Технологический процесс изготовления: Технологический процесс изготовления детали “Шатун прицепной”
alexxlab | 13.07.1990 | 0 | Разное
Разработка технологического процесса изготовления корпуса (стр. 1 из 3)
Курсовой проект
по технологии машиностроения
Разработка технологического процесса изготовления корпуса
2007
Содержание
Техническое задание
1. Определение типа производства
2. Анализ технологичности конструкции детали
3. Выбор исходной заготовки
4. Разработка маршрута технологии изготовления корпуса
5. Расчет припусков и технологических размеров
5.1 Расчет припусков
5.2 Размерный анализ
6. Расчет режимов резания
7. Расчет основного времени
Список использованной литературы
Техническое задание
Разработать технологический процесс изготовления корпуса. Чертёж детали представлен в приложении. Годовая программа выпуска: 1000 шт.
1. Определение типа производства
Тип производства определяем по коэффициенту закрепления операций, который находим по формуле:
Кз.о =
(1)
где tв – такт выпуска детали, мин. ;
;
Tср – среднее штучно – калькуляционное время на выполнение операций технологического процесса, мин.
Такт выпуска детали определяем по формуле:
где Fг – годовой фонд времени работы оборудования, мин.;
Nг – годовая программа выпуска деталей.
Годовой фонд времени работы оборудования определяем по табл.5 [5,стр.23] при двухсменном режиме работы: Fг = 4015 ч.
Тогда
Среднее штучно – калькуляционное время на выполнение операций технологического процесса:
(2)
где Тш.к i – штучно – калькуляционное время i- ой основной операции, мин.;
n – количество основных операций.
В качестве основных операций выберем 5 операций (n=5): две токарные с ЧПУ, сверлильная, фрезерная и две шлифовальные операции (см. операционную карту).
Штучно – калькуляционное время i- ой основной операции определяем по рекомендациям приложения 1 [5,стр.173]:
Тш.к i =
к.i*Tо.i, (3)
где
к. i – коэффициент i- ой основной операции, зависящий от вида станка и типа предполагаемого производства;
i – коэффициент i- ой основной операции, зависящий от вида станка и типа предполагаемого производства;
Tо.i – основное технологическое время i- ой операции, мин.
Для первых двух операций (токарных с ЧПУ):
к.1 =
к.2 = 2,14;для сверлильной
к.3 = 1,72,для шлифовальной :
к.3 = 2,10,для фрезерной
к.3 = 1,84
Для определения основного технологического времени используем данные приложения 1 [6,стр 146]
Основное технологическое время первой операции
Т0.1 = 0,037d2+0.052d2+6*0.17dl+0.17d+0.052(D2-d2)+0.52dl+0.18dl
Т0.1 = 0,037*622+0.052*622+6*0.17*62*40+0.17*34*40+0.052(622-332)+0.52*18*63+0.18*18*63=4.03мин
Штучно – калькуляционное время данной операции определяем по форм. (3):
Тш.к 1 =
к.1*Tо.1 = 2,14*4.03 = 8.6 мин.
Основное технологическое время второй токарной операции
Т0. 2 = 0,037d2+0.052d2+2*0.17dl+6*0.18dl+0.052(D2-d2)
2 = 0,037d2+0.052d2+2*0.17dl+6*0.18dl+0.052(D2-d2)
Т0.2 = 0,037*622+0.052*622+2*0.17*62*21+6*0.18*42*13+0.052(422-202)=1.43
Штучно – калькуляционное время данной операции ,форм. (3):
Тш.к 2 =
к.2*Tо.2 = 2.14*1.43 = 3.06 мин.
Основное технологическое время третей фрезерной операции
Т0.2 = 7*l=7*37=0.259мин
Штучно – калькуляционное время данной операции ,форм. (3):
Тш.к 2 =
к.2*Tо.2 = 1,84*0,259 = 0,47 мин.
Основное технологическое время четвертой сверлильной операции
Т0.2 = 0.52dl*3=0.52*5*8=0.062мин
Штучно – калькуляционное время данной операции ,форм. (3):
Тш.к 2 =
к.2*Tо.2 = 1,72*0,062 = 0,1 мин.
Основное технологическое время внутришлифовальной операции (см. операционную карту):
Т0.3 = 1,8dl=1.8*20*48=1.728мин
Штучно – калькуляционное время данной операции ,форм.(3):
Тш.к 3 =
к. 3*T0.3 = 2,10*1,73 = 3,6 мин.
3*T0.3 = 2,10*1,73 = 3,6 мин.
Основное технологическое время круглошлифовальной операции
Т0.3 = 0,1dl=0.1*34*40=0.136мин
Штучно – калькуляционное время данной операции ,форм.(3):
Тш.к 3 =
к.3*T0.3 = 2,10*0,136 = 0,28 мин.
Среднее штучно – калькуляционное время на выполнение операций технологического процесса определяем по форм. (2):
Тип производства определяем по форм.(1):
Кз.о =
Так как Кз.о = 92,6> 40, то тип производства единичный.
2. Анализ технологичности конструкции детали
Деталь имеет простую конструкцию. Обеспечивается свободный доступ инструмента ко всем обрабатываемым поверхностям, деталь является достаточно жесткой. Деталь имеет совокупность поверхностей, которые могут быть использованы в качестве технологических баз.
Предварительную обработку наружных и внутренних поверхностей предполагается делать на токарном станке, окончательную – на шлифовальном. Форма детали удобна для изготовления и автоматического контроля, но требует разных приспособлений при обработке внутренней поверхностей. Конфигурация детали обеспечивает легкое удаление стружки. Для обработки торцов с требованием низкой шероховатости применяем резцы оснащенные режущей керамикой в качестве замены шлифования.
Конфигурация детали обеспечивает легкое удаление стружки. Для обработки торцов с требованием низкой шероховатости применяем резцы оснащенные режущей керамикой в качестве замены шлифования.
С учетом вышесказанного конструкция детали является технологичной.
3. Выбор исходной заготовки
Деталь имеет небольшие перепады диаметров и ценральное отверстие. С учетом технологических свойств материала детали , её габаритов и массы, требований к механическим свойствам (особых требований нет), а также типом производства (единичное) выбираем в качестве исходной заготовки – прокат.
4. Разработка маршрута технологии изготовления корпуса
Выбор технологических баз и применяемого оборудования
Проектирование технологических процессов (ТП) механической обработки начинается с изучения служебного назначения детали, технических требований к ней, норм точности и программы выпуска, анализа возможности предприятия по обработке данной детали.
Проектирование ТП представляет собой многовариантную задачу, правильное решение которой требует проведения ряда расчетов. В начале проектирования предварительно устанавливаются виды обработки отдельных поверхностей заготовки и методы достижения их точности, соответствующие требованиям чертежа, серийности производства и существующего на предприятии оборудования.
В начале проектирования предварительно устанавливаются виды обработки отдельных поверхностей заготовки и методы достижения их точности, соответствующие требованиям чертежа, серийности производства и существующего на предприятии оборудования.
При низкой точности исходных заготовок ТП начинается с черновой обработки поверхности, имеющей наибольшие припуски. При этом в самую первую очередь снимается припуск с тех поверхностей, на которых возможны дефекты с целью скорейшего отсеивания брака.
Дальнейший маршрут строится по принципу обработки сначала грубых, а затем более точных поверхностей. Наиболее точные поверхности обрабатываются в последнюю очередь.
В конце маршрута выполняются и второстепенные операции (сверление малых отверстий, нарезание крепежной резьбы, снятие фасок, заусениц и т.д.). Наиболее легко повреждаемые поверхности обрабатываются на заключительной стадии ТП.
Маршрут технологии изготовления корпуса представлен в виде таблицы 1 где также обозначены технологические базы.
5. Расчет припусков и технологических размеров
5.1 Расчет припусков
Минимальный припуск на обработку поверхностей вращения определяется по формуле:
2*zi min = 2*(Rzi-1 + hi-1 +
), (4)
где Rzi-1 – шероховатость поверхности на предшествующем переходе или операции, мкм;
hi-1 – толщина дефектного поверхностного слоя, полученного на предшествующем переходе или операции, мкм;
i-1 – суммарное пространственное отклонение обрабатываемой поверхности, полученного на предшествующем переходе или операции, мкм;
I – погрешность установки заготовки на выполняемом переходе, мкм.
