Таблица метрических резьб основных: ГОСТ, таблица размеров и шаг метрических резьб
alexxlab | 27.07.2023 | 0 | Разное
Раздел недели: Скоропись физического, математического, химического и, в целом, научного текста, математические обозначения. Математический, Физический алфавит, Научный алфавит. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление Таблицы DPVA.ru – Инженерный Справочник | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб.Поделиться:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.
Free xml sitemap generator Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.
Free xml sitemap generator | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 25
25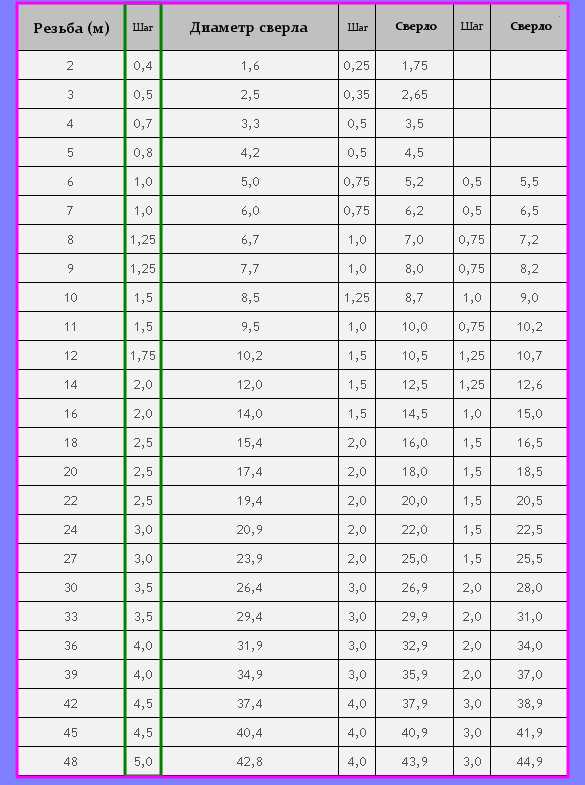 25
25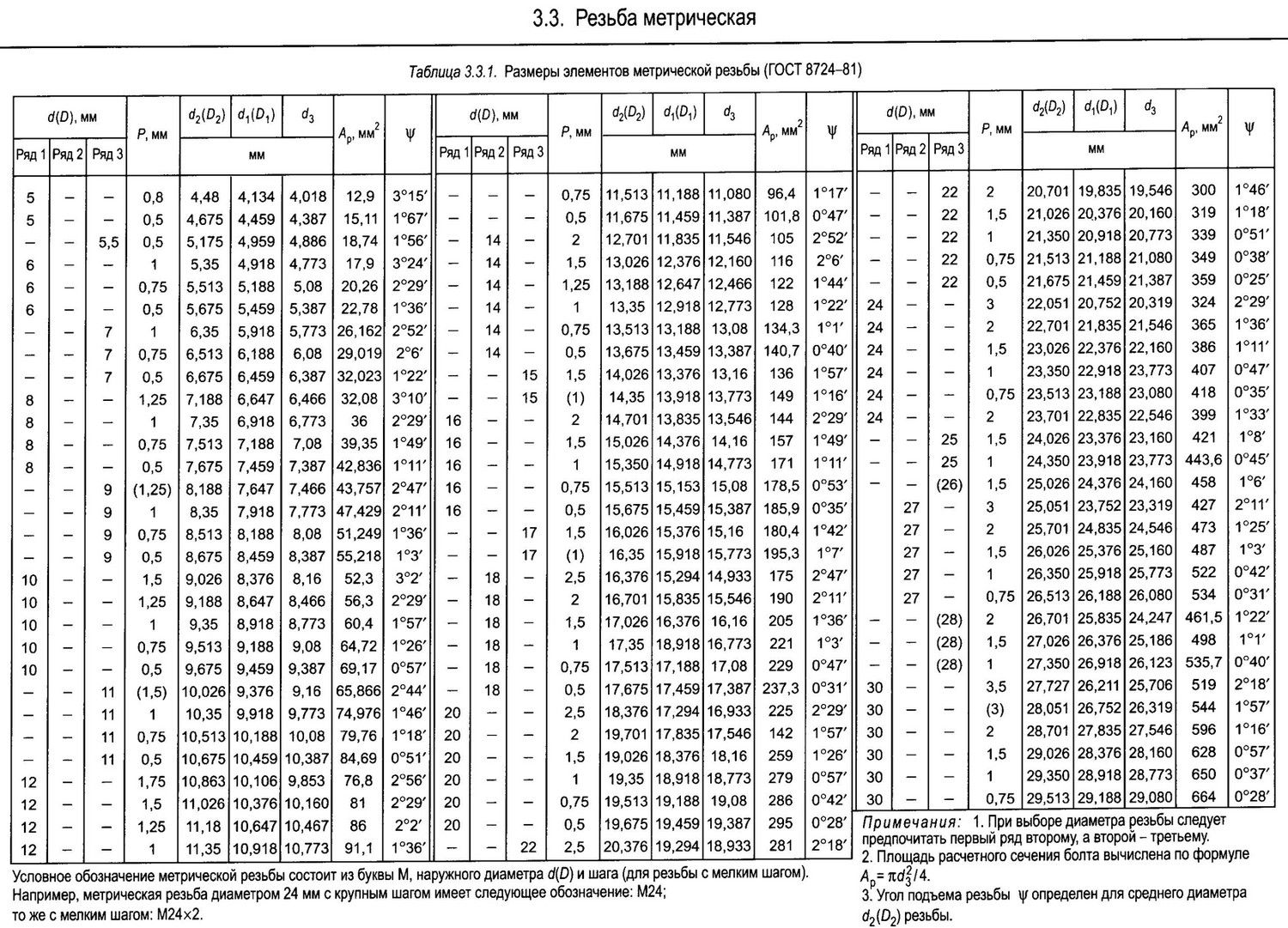
 5
5 Автор: Анурьев В.И. 2006 г.”
Автор: Анурьев В.И. 2006 г.” Основные шаги метрической резьбы – ГК РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Метрология
- Сообщение от admin
