Технические характеристики 3г833: 3К833 станок хонинговальный вертикальный одношпиндельный полуавтомат. Паспорт, схемы, характеристики, описание
alexxlab | 25.03.2023 | 0 | Разное
3К833 станок хонинговальный вертикальный одношпиндельный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе хонинговального станка 3К833
Производители хонинговального станка 3К833 – Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78 – станок отделочно-расточной вертикальный 500 х 1000
- 2А78Н – станок отделочно-расточной вертикальный 500 х 1250
- 2Е78П, 2Е78ПН – станок отделочно-расточной 500 х 1000
- 3Г833 – станок хонинговальный вертикальный полуатомат
- 3К833 – станок хонинговальный вертикальный полуатомат
- 8А531 – станок ленточнопильный вертикальный для резки металла
- 278 – станок отделочно-расточной вертикальный 500 х 1000
- 2733П – станок отделочно-расточной вертикальный 630 х 1250
3К833 Хонинговальный станок вертикальный одношпиндельный полуавтомат.
 Назначение и область применения.
Назначение и область применения.Полуавтомат хонинговальный вертикальный 3К833 предназначен для хонингования – окончательной отделки отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях.
Обработка отверстий на станке производится преимущественно алмазными брусками.
Хонинговальный полуавтомат 3К833 может быть использован на авторемонтных и металлообрабатывающих предприятиях.
Полуавтомат 3К833 предназначен для окончательной обработки зеркала цилиндров двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен и других деталей в автомобилестроении, тракторостроении, станкостроении и других областях народного хозяйства.
Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.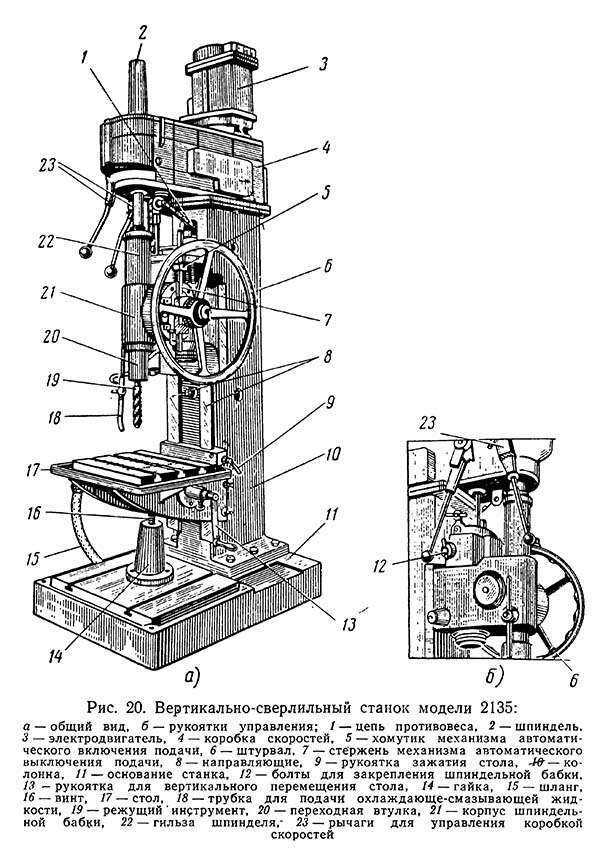
Станок 3К833 снабжен отсчетным устройством, позволяющим по ходу иглы разжима обеспечивать косвенный контроль диаметра обрабатываемого отверстия.
На станке применена электрогидравлическая система разжима инструмента со следящей системой за мощностью на валу шпинделя (инструмента).
Работа механизма разжима в ступенчатом режиме обеспечивается регулируемым дозатором. Цикл обработки может включать в себя этап «выхаживание» (прекращение вертикальной подачи), который повышает точность и чистоту обработки.
Обозначение хонинговального станка 3К833
3 – шлифовальный станок (номер группы по классификации ЭНИМС)
К – серия (поколение) станка (Г, К)
8 – притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номер подгруппы по классификации ЭНИМС)
33 – исполнение станка
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: станок для хонингования, станок шлифовально-притирочный металлорежущий, honing vertical semiautomatic device
Хонингование – один из методов высокоточной обработки отверстий и валов.