Минимальный припуск при последовательной обработке поверхностей
zi min = Rzi-1 + hi-1 +
Для определения минимальных припусков первоначально составляем размерные схемы для линейных и диаметральных размеров.
Все параметры составляющие величину припусков выбираем из соответствующих таблиц[2]и [3].
Расчет припусков на обработку производим по вышеуказанной формуле (4) и сводим их в таблицу 2.
SPbPU EL – Типовой технологический процесс изготовления деталей типа «Букса»: дипломный проект
|
Allowed Actions: – Action ‘Read’ will be available if you login or access site from another network Action ‘Download’ will be available if you login or access site from another network Group: Anonymous Network: Internet |
Annotation
Букса является деталью системы регулирования частоты вращения ротора турбины. В ОАО «Силовые машины» за последнее время изготавливаются более 20 типов турбин разной мощности. Для каждой из турбин требуется несколько букс, имеющих различные габаритные размеры и следовательно, разные технологии изготовления. В дипломном проекте предложен типовой технологический процесс изготовления букс, что позволяет сократить численность оборудования и оснастки и повысить производительность труда.
В ОАО «Силовые машины» за последнее время изготавливаются более 20 типов турбин разной мощности. Для каждой из турбин требуется несколько букс, имеющих различные габаритные размеры и следовательно, разные технологии изготовления. В дипломном проекте предложен типовой технологический процесс изготовления букс, что позволяет сократить численность оборудования и оснастки и повысить производительность труда.
Document access rights
| Network | User group | Action | ||||
|---|---|---|---|---|---|---|
| ILC SPbPU Local Network | All | |||||
| External organizations N2 | All | |||||
| External organizations N1 | All | |||||
| Internet | Authorized users SPbPU | |||||
| Internet | Authorized users (not from SPbPU, N2) | |||||
| Internet | Authorized users (not from SPbPU, N1) | |||||
| Internet | Anonymous |
Table of Contents
- диплом Домбрич В.
 И. 2
И. 2- Содержание
- Текстовка ФИНИШ
- 1. Подготовка к проектированию технологического процесса механической обработки детали «БУКСА»
- 2. Проектирование технологического процесса механической обработки детали
- 2.1. Разработка маршрута технологического процесса
- 2.2. Проектирование технологических операций механической обработки детали «БУКСА»
- 2.3. Назначение технологических баз
- 2.4. Расчёт припусков на механическую обработку детали
- 2.5. Технические характеристики станков
- 3. Проектирование станочного приспособления
- 4. Проектирование контрольно-измерительного приспособления
- 6.1 Расчет трудоемкости программы
- 1. 3М151Ф2
- 2. Итого [мин]
- 6.2 Расчет необходимого количества оборудования
- 3. 3М151Ф2
- 4. Итого [мин]
- 6.3 Определение необходимого количества рабочих
 Итого [чел] – – –
Итого [чел] – – –- 6.4 Расчет потребной площади
- 6. 3М151Ф2
- (Мамаев В.С., Осипов Е.Г. Основы проектирования машиностроительных заводов с.158)
- ,𝑭-инст.=у∙,С-пр.
- 6.5 Расчет единовременных затрат
- 6.5.1 Затраты на технологическое оборудование
- 7. 3М151Ф2
- 8. Итого
- 6.5.2 Затраты на производственное здание
- 9. 3М151Ф2
- 10. Итого
- 6.5.3 Затраты на технологическую оснастку
- 6.5.4 Затраты на инструмент
- 6.5.5 Расчет текущих затрат на изготовление детали
- 6.5.6 Стоимость сырья и материалов
- 6.5.7 Зарплата основных рабочих
- 6.5.8 Затраты на эксплуатацию оборудования
- Затраты на амортизацию оборудования ,С-𝒂𝒊.
- Затраты на содержание помещений ,С-𝒑𝒊.
- Затраты на электроэнергию Сэi
- Затраты на эксплуатацию оборудования:
- Текущие затраты на деталь для разработанного тех.
 процесса:
процесса:
- маршрутная карта. тех.процесс
- Титульный лист
- Маршрутная карта 1 лист
- Маршрутная карта 2 лист
- Маршрутная карта 3 лист
- ОК 015 Черновая1-Лист1
- ОК 015 Черновая1-Лист2
- ОК 020 Черновая2-Лист1
- ОК 020 Черновая2-Лист2
- ОК 025 Глуб.сверл.
- ОК 035 ЧПУ1-Лист1
- ОК 035 ЧПУ1-Лист2
- ОК 035 ЧПУ1-Лист3
- ОК 035 ЧПУ1-Лист4
- ОК 040 ЧПУ2-Лист1
- ОК 040 ЧПУ2-Лист2
- ОК 040 ЧПУ2-Лист3
- ОК 050 Хонинговальная
- ОК 055Шлиф.
- операционная карта
- 015Черновая1
- 020Черновая2
- 025Глубокое сверление
- 035-1Рассверливание
- 035-2Растачивание
- 035-3Чистовая111
- 040Чистовая2
- 050хонингование
- 055Шлифование
- чертежи Домбрич
- Букса
- Заготовка
- Патрон
- КИП
- Наладка
- Патрон_спец
- КИП_спец
Usage statistics
Разработка технологического процесса изготовления детали на станках
По программе раздела: “Обработка материалов резанием, должен быть разработан процесс:
• по
виду
–
единичный,
т. е. технологический процесс, относящийся
к изделиям одного
наименования, типоразмера и исполнения
независимо от
типа производства;
е. технологический процесс, относящийся
к изделиям одного
наименования, типоразмера и исполнения
независимо от
типа производства;
• по степени детализации содержания – маршрутно-операционный.
Разработка технологического процесса изготовления детали включает в себя:
Анализ рабочего чертежа детали, условий производства.
Определение программы выпуска, установление типа производства.
Выбор вида заготовки. Назначение припусков.
Установление плана и методов механической обработки.
Разработку операций (выбор станочного оборудования, приспособлений, режущего и измерительного инструмента, назначение режима резания для каждого перехода, определение нормы времени).
Оформление документации технологического процесса.
Анализ рабочего чертежа детали.
 Условий производства
Условий производства
Основными исходными материалами для разработки технологического процесса изготовления детали являются рабочий чертеж самой детали, производственная программа ее выпуска и сведения о наличном оборудовании в мастерской предприятия или цехах ремонтного завода.
Рабочий чертеж детали должен содержать полные данные о материале и термообработке, шероховатости поверхностей и все необходимые размеры.
При
анализе рабочего чертежа детали, прежде
всего, нужно установить наиболее
точные поверхности и размеры, обеспечение
заданной точности которых представляет
наибольшую сложность и важность. Решающее
влияние на перечень и
последовательность операций может
оказать твердость
детали,
указанная на чертеже. При
сравнительно
невысокой твердости (НВ
≤ 350) требуемую
по
чертежу
точность и шероховатость в большинстве
случаев можно обеспечить обработкой
резцом, фрезой, протяжкой и разверткой,
т.е. лезвийными инструментами. При
большей твердости рабочих поверхностей
(НВ
≥ 350, HRC
≥ 35) токарные,
фрезерные
или другие операции проводятся до
окончательной термообработки
(закалки
с отпуском), после чего требуются
отделочные операции:
шлифование, полирование,
доводка, и др.
При
большей твердости рабочих поверхностей
(НВ
≥ 350, HRC
≥ 35) токарные,
фрезерные
или другие операции проводятся до
окончательной термообработки
(закалки
с отпуском), после чего требуются
отделочные операции:
шлифование, полирование,
доводка, и др.
2. Программа выпуска, установление типа производства
Рациональный технологический процесс изготовления детали невозможно разработать без предварительного уяснения программы выпуска, которая определяет тип проектируемого производства (индивидуальное, серийное).
Программа выпуска (перечень и количество деталей на планируемый период времени) определяется по объёму выпуска, который приводится в задании или задаётся преподавателем.
3. Выбор вида заготовки. Назначение припусков
Важным
вопросом при проектировании процесса
изготовления
детали
является
выбор наиболее рациональной заготовки.