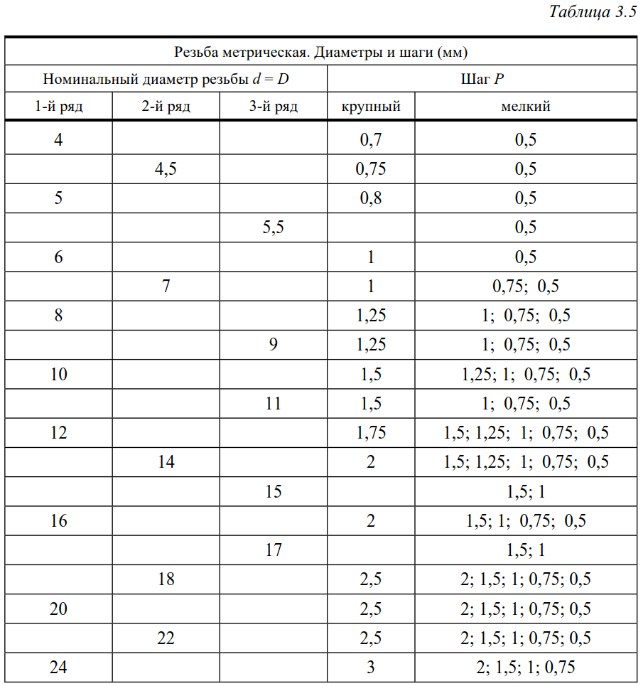
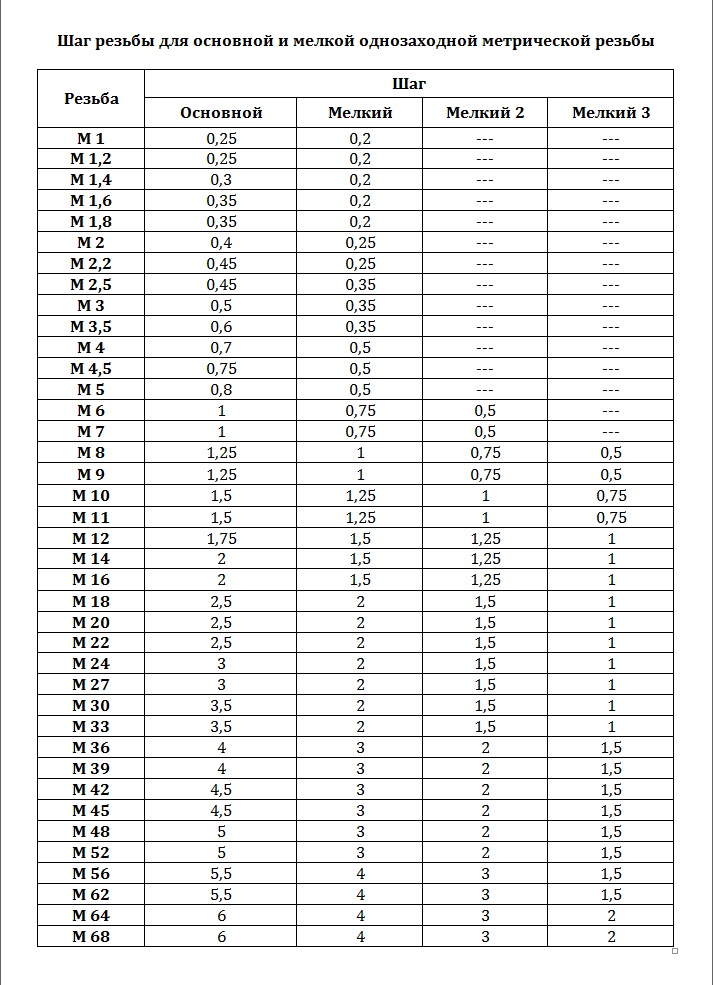
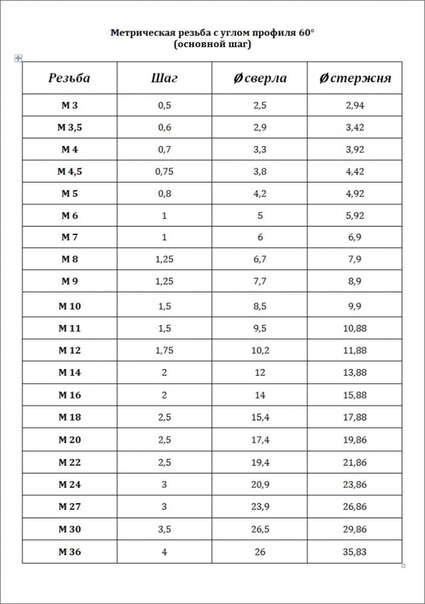
Для проверки резьбовых соединений чаще всего используют резьбовые калибры. У них есть большое число параметров. Один из основных- это шаг резьбы. Как диаметры калибров, так и шагов резьбы очень большое количество. Но есть, так называемые основные шаги резьбы, те, которые чаще всего используются в машиностроение. Ниже предоставлена таблица основных шагов резьбы.