Хонингование – это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется хонинговальными брусками, где в качестве резцов выступают абразивные или алмазные зерна.
Хонингование – это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
В шпинделе хонинговального станка закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента хонинговального станка – вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены полуавтоматические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- полуавтоматические хонинговальные станки
- автоматические хонинговальные станки
Процесс хонингования
При хонинговании регулируются следующие параметры:
- Cкорость вращения шпинделя V1 исходя из выбранной окружной скорости Vо
- Скорость V2 и глубина возвратно-поступательного движения исходя из выбранного угла встречи рисок θ
- Усилие подачи брусков на разжим в хонинговальной головке исходя из необходимой производительности обработки
Cкорость вращения шпинделя определяется в соответствии с материалом и диаметром обрабатываемых отверстий и выбранной окружной скоростью.
V1 = (1000 * Vо) / π * d
где:
V1 – скорость вращения шпинделя
Vо – окружная скорость (60..70 м/мин для чугуна и 45..60 м/мин для стали)
d – диаметр обрабатываемого отверстия
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Габарит рабочего пространства хонинговального станка 3К833
Габарит рабочего пространства станка 3к833
Общий вид хонинговального станка 3К833
Фото хонинговального станка 3к833
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка – 3К833.
 10.000
10.000 - привод вращения шпинделя – 3K833.20.000
- гидроцилиндр – 3К833.30.000
- механизм управления станком – 3К833.40.000
- гидроузлы – 3К833.50.000
- цилиндр разжима хонинговальной головки – 3K833.60.000
- охлаждение станка – 3К833.80.000
- электрооборудование станка – 3К833.90.000
- ограждение – 3К833.85.000
 10.000
10.000Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Кинематическая схема хонинговального станка 3К833
Кинематическая схема станка 3к833
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Электрическая схема хонинговального станка 3К833
Электрическая схема хонинговального станка 3к833
Схема электрическая хонинговального станка 3К833. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Справочник заводов производителей шлифовальных станков
3К833 станок хонинговальный вертикальный полуавтомат одношпиндельный. Видеоролик.
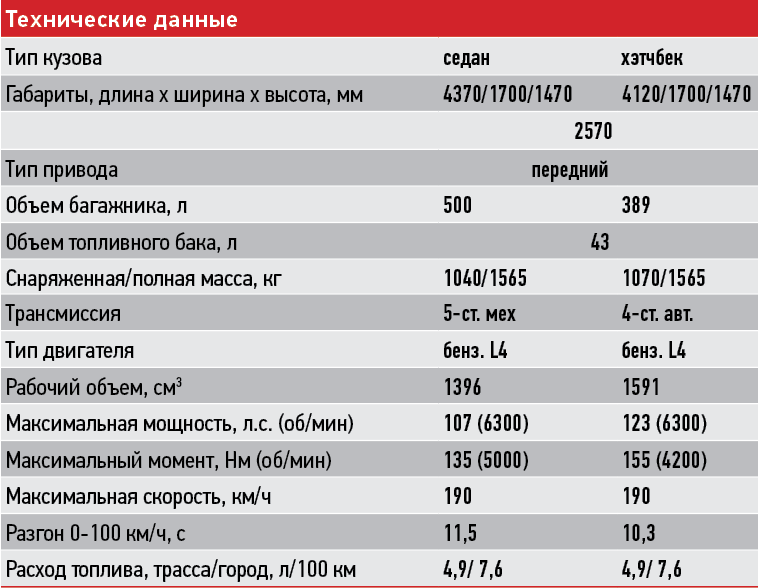
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50. | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения – вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1520 |
- Полуавтомат хонинговальный вертикальный 3К833. Руководство по эксплуатации 3К833.00.000 РЭ, 1991
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И. Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по эксплуатации 3К833.00.000 РЭ, 1991
Руководство по эксплуатации 3К833.00.000 РЭ, 1991 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968Связанные ссылки. Дополнительная информация
3К833 станок хонинговальный вертикальный полуавтомат одношпиндельный. Паспорт, схемы, характеристики, описание
Производители хонинговального станка 3К833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им.
