Технические характеристики 6р81ш: Станок консольно-фрезерный широкоуниверсальный 6Т81Ш (6Р81Ш, 6К81Ш) купить в Москве, цены и характеристики
alexxlab | 11.03.2021 | 0 | Разное
Широкоуниверсальный фрезерный станок 6Р81Ш – Поставки станков
Широкоуниверсальный фрезерный станок 6Р81Ш является оптимальным при обработке горизонтальных, вертикальных, наклонных плоскостей на заготовках их стали, чугуна, сплавов цветных металлов и полимерных материалов. Зажим изделия происходит на рабочем столе при помощи специализированных устройств и приспособлений.
Применяется в ремонтных и инструментальных цехах, производственных участках в различных отраслях производства.
Модификацией станка 6Р81Ш являются следующие марки: 6Д81Ш, 6К81Ш, 6Т81Ш, 6М81Ш.
Повышенная точность обработки
Отличительные особенности
- Управление движением стола, вращением горизонтального и вертикального шпинделя происходит от индивидуальных двигателей.
- Использование различных фрез и другого осевого инструмента обеспечивает обработку широкого типа деталей.
- Рабочее и ускоренное перемещение стола в трех направлениях.

- Система автоматической смазки узлов станка.
- Защитные ограждения обеспечивают безопасную работу.

| Технические характеристики | 6Р81Ш |
| Размер рабочего стола, мм | 1000 х 250 |
| Мощность главного привода, кВт | 5,5 |
| Класс точности | П |
| Диапазон расстояния от торца шпинделя до поверхности стола, мм | 50…400 |
| Рабочие подачи продольные и поперечные, мм/мин | 25…800 |
| Рабочие подачи вертикальные, мм | 8,3…266,7 |
| Продольный ход стола (X), мм | 630 |
| Поперечный ход стола (Y), мм | 200 |
| Вертикальный ход стола (Z), мм | 350 |
| Частота вращения шпинделя, об/мин | 31,5. ..1600 ..1600 |
| Скоростные перемещения стола продольные и поперечные, мм/мин | 3150 |
| Скоростные перемещения стола вертикальные, мм/мин | 1050 |
| Число скоростей шпинделя | 18 |
| Количество подач стола | 16 |
| Конусная поверхность шпинделя | 45 |
| Габаритные размеры станка, мм | 1480 х 2045 х 1890 |
| Масса, кг | 2530 |
Условия покупки
Узнать цену на широкоуниверсальный фрезерный станок 6Р81Ш, комплектацию, систему оплаты, сроки изготовления, Вы можете через форму обратной связи на сайте, по телефону: +7(4852) 66-40-25, а так же, сделать запрос на электронную почту – Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. По желанию заказчика производим доставку и монтаж оборудования.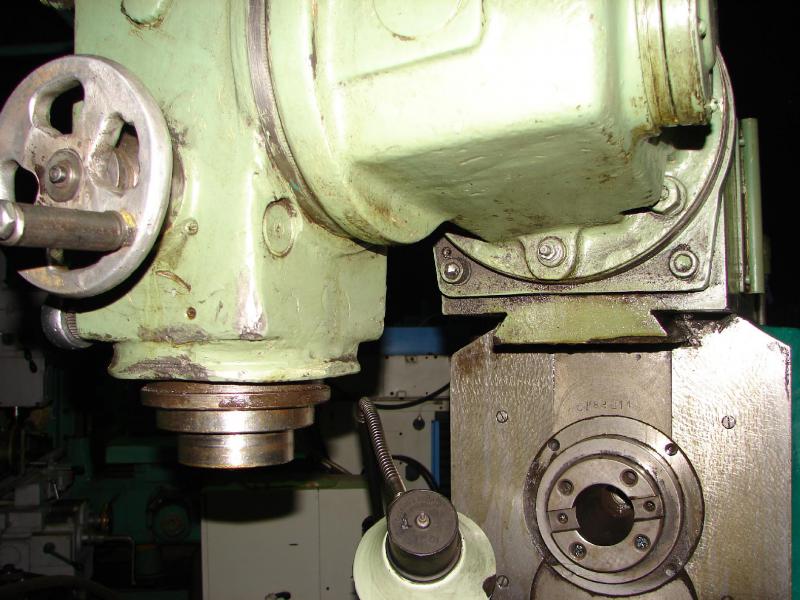
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Балочные системы. Определение реакций опор и моментов защемления |
⇐ ПредыдущаяСтр 2 из 6Следующая ⇒
