 2,52 2,97 | 1,11 1,10 | 7,69 9,41 | 1,52 1,57 | 3,44 4,25 | |||||||||||||||||
6,3 | 63 | 4 5 6 | 7,0 7,0 7,0 | 2,3 2,3 2,3 | 4,96 6,13 7,28 | 18,86 23,10 27,06 | 4,09 5,05 5,98 | 1,95 1,94 1,93 | 29,90 36,80 42,91 | 2,45 2,44 2,43 | 7,81 9,52 11,18 | 3,26 3,87 4,44 | 1,25 1,25 1,24 | 11,00 13,70 15,90 | 1,69 1,74 1,78 | 3,90 4,81 5,72 | |||||||||||||||||
Продолжение табл. П.1
П.1
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
7 | 70 | 4,5 5 6 7 8 | 8,0 8,0 8,0 8,0 8,0 | 2,7 2,7 2,7 2,7 2,7 | 6,20 6,86 8,15 9,42 10,67 | 29,04 31,94 37,58 42,98 48,16 | 5,67 6,27 7,43 8,57 9,68 | 2,16 2,16 2,15 2,14 2,12 | 46,03 50,67 59,64 68,19 76,35 | 2,72 2,72 2,71 2,69 2,68 | 12,04 13,22 15,52 17,77 19,97 | 4,53 4,92 5,66 6,31 6,99 | 1,39 1,39 1,38 1,37 1,37 | 17,00 18,70 22,10 25,20 28,20 | 1,88 1,90 1,94 1,99 2,02 | 4,87 5,38 6,39 7,39 8,37 |
7,5 | 75 | 5 6 7 8 9 | 9,0 9,0 9,0 9,0 9,0 | 3,0 3,0 3,0 3,0 3,0 | 7,39 8,78 10,15 11,50 12,83 | 39,53 46,57 53,34 59,84 66,10 | 7,21 8,57 9,89 11,18 12,43 | 2,31 2,30 2,29 2,28 2,27 | 62,65 73,87 84,61 94,89 104,72 | 2,91 2,90 2,89 2,87 2,86 | 16,41 19,28 22,07 24,80 27,48 | 5,74 6,62 7,43 8,16 8,91 | 1,49 1,48 1,47 1,47 1,46 | 23,10 27,30 31,20 35,00 38,60 | 2,02 2,06 2,10 2,15 2,18 | 5,80 6,89 7,96 9,02 10,07 |
8 | 80 | 5,5 6 7 8 | 9,0 9,0 9,0 9,0 | 3,0 3,0 3,0 3,0 | 8,63 9,38 10,85 12,30 | 52,68 56,97 65,31 73,36 | 9,03 9,80 11,32 12,80 | 2,47 2,47 2,45 2,44 | 83,56 90,40 103,60 116,39 | 3,11 3,11 3,09 3,08 | 21,80 23,54 26,97 30,32 | 7,10 7,60 8,55 9,44 | 1,59 1,58 1,58 1,57 | 30,90 33,40 38,30 43,00 | 2,17 2,19 2,23 2,27 | 6,78 7,36 8,51 9,65 |
9 38 | 90 | 6 7 8 9 | 10,0 10,0 10,0 10,0 | 3,3 3,3 3,3 3,3 | 10,61 12,28 13,93 15,60 | 82,10 94,30 106,11 118,00 | 12,49 14,45 16,36 18,29 | 2,78 2,77 2,76 2,75 | 130,00 149,67 168,42 186,00 | 3,50 3,49 3,48 3,46 | 33,97 38,94 43,80 48,60 | 9,88 11,15 12,34 13,48 | 1,79 1,78 1,77 1,77 | 48,10 55,40 62,30 68,00 | 2,43 2,47 2,51 2,55 | 8,33 9,64 10,93 12,20 |
10 | 100 | 6,5 7 8 10 12 14 16 | 12,0 12,0 12,0 12,0 12,0 12,0 12,0 | 4,0 4,0 4,0 4,0 4,0 4,0 4,0 | 12,82 13,75 15,60 19,24 22,80 26,28 29,68 | 122,10 130,59 147,19 178,95 208,90 237,15 263,82 | 16,69 17,90 20,30 24,97 29,47 33,83 38,04 | 3,09 3,08 3,07 3,05 3,03 3,00 2,98 | 193,46 207,01 233,46 283,83 330,95 374,98 416,04 | 3,89 3,88 3,87 3,84 3,81 3,78 3,74 | 50,73 54,16 60,92 74,08 86,84 99,32 111,61 | 13,38 14,13 15,66 18,51 21,10 23,49 25,79 | 1,99 1,98 1,98 1,96 1,95 1,94 1,94 | 71,40 76,40 86,30 110,00 122,00 138,00 152,00 | 2,68 2,71 2,75 2,83 2,91 2,99 3,06 | 10,06 10,79 12,25 15,10 17,90 20,63 23,30 |
11 | 110 | 7 8 | 12,0 12,0 | 4,0 4,0 | 15,15 17,20 | 175,61 198,17 | 21,83 24,77 | 3,40 3,39 | 278,54 314,51 | 4,29 4,28 | 72,68 81,83 | 17,36 19,29 | 2,19 2,18 | 106,00 116,00 | 2,96 3,00 | 11,89 13,50 |
12,5 | 125 | 8 9 10 12 14 16 | 14,0 14,0 14,0 14,0 14,0 14,0 | 4,6 4,6 4,6 4,6 4,6 4,6 | 19,69 22,00 24,33 28,89 33,37 37,77 | 294,36 327,48 359,82 422,23 481,76 538,56 | 32,20 36,00 39,74 47,06 54,17 61,09 | 3,87 3,86 3,85 3,82 3,80 3,78 | 466,76 520,00 571,04 670,02 763,90 852,84 | 4,87 4,86 4,84 4,82 4,78 4,75 | 121,98 135,88 148,59 174,43 199,62 224,29 | 25,67 28,26 30,45 34,94 39,10 43,10 | 2,49 2,48 2,47 2,46 2,45 2,44 | 172,00 192,00 211,00 248,00 282,00 315,00 | 3,36 3,40 3,45 3,53 3,61 3,68 | 15,46 17,30 19,10 22,68 26,20 29,65 |
Окончание табл. П.1
П.1
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
14 | 140 | 9 10 12 | 14,0 14,0 14,0 | 4,6 4,6 4,6 | 24,72 27,33 32,49 | 465,72 512,29 602,49 | 45,55 50,32 59,66 | 4,34 4,33 4,31 | 739,42 813,62 956,98 | 5,47 5,46 5,43 | 192,03 210,96 248,01 | 35,92 39,05 44,97 | 2,79 2,78 2,76 | 274,00 301,00 354,00 | 3. | 19,41 21,45 25,50 |
16 | 160 | 10 11 12 14 16 18 20 | 16,0 16,0 16,0 16,0 16,0 16,0 16,0 | 5,3 5,3 5,3 5,3 5,3 5,3 5,3 | 31,43 34,42 37,39 43,57 49,07 54,79 60,40 | 774,24 844,21 912,89 1046,47 1175,19 1290,24 1418,85 | 66,19 72,44 78,62 90,77 102,64 114,24 125,60 | 4,96 4,95 4,94 4,92 4,89 4,87 4,85 | 1229,10 1340,06 1450,00 1662,13 1865,73 2061,03 2248,26 | 6,25 6,24 6,23 6,20 6,17 6,13 6,10 | 319,33 347,77 375,78 430,81 484,64 537,46 589,43 | 52,52 56,53 60,53 68,15 75,92 82,08 90,02 | 3,19 3,18 3,17 3,16 3,14 3,13 3,12 | 455,00 496,00 537,00 615,00 690,00 771,00 830,00 | 4,30 4,35 4. | 24,67 27,02 29,35 34,20 38,52 43,01 47,41 |
18 | 180 | 11 12 | 16,0 16,0 | 5,3 5,3 | 38,80 42,19 | 1216,44 1316,62 | 92,47 100,41 | 5,60 5,59 | 1933,10 2092,78 | 7,06 7,04 | 499,78 540,45 | 72,86 78,15 | 3,59 3,58 | 716,00 776,00 | 4,85 4,89 | 30,47 33,12 |
20 39 | 200 | 12 13 14 16 20 25 30 | 18,0 18,0 18,0 18,0 18,0 18,0 18,0 | 6,0 6,0 6,0 6,0 6,0 6,0 6,0 | 47,10 50,85 54,6061,98 76,54 94,29 111,54 | 1822,78 1960,77 2097,002362,57 2871,47 3466,21 4019,60 | 124,61 134,44 144,17163,37 200,37 245,59 288,57 | 6,22 6,21 6,206,17 6,12 6,06 6,00 | 2896,16 3116,18 3333,003755,39 4860,42 5494,04 6351,05 | 7,84 7,83 7,81 7,78 7,72 7,63 7,55 | 749,40 805,35 861,00969,74 1181,92 1438,38 1698,16 | 98,68 105,07 111,50123,77 146,62 172,68 193,06 | 3,99 3,98 3,97 3,96 3,93 3,91 3,89 | 1073,00 1156,00 1236,00 1393,00 1689,00 2028,00 2332,00 | 5,37 5,42 5,465,54 5,70 5,89 6,07 | 36,97 39,92 42,8048,65 60,08 74,02 87,56 |
