Технические характеристики 6р80ш: 6Р80Ш Станок фрезерный консольный широкоуниверсальный. Паспорт, схемы, описание, характеристики
alexxlab | 13.07.2023 | 0 | Разное
6Р80Ш Станок фрезерный консольный широкоуниверсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе широкоуниверсальных станков 6Р80Ш
Широкоуниверсальный фрезерный станок 6Р80Ш выпускался предприятием – Вильнюсский станкостроительный завод “Жальгирис”.
В 1947 году станкостроительный завод «Жальгирис» выпустил первую продукцию – 13 настольно-сверлильных станков.
В 1949 году было начато освоение более сложной продукции – поперечно–строгальных станков, за которыми последовало производство горизонтальных, вертикальных и универсальных консольно–фрезерных станков.
Станки, выпускаемые Вильнюсским станкостроительным заводом “Жальгирис”
- 6Е80ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6М80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Н10 – станок вертикальный консольно-фрезерный 200 х 800
- 6Н80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Н80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Н80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6П80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Р10 – станок вертикальный консольно-фрезерный 200 х 800
- 6Р80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Р80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Р80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6Т10
- 6Т80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Т80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- НС-12А – станок сверлильный настольный Ø 12
- СУС-1 станок сверлильный настольный Ø 12
6Р80Ш станок фрезерный консольный широкоуниверсальный.
 Назначение и область применения
Назначение и область примененияКонсольно-фрезерный широкоуниверсальный станок 6Р80Ш выпускался с 1972 года прошлого века. Станок заменил в производстве модель 6Н80ш.
Фрезерный станок 6Р80Ш относится к нулевому типоразмеру консольно-фрезерных станков (размер рабочего стола нулевого типоразмера – 200 х 800 мм) и входит в серию фрезерных станков: 6Р10, 6Р80, 6р80г.
Станок 6Р80Ш предназначен для обработки небольших деталей из стали, чугуна, цветных металлов и пластмасс.
Широкоуниверсальный консольный станок с вертикальным поворотным шпинделем модели 6Р80Ш, предназначен для выполнения разнообразных фрезерных работ в условиях индивидуального и серийного производства.
На станках 6Р80Ш удобно фрезеровать плоскости, торцы, скосы, пазы на небольших деталях разнообразной конфигурации.
Принцип работы и особенности конструкции станка
При поставке станка модели 6Р80Ш на экспорт требования по частоте, напряжению питающей сети и степени автоматизации должны быть учтены в конструкторской документации и оговорены в заказе-наряде.
Вид климатического исполнения станка модели 6Р80Ш УХЛ4 и Т по ГОСТ 15150—69.
Технические характеристики станков позволяют полностью использовать возможности инструмента из быстрорежущей стали, а также инструмента, оснащенного пластинками из твердого сплава.
Поворотная фрезерная головка с выдвижной пинолью позволяет производить фрезерование наклонных поверхностей деталей.
Использование делительной головки, поворотного стола, тисков, приспособления для линейного деления фрезерной и долбежной головок, поставляемых по требованию заказчика за отдельную плату, расширяет технологические возможности станка мод. 6Р80Ш.
Станки работают по принципу фрезерования вращающейся фрезой, закрепленной в горизонтальном или вертикальном шпинделе. Перемещения стола (координата X), салазок (координаты У), консоли (координата Z) используются в качестве рабочих или установочных перемещений.
Тип компоновки станков соответствует компоновкам консольных фрезерных станков отечественного и зарубежного производства.
Особенности конструкции
Стойка является базовым узлом, на который монтируются все остальные узлы и механизмы. Стойка жестко соединена с плитой (основанием), являющейся резервуаром охлаждающей жидкости.
На хоботе станка 6Р80Ш смонтирована вертикальная шпиндельная головка, а на направляющих хобота крепятся подвески для работы с длинными оправками. Подвески имеют опору качения и опору скольжения. Подвески на станках невзаимозаменяемые.
Коробка скоростей горизонтального шпинделя смонтирована в стойке. Соединение с электродвигателем осуществляется через поликлиновую ременную передачу.