| Резьба | Шаг резьбы Р, мм | |||
|---|---|---|---|---|
| Основная резьба М | Мелкая резьба М | |||
| мелкая | мелкая 2 | супермелкая | ||
| M1 | 0. 25 25 | (0.2) | — | — |
| M1.2 | 0.25 | (0.2) | — | — |
| M1.4 | 0.3 | (0.2) | — | — |
| M1.6 | 0.35 | (0.2) | — | — |
| M1.8 | 0.35 | (0.2) | — | — |
| M2 | 0.4 | (0.25) | — | — |
| M2.2 | 0.45 | (0.25) | — | — |
M2. 5 5 | (0.35) | — | — | |
| M3 | 0.5 | (0.35) | — | — |
| M3.5 | 0.6 | (0.35) | — | — |
| M4 | 0.7 | 0.5 | — | — |
| M5 | 0.8 | 0.5 | — | — |
| M6 | 1.0 | 0.75 | 0.5 | — |
| M8 | 1.25 | 1.0 | 0.75 | 0.5 |
| M10 | 1. 5 5 | 1.25 | 1.0 | 0.75 |
| M12 | 1.75 | 1.5 | 1.25 | 1.0 |
| M14 | 2.0 | 1.5 | 1.25 | 1.0 |
| M16 | 2.0 | 1.5 | — | 1.0 |
| M18 | 2.5 | 2.0 | 1.5 | 1.0 |
| M20 | 2.5 | 2.0 | 1.5 | 1.0 |
| M22 | 2.5 | 2.0 | 1.5 | 1.0 |
| M24 | 3. 0 0 | 2.0 | 1.5 | 1.0 |
| M27 | 3.0 | 2.0 | 1.5 | (1.0) |
| M30 | 3.5 | 2.0 | 1.5 | (1.0) |
| M33 | 3.5 | 2.0 | 1.5 | — |
| M36 | 4.0 | 3.0 | 2.0 | 1.5 |
| M39 | 4.0 | 3.0 | 2.0 | 1.5 |
| M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| M45 | 4. 5 5 | (4.0) 3.0 | 2.0 | 1.5 |
| M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
| M68 | 6.0 | 4.0 | 3.0 | 2.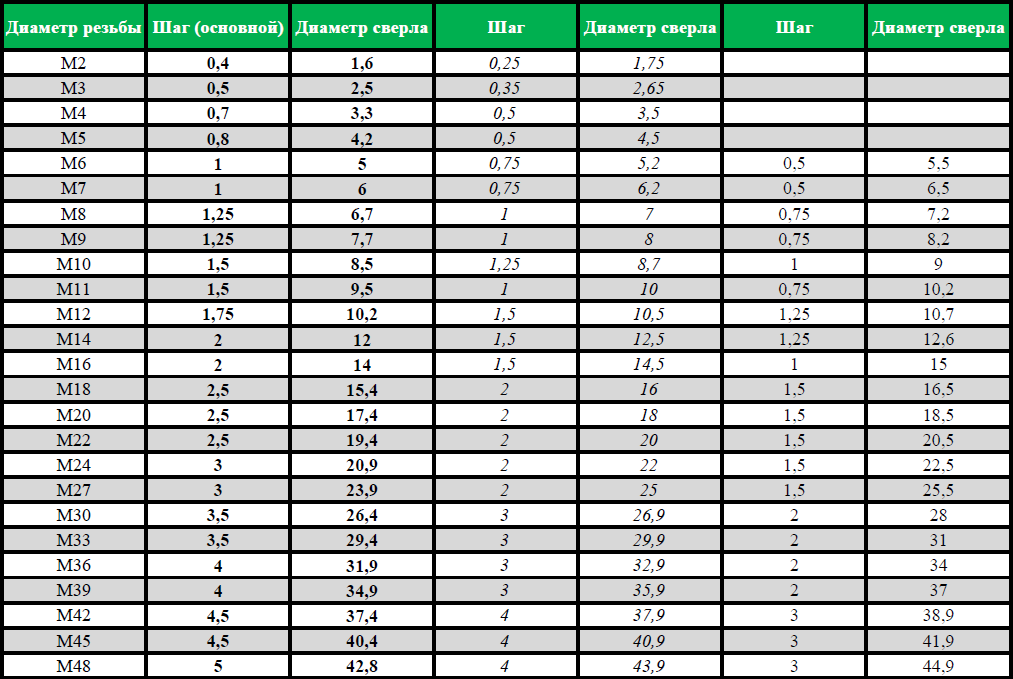 0 (1.5) 0 (1.5) |
На нашем сайте Вы так же можете найти много интересных статей в разделе информация. А так же можете бесплатно заказать статью для разбора, интересующего Вас вопроса, написав нам на почту.