22 | 220 | 14 16 | 21,0 21,0 | 7,0 7,0 | 60,38 68,58 | 2814,363175,44 | 175,18198,71 | 6,836,80 | 4470,155045,37 | 8,608,58 | 1158,561305,52 | 138,62153,34 | 4,384,36 | 1655,001869,00 | 5,916,02 | 47,4053,83 |
25 | 250 | 16 18 20 22 25 28 30 35 | 24,024,0 24,0 24,0 24,0 24,0 24,0 24,0 | 8,0 8,0 8,0 8,0 8,0 8,0 8,0 8,0 | 78,4087,72 96,96 106,12 119,71 133,12 141,96 163,71 | 4717,105247,24 5764,87 6270,32 7006,39 7716,86 8176,82 9281,05 | 258,43288,82 318,76 348,26 391,72 434,25 462,11 530,11 | 7,767,73 7,71 7,69 7,65 7,61 7,59 7,53 | 7492,108336,69 9159,73 9961,30 11125,52 12243,84 12964,66 14682,73 | 9,789,75 9,72 9,69 9,64 9,59 9,56 9,47 | 1942,092157,78 2370,01 2579,04 2887,26 3189,89 3388,98 3879,37 | 203,45223,39 242,52 260,52 287,14 311,98 327,82 366,13 | 4,984,96 4,94 4,93 4,91 4,90 4,89 4,87 | 2775,003089,00 3395,00 3691,00 4119,00 4527,00 4788,00 5401,68 | 6,756,83 6,91 7,00 7,11 7,23 7,31 7,53 | 61,5568,86 76,11 83,31 93,97 104,50 111,44 128,51 |
 76 3,82 3,90
76 3,82 3,90 39 4.47 4,55 4,63 4,70
39 4.47 4,55 4,63 4,70 Таблица П.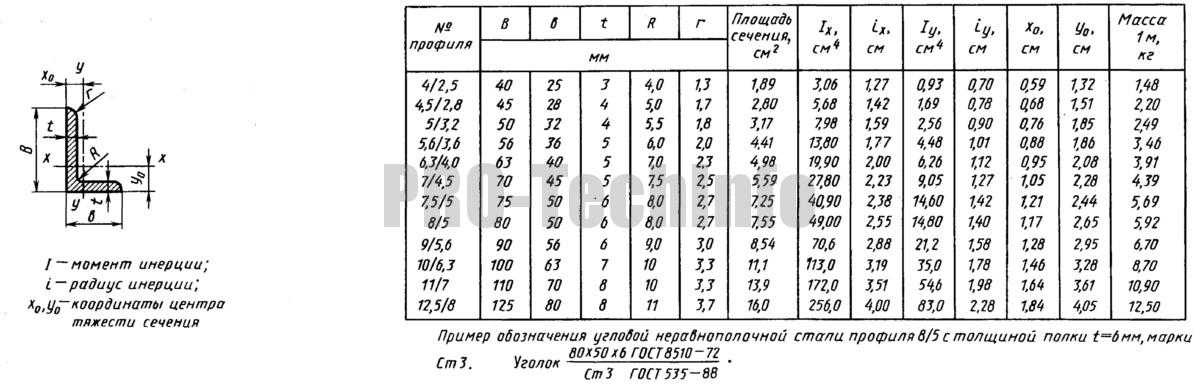 2
2
VEVOR Tilting Melling Table 10x7Inch Coalling Melling Machine 0-90 ° Регулируемая пластина поворота с 3-й-шлогами для шлифования
. Представленные предметы, которые вы можете примерно
XCGZT101000001V0
, включая детали Vatse Купили этот товар Также купили
Описание Спецификация Вопросы и ответы Отзывы
Фрезерный стол с регулируемым наклоном
Этот наклонный стол для фрезерного станка изготовлен из сверхпрочного чугуна и регулируется в диапазоне 0-45 градусов (с обеих сторон), с 3 Т-образные пазы (12 мм), кривошипная рукоятка и точная шлифовка — идеальный инструмент для улучшения фрезерной обработки.
Строительная конструкция
Высококачественное рабочее снаряжение
Регулируемая угловая пластина
Точная и лучшая отделка
Удобная очистка и сборка
.
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах.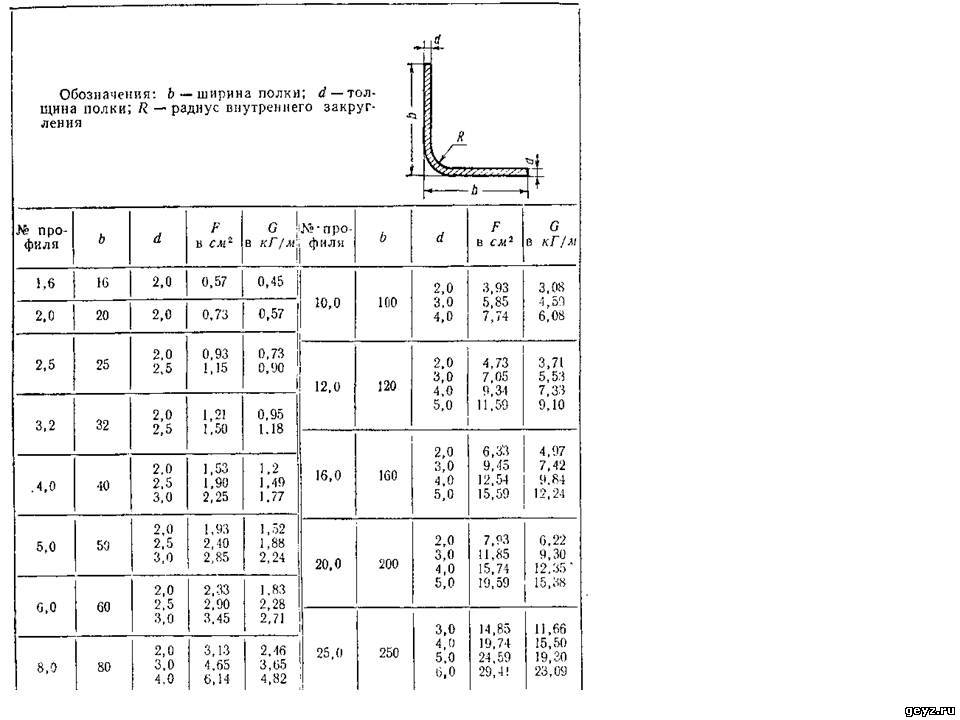 Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Изготовлено из сверхпрочного чугуна с защитой от коррозии
5 9 и устойчивость к ржавчине, более прочный и обеспечивает длительный срок службы.
Обработанные Т-образные пазы
Фрезерный стол для 10-дюймовой длины и 7-дюймовой ширины с тремя 12-миллиметровыми Т-образными пазами обработан для чистой, точной и лучшей обработки.
Регулируемая рукоятка
Поворотный стол для фрезерного станка поставляется в комплекте с кривошипной рукояткой, вы можете отрегулировать угол по своему усмотрению. Диапазон от 0 до 90°.
Точная шкала
Оснащенный точным и четким циферблатом, угол можно регулировать путем точного измерения в соответствии с потребностями обработки.
Улучшенная шлифовка
Нижняя поверхность рабочего стола тонко отшлифована, лучше взаимодействует со станком, делая обработку более точной.
Удобные аксессуары
Наклонный стол оснащен щеткой для очистки и гаечным ключом, вам будет легко его чистить и устанавливать.
Технические характеристики
Материал: чугун
Диапазон склонности: 0-40DEGREE (обе стороны)
Общий размер: 10x7x5inch (250x180x133mm)
229199 дюйма (250x180x133mm)
2919 9009 9009 - 9009
- 9009
- 9009
- дюйма (250x180x133mm)
- дюймов (250x180x133mm)
- дюймов (250x180x133mm))
Общий вес: 35 фунтов (16 кг)
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Регулируемый наклонный фрезерный стол 90, который изготовлен из тяжелого фрезерного стола 90 -из чугуна можно регулировать от 0 до 45 градусов (с обеих сторон), с 3 Т-образными пазами (12 мм), кривошипной рукояткой и точной шлифовкой, это идеальный инструмент для улучшения фрезерной обработки. 0005
0005
- Прочная конструкция
- Высококачественный рабочий механизм
- Пластина с регулируемым углом наклона
- Прецизионная и улучшенная отделка
- Удобная очистка и сборка
Прочный материал
сопротивление, более прочный и обеспечивает длительный срок службы.Обработанные Т-образные пазы
Фрезерный стол для 10-дюймовой длины и 7-дюймовой ширины с тремя 12-миллиметровыми Т-образными пазами обработан для чистой, точной и лучшей обработки.
Регулируемая рукоятка
Поворотный стол для фрезерного станка поставляется в комплекте с кривошипной рукояткой, вы можете отрегулировать угол по своему усмотрению. Диапазон от 0 до 90°.
Точная шкала
Оснащенный точным и четким циферблатом, угол можно регулировать путем точного измерения в соответствии с потребностями обработки.
Улучшенная шлифовка
Нижняя поверхность рабочего стола тонко отшлифована, лучше взаимодействует со станком, делая обработку более точной.
Удобные аксессуары
Наклонный стол оснащен щеткой для очистки и гаечным ключом, вам будет легко его чистить и устанавливать.