Е35 Поперечно-строгальный станок 7Е35 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Ползун с суппортом резцовой головки с остроугольными направляющими имеет регулировочный клин для регулировки зазоров в процессе эксплуатации и механизм для изменения зоны резания (однорукояточный с выборкой зазоров в резьбе). Ползун перемещается при помощи кулисного механизма. Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода. Коробка подач обеспечивает 20 подач стола. Суппорт имеет ручную и механическую (автоматическую) (по заказу) подачи. При автоматической подаче, суппорт перемещается только вниз. Стол имеет ручное, механическое и ускоренное перемещения. Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка — от отдельного электродвигателя, включаемого с кнопочной станции. Для сбора стружки имеется стружкосборник. Станок в основном исполнении изготавливается с прямоугольным неповоротным столом, а по особому заказу, за отдельную плату, — с универсальным поворотным столом. Класс точности станка Н по ГОСТ 9—82Е. Точность обработанной детали до 0,03 мм на длине до 300 мм. Чистота обработки — не менее V5. ⇐ Предыдущая123456Следующая ⇒ Читайте также: Формы дистанционного обучения Передача мяча двумя руками снизу Значение правильной осанки для жизнедеятельности человека Основные ошибки при выполнении передач мяча на месте |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Последнее изменение этой страницы: 2019-04-27; просмотров: 231; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
 Все правила по сольфеджио
Все правила по сольфеджио
 .1600
.1600
 Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 161.97.168.212 (0.004 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 161.97.168.212 (0.004 с.)Перечень аналогов станков фрезерных 1212 б. Фрезерный станок с ЧПУ ЛТТ М1212 (БЛ-М1212). Обозначение фрезерных станков
| Масса | 600 кг |
| Размеры | 1500x1600x1500 мм |
| Допустимая ошибка при обработке | ±0,05 мм |
| Код операции | HPGL — дисплей, G — код |
| Максимальная скорость движения (холостой ход) | 17 м/мин |
| Мощность шпинделя | 3,0 кВт |
| Требуемая мощность всасывания | 1200 куб.м/час |
| Перемещение по оси Z | 180 мм |
| Рабочая зона | 1200×1200 мм |
| Рабочее напряжение | AC 380В∕50Гц |
| Скорость шпинделя | 0-18000 об/мин |
| Суммарная мощность | 4,6 кВт |
| Тип охлаждения шпинделя | воздух |
Описание
Станок предназначен для качественного фрезерования и гравировки поверхностей деталей и заготовок по плоскости (программное 2D) и в 3D пространстве (3D фрезерование).
Преимущества
- Высокоточный шпиндель позволяет обрабатывать материал длительное время. Скорость шпинделя до 18000 об/мин;
- Защитный кожух шпинделя с патрубком стружколома обеспечивает надежную защиту инструмента и эффективное удаление отходов обработки из зоны резания;
- Централизованная смазка:
В станке используется централизованная смазка всех направляющих, что упрощает обслуживание станка; - Шкаф управления:
Простой и удобный дизайн с хорошим дизайном и высокой функциональностью. Имеет множество отсеков с запирающимися дверцами, в т.ч. для установки монитора, системного блока компьютера и клавиатуры; - Драйверы:
Установлены драйвера MA860H от ведущего китайского производителя Leadshine Technologi Co. Ltd; - Инвертор:
Проверенный инвертор DELTA используется для управления скоростью вращения шпинделя.