Привод вертикального шпинделя осуществляется от электродвигателя, вынесенного на верх головки, через поликлиновую ременную передачу, роликовую муфту оцепления и коробку скоростей.
Шпиндель смонтирован в выдвижной гильзе.
Фрезерная головка станка крепится к хоботу гайками и имеет возможность поворота в поперечном и продольном направлениях стола. В шпинделях размещены шомпола для закрепления режущего инструмента. Закрепление осуществляется механически от механизма зажима.
Закрепление осуществляется механически от механизма зажима.
Привод подач размещен в консоли. 18-и ступенчатая коробка подач имеет цепь ускоренного хода и предохранительную муфту, исключающую возможность поломки привода подач при перегрузках.
Задняя стенка консоли выполнена в виде направляющих «ласточкин хвост».
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт продольной подачи.
При работе методом попутного фрезерования предусмотрена выборка зазоров между резьбой ходового винта и гаек, посредством поворота червяка.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Класс точности станка П по ГОСТ 8—77.
Посадочные и присоединительные базы фрезерного станка 6Р80Ш
Посадочные и присоединительные базы фрезерного станка 6р80ш
Посадочные и присоединительные базы фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
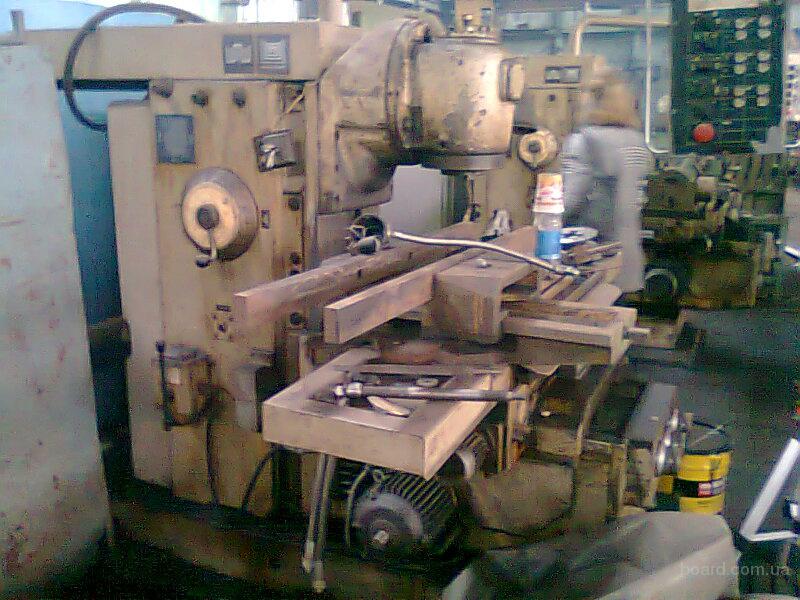
Общий вид универсального фрезерного станка 6Р80Ш
Фото фрезерного станка 6р80ш
Фото фрезерного станка 6р80ш
Фото фрезерного станка 6р80ш
Фото консольного стола фрезерного станка 6р80ш
Фото консольного стола фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Расположение составных частей на широкоуниверсальном консольно-фрезерном станке 6Р80Ш
Расположение основных узлов на фрезерном станке 6р80ш
Расположение основных узлов на фрезерном станке 6Р80Ш. Скачать в увеличенном масштабе
Перечень основных узлов фрезерного станка 6Р80Ш
- Механизм переключения перемещения консоли – 6Р80Г.42
- Салазки – 6Р80Г.50
- Стол – 6Р80Г.51
- Станина – 6Р80Г.10
- Хобот – 6Р80Ш.71
- Охлаждение – 6Р80Г.60
- Коробка скоростей и шпиндель – 6Р80Г.20
- Механизм переключения скоростей – 6Р80Г.22
- Гайка поперечной подачи с кронштейном – 6Р80Г.