Содержание пакета
- 1 X Titling Table Table
- 1 X Ручные гаечные ключи
- 1 x Очищенная щетка
Спецификации
- Материал: чугун
- Thliting Drape: 0-40Degree (обои. Размер: 10x7x5 дюймов (250x180x133 мм)
- T Ширина паза: 2/5 дюйма (12 мм)
- Overall Weigh: 35lbs (16kg)
- Material
- Cast Iron
- Tilting Range
- 0-40degree (both sides)
- Overall Dimension
- 10x7x5inch (250x180x133mm)
- T Ширина паза
- 2/5 дюйма (12 мм)
- Общий вес
- 35 фунтов (16 кг)
Вопросы и ответы
Типичные вопросы о продуктах: Долговечен ли продукт? …
Задайте первый вопрос
Отзывы покупателей
Цена 4.
 8
8Качественный 4,6
Функции 4.6
Легко использовать 4.7
6 Отзывов
Mark Clinton
Т-образный паз Размер: 10 мм Верстак Размер: 178 x 125 мм
Техник-технолог
Я заказал стол 10 x 7, но получил стол 7 x 5. Видимо, на коробку была наклеена не та наклейка, и служба поддержки сделала мне частичную скидку. Мне нравится стол, который я получил, и окончательная цена стоит продукта.
См. больше См. меньше
0
Leroy Cordill
Т-образный паз Размер: 10 мм Размер верстака: 178 x 125 мм
Понравилось хорошо, давно не пользовался.
См. Подробнее см. Меньше
0
Эдвард Хиггинс
мой фрезерный станок отлично работает за эти деньги
Показать больше Показать меньше
0
Роб
Хорошее соотношение цены и качества
Прочный стол, легко регулируемый. Хорошее дополнение для угловой фиксации на фрезе
Показать больше Показать меньше
0
Лори Хаффорд
Очень довольна покупкой!
Это было отправлено в очень красивой деревянной коробке, которая поддерживала мою покупку, поэтому она прибыла в отличной форме. Он был хорошо смазан и хорошо работает.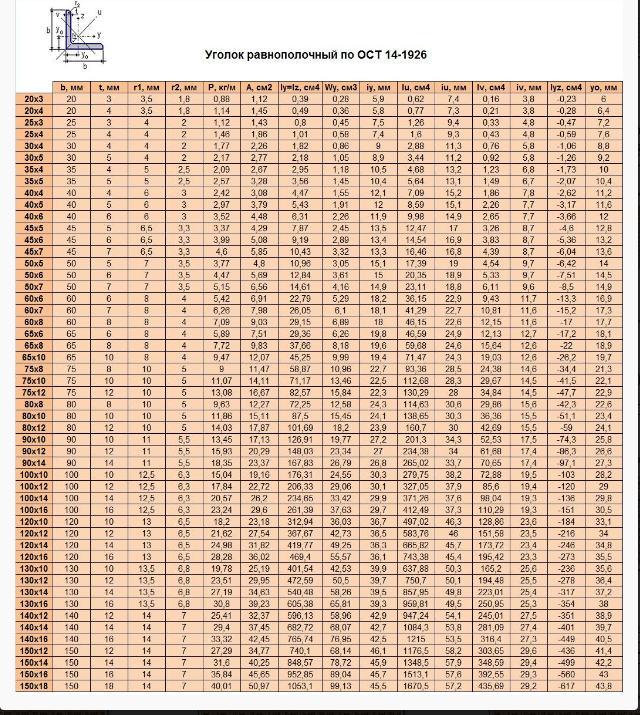 Очень доволен этой покупкой!
Очень доволен этой покупкой!
Показать больше Показать меньше
0
Просмотреть все отзывы клиентов
Люди, которые просматривали этот товар, также просматривали
- Корзина
- Список желаний
- Свяжитесь с нами
- Отследить ваш заказ
- О нас
Наверх
855-385-1880 С понедельника по пятницу, 08:00-17:00, GMT-7 ©2009 – 2022 ВЕВОР Все права защищены
Размеры стальных уголков EN/AISC (RSA)
В этой статье мы приводим размеры равнополочных и неравнополочных стальных уголков для строительства по европейским (EN) и американским (AISC) стандартам .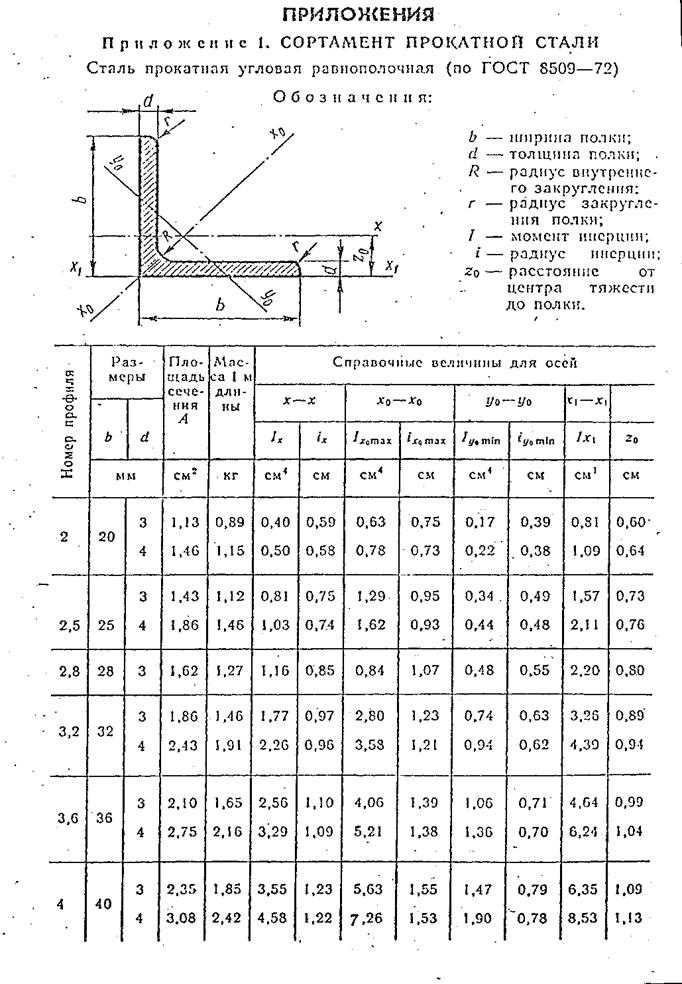
УГОЛКИ СТАЛЬНЫЕ ЕВРОПЕЙСКИЕ НОРМЫ (EN)
Уголки стальные можно разделить на два основных типа, равнополочные и неравнополочные . Уголки из мягкой стали, также известные как уголки, уголки, прокатные стальные уголки (т. инфраструктуры.
Равнополочные уголки, стандартизированные по EN 10056-1 (1998) и допуски по EN 10056-2 (1993), имеют две параллельные стороны одинаковой длины (размера), тогда как неравные углы имеют стороны двух разных размеров. Типичные материалы для углов мягкой стали:
- EN 10025 S275
- EN 10025 S355
Равные углы стальных угнет в килограммах на метр и площади поверхности в квадратных метрах на метр длины). Равнополочные стальные уголки имеют стороны одинакового точного размера в мм.
