Технические характеристики станок 163: 163 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
alexxlab | 17.03.2023 | 0 | Разное
Токарно-винторезный станок 163: технические характеристики
Сведения о производителе токарно-винторезного станка 163
Производитель токарного станка модели 163 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64
станок токарно-винторезный универсальный Ø 800 - 1А983
станок трубонарезной Ø 800 - 1М63
станок токарно-винторезный универсальный Ø 630 - 1М63Б, 1М63БГ
станок токарно-винторезный повышенной мощности Ø 630 - 1М63БФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Ф101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Н
станок токарно-винторезный универсальный Ø 630 - 1М65
станок токарно-винторезный универсальный Ø 1000 - 1Н65
станок токарно-винторезный универсальный Ø 1000 - 1Н983
станок трубонарезной Ø 830 - 1П756ДФ3
станок токарный с ЧПУ Ø 630 - 16К30Ф3
станок токарный с ЧПУ Ø 630 - 16К30
станок токарно-винторезный универсальный Ø 630 - 16К40
станок токарно-винторезный универсальный Ø 800 - 16М30Ф3
станок токарный с ЧПУ Ø 630 - 16Р25П
станок токарно-винторезный повышенной точности Ø 500 - 163
станок токарно-винторезный универсальный Ø 630 - 165
станок токарно-винторезный универсальный Ø 1000 - ДИП-300
станок токарно-винторезный универсальный Ø 630 - ДИП-400
станок токарно-винторезный универсальный Ø 800 - ДИП-500
станок токарно-винторезный универсальный Ø 1000 - ТНП-111
станок токарный настольный Ø 150
История токарно-винторезного станка 163
В 1930 году на Московском станкостроительном было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним
Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним
, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок
немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934
году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500.
В 1944
году производство этих станков было передано на
Рязанский станкостроительный завод РСЗ.
В 1956
году запущена в производство первая модель 163-й серии — 163 – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973
года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Станки 163 серии производились, также, в Тбилиси — 1Д63А, 1М63Д, 1М63ДФ101.
В 1992
году начало серийного выпуска последней модели 163 серии 1М63Н.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Расположение основных узлов и органов управления токарным станком 163
Расположение органов управления токарным станком 163
Спецификация основных узлов станка модели 163
- Станина — 16301Б001
- Коробка скоростей (передняя бабка) — 16302001Г
- Задняя бабка — 16303001А
- Суппорт — 16304001А
- Фартук — 16306001Г
- Коробка подач — 16307001А
- Сменяемые шестерни — 16308001А
- Люнет неподвижный — 16310001
- Люнет подвижный — 16311002А
- Охлаждение — 16334001А
- Электрооборудование — 16380001
Перечень органов управления станком 163
- Штурвал управления коробкой скоростей (настройка чисел оборотов шпинделя)
- Рукоятка для настройки резьбы на нормальный или увеличенный шаг и для деления при нарезании многих резьб
- Рукоятка управления реверсивным механизмом для нарезания правых и левых резьб
- Рукоятка управления переборами (настройка чисел оборотов шпинделя)
- Рукоятка поворота, фиксации и закрепления резцедержателя
- Рукоятка для включения механического перемещения верхних салазок суппорта
- Рукоятка ручного перемещения верхних салазок суппорта
- Рукоятки управления шпинделями люнета
- Рукоятка закрепления и освобождения пиноли задней бабки
- Маховичок ручного перемещения пиноли задней бабки
- Включатель напряжения
- Переключатель для точения конусов или цилиндров
- Рукоятки включения, выключения и реверсирования вращения шпинделя
- Рукоятка включения, выключения и реверсирования продольных и поперечных перемещений суппорта
- Кнопка включения быстрых перемещений суппорта
- Рукоятка включения и выключения маточной гайки
- Кнопочные станции пуска и остановки главного электродвигателя
- Рукоятка ручного поперечного перемещения суппорта
- Кнопка для включения механической подачи продольных или поперечных салазок суппорта
- Маховичок для ручного продольного перемещения суппорта
- Кнопка включения и выключения реечной шестерни
- Рукоятки включения, выключения и реверсирования вращения шпинделя
- Кнопочные станции пуска и остановки главного электродвигателя
- Рукоятка включения ходового винта или ходового вала
- Рукоятка для настройки требуемого шага резьбы или величины подачи
- Рукоятка для настройки требуемого шага резьбы или величины подачи
- Рукоятка выбора типа резьбы или подачи
Универсальный токарный станок по металлу 163
Станок 163 — где купить, оплата, доставка, гарантия
Продажа аналогов станка модели 163 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки. Гарантия на аналоги токарного станка 163 новые — 12 мес., после капитального ремонта — 6 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки. Гарантия на аналоги токарного станка 163 новые — 12 мес., после капитального ремонта — 6 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам!
Если Вам необходимо купить Универсальный токарный станок по металлу 163 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре в Перми в Ростове-на-Дону в Воронеже +7 (473) 202-33-64 в Красноярске +7
в Нур-Султане ;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Универсальный токарный станок по металлу 163 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Расположение органов управления токарным станком 163
Расположение органов управления токарным станком 163
Список органов управления токарным станком 163
- Рукоятка для установки метрических или дюймовых резьб и подач
- Рукоятки для настройки чисел оборотов шпинделя
- Рукоятка для установки нормального или увеличенного шага резьбы
- Рукоятки для установки правой или левой резьбы
- Рукоятки для настройки чисел оборотов шпинделя
- Вытяжная кнопка для включения или выключения шестерни реечной передачи продольного перемещения суппорта
- Рукоятка для поворота, фиксации и закрепления резцовой головки
- Рукоятка для включения или выключения автоматического перемещения верхних салазок суппорта
- Кнопка на рукоятке 10 для включения быстрого перемещения суппорта
- Рукоятка для управления быстрыми и рабочими перемещениями суппорта во всех направлениях
- Рукоятка для закрепления пиноли задней бабки
- Маховичок для перемещения пиноли задней бабки
- Рукоятка для ручного перемещения верхних (резцовых) салазок суппорта
- Рукоятки для включения, останова и реверсирования шпинделя
- Рукоятки для включения гайки ходового винта
- Кнопочные станции пуска и останова главного привода
- Переключатель электромагнитных муфт фартука для обычной работы или конусного точения
- Рукоятки для ручного поперечного перемещения суппорта
- Вытяжная кнопка для включении или выключения механического поперечного перемещения верхних салазок суппорта
- Маховичок для ручного продольного перемещения суппорта
- Кнопочные станции пуска и останова главного привода
- 22 Рукоятки для включения, останова и реверсирования шпинделя
- Рукоятка для включения ходового винта или ходового валика
- Рукоятка для установки величины подачи шага резьбы
- Рукоятка для установки величины подачи шага резьбы
Расположение органов управления
На передней бабке расположены органы управления коробкой скоростей и скоростью вращения шпинделя:
- штурвал настройки числа оборотов шпинделя;
- рукоятка управления переборами;
- рукоятка регулировки шага резьбы;
- реверс – ручка переключения направления вращения.