Основы работы с потоками | Get It Made
Нити используются для соединения двух отдельных частей вместе, и каждая нить имеет соответствующую пару внешней резьбы (папа) и внутренней резьбы (мама). Наиболее распространенная форма крепежного изделия представляет собой гайку и болт, причем гайка имеет резьбу, нарезанную внутри цилиндрического корпуса (внутренняя резьба), а болт имеет резьбу, нарезанную снаружи цилиндрического корпуса (папа).
Терминология резьбы
На следующей диаграмме показаны основные размеры при определении резьбы:
Основной Диаметр – Основной диаметр представляет собой наибольший диаметр резьбы и измеряется от вершины резьбы до вершины (вершины резьбы).
Второстепенный диаметр – Второстепенный диаметр — это наименьший диаметр резьбы, измеряемый от основания резьбы до основания (нижняя часть резьбы).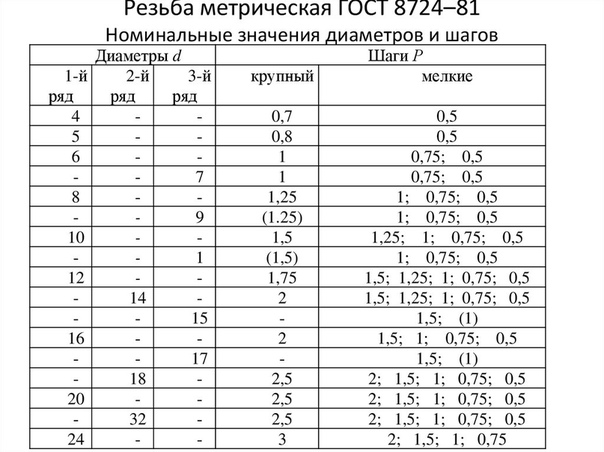
Шаг – Это расстояние (мм) от одной резьбы до другой, его можно измерить от кончика до кончика или от канавки до канавки. Шаг также может быть определен как TPI, что означает число витков на дюйм.
Резьба Угол – Угол между гранями резьбы.
Правосторонняя резьба — Резьба соберется при вращении по часовой стрелке. “правая затяжка левая свободно”
Левая резьба – Резьба соберется при вращении против часовой стрелки.
Обозначения внутренней резьбы
На приведенном ниже рисунке показаны символы, которые можно увидеть на техническом чертеже, если имеется резьбовое отверстие.
Описание метрической и дюймовой резьбы
Метрическая резьба
Метрическая резьба определяется обозначением серии резьбы «M», за которым следуют номинальный диаметр и шаг в миллиметрах. Если шаг не указан, это считается крупной резьбой, как показано ниже в метрической таблице крупной резьбы. Это стандарт ISO для простого обозначения крупной резьбы, поэтому вам не нужно запоминать шаг резьбы. Все резьбы считаются правыми, если не указано иное.
Это стандарт ISO для простого обозначения крупной резьбы, поэтому вам не нужно запоминать шаг резьбы. Все резьбы считаются правыми, если не указано иное.
Рассмотрим резьбу M8 x 1,0 :
M = Обозначение метрической резьбы
8 = Номинальный диаметр (мм)
1,0 = Шаг (мм)
Дюймовая резьба
9 0002 Дюймовая резьба сначала определяется номинальным наружным диаметром, а затем количество нитей на дюйм в секунду. Все резьбы считаются правыми, если не указано иное. Это обозначение чаще используется в Северной Америке.Рассмотрим резьбу 3/8 – 16 :
3/8 = Номинальный наружный диаметр (дюйм)
16 = Количество витков резьбы на дюйм
Резьба 3/8–16 считается крупной резьбой, резьба 3/8–24 имеет такой же номинальный диаметр; однако у него больше нитей на дюйм, что делает его тонкой резьбой.