| Equal Steel Angle h x b X t (in mm) | surface area in m2 per meter | weight in kg/meter |
| 16 x 16 x3 | 0.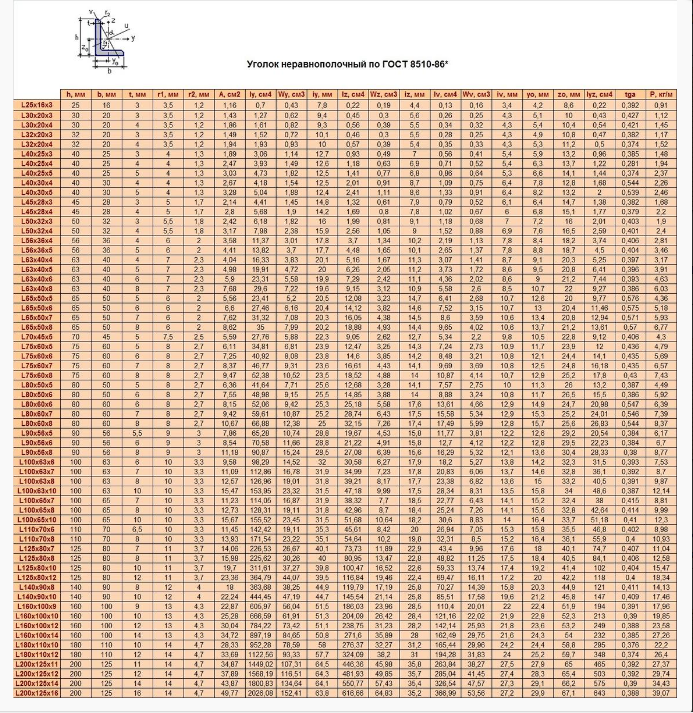 061 061 | 0.704 |
| 20 x 20 x3 | 0.077 | 0.902 |
| 20 x 20 x4 | 0.077 | 1.16 |
| 25 x 25 x3 | 0.097 | 1.14 |
| 25 x 25 x4 | 0.097 | 1.49 |
| 25 x 25 x5 | 0.097 | 1.81 |
| 30 x 30 x3 | 0.116 | 1.39 |
| 30 x 30 x4 | 0.116 | 1.81 |
| 30 x 30 x5 | 0.116 | 2.22 |
| 35 x 35 x3 | 0.136 | 1.63 |
| 35 x 35 x4 | 0.136 | 2.13 |
| 35 x 35 x5 | 0.136 | 2.62 |
| 35 x 35 x6 | 0.136 | 3.09 |
| 40 x 40 x3 | 0.155 | 1.88 |
| 40 x 40 x4 | 0.155 | 2.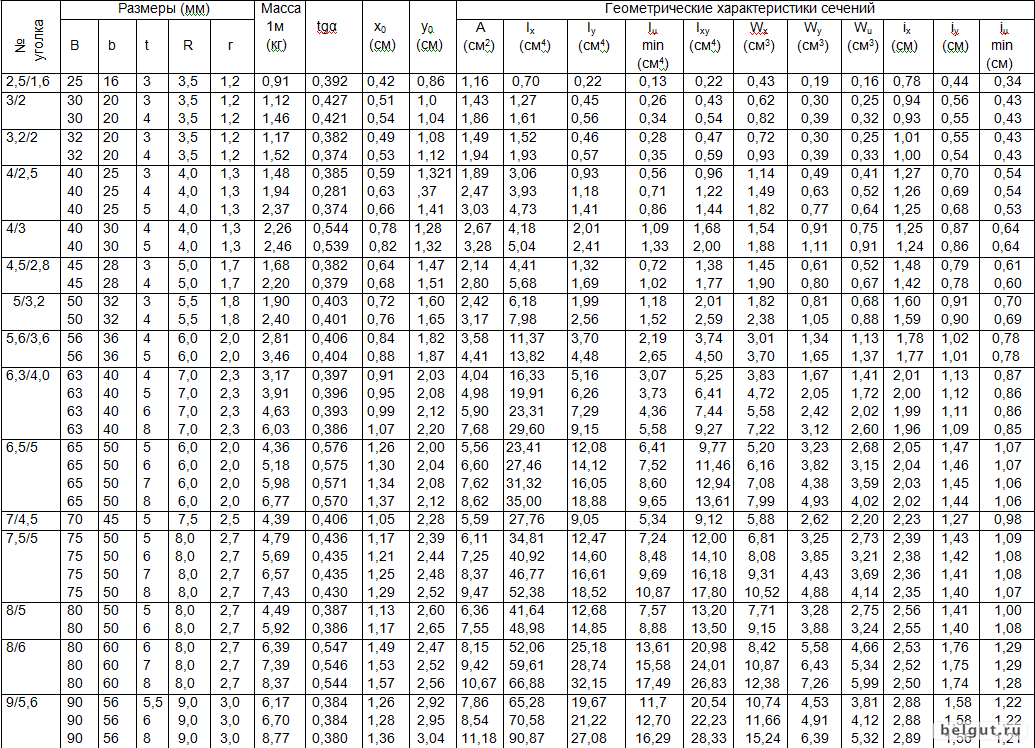 46 46 |
| 40 x 40 x5 | 0.155 | 3.03 |
| 40 x 40 x6 | 0.155 | 3.58 |
| 45 x 45 x5 | 0.174 | 3.44 |
| 45 x 45 x6 | 0.174 | 4.07 |
| 50 x 50 x4 | 0.194 | 3.11 |
| 50 x 50 x5 | 0.194 | 3.84 |
| 50 x 50 x6 | 0.194 | 4.55 |
| 50 x 50 x7 | 0.194 | 5.25 |
| 50 x 50 x8 | 0.194 | 5.93 |
| 50 x 50 x9 | 0.194 | 6.6 |
| 55 x 55 x6 | 0.213 | 5.05 |
| 55 x 55 x8 | 0.213 | 6.58 |
| 60 x 60 x 6 | 0.233 | 5.53 |
| 60 x 60 x 7 | 0.233 | 6.38 |
| 60 x 60 x 8 | 0. 233 233 | 7.22 |
| 60 x 60 x 10 | 0.233 | 8.85 |
| 65 x 65 x 6 | 0.252 | 6.02 |
| 65 x 65 x 7 | 0.252 | 6.96 |
| 65 x 65 x 8 | 0.252 | 7.88 |
| 65 x 65 x 9 | 0.252 | 8.8 |
| 70 x 70 x 7 | 0.272 | 7.52 |
| 70 x 70 x 8 | 0.272 | 8.56 |
| 70 x 70 x 9 | 0.272 | 9.5 |
| 70 x 70 x 10 | 0.272 | 10.5 |
| 75 x 75 x 6 | 0.29 | 6.98 |
| 75 x 75 x 7 | 0.291 | 8.09 |
| 75 x 75 x 8 | 0.291 | 9.17 |
| 75 x 75 x 10 | 0.291 | 11.3 |
| 75 x 75 x 12 | 0.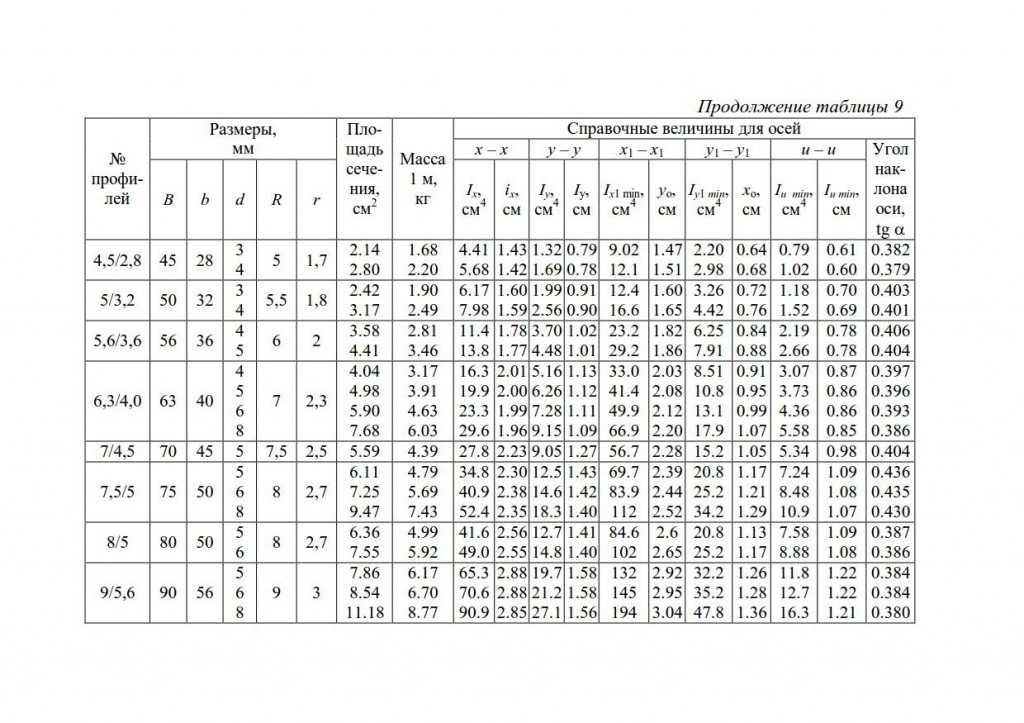 291 291 | 13.3 |
| 80 x 80 x 8 | 0.311 | 9.81 |
| 80 x 80 x 10 | 0.311 | 12.1 |
| 80 x 80 x 12 | 0.311 | 14.3 |
| 90 x 90 x 8 | 0.351 | 11.1 |
| 90 x 90 x 9 | 0.351 | 12.4 |
| 90 x 90 x 10 | 0.351 | 13.7 |
| 90 x 90 x 12 | 0.351 | 16.2 |
| 100 x 100 x 8 | 0.39 | 12.4 |
| 100 x 100 x 10 | 0.39 | 15.3 |
| 100 x 100 x 12 | 0.39 | 18.2 |
| 100 x 100 x 14 | 0.39 | 21 |
| 100 x 100 x 15 | 0.39 | 22.3 |
| 110 x 110 x 10 | 0.43 | 16.9 |
| 110 x 110 x 12 | 0. 43 43 | 20.1 |
| 110 x 110 x 14 | 0.43 | 23.2 |
| 120 x 120 x 10 | 0.469 | 18.5 |
| 120 x 120 x 11 | 0.469 | 20.3 |
| 120 x 120 x 12 | 0.469 | 22 |
| 120 x 120 x 15 | 0.469 | 27.1 |
| 130 x 130 x 12 | 0.508 | 24 |
| 130 x 130 x 14 | 0.508 | 27.8 |
| 140 x 140 x 13 | 0.547 | 28 |
| 140 x 140 x 15 | 0.547 | 32 |
| 150 x 150 x 12 | 0.586 | 27.9 |
| 150 x 150 x 14 | 0.586 | 32.2 |
| 150 x 150 x 15 | 0.586 | 34.4 |
| 150 x 150 x 18 | 0.586 | 40.8 |
| 160 x 160 x 15 | 0. 625 625 | 36.8 |
| 180 x 180 x 16 | 0.705 | 44.3 |
| 180 x 180 x 18 | 0.705 | 49.5 |
| 200 x 200 x 16 | 0.785 | 49.4 |
| 200 x 200 x 18 | 0.785 | 55.3 |
| 200 x 200 x 20 | 0.785 | 61.1 |
| 200 x 200 x 24 | 0.785 | 72.5 |
UNEQUAL STEEL ANGLES DIMENSIONS
The table shows the dimensions of unequal steel angles per the European norms (steel angle вес в килограммах на метр и площадь поверхности в квадратных метрах на метр длины). Неравнополочные стальные уголки имеют полки двух разных размеров (одна короче, другая длиннее) в мм.