На передней панели коробки подач расположены ручки:
- выбора типа резьбы;
- настройки шага резьбы и подачи;
- включения ходового винта и вала.
Для удобства управления станком и переключения режимов работы, на фартуке установлены рукоятки подач суппорта, переключения скорости и направления перемещения рабочих органов.
Задняя бабка передвигается вручную. На ней имеются ручки прижима к направляющим, перемещения и фиксации пиноли. Двигатель-насос СОЖ запускается автоматически при нажатии кнопки пуска станка.
Кинематическая схема токарно-винторезного станка 163
Кинематическая схема токарно-винторезного станка 163
Как правильно эксплуатировать
Чтобы работа с токарно-винторезным станком была безопасной и высокоэффективной, требуется неукоснительное соблюдение основных правил его эксплуатации.
Непосредственно перед включением оценивается состояние основных узлов машины – суппорта, коробки передач, бабки, электродвигателей основных и дополнительных, коробки передач. Некоторые агрегаты периодически смазываются.
Некоторые агрегаты периодически смазываются.
Суппорт токарного станка
Требования безопасности для станка 163:
- проведение инструктажа рабочих;
- использование защитных очков и рабочей формы в качестве средств защиты;
- обеспечение достаточного уровня освещенности;
- верная установка оборудования.
При соблюдении всех требований допустим запуск оборудования и выполнение необходимых манипуляций. При использовании различных режимов и приспособлений рабочие должны ознакомиться с правилами подобных операций.
Механизм переключения скоростей токарно-винторезного станка 163
Механизм переключения скоростей токарного станка 163
Механизм переключения скоростей. Включение любой из 24 скоростей вращения шпинделя производится на станке модели 163 двумя рукоятками.
Рукоятка 1 (рис. 23,б) управляет подвижными блоками шестерен Б1 и Б2 (рис. 22, а) коробки скоростей, а рукоятка 27 (рис. 23,б)—тройным блоком Б3 и двойным блоком Б4 (рис. 22, а) переборного устройства.
22, а) переборного устройства.
Вращением рукоятки 1 (рис. 23, б) через вал 26 и шестерни 25—8 приводятся в движение кривошипный палец 9 и диск 7 с торцовым криволинейным пазом а, в который входит ролик 6 двуплечевого рычага 5. Второй конец рычага 5 посредством ползунка 32 связан с вилкой 31 перемещающейся по круглой направляющей 30. Вилка 31 управляет тройным подвижным блоком Б2 (рис. 22, а).
Кривошипный палец 9 (рис. 23, б) при помощи ползушки 10 перемещает по круглой направляющей 12 вилку 11, которая управляет двойным подвижном блоком шестерен Б1 (рис. 22, а).
Каждому из шести фиксируемых положений рукоятки 1 соответствует определенное расположение двойного и тройного блоков шестерен, что обеспечивает шесть комбинаций зацепления шестерен и соответственно шесть различных скоростей вращения шпинделя.
Кожух 2 имеет шесть окон е, через которые видны цифры, нанесенные на диске 3. Цифры соответствуют ряду чисел оборотов шпинделя. Указатель д на лимбе рукоятки 1 показывает, какое число оборотов будет иметь шпиндель при данном расположении рукояток 1 и 27.
При повороте рукоятки 27 через вал 21, зубчатую передачу 20—19—18 и вал 17 приводится во вращение диск 16. Последний имеет криволинейные торцовые пазы в и г и V-образные выемки — б. На круглой направляющей 22 установлены вилки 24 и 23. Криволинейный паз в посредством вилки 24 определяет положение тройного подвижного блока шестерен Б3 (рис. 22,а), а паз г при помощи вилки 23 (рис. 23,б) перемещает двойной подвижный блок шестерен Б4 (рис. 22, а).
Выемки 6 (рис. 23, 6) служат для фиксации положения блоков шестерен. Для этой цели предусмотрен фиксатор, состоящий из шарика 15, пружины 14 и резьбовой пробки 13.
Диск 3 посредством рычажной втулки 4, тяги 29 и рычага 28 связан с валом 21. Поэтому каждому фиксированному положению рукоятки 27 соответствует определенное положение диска 3 с цифрами чисел оборотов шпинделя.
Электрооборудование. Электрическая схема станка 163
Электрическая схема токарного станка 163
Управление главным приводом станка 163
Пуск главного электродвигателя осуществляется нажатием одной из кнопок «Пуск» — 1KУ, 2KУ (расположенных на фартуке я около коробки подач), которая замыкает цепь питания катушек магнитного пускателя КШ и реле времени IPB (4-13). Катушки под влиянием проходящего по ним тока притягивают сердечника якорей и замыкают механически связанные с ними главные контакты и блок-контакты. При этом главные контакт КШ подключает электродвигатель 1Д к сети, а катушки пускателя и реле времен питаются через замкнувшийся блок-контакт КШ (1-5), что исключает дальнейшее нажатие кнопки «Пуск».
Катушки под влиянием проходящего по ним тока притягивают сердечника якорей и замыкают механически связанные с ними главные контакты и блок-контакты. При этом главные контакт КШ подключает электродвигатель 1Д к сети, а катушки пускателя и реле времен питаются через замкнувшийся блок-контакт КШ (1-5), что исключает дальнейшее нажатие кнопки «Пуск».
Одновременно с катушками пускателя КШ и реле времени IPB через замыкающий блок-контакт IPB (17-23) получит питание реле времени РВ. Если фрикцион не будет переведен в рабочее положение в течений времени, на которое настроено реле РВ, то последнее своими размыкающими контактами РВ (2-4) обесточит катушку магнитного пускателя КШ и реле времени 1РВ с последующим остановок электродвигателя 1Д. При выключении катушки РВ замыкающим контактом (45-V7) подключаются тормозная электромагнитная муфта 5ЭМ и сигнальная лампа 2ЛС. Останов главного двигателя 1Д осуществляется нажатием одной из кнопок «Стоп» — 3КУ, 4КУ, расположенных на каретке и около коробки подач.
Управление электронасосами 2Д осуществляется посредством выключателя-тумблера ВТ-2, расположенного на боковой стенке электрошкафа.
Токарный станок 163: технические характеристики, паспорт, схемы
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.
Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.
