Технические характеристики станок 3г71: 3Г71 – станок для осуществления качественного шлифования + Видео
alexxlab | 28.04.1990 | 0 | Разное
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Паспорт, Руководство, Схемы, Описание, Характеристики
Плоскошлифовальный станок 3Г71 — это универсальный станок советского производства, выпускавшийся на Оршанском станкостроительном с 1972 года. Завод находится в Белоруссии и сейчас выпускает аналоги 3Г71 — плоскошлифовальные станки 3Д711ВФ11. Его российские аналоги, но с круглым рабочим столом выпускает Липецкий станкостроительный завод — это станки 3Л741ВФ10. В данном анализе мы его рассматривать не будем, так как круглый стол предполагают иную концепцию работы, нежели крестовый, и полноценным аналогом даже при сходстве основных узлов, быть не может.
В компанию ОСНАСТИК-СТАНКИ часто обращаются с запросами, связанными со станками 3Г71 — эти крепкие и надёжные станки доживают свои последние дни на многих производствах. Так как производственные линии настроены на этот станок, его обладатели желают купить похожий по качеству и возможностям станок по похожей или меньшей цене.
Долгое время работая с плоскошлифовальными станками, мы остановили свой выбор на тайваньских производителях KAMIOKA и L&W. Остров Тайвань до 1945 года являлся частью Японии, а затем вошёл в состав КНР; благодаря японской инфраструктуре и принятым в 1960-х программам развития, он быстро превратился в процветающую индустриальную страну с высокой культурой производства. Тайваньские производители KAMIOKA и L&W поставляют надёжные высокоточные плоскошлифовальные станки, которые благодаря развитому в стране производству и высоким объёмам продаж имеют достаточно доступные цены.
Ниже мы подробно разберём сходства и отличия данных станков, чтобы их выбор для своего производства был максимально доступным и понятным. А также в сводной таблице рассмотрим характеристики станка 3Г71, его белорусского аналога 3Д711ВФ11, и станки KAMIOKA G-3A3060 и L&W G-3060AH, которые мы поставляем своим клиентам на замену станкам 3Г71.
Сведения о производителе плоскошлифовального станка 3Г71М
Производитель плоскошлифовального станка 3Г71М — Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Станки, выпускаемые Оршанским станкостроительным заводом
- 3Б70В
— станок плоскошлифовальный с горизонтальным шпинделем 160 х 400 - 3Г71
— станок плоскошлифовальный с горизонтальным шпинделем 200 х 630 - 3Г71М
— станок плоскошлифовальный с горизонтальным шпинделем 200 х 630 - 3Д711ВФ11
— станок плоскошлифовальный с УЦИ, 200 х 630 - 3Е710В
— станок плоскошлифовальный с горизонтальным шпинделем 125 х 250 - 3Е711В
— станок плоскошлифовальный с горизонтальным шпинделем 200 х 630 - 3Е711ВФ2
— станок плоскошлифовальный с ЧПУ, 200 х 630 - 3711, 3701
— станок плоскошлифовальный особо высокой точности 200 х 630, 125 х 400 - Орша-Ф32Ш
— станок консольно-фрезерный широкоуниверсальный 320 х 1400 - ТШ-1
— станок настольный точильно-шлифовальный Ø 250 - ТШ-2
— станок точильно-шлифовальный Ø 300 - ТШ-3
— станок точильно-шлифовальный Ø 400 - ТШ-4
— станок точильно-шлифовальный Ø 400
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние — плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть «на себя». Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
Механизм обеспечивает:
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим — тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 — В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) — 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали — 150 кг
- Размеры стандартного шлифовального круга — Ø 250 х 32 х 76 мм
- Мощность электродвигателя — 2,2 кВт
- Вес станка полный — 2,25 т
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
Назначение и область применения
Описание рассматриваемого станка можно встретить довольно часто. Он используется для шлифования поверхностей при помощи периферийной части круга. Есть возможность провести обработку поверхности, которая размещена под прямым углом к основанию. Характеристики можно значительно расширить при необходимости.
Он используется для шлифования поверхностей при помощи периферийной части круга. Есть возможность провести обработку поверхности, которая размещена под прямым углом к основанию. Характеристики можно значительно расширить при необходимости.
Рассматриваемое оборудование позволяет проводить профильное шлифование. Технические характеристики определяют то, что метод заправки профиля круга оказывает влияние на возможность обработки той или иной формы, а также влияет на точность получаемых размеров.