Основным конкурентом по продажам универсальных струйных станков в России являются пока старые, бывшие в употреблении станки советского производства, которые появляются на вторичном рынке после продажи предприятиями, пытающимися избавиться от балласта, проводящими техническое перевооружение, или по некоторым другая причина. Если речь идет о переоснащении производства, то обычно стараются заказывать станки из уже имеющихся на предприятии, просто переписывая наименования. Но сегодня многие машины уже не производятся по причине снятия их с производства или перепрофилирования производителя. Но классическая универсальная техника принципиально взаимозаменяема и идентична по своему функционалу, а при правильном подборе может быть с успехом заменена машиной другого производителя и отличаться только цветом станины и эргономикой (расположением) некоторых ручек. Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков их аналогам от компании JET. По соображениям формата публикации мы не указываем полные технические характеристики, а только те, которые определяют функциональность оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
Если речь идет о переоснащении производства, то обычно стараются заказывать станки из уже имеющихся на предприятии, просто переписывая наименования. Но сегодня многие машины уже не производятся по причине снятия их с производства или перепрофилирования производителя. Но классическая универсальная техника принципиально взаимозаменяема и идентична по своему функционалу, а при правильном подборе может быть с успехом заменена машиной другого производителя и отличаться только цветом станины и эргономикой (расположением) некоторых ручек. Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков их аналогам от компании JET. По соображениям формата публикации мы не указываем полные технические характеристики, а только те, которые определяют функциональность оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
РОССИЯ | ||
Модель | 16К20 | ГХ-1640ZX |
токарная обработка Ø | ||
Частота вращения | 16-2000 об/мин | 25/1800 об/мин |
Мощность | ||
Масса | ||
M платье | ГХ-2040Ж | |
токарная обработка Ø | ||
Частота вращения | 12,5–2000 об/мин | 9 – 1600 об/мин |
Мощность | ||
Масса |
Фрезерование
Сверление
РОССИЯ | ||
Модель | 2С132 | GHD-50PF |
Отверстие | ||
Частота | 90-1400 об/мин | 50-1510 об/мин |
Мощность | ||
Масса |
Подобрать станки, схожие по своим техническим характеристикам, можно для большинства универсальных станков.
Если стоит задача по переоснащению производства, замене единичных моделей станков или подбору оборудования с аналогичными техническими характеристиками станков, используемых на предприятии, Вы можете направить перечень интересующего Вас оборудования в представительство JET. Наши инженеры с удовольствием подберут машины сопоставимых технических характеристик и возможностей из ассортимента оборудования, предлагаемого JET, и обосновывают свой выбор.
Станки фрезерные предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицов на валах, нарезания зубчатых колес и др.
Конструкции фрезерных станков разнообразны. В целом станки фрезерные можно разделить на две основные группы:
- станки общего назначения или универсально-фрезерные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- Станки специализированные и специальные фрезерные (шлицевые, шпоночные, карусельные, копировально-фрезерные и др. )
 )
)Основными формообразующими движениями фрезерных станков являются вращение фрезы (основное движение) и движение подачи, которое сообщается заготовке или фрезе.
Приводы главного движения и подачи выполнены раздельно. Вспомогательные движения, связанные с подачей и отводом заготовки к инструменту, механизированы и осуществляются от привода быстрых перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим станки фрезерные общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки делятся на:
- станки консольные (стол расположен на подъемной скобе-консоли)
- Станки бесконсольные (стол перемещается на неподвижной раме в продольном и поперечном направлениях)
- машины непрерывного действия (карусельные и барабанные)
- а – Станок горизонтально-фрезерный универсальный консольный
- б – широкоуниверсальный консольный горизонтально-фрезерный станок
- c – станок фрезерный широкоуниверсальный бесконсольный
- г – Станок консольно-вертикальный фрезерный
- д – бесконсольный вертикально-фрезерный станок
- е – бесконсольный горизонтально-фрезерный станок
- г – продольно-фрезерный станок
- ч – карусельно-фрезерный станок
- а – Станок фрезерный барабанный
Консольно-фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве риса. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной ствол 1, на котором установлена серьга 3, поддерживающая оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. Салазки 6 и поворотный стол 7 расположены на консоли.
Станки горизонтально-консольно-фрезерные (рис. 119, а) имеют горизонтально расположенный шпиндель 2, не меняющий своего места. Стол может перемещаться перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсального консольно-фрезерного станка рабочий стол не вращается вокруг вертикальной оси.
Широкоуниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может вращаться на стволе в двух взаимно перпендикулярных направлениях, так что шпиндель с фрезу можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 смонтирована накладная головка 2, предназначенная для сверления, развертывания, зенкерования, растачивания и фрезерования.