 43
43 - Механизм переключения перемещения салазок – 6Р80Г.42
- Электрошкаф – 6Р80Г.70
- Подвеска – 6Р80.16
- Подвеска – 6Р80Г.1З
- Консоль – 6Р80Г.40
- Механизм переключения подач – 6Р80Г.32
- Коробка подач – 6Р80Г.30
- Коробка скоростей – 6Р80Ш.72
- Шпиндельная головка – 6Р80Ш.75
- Переходная головка – 6Р80Ш.74
- Механизм переключения скоростей – 6Р80Ш.73
Расположение органов управления широкоуниверсальным консольно-фрезерным станком 6Р80Ш
Расположение органов управления станком 6р80ш
Расположение органов управления широкоуниверсальным консольно-фрезерным станком 6Р80Ш. Скачать в увеличенном масштабе
Перечень органов управления фрезерным станком 6Р80Ш
- Рукоятка ручного перемещения консоли
- Рукоятка ручного перемещения салазок
- Рукоятка включения вертикальной подачи
- Кнопка включения быстрого перемещения стола, салазок и консоли
- Маховик ручного перемещения стола
- Червяк выборка зазора в паре винт-гайка стола
- Кран охлаждения
- Указатель нагрузки
- Рукоятка включения электросети
- Переключатель освещения
- Лампа сигнальная
- Кнопка “Стоп”
- Рукоятка зажима салазок
- Рукоятка включения поперечной подачи
- Кнопка “Пуск”
- Рукоятка зажима консоли
- Рукоятка включения электродвигателя подач
- Рукоятка включения электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка “Толчок шпинделя”
- Рукоятка включения перебора шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Винт зажима хобота
- Вал перемещения хобота
- Рукоятка включения продольной подачи
- Винты зажима стола
- Винты зажима поворотных салазок станка 6Р80
- Рукоятка установки величины подачи
- Рукоятка зажима гильзы шпинделя станков 6P10 и 6Р80Ш
- Рукоятка перемещения гильзы шпинделя станков 6Р10 и 6Р80Ш
- Переключатель направления вращения шпинделя поворотной головки станка 6Р80Ш
- Рукоятка переключения скоростей шпинделя фрезерной головки станка 6Р80Ш
Кинематическая схема фрезерного станка 6Р80Ш
Кинематическая схема фрезерного станка 6р80ш
Схема кинематическая консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Кинематическая схема фрезерного станка 6р80ш
Схема кинематическая консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Схема кинематическая (рис. 14, 15, 16)
Привод главного движения осуществляется от электродвигателя через клиноременную передачу и коробку скоростей. Путем перемещения блоков шестерен на валу II и переключением шестерен перебора на шпинделе получаем 12 скоростей.
Привод подач осуществляется от электродвигателя, смонтированного в консоли.
Вращение от вала ХШ коробки подач передается на вал консоли ХIV.
Кинематическая цепь ускоренных перемещений стола идет от электродвигателя через валы VIII, IX, X, ХIII, электромагнитную муфту, обгонную муфту и вал консоли XIV.
Включение и реверсирование продольных, поперечных и вертикальных подач производится двухсторонними кулачковыми муфтами 25, 32, 39.
Перечень к кинематическим схемам (см. табл. 4).
Описание составных частей фрезерного станка 6Р80Ш
Станина
Станина станка состоит из основания, стойки и электрошкафа.
На основании установлены: стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения.
Внутренняя полость основания является резервуаром для охлаждающей жидкости.
С правой стороны стойки прикреплен электрошкаф, в верхней части коробка скоростей и механизм переключения скоростей.
На хоботе станков 6Р80Г, 6Р80 и 6Р80Ш крепятся подвески (рис. 17), которые служат опорами для фрезерных оправок. Одна из подвесок 6Р83Г.13 имеет опору качения, вторая 6Р80Г.16 – опору скольжения 1.
Особенностью станины станка 6P10 является наличие фланца в верхней ее части для крепления шпиндельной головки.