Зачастую схема плоскошлифовального станка включает плиту электромагнитного типа, которая применяется для крепления заготовки.
К ключевым особенностям, которые оказывают влияние на область применения, указывается в паспорте. К ним можно отнести:
- Точность, которую можно достигнуть, имеет класс В.
- Шероховатость обрабатываемой поверхности V 10.
Гидросхема 3Г71
Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
Расположение составных частей шлифовального станка 3Г71М
Расположение составных частей шлифовального станка 3г71м
Перечень составных частей шлифовального станка 3Г71М
- Охлаждение станка — 3Г71М.60
- Станина станка — 3Г71М.10
- Механизм подач — 3Г71М.22
- Гидрокоммуникация — 3Г71М.70
- Механизм продольного реверса — 3Г71М.25
- Суппорт крестовый — 3Г71М.20
- Механизм продольного перемещения стола — 3Г71М.21
- Стол рабочий — 3Г71.23Э
- Шлифовальная головка — 3Г71М.30
- Кожух шлифовального круга — 3Г71М.34
- Колонна — 3Г71М.11
- Гидроагрегат — 3Г71М.71
- Агрегат смазки шлифовальной головки — 3Г71М.72
- Редуктор — 3Г71М.33
- Электрооборудование — 3Г71М.80
- Станция управления — 3Г71М.81
- Панель питания электромагнитной плиты — 3711.82
- Блок поперечной подачи — 3711.
 83
83 - Панель вертикальной подачи — 3711.84
- Электрошкаф — 3711.85
- Замок — 3711.87
- Блок торможения ускоренного перемещения шлифовальной головки — 3711.88
- Механизм поперечного реверса — 3Г71М.24
- Принадлежности — 3Г71М.90
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
Расположение органов управления шлифовальным станком 3Г71М
Расположение органов управления шлифовальным станком 3г71м
Расположение органов управления шлифовальным станком 3г71м
Перечень органов управления шлифовальным станком 3Г71М
- Кнопка тонкой вертикальной подачи
- Рукоятка ручной вертикальной подачи
- Лимб регулировки величины вертикальной подачи
- Рукоятка ручной поперечной подачи
- Кнопка гонкой поперечной подачи
- Кнопка смазки винта и направляющих вертикальной подачи и винта поперечной подачи
- Дроссели смазки направляющих стола и крестового суппорта
- Дроссели регулировки плавности реверса стола
- Рукоятка пуска, остановки и разгрузки стола
- Рукоятка регулирования скорости стола
- Рукоятка ручного продольного реверса стола
- Рукоятка крана охлаждения
- Упор продольного реверса стола
- Рукоятка ручного продольного перемещения стола
- Рукоятка ручного поперечного реверса стола
- Кнопка фиксации механизма ручного перемещения стола
- Тумблер «С плитой — без плиты»
- Тумблер «Магнитная плита включена»
- Кнопка «Ускоренное перемещение крестового суппорта»
- Регулятор грубой настройки величины поперечной подачи
- Регулятор тонкой настройки величины поперечной подачи
- Тумблер «Включение поперечной подачи»
- Тумблер «Включение вертикальной подачи»
- Тумблер «Вертикальная подача при реверсе стола или крестового суппорта»
- Сигнальная лампа «Станок включен»
- Переключатель «Охлаждение включено»
- Кнопка «Все стоп»
- Кнопка «Шлифовальная головка вниз»
- Кнопка «Шлифовальная головка вверх»
- Кнопка «Стоп шлифовального круга»
- Кнопка «Пуск шлифовального круга» и «Пуск смазки»
- Кнопка «Сгон гидропривода»
- Кнопка «Пуск гидропривода»
- Сигнальная лампа «Нет смазки»
- Упор поперечного реверса
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
Кинематическая схема шлифовального станка 3Г71М
Главное движение осуществляется от электродвигателя Эл. I через ременную передачу. Шпиндель получает постоянную скорость вращения.
I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении «от себя», т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3.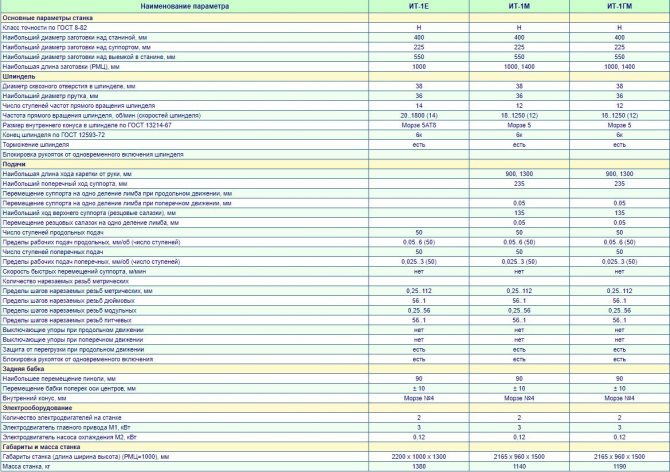 Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении «на себя».