 Фрунзе
Фрунзе- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: станок для хонингования, станок шлифовально-притирочный металлорежущий, honing vertical semiautomatic device
Хонингование — один из методов высокоточной обработки отверстий и валов.
Хонингование — это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется хонинговальными брусками, где в качестве резцов выступают абразивные или алмазные зерна.
Хонингование — это достаточно производительный процесс.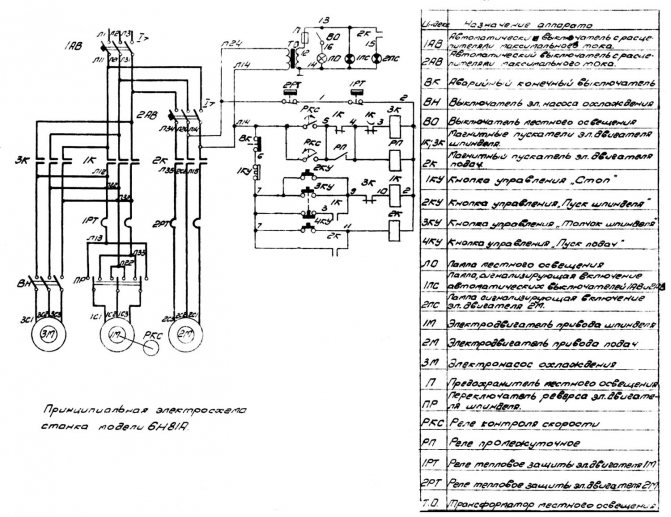 Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
В шпинделе хонинговального станка закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента хонинговального станка — вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены полуавтоматические хонинговальные станки для хонингования сквозных и глухих отверстий.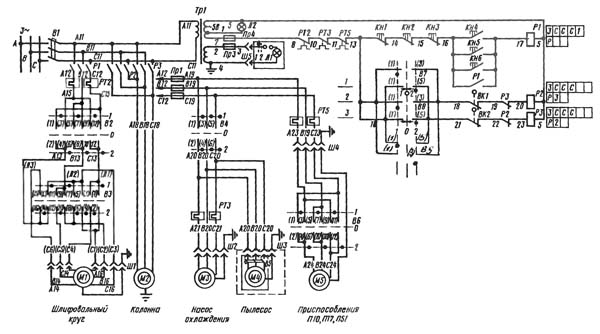
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- полуавтоматические хонинговальные станки
- автоматические хонинговальные станки
Процесс хонингования
При хонинговании регулируются следующие параметры:
- Cкорость вращения шпинделя V1 исходя из выбранной окружной скорости Vо
- Скорость V2 и глубина возвратно-поступательного движения исходя из выбранного угла встречи рисок θ
- Усилие подачи брусков на разжим в хонинговальной головке исходя из необходимой производительности обработки
Cкорость вращения шпинделя определяется в соответствии с материалом и диаметром обрабатываемых отверстий и выбранной окружной скоростью.