Коробка скоростей и шпиндельная головка
Коробка скоростей консольно-фрезерного станка 6р80ш
Коробка скоростей консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Вертикальная шпиндельная головка консольно-фрезерного станка 6р80ш
Вертикальная шпиндельная головка консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Цепь главного привода станков 6Р80Г, 6Р80, и 6Р80Ш (рис. 18) состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в станину станка.
18) состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в станину станка.
В качестве передней опоры шпинделя применены двухрядные роликовые подшипники С посадкой внутреннего кольца на конус. Для восприятия осевых усилий в задней опоре установлены радиально-упорные шарикоподшипники. Коробка скоростей станка 6P10 приведена на рис. 19.
Шпиндельные головки станка 6PI0 (рис. 20) и станка 6Р80Ш (рис. 21) смонтированы в выдвижных гильзах.
Переходная головка вертикального шпинделя станка 6Р80Ш приведена на рис. 22.
Консоль и коробка подач
Коробка подач консольно-фрезерного станка 6р80ш
Коробка подач консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Спереди, в нижней части, консоли встроен фланцевый электродвигатель. С левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения консоли, а с правой – механизм перемещения салазок.
Двенадцатиступенчатая коробка подач (рис. 23). кроме цепи рабочих подач, имеет цепь ускоренного хода. В коробке подач расположена предохранительная муфта 4, исключавшая возможность поломки шестерен при перегрузке.
Hа одном валу с предохранительной муфтой смонтированы электромагнитная муфта I и обгонная муфта 3. Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.
Рукоятка и маховик ручных перемещений стола в поперечном и вертикальном направлениях расположены на консоли спереди (рис. 24).
Механизм подъема консоли приведен на рис. 25.
Механизм переключения подач состоит из рукоятки, диска с профильными пазами и рычагов. При движении рукоятки вверх или вниз диск поворачивается и рычаги перемещают вилки с шестернями.
Включение механического перемещения консоли и салазок осуществляется при помощи рукояток, расположенных с левой и правой сторон консоли.
Направление движения рукояток мнемонически увязано с направлением движения консоли и салазок.
Задняя стенка консоли выполнена в виде направляющих профиля “ласточкин хвост”.
С правой стороны сзади консоли находится рукоятка для закрепления консоли на стойке.
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол и салазки
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт 2 (рис. 26) продольной подачи. В салазках находятся конические шестерни 5, вращающие винт, рукоятка и механизм включения продольной подачи стола.
Для работы методом попутного фрезерования предусмотрена выборка зазоров между резьбой ходового винта 2 и гаек 3, 4 посредством поворота червяка I.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Поворотные салазки на станке 6Р80 дают возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.
Хобот станка 6P80Ш
Механизм переключения скоростей вертикальной головки консольно-фрезерного станка 6р80ш
Механизм переключения скоростей вертикальной головки консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
В хоботе станка смонтирован электродвигатель и коробка скоростей (рис. 27) с механизмом переключения скоростей (рис. 28). К фланцу хобота крепится переходная головка (рис. 22) и к последней – шпиндельная головка (рис. 21).
Читайте также: Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
6Р80Ш Станок фрезерный консольный широкоуниверсальный. Видеоролик.