Станок вертикально-фрезерный консольно-фрезерный (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Станок вертикально-фрезерный бесконсольный (рис. 119, д) ), которые применяются для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, д), которые применяются для обработки заготовок крупных деталей, имеют салазки 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Станки продольно-фрезерные (рис. 119, г) предназначены для обработки заготовок крупногабаритных деталей. На раме 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках установлены фрезерные головки 3 с горизонтальными шпинделями и траверсой (поперечиной) 4. На последних установлены фрезерные головки 5 с вертикальными шпинделями. Стол 2 перемещается по рельсам стеллажей 4.
Станки карусельно-фрезерные (рис. 119, з), предназначенные для обработки поверхностей концевыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. Шпиндельная головка 2 перемещается по направляющим стойки 1. Стол 4, вращаясь непрерывно, сообщает вращение подачи заготовкам, установленным на нем. Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Шпиндельная головка 2 перемещается по направляющим стойки 1. Стол 4, вращаясь непрерывно, сообщает вращение подачи заготовкам, установленным на нем. Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Станки фрезерные барабанные (рис. 119, и) применяются в крупносерийном и серийном производстве. Заготовки установлены на вращающемся барабане 2, совершающем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим 4.
Консольно-фрезерные станки
Консольно-фрезерные станки являются наиболее распространенным типом станков, используемых для фрезерных работ. Консольно-фрезерные станки получили свое название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой при горизонтальных перемещениях стола.
Наличие консоли, придающей консольно-фрезерным станкам ряд удобств при обслуживании, несколько снижает жесткость в стыке с рамой, поэтому в конструкциях современных станков длина направляющих консоли значительно увеличена, созданы приспособления для фиксации подвижных частей машины, повышена жесткость корпусных деталей.
Поскольку в большинстве своем детали, применяемые в машиностроении, укладываются в габариты консольно-фрезерных станков общего назначения, то парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических мастерских, кроме того, также оснащен универсально-фрезерными и широкоуниверсально-фрезерными станками.
Кроме того, на базе некоторых базовых моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольно-вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются универсально-фрезерные станки 6Н81А и 6М82Ш. Широко универсальные фрезерные станки в настоящее время широко применяются в единичном и мелкосерийном производстве для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготавливать металлические модели, штампы, шаблоны, кулачки и т. д.
На этих станках можно изготавливать металлические модели, штампы, шаблоны, кулачки и т. д.
Станок широкий универсальный 6Н81А имеет шпиндельную головку, расположенную на стволе и вращающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает как горизонтально-фрезерный, а в вертикальном – как вертикально-фрезерный.
Широкий универсальный станок 6М82Ш и аналогичный по конструкции более крупный 6М83Ш имеют два шпинделя: один горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на стволе и может быть установлен под любым необходимым углом. Использование делительной головки и круглого поворотного стола значительно расширяет область применения этих машин. Для обработки разного рода поверхностей, а также крупногабаритных заготовок, превышающих площадь стола, вертикальная передняя бабка установлена на выдвижном стволе и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях. Возможна одновременная работа горизонтального и вертикального шпинделей.
Типоразмеры консольно-фрезерных станков Принято характеризовать размером рабочей (фиксирующей) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное , универсальное (широкое универсальное) и вертикальное исполнение с одинаковыми размерами рабочей поверхности стола. Сочетание различных исполнений станка с одинаковой базовой размерной характеристикой стола называется размерным рядом станков .
В СССР освоен выпуск консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4 , причем для каждого типоразмера выпускалась полная линейка станков – горизонтальные, универсальные и вертикальные. Каждая машина одного размерного ряда имела одинаковое обозначение в шифре, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают консольно-фрезерные станки следующих типоразмеров:
| Размер | Ассортимент машин | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6П12, 6П82, 6П82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6П13, 6П83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Изменение в зависимости от размеров стола габаритов самой машины и ее основных узлов (станины, стола, салазок, консоли, багажника), мощности электродвигателя и величины наибольшего перемещения (хода) стола в продольном направлении, салазки в поперечном направлении и консоль в вертикальном направлении.