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.

- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Технические данные и характеристики станка 3Г71М
| Наименование параметра | 3Г71 | 3Г71М |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 320 |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 80…445 |
| Наибольшая масса обрабатываемого изделия, кг | 100 | 150 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Продольное перемещение стола, мм | 710 | 700 |
| Поперечное перемещение стола , мм | 235 | 245 |
| Скорость продольного перемещения стола, м/мин | 5…20 | 3…25 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | 18,1 |
| Механизм поперечной подачи стола | ||
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | 0,02 |
| Перемещение суппорта за один оборот маховика, мм | 6 | 2,0 |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | 0,005 |
| Автоматическая поперечная подача на каждый ход стола, мм | 0,2…4,0 | 0,3…10 |
| Автоматическая непрерывная подача, м/мин | 0,7 | |
| Шлифовальная головка | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Скорость ускоренного вертикального перемещения шлифовальной головки, м/мин | 0,27 | 0,28 |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 32 х 76 |
| Частота вращения шлифовального, об/мин | 2680 | 2680 |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | 0,002…0,05 |
| Перемещение шлифовальной головки за один оборот маховика, мм | 0,125 | |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода шпинделя, кВт | 2,2 | 2,2 |
| Электродвигатель гидропривода, кВт | 1,1 | 1,1 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт | 0,18 | 0,4 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель магнитного сепаратора, кВт | 0,08 | 0,08 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 4,355 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 1980 х 1840 х 1860 |
| Масса станка, кг | 2000 | 2250 |
- Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столом.
 Модель 3Г71М. Руководство по эксплуатации 3Г71М.00.000 РЭ, 1978
Модель 3Г71М. Руководство по эксплуатации 3Г71М.00.000 РЭ, 1978 - Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.
 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968 - Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки.
 Рынок шлифовальных станков в России
Рынок шлифовальных станков в России - Заводы производители заточных и шлифовальных станков в России
- Справочник шлифовальных станков
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.

Все габаритные размеры указываются в миллиметрах.
Технические характеристики плоскошлифовального станка 3Г71
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Плоскошлифовальный станок: характеристики
Плоскошлифовальными называются особые станки, используемые для очистки поверхности изделий от ненужных слоев. Чаще всего этот вид оборудования используется для обработки деревянных заготовок. Однако плоскошлифовальный станок по металлу — это также довольно-таки распространенный вид агрегатов. Используются они для обработки деталей из стали, алюминия, меди и т. д.
Немного истории
Изобретен плоскошлифовальный станок был в 1874 году в Америке. Первоначально в качестве рабочего инструмента в нем использовались круги, вырезанные из цельных кусков разного рода абразивных пород.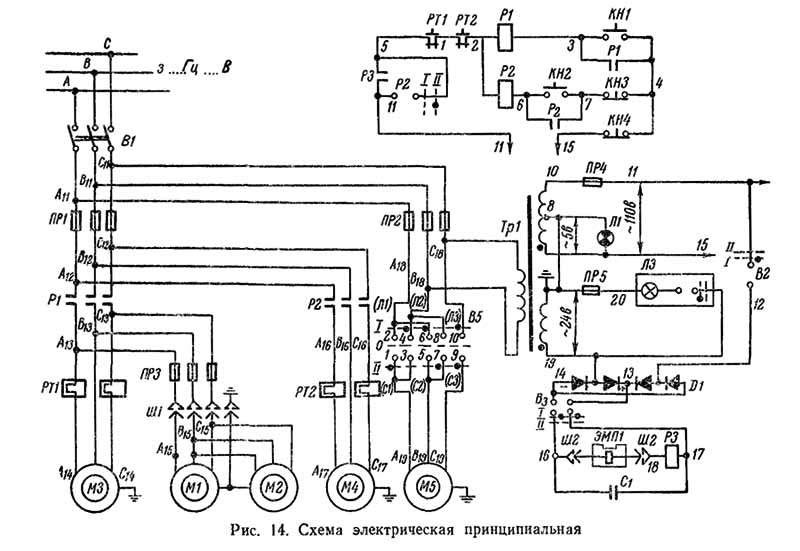 Поскольку менять их приходилось часто, особого распространения такие агрегаты в то время не получили. Однако уже в 1893 году, после изобретения искусственных абразивов, плоскошлифовальные станки стали очень востребованными и популярными.