От данного
выбора,
т.е.
установления
метода получения заготовки, ее формы,
величины припусков, напусков и др. зависят объем последующей механической
обработки и стоимость изготовления
детали
в целом.
зависят объем последующей механической
обработки и стоимость изготовления
детали
в целом.
При разработке чертежа заготовки важно правильно назначить общий припуск на обработку, который представляет собой сумму всех операционных припусков. Припуск, с одной стороны, должен быть достаточным, чтобы обеспечить получение детали с заданными размерами и качеством поверхности, а с другой – должен быть минимальным в целях экономии материала и уменьшения объема механической обработки.
Величина припуска зависит от толщины дефектного слоя заготовки (окалины, обезуглероженного слоя у поковок и штамповок, “корки” у отливок), от погрешностей формы и размеров заготовки, от способа установки детали при обработке и размеров обрабатываемых поверхностей.
Подробные рекомендации по выбору заготовок и назначению общих и операционных пропусков изложены в специальной литературе [4,13].
При
изготовлении деталей из круглого
проката, диаметр которого превышает
диаметр
отверстия шпинделя станка, заготовки
для деталей предварительно отрезаются
на отрезных станках: дисковых, ножовочных,
гильотинных и др. При этом, назначая
длину заготовки, следует стремиться
исключить отходы (обычно это части
заготовки, служащие для закрепления в
патроне), что
достигается
обработкой
с
разных
установок, на центрах, применением
специальных оправок и др. В этом
случае длина заготовки ненамного
превышает длину детали, причем нередко
– лишь на величину припусков на подрезание
торцов: по 1 …3
мм на
сторону.
При этом, назначая
длину заготовки, следует стремиться
исключить отходы (обычно это части
заготовки, служащие для закрепления в
патроне), что
достигается
обработкой
с
разных
установок, на центрах, применением
специальных оправок и др. В этом
случае длина заготовки ненамного
превышает длину детали, причем нередко
– лишь на величину припусков на подрезание
торцов: по 1 …3
мм на
сторону.
При диаметре прутка, меньшем диаметра отверстия шпинделя, детали изготавливаются непосредственно из прутка (заготовительной операции, как и заготовки, как таковой, нет), наибольшая длина которого определяется длиной шпинделя, патрона и допускаемыми величинами выступающих концов прутка.
Рассмотрим
определение общего припуска на ступенчатые
валы диаметром 35 … 55 мм по упрощенной
методике. Для получения достаточно
точных валов (6 … 7 квалитет) с высоким
классом шероховатости (Ra
0,63 … 1,25) необходимо кроме чернового и
чистового точения и шлифование. По
справочным данным припуск на шлифование
составляет 0,3 … 0,6 мм на диаметр, на
чистовое точение – 0,5 … 2 мм и на черновое
точение 2 и более миллиметров в зависимости
от диаметром вала. Определим минимальный
припуск δмин = 0,3 + 0,5 + 2 = 2,8 мм и округляем до 3 мм,
максимальный – δмакс = 0,6 + 2 + 2 = 4,6 мм и округляем до 5 мм для
выбора диаметра заготовки из круглого
проката. Для валов большего диаметра
черновой припуск необходимо увеличивать
пропорционально размеру вала.
Определим минимальный
припуск δмин = 0,3 + 0,5 + 2 = 2,8 мм и округляем до 3 мм,
максимальный – δмакс = 0,6 + 2 + 2 = 4,6 мм и округляем до 5 мм для
выбора диаметра заготовки из круглого
проката. Для валов большего диаметра
черновой припуск необходимо увеличивать
пропорционально размеру вала.
Пример записи прокатного профиля в рабочих чертежах, технической документации:
Читается: сталь горячекатаная круглая марки Ст.З диаметром 50 мм обычной точности – В.
Выбранную заготовку в виде отливки, поковки или штамповки необходимо вычертить на карте эскизов (см. ниже) или на листе пояснительной записки в соответствии с требованиями ЕСКД с указанием припусков и допусков, установленных по справочной литературе.
5 типов производственного процесса
Что такое производственный процесс
В производственном процессе используются методы производства, программное обеспечение для планирования операций, оборудование и рабочая сила для преобразования сырья в готовый продукт. В целом существует пять производственных процессов, и большинство предприятий, создающих продукты, попадают в одну из этих пяти категорий.
В целом существует пять производственных процессов, и большинство предприятий, создающих продукты, попадают в одну из этих пяти категорий.
Однако то, как это работает для каждого бизнеса, будет немного отличаться в зависимости от их индивидуальных продуктов, корпоративного духа, а также имеющихся у них ресурсов и возможностей.
Пять типов производственных процессов:
Серийное производство
Основное производство, которое создает один и тот же продукт на сборочной линии, представляет собой повторяющийся производственный процесс. Эти типы быстрых производственных операций будут производить одинаковые или очень похожие продукты в массовом порядке 24/7.
Отрасли обрабатывающей промышленности, использующие этот тип производственного процесса, включая:
- Автомобильная промышленность
- Электроника
- Полупроводник
- Товары длительного пользования
Эти отрасли массового производства идеально подходят для серийного производства, поскольку потребительский спрос на готовую продукцию стабилен и предсказуем. Сборочная линия будет оставаться довольно постоянной, с небольшими изменениями, поскольку один продукт производится в течение определенного периода времени.
Сборочная линия будет оставаться довольно постоянной, с небольшими изменениями, поскольку один продукт производится в течение определенного периода времени.
Генеральные планы создаются на основе периода времени и количества. Серийное производство часто используется для производства продукции на складе или в условиях больших объемов продаж, ориентированных на заказы, например в автомобилестроении. Роботы и другое автоматизированное крупносерийное производственное оборудование используются для увеличения производительности и снижения производственных затрат на этих типах заводов.
Дискретное производство
Дискретное производство является родственником серийного производства. Он также работает на производственных линиях, но готовая продукция, создаваемая в ходе этого процесса, часто значительно различается.
При переключении между разными моделями продукции часто приходится менять конфигурацию сборочной линии. На производственных предприятиях это называется перенастройкой и сопряжено с затратами на настройку в виде времени, труда и ресурсов.
Например, в компьютерной индустрии технологии не только развиваются с постоянной скоростью, но и клиенты требуют массовой настройки. Производственный процесс для производства новых компьютеров и ноутбуков потребует модификаций сборочной линии для производства и сборки заказов, требующих новейших электронных компонентов.
Производство в мастерской
В процессе производства в мастерской производственные площади, такие как рабочие места и мастерские, используются вместо сборочной линии. Каждый рабочий может что-то добавить к продукту, когда он проходит через его участок, прежде чем он будет перемещен на другой, и до тех пор, пока конечный продукт не будет готов. Этот метод производства идеально подходит для производства по индивидуальному заказу, поскольку он, как правило, медленнее и позволяет производить небольшие объемы продукции с высокой степенью индивидуальности.
Возьмем, к примеру, мастерскую, которая изготавливает шкафы на заказ. Рабочие будут размещены на своих рабочих местах, и они будут дополнять шкаф по мере его поступления к ним. Один может отвечать за распиловку пиломатериалов, другой за нанесение смолы, третий за полировку лака, а третий за сборку.
Один может отвечать за распиловку пиломатериалов, другой за нанесение смолы, третий за полировку лака, а третий за сборку.
Имейте в виду, что производство в цеху предназначено не только для низкотехнологичных продуктов. Этот процесс также используется в передовом производстве истребителей и ракет для аэрокосмической и оборонной промышленности. Эти продукты производятся высококвалифицированными профессионалами, которые используют передовые технологии производства и уделяют большое внимание контролю качества для обеспечения высокого качества сборки.
Непрерывное производство
Непрерывное производство очень похоже на серийное производство, поскольку оно работает круглосуточно и без выходных, многократно создает одинаковые или похожие продукты и создает большие объемы заказов. Ключевое отличие здесь заключается в том, что в качестве сырья используются газы, жидкости, порошки и суспензии, а не твердотельные компоненты.
Работает почти так же, как серийное производство, за исключением разницы в сырье. Примером этого на практике может быть фармацевтическая компания, производящая болеутоляющие средства в больших количествах.
