Технологический процесс производственный процесс: Производственный и технологический процессы | Производство и промышленность
alexxlab | 30.01.2023 | 0 | Разное
Основные понятия производственного и технологического процессов
Основные понятия производственного и технологического процессов
Производственный процесс ремонта — это комплекс целенаправленных действий, приводящий к восстановлению работоспособности деталей, узлов, агрегатов и машин в целом, утраченной вследствие естественного или аварийного изнашивания в процессе эксплуатации, хранения или транспортирования машин. Производственный процесс охватывает всю совокупность операций, в результате которых объект ремонта превращается в изделие, полностью соответствующее техническим условиям на ремонт. В понятие производственного процесса включаются ряд самостоятельных технологических процессов (доставка объекта ремонта на предприятие, очистка, мойкгц восстановление отдельных деталей, изготовление запасных частей, контроль сборки машин, испытание и т. д.), а также мероприятия по подготовке и нормальному функционированию ремонтного предприятия (организация обслуживания средств производства и рабочих мест, получение и хранение материалов и полуфабрикатов и пр. ).
).
Технологический процесс ремонта машин является частью производственного процесса, включающего ряд последовательных операций, связанных с постепенным изменением состояния объекта ремонта. Характер технологического процесса и последовательность выполняемых операций определяются видом ремонта, конструктивно-технологическими особенностями машины, техническим уровнем, оснащенностью ремонтного предприятия и организационными принципами проведения ремонта. Определенное влияние на трудоемкость операций технологического процесса оказывает техническое состояние машин, поступающих в ремонт.
Обычно различают наиболее сложные технологические процессы выполнения заготовок, термической обработки, механической обработки, наплавки и сварки, сборки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Под технологическим процессом механической обработки понимают последовательное изменение состояния заготовки (форм, размеров, качества поверхностей) до получения готового изделия. При выполнении сварочных работ или наплавки происходит изменение геометрии детали в результате присоединения другой детали или послойного наращивания металла на изношенные поверхности. Технологический процесс сборки связан с последовательным соединением деталей в узлы и отдельных узлов в агрегаты или машины.
При выполнении сварочных работ или наплавки происходит изменение геометрии детали в результате присоединения другой детали или послойного наращивания металла на изношенные поверхности. Технологический процесс сборки связан с последовательным соединением деталей в узлы и отдельных узлов в агрегаты или машины.