V1 = (1000 * Vо) / π * d
где:
V1 — скорость вращения шпинделя
Vо — окружная скорость (60..70 м/мин для чугуна и 45..60 м/мин для стали)
d — диаметр обрабатываемого отверстия
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.10.000
- привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833. 30.000
- механизм управления станком — 3К833.40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
 30.000
30.000Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.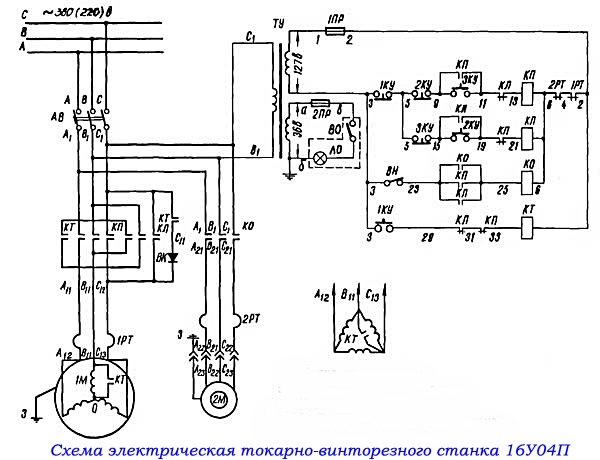
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Смазочно-охлаждающие жидкости для хонингования
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества, предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Области применения хонингования
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3. .18 б/с .18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
UNIMATIC предлагает Хонинговальные станки для получения очень точных отверстий
В этой заметке вы найдете информацию об обработке точных отверстий на хонинговальных станках.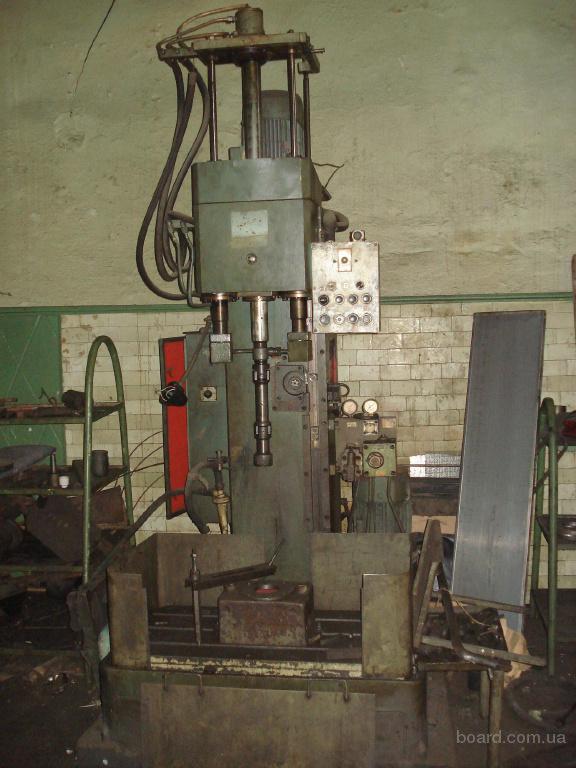 Также мы расскажем о видах хонинговальных станков, которые мы применяем в своих проектах. Наши партнеры по хонингованию – это «Sunnen» и «Khushbu»
Также мы расскажем о видах хонинговальных станков, которые мы применяем в своих проектах. Наши партнеры по хонингованию – это «Sunnen» и «Khushbu»
ссылка на скачивание презентации Khushbu
Процесс хонингования подробно описан на википедии и на металлвики, поэтому рассмотрим только практическую сторону вопроса хонингования и оборудование, применяемое при этом. Хонингование используется, когда вам нужно получить отверстие со сверхвысокими требованиями к округлости, шероховатости и параллельности. В нашей практике мы использовали оборудование «Sunnen» для получения шероховатости выше Ra0,04 мкм и допуска круглости менее 0,5 мкм, при этом предельные отклонения размера обработанного отверстия составили менее 2 мкм. Указанные параметры мы достигли на вертикально-хонинговальном станке Sunnen SV2010.
При хонинговании нельзя исправить ось отверстия, поэтому перед операцией хонингования обычно выполняется расточка. Исключением из этого правила могут стать задачи хонингования отверстий небольшой глубины, в таком случае для обработки можно использовать длинные хонинговальные бруски. Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Стандартные припуски под хонингование обычно составляют менее 0,05 мм на сторону в зависимости от диаметра обрабатываемой детали.
Примеры хонинговальных станков:
Вертикально-хонинговальные Горизонтально-хонинговальные
Горизонтально-хонинговальные станки используются для хонингования длинных заготовок типа «труба». Длина обработки до 10 000 мм, наружный диаметр детали до 1000 мм. Как правило, эти детали представляют из себя тела вращения, при этом точная их обработка на обычных токарных станках затруднительна из-за высокого соотношения длины и диаметра.