Примером этого на практике может быть фармацевтическая компания, производящая болеутоляющие средства в больших количествах.
Традиционные отрасли промышленного производства, в которых широко используются непрерывные процессы, включают:
- Фармацевтика
- Химикаты/промышленные газы
- Удобрения
- Электростанции
- Переработка нефти
- Бумага
- Печь – сталь, железо и сплавы
Производство в периодическом режиме
Процесс производства в периодическом режиме несколько отличается от производства в непрерывном режиме и больше похож на производство в отдельных цехах и цехах. Количество созданных пакетов будет достаточным для удовлетворения потребностей конкретного клиента. В промежутках между партиями оборудование будет очищено и оставлено в покое до тех пор, пока не потребуется другая партия. Используемое сырье больше похоже на непрерывное производство, поскольку оно также представляет собой жидкости, газы, порошки и суспензии.
Ярким примером этого является производитель соуса. Они могут приготовить множество соусов — барбекю, кетчуп, майонез, — но по заказу клиента может потребоваться только один из них. Пока они производят одну партию кетчупа для клиента в определенном количестве, майонез и другие соусы не будут производиться — вместо этого машины будут очищены и оставлены до тех пор, пока не придет время для создания следующей партии этого соуса.
Управление производственным процессом
Выбор производственного процесса зависит от вашей производственной отрасли и типа продукта, который вы хотите создать. Иногда гибридный подход к производству, который сочетает в себе несколько производственных процессов, может быть полезен, если вы хотите создать ассортимент продуктов.
После того, как вы выбрали правильный производственный процесс, важно использовать правильные производственные системы и инвестировать в правильные производственные технологии для обеспечения контроля процесса. Ваши системы ERP и MES — это шаг в правильном направлении, но им не хватает возможностей планирования и составления графиков, необходимых для того, чтобы стать по-настоящему бережливой производственной организацией.
Ваши системы ERP и MES — это шаг в правильном направлении, но им не хватает возможностей планирования и составления графиков, необходимых для того, чтобы стать по-настоящему бережливой производственной организацией.
В течение 20 лет Optessa помогает лидерам цепочки поставок из списка Fortune 100 оптимизировать свои производственные процессы с помощью передовых технологий планирования и составления графиков производства. Пожалуйста, свяжитесь с нами для бесплатной демонстрации нашего производственного программного обеспечения.
Производственный процесс: этапы и типы
Когда вы покупаете что-то новое, оно уже какое-то время существует. Под этим мы подразумеваем, что продукт начинался как идея, был создан с использованием материалов и труда и доставлен в розничную торговую точку, где его можно приобрести. Шаги, чтобы получить продукт для вас, являются производственным процессом.
Производственный процесс часто воспринимается как должное, но не производителями. Они понимают, сколько времени и усилий уходит на создание самого сложного или простого проекта. Давайте на минутку взглянем на общую картину производства, а затем сосредоточимся на том, что представляет собой производственный процесс.
Они понимают, сколько времени и усилий уходит на создание самого сложного или простого проекта. Давайте на минутку взглянем на общую картину производства, а затем сосредоточимся на том, что представляет собой производственный процесс.
Что такое производство?
Производство – это производство продукта путем переработки сырья. Это достигается за счет человеческого труда, использования машин и/или других инструментов, а также часто биологических или химических процессов. Производство может быть крупномасштабным, или оно может производить детали, из которых собираются автомобили, самолеты, бытовая техника и многое другое.
В процессе производства это сырье модифицируется для получения готовой продукции. Очевидно, что нет ни одного производственного процесса, который проведет вас от начала до конца. Есть много. Некоторые процессы являются промежуточными и производят компоненты, которые проходят другой производственный процесс для создания готового продукта.
Какой бы процесс вы ни использовали при производстве своего продукта, вы можете сделать это более эффективно, используя программное обеспечение. ProjectManager — это онлайн-программное обеспечение для работы и управления проектами, которое автоматизирует рабочие процессы для оптимизации ваших процессов и поддержания качества. Лучше всего то, что вы можете использовать его в любом из нескольких представлений проекта, например, на визуальных досках канбан. Начните бесплатно сегодня.
ProjectManager — это онлайн-программное обеспечение для работы и управления проектами, которое автоматизирует рабочие процессы для оптимизации ваших процессов и поддержания качества. Лучше всего то, что вы можете использовать его в любом из нескольких представлений проекта, например, на визуальных досках канбан. Начните бесплатно сегодня.
Этапы производственного процесса
Несмотря на то, что существует множество производственных процессов, все они должны следовать общему пути от идеи до готового продукта. Каковы шаги, которые берут идею и превращают ее в реальность? Это непростое путешествие, но эти восемь шагов помогут сделать его возможным:
Разработка концепции продукта
Видение продукта — это семя, из которого вырастет готовая продукция. Даже если у вас нет идеи, вы можете разработать ее, проведя мозговой штурм со своей командой. Вещи, которые вы захотите обсудить, включают:
- Кто является целевой аудиторией?
- Каков размер рынка?
- Есть ли потребность в продукте или он решает проблему?
- Есть ли конкуренты и если да, то кто они?
- Есть ли тенденции в отношении аналогичных продуктов?
- У вас есть средства, необходимые для производства продукта?
- Каков план развития вашего продукта?
Исследование видения
Когда у вас есть видение продукта, вам нужно провести глубокое исследование, прежде чем тратить время и деньги, необходимые для производства вашего продукта. Частью исследования является изучение вопросов, заданных на первом этапе. Например, если на рынке есть продукт, который будет конкурировать с вашим, спросите себя:
Частью исследования является изучение вопросов, заданных на первом этапе. Например, если на рынке есть продукт, который будет конкурировать с вашим, спросите себя:
- Мой продукт лучше?
- Будут ли потребители иметь другой опыт использования вашего продукта по сравнению с конкурентами?
- Как ваш проект улучшает то, что уже доступно?
- Как вы собираетесь продавать свой продукт?
- Следует ли использовать контрактное производство?
Дизайн продукта
После того, как у вас есть идея и исследования, наступает очередь разработки продукта. Вы всегда должны держать потребности конечного пользователя на переднем плане и убедиться, что ваш продукт удобен для пользователя. На этом этапе следует помнить о функциях вашего продукта, например о том, как он будет использоваться, какие ресурсы необходимы для его изготовления и срок его службы. В связи с этим, будет ли у вас гарантия, сколько будет стоить ее производство, позволяя вам получать прибыль, и потребуются ли для нее аксессуары или батареи? Также не стоит забывать и о дизайне упаковки.
Завершить дизайн
После того, как вы ответили на вопросы на предыдущем шаге, вы можете приступить к созданию окончательного дизайна вашего продукта. На данный момент не может быть никаких серых зон. Если у вас все еще есть вопросы или пользовательские истории, на которые вы не получили полного ответа, то именно здесь вам нужно будет дать на них конкретные ответы. На этом этапе вам также необходимо собрать ресурсы, необходимые для производства вашего проекта или рабочего прототипа.
Испытание прототипа
Прежде чем приступить к массовому производству продукта, необходимо протестировать прототип, чтобы убедиться, что он работает и соответствует потребностям целевой аудитории. Лучше найти изломы в дизайне и сгладить их на этом этапе, чем когда вы находитесь в массовом производстве конечного продукта. Будьте тщательны, худшее, что вам придется остановить производство, чтобы исправить проблему, которую вы могли бы решить на этапе тестирования.
Производство продукта
После того, как испытания будут завершены к вашему удовлетворению, вы можете приступить к серьезному производству продукта. На этом этапе вы разработаете стратегии ценообразования для продукта и рассчитаете свои производственные затраты. Вам нужно будет определиться с сырьем, необходимым для изготовления вашего продукта, и сколько времени потребуется, чтобы собрать его в готовую продукцию.
На этом этапе вы разработаете стратегии ценообразования для продукта и рассчитаете свои производственные затраты. Вам нужно будет определиться с сырьем, необходимым для изготовления вашего продукта, и сколько времени потребуется, чтобы собрать его в готовую продукцию.