Class Fit
Когда наружная и внутренняя резьбы сопрягаются, две детали соединяются вместе со степенью натяжения, определяемой посадкой двух резьб. Три набора классов резьбы были созданы для определения герметичности между резьбами. Форма резьбы унифицирована, классы посадки:
Три набора классов резьбы были созданы для определения герметичности между резьбами. Форма резьбы унифицирована, классы посадки:
Класс 1 – Свободная посадка. Нитки соберутся быстро вручную. Это полезно, когда требуется частая сборка и разборка. При использовании этого класса посадки рекомендуется использовать стопорное устройство (стопорную шайбу, стопорные гайки и т. д.). Посадка класса 1 встречается у большинства гаек и болтов.
Класс 2 – Стандарт ит. Нити будут собираться вручную, но для этого потребуются инструменты. Этот тип посадки предназначен для сборок, которые требуют разборки время от времени, но не постоянно. Класс 2 используется чаще всего.
Класс 3 – Плотная посадка. Эту посадку часто можно начать вручную, но для полной сборки всегда требуются инструменты. Эта посадка используется для стационарных сборок, не требующих разборки. Класс 3 обычно используется для установочных винтов.
Выноски
Выноски включаются в инженерный чертеж, чтобы указать производителю конкретную информацию об элементе. Четыре наиболее часто используемых условного обозначения выделены ниже:
Четыре наиболее часто используемых условного обозначения выделены ниже:
Зенковка — Вторичная операция механической обработки, используемая для создания большего цилиндрического отверстия для углубления головки крепежа.
Зенковка – Вторичная операция механической обработки, используемая для создания конической формы для углубления головки крепежа.
Диаметр – Диаметр определяется, если пилотное отверстие, просверленное до нарезания резьбы, уникально. Диаметр направляющего отверстия задает внутренний диаметр внутренней резьбы.
Глубина – Глубина резьбы определяется как сквозная или глухая. Сквозная резьба проходит через всю заготовку, поэтому глубину определять не нужно. Распространенной ошибкой является указание «THRU» в качестве сноски для темы. Если глубина не указана, по умолчанию резьба является сквозным отверстием. Глухая резьба обрабатывается на определенную глубину, поэтому требуется обозначение глубины.
Несколько вхождений — Когда одна и та же операция нарезания резьбы требуется для нескольких одинаковых отверстий, нет необходимости добавлять выноски для каждого отверстия. Лучше всего написать выноску на одном отверстии и указать количество одинаковых отверстий с резьбой в примечании. Пример того, как правильно отображать эту выноску, показан ниже.
Типы застежек
На рынке представлен широкий ассортимент механических застежек, в этом разделе мы покажем вам шесть наиболее распространенных застежек, которые вы можете ожидать, вместе с общепризнанными стандартными аббревиатурами для каждого типа.
- Шестигранная головка (HEX HD)
- Плоская головка (FLAT HD)
- Головка Fillister (FIL HD) 9 0010
- Круглая головка (RND HD)
- Овальная головка (OVAL HD)
- Торцевая головка (SOC HD)
Таблица метрических резьб (грубая)
В следующих таблицах указаны основные размеры метрическая резьба от М1,6 до М68 согласно ISO 724. Все единицы измерения указаны в миллиметрах (мм). Для получения более подробной таблицы метрических резьб нажмите здесь.
Все единицы измерения указаны в миллиметрах (мм). Для получения более подробной таблицы метрических резьб нажмите здесь.