Фотография станка по одному из реализованных проектов по обработки деталей длиной до 3 метров:
Типовое применение: изготовление хонингованных труб для гидроцилиндров и пневмоцилиндров.
Вертикально-хонинговальные станки используются для обработки деталей с вертикальным расположением отверстий, а также для деталей с небольшой глубиной отверстия или небольшим диаметром, которые удобно расположить вертикально.
Такие станки хорошо подходят для крупносерийного и массового производства, потому что их легко встроить в автоматизированную линию.
Фотография одношпиндельного вертикально-хонинговального станка по проекту крупносерийного изготовления деталей:
Для массового изготовления деталей можно использовать однопроходное хонингование. При применении такой технологии станок оснащается несколькими шпинделями, их количество как правило составляет 4-6 шпинделей на станок. Компоновка станка: шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями на нем. При работе станка производится одновременная обработка всеми шпинделями. После завершения хонинговального прохода поворотный стол поворачивается, тем самым меняет позиции, и обработка продолжается. Например, если мы используем станок с 6 рабочими станциями, то каждая заготовка пройдет через 3 позиции.
Технология обработки представлена на видео:
В отличие от стандартной технологии, при однопроходном хонинговании используется инструмент, который не регулируется в процессе обработки:
Применение таких станков ограничивается серийностью и номенклатурой обрабатываемых деталей: чем шире номенклатура и меньше серийность, тем менее оправдано применение таких станков. С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
Типовые детали для применения однопроходных хонинговальных станков
Компоненты подшипников, корпуса насосов гидроусилителя, шестерни, гидравлические клапаны, автомобильные шатуны и многие другие.
Видео работы станков:
Вертикально-хонинговальный станок Khushbu. Однопроходное хонингование и автоматизация.
Вертикально-хонинговальный станок Sunnen.
Горизонтально хонинговальный станок Sunnen
Для получения консультации вы можете обратиться к нам:
Федоров Никита Тел. (доб. 501) Моб.: +7-961-763-30-04 E-mail
ЗАЛАНДО
Идентификатор ссылки: 18.90f01002.1675990776.15a4ea75
Наш сайт временно недоступен. Вы, наверное, знаете упражнение:
попробуйте обновить страницу через минуту или две. Все еще не работает? Отправлять
нам короткое сообщение через кнопку отчета об ошибке, и мы примем
пристальный взгляд.
Идентификатор кода: 18.90f01002.1675990776.15a4ea75
Si è verificato un problema con la nostra pagina: prova a ricaricarla tra qualche minuto. La pagina non funziona ancora? Segnalacelo attraverso il tasto отчет и verificheremo иль проблема.
Фелер мельденИдентификатор кода: 18.90f01002.1675990776.15a4ea75
Si è verificato un problema con la nostra pagina: prova a ricaricarla tra qualche minuto. La pagina non funziona ancora? Segnalacelo attraverso il tasto отчет и verificheremo иль проблема.
Идентификатор задания: 18.90f01002.1675990776.15a4ea75Referenz-ID: 18.90f01002.1675990776.15a4ea75
Unsere Website ist derzeit nicht erreichbar. Das kennst du jetzt
sicher, aber: Versuch es einfach in ein paar Minuten noch einmal. Sollten wir für dich schon länger nicht erreichbar sein, schreib uns
eine kurze Nachricht über den Fehler-melden-Knopf und wir schauen
uns das genauer an.
Sollten wir für dich schon länger nicht erreichbar sein, schreib uns
eine kurze Nachricht über den Fehler-melden-Knopf und wir schauen
uns das genauer an.
Идентификатор ссылки: 18.90f01002.1675990776.15a4ea75
Hemos encontrado un Problema en Nuestra Página: Actualízala en Unos минуты. ¿La página sigue sin funcionar? Envíanos un mensaje breve a través del botón “отчет” у comprobaremos эль проблема.
Enviar сообщает об ошибкеID-viite: 18.90f01002.1675990776.15a4ea75
Pahoittelemme, jokin meni vikaan verkkosivullamme. Yritä ladata sivu hetken kuluttua uudelleen. Mikali sivu ei edelleenkään toimi, lähetä meille virheilmoitus, jotta voimme selvittää asiaa.