Получите обратную связь и проведите дополнительное тестирование
Прежде чем выпустить свой продукт на рынок, вам необходимо получить обратную связь или провести дополнительное тестирование, чтобы убедиться, что вы предлагаете наилучший продукт. Обратная связь может исходить от фокус-групп, а также от вашей команды, друзей и семьи. Чем больше, тем лучше. Если вы можете улучшить продукт, сделайте это до официального релиза. Обязательно слушайте и задавайте вопросы, не заставляя людей получать самые честные ответы.
Официальный выпуск
После всей проделанной работы вы готовы выпустить продукт на рынок. Это должно быть сделано с помощью маркетинговой кампании продукта, чтобы ваши клиенты знали о вашем продукте и почему они захотят его. Это можно сделать по различным каналам, от пресс-релизов до публичных презентаций, социальных сетей и более традиционных медиа-платформ.
Это можно сделать по различным каналам, от пресс-релизов до публичных презентаций, социальных сетей и более традиционных медиа-платформ.
5 типов производственных процессов
В целом производственный процесс можно разделить на пять типов. Производство прошло долгий путь от сборочных линий и шумных машин. Эти процессы встречаются в таких различных отраслях, как производство продуктов питания, текстильных фабрик, производство одежды, производство изделий из дерева, химическое производство, а также производство компьютеров и электронных продуктов.
1. Серийное производство
Это для производства, которое работает днем и ночью, круглый год, производя один и тот же или аналогичный продукт. Существует небольшая настройка и переналадка, а скорость производства может быть увеличена или замедлена по мере необходимости для удовлетворения спроса.
2. Дискретное производство
Вот еще один сборочный или поточный тип производства. Поскольку продукты могут быть похожими или разными по дизайну, существуют различные настройки и частые замены. Дискретное производство можно найти на фабриках, производящих автомобили, мебель, самолеты, игрушки и смартфоны.
Поскольку продукты могут быть похожими или разными по дизайну, существуют различные настройки и частые замены. Дискретное производство можно найти на фабриках, производящих автомобили, мебель, самолеты, игрушки и смартфоны.
3. Мастерская по производству
Вместо сборочной линии производство в мастерской состоит из различных производственных участков, которые производят небольшие партии нестандартных изделий. Они изготавливаются либо на заказ, либо изготавливаются на складе. Организовав эти рабочие станции, производители могут выпускать одну или несколько версий нестандартного продукта партиями. Это хорошо для сделанных на заказ продуктов и работы, которая выполняется от проекта к проекту.
4. Производство серийного производства
Как и в случае дискретного и мелкосерийного производства, периодический процесс зависит от потребительского спроса. После производства партии оборудование очищается и подготавливается к следующей партии, которая обычно непрерывна. Материалы изделий, как правило, схожи, а производственный процесс более разнообразен.
Материалы изделий, как правило, схожи, а производственный процесс более разнообразен.
5. Непрерывное производство
Как и серийное производство, это работает круглосуточно и без выходных. Но сырье делает этот производственный процесс другим, так как это газы, жидкости, порошки или суспензии. Однако в горнодобывающей промышленности сырьем могут быть гранулированные материалы. Этот тип производства встречается в таких отраслях, как нефтепереработка, выплавка металлов и некоторые виды производства продуктов питания, например, производство арахисового масла.
ProjectManager помогает в производстве
Какой бы производственный процесс вы ни использовали, вам потребуется облачное программное обеспечение, которое предоставляет данные в режиме реального времени для принятия более взвешенных решений. ProjectManager — это не просто онлайн-инструмент, а программное обеспечение для управления проектами, которое автоматизирует рабочий процесс, управляет ресурсами и затратами.
Мониторинг прогресса с помощью информационных панелей в реальном времени
Следите за производственным процессом с помощью нашей информационной панели в режиме реального времени. Он автоматически собирает и вычисляет шесть показателей, которые затем отображаются в виде удобных для чтения графиков и диаграмм. Посмотрите, соблюдаете ли вы свой график, расходы и многое другое. Нет необходимости в настройке, как в случае с другими легкими инструментами. Мы готовы, когда вы готовы.
Мгновенное получение подробных отчетов
Информационные панелидают вам общий обзор вашего производственного процесса. Для более глубокого изучения данных используйте наши отчеты в один клик. Вы можете генерировать данные обо всем: от расписаний до рабочей нагрузки, отчетов о состоянии и многого другого. Все отчеты можно фильтровать, чтобы отображать только те данные, которые вы хотите видеть, а затем легко делиться ими с заинтересованными сторонами, чтобы обновлять их.
Сбалансируйте рабочую нагрузку команды с помощью инструментов управления ресурсами
Производственные процессы настолько хороши, насколько хороши люди, которые ими управляют. С помощью наших инструментов управления ресурсами вы можете быть уверены, что ваша команда работает на полную мощность. Используйте диаграмму рабочей нагрузки с цветовой кодировкой, чтобы увидеть, кто чем занимается, а затем при необходимости перераспределите ресурсы из диаграммы рабочей нагрузки, чтобы сбалансировать рабочую нагрузку и повысить производительность.
С помощью наших инструментов управления ресурсами вы можете быть уверены, что ваша команда работает на полную мощность. Используйте диаграмму рабочей нагрузки с цветовой кодировкой, чтобы увидеть, кто чем занимается, а затем при необходимости перераспределите ресурсы из диаграммы рабочей нагрузки, чтобы сбалансировать рабочую нагрузку и повысить производительность.
ProjectManager — отмеченное наградами программное обеспечение для гибридных команд. Наш инструмент является совместным по своей сути, объединяя всех, независимо от того, где и когда они работают. У нас есть один источник правды, который означает, что все всегда на одной волне и лучше работают вместе. Начните бесплатно работать с ProjectManager уже сегодня.
Определение, типы, примеры и использование в качестве индикатора
Что такое производство?
Термин «производство» относится к переработке сырья или деталей в готовую продукцию с использованием инструментов, человеческого труда, машин и химической обработки.
Производство позволяет предприятиям продавать готовую продукцию по более высокой цене, чем стоимость используемого сырья. Крупномасштабное производство позволяет производить товары массово, используя конвейерные процессы и передовые технологии в качестве основных активов. Эффективные технологии производства позволяют производителям воспользоваться эффектом масштаба, производя больше единиц продукции с меньшими затратами.
Ключевые выводы
- Производство — это процесс превращения сырья или деталей в готовую продукцию с использованием инструментов, человеческого труда, машин и химической обработки.
- До промышленной революции большинство продуктов производилось вручную с использованием человеческого труда и основных инструментов.
- Промышленная революция привела к массовому производству, конвейерному производству и использованию механизации для производства большего количества товаров по более низкой цене.
- Финансовые аналитики ежемесячно изучают производственный отчет ISM как потенциальный ранний индикатор состояния экономики и того, куда может двигаться фондовый рынок.

- Производство может быть определено и классифицировано по различным типам, процессам или методам.
Понимание производства
Производство является неотъемлемой и огромной частью экономики. Он включает в себя переработку и переработку сырья, такого как руда, древесина и продукты питания, в готовые продукты, такие как металлические изделия, мебель и переработанные пищевые продукты.
Преобразование этого сырья во что-то более полезное повышает ценность. Эта добавленная стоимость увеличивает цену готовой продукции, что делает производство очень прибыльной частью бизнес-цепочки. Некоторые люди специализируются на навыках, необходимых для производства товаров, в то время как другие предоставляют средства, необходимые предприятиям для покупки инструментов и материалов.
Как отмечалось выше, эффективность производства может привести к повышению производительности и снижению затрат. Производители могут добиться этого, если они в состоянии:
- Уменьшить избыточность
- Улучшить качество работы
- Обновление оборудования и процедур
- Ставьте реалистичные цели
- Оптимизация приема, цепочки поставок и каналов сбыта
Производство часто освещается советом конференций и хорошо изучается экономистами.
Виды производства
Способы производства продукции менялись с течением времени. Люди исторически производили товары, используя сырье. А в некоторых случаях до сих пор делают. Ручное производство предполагает использование основных инструментов с помощью более традиционных процессов. Эта форма производства часто связана с декоративно-прикладным искусством, текстильным производством, кожевенным, столярным и некоторыми изделиями из металла.