| Unequal Steel Angle Dimensions h x b x t (in mm) | surface area in m2 per meter | weight in kg/meter |
| 30 x 20 x 3 | 0.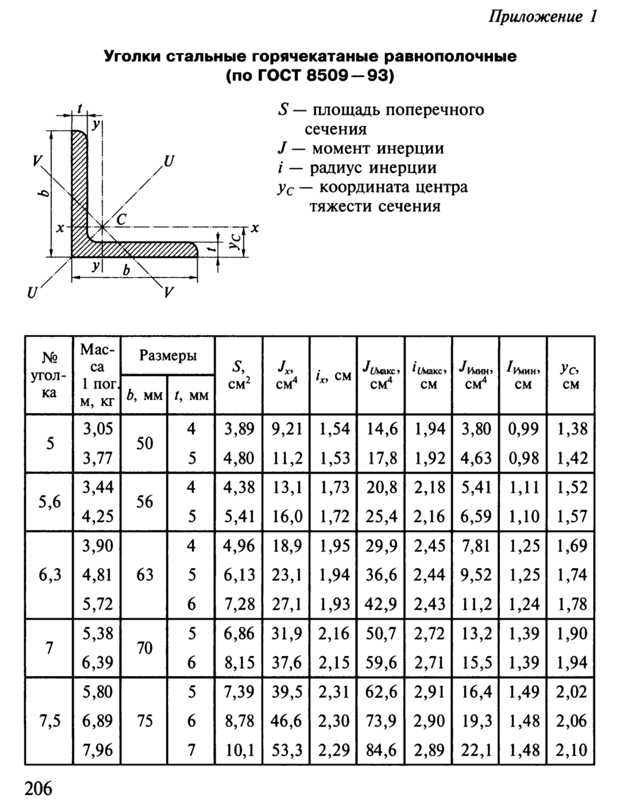 097 097 | 1.14 |
| 30 x 20 x 4 | 0.097 | 1.49 |
| 40 x 20 x 3 | 0.117 | 1.38 |
| 40 x 20 x 4 | 0.117 | 1.8 |
| 40 x 25 x 4 | 0.127 | 1.97 |
| 45 x 30 x 4 | 0.146 | 2.3 |
| 45 x 30 x 5 | 0.146 | 2.82 |
| 50 x 30 x 5 | 0.156 | 3.02 |
| 50 x 30 x 6 | 0.156 | 3.58 |
| 50 x 40 x 4 | 0.177 | 2.77 |
| 50 x 40 x 5 | 0.177 | 3.42 |
| 50 x 40 x 6 | 0.177 | 4.03 |
| 60 x 30 x 5 | 0.175 | 3.43 |
| 60 x 30 x 6 | 0.175 | 4.06 |
| 60 x 30 x 7 | 0.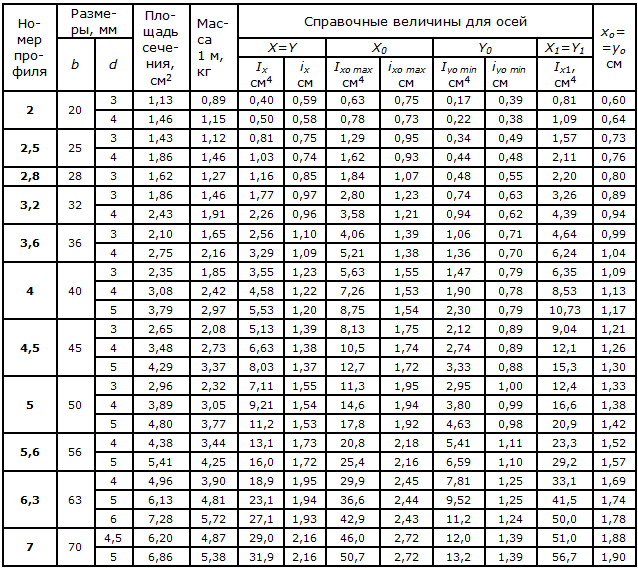 175 175 | 4.68 |
| 60 x 40 x 5 | 0.195 | 3.83 |
| 60 x 40 x 6 | 0.195 | 4.54 |
| 60 x 40 x 7 | 0.195 | 5.24 |
| 65 x 50 x 5 | 0.224 | 4.43 |
| 65 x 50 x 6 | 0.224 | 5.26 |
| 65 x 50 x 7 | 0.224 | 6.08 |
| 65 x 50 x 8 | 0.224 | 6.88 |
| 75 x 50 x 5 | 0.244 | 4.83 |
| 75 x 50 x 6 | 0.244 | 5,75 |
| 75 x 50 x 7 | 0.244 | 6.65 |
| 75 x 50 x 8 | 0.244 | 7.53 |
| 75 x 50 x 9 | 0.244 | 8.4 |
| 75 x 55 x 5 | 0.254 | 5.04 |
| 75 x 55 x 7 | 0. 254 254 | 6.93 |
| 75 x 65 x 6 | 0.273 | 6.49 |
| 75 x 65 x 8 | 0.273 | 8.48 |
| 75 x 65 x 10 | 0.273 | 10.5 |
| 80 x 40 x 6 | 0.234 | 5.51 |
| 80 x 40 x 8 | 0.234 | 7.21 |
| 80 x 60 x 6 | 0.273 | 6.49 |
| 80 x 60 x 7 | 0.273 | 7.5 |
| 80 x 60 x 8 | 0.273 | 8.48 |
| 80 x 65 x 6 | 0.283 | 6.73 |
| 80 x 65 x 8 | 0.283 | 8.82 |
| 80 x 65 x 10 | 0.283 | 10.9 |
| 90 x 65 x 6 | 0.303 | 7.22 |
| 90 x 65 x 7 | 0.303 | 8.32 |
| 90 x 65 x 8 | 0.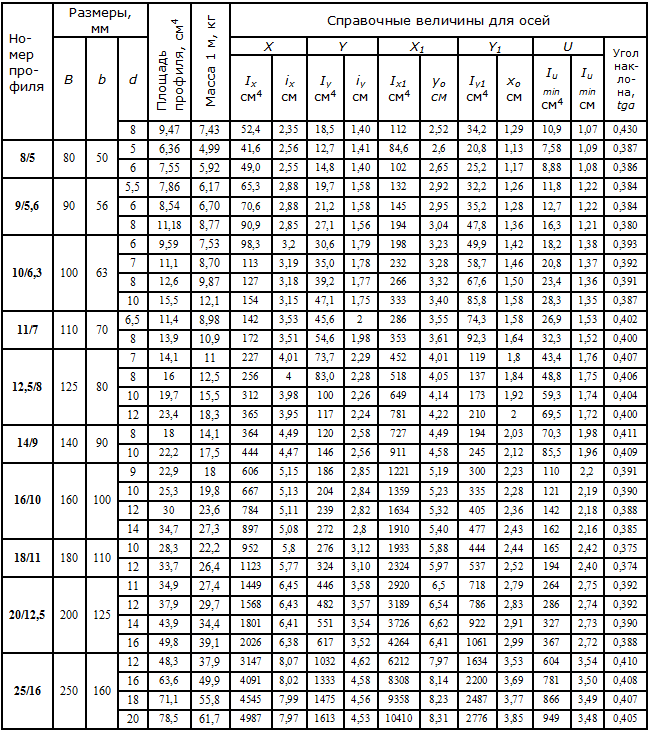 303 303 | 9.44 |
| 90 x 65 x 10 | 0.303 | 11.7 |
| 100 x 50 x 6 | 0.292 | 6.98 |
| 100 x 50 x 8 | 0.292 | 9.16 |
| 100 x 50 x 10 | 0.292 | 11.3 |
| 100 x 65 x 7 | 0.321 | 8.96 |
| 100 x 65 x 8 | 0.321 | 10.2 |
| 100 x 65 x 9 | 0.321 | 11.3 |
| 100 x 65 x 10 | 0.321 | 12.5 |
| 100 x 75 x 7 | 0.341 | 9.52 |
| 100 x 75 x 8 | 0.341 | 10.8 |
| 100 x 75 x 9 | 0.341 | 12.1 |
| 100 x 75 x 10 | 0.341 | 13.3 |
| 100 x 75 x 11 | 0.341 | 14.6 |
| 100 x 75 x 12 | 0.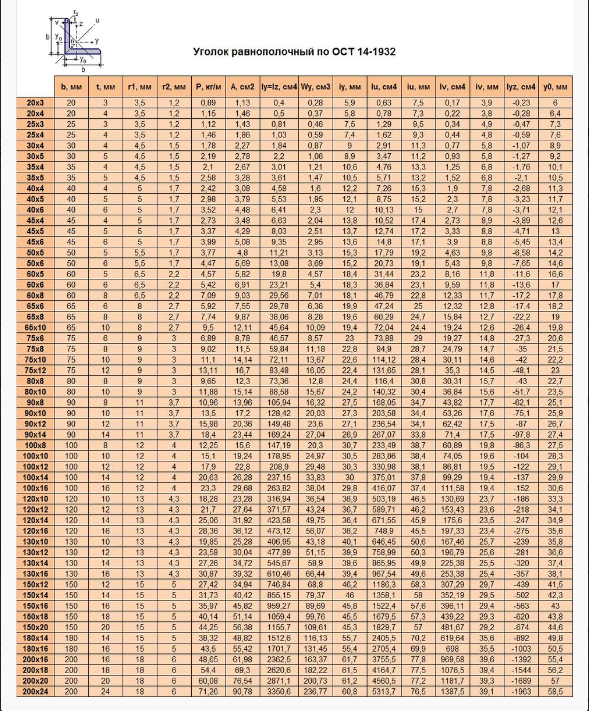 341 341 | 15.8 |
| 120 x 80 x 8 | 0.391 | 12.4 |
| 120 x 80 x 10 | 0.391 | 15.3 |
| 120 x 80 x 12 | 0.391 | 18.2 |
| 130 x 65 x 8 | 0.381 | 12.1 |
| 130 x 65 x 10 | 0.381 | 14.9 |
| 130 x 65 x 12 | 0.381 | 17.7 |
| 130 x 75 x 8 | 0.401 | 12.7 |
| 130 x 75 x 10 | 0.401 | 15.7 |
| 130 x 75 x 12 | 0.401 | 18.6 |
| 130 x 90 x 10 | 0.43 | 17 |
| 130 x 90 x 12 | 0.43 | 20.1 |
| 150 x 75 x 9 | 0.441 | 15.7 |
| 150 x 75 x 10 | 0.441 | 17.4 |
| 150 x 75 x 11 | 0. 441 441 | 18.9 |
| 150 x 75 x 12 | 0.441 | 20.6 |
| 150 x 90 x 10 | 0.47 | 18.6 |
| 150 x 90 x 12 | 0.47 | 22 |
| 150 x 90 x 15 | 0.47 | 27.1 |
| 150 x100 x 10 | 0.489 | 19.3 |
| 150 x100 x 12 | 0.489 | 23 |
| 150 x100 x 14 | 0.489 | 26.6 |
| 160 x 80 x 10 | 0.469 | 18.5 |
| 160 x 80 x 12 | 0.469 | 22 |
| 160 x 80 x 14 | 0.469 | 25.4 |
| 200 x100 x 10 | 0.587 | 23.4 |
| 200 x100 x 12 | 0.587 | 27.8 |
| 200 x100 x 15 | 0.587 | 34.4 |
STEEL ANGLES AMERICAN NORMS (AISC A36)
The dimensions of mild steel angles a per the AISC standard are reported below:
| Размер стального уголка в дюймах (дюйм x дюйм) | Размеры стального уголка AISC | Статические размеры | |||
|---|---|---|---|---|---|
| Длина ребра уголка (дюймы) | Толщина (дюймы) | Sectional Area (in 2 ) | Weight (lb f /ft) | Inertial Moment I x | |
| 12 x 12 | 12 | 1 3/8 | 30. 9 9 | 105 | 410.0 |
| 12 | 1 1/4 | 28.3 | 96.4 | 377.5 | |
| 12 | 1 1/8 | 25.6 | 87.2 | 344.1 | |
| 12 | 1 | 22.9 | 77.8 | 310.4 | |
| 10 x 10 | 10 | 1 3/8 | 25.6 | 87.1 | 232.1 |