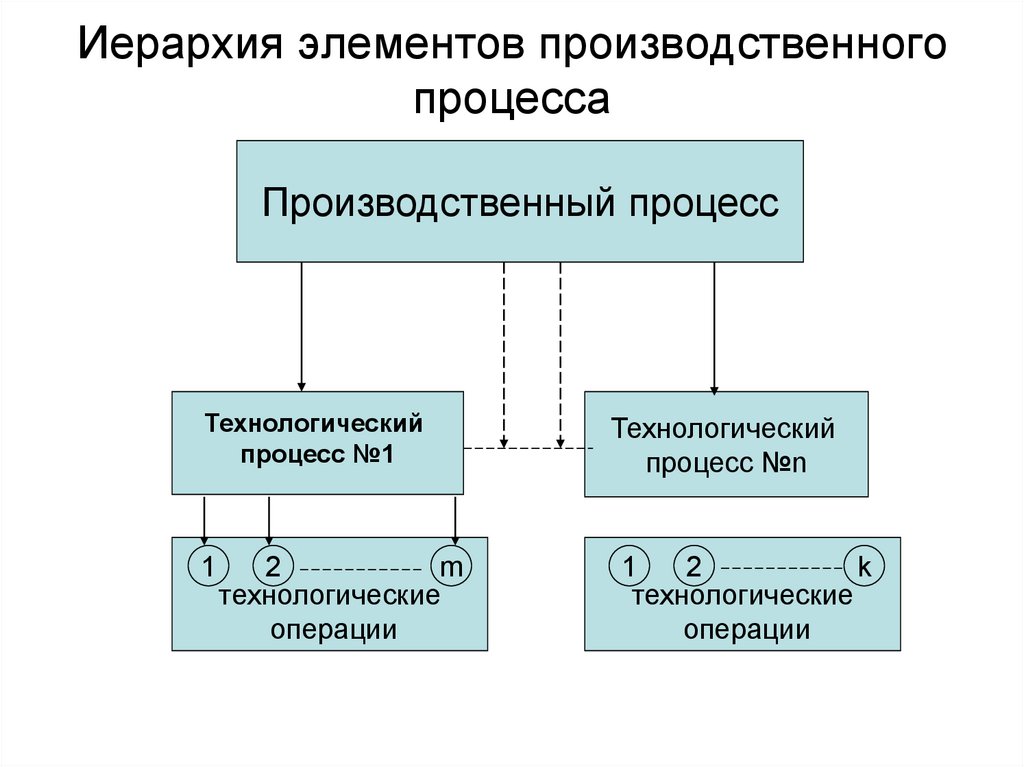
Технологический процесс состоит из нескольких операций. Под технологической операцией понимают часть технологического процесса, осуществляемую непрерывно на одном рабочем месте с использованием определенного инструмента или приспособления. Содержание операции зависит от характера технологического процесса, применяемого оборудования и объекта ремонта. Ввиду того что операция в организационном отношении является основной и неделимой частью технологического процесса, она используется при учете производительности труда и планировании основных показателей функционирования ремонтного предприятия.
При восстановлении деталей, узлов и агрегатов погрузочно- разгрузочных машин наиболее трудоемкими являются технологические процессы, связанные с капитальным ремонтом. При этом виде ремонта предусматривается полная разборка машины на детали с последующим восстановлением значительного числа первоначальных посадок. Все операции технологических процессов должны выполняться в строгом соответствии с установленными техническими условиями на ремонт.
При этом виде ремонта предусматривается полная разборка машины на детали с последующим восстановлением значительного числа первоначальных посадок. Все операции технологических процессов должны выполняться в строгом соответствии с установленными техническими условиями на ремонт.
При поступлении машины на ремонтное предприятие техническими условиями определяются требования к владельцу машины в части ее комплектности, подготовка к ремонту, указывается порядок приемки.
Техническими условиями регламентируются правила контроля и сортировки деталей. При разработке технологического процесса на каждую деталь составляется карта, где приводятся номинальные и допустимые по износу размеры детали с указанием характерных выбраковочных признаков. Детали считаются годными, если они не имеют повреждений и их износ не превышает установленных допусков.
Для того чтобы ремонтные операции на рабочих местах выполнялись в строгом соответствии с техническими условиями, на предприятиях составляют так называемые технологические карты.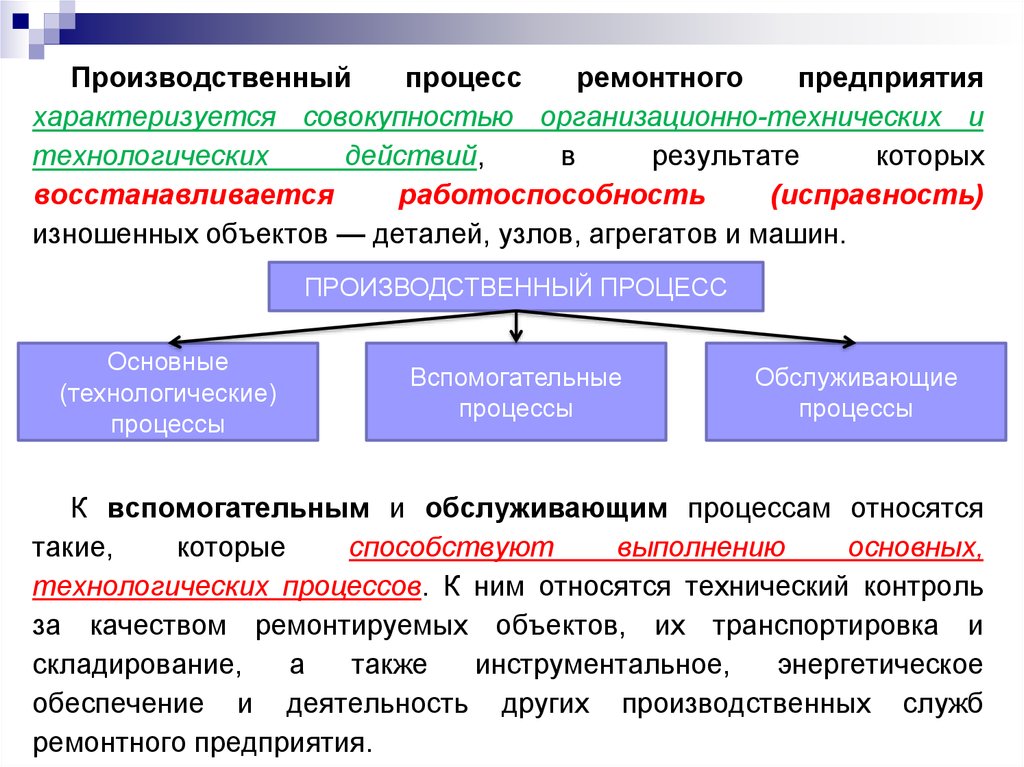 Такие карты являются важным элементом производства, позволяющим обеспечить единую технологическую дисциплину на предприятиях. Применение технологических карт дает возможность правильно решать вопросы оснащения рабочих мест оборудованием и своевременно устранять возникающие в технологическом процессе отклонения.
Такие карты являются важным элементом производства, позволяющим обеспечить единую технологическую дисциплину на предприятиях. Применение технологических карт дает возможность правильно решать вопросы оснащения рабочих мест оборудованием и своевременно устранять возникающие в технологическом процессе отклонения.