Технические характеристики станка 6Р80Ш
| Наименование параметра | 6Р80г | 6Р80 | 6Р10 | 6Р80Ш |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | П |
| Размеры рабочей поверхности стола, мм | 800 х 200 | 800 х 200 | 800 х 200 | 800 х 200 | Расстояние от оси шпинделя до поверхности стола, мм | 50. .350 .350 | 50..350 | – | 50..350 |
| Расстояние от торца шпинделя до поверхности стола, мм | – | – | 50..350 | 50..350 |
| Наибольшее расстояние от торца шпинделя до подшипника серьги, мм | 450 | 450 | – | 350 | Расстояние от оси шпинделя до хобота, мм | 123 | – | 123 |
| Расстояние от задней кромки стола до вертикальных направляющих станины, мм | 80..240 | 80..240 | 80..240 | 80..240 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | – | – | 265 | – |
| Шпиндель | ||||
| Частота вращения горизонтального шпинделя, об/мин | 50..2240 | 50..2240 | – | 50..2240 |
| Частота вращения вертикального шпинделя, об/мин | – | – | 50. .2240 .2240 | – |
| Количество скоростей горизонтального и вертикального шпинделя | 12 | 12 | 12 | 12 |
| Перемещение пиноли (гильзы) шпинделя, мм | – | – | 60 | 60 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | – | – | 0,05 | 0,05 |
| Угол поворота фрезерной головки в продольной плоскости, град | – | – | ±45° | ±90° |
| Конец горизонтального шпинделя по ГОСТ 836-72 | 40 | 40 | – | 40 |
| Конец вертикального шпинделя по ГОСТ 836-72 | 40 | 40 | – | 40 |
| Шпиндель фрезерной головки | ||||
| Угол поворота фрезерной головки в поперечной плоскости, град | – | – | – | +30°-45 |
| Внутренний конус шпинделя фрезерной головки | – | – | – | Морзе 4 |
| Частота вращения шпинделя фрезерной головки, об/мин | – | – | – | 56. .2500 .2500 |
| Количество скоростей шпинделя фрезерной головки | – | – | – | 12 |
| Стол. Подачи стола | ||||
| Наибольший продольный ход стола (X), мм | 500 | 500 | 500 | 500 |
| Наибольший поперечный ход стола (Y), мм | 160 | 160 | 160 | 160 |
| Наибольший вертикальный ход стола (Z), мм | 300 | 300 | 300 | 300 |
| Пределы поворота стола, град | – | – | ±45° | – |
| Пределы продольных подач стола (X), мм/мин | 25..1120 | 25..1120 | 25..1120 | 25..1120 |
| Пределы поперечных подач стола (Y), мм/мин | 25..1120 | 25..1120 | 25..1120 | 25..1120 |
| Пределы вертикальных подач стола (Z), мм/мин | 12,5. .560 .560 | 12,5..560 | 12,5..560 | 12,5..560 |
| Количество ступеней подач стола (продольных, поперечных, вертикальных) | 12 | 12 | 12 | 12 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 |
| Перемещение стола на одно деление лимба (продольное, поперечное/ вертикальное), мм | 0,05/ 0,02 | 0,05/ 0,02 | 0,05/ 0,02 | 0,05/ 0,02 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усиле резания (продольное/ поперечное/ вертикальное), кг | ||||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель главного движения ДШ, кВт (об/мин) | 3,0 (1430) | 3,0 (1430) | 3,0 (1430) | 3,0 (1430) |
| Электродвигатель привода подач ДП, кВт (об/мин) | 0,8 (1360) | 0,8 (1360) | 0,8 (1360) | |
| Электродвигатель насоса СОЖ ДО, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель фрезерной головки ДГ, кВт (об/мин) | – | – | – | 1,1 (1400) |
| Суммарная мощность всех электродвигателей, кВт | ||||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1525 х 1875 х 1515 | 1525 х 1875 х 1515 | 1435 х 1875 х 1750 | 1820 х 1875 х 1765 |
| Масса станка, кг | 1240 | 1260 | 1270 | 1340 |
- Фрезерные консольные станки 6Р80Г, 6Р80, 6Р10, 6Р80Ш.
 Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978
Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978 - Широкоуниверсальный консольно-фрезерный станок с поворотной шпиндельной головкой повышенной точности 6Р80Ш. Руководство по эксплуатации 6Р80Ш.00.000 РЭ, 1971
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1974
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации электрооборудования 6Р80Г.00.000 РЭ1, 1974
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.