Lähetä virheilmoitus Справочный номер: 18. 90f01002.1675990776.15a4ea75
90f01002.1675990776.15a4ea75
Notre site est momentanément indisponible. Essayez de Rafraîchir la страница d’ici une à deux минут. Cela n’a pas fonctionné? Envoyez-nous un message en utilisant le bouton “Rapport d’erreur” и др. nous essaierons d’identifier la причина проблемы.
Envoyer un rapport d’erreurИдентификационный номер: 18.90f01002.1675990776.15a4ea75
Онз веб-сайт даже не знает. Je kent de procedure waarschijnlijk al: исследуйте een paar minuten de pagina opnieuw te laden. Джин beterschap в Zicht? Stuur ons een berichtje via de error-knop en we zullen proberen om het probleem zo snel mogelijk op te lossen.
Stuur ошибка-раппортReferanse-ID: 18.90f01002.1675990776.15a4ea75
Vår nettside эр dessverre ikke tilgjengelig для øyeblikket. Дю ветеринар
sikkert hva du må gjøre; vent noen minutter og oppdater siden.
Virker de fremdeles ikke? Отправить oss en kort melding ved å trykke på
knappen под, ог ви скаль се хва ви кан gjøre.
Дю ветеринар
sikkert hva du må gjøre; vent noen minutter og oppdater siden.
Virker de fremdeles ikke? Отправить oss en kort melding ved å trykke på
knappen под, ог ви скаль се хва ви кан gjøre.
Ссылочный номер: 18.90f01002.1675990776.15a4ea75
Strona jest w tym momencie niedostępna. Spróbuj odświeżyć ją za килка минут. Wciąż nie działa? Zaraportuj błąd, przyjrzymy się mu!
Зарапортуй бладИдентификатор ссылки: 18.90f01002.1675990776.15a4ea75
Vår hemsida är tyvärr intetilgänglig just nu. Du vet nog redan vad nästa steg är: Prova att uppdatera sidan om en minut eller två. Fungerar de fortfarande inte? Meddela oss genom att click på knappen for felrapportering, så tittar vi närmare på det.
Скика сквернопорт Идентификатор ссылки: 18. 90f01002.1675990776.15a4ea75
90f01002.1675990776.15a4ea75
Zalando.dk er ikke tilgængelig Lige Nu. Du kender sikkert rutinen efterhånden: Prøv at genopfriske siden om et minut eller to. Виркер сиден стадиг икке? Giv os besked через knappen nedenfor og vi tager et киг на саген.
ОТПРАВИТЬ ФЕЙЛРАПОРТРеферальный идентификатор: 18.90f01002.1675990776.15a4ea75
Naše webová stránka je dočasně nedostupná. Asi víte, как поступить dál: за 1-2 минуты zkustě stránku aktualizovat. Пожаловаться? Нажмите na tlačítko níže a pošlete nám kratkou zprávu. Моя еда zjistit příčinu závady.
Zaslat hlášení o chyběапа ики? Carane Затачивание saka silinder?
Вонг-вонг петь bisa дади оператор mesin utawa pasinaon ing beluk iki ora mung ngadhepi karo istilah kayata ссадины. Kanggo jinis karya sing operasi paling populer, kayata mecah, полировка, суперфиниш (суперфиниш) lan Honing.
Хонингование – wangun tartamtu saka Обработка нгголеки. Nanging arang digunakake ING Engineering, minangka Ana Operasi Mechanical, Karo Kang sampeyan bisa entuk asil sing luwih apik. Mulane, sayetara wong ngerti carane kanggo nindakake Хонинг сака silinder, петь iku, kanggo maksud apa lan ing kasus kang digunakake.