Технологические карты обычно составляют на стадии подготовки ремонтного производства. В картах приводится перечень и содержание необходимых операций, а также порядок их выполнения с учетом оптимальной последовательности. По каждой операции в карте отмечается используемое оборудование, инструмент или приспособление; приводятся требования технических условий на ремонт и устанавливается квалификация рабочего. Кроме того, в технологических картах приводятся нормы времени как на отдельные операции, так и на технологический процесс в целом.
Основные технологические процессы ремонта машин включают множество одноименных операций с различными деталями. Чтобы избежать многократного повторения, на схемах технологического процесса изображают укрупненные операции, которые условно распространяют на все детали, узлы и агрегаты машины.
Рис. 54. Схема технологического процесса ремонта машин:
а — необезличенным методом; б — агрегатным методом козловых кранов
Принципиальная схема технологического процесса ремонта машин необезличенным методом показана на рис. 54, а. Схема капитального ремонта козловых кранов грузоподъемностью 5 т агрегатным методом приведена на рис. 54, б.
Для указанных схем технологического процесса ремонта характерна последовательность операций. При необезлйченном методе базовые и остальные детали ремонтируют до начала сборки машины. По результатам дефектации негодные детали заменяют новыми, а требующие ремонта после восстановления поступают на сборку. При необезличенном методе продолжительность процесса ремонта лимитируется главным образом временем восстановления (изготовления новых) деталей.
—-
Производственный процесс ремонтного предприятия — это совокупность действий, направленных непосредственно на объект ремонта, и действий, способствующих их выполнению, в результате которых восстанавливаются годность и эксплуатационные качества машин. Отсюда видно, что производственный процесс ремонта включает основные и вспомогательные процессы. Основные— это процессы непосредственного воздействия на объект ремонта, обеспечивающие устранение дефектов, а вспомогательные — это процессы, способствующие выполнению основных. Так, процессы разборки и сборки погрузочно-разгрузочной машины, ремонта деталей и сборочных единиц относятся к основным процессам, а хранение и транспортирование машин, проверка качества выполненных работ, изготовление и ремонт инструментов, производство всех видов энергии, материально-техническое снабжение и др. относятся к вспомогательным. При техническом обслуживании погрузочно-разгрузочных машин к основным относятся процессы, связанные с уборочно-моечными, контрольно-регулировочными, смазочно-заправочными и некоторыми другими, а хранение, подготовка средств заправки и смазки, подготовка инструмента — к вспомогательным.