 Б. Работа на фрезерных станках,1971
Б. Работа на фрезерных станках,1971 - Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Дополнительная информация
6Р80Ш технические характеристики | Станок фрезерный повышенной точности широкоуниверсальный
Технические характеристики станка 6Р80Ш позволяют производить фрезерование торцев, плоскостей, скосов и пазов на негабаритных деталях из металла и пластмасс.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-77 |
| П |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 800 х 200 |
Число Т-образных пазов |
| 3 |
Ширина Т-образных пазов по ГОСТ 1574-75 |
|
|
Центральный | мм | 14 |
Крайний | мм | 14 |
Расстояние между пазами | мм | 50 |
Перемещение стола |
|
|
продольное (Х) | мм | 500 |
поперечное (Y) | мм | 160 |
вертикальное (Z) | мм | нет |
Количество подач стола |
| 12 |
Пределы подач стола |
|
|
Продольных | мм/мин | 25…1120 |
Поперечных | мм/мин | 25…1120 |
Вертикальных | мм/мин | 12,5…560 |
Расстояния от оси горизонтального или от торца вертикального шпинделя до рабочей поверхности стола | мм | 50…350 |
Скорость быстрого перемещения стола |
|
|
Продольного и поперечного | мм/мин | 2300 |
Вертикального | мм/мин | 1120 |
Перемещение стола на одно деление лимба |
|
|
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,02 |
Перемещение стола на один оборот лимба |
|
|
продольное, поперечное | мм | 6 |
вертикальное | мм | 2 |
Шпиндель | ||
Количество ступеней скоростей шпинделя |
| 12 |
Конец шпинделя по ГОСТ 24644-81 |
| 40 |
Конец вертикального шпинделя по ГОСТ 836-72 |
| Морзе 4 |
Частота вращения горизонтального шпинделя | об/мин | 50…2240 |
Частота вращения вертикального шпинделя | об/мин | 56…2500 |
Цена деления лимба перемещения гильзы вертикального шпинделя | мм | 0,05 |
Наибольшее осевое перемещение пиноли шпинделя | мм | 60 |
Наибольший угол поворота шпиндельной головки |
|
|
В продольной плоскости стола | град | ±90 |
В поперечной плоскости стола (к станине) | град | 30 |
В поперечной плоскости стола (от станины) | град | 45 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 1820 |
ширина | мм | 1875 |
высота | мм | 1765 |
Масса станка | кг | 1340 |
Фрезерный станок с ЧПУ 1212 купить.
 Фрезерный станок с ЧПУ ЛТТ М1212 (БЛ-М1212). Обозначение фрезерных станков
Фрезерный станок с ЧПУ ЛТТ М1212 (БЛ-М1212). Обозначение фрезерных станков Основным конкурентом в продажах универсальных струйных станков в России остаются старые, бывшие в употреблении станки советского производства, которые появляются на вторичном рынке после продажи предприятиями, пытающимися избавиться от балласта, проводя техническое перевооружение , или по какой-то другой причине. Если речь идет о переоснащении производства, то обычно стараются заказывать станки из уже имеющихся на предприятии, просто переписывая наименования. Но сегодня многие машины уже не производятся по причине снятия их с производства или перепрофилирования производителя. Но классическая универсальная техника принципиально взаимозаменяема и идентична по своему функционалу, а при правильном подборе может с успехом заменяться машиной другого производителя и отличаться только цветом корпуса и эргономикой (расположением) некоторых рукояток. Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков и их аналогов от компании JET. По соображениям формата публикации мы не указываем полные технические характеристики, а только те, которые определяют функциональность оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
По соображениям формата публикации мы не указываем полные технические характеристики, а только те, которые определяют функциональность оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
РОССИЯ | ||
Модель | 16К20 | ГХ-1640ZX |
токарная обработка Ø | ||
Частота вращения | 16-2000 об/мин | 25/1800 об/мин |
Мощность | ||
Вес | ||
M платье | ГХ-2040Ж | |
токарная обработка Ø | ||
Частота вращения | 12,5–2000 об/мин | 9 – 1600 об/мин |
Мощность | ||
Вес |
Фрезерование
Сверление
РОССИЯ | ||
Модель | 2С132 | ГХД-50ПФ |
Отверстие | ||
Частота | 90-1400 об/мин | 50-1510 об/мин |
Мощность | ||
Вес |
К большинству универсальных станков можно подобрать аналогичные по своим техническим характеристикам станки.