| 10 | 1 1/4 | 23.5 | 79.9 | 215.1 | |
| 10 | 1 1/8 | 21.2 | 72.3 | 196.2 | |
| 10 | 1 | 19.0 | 64.7 | 177.3 | |
| 10 | 7/8 | 16.7 | 56.9 | 157.6 | |
| 10 | 3/4 | 14.4 | 49.1 | 137.2 | |
| 8 x 8 | 8 | 1 1/8 | 16. 7 | 56.9 | 98.0 |
| 8 | 1 | 15.0 | 51.0 | 89.0 | |
| 8 | 7/8 | 13.2 | 45.0 | 79.6 | |
| 8 | 3/4 | 11.4 | 38.9 | 69.7 | |
| 8 | 5/8 | 9.6 | 32.7 | 59.4 | |
| 8 | 9/16 | 8.7 | 29.6 | 54.1 | |
| 8 | 1/2 | 7.8 | 26.4 | 48.6 | |
| 6 x 6 | 6 | 1 | 11.0 | 37.4 | 35.5 |
| 6 | 7/8 | 9.7 | 33.1 | 31.9 | |
| 6 | 3/4 | 8.4 | 28.7 | 28.2 | |
| 6 | 5/8 | 7.1 | 24.2 | 24.2 | |
| 6 | 9/16 | 6. 4 | 21.9 | 22.1 | |
| 6 | 1/2 | 5.8 | 19.6 | 19.9 | |
| 6 | 7/16 | 5.1 | 17.2 | 17.7 | |
| 6 | 3/8 | 4.4 | 14.9 | 15.4 | |
| 6 | 5/16 | 3.7 | 12.4 | 13.0 | |
| 5 x 5 | 5 | 7/8 | 8.0 | 27.2 | 17.8 |
| 5 | 3/4 | 6.9 | 23.6 | 15.7 | |
| 5 | 5/8 | 5.9 | 20.0 | 13.6 | |
| 5 | 1/2 | 4.8 | 16.2 | 11.3 | |
| 5 | 7/16 | 4.2 | 14.3 | 10.0 | |
| 5 | 3/8 | 3.6 | 12.3 | 8.74 | |
| 5 | 5/16 | 3. 0 | 10.3 | 7.42 | |
| 4 x 4 | 4 | 3/4 | 5.4 | 18.5 | 7.67 |
| 4 | 5 /8 | 4.6 | 15.7 | 6.66 | |
| 4 | 1/2 | 3.8 | 12.8 | 5.56 | |
| 4 | 7/16 | 3.3 | 11.3 | 4.97 | |
| 4 | 3/8 | 2.9 | 9.8 | 4.36 | |
| 4 | 5/16 | 2.4 | 8.2 | 3.71 | |
| 4 | 1/4 | 1.9 | 6.6 | 3.04 | |
| 3 1/2 x 3 1/2 | 3 1/2 | 1/2 | 3.3 | 11.1 | 3.64 |
| 3 1/2 | 7/16 | 2,9 | 9.8 | 3.26 | |
| 3 1/2 | 3/8 | 2. 5 | 8.5 | 2.87 | |
| 3 1/2 | 5/16 | 2.1 | 7.2 | 2.45 | |
| 3 1/2 | 1/4 | 1.7 | 5.8 | 2.01 | |
| 3 x 3 | 3 | 1/2 | 2.75 | 9.4 | 2.22 |
| 3 | 7/16 | 2.43 | 8.3 | 1.99 | |
| 3 | 3/8 | 2.11 | 7.2 | 1.76 | |
| 3 | 5/16 | 1.78 | 6.1 | 1.51 | |
| 3 | 1/4 | 1.44 | 4.9 | 1.24 | |
| 3 | 3/16 | 1.09 | 3.7 | 0.96 | |
| 2 1/2 x 2 1/2 | 2 1/2 | 1/2 | 2.25 | 7.7 | 1.23 |
| 2 1/2 | 3/8 | 1. 73 | 5.9 | 0.98 | |
| 2 1/2 | 5/16 | 1.46 | 5.0 | 0.85 | |
| 2 1/2 | 1/4 | 1.19 | 4.1 | 0.70 | |
| 2 1/2 | 3/16 | 0.90 | 3.1 | 0,55 | |
| 2 x 2 | 2 | 3/8 | 1.36 | 4.7 | 0.48 |
| 2 | 5/16 | 1.15 | 3.9 | 0.42 | |
| 2 | 1/4 | 0.94 | 3.2 | 0.35 | |
| 2 | 3/16 | 0.72 | 2.4 | 0.27 | |
| 2 | 1/8 | 0.48 | 1.7 | 0.19 | |
Специальные значения углов: треугольники 30-60-90 и 45-45-90 , включающий, в худшем случае, один квадратный корень. Из-за их относительно простых значений эти углы обычно используются в математических задачах (особенно в исчислении), и вы должны
ожидать, что значения этих углов будут запомнены.Предполагается, что вы будете использовать эти значения для получения “точных” ответов при решении прямоугольных треугольников и для нахождения значений различных тригонометрических отношений.
Обычно в учебниках эти значения представлены в виде таблицы, которую вы должны запомнить. Но картинки часто легче вспоминать на тестах и т. д., по крайней мере, для некоторых из нас. Если эти таблицы не работают для вас, то этот урок покажет, как многие люди (включая меня!) действительно отслеживают эти значения.
Содержание продолжается ниже. Обычно так учащиеся знакомятся с мерами угла. Однако, если вы работаете с радианами, я также отмечу эквиваленты радианного угла.
Значения угла 45° (из треугольника 45-45-90)
Все треугольники 45-45-90 подобны; то есть все они имеют соответствующие стороны в отношении. (Угол, равный 45°, в радианах равен π/4.) Итак, давайте рассмотрим очень простое соотношение 45-45-9. 0:
Гипотенуза этого треугольника, показанного выше как 2, находится путем применения теоремы Пифагора к прямоугольному треугольнику со сторонами, имеющими длину sqrt[2] . Угол основания в левом нижнем углу обозначен символом «тета» (θ, THAY-tuh) и равен 45°. Так как же нам помогает знание этого треугольника?