Станки консольно-фрезерные производства СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6ч | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6T | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
Жальгирис – Вильнюсский станкостроительный завод «Жальгирис»
Обозначение фрезерных станков
6 – станок фрезерный (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерная)
1 – машинная версия – стандартный размер (0, 1, 2, 3, 4) (1 – настольный размер – 250 x 1000)
Буквы в конце обозначения модели:
Г – горизонтальный консольно-фрезерный станок с неповоротным столом
ТО – станок с копиром для обработки криволинейных поверхностей
Б – станок с повышенной производительностью (увеличен диапазон скоростей вращения шпинделя, увеличена мощность двигателя главного движения).
П – повышенной точности станка – (н, п, в, а, в) по ГОСТ 8-82
Ш – станок широкий универсальный
Ф1 – станок с цифровым устройством индикации УЦИ и заданным набором координат
Ф2 – станок с системой позиционирования с числовым программным управлением ЧПУ
Ф3 – станок с контуром (непрерывный) Система ЧПУ
F4 – многоцелевой станок с контурной системой ЧПУ и магазином инструментов
Фрезерный станок А (стол 2500 мм)
Объявления
бизнес объявления Товары
товары и услуги Компании
компании в каталоге
| Поиск | 7 |
| Цена: | договорная |
| Компания: | ООО “Титан” |
| Продавец: | Васильев Олег Владимирович |
| Телефоны: | +7-4852-37-02-63 Show phone Write a message |
| Address: | Russian Federation, Yaroslavskaya Oblast’, Yaroslavl |
The organization implements А
– вертикально-фрезерный станок б/у, номер – 3, год выпуска – 1969 1971. …
Краткие технические данные: максимальные данные
детали (длина/ширина/высота)- 2500*1000*900 мм; максимальный вес
заготовка: 6000 кг; статус – полный. Дополнительная информация
и фото по запросу и на сайте Titantron.ru
…
Краткие технические данные: максимальные данные
детали (длина/ширина/высота)- 2500*1000*900 мм; максимальный вес
заготовка: 6000 кг; статус – полный. Дополнительная информация
и фото по запросу и на сайте Titantron.ru
Предлагаем к продаже
другие фрезерные станки: А (2500), А (стол 1600), 6580, УВ-6580,
ФК50Н, 6550, ФА-5Б-В ТОС, 6Т13-29, ТП, 6Т13, Р, ВМ-127, ФСС-450Р11,
ФСС-400-Э/01, ФСС400/Э, ФСС400/2ПС, ФСС400 В/2, ФСС 400 В/2, ВФ-3,5 БФВ,
Т-29, Т-1, Р, Ф2-250, ФСС-350Р, ФСС-315/2ПС, ФСС-315, Р, ВФ,
УТ, ПМ, АФ-11, АФ, Ф-2, ОП-МН, ОП-7М, МАЙ,
МАА, МАО, МАО, МАХО MH800P, GPS, использование GPS 6, GF,
RF-37, RP, NF-2, Fkr SRS-250 WMW Heckert, MH-500M MAHO, MAHO
MH-400P RM, LMP, VP-4A MITSUI SEIKI, HAMAI MAC-60N, HAMAI MAC-60T,
FA-5B-U, TH, TG-1, FU-400, FU-400/E, F400-E, FW-400V Heckert, FW-400E,
КГ, Т-29, ТН-1-29, 6П82, Р, РГ, ДГ, РГ, Р, Р,
X, FA5F-H, FUS-32, FU-400 2/PS Heckert, UF-2, FUW-315, RS-1, RS,
FU315-2/PS Heckert, FNK-25 TOS, 6R81SH, NF-2 BFW, UG-9, КП, КП, К,
Gambin 11M, CV, TS, PF, Aciera F5-EP, CP, UP, U,
UP, 6662, MP-11, MP-23, U, WALDRICH SIEGEN SF-125/3400,
6610, МФ-23, МФ, МП-08, МП, МФ, 6632, 6605, У,
WALDRICH COBURG, 6650, WALDRICH SIEGEN F/H-75KW(1S)325/135/250×350(2), HF-2
ШИН НИППОН КОКИ, G, 6997, XHS.
Отправить себе/другуВерсия для печатиПожаловаться
- спам[?]
- неправильная категория[?]
- устаревшее объявление[?]
- нарушение законов[?]
- другое[?]
Добавить в избранное
Что такое cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.