Поскольку менять их приходилось часто, особого распространения такие агрегаты в то время не получили. Однако уже в 1893 году, после изобретения искусственных абразивов, плоскошлифовальные станки стали очень востребованными и популярными.
Для чего используются
Применяется оборудование этого типа для:
обдирки заготовок;
резки и отрезки;
точной обработки поверхностей деталей;
очистки зубьев колес;
чистовой обработки резьбы и т. д.
Основной особенностью этих станков является то, что они предназначены именно для чистовой отделки деталей с плоской поверхностью. Для доводки формы заготовки их не используют.
Принцип действия
Работа оборудования этого типа построена на очень простом принципе. Обточка заготовки производится посредство вращающегося с большой скоростью абразивного круга. В движение последний приводится при помощи электродвигателя. При этом обработка может производиться как поверхностью круга, так и его торцом. Сегодня в продаже существуют в том числе и станки этого типа с двумя кругами, отличающиеся очень большой производительностью.
Сегодня в продаже существуют в том числе и станки этого типа с двумя кругами, отличающиеся очень большой производительностью.
Функционирует в большинстве случаев плоскошлифовальный станок следующим образом:
Электродвигатель вращает шестеренчатый насос, нагнетающий масло в каналы гидравлической системы.
Последнее, попав в коробку переключения, подходит к пусковому крану.
При включении крана масло перетекает в цилиндр подачи детали и сдвигает поршень, а заодно и скрепленный с ним стол.
В конце своего хода стол поворачивает кран переключателя, отвечающий за направление масла в то или иную сторону золотника цилиндра подачи.
Направление тока масла при этом меняется на обратное и стол начинает передвигаться вслед за ним.
Особенности конструкции
Шлифовальные станки этого типа обычно отличаются повышенной прочностью, поскольку обрабатываемые на них детали в большинстве случаев имеют значительный вес. Наибольшая допустимая масса заготовки составляет 600 кг, а высота — 280 мм.
Наибольшая допустимая масса заготовки составляет 600 кг, а высота — 280 мм.
Колонна станка этого типа крепится на тумбе, отлитой в одно целое со станиной. В средней своей части она имеет углубление, по обеим сторонам от которого расположены направляющие. По последним движется каретка. На ней закреплены горизонтальные направляющие, предназначенные под шпиндельную бабку.
Заготовка в таких станках крепится либо непосредственно на столе, либо с использованием специальных магнитных зажимов. Иногда для фиксации детали применяются и механические приспособления.
Стол плоскошлифовальный станок может иметь круглый или прямоугольный. В зависимости от этого выбирается способ подачи детали: продольная или круговая. Иногда оборудование этого типа используется для обработки деталей очень большой площади. В этом случае применяется поперечная методика подачи. Поверхность стола плоскошлифовального станка оснащается специальным фторопластовым покрытием. Это обеспечивает плавность его движения и износоустойчивость.
Шпиндель плоскошлифовального станка может располагаться по-разному. По этому признаку оборудование подразделяют на вертикальное и горизонтальное. Каждая из этих групп имеет как свои достоинства, так и недостатки.
Как и любые другие, плоскошлифовальные станки обозначаются условными заводскими номерами. Определить по такой надписи функционал оборудования невозможно. Для этого нужно изучить паспорт плоскошлифовального станка.
Шлифовка деталей торцом
Существует несколько видов подобной обработки деталей:
Многопроходная. В этом случае заготовка устанавливается на рабочую поверхность и движется со скоростью порядка 45 м/с. При этом деталь передвигается под кругом по нескольку раз, а последний постепенно подается на глубину до тех пор, пока не будет снят слой металла или дерева необходимой толщины.
Однопроходная. Эта методика используется на станках с круглым столом. В данном случае инструмент подается на всю глубину вертикально за один проход.

Двухсторонняя. На таком оборудовании одновременно обрабатываются сразу оба торца заготовки.
Шлифовка периферией
Этот способ используют для обработки деталей, изготовленных из не слишком жестких материалов. Периферийное шлифование бывает:
Глубинным. В данном случае за каждый цикл обработки снимается очень большой слой материала.