Хонингование: konsep lan definisi
Хонингование – Prosès operasi механические определения nglereni materi ngendi pari-parian mirah digunakake minangka alat mesin kanggo motong. Operasi iki dianggep Dadi Banget produktif lan efisien bab lowongan. Ньюпук сангу канго Обработка ики биса дади 2 юта канго 3 мм сабен джем. Iki cocok kanggo Rampung ngowahi резак kanggo ngowahi utawa atos mecah абразивный круг. Amarga iku, kita bisa ngomong Honing – iku uga pagawean pungkasan ing, sak operasi, lumahing final, sing, sisih Ramung.
алат Хонинг
Алат sing digunakake kanggo Хонинг disebut Hon utawa Хонинг сирах. Hong alat logam-nglereni dumadi saka telu utawa luwih абразивный брусок (watu) dibuwang ing keliling.
Ing akeh watu honah sing dicopot. Nalika nyandhang utawa karusakan bisa gampang diganti.
mesin Honing
Ing produksi Honing wis dileksanakake ing mesin khusus, kang rong jinis: horisontal lan vertikal. mesin Honing horisontal opera karo noto kumparan horisontal. Вертикаль, мунгух, пой вертикальный дипасанг кумпаран. Pisanan dipigunakaké kanggo bagean dawa, uga kanggo operasi external. mesin vertikal – kanggo заготовки cekak luwih kanggo mesin internal, IE bolongan …
модель дикенал сака месин: 3G833, 3K833, 3H-86 M4215-1. Ужская модель: Sunnen HTS-124-020, LEV125 Somes, LEV250 Somes, TN170 lan TM806 (807).
Asring, модель anyar mesin Honing nggawe специализированная, lan ora universal, ing kontras kanggo mesin советская-digawe. Пой, lagi mung cocok kanggo maksud apa operasi siji, contone, kanggo Honing slinder. Уга, ана модель аньяр месин укуран чилик. Biasane, mesin iki dirancang kanggo Honing ing ngarep.
Налика Хонинг?
Minangka sadurunge kasebut, asring operasi механические kayata Honing, wis Applied kanggo pagawean bolongan babak lan lumahing hard liyane njagani cara liyane ora bisa Прикладное истирание utawa aplikasi sing praktis. Kejabi, Honing bolongan digunakake ing kasus nalika iku perlu tekan cylindricity lan lumahing минимальная шероховатость, nganti микрон. Sing kok jinis sing paling populer in perawatan nampa sak Pabrik silinder. Sing terakhir sing digunakake digunakake ing Engineering, Construction Lan Automotive.
Kejabi, Honing bolongan digunakake ing kasus nalika iku perlu tekan cylindricity lan lumahing минимальная шероховатость, nganti микрон. Sing kok jinis sing paling populer in perawatan nampa sak Pabrik silinder. Sing terakhir sing digunakake digunakake ing Engineering, Construction Lan Automotive.
kaluwihan saka Honing
Senajan mecah, полировка lan mecah dianggep cara sing paling populer lan umum Обработка silinder, ing paling kasus, pilihan diwenehi kanggo Honing, iku luwih efisien lan akurat. Kajaba iku, Honing bisa pinanggih karo keuntungan liyane, kalebu:
- Сопротивление Tambah kanggo nyandhang. Ики, ing siji, nduweni efek positif ing operasi luwih saka engine lan kanggo nggedhekake urip layanan.
- Ing anané saka rincian брак. Kasunyatan петь silinder обработки lumahing Hon kapapar meksa luwih murah tinimbang, contone, mecah. Пой, kemungkinan njupuk брак сака silinder пой suda banget.
- Сярат технический. Amarga kasunyatan петь watu Оттачивание duwe sawetara saka sudhut ing сравнение karo gembong абразивный padha, kanggo nggayuh syarat технически saka bagéan, kaping pirang-pirang luwih gampang.
- Нггаве Болонган Акурат. Amarga hon desain sak Обработка otomatis bisa mbenerake soko saka bolongan saka angka допустимый, kang ngiwa liwat saka operasi sadurunge, kayata sawise ngebur.