«Сделано у нас» и на Яндекс.Дзен
Добрый день, уважаемые читатели, сегодня я напомню вам о ещё одной разновидности КПК, а именно — о ЭКВМ. Эта ещё одна разновидность карманных помощников отличающихся безотказностью, моментальным временем готовности к работе, 100% защитой от вирусов и малой стоимостью.
ЭКВМ позиционируется, как программируемое устройство для управления/автоматизации разнообразной аппаратуры и коммерческих объектов. Но наличие огромной библиотеки программ и обширной отечественной литературы по ПМК позволяет использовать ЭКВМ серии «ЭЛЕКТРОНИКА МК» для научных и радиотехнических расчётов, изучения программирования и компьютерных игр.
Стоит отметить возможность ЭКВМ выводить текстовые книги, шпаргалки, графики и рисунки. Школьникам и студентам эта функциональность ЭКВМ в формфакторе калькулятора должна пригодится. Программы/игры ЭКВМ невелики по размеру, поэтому их легко как составить, так и проверить. Не стоит забывать, что это просто ДРУГИЕ карманные помощники под свои задачи, но и они имеют свои сильные и интересные стороны.
НПП «СЕМИКО» выпускают на российском рынке модельную линейку клавишных ЭВМ под лейблом «Электроника МК». Причём при желании они могут быть калькулятором с расширенными функциями, промышленным ПК, или просто развлекательной консолью для убивания времени. Сильные стороны этих устройств, по сравнению с обычными ПК это — безопасность от вирусов, малое энергопотребление, готовы к работе сразу после включения. Вообщем, устройства сделаны из соображений надёжности и производительности за осмысленную цену. Устройства разрабатываются на различной элементной базе, конечно же и на отечественной (+страны СНГ/БРИК), но при проектировании ЭКВМ учитывалась возможность («а если завтра война») замены этих комплектующих на русскую, белорусскую, украинскую элементную базу.
Электроника МК-152 и МК-161 на момент выхода на рынок, в 2007 году, имела совместимость с ПМК и привела к тому, что уже на день выпуска «Электроника МК-152» обладала широким набором научных, инженерных и игровых программ. Например, справочник «Цветкова-Епанечникова» содержит около 350 профессионально составленных программ по алгебре и теории чисел, тригонометрии и аналитической геометрии, численным методам, сглаживанию экспериментальных зависимостей, статистике и вычислению специальных функций. Другой справочник, «Трохименко-Любича» содержит более 300 качественных программ, написанных специально для отечественных радиолюбителей. Эти и другие справочники распространились по многим библиотекам всех 15 советских Республик, а позже были оцифрованы и выложены в Сеть любителями ПМК.
С появлением ЭКВМ типа «Электроника МК» расчёты по этим программам выполняются в сотни раз быстрее (различные тесты показывает увеличение быстродействия от 100 до 1000 раз). Программы, написанные специально для «Электроники МК-152», помогут решать ещё более сложные задачи, с повышенной точностью (12 и 14 десятичных разрядов против 8 у старых ПМК) и намного большим объёмом входных данных (1000 десятичных регистров вместо 15) — при этом можно повторно использовать код или фрагменты кода, разработанного для ПМК.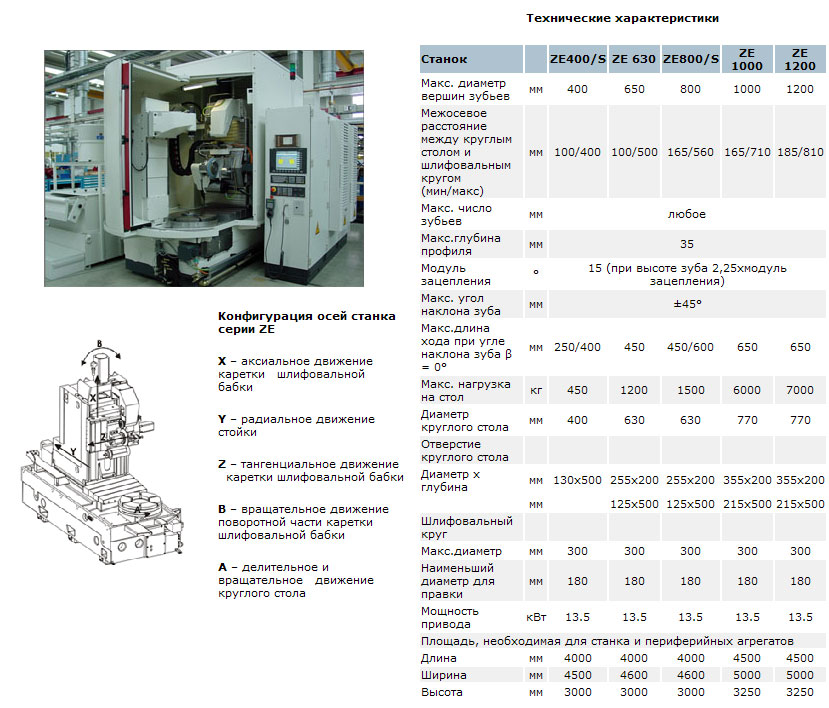
ЭКВМ Электроника МК-152
Модель МК-152 выполнена в переносном исполнении с питанием от сети переменного тока 220 В и предназначена для установки на стол оператора. ЭКВМ оснащена разъёмами для подключения внешних устройств и может связываться с ними по последовательному интерфейсу RS-232 или через параллельный порт.
К ЭКВМ могут быть подключены и другие устройства, например, внешний электронный диск, принтер, тестеры и т.д. Модель производится в двух модификациях: МК-152 и МК-152М, которые различаются конструкцией встраиваемой клавиатуры. У модификации МК-152 клавиатура мембранная (плёночная), она герметизирована и защищает устройство от пролития жидкости. У МК-152М клавиатура механическая, предназначенная для долговременной работы оператора. Модель МК-152 имеет массу менее 900 грамм и снабжена четырьмя резиновыми ножками, которые препятствуют скольжению устройства по столу оператора. На лицевой панели ЭКВМ расположены индикатор и клавиатура. Наклонное расположение индикатора обеспечивает удобство считывания информации при расположении ЭКВМ на рабочем столе. Индикатор — графический ЖКИ, имеет разрешение 128×64 точки и подсветку.
Наклонное расположение индикатора обеспечивает удобство считывания информации при расположении ЭКВМ на рабочем столе. Индикатор — графический ЖКИ, имеет разрешение 128×64 точки и подсветку.
Подсветка включается одновременно с включением питания, яркость подсветки не регулируется. Через «электронный блокнот» на экране ЭКВМ возможно отображать книги, шпаргалки, простейшие рисунки. В ЭКВМ на уровне системы реализована библиотека графических функций, позволяющая выводить на экран любое изображение. Можно использовать для вывода графика произвольной функции.