С врезной подачей. Эта методика применяется для обработки тех заготовок, у которых высота больше чем ширина.
С прерывистой подачей. Эта технология позволяет производить максимально качественную шлифовку даже очень больших заготовок.
Круги плоскошлифовальных станков
Изготавливаться эти инструменты могут в виде шайбы или цилиндра. Состоят они из зерен разного рода абразивных материалов высокой жесткости, скрепленных между собой керамической, вулканитовой или бакелитовой связкой. Шлифовальные круги могут иметь разные размеры и профиль. Подбираются они в зависимости от марки станка и типа обрабатываемых на нем деталей.
Дополнительное оборудование
Очень часто к плоскошлифовальному станку подключается такое оборудование, как охладительный агрегат. Он необходим для того чтобы снижать температуру рабочих органов станка в процессе обработки деталей. Это позволяет значительно продлить срок их службы.
Также в станках этого типа может использоваться такое дополнительное оборудование, как подающий и принимающий рольганг, инверторы скорости, разного рода агрегаты для очистки охлаждающей жидкости и т. д.
Технические характеристики
Станки этого типа могут различаться по мощности, производительности и функционалу. Схемы плоскошлифовальных станков представлены на этой странице. Технические характеристики у этого вида оборудования могут быть разными. Далее посмотрим, какие параметры могут иметь такие станки на примере очень популярной модели 3Г71. Этот агрегат предназначен только для периферийного шлифования заготовок. В его конструкцию входят станина, колонка с бабкой, рабочий стол и гидравлическая система.
Из представленной ниже таблицы можно узнать, какие имеет этот станок плоскошлифовальный технические характеристики.
Параметр | Значение |
Минимальный размер обрабатываемой детали высота/ширина/длина | 320/200/630 мм |
Максимальная масса заготовки | 100 кг |
Максимальное расстояние от оси шпинделя до стола | 80 мм |
Размеры стола | 630х200 мм |
Перемещение стола продольное/поперечное | 70-710/235 мм |
Диапазон скоростей продольного перемещения | 5-20 м/мин |
Скорость автоматической поперечной подачи | 0.7 м/мин |
Размеры шлифовального круга | 250х25х75 мм |
Частота вращения круга | 3740 об/мин |
Габариты станка | 1870х1550х1980 мм |
Масса станка | 1900 кг |
Несмотря на то что разработан плоскошлифовальный станок 3Г71 были еще в СССР, он до сих пор используется на производствах и считается вполне производительным и надежным. На его основе сконструированы более совершенные и дорогие станки 3Г71М.
На его основе сконструированы более совершенные и дорогие станки 3Г71М.
Паспорт на плоскошлифовальный станок 3Г71 / Шлифовальные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Шлифовальные станки
Плоскошлифовальный станок высокой точности модели 3Г71 в основном предназначен для шлифования поверхностей периферией круга. В определённых границах (в зависимости от выступающей части шлифовального круга из защитного кожуха) возможна обработка поверхностей, расположенных под углом 90 градусов к зеркалу стола.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка. С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей. Станок поставляется со стандартной электромагнитной плитой.
Станок поставляется со стандартной электромагнитной плитой.