Основные процессы в соответствии с ГОСТ 3.1109—82 как часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния предмета труда, называют технологическими процессами. При этом технологический процесс может быть отнесен к полнокомплектной погрузочно-разгрузочной машине, его составной части или к методам обработки, формообразования и сборке. К предметам труда относятся также заготовки. Если какая-либо часть технологического процесса начинается и заканчивается на одном рабочем месте, то она называется технологической операцией, или просто операцией. Состав технологического процесса и последовательность выполнения технологических операций определяются видом ремонта, конструктивно-технологическими особенностями машины, оснащенностью и уровнем технологической подготовки ремонтного предприятия.
На рис. 92 представлена схема технологического процесса ремонта машин в дорожных мастерских. Он характеризуется тем, что объект ремонта перед установкой на основной технологической линии (ОТЛ) в связи с наличием навесного оборудования подвергается дополнительной подразборке по сравнению с базовыми машинами. В результате первой и второй (уже на ОТЛ) подразбо-рок отсоединяются агрегаты, которые могут ремонтироваться как на ОТЛ, так и за ее пределами, где в свою очередь также подвергаются разборке (третья подразборка) уже на детали. Отремонтированные детали и агрегаты возвращаются на ОТЛ на общую сборку машины, начало которой определяется готовностью базовой детали.
В результате первой и второй (уже на ОТЛ) подразбо-рок отсоединяются агрегаты, которые могут ремонтироваться как на ОТЛ, так и за ее пределами, где в свою очередь также подвергаются разборке (третья подразборка) уже на детали. Отремонтированные детали и агрегаты возвращаются на ОТЛ на общую сборку машины, начало которой определяется готовностью базовой детали.
Рис. 92. Схема типового технологического процесса ремонта машин в дорожных мастерских
Наиболее сложными являются технологические процессы восстановления (наплавки и сварки, механической и термической обработки) и сборки. Этими процессами, как правило, характеризуется капитальный ремонт машин. Под технологическим процессом механической обработки понимают последовательное изменение форм, размеров и качества поверхностей заготовки или детали до получения готового изделия. При выполнении сварочных или наплавочных работ происходит изменение геометрии детали в результате присоединения другой детали и послойного наращивания металла на изношенные поверхности.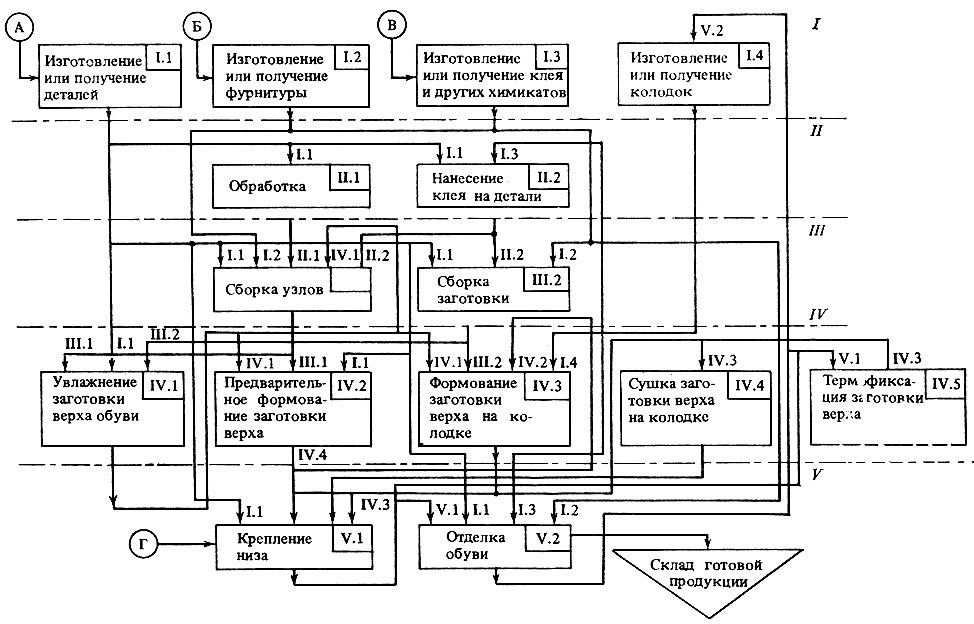