Клавиатура имеет 38 клавиш. Расположение клавиш в МК-152 в целом аналогично прототипу — ПМК «Электроника МК-52». Важной особенностью «Электроники МК-152» является возможность подключения внешних устройств, используя стандартные и широко распространённые интерфейсы (RS-232C, Centronix,..), что позволяет ЭКВМ не только анализировать и собирать экспериментальные данные, но и управлять лабораторным, медицинским, астрономическим, производственным, коммерческим оборудованием. Есть возможность автоматизировать коммерческие объекты, например АЗС. Для этого докупается «Пульт управления АЗС ЭЛЕКТРОНИКА КПА-01» и софтовая часть. Дело в том что для ЭКВМ разработаны многие модули (платы) расширения, как НПП «СЕМИКО» так и пользователями (включая модуль GPS). Имеются и «бытовые» комплекты «Подача звонков по расписанию» к примеру. Для тех кому нужен стандартный разъём USB делается стандартный переходник с USB на COM.
Есть возможность автоматизировать коммерческие объекты, например АЗС. Для этого докупается «Пульт управления АЗС ЭЛЕКТРОНИКА КПА-01» и софтовая часть. Дело в том что для ЭКВМ разработаны многие модули (платы) расширения, как НПП «СЕМИКО» так и пользователями (включая модуль GPS). Имеются и «бытовые» комплекты «Подача звонков по расписанию» к примеру. Для тех кому нужен стандартный разъём USB делается стандартный переходник с USB на COM.
Отличительной особенностью ЭКВМ типа «Электроника МК» является то, что из них легко сделать различные приборы для мастера портативной техники. Например на фото простейшая приставка, для измерения ёмкости целых батарей из конденсаторов.
«Электроника МК-152» обладает расширенной системой команд, совместимой с калькуляторами Б3-34, МК-61, МК-52. Большинство существующих программ ПМК могут выполняться на ЭВМ без каких-либо изменений — это дает возможность использовать уже имеющуюся базу готовых программ. Инженерами и научными сотрудниками в Советском Союзе было создано огромное количество подобных программ. Справочники и техническая литература в то время выпускались миллионными тиражами, и они до сих пор имеются во многих библиотеках.
Справочники и техническая литература в то время выпускались миллионными тиражами, и они до сих пор имеются во многих библиотеках.
ЭКВМ ЭЛЕКТРОНИКА МК-161
Клавишная ЭВМ «Электроника МК-161» продолжает серию советских программируемых микрокалькуляторов Б3-34, МК-52, МК-61 и программно совместима с МК-152 — настольной клавишной ЭВМ с сетевым питанием. Модель МК-161 выполнена в портативном исполнении и имеет автономный источник питания — литий-ионный аккумулятор российского производства, ёмкостью не менее 1,3 А·ч. В комплекте с ЭКВМ поставляется сетевое зарядное устройство. ЭКВМ оснащена разъёмом для подключения внешних устройств и может связываться с ними по последовательному интерфейсу RS-232, последовательному периферийному SPI, имеет два выхода и один вход параллельного порта и входной аналоговый сигнал, подаваемый на АЦП. Габариты МК-161 можно оценить по масштабным фотографиям, одна из которых приведена ниже.
«Электроника МК-161» имеет массу менее 350 грамм и хорошо сбалансирована. Центр тяжести ЭКВМ находится в районе группы клавиш «Выбор», благодаря чему ЭКВМ легко удерживается в руке при эксплуатации. При работе в движении или стоя ЭКВМ удерживается одной рукой. При работе в положении сидя или лёжа ЭКВМ размещается на любой горизонтальной поверхности. Для транспортировки МК-161 в нерабочем положении можно использовать специальные чехлы или подсумки.
Центр тяжести ЭКВМ находится в районе группы клавиш «Выбор», благодаря чему ЭКВМ легко удерживается в руке при эксплуатации. При работе в движении или стоя ЭКВМ удерживается одной рукой. При работе в положении сидя или лёжа ЭКВМ размещается на любой горизонтальной поверхности. Для транспортировки МК-161 в нерабочем положении можно использовать специальные чехлы или подсумки.
На лицевой панели ЭКВМ расположены индикатор и клавиатура. Наклонное расположение индикатора обеспечивает удобство считывания информации при расположении ЭКВМ на рабочем столе. Индикатор — графический ЖКИ, имеет разрешение 128×64 точки и подсветку с возможностью включения и выключения. Без использования подсветки индикатор обеспечивает достаточную контрастность при естественном и искусственном освещении. Включение подсветки позволяет работать с ЭКВМ в тёмное время суток или в затемнённом помещении, яркость достаточна и для подсветки клавиатуры. На лицевой панели также расположены выключатели питания и подсветки. Рабочее положение этих переключателей — отжатое, таким образом уменьшается вероятность самопроизвольного включения ЭКВМ при транспортировании. Расположение нижних 30 клавиш в МК-161 выполнено аналогично прототипу — ПМК «Электроника МК-61», если не считать нескольких дополнительных функций и изменения некоторых обозначений. Например, «x→П» и «П→x» заменены на более простые и привычные «П» и «ИП».
Рабочее положение этих переключателей — отжатое, таким образом уменьшается вероятность самопроизвольного включения ЭКВМ при транспортировании. Расположение нижних 30 клавиш в МК-161 выполнено аналогично прототипу — ПМК «Электроника МК-61», если не считать нескольких дополнительных функций и изменения некоторых обозначений. Например, «x→П» и «П→x» заменены на более простые и привычные «П» и «ИП».
ЭКВМ Электроника МК-163
Клавишная ЭВМ «Электроника МК-163» выполнена в портативном исполнении с внешним низковольтным источником питания. В комплекте с ЭКВМ поставляется источник электропитания от сети 220В. Гнездо для подключения источника питания расположено на левой панели корпуса под индикатором. В режиме калькулятора на экран не выводится индикатор напряжения питания («батарея»). Габаритные размеры и отдельные конструктивные особенности модели МК-163 совпадают с параметрами МК-161.
Для уменьшения цены изделия в комплект поставки не входит кабель связи с ПЭВМ. К изделию прилагается паспорт, остальная эксплуатационная документация может быть получена бесплатно в электронном виде. Дополнительные принадлежности и документация в печатном виде заказываются отдельно. ЭКВМ «Электроника МК» продаются в обычных магазинах техники, а так же в электронных магазинах.
К изделию прилагается паспорт, остальная эксплуатационная документация может быть получена бесплатно в электронном виде. Дополнительные принадлежности и документация в печатном виде заказываются отдельно. ЭКВМ «Электроника МК» продаются в обычных магазинах техники, а так же в электронных магазинах.