Скачать бесплатно паспорт к плоскошлифовальному станку 3Г71
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк “ОКА” — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация – *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода
Металлообработка
ООО “НеоИнжиниринг”
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО “ФЕТ”
ООО “ФЕТ” многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Поиск подержанных машин, проверенных сертифицированными дилерами в Германии и Нидерландах
Поиск подержанных машин
Поиск
Категория продуктаТехнологии очистки (9)Коммерческие автомобили (18)Строительные и сельскохозяйственные машины (3)Машины для литья под давлением (2)Энергетические технологии (4)Пищевая промышленность (1)Промышленное оборудование (4)Подъемные устройства и конвейеры (16)Машины для производства двигателей (4)Машины для производства проволоки, кабеля и полосы (4)Измерительное и испытательное оборудование (9))Металлообработка (2995)Двигатели и приводы (16)Другие аксессуары для станков (586)Другие машины и оборудование (8)Другие машины (178)Другая обработка металлов (80)Упаковочные машины (7)Фармацевтика/Химия/Косметика (116) )Обработка пластмасс (45)Печать/бумага (3)полиграфическое оборудование (8)Робототехника и автоматизация (335)Запчасти, аксессуары (9)Поставка машин (18)Текстильные машины (1)Инструменты, формы (2)Деревообработка (1185)
СтатусAllusedGebrauchtновыйКапитальный ремонт как новыйВидео из предыдущего Местонахождение доступноAusstellungКапитальный ремонтМодернизацияБ/у машинаfunktional laut Chefas isExhibitionNeuguter ZustandNeuwertigхорошее состояниеGebraucht/völlig unbenutztШоу-рум машина
SellerAchim Frainer Maschinenhandel GmbHAllaoui Graphic Machinery GmbHARO-tec GmbHB&G Maschinenhandelsgesellschaft mbHBlumenbecker GruppeBMA GROUP
Bischoff & Munneke GmbHBOMAG Maschinenhandelsgesellschaft mbH. Bort & Herkert GmbH
Bort & Herkert GmbH
HolzbearbeitungsmaschinenBTT Bosetti Tech Transfer Michael BosettiD’CUNHA Industriemaschinen GmbHDEBUS Druckluft- Vakuumtechnik GmbHEpper GmbHFLECKENSTEIN Werkzeugmaschinen GmbHGebr. Engelfried oHG
Holzbearbeitungsmaschinen und WerkzeugeGK Werkzeugmaschinen GmbHGoedicke Werkzeugmaschinenhandels GmbHHD Holzbearbeitungstechnik GmbH DresdenHD Werkzeugmaschinenhandel GmbHHeinz Sanders GmbHHopert & KlinzmannHolzbearbeitungsmaschinen GmbHHW WerkzeugmaschinenhandelIproTech GmbHKAI – Tec Technologie – Vertrieb GmbH & Co KGKirchner GmbHKrewemaKW Maschinen GmbHLüneHanse Vertriebs GmbHMACh5METAL BVMakutecMaschinen-Grupp GmbHMichael Saling Maschinen GmbHMMD Werkzeugmaschinen GmbHNagel Werkzeug-Maschinen GmbHnenok GmbHOldach Maschinen & WerkzeugePAGUS Maschinenhandel Niederlassung JenaRieth Maschinenhandel GmbHS+B Maschinenhandelsgesellschaft mbHSAEILO GmbHSamstag Maschinentechnik GmbHSchiess Moweg GmbHTAR-Maschinen OHG – VierkottenTeco Werkzeugmaschinen GmbH & Co. KGVIG CNC & WerkzeugmaschinenVögtle Service GmbHVolz WerkzeugmaschinenhandelWMW AGWST Stein Werkzeugmaschinen GmbH
Недавно добавленные продукты
3003-1629- Продавец:
- Blumenbecker Gruppe
- Год/Состояние:
- 2018
- Блок управления
- .

- мм
- ход
- мм
ДеталиЗапросВ закладки
2004-45601- 0020 Год/состояние:
- 1991
- Блок управления:
- Обычный
Детали. Engelfried oHG
Holzbearbeitungsmaschinen und Werkzeuge
Подробности.
ДеталиЗапросЗакладка
1032-03767DEPO MCFV 1260 P
- Seller:
- S+B Maschinenhandelsgesellschaft mbH
- Year / Condition:
- 2007
- Control unit:
- CNC (HEIDENHAIN iTNC 530)
- x-travel
- 1270 мм
- Y-Travel
- 610 мм
- Z-Travel
- 760 мм
Детали. 0023
0023
Детали.
Детали. Состояние:
DetailsEnquiryBookmark
2022-4455Altendorf F45 ProDrive
- Seller:
- Hopert & KlinzmannHolzbearbeitungsmaschinen GmbH
- Year / Condition:
- 2019 / Gebraucht
- Control unit:
- NC
DetailsEnquiryBookmark
2003- AE-R-19008Höcker Polytechnik VT 300-L #97603
- Продавец:
- Rieth Maschinenhandel GmbH
- Год / Состояние:
- 10/2015
- Блок управления:
- обычный
ДеталиЗапросВ закладки
STANKOIMPORT 3G71 Станок плоскошлифовальный Подержанные станки
- Описание
- Характеристики
- Об этом продавце
Тип управления konventionell
Страна производитель русский
длина шлифования 800 мм
высота заготовки мм
площадь поверхности стола 630 x 200 мм
напряжение 380 В
общая потребляемая мощность 4 кВт
вес станка ок.