Под конструктивной сложностью машин, с точки зрения их ремонта, можно понимать число деталей различного типа, участвующих в разборочно-сборочном технологическом процессе, а под технологической сложностью — отношение трудовых затрат при разборке машин как наиболее простого технологического процесса, который может реализоваться в различных производственных условиях, к общим трудовым затратам на ремонт. Конструктивная сложность ряда погрузочно-разгрузочных машин будет характеризоваться данными табл. 22, где в качестве показателей сложности взято относительное (по отношению к аналогичному показателю электропогрузчика ЭП-1631) количество: деталей в машине яд, болтовых соединений Яб, шплинтов яш, подшипников качения лпк, сопряжений с натягом пи, сопряжений повышенной точности пт и зубчатых колес пзк.
В первой группе окажутся электропогрузчики и козловые краны малой грузоподъемности. Во второй группе будут остальные типы машин, главным образом из-за наличия сборочных единиц (двигателей внутреннего сгорания, гидравлического оборудования и др.), с повышенным числом особо точных сопряжений, сопряжений с натягом и подшипниковых узлов и деталей. Характерно, что и технологическая сложность их также высока.
Можно считать, что применительно к погрузочно-разгрузочным машинам более сложные из них в конструктивном отношении обладают и повышенной технологической сложностью ремонта. Например, технологическая сложность только дизельного двигателя как части тракторного погрузчика почти равна сложности электропогрузчика. Такие данные позволяют произвести классификацию погрузочно-разгрузочных машин и их сборочных единиц по степени технологической сложности и сравнить ее с достигнутым уровнем технологических возможностей ремонтных предприятий.
Наиболее полно в дорожных механических мастерских освоен ремонт электропогрузчиков и сборочных единиц козловых кранов. Требуемые объем и качество работ по переводу данных типов машин из неисправного состояния в исправное обеспечиваются соответствующими технологическими процессами, реализуемыми с помощью оборудования и организации труда.
Требуемые объем и качество работ по переводу данных типов машин из неисправного состояния в исправное обеспечиваются соответствующими технологическими процессами, реализуемыми с помощью оборудования и организации труда.
В свою очередь технологический процесс может быть двух видов: единичный и типовой в зависимости от числа объектов, охватываемых процессом. Для случая когда на ремонтном предприятии на данном оборудовании и площадях независимо от числа машин ремонтируется конкретная марка (например, только электропогрузчик ЭП-103) или изготовляется только один вид запасной части (например, шестерня ведущая главной передачи электропогрузчика ЭП-103), составляется единичный технологический процесс, характеризующийся конкретностью информации. В свою очередь типовой технологический процесс предназначается для группы однотипных изделий (например, всех типов электропогрузчиков отечественного производства или для наплавки всех типоразмеров валов), охватываемых ремонтом.