Изделия ручной работы трудоемки и требуют много времени. В некоторых случаях они могут иметь высокую цену, в зависимости от поставщика и типа товара. Например, единственные в своем роде модные вещи ручной работы могут продаваться по более высокой цене по сравнению с чем-то массовым. Однако бывают случаи, когда людей, производящих товары с использованием этих технологий, можно эксплуатировать, особенно там, где трудовое законодательство слабое, а спрос на рабочие места высок.
Крупные предприятия используют механизацию для массового производства товаров в гораздо больших масштабах. В этом процессе используются машины, а это означает, что ручная обработка материалов не обязательно требуется. В производственном процессе требуется очень мало человеческого капитала, хотя для работы и обеспечения правильной работы оборудования могут потребоваться высококвалифицированные люди.
В этом процессе используются машины, а это означает, что ручная обработка материалов не обязательно требуется. В производственном процессе требуется очень мало человеческого капитала, хотя для работы и обеспечения правильной работы оборудования могут потребоваться высококвалифицированные люди.
Аддитивное производство
Этот тип производства обычно называют 3D-печатью. Он включает в себя использование слоев, которые накладываются друг на друга для создания форм и узоров в трехмерном процессе с использованием специального оборудования, такого как 3D-принтер.
Передовое производство
Этот метод включает в себя новые формы технологии для улучшения производственного процесса. Компании могут повысить ценность сырья, которое они используют, чтобы лучше обслуживать свои целевые рынки. Новые технологии также помогают быстрее выводить новые продукты на рынок, одновременно увеличивая производительность.
Контрактное производство
Это распространено в производственной сфере. Компании будут вступать в партнерские отношения и деловые отношения с другими фирмами для аутсорсинга определенных производственных процессов. Например, автомобильная компания может нанять третью сторону для изготовления деталей, которые она будет использовать на своих сборочных линиях для производства автомобилей.
Компании будут вступать в партнерские отношения и деловые отношения с другими фирмами для аутсорсинга определенных производственных процессов. Например, автомобильная компания может нанять третью сторону для изготовления деталей, которые она будет использовать на своих сборочных линиях для производства автомобилей.
3D-печать существует с 1980-х годов.
Типы производственных технологий
Изготовление на склад (MTS)
Традиционным методом производства является изготовление на складе, производство стандартного продукта на основе прогнозируемого спроса. Компания оценивает, сколько единиц продукции будет продано за определенный период времени, а затем заранее планирует произвести такое количество товаров. Товары часто хранятся в качестве запасов, ведущих к выпуску и широкому распространению товаров.
Компания должна иметь достаточную информацию до выпуска продукта, чтобы понять, сколько товаров ей потребуется произвести. Это включает в себя использование исторических данных по аналогичным товарам, понимание макроэкономических условий и учет ожиданий клиентов в отношении конкретных характеристик продукта.
Преимущество МТС в том, что компании часто могут извлечь выгоду из масштабов экономии. Поскольку компания устанавливает целевой уровень производства, она может заранее спланировать, сколько сырья, рабочей силы или оборудования ей потребуется, и часто может построить самые надежные производственные планы. С другой стороны, несоответствие ожиданиям оставляет компанию с непригодным для использования продуктом, избыточными запасами и фиксированными, но недоиспользованными постоянными затратами.
Изготовление на заказ (MTO)
В отличие от MTS, производство на заказ предполагает работу непосредственно с клиентом, чтобы понять его потребности и желаемые характеристики продукта. Производство обычно начинается только после подписания контракта или письма о намерениях. Кроме того, производители могут создавать легкие прототипы, но часто откладывают начало производства до тех пор, пока не будут предоставлены полные спецификации продукта.
MTO наиболее распространен в отраслях, где производятся специализированные продукты для очень конкретной цели.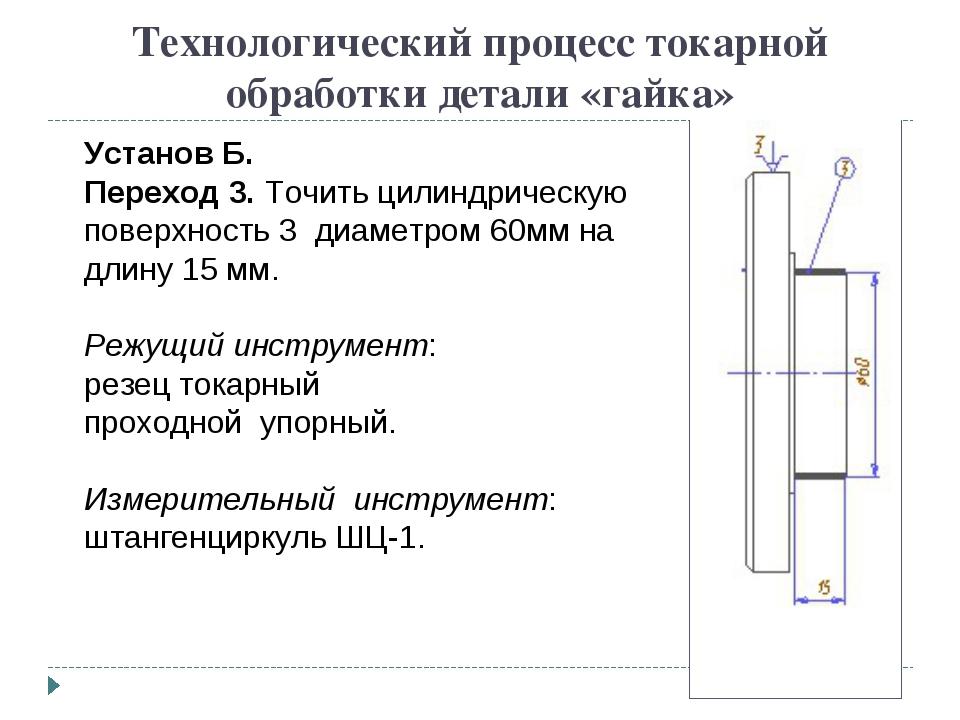 Аэрокосмическая промышленность, строительство или технологии (в меньшей степени) являются примерами отраслей, где производители часто не будут производить товар до тех пор, пока государственная организация не согласится приобрести самолет или арендатор не подпишет долгосрочный договор аренды.
Аэрокосмическая промышленность, строительство или технологии (в меньшей степени) являются примерами отраслей, где производители часто не будут производить товар до тех пор, пока государственная организация не согласится приобрести самолет или арендатор не подпишет долгосрочный договор аренды.
С одной стороны, производители MTO часто могут взимать надбавку за свою продукцию, поскольку товар нелегко приобрести на рынке. Особенно это касается товаров с высокой спецификацией. Кроме того, производители MTO часто получают прибыль только в том случае, если продажи выстраиваются в очередь; поэтому он часто никогда не несет инвентарь. Недостатком производства MTO часто является неравномерный спрос на продукцию, что может привести к более медленным периодам бизнеса.
Изготовление для сборки (MTA)
Третий тип производственной технологии – это процесс «изготовление для сборки». Компании пытаются получить преимущество, начав производство комплектующих. Затем, когда клиенты начинают размещать заказы, компании собирают ранее произведенные компоненты.
Поскольку компания частично завершила производственный процесс, товар часто может быть доставлен клиентам быстрее, чем в рамках процессов MTO. Тем не менее, компания по-прежнему рискует застрять с запасом прогнозируемого спроса, который не материализуется. Кроме того, компания рискует потерять преимущества MTO и MTS, пытаясь сбалансировать каждый тип процесса.
Типы производственных процессов
Наконец, производство можно разделить на различные методы производства. Каждый метод приводит к уникальному конечному продукту.
Дискретное производство
Дискретное производство названо так удачно, потому что каждый произведенный продукт может быть конкретно идентифицирован. Производственный процесс использует спецификацию для отслеживания того, какое сырье или компоненты входят в каждую конкретную единицу. В дискретных производственных процессах единицы часто изготавливаются на производственной линии, где рабочие сборочной линии следуют производственному графику и регистрируют использование материалов.
Непрерывное производство
Существует два основных типа процессного производства. Во-первых, серийное производство влечет за собой производство продукта на основе определенного стандарта, в котором используется рецепт или формула. Порционное производство часто используется в пищевой промышленности и производстве напитков для производства легко воспроизводимых товаров определенного количества (например, определенного сосуда с соусом терияки).