 2 т
2 т размеры машины ок. 2000 x 1750 x 1900 м
Электрический патрон 560 x 200 мм
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Длина стола | 630 мм |
| Ширина стола | 200 мм |
| ЧПУ | № |
| Мощность | 4 кВт |
| ——————- | |
| Длина x ширина x высота | 2000,0 × 1750,0 × 1900,0 |
| Вес | 2000 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | отлично |
| По местным нормам | да |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2011 |
| Предложения онлайн | 0 |
| Последнее действие | 22 августа 2020 г.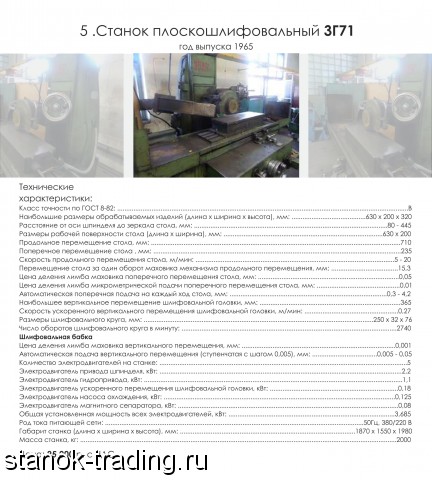 |
Описание
Тип управления конвенционель
Страна производитель русский
длина шлифования 800 мм
ширина шлифования 200 мм
высота заготовки мм
площадь поверхности стола 630 x 200 мм
9 напряжение 38011
общая потребляемая мощность 4 кВт
вес машины ок. 2 т
размеры машины ок. 2000 x 1750 x 1900 м
Электрический патрон 560 x 200 мм
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Длина стола | 630 мм |
| Ширина стола | 200 мм |
| ЧПУ | № |
| Мощность | 4 кВт |
| ——————- | |
| Длина x ширина x высота | 2000,0 × 1750,0 × 1900,0 |
| Вес | 2000 кг |
| Рабочее время | |
| Часы под напряжением | |
| Государственный | отлично |
| По местным нормам | да |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2011 |
| Предложения онлайн | 0 |
| Последнее действие | 22 августа 2020 г. |
№ | Имя, тип |
1. | Система оцифровки ATOS II E – 3D |
2. | Универсальная компьютеризированная машина для испытания материалов на растяжение Zwick/Roell Z 100 |
3. | Нанотрибометр, NTR-S-AE-0000 Нанотрибометр |
4. | Двухканальный гидродинамический вибратор – PUPIN, Возбуждение: до 200 кг массы, от 0,1 до 30 Гц |
5. | Гидравлический дидактический набор FESTO didactic |
6. | пневматический дидактический набор FESTO didactic |
7. | Дидактический набор CIM и комплект для промышленной автоматики FESTO didactic |
8. | Машина для быстрого прототипирования с процедурой 3D-печати — ZCorporation 310 ZPrinter System — SAD |
9. | 3D лазерный 3D сканер – Roland LPX-250 Picza |
10. | 3D-принтер 3D Systems InVision HR |
11. | Настольный фрезерный станок с ЧПУ и 3D-дигитайзер Roland MDX-20 Modella |
12. | 3D-дигитайзер Immersion Microscribe G2LX |
13. | Прибор для измерения параметров топографии поверхности, Talysurf 6 Taylor Hobson |
14. | Фрезерный станок с ЧПУ, HAAS – Инструментальный фрезерный станок TM-1HE |
15. | Система индикации двигателя внутреннего сгорания, AVL Indimeter 619 |
16. | Анализатор выбросов выхлопных газов SI и дизельных двигателей, AVL DiCom 4000 |
17. | Диагностическая система, AVL DISCAN 8000E |
18. | Оборудование для испытаний двигателей внутреннего сгорания и экспериментальных одноцилиндровых двигателей – SCHENCK |
19. | Моторный тормоз HOFFMAN 12 d-h-s |
20. | Анализатор дымовых газов, IMR 2800P |
21. | Инфракрасный термометр Minolta-Land Cyclops Mini Laser |
22. | Референтный термометр сопротивления AOIP, Франция PN 5207 + AN 5847 (зонд Pt) |
23. | Тепловизор модель ИК 21; Инфракрасные решения, Inc., США |
24. | Портативный ультразвуковой расходомер жидкости – Dynasonics |
25. | Система для вибродиагностики, сборщик данных 2526 Brüel & Kjær |
26. | Станок для изготовления зубчатых колес Fauter P-160 H/I |
27. | Радиально-сверлильный станок – Завод Станков 2Н55 |
28. | Сверлильный станок для круглого шлифования, LZT Kikinda UFB-500 |
29. | Сверлильный станок для плоского шлифования, Красный Борец – Россия 3G71 |
30. | Точилка, Первомайская лиоза – 5 |
31. | Механическая пила, Победа Нови Сад |
32. | Короткоходовой строгальный станок ИЗТ Кикинда КР-400 |
33. | Универсальный токарный станок LZT Kikinda PUS – 1500 |