Единичные и типовые процессы имеют еще по два признака: назначение и степень детализации содержания процесса. По назначению процесс может быть рабочим и перспективным. По степени детализации содержания каждый вид технологического процесса может быть маршрутным, операционным и маршрутно-операционным. Маршрутный технологический процесс характеризуется сокращенной информацией о всех технологических операциях на тот или иной вид работ в последовательности их выполнения без указаний переходов и технологических режимов. В отличие от этого операционный технологический процесс содержит полную информацию о всех технологических операциях на тот или иной вид работ в последовательности их выполнения с указанием переходов и технологических режимов. Маршрутно-операционный технологический процесс характеризуется сокращенной информацией о большинстве технологических операций и полной о некоторых, наиболее важных в последовательности их выполнения. Такое деление технологических процессов необходимо для описания процессов ремонта и изготовления объектов на предприятиях с различными объемом и номенклатурой работ, технологическим оснащением, организацией производства.
По назначению процесс может быть рабочим и перспективным. По степени детализации содержания каждый вид технологического процесса может быть маршрутным, операционным и маршрутно-операционным. Маршрутный технологический процесс характеризуется сокращенной информацией о всех технологических операциях на тот или иной вид работ в последовательности их выполнения без указаний переходов и технологических режимов. В отличие от этого операционный технологический процесс содержит полную информацию о всех технологических операциях на тот или иной вид работ в последовательности их выполнения с указанием переходов и технологических режимов. Маршрутно-операционный технологический процесс характеризуется сокращенной информацией о большинстве технологических операций и полной о некоторых, наиболее важных в последовательности их выполнения. Такое деление технологических процессов необходимо для описания процессов ремонта и изготовления объектов на предприятиях с различными объемом и номенклатурой работ, технологическим оснащением, организацией производства.
Для дорожных механических мастерских характерны типовые рабочие технологические процессы, содержащие объем информации, достаточный для выполнения ремонта деталей, сборочных единиц или полнокомплектных машин, в особенности машин, отличающихся пониженной технологической сложностью ремонта.
Это проявляется в том, что в мастерских исполнители тех или иных работ снабжаются, как правило, сокращенной информацией о технологическом процессе без указания переходов и технологических режимов. Задаются только конечные параметры состояния объекта. Число переходов и технологические режимы выбираются самим исполнителем. В этом случае можно считать, что в дорожных механических мастерских на ремонте машин реализуются, главным образом, типовые рабочие технологические процессы с маршрутной или маршрутно-операционной степенью его детализации. Маршрутно-операционная детализация процесса встречается, как правило, при закалке, автоматической наплавке деталей и других сложных технологических процессах. На разборке, сборке, мойке, сварке применяется в большинстве случаев маршрутная детализация технологических процессов за исключением машин с повышенной технологической сложностью ремонта. Здесь возможна и маршрутно-операционная степень детализации процесса.
На разборке, сборке, мойке, сварке применяется в большинстве случаев маршрутная детализация технологических процессов за исключением машин с повышенной технологической сложностью ремонта. Здесь возможна и маршрутно-операционная степень детализации процесса.
В мастерских механизированных дистанций, где сложность выполняемых работ по техническому обслуживанию и текущему ремонту машин невысока, а состав обслуживаемых парков машин разнообразен, реализуются исключительно типовые рабочие технологические процессы с маршрутной степенью детализации содержания. Особенно это касается уборочно-моечных, смазочно-заправочных и даже контрольно-регулировочных работ.