Это нам поможет, потому что все треугольники 45-45-90 подобны. Следовательно, каждый вопрос «оценка» или «решение треугольника», включающий треугольник 45-45-90 или просто угол 45 °, может быть завершен с использованием этого треугольника. Эта картина – все, что вам нужно.
Значения угла 30° и 60° (из треугольника 30-60-90)
Когда нам нужно работать с углом 30 или 60 градусов, процесс аналогичен описанному выше, но установка немного дольше. (Угол 30° эквивалентен углу в π/6 радиан; угол 60° эквивалентен углу в π/3 радиан.)
Для любого из углов, это треугольник, с которого мы начинаем:
Это треугольник 60-60-60 (то есть равносторонний треугольник), длина сторон которого равна двум единицам.
Опускаем биссектрису от верхнего угла вниз к нижней стороне:
Обратите внимание, что эта биссектриса также является высотой (высотой) треугольника.
Используя теорему Пифагора, мы получаем, что длина биссектрисы равна sqrt[3]. И эта биссектриса образовала два треугольника 30-60-90.
Когда мы работаем с углом 60 градусов, мы используем левый треугольник вверху, на его месте, с углом основания (слева), помеченным «α» (AL-фух, забавно выглядящий « а”):
Когда мы работаем с углом 30 градусов, мы используем правосторонний треугольник, опрокинутый налево, угол основания (слева) помечен «β» (BAY-tuh, будучи забавно выглядящим «b “):
Мы можем найти тригонометрические значения и соотношения для треугольников с углами 30 и 60 градусов точно так же, как и для треугольника с углами 45 градусов. Приведенные выше фотографии – это все, что вам нужно.
Вы можете получить одного из тех учителей, которые не хотят, чтобы вы рисовали эти картинки (потому что вы уже должны все запомнить). Вот почему у твоего карандаша есть ластик. Мой инструктор по исчислению II сказал, что если мы нарисуем картинки в наших тестах, вся задача будет засчитана неправильно. Я все равно нарисовал картинки, но очень легко, и стер их все перед тем, как сдать тесты. Он так и не узнал, и я прошел курс. Ты делаешь то, что должен.
Использование стола
Рисунки выше — это то, чем я всегда пользовался, и многие находят их полезными. С другой стороны, некоторые люди предпочитают таблицы или другие методы. Если вам больше подходят таблицы, то настоятельно рекомендуется использовать эту таблицу, прошедшую «полевые испытания» работающим инструктором:
Чтобы найти, скажем, синус угла в сорок пять строку “sin” и вниз по столбцу “45°”, беря с собой символ квадратного корня и не забывая включать “деленное на 2” снизу, чтобы получить sin(45°) = кв.р. (2)/2. Аккуратный рисунок «1, 2, 3» в верхней строке и «3, 2, 1» в средней строке призван помочь вам запомнить значения таблицы. Имейте в виду, что квадратный корень из 1 равен всего лишь 1, поэтому, например, cos(60°) = sqrt (1)/2 = 1/2. Чтобы найти тангенс, вы должны разделить значение синуса на значение косинуса.
Использование пальцев
Другой метод использует левую руку, чтобы сделать то же самое. Повернув ладонь к себе, отсчитайте основные исходные углы, начиная с большого пальца: 0°, 30°, 45°, 60° и 9°.0°.
Чтобы найти значение триггера, опустите палец, соответствующий этому углу, ладонью к себе. Для значения синуса вы возьмете квадратный корень из числа пальцев слева от опущенного пальца и разделите на 2; для значения косинуса вы возьмете квадратный корень из числа пальцев справа от опущенного пальца и разделите на 2; для касательной вы разделите квадратный корень из числа пальцев слева на квадратный корень из числа справа (и при необходимости рационализируйте).
Например, если вы хотите работать с углом в тридцать градусов, вы должны расположить руку следующим образом:
Синус — это квадратный корень большого пальца (то есть квадратный корень из «единицы»). ) на два, что дает:
sin(30°) = 1/2
Косинус – это квадратный корень из трех ваших пальцев (то есть квадратный корень из “трех”) на два, что дает:
cos(30°) = sqrt[3]/2
С другой стороны, если вы хотите вычислить sin(0°), cos(0°) и cot(0°), вы бы расположили левую руку так:
Поскольку большой палец загнут вниз, слева остается 0 пальцев, а справа 4 пальца. Тогда значения синуса и косинуса находятся как:
sin(0°) = sqrt[0]/2 = 0
cos(0°) = sqrt[4]/2 = 1
Котангенс является обратной величиной тангенса. Каково значение тангенса?
tan(0°) = sqrt[0]/sqrt[4] = 0
Переворот приведенного выше приведет к делению на ноль, что недопустимо. Итак, кроватка(0°) не определена.
(Угол в 0° эквивалентен углу в 0 радиан. Угол в 90° эквивалентен углу в π/2 радиан. )
URL: https://www.purplemath.com/modules /specang.htm
Стр. 2
Идеальный угол короны и глубина павильона
Угол короны, глубина павильона и угол павильона могут существенно повлиять на конечный результат внешнего вида бриллианта, создавая либо сверкающее чудо, либо или тусклый камень.
В этом руководстве мы объясняем различные углы и глубины , а также как их рассчитать . Мы также предлагаем удобный столик с идеальными пропорциями бриллиантов круглой огранки, чтобы помочь вам найти идеальный бриллиант.
Угол короны
Верхняя часть ромба называется короной , под столом с плоской вершиной , а « венчает » павильонным конусом . Но фактический угол короны бриллианта относится к 9°. 1825 степень разделения
Насколько важен угол коронки?
Угол коронки играет важную роль в том, как выглядит бриллиант гранью вверх. В сочетании с идеальными общими пропорциями идеальный угол короны рассеивает максимальный свет , также известный как огонь бриллианта . Это делает угол короны чрезвычайно важным аспектом пропорций бриллианта .
Какой лучший угол коронки для бриллианта?
По мнению экспертов, лучший угол короны находится между 32-35 градусами . Когда угол короны алмаза меньше, чем 32 градуса , он называется расширенной огранкой , создающей туманный вид в алмазе. Это вызвано слишком большой площадью стола и слишком тонким пояском , из-за чего края также остаются незащищенными.
Как рассчитать угол короны бриллианта
- Разделите таблицу бриллианта на 100.

- Вычтите свой ответ из 1.
- Умножьте этот ответ на 50.
- Разделите глубину коронки на указанный выше ответ.
- С помощью инженерного калькулятора нажмите кнопку Tan – 1. Полученный ответ будет фактическим углом короны, выраженным в градусах.
Глубина павильона
Павильон бриллианта относится к нижней части или к V-образной форме бриллианта. Он действует как зеркало, отражая свет обратно через верхнюю коронку и стол к зрителю. .
Какова глубина павильона на бриллианте?
В самом простом смысле глубина павильона – это расстояние от плоской верхней части стола до калеты или нижней точки конуса алмаза.
Влияние глубины павильона
Глубина павильона способствует как огню, так и блеску бриллианта, это также способ увеличить размер скромного внешнего вида бриллианта . меньшая глубина помогает алмазу выглядеть крупнее, если смотреть сверху , хотя если он слишком мелкий , алмаз будет казаться тусклым и приглушенным .
Глубина павильона выражается в процентах от среднего диаметра пояса и может быть оценена визуально или измерена и рассчитана.
Как рассчитать процент глубины павильона
- Разделите глубину павильона на средний диаметр пояса
- Умножьте полученный ответ на 100
- Ответом будет процент глубины павильона.
Узнайте больше об идеальной глубине бриллиантов круглой огранки
Угол павильона
Некоторые люди предпочитают использовать угол павильона вместо процента глубины павильона , когда они оценивают пропорции бриллианта. На самом деле это просто два разных взгляда на один и тот же аспект. Чем круче угол , тем больше процент глубины .
Угол павильона придает сверкающий, привлекательный внешний вид почитается в бриллиантах. Угол преломляет свет с одной стороны алмаза на другую , а затем отражает наружу , создавая великолепную световую призму . Бриллианты, которые не обладают идеальными углами павильона, если они, возможно, слишком глубокие или слишком мелкие , будут крайне лишены красоты.
Как рассчитать угол павильона бриллианта
- Определите глубину павильона бриллианта и введите результат в инженерный калькулятор
- Затем разделите ответ на 50
- Затем нажмите кнопку Тан – 1 на вашем инженерном калькуляторе.
- Ответом будет фактический угол павильона, выраженный в градусах.
Узнайте больше о павильонах
Идеальные пропорции алмазов для круглых бриллиантов
Процент глубины
59% до 62,6%
Угол павильона
0,6% до 41%
.