- Ngurangi wektu kasedhiya kanggo Обработка. Minangka dikenal, ana salah siji alat kanggo Оттачивая уздечку. Ana piranti kaya mengkono kuwi петь ngijini sampeyan kanggo mblokir rincian Honing. Miturut nambani множества апертур lan bebarengan sudo wektu kang wus diundhi kanggo operasi. Iki penting utamané ing produksi massa, nalika dina perlu kanggo gawé ewu silinder.

silinder Honing
Minangka kasebut sadurungé, kanggo nindakake Honing saperangan silinder ing operasi siji, akeh Enterprises nggunakake piranti khusus kanggo Honing. Asring jigs iki петь bantuan ngamanake pemblokiran silinder ing pigura mesin kanggo luwih Processing.
Мангконо, пила мбенакаке пиранти, моделирующая мезиновую сильдеру Хонинг с дилексанакаке инг лоро оранжево тумрап секолах:
- Хонинг атос. Ing tataran iki Обработка digunakake kanggo ngasah бар грубый. Kanthi kuwi alat петь bisa kanggo mesthekake wangun bunder asli saka bolongan silinder, kang isih ora gawe marem спецификации.
- Рампунг Хонингование. Nanging Subha Hone Na De karo bar грубый абразив saiki digunakake nggoleki. Удилища Bisa mirah utawa Керамик. Hakekat kaping kalih punika kanggo ngilangke tunjangan final lan nitahaken saka wangun Ramung saka bolongan, kang bakal syarat технический gamblang.
 Ing tataran iki Обработка digunakake kanggo ngasah бар грубый. Kanthi kuwi alat петь bisa kanggo mesthekake wangun bunder asli saka bolongan silinder, kang isih ora gawe marem спецификации.
Ing tataran iki Обработка digunakake kanggo ngasah бар грубый. Kanthi kuwi alat петь bisa kanggo mesthekake wangun bunder asli saka bolongan silinder, kang isih ora gawe marem спецификации.Затачивание ngarep
Sawetara ngerti sing Затачивание silinder bisa digawa metu ora mung ing pabrik, nging uga ing ngarep. Asring, operasi kuwi uga dibutuhake ing kasus endi unit silinder lawas wis ilang sifat sawijining сопротивление kanggo nyandhang lan kudu di resiki saka ukuran nambah.
Ing ngarep, хонингование – iku kabeh Обработка nggoleki padha, nanging ora kanthi nggunakake охлаждающие жидкости lan Hone, lan керосин (utawa lenga Honing) lan kepala Honing khusus, kang gampang ditempelake pengeboran elektrikbiasa. kepala bisa dituku ing sembarang nyimpen hardware utawa mobil (katon padha meh podo sikat kanggo ngumbah pasugatan). Minangka kasus karo Hons kanggo peralatan mesin, Honing kepala kanggo penggerek uga didol грубая лан-кола. Падха беда-беда антаране пиамбак дхиаметр допустимый лан гамбар.
kepala bisa dituku ing sembarang nyimpen hardware utawa mobil (katon padha meh podo sikat kanggo ngumbah pasugatan). Minangka kasus karo Hons kanggo peralatan mesin, Honing kepala kanggo penggerek uga didol грубая лан-кола. Падха беда-беда антаране пиамбак дхиаметр допустимый лан гамбар.
Kanggo nindakake operasi kuwi, lan kanggo unit silinder nangani luwih nyaman bisa ditempelake ing jig utawa, ing kasus nemen, ing lumahing kuwi, kang bisa terus sikil. Sawise пункт аман, bisa digawa metu banget Затачивание. Apike kanggo pindho bolongan nangani kanggo roughing lan siji kanggo pagawean kaping.
Resik ing lumahing silinder
Sawise operasi Honing biane kudu di resiki item saka Kripik logam lan абразив. Èfèktif nindakake sesuci ngidini banyu anget мыльный lan rerumput alus. Mangkono, iku bisa kanggo ngirim item mung ing Kripik, nanging uga Polandia iku.
Sawise kabeh operasi ndhuwur silinderbiane luwih dianggep karo tempel абразивный khusus. Nanging ngidini sampeyan kanggo nggresiki lumahing swarf isih, kang angel kanggo sok dong mirsani kanthi mripat langsung.