Производственные процессы технологические – Энциклопедия по экономике
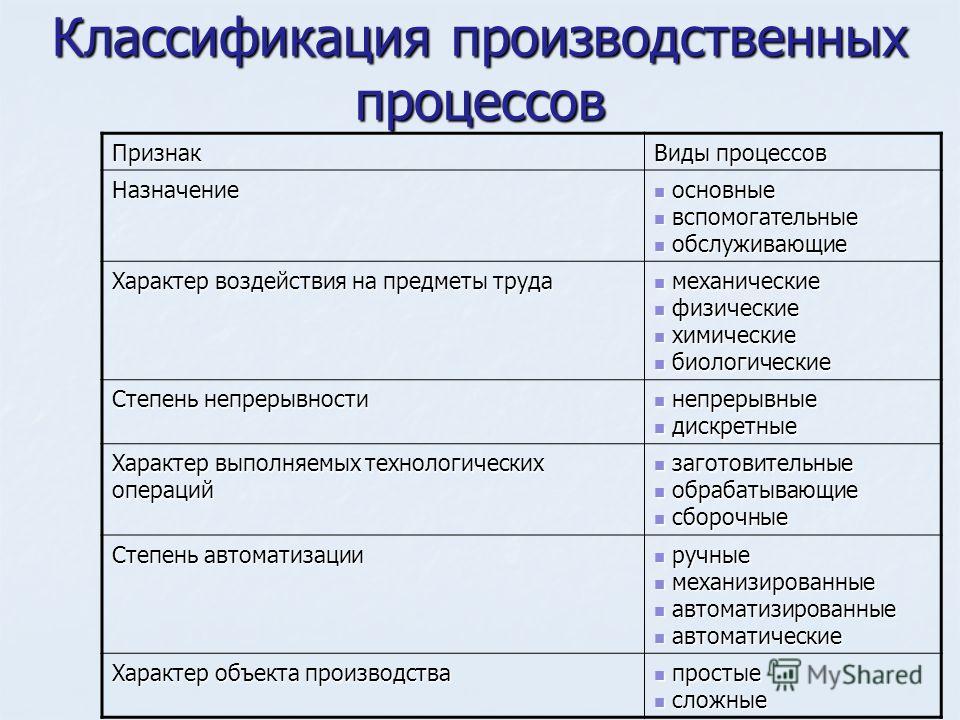
По длительности периода основной части производственного процесса — технологического — различают процессы непрерывные и прерывные. [c.15]Общий недостаток рассмотренных классификаций заключается в том, что ни в одной из них не соблюдено условие единства признака.
 Так, в последнюю классификацию одновременно с субъективными категориями централизованных (сдельных) и внутренних (почасовых) перевозок, которые выражают форму организации работы транспорта и расчетов за услуги, включаются категории услуг, образующиеся объективным производственным процессом технологическое обслуживание, строительные работы, погрузочно-разгрузочные работы и др.
[c.39]
Так, в последнюю классификацию одновременно с субъективными категориями централизованных (сдельных) и внутренних (почасовых) перевозок, которые выражают форму организации работы транспорта и расчетов за услуги, включаются категории услуг, образующиеся объективным производственным процессом технологическое обслуживание, строительные работы, погрузочно-разгрузочные работы и др.
[c.39]Во всех типах бригад коллективный характер труда сочетается с разделением труда между их членами. Формы такого разделения зависят от многих факторов, в том числе от специализации рабочих мест, степени механизации и автоматизации производственных процессов, технологических особенностей операции. Работа между членами специализированных бригад распределяется в основном в соответствии с квалификацией. Однако полного соответствия между квалификацией рабочих и квалификационным уровнем работ добиться весьма сложно, поэтому отдельные работники выполняют работу, не соответствующую их квалификации. При этом разряд работы может быть и выше, и ниже разряда рабочего. [c.27]
[c.27]
Анализ отчетной информации (установленных финансовых и производственных показателей) в процессе текущей деятельности предприятия является исходной предпосылкой для принятия управленческих решений, направленных на осуществление контроля и регулирование всего производственного процесса (технологического цикла производства). Он также направлен на выявление и ликвидацию отклонений от установленного плана достижения желаемого результата в процессе хозяйственной деятельности предприятия. [c.322]