Мы рекомендуем моделировать резьбовые отверстия по размеру сверла под метчик и указывать размер и шаг резьбы на инженерном чертеже или аннотированном снимке экрана при проектировании деталей для производства.
Чтобы рассчитать размер сверла для метчика, необходимо вычесть шаг (мм) из номинального диаметра (мм). Например, резьбовое отверстие M4 имеет номинальный диаметр 4 мм и шаг 0,7 мм , поэтому размер резьбового сверла составляет 4 – 0,7 = 3,3 мм .
| **Размер – номинальный диаметр
(мм)** | **Шаг
(мм)** | **Метчиковое сверло
(мм)** | **Сверло с зазором
(мм)** |
|————————————–|———– ———-|—————————————|————– —————-|
| **M1.6** | 0,35 | 1,25 | 1,8 |
| **М2** | 0,4 | 1,6 | 2.4 |
| **М2,5** | 0,45 | 2 | 2,9|
| **М3** | 0,5 | 2,5 | 3. 4 |
| **М3,5** | 0,6 | 2,9 | 3.9 |
| **М4** | 0,7 | 3.3 | 4,5 |
| **М5** | 0,8 | 4.2 | 5,5 |
| **М6** | 1 | 5 | 6.6 |
| **М8** | 1,25 | 6,75 | 9|
| **М10** | 1,5 | 8,5 | 12 |
| **М12** | 1,75 | 10.25 | 14 |
| **М14** | 2 | 12 | 16 |
| **М16** | 2 | 14 | 18 |
| **М20** | 2,5 | 17,5 | 22 |
| **М22** | 2,5 | 19.5 | 25 |
| **М24** | 3 | 21 | 27 |
| **М30** | 3,5 | 26,5 | 33 |
| **М36** | 4 | 32 | 40 |
| **М42** | 4,5 | 37,5 | 46 |
| **М48** | 5 | 43 | 53 |
| **М56** | 5,5 | 50,5 | 62 |
| **М64** | 6 | 58 | 70 |
| **М68** | 6 | 62 | 74 |
4 |
| **М3,5** | 0,6 | 2,9 | 3.9 |
| **М4** | 0,7 | 3.3 | 4,5 |
| **М5** | 0,8 | 4.2 | 5,5 |
| **М6** | 1 | 5 | 6.6 |
| **М8** | 1,25 | 6,75 | 9|
| **М10** | 1,5 | 8,5 | 12 |
| **М12** | 1,75 | 10.25 | 14 |
| **М14** | 2 | 12 | 16 |
| **М16** | 2 | 14 | 18 |
| **М20** | 2,5 | 17,5 | 22 |
| **М22** | 2,5 | 19.5 | 25 |
| **М24** | 3 | 21 | 27 |
| **М30** | 3,5 | 26,5 | 33 |
| **М36** | 4 | 32 | 40 |
| **М42** | 4,5 | 37,5 | 46 |
| **М48** | 5 | 43 | 53 |
| **М56** | 5,5 | 50,5 | 62 |
| **М64** | 6 | 58 | 70 |
| **М68** | 6 | 62 | 74 |
Чтобы найти более полезную инженерную информацию, перейдите на страницу наших руководств, чтобы узнать, как идеально проектировать детали для производства! Или, если все ваши детали готовы к производству, получите от нас бесплатную 24-часовую смету прямо сейчас.
Метрическая крупная резьба ISO DIN 13-1
Метрическая крупная резьба ISO DIN 13-1| Спецификации международных стандартов на резьбу | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Эта резьба представляет собой глобально стандартизированную резьбу, она заменяет старую метрическую резьбу и большинство резьб с дюймовыми размерами. Реклама:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Этикетка состоит из буквы М, за которой следует цифра, обозначающая номинальный диаметр, угол наклона по бокам составляет 60°.
Этикетка состоит из буквы М, за которой следует цифра, обозначающая номинальный диаметр, угол наклона по бокам составляет 60°. 00
00