34. | Станок токарный универсальный, Первомайская D480 |
35. | Трехсторонний динамометр с пьезоэлектрическими преобразователями, KISTLER |
36. | Установка для отопления и охлаждения с использованием теплового насоса и гибридных солнечных коллекторов |
37. | Электрохимическое устройство для нанесения измерительных сетей на поверхность листового металла, ERICHSEN |
38. | Лабораторная гидравлическая машина для испытания листового металла, ERICHSEN |
39. | Насосный агрегат для лабораторной гидравлической машины для испытания листового металла, ERICHSEN |
40. | Устройство для попеременного складывания лент и проволоки |
41. | Встряхиватель для определения динамической прочности материала |
42. | Маятник Шарпи |
43. | Прибор для статического измерения твердости по Роквеллу (HRB и HRC) |
44. | Прибор для статического измерения твердости по Бринеллю и Виккерсу (HB и HV) |
45. | прибор для измерения микротвердости (HV) |
46. | Металлографический микроскоп |
47. | Прибор для неразрушающего контроля материалов ультразвуковым методом |
48. | Устройство для неразрушающего контроля материалов магнитным методом |
49. | Печь для термообработки |
50. | Портативный прибор для измерения твердости динамическими методами (склероскоп и дороскоп) |
51. | Устройство для попеременного складывания лент и проволоки |
52. | Устройство для технологических испытаний с экструзией Эрихсена |
53. | Сварочный аппарат для сварки постоянным током (мотор-генераторная группа) |
54. | Сварочный аппарат трансформаторного типа для сварки переменным током |
55. | Устройство для сварки MAG/MIG |
56. | Устройство для сварки TIG на переменном и постоянном токе |
57. | Устройство для сварки TIG VAR TIG 1605 |
58. | Устройство для сварки MAG/MIG VAR MIG 400 D 42 |
59. | Головка устройства для сварки ЭПП с тележкой |
60. | Комплект измерительных приборов EXTECH для измерения энергии |
61. | Трехфазное питание – Extech |
62. | Газоанализатор TESTO 350 S |
63. | Система Biostretch – ECM |
64. | Система для изолированного очага Langedorf – EXPERIMETRIA LTD |
65. | Рука пневматического робота – Martonair MES 37 |
66. | диагностический (ультразвуковой) прибор для измерения толщины материала, Ultrasonic Industries TM3S |
67. | Платформа для сбора данных, PULSE 3560 – D – 020 – Brüel & Kjer PULSE 3560 – D – 020 |
68. | Система измерения вибрации и частоты вращения – RDC – 1 |
69. | Модель ротационной машины – испытательный стенд, Hensel KG9002 |
70. | Лазерный счетчик частиц, Hiac PM 4000 |
71. | Видеоскоп, ITConcepts Гибкий шарнирный видеоскоп VEZ 4 – 8 |
72 | Трибометр, ТР – 95 |
73. | Смазочные системы Lincoln |
74. | Микроскоп измерительный универсальный, УИМ – 21 |
75. | Программное обеспечение Simufact – Femutec |
76. | Программный штамп – Qanteck |
77. | Программное обеспечение Vulcan – Qanteck |
78. | Программное обеспечение Power Mill — Delcam UK |
79. | Программное обеспечение Femap v 9.0 – UGS PLM Solutions, Inc. |
80. | Программное обеспечение GID версии 8. |
81. | Программное обеспечение Makromedia Studio |
82. | Программное обеспечение ЛНИС |
83. | Программное обеспечение CATIA v5 |
84. | Лабораторная модель спаренных резервуаров, Majk Elektronik LM-ME-88-07 |
85. | Лабораторная модель спаренного крана/обратного маятника, Majk Elektronik LM-ME-72-07 |
86. | Стабилизированный выпрямитель, HAMEG HM7042-4 |
87. | Функциональный генератор, HAMEG HM8130-2 |
88. | Аналоговый осциллограф с генератором функций, INSTEK GOS-620FG |
89. | Демонстрационный комплект PICDEM для мехатроники, MICROCHIP DM163029 |
90. |









 0.9
0.9