Если стоит задача по переоснащению производства, замене единичных моделей станков или подбору оборудования с аналогичными техническими характеристиками станков, используемых на предприятии, Вы можете направить перечень интересующего Вас оборудования в представительство JET. Наши инженеры с удовольствием подберут машины с сопоставимыми техническими характеристиками и возможностями из ассортимента оборудования, предлагаемого JET, и обосновывают свой выбор.
Станки фрезерные предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицов на валах, нарезания зубчатых колес и т.п.
Конструкции фрезерных станков разнообразны. В целом станки фрезерные можно разделить на две основные группы:
- станки общего назначения или универсально-фрезерные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- станки специализированные и специальные фрезерные (шлицевые, шпоночные, карусельные, копировально-фрезерные и др.
 )
)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (основное движение) и движение подачи, которое сообщается заготовке или фрезе.
Приводы главного движения и подачи выполнены раздельно. Вспомогательные движения, связанные с подачей и отводом заготовки к инструменту, механизированы и осуществляются от привода быстрых перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим станки фрезерные общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяются на:
- станки консольные (стол расположен на подъемной скобе-консоли)
- Бесконсольные станки (стол перемещается на неподвижной раме в продольном и поперечном направлениях)
- машины непрерывного действия (карусельные и барабанные)
- а – Станок горизонтально-фрезерный универсальный консольный
- б – широкоуниверсальный консольный горизонтально-фрезерный станок
- c – станок фрезерный широкоуниверсальный бесконсольный
- г – Станок вертикально-фрезерный консольный
- д – бесконсольный вертикально-фрезерный станок
- е – бесконсольный горизонтально-фрезерный станок
- г – продольно-фрезерный станок
- ч – карусельно-фрезерный станок
- а – Станок фрезерный барабанный
Консольно-фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве риса. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной ствол 1, на котором установлена серьга 3, поддерживающая оправку с резцом, консоль 4 перемещается вертикально по направляющей рейки 5. Салазки 6 и поворотный стол 7 расположены на консоли.
Станки горизонтально-консольно-фрезерные (рис. 119, а) имеют горизонтально расположенный шпиндель 2, не меняющий своего места. Стол может перемещаться перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсального консольно-фрезерного станка рабочий стол не вращается вокруг вертикальной оси.
Широкоуниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может вращаться на стволе в двух взаимно перпендикулярных направлениях, так что шпиндель с фрезу можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 смонтирована накладная головка 2, предназначенная для сверления, развертывания, зенкерования, растачивания и фрезерования.
Станок вертикально-консольно-фрезерный (рис. 119, г) имеет вертикальный шпиндель 3, который расположен в шпиндельной головке 2, закрепленной на стойке 1. для обработки заготовок крупных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы . Стол перемещается только в продольном и поперечном направлениях.
Станки горизонтально-фрезерные бесконсольные (рис. 119, д), которые применяются для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
119, д), которые применяются для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Станки продольно-фрезерные (рис. 119, г) предназначены для обработки заготовок крупногабаритных деталей. На раме 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках установлены фрезерные головки 3 с горизонтальными шпинделями и траверсой (поперечиной) 4. На последних установлены фрезерные головки 5 с вертикальными шпинделями. Стол 2 перемещается по рельсам стеллажей 4.
Станки карусельно-фрезерные (рис. 119, з), предназначенные для обработки поверхностей концевыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. Шпиндельная головка 2 перемещается по направляющим стойки 1. Стол 4, вращаясь непрерывно, сообщает вращение подачи заготовкам, установленным на нем. Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Станки фрезерные барабанные (рис. 119, и) применяются в крупносерийном и серийном производстве. Заготовки установлены на вращающемся барабане 2, совершающем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим 4.
Консольно-фрезерные станки
Консольно-фрезерные станки являются наиболее распространенным типом станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
Наличие консоли, придающей консольно-фрезерным станкам ряд удобств при обслуживании, несколько снижает жесткость в стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина консольных направляющих, приспособлений для фиксации подвижных частей машины созданы, а жесткость корпусных деталей повышена.