На данных ЭКВМ при желании запускаются простенькие игры. Например, игра «Охота на Вампуса», простая графика, но интереснейший игровой сюжет.
Всем известные «Пятнашки».
Игра «Лунолёт-XXI», целью игры является выход на круговую орбиту вокруг небесного тела на высоте, превышающей неровности рельефа, удержание аппарата на орбите при возможном воздействии маскона, облёт вокруг небесного тела и мягкая посадка в точке старта.
Игра «Питон», или всем известная «Змейка».
Игра «Охота на лис», что-то типа «Сапёра».
Есть множество других игр, и программ для ЭКВМ. Посмотреть можно их в каталогах игр, например здесь:
https://mk. semico.ru/mkpr_r9.htm https://arbinada.com/pmk/node/5 https://arbinada.com/pmk/node/282 https://mk-152.livejournal.com/
semico.ru/mkpr_r9.htm https://arbinada.com/pmk/node/5 https://arbinada.com/pmk/node/282 https://mk-152.livejournal.com/
Эта заметка написана по мотивам сайта эквм.рф, в ней я пытался донести общий смысл направления портативных (карманных) устройств и что за внешним видом калькулятора может скрываться помощник для ремонта гаджетов, ведения бизнеса, управления приборами, чтения книг или просто для игр и программирования.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Новый токарно-винторезный станок 163
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3 , 16М30Ф3 , 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983 , 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
История токарно-винторезного станка 163
В 1944
году производство этих станков было передано на
Рязанский станкостроительный завод РСЗ
.
В 1956
году запущена в производство первая модель 163-й серии — – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии — модель 1м63 , 1м63Б .
С 1973
года начало серийного выпуска токарных станков: 16К30 , 16К30Ф3 , 1М63Бф101 , 16М30Ф3 , 1П756ДФ3 .
Станки 163 серии производились, также, в Тбилиси — 1Д63А , 1М63Д, 1М63ДФ101.
В 1992
году начало серийного выпуска последней модели 163 серии 1М63Н .
Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок.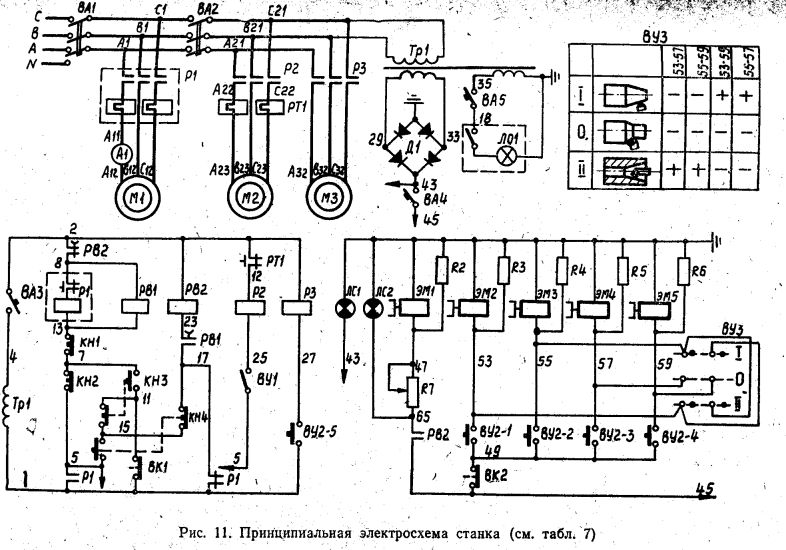 Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Модификации токарного винторезного станка
163 – первая модель серии, начало выпуска 1956 год.
1Д63А – станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси)
1М63 — следующее поколение серии, станок заменил модель 163
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год
1М63Ф101 – токарно-винторезный станок с УЦИ, начало серийного выпуска 1976 год
1М63Б, 1М63БГ, 1М63БФ101 – станки повышенной мощности
1М63Д, 1М63ДФ101 – станки выпускались станкостроительным заводом им. Кирова (г. Тбилиси)
Кирова (г. Тбилиси)
1М63М, 1М63МФ101, 16Р30 — станки повышенной мощности
1М63РФ3 — токарно-винторезный станок с ЧПУ
Назначение и область применения
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, (назначенным для выполнения разнообразных токарно-винторезных работ по черным и цветным метал- , включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15 кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом. Поэтому рекомендуется вначале снимать верхнюю часть обшивки и верхние поперечные брусья, а затем боковые и торцевые части обшивки ящика.
Транспортирование станка в упакованном и распакованном виде надо производить согласно схеме транспортировки (рис. 10).
10).
При разгрузке и выгрузке ящика со станком нельзя наклонять его в стороны, допускать удары дном или боками. Следует избегать сильных сотрясений и рывков при опускании и подъеме ящика. Необходимо следить за тем, чтобы канатами не были повреждены выступающие части станка и обработанные поверхности, для чего в соответствующих местах надо подкладывать войлочные прокладки.
Перед подъемом распакованного станка необходимо суппорт переместить в левое положение, а неподвижный люнет и заднюю бабку — в крайнее правое положение.
Диаметр штанг для подъема станка должен быть не менее 50 мм, длина — не менее 1300 мм, а диаметр стальных канатов — не менее 25 мм.
Перед установкой станок нужно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности, и во избежание коррозии покрыть тонким слоем масла.
Очистка станка производится сначала деревянной лопаткой, а оставшаяся смазка удаляется с наружных поверхностей чистыми салфетками, смоченными в бензине Б-70 ГОСТ 1012-72.
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.
Токарно-винторезный станок 163
- Устройство токарного станка
- Кинематическая схема
- Основные движения в станке
- Механизм переключения скоростей
- Технические характеристики
- Видео
Органы управления токарного станка
Токарно-винторезный станок 163 предназначен для обработки деталей типа вал, диск, протачивания наружных цилиндрических поверхностей, торцевания, растачивания различных отверстий, нарезания резьб как резцом, так и метчиком и плашкой, накатывания рифленых поверхностей.
На станке можно обрабатывать детали сравнительно больших размеров из различных материалов (черные и цветные металлы).
Токарно-винторезный станок 163 является скоростным универсальным станков позволяющий на верхний пределах частоты вращения шпинделя использовать скоростные режимы с применением резцов из быстрорежущей стали и твердосплавных (ВК, ТК).
Применяется в условиях индивидуального и мелкосерийного производства.