Угол короны
от 34% до 35%
Толщина пояс
от тонкого до слегка толстого
Culet
Нет. Карат
Таблица размеров бриллиантов
Симметрия бриллиантов
Флуоресценция бриллиантов
Покупка бриллиантов россыпью
Бриллиантовый пояс
Таблица бриллиантов и глубина
Алмазная огранка
Цвет бриллианта
Алмазная калетта
Чистота бриллианта
Глубина павильона и таблица — бриллианты Prosumer
Плоская грань бриллианта работает вместе с гранями павильона, чтобы обеспечить световые характеристики бриллианта. Грань площадки — это самое большое «окно» в бриллианте, пропускающее свет, а грани павильона действуют как «зеркала», возвращая этот свет наблюдателю. Соотношение между двумя гранями также оказывает огромное влияние на внешний вид бриллианта.
Грани с большой площадкой (59-61%)
Грань с большой площадкой пропускает больше света в бриллиант, поэтому бриллиант с большой площадкой будет ярче. Алмаз с большим столом также будет иметь больший разброс. Это связано с тем, что для того же веса в каратах большая грань стола означает более низкую корону.
Меньший вес, вложенный в высоту короны, означает, что больший вес может быть использован для увеличения размера бриллианта. Помимо лучшего распределения, большой стол может создать впечатление, что бриллиант больше, чем он есть на самом деле. Более крупный и яркий бриллиант может показаться довольно хорошим преимуществом большой грани стола, но есть и некоторые компромиссы.
Одним из компромиссов является то, что большая площадка с низкой короной приводит к тому, что бриллиант имеет меньше огня. Другая проблема заключается в том, что по мере увеличения площадки увеличивается и отражение грани площадки, которую можно увидеть в центре бриллианта. Большое отражение от стола может отвлекать внимание и считается нежелательным, так как снижает яркость бриллианта.
Когда вы доберетесь до действительно больших столов (>61%), если павильон также находится на крутой стороне, то отражение рундиста можно увидеть через стол при виде лицевой стороной вверх. Бриллианты с этой проблемой известны как «рыбьи глаза», потому что именно так они и выглядят.
Грани с маленькой площадкой (50% – 52%)
Бриллиант с маленькой площадкой обычно имеет высокую корону, излучающую больше огня. Однако у этого типа оптимизации есть предел, потому что бриллиант с очень высокой короной будет иметь странный профиль. Вес, приходящийся на корону, означает, что мелкие бриллианты плохо подходят для спреда.
Если вы попытаетесь придать бриллианту с небольшой площадкой нормальную высоту короны, углы короны будут слишком мелкими, а очень мелкие коронки более подвержены сколам, особенно когда они сочетаются с очень тонким или тонким рундистом.
Еще один признак, указывающий на то, что грань площадки слишком мала, это когда бриллиант начинает выглядеть маленьким для своего веса. Это может произойти, когда бриллиант не имеет хорошего отражения света от края к краю, потому что в большинстве бриллиантов возврат света наиболее силен под гранью площадки.
Идеальный размер стола (53%-58%)
В этом диапазоне идеальных размеров стола световая производительность не очень чувствительна к изменениям размера грани стола. Что более важно, так это изменения контрастного рисунка и влияние на распространение.
На мой взгляд разница в яркости между бриллиантом с 58% таблицей и 56% таблицей ничтожно мала. Точно так же разница в огне между бриллиантом с 53%-й площадкой и 55%-й площадкой незначительна. Процент сбалансированного стола составляет от 55 до 57%. Лично я предпочитаю стол 57%, потому что это максимизирует распространение алмаза, сохраняя при этом сбалансированное освещение и в то же время имея небольшое отражение от стола.
Отражение стола
Отражение площадки — это маленький восьмиугольник в центре бриллианта, размер которого зависит как от размера грани площадки, так и от глубины павильона.
• Большой стол означает большее отражение стола в процентах от диаметра.
• Чем глубже павильон, тем больше отражение стола в процентах от стола.
Мне дали разрешение от Good Old Gold воспроизвести это изображение сравнения между бриллиантом с площадкой 58% и бриллиантом с площадкой 56%, при этом практически все остальные пропорции одинаковы.
Оба эти размера таблицы на самом деле находятся в пределах того, что приемлемо для меня. Я показываю вам это, чтобы вы могли определить, приемлема ли для вас большая таблица. Вы можете видеть, что на самом деле существует значительная разница в размере отражения таблицы с разницей всего в 2% в размере таблицы.
Глубина павильона
В круглом бриллианте глубина павильона и угол павильона напрямую связаны друг с другом. В сертификате GIA вы заметите, что угол павильона 40,6/40,8/41 градус соответствует глубине 42,5/43/43,5% соответственно. Интересно, что если вы посчитаете, угол павильона 40,6 градусов равен 42,8% глубины павильона, но GIA округляет это до 42,5%.
Самое важное, что вам нужно знать об угле павильона, это то, что 41 градус считается максимальным расстоянием, на которое вы можете отвести бриллиант, прежде чем он начнет пропускать свет. Хотя эффект, скажем так, не является «обрывом», по-прежнему наблюдается довольно резкое снижение отдачи света, начиная с 41 градуса, и это быстро приводит к утечке света в сочетании с моим рекомендуемым диапазоном углов короны.
| Глубина павильона % | Отражение таблицы в % от размера таблицы |
| 42 | 20 |
| 43 | 30 |
| 44 | 40 |
| 45 | 50 |
| 46 | 60 |
| 47 | 70 |
| 48 | 80 |
| 49 | 90 |
| 50 | 100 |
В приведенной выше таблице показано соотношение между глубиной павильона и отражением стола. Из таблицы вы можете быстро понять, почему вы вряд ли встретите бриллиант с глубиной павильона более 44%.
Давайте посмотрим, как изменение глубины павильона визуально влияет на отражение стола.
Должно быть ясно, что все, что выше 44%, быстро становится неприемлемым для большинства людей.
Имейте в виду, что два описанных выше эффекта суммируются друг с другом, поэтому вам следует избегать комбинаций крутых павильонов и больших столов. Теперь, когда вы это понимаете, вы должны увидеть, что можно обойтись большим размером стола, если вы найдете камень с более мелким павильоном.
Значит ли это, что вы хотите найти как можно более мелкий павильон?
Проблема с неглубоким павильоном в сочетании с большим столом заключается в том, что это приводит к алмазам с рыбьими глазами. Чем мельче павильон, тем меньше должен быть стол, чтобы получить эффект «рыбий глаз». С очень мелкими павильонами также будет проблема с легким препятствием. Препятствие возникает, когда ромб слишком сильно отражает наблюдателя или, в случае с фотографией, объектив камеры. Вы начнете замечать это повышенное препятствие в бриллиантах с павильонным углом 40,4 градуса или ниже.
Например, ромб ниже имеет угол павильона 40,4 градуса.
(Это изображение любезно предоставлено Джеймсом Алленом, использовано с его разрешения.)
В результате алмаз выглядит темным на обычном расстоянии просмотра, потому что стрелки алмаза остаются темными на расстоянии вытянутой руки и кажутся сгруппированными вместе, что известно как явления «шляпки гвоздя». Этот термин происходит от того, что вы видите отражение своей головы в центре бриллианта, похожего на шляпку гвоздя. Обратите внимание, что все бриллианты будут иметь разную степень проблем с препятствиями при наклоне.
Заключение
Подводя итог, можно сказать, что бриллиант со слишком большой площадкой и слишком мелким павильоном потенциально может оказаться рыбьим глазом. Алмаз со слишком мелким павильоном также будет иметь проблемы со световым препятствием и потенциально может демонстрировать феномен шляпки гвоздя. Ромб со слишком маленькой площадкой будет менее ярким и может выглядеть странно в профиль.
Алмаз со слишком глубоким павильоном будет иметь утечку света. Глубокий павильон в сочетании с большим столом создаст большое отражение стола, которое может отвлекать внимание. Бриллиант с большой площадкой и небольшими углами коронки будет иметь лучшее раскрытие и может выглядеть большим для своего веса, но он также будет иметь меньше огня. Я рекомендую размеры стола от 55 до 57% и углы павильона от 40,6 до 40,8 градусов (глубина павильона 42,5-43%).
Размеры стальных балок ANGLE соответствуют европейским стандартам NEN-EN 10025-1 и NEN-EN 10025-2
| | ||
| УГОЛОК В x Ш x Г | вес кг/м | площадь поверхности м2/м |
| 16 х 16 х 3 | 0,704 | 0,061 |
| 20 х 20 х 3 | 0,902 | 0,077 |
| 20 х 20 х 4 | 1,16 | 0,077 |
| 25 х 25 х 3 | 1,14 | 0,097 |
| 25 х 25 х 4 | 1,49 | 0,097 |
| 25 х 25 х 5 | 1,81 | 0,097 |
| 30 х 30 х 3 | 1,39 | 0,116 |
| 30 х 30 х 4 | 1,81 | 0,116 |
| 30 х 30 х 5 | 2,22 | 0,116 |
| 35 х 35 х 3 | 1,63 | 0,136 |
| 35 х 35 х 4 | 2,13 | 0,136 |
| 35 х 35 х 5 | 2,62 | 0,136 |
| 35 х 35 х 6 | 3,09 | 0,136 |
| 40 х 40 х 3 | 1,88 | 0,155 |
| 40 х 40 х 4 | 2,46 | 0,155 |
| 40 х 40 х 5 | 3,03 | 0,155 |
| 40 х 40 х 6 | 3,58 | 0,155 |
| 45 х 45 х 5 | 3,44 | 0,174 |
| 45 х 45 х 6 | 4,07 | 0,174 |
| 50 х 50 х 4 | 3. | |