Поскольку в большинстве своем детали, применяемые в машиностроении, укладываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических мастерских в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических мастерских, кроме того, также универсально-фрезерных и широко-универсально-фрезерных.
Кроме того, на базе некоторых базовых моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольно-вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются универсально-фрезерные станки 6Н81А и 6М82Ш. Фрезерные станки широкого назначения в настоящее время широко применяются в единичном и мелкосерийном производстве для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготавливать металлические модели, штампы, шаблоны, кулачки и т. д.
На этих станках можно изготавливать металлические модели, штампы, шаблоны, кулачки и т. д.
Станок широкий универсальный 6Н81А имеет шпиндельную головку, расположенную на стволе и вращающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает как горизонтально-фрезерный, а в вертикальном – как вертикально-фрезерный.
Станок широкого назначения 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на стволе и может быть установлен под любым необходимым углом. Использование делительной головки и круглого поворотного стола значительно расширяет область применения этих машин. Для обработки разного рода поверхностей, а также крупногабаритных заготовок, превышающих площадь стола, вертикальная передняя бабка установлена на выдвижном стволе и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях. Возможна одновременная работа горизонтального и вертикального шпинделей.
Типоразмеры консольно-фрезерных станков Принято характеризовать размером рабочей (фиксирующей) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное , универсальное (широкое универсальное) и вертикальное исполнение с одинаковыми размерами рабочей поверхности стола. Сочетание различных исполнений станка с одинаковой базовой размерной характеристикой стола называется размерным рядом станков .
В СССР освоен выпуск консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4 , причем для каждого типоразмера выпускалась полная линейка станков – горизонтальные, универсальные и вертикальные. Каждая машина одного размерного ряда имела одинаковое обозначение в шифре, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают консольно-фрезерные станки следующих типоразмеров:
| Размер | Ассортимент машин | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6П12, 6П82, 6П82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6П13, 6П83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола, габаритными размерами самой машины и ее основных узлов (станины, стола, салазок, консоли, багажника), мощностью электродвигателя и величиной наибольшего перемещения (хода ) стола в продольном направлении, салазок в поперечном направлении и консоли в вертикальном направлении меняются.
Станки консольно-фрезерные производства СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6H | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
Жальгирис – Вильнюсский станкостроительный завод «Жальгирис»
Обозначение фрезерных станков
6 – станок фрезерный (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерная)
1 – станочное исполнение – типоразмер (0, 1, 2, 3, 4) (1 – настольный размер – 250 х 1000)
Буквы в конце обозначения модели:
G – горизонтальный консольно-фрезерный станок с неповоротным столом
К – станок с копиром для обработки криволинейных поверхностей
Б – станок повышенной производительности (увеличен диапазон скоростей вращения шпинделя, увеличена мощность двигателя главного движения).
Р – станок повышенной точности – (н, п, в, а, в) по ГОСТ 8-82
Ш – станок широкий универсальный
Ф1 – станок с цифровым устройство индикации УЦИ и предустановки координат
Ф2 – станок с ЧПУ позиционной ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – универсальный станок с ЧПУ контурной системой и магазином инструментов
| Вес | 600 кг |
| Размеры | 1500x1600x1500 мм |
| Допустимая ошибка при обработке | ±0,05 мм |
| Код операции | HPGL — дисплей, G — код |
| Максимальная скорость движения (холостой ход) | 17 м/мин |
| Мощность шпинделя | 3,0 кВт |
| Требуемая мощность всасывания | 1200 м/час |
| Перемещение по оси Z | 180 мм |
| Рабочая зона | 1200×1200 мм |
| Рабочее напряжение | AC 380В∕50Гц |
| Скорость шпинделя | 0-18000 об/мин |
| Суммарная мощность | 4,6 кВт |
| Тип охлаждения шпинделя | воздух |
Описание
Станок предназначен для качественного фрезерования и гравировки поверхностей деталей и заготовок в плоскости (программа 2D) и в 3-х мерном пространстве (фрезерование 3D).