- 1М63;
- 1М63Ф306;
- 1М63М;
- 1М63НГ;
- 1М63НП;
Устройство токарно-винторезного станка 163
А.Гитара сменных зубчатых колес;
И.Шкаф для электрооборудования;
Л.Привод ускоренного перемещения суппорта;
Н.Поддон для сбора СОЖ и стружки;
О.Коробка подач станка
фото:токарный станок 163
Органы управления токарно-винторезного станка 163
- Рукоятка управления коробкой скоростей;
- Ручка настройки нормального или увеличенного шага резьбы;
- Рукоятка реверса при нарезании левой или правой резьбы;
- Рукоятка перебора;
- Включение реечной шестерни;
- Ручка поворота и фиксации резцедержателя;
- Рукоятка механического перемещения каретки;
- Кнопка включения ускоренного перемещения суппорта;
- Рукоятка реверса продольных и поперечных перемещений суппорта;
- Фиксация пиноли задней бабки;
- Маховик ручного перемещения пиноли;
- Включатель напряжения;
- Точения конусов или цилиндров;
- Ручное перемещение каретки;
- Включение и реверс шпинделя;
- Включение маточной гайки;
- Пуск главного электродвигателя;
- Ручное перемещение суппорта;
- Включение механического перемещения суппорта;
- Ручное продольное перемещения суппорта;
- Включение и реверс шпинделя;
- Пуск главного электродвигателя;
- Включение ходового винта или валика;
- Рукоятка настройки необходимого шага и подачи для нарезания резьбы;
- Рукоятка настройки необходимого шага и подачи для нарезания резьбы;
- Выбор типа нарезаемой резьбы
Кинематическая схема токарно-винторезного станка 163
фото:кинематическая схема токарно-винторезного станка 163
Основные движения в станке
В работе станка можно выделить следующие основные движения:
- Главное движение или движение резания;
- Вспомогательное движение или движение подач;
- Движения образования винтовой поверхности
Главное движение — это вращение шпинделя с обрабатываемой заготовкой.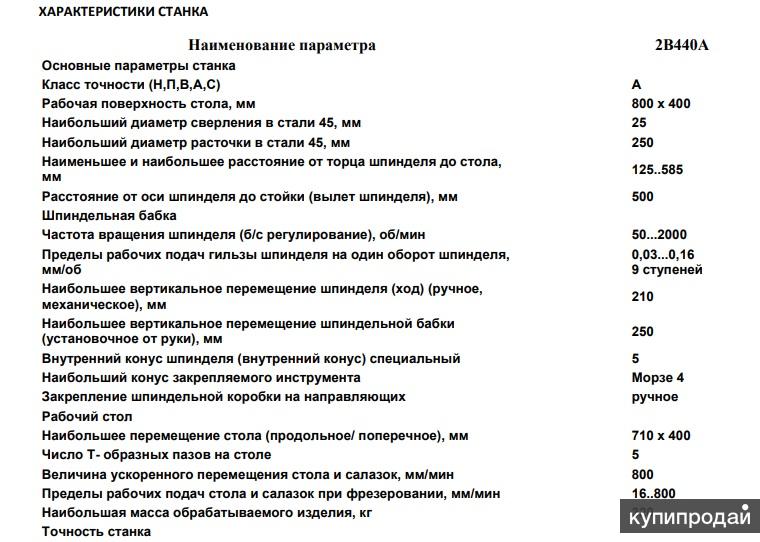 Ведущий вал коробки скоростей получает вращательное движение от главного электродвигателя через клиноременную передачу. При помощи дисковой фрикционной муфты шестерни 40 и 45 соединяются с валом 1.Крутящий момент вал 2 получает через подвижный блок шестерен Б с двумя различными передачами. От вала 2 вращательное движение передается на вал 3 через тройной подвижный блок шестерен. В среднем зацепления блока шестерен, вращение передается непосредственно на шпиндель станка 6.
Ведущий вал коробки скоростей получает вращательное движение от главного электродвигателя через клиноременную передачу. При помощи дисковой фрикционной муфты шестерни 40 и 45 соединяются с валом 1.Крутящий момент вал 2 получает через подвижный блок шестерен Б с двумя различными передачами. От вала 2 вращательное движение передается на вал 3 через тройной подвижный блок шестерен. В среднем зацепления блока шестерен, вращение передается непосредственно на шпиндель станка 6.
Вспомогательное движение – прямолинейное возвратно-поступательное движение суппорта в продольном и поперечном направлениях.
Движение подач осуществляется непосредственно от шпинделя через шестерни 60-60, когда подвижный блок сдвинут в правое положение.
Центральный вал 19 фартука получает вращательное движение от ходового валика через зубчатые колеса 24-44, обгонную муфту, вал 18 и червячную передачу 3-36.
Включение, выключение и реверсирование продольной подачи осуществляется при помощи электромагнитной фрикционной муфты.
Движение образования винтовой поверхности — кинематически связанное с вращением шпинделя прямолинейное возвратно-поступательное движение суппорта для нарезание различных резьб.
Движение заимствуется от шпиндельной бабки через зубчатые колеса 60-60 или от вала 4 через звеноу величенного шага с шестернями 60-24-48-60.
При нарезании метрических и дюймовых резьб, сменные зубчатые колеса (гитара) устанавливаются по схеме Сп, а для модульных и питчевых резьб – Ср
Механизм переключения скоростей
При помощи двух рукояток производиться переключение всех скоростей на станке.
Рукоятка 1 управляет подвижными блоками зубчатых колес Б1 и Б2,а рукоятка 27 – тройным блоком Б3 и двойным блоком Б4
Перемещением рукоятки 1 через вал 26 и шестерни 25-8 приводится во вращательное движение кривошипный палец 9 с диском 7, на котором расположен торцевой кривошипный паз. В него входит ролик 6 двухплечевого рычага 5. Второй конец рычага 5 при помощи ползунка 32 связан с вилкой 31, которая, в свою очередь, перемещается по круглой направляющей 30. Валка 31 перемещает тройной подвижный блок Б2
Валка 31 перемещает тройной подвижный блок Б2
Двойной подвижный блок Б1 перемещается вилкой 11, которая, в свою очередь, перемещается по круглым направляющим при помощи кривошипного пальца 9 и ползушки 10.
фото:механизм переключения скоростей
Технические характеристики токарно-винторезного станка 163
| Основные параметры | 163 |
| Высота центров,мм | 315 |
| Наибольший диаметр обрабатываемой детали,мм: | |
| над станиной | 630 |
| над нижней частью суппорта | 340 |
| Диаметр отверстия в шпинделе,мм | 70 |
| Расстояние между центрами,мм | 1400,2800 |
| Число скоростей вращения шпинделя | 24 |
| Пределы чисел оборотов шпинделя, об/мин | 10-1250 |
| Количество величин подач суппорта,мм/об | 40 |
| Пределы величин подач суппорта,мм/об: | |
| продольных | 0,1-3,2 |
| поперечных | 0,04-1,18 |
| Скорость быстрых подач верхней части суппорта,м/мин | 3,6 |
| Мощность главного электродвигателя,кВт | 14 |
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.
Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Paus AKD 163 Технические характеристики (2002-2003 гг.)
- Масса 3 т
- Стандартные шины 10,5-18
- Чистая нагрузка 3,5 т
- Тип самосвала Д
- Производитель двигателя. Дойц
- Тип двигателя F3L1011
- Мощность двигателя 27,5 кВт
Дополнительные технические данные , такие как: транспортная длина, транспортная ширина, транспортная высота, скорость движения, высота загрузки, внешний радиус поворота, размеры ДхШхВ, рабочий объем, обороты при максимальном крутящем моменте, макс. крутящий момент, нет. цилиндров, диаметр цилиндра x ход…
крутящий момент, нет. цилиндров, диаметр цилиндра x ход…
Показать больше
CSE 163
Добро пожаловать в CSE 163 : Программирование промежуточных данных! 🎉
Что это за класс? Что я узнаю?Мир стал управляться данными. Ученые в предметной области и промышленность все больше полагаются на анализ данных для стимулирования инноваций и открытий; эта зависимость от данных не только ограничивается наукой или бизнесом, но также имеет решающее значение для тех, кто находится в правительстве, в государственной политике и для тех, кто хочет быть информированными гражданами. Поскольку размер данных продолжает расти, каждому потребуется использовать мощные инструменты для работы с этими данными.
Этот курс обучает промежуточному программированию данных. Это продолжение CSE142 (компьютерное программирование I) или CSE160 (программирование данных).
Курс дополняет курс CSE143, в котором более подробно рассматриваются фундаментальные концепции программирования и внутреннее устройство структур данных. Напротив, CSE163 подчеркивает эффективное использование этих концепций для программирования данных.
Напротив, CSE163 подчеркивает эффективное использование этих концепций для программирования данных.
В этом курсе студенты узнают:
- Более продвинутые концепции программирования, чем в CSE142 или CSE160, включая то, как писать большие программы с несколькими классами и модулями.
- Как работать с разными типами данных: табличными, текстовыми, изображениями, геопространственными.
- Экосистема инструментов обработки данных, включая Jupyter Notebook и различные библиотеки обработки данных, в том числе scikit image, scikit Learn и фреймы данных Pandas.
- Основные понятия, связанные со сложностью кода, эффективностью различных типов структур данных и управлением памятью.
Этот курс разработан как второй вводный курс по программированию, посвященный написанию программ, работающих с данными. Предпосылки для класса требуют, чтобы студенты взяли CSE 142 или CSE 160, и класс был разработан, чтобы быть доступным для учащихся любого из этих уровней. Учащиеся, прошедшие курс 143, могут пройти этот курс, так как он будет служить дополнением к материалу, изученному на курсе 143, с небольшим дублированием.
Учащиеся, прошедшие курс 143, могут пройти этот курс, так как он будет служить дополнением к материалу, изученному на курсе 143, с небольшим дублированием.
Поскольку в этом курсе будут участвовать студенты из разных классов, первые две недели будут довольно разными для студентов в зависимости от того, какие классы они посещали. Вот что мы ожидаем, что студенты увидят в первые недели в зависимости от их образования:
- 142: Первые две недели могут пройти довольно быстро, но это выполнимо, поскольку вы уже знаете все концепции (циклы, условия, методы) и только изучаете все новые «слова» в Python, чтобы использовать эти концепции. Это может потребовать дополнительной практики в начале четверти, чтобы вы научились переводить все идеи, которые вы выучили в 142, на этот новый язык. Первая неделя была разработана таким образом, чтобы подвести итоги всего, 142 поэтому вам не нужно изучать массу нового материала при изучении нового языка в первую неделю.
- 160: Первая неделя будет для вас просто повторением, но класс начнет охватывать материал, который вы не видели до начала второй недели.
- 143: Вы находитесь в той же лодке, что и 142 студента, где вы знаете много понятий, но не знаете языка Python. Вы, вероятно, увидите несколько вещей, которые вы видели в 143 в этом классе, но я думаю, что новый контекст обработки данных на новом языке по-прежнему будет оставаться новым, захватывающим и сложным.

Если вы хотите узнать больше о курсе и его правилах, ознакомьтесь с нашей программой курса.
Регистрация
Не отправляйте электронное письмо персоналу курса или инструктору с запросом кода добавления для курса. Адд-кодов у сотрудников курса нет. Пожалуйста, напишите по адресу [email protected].
Объявления
Обработан отзыв из последней формы повторной отправки
См. полное объявление на Ed!
Отзыв о назначении 4 разрешен.
Полное объявление смотрите на Эде!
Повторная отправка формы на эту неделю.
Полный анонс смотрите на Эде!
Все объявления
На этой неделе (краткий обзор)
Понедельник (30. 05)
05)
- День Памяти! Нет класса! Необязательный урок здесь
Вторник (31.05)
- 🔁 Еженедельный период повторной подачи закрывается в 23:59
- 📝 Контрольная точка 8: Специальные темы должны быть представлены в 23:59.
Среда (01.06)
- 📚 Урок 28: Алгоритмическая конфиденциальность. Срок проведения урока EC в среду (01.06) в 23:59.
- 👥 Классная сессия в 23:30 в ГУГ 220.
Четверг (02.06)
- 🧑🏫 Викторина Раздел 9: Выбор ТА!
- 💻 Окончательный проект: результаты – код/отчет должен быть представлен в 23:59
пятница (03.06)
- 📚 Урок 29: Этап победы и следующие шаги. Срок проведения урока EC в пятницу (03.06) в 11:59вечера.
- 👥 Занятие в 23:30 в GUG 220.
- Последний день занятий
- 📝 Контрольный пункт 9: Справедливость и конфиденциальность раскрыты. Понедельник (06.06) в 23:59.

Календарь
Для учащихся , а не в настоящее время в CSE 163 , вы можете просмотреть материал урока здесь. Для студентов, которые находятся в классе, вы можете найти ссылку на соответствующий урок ниже.