В качестве альтернативы, непрерывное производственное производство подразумевает последовательные, непрерывные операции, которые часто производят товар одним щелчком мыши в течение длительного периода времени. Затем производство приостанавливается на определенный период времени, после чего возобновляется. Непрерывное технологическое производство широко используется в нефтегазовой промышленности при бурении полезных ископаемых.
Смешанное производство
Для некоторых товаров может потребоваться сочетание как дискретных, так и производственных процессов. Это часто имеет место для товаров, произведенных с использованием пакетного процесса, прежде чем эти стандартизированные товары будут преобразованы в более конкретную индивидуальную упаковку. На начальном этапе создания продукта используется процессное производство, а во второй половине добавляются уникальные особенности способа доставки (включая любые настройки клиента).
Это часто имеет место для товаров, произведенных с использованием пакетного процесса, прежде чем эти стандартизированные товары будут преобразованы в более конкретную индивидуальную упаковку. На начальном этапе создания продукта используется процессное производство, а во второй половине добавляются уникальные особенности способа доставки (включая любые настройки клиента).
Мастерская по производству
Еще более специфический тип производственного процесса, товары могут быть изготовлены с использованием цехового производства. Этот процесс чаще всего используется, когда необходимо обработать партию, но эта партия отличается от обычного продукта компании. Для этого специализированного, индивидуального товара компания часто должна выполнять уникальные этапы настройки и обработки, включая преобразование существующего оборудования в более удобную структуру.
Серийное производство
Потенциальное подмножество других производственных процессов, серийное производство часто разбивает длинные производственные процессы на более мелкие части. Каждая часть, часто называемая специальной сборочной линией или производственной ячейкой, предназначена для производства только своей конкретной части устройства. Затем единицы непрерывно передаются на следующую специализированную сборочную линию. Любая работа с материалом выполняется на производственной линии, поскольку зоны временного хранения часто не используются.
Каждая часть, часто называемая специальной сборочной линией или производственной ячейкой, предназначена для производства только своей конкретной части устройства. Затем единицы непрерывно передаются на следующую специализированную сборочную линию. Любая работа с материалом выполняется на производственной линии, поскольку зоны временного хранения часто не используются.
В 2021 году около 12,1 миллиона американцев будут работать в производственном секторе.
История современного производства
Изделия ручной работы доминировали на рынке до промышленной революции. Этот период положил начало промышленному процессу, когда сырье в больших объемах превращалось в готовую продукцию. Развитие паровых двигателей и новых технологий позволило компаниям использовать машины в производственном процессе. Это уменьшило потребность в человеческом капитале, одновременно увеличив объем товаров, которые можно было бы произвести.
Массовое производство и производство на сборочных линиях позволило компаниям создавать детали, которые можно было бы использовать взаимозаменяемо, и упростить изготовление готовой продукции за счет уменьшения необходимости настройки деталей. Форд популяризировал методы массового производства в начале 20 века.
Форд популяризировал методы массового производства в начале 20 века.
С тех пор компьютеры и прецизионное электронное оборудование позволили компаниям стать пионерами в области высокотехнологичных методов производства. Компании, которые используют эти методы, обычно имеют более высокую цену, но также требуют более специализированного труда и более высоких капиталовложений.
Навыки, необходимые для управления машинами и разработки производственных процессов, со временем резко изменились. Многие низкоквалифицированные производственные рабочие места были перемещены из развитых в развивающиеся страны, потому что рабочая сила в развивающихся странах, как правило, дешевле. Таким образом, высококачественные продукты, требующие точности и квалифицированного производства, обычно производятся в странах с развитой экономикой.
Измерение производства в экономике
Экономисты и правительственные статистики используют различные коэффициенты при оценке роли производства в экономике. Например, добавленная стоимость в обрабатывающей промышленности (ДСОП) — это показатель, который сравнивает объем производства в экономике с ее общим размером. Этот показатель выражается в процентах от валового внутреннего продукта (ВВП).
Например, добавленная стоимость в обрабатывающей промышленности (ДСОП) — это показатель, который сравнивает объем производства в экономике с ее общим размером. Этот показатель выражается в процентах от валового внутреннего продукта (ВВП).
Институт управления поставками (ISM) опрашивает производственные фирмы, чтобы оценить занятость, запасы и новые заказы. ISM ежемесячно публикует производственный отчет ISM, в котором обобщаются его выводы. Финансовые аналитики и исследователи с нетерпением ждут этого отчета, поскольку они рассматривают его как потенциальный ранний индикатор здоровья экономики, а также признак того, куда может двигаться фондовый рынок.
2,2 триллиона долларов
Производство всегда было ключевым фактором, влияющим на экономику Соединенных Штатов. По оценкам, 10,8% ВВП США в 2020 году пришлось на производство. Это равнялось чуть более 2,2 триллиона долларов.
Этапы производства
Эти семь шагов, следующих в последовательном порядке, охватывают не только физическое производство товара, но и этапы до и после создания материального товара.
Шаг 1: Разработайте идею
Прежде чем будет произведено какое-либо материальное благо, производство начинается с разработки концепции и развития видения продукта. Это видение продукта определяет, что представляет собой продукт, кто является целевой аудиторией, какова потребность в товаре и какие существуют конкуренты. Многие из этих типов вопросов могут определить товар и помочь уточнить, какие характеристики будут присущи реальному продукту.
Шаг 2: Проведите исследование рынка
Хотя многие считают, что производство влечет за собой только физический аспект создания товара, производственный процесс по-прежнему включает в себя исследование потенциального продукта с целью поиска способов его улучшения. Это включает в себя понимание того, какое сырье можно использовать, какое оборудование необходимо, в каких условиях должен производиться товар и чем этот товар будет отличаться от конкурирующих товаров.
Шаг 3. Разработка продукта
С учетом результатов исследований пришло время разработать продукт. Это всегда должно быть сделано с учетом того, что клиент будет нуждаться и использовать. Это также должно включать любые производственные ограничения, обнаруженные на этапе исследования. Это также включает в себя понимание затрат, которые пойдут на разработку этого продукта, чтобы вы могли прогнозировать, какой будет прибыльность вашего продукта. Именно на этом этапе производственный процесс наиболее тесно связан с исследованиями и разработками.
Это всегда должно быть сделано с учетом того, что клиент будет нуждаться и использовать. Это также должно включать любые производственные ограничения, обнаруженные на этапе исследования. Это также включает в себя понимание затрат, которые пойдут на разработку этого продукта, чтобы вы могли прогнозировать, какой будет прибыльность вашего продукта. Именно на этом этапе производственный процесс наиболее тесно связан с исследованиями и разработками.
Шаг 4. Завершение и создание прототипа
Теперь, когда этап проектирования завершен, пришло время принять окончательное решение о том, каким будет продукт. Это включает в себя выбор того, какое сырье использовать или как определить производственный процесс. Эти решения реализуются путем создания исходного прототипа. Это означает создание меньшего по масштабу тестового продукта, который будет отражать то, каким будет реальный производственный продукт.
Этап 5: Тестирование прототипа
Когда прототип готов, пришло время его протестировать. Это включает в себя анализ фактических ресурсов, которые были потрачены на благо, чтобы лучше понять, сколько будет стоить фактический продукт и какова будет его норма прибыли. Это также включает в себя поиск слабых мест или неэффективности в производственном процессе. Часто это последний этап перед началом массового производства; хотя изменения могут быть внесены в будущем, настало время для больших изменений без серьезных последствий для продукта или производственного процесса.
Это включает в себя анализ фактических ресурсов, которые были потрачены на благо, чтобы лучше понять, сколько будет стоить фактический продукт и какова будет его норма прибыли. Это также включает в себя поиск слабых мест или неэффективности в производственном процессе. Часто это последний этап перед началом массового производства; хотя изменения могут быть внесены в будущем, настало время для больших изменений без серьезных последствий для продукта или производственного процесса.
Шаг 6: Производство товара
Было проведено достаточно времени, испытаний и исследований; пришло время делать добро. Компания приобретает машины и оборудование, необходимые для осуществления полномасштабных процессов производства товара. Компания также полностью инвестирует в затраты на рабочую силу, хранение, страхование и другие расходы, связанные с полной производственной линией.