Уроки
Все, что указано в материалах «Урок» на день, следует прочитать перед посещением занятий в этот день. Мы рекомендуем делать все слайды перед слайдом «Пауза и подумать». Каждое занятие в классе начинается с повторения того, что было на уроке, а затем большая часть времени уходит на работу над практическими задачами на уроках. Смотрите программу для получения дополнительной информации!
| Topic | Take-home assessments | Checkpoints | |||||
|---|---|---|---|---|---|---|---|
| Module 0 – Python Fundamentals | |||||||
| Mon 03/28 | LES 00 Intro to CSE 163; Введение в Python Примечание. lesson: lesson in-class: gslides resources: videos Videos
| ||||||
| Wed 03/30 | LES 01 Control Structures урок: урок занятия в классе: слайды ресурсы: видео видео
| ||||||
| Чт 31.03 | СЕК 00 Добро пожаловать в раздел! resources: handout | ||||||
| Fri 04/01 | LES 02 Strings and Lists lesson: lesson in-class: gslides resources: videos Видео
| ||||||
| Выпущено A0 Запуск I. S. К 23:59 S. К 23:59 | выпущен CP0 Intro/Review Python Due 11:59 | ||||||
| Модуль 1 – Структуры и файлы данных | |||||||
| Mon 04/04 | |||||||
| Mon 04/04 | |||||||
| Mon 04/04 | |||||||
| Mon 04/04 | |||||||
| Mon 04/04 | |||||||
| 04/0178 | |||||||
| 04/0178 | . | ||||||
| СРЕДНЯ 04/06 | LES 04.
| ||||||
| Чт 07.04 | SEC 091 Python Practice33 ресурсы0003 | ||||||
| Fri 04/08 | LES 05 CSV Data lesson: lesson in-class: gslides resources: videos Videos
| ||||||
| Выпущено A1 Грунтовка I. S. к 23:59 S. к 23:59 | Выпущено CP1 Структуры данных и файлы Должник 11:59 вечера | ||||||
| Модуль 2 – Панды | |||||||
| Рн 04/11 | LES 06 921292129212.20292129212.212.212.212.212.212. 212921292129212921292129212. Ресурсы: Видео Видео
| ||||||
| СР 04/13 | 6 LES 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 07AS 9043 9043 9043 9043 9043 9043 9043 9043 9043 9043 9043.0003 lesson: lesson in-class: gslides resources: videos Videos
| ||||||
| Thu 04/14 | SEC 02 Ресурсы: Видео Видео
| ||||||
| выпущенный A2 Pokemon I. S. I.S. I.S. I.S. I.S. I.S. I.S. К 23:59 S. I.S. I.S. I.S. I.S. I.S. I.S. К 23:59 | CP2 | ||||||
| Модуль 3 – библиотеки науки о данных | |||||||
| 44/1178 | |||||||
| 444.9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 | 0179. | 9017.0022 Урок: Урок | |||||
| Thu 04/21 | SEC 03 Data Science Libraries | ||||||
| Fri 04/22 | LES 11 ML cont. Урок: Урок в классе: Gslides Ресурсы: Видео Видео
| ||||||
| Module 4 – Classes and Objects | |||||||
| Mon 04/25 | LES 12 Objects lesson: урок в классе: слайды ресурсы: видео
| ||||||
| Wed 04/27 | LES 13 More Objects lesson: lesson in-class: gslides resources: videos Videos
| ||||||
Чт 28. 04 04 | SEC 04 Классы и объекты | ||||||
| 6340184 Fri 04/29 | LES 14 Search Prep lesson: lesson in-class: gslides resources: videos Videos
| ||||||
| Released A4 Поиск И.С. к 23:59 | Выпущено CP4 Классы и объекты Срок выполнения 23:59 | ||||||
| Модуль 5 – Эффективность | |||||||
| Mon 05/02 | LES 15 Algorithmic Efficiency lesson: lesson in-class: gslides resources: videos Videos
| ||||||
Среда 04. 05 05 | LES 16 Профилирование и скорость программы урок: урок в классе: слайды ресурсы: видео Videos
| ||||||
| Thu 05/05 | SEC 05 Office Hours | ||||||
| Fri 05/06 | LES 17 Память компьютера урок: урок занятия в классе: слайды ресурсы: видео видео
| ||||||
| Released PROJ Proposal Due 11:59 pm | Released CP5 Efficiency Due 11:59 pm | ||||||
| Module 6 – Geospatial data | |||||||
Mon 09. 05 05 | LES 18 Геопространственные данные урок: урок в классе: gslides ресурсы: видео видео
| ||||||
| Wed 05/11 | LES 19 Dissolve and Joins lesson: lesson in-class: gslides resources: videos Videos
| ||||||
| Чт 05/12 | SEC 06 Геопространственные данные | ||||||
| Fri 05/13 | LES 20 Indexes / Trees lesson: lesson in-class: gslides resources: videos Videos
| ||||||
| Выпущено A5 Картирование I. S. к 23:59 S. к 23:59 | Выпущено CP6 Геопространственные данные Срок до 11:59PM | ||||||
| Модуль 7 – Изображения | |||||||
| Пн 05/16 | LES 21 Урок: Урок 9003 2 in in Class и изображения Урок: Уровень 9003 2 in in in Class.
| ||||||
| СР 05/18 | LES 22 СВОЕДЕНИЯ Урок: Урок 222 в0003 resources: videos Videos
| ||||||
| Thu 05/19 | SEC 07 Images | ||||||
| Fri 05 /20 | LES 23 Машинное обучение и изображения урок: урок в классе: gslides ресурсы: видео Видео
| ||||||
| Выпущенный Proj ОБОТА – Отчет/Код | PM | PM | PM | Модуль 8 – Специальные темы | |||
| Пн 23/05 | LES 24 Хэширование урок: урок в классе: gslides resources: videos Videos
| ||||||
| Wed 05/25 | LES 25 Ethics lesson: lesson resources: videos Videos
| ||||||
| Чт 26.05 | SEC 08 Статистика и p-hacking | ||||||
| Fri 05/27 | LES 26 Algorithmic Fairness lesson: lesson in-class: gslides resources: videos Videos
| ||||||
| Выпущено CP8 Специальные темы Срок до 23:59 | |||||||
| Модуль 9 — Наука о данных и общество | |||||||
| Пн 30/05 | ПРАЗДНИК День Памяти Примечание. lesson: lesson | ||||||
| Tue 05/31 | |||||||
| Wed 06/01 | LES 28 Algorithmic Privacy lesson: lesson в классе: Gslides Ресурсы: Видео Видео
| ||||||
| FRI 06/03 | LES 29 Победо.0003 Videos
| ||||||
| Released CP9 Fairness and Privacy Due 11:59 pm | |||||||
| Module 10 – Finals Week | |||||||
| Mon 06/06 | |||||||
| Вт 07. | |||||||
 Обычно вы завершаете чтение урока перед уроком. Вам не нужно ничего делать до урока сегодня! Завершено EOD сегодня для EC.
Обычно вы завершаете чтение урока перед уроком. Вам не нужно ничего делать до урока сегодня! Завершено EOD сегодня для EC. ; ML и общество
; ML и общество
 Это чтение не является обязательным. Каждый уже заработал Урок EC на сегодня, независимо от того, читаете вы сегодня или нет.
Это чтение не является обязательным. Каждый уже заработал Урок EC на сегодня, независимо от того, читаете вы сегодня или нет.