Компании могут постоянно улучшать свои процессы; вместо того, чтобы возвращаться к стадиям прототипа, они часто пересматривают и вносят небольшие изменения на этапе фактического производства.
Шаг 7. Мониторинг процесса
Чтобы постоянно совершенствоваться, компания должна постоянно оценивать, как идет процесс и оправдываются ли ожидания. Компания должна проанализировать, сколько стоит производство товара, и сравнить ее с продажными ценами. Компания также должна оценивать спрос на продукцию и увеличивать (или уменьшать) масштабы в зависимости от предпочтений потребителей.
Производство и производство
Хотя иногда это называют одним и тем же, между производственным процессом и производственным процессом есть тонкие различия. В производстве компании часто приходится запрашивать сырье у сторонних или внешних поставщиков для переработки в готовую продукцию. Для производства компания часто владеет этим сырьем.
Определение каждого из них охватывает различные процессы. Производство шире и включает в себя производство, поскольку производство просто принимает входные данные и дает результат. Производство, более специфический тип производства, представляет собой процесс превращения сырья в осязаемый готовый продукт.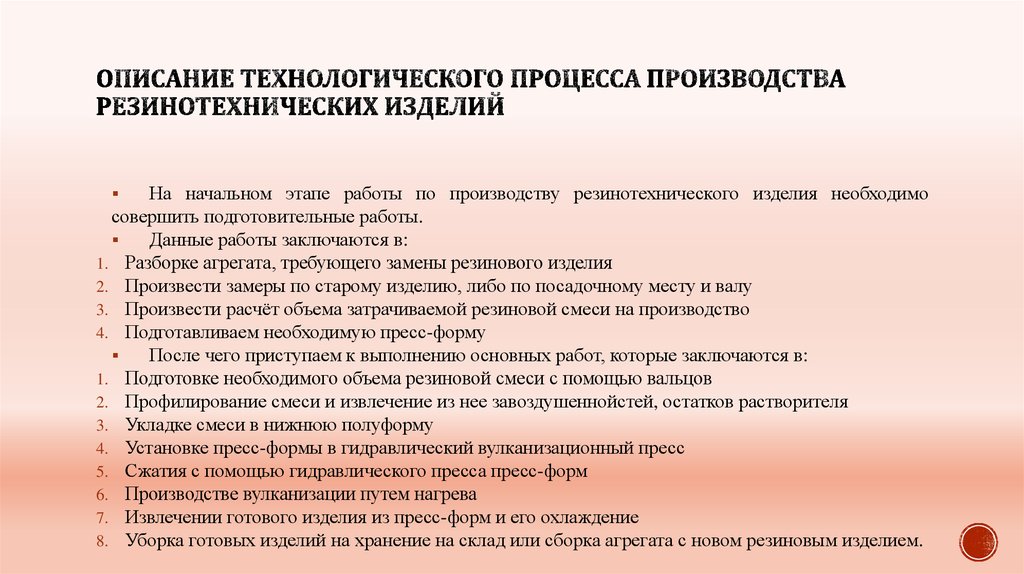
Производственный процесс заканчивается получением материального блага. В качестве альтернативы производство может закончиться получением материального или нематериального товара. Рассмотрим театральный пример, который точно назван. Шоу или театральная постановка буквально заканчиваются публичным развлечением для широкой публики.
Поскольку производственный процесс в значительной степени зависит от сырья, производственный процесс часто зависит от тяжелой техники или оборудования. Это также зависит от времени настройки и труда, чтобы установить процесс. Во время производства машинное оборудование может не потребоваться в зависимости от выпускаемой продукции.
Производство
Часто требуется закупка сырья
Продукция физическая, материальные товары
Машины и рабочая сила необходимы для процесса
Более специфический тип процесса
Производство
Часто влечет за собой предыдущее владение входными данными для процесса
Результат может быть материальным или нематериальным товаром
Оборудование может потребоваться или не потребоваться
Является менее специфичным типом процесса
Пример изготовления
Toyota Motor Corporation, известная своим эффективным производственным процессом, является исторически известным и успешным производителем. Компания использует систему бережливого производства, чтобы максимально быстро и эффективно выполнять заказы клиентов на автомобили. В конце 2021 года Toyota объявила, что увеличивает свой долгосрочный прогноз продаж аккумуляторных электромобилей, планируя продать 3,5 миллиона единиц в 2030 году (по сравнению с предыдущим планом в 2,0 миллиона).
Компания использует систему бережливого производства, чтобы максимально быстро и эффективно выполнять заказы клиентов на автомобили. В конце 2021 года Toyota объявила, что увеличивает свой долгосрочный прогноз продаж аккумуляторных электромобилей, планируя продать 3,5 миллиона единиц в 2030 году (по сравнению с предыдущим планом в 2,0 миллиона).
Производственный процесс компании основан на двух основных концепциях:
- Дзидока: Когда возникает проблема с производством, оборудование немедленно останавливается, чтобы предотвратить появление брака в будущем.
- Точно в срок: Каждый процесс производит только то, что необходимо для текущего процесса. Это включает в себя поиск достаточного количества материала без чрезмерного количества резервов.
В рамках дзидока инженеры проектируют и создают системы вручную, чтобы полностью понять производственный процесс. Затем они тщательно упрощают операции и переходят на использование машин. Цель производственного процесса состоит в том, чтобы использовать повторяющиеся процессы, которые делают производственный процесс более простым и менее дорогим.
Цель производственного процесса состоит в том, чтобы использовать повторяющиеся процессы, которые делают производственный процесс более простым и менее дорогим.
В соответствии с принципом «точно в срок» Toyota стремится устранить «отходы, несоответствия и необоснованные требования на производственной линии». После получения заказа производственные инструкции должны быть немедленно отправлены на производственную линию. На производственной линии должны быть в наличии необходимые материалы и детали. Любые недостатки быстро устраняются заменой аналогичных деталей.
Что такое бережливое производство?
Бережливое производство — это форма производства, которую могут использовать производители, желающие сократить время производственной системы для повышения своей эффективности. Внедрение подхода бережливого производства означает, что компания хочет повысить производительность, одновременно устраняя как можно больше отходов. Это может означать сокращение эксплуатационных расходов и сроков выполнения заказов.
Как рассчитать производственные накладные расходы?
Производственные накладные расходы – это общие косвенные затраты, связанные с производством. Сюда входят любые расходы, такие как заработная плата сотрудников, амортизация активов, арендная плата, аренда и коммунальные услуги. Расходы, такие как материалы, не включены.
Чтобы рассчитать производственные накладные расходы, возьмите ежемесячные накладные расходы и разделите их на объем продаж за месяц. Вы можете умножить результат на 100, чтобы получить общий процент ежемесячных накладных расходов.
Какова цель производства?
Производство – это процесс преобразования сырья в готовый материальный продукт. Производство влечет за собой повышение эффективности процесса, поскольку оно преобразует определенные ресурсы в другие ресурсы, часто с целью продажи покупателю.
Каковы этапы производства?
Производственный процесс часто начинается со стадии сбора информации, когда инженеры и руководство узнают о процессе. Прототипы часто создаются и оцениваются. Затем реализуются конкретные проекты, и начинается коммерческое производство. По мере изготовления товары проверяются, отгружаются и доставляются следующему потребителю готовой продукции.
Прототипы часто создаются и оцениваются. Затем реализуются конкретные проекты, и начинается коммерческое производство. По мере изготовления товары проверяются, отгружаются и доставляются следующему потребителю готовой продукции.
Почему важно производство?
Производство имеет решающее значение для большинства, если не всех, товаров вокруг вас. Без формального процесса преобразования сырья в более сложные товары у нас не было бы электроники, бытовой техники, транспорта и многих аспектов жизни, которые делают нашу жизнь более эффективной, безопасной и продуктивной. Производство — это основа предметов, с которыми мы взаимодействуем, на которые полагаемся, получаем удовольствие и потребляем.
Практический результат
Сколько мы себя помним, люди традиционно превращали сырье в готовые товары. Этот процесс, который превращает сырье в готовую продукцию, называется производством. Предприятия все еще могут использовать человеческий труд для обработки этих материалов вручную.