Нормативные показатели — это вся информация, необходимая для преобразования запланированного объема продукции, комплектующих, услуг или работ в требуемое оборудование, материалы и рабочие часы, необходимые для обеспечения производства этой продукции или услуг. Нормативные показатели касаются спецификации сырья и продукции, производственных процессов, технологических карт и графиков и включают, в частности, нормативы рабочего времени и нормы выработки по всем видам деятельности, необходимым для выполнения работы данного подразделения.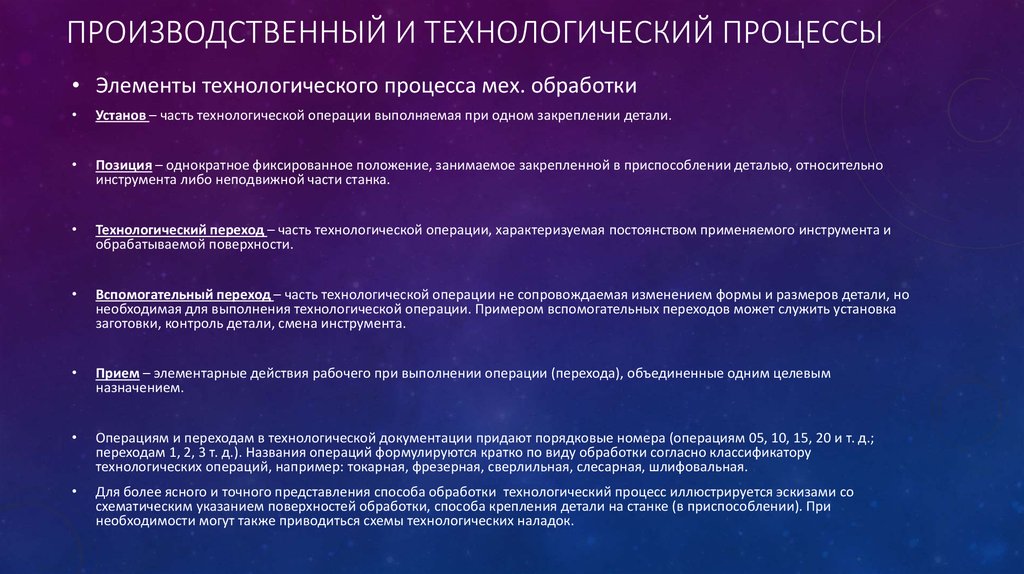 [c.372]
[c.372]
Форма организации производственного процесса Технологическая Предметная, групповая, гибкая предметная Прямолинейная [c.93]
Выпуск нового продукта на основе разработанной конструкции возможен лишь при наличии тщательно проработанной технологической документации и с использованием средств технологического оснащения производственных процессов. Технологическое обеспечение нового производства осуществляется в рамках самостоятельного комплекса работ, составляющих содержание технологической подготовки производства. Организация технологической подготовки производства на предприятиях регламентируется требованиями [c.86]
Производственный цикл. Рациональная организация рабочего процесса во времени позволяет сократить длительность его цикла. Длительность цикла процесса — это отрезок времени от момента его начала до момента завершения. Исходя из определения производственного процесса технологического процесса и операции, следуют такие определения их виртуальных отображений (проекций) на оси времени.
 Производственный цикл Т — это длительность выполнения производственного процесса. Технологический цикл Гт-это длительность выполнения технологического процесса. Операционный цикл Т0 — это длительность выполнения операции над партией продукции. Норма времени на операцию t,—это длительность выполнения операции над единицей продукции.
[c.161]
Производственный цикл Т — это длительность выполнения производственного процесса. Технологический цикл Гт-это длительность выполнения технологического процесса. Операционный цикл Т0 — это длительность выполнения операции над партией продукции. Норма времени на операцию t,—это длительность выполнения операции над единицей продукции.
[c.161]Без строгого соблюдения единого принципа классификации и определения функций по структуре процесса и объектам управления описание их системы может оказаться неполным, а распределение между подразделениями управленческого аппарата—неэффективным. Например, в рекомендациях Госстандарта в перечне функций КС УКП смешаны функции управления качеством (прогнозирование и планирование, стимулирование, контроль и надзор), управления производством (организация и планирование производственных процессов), технологической подготовки, материально-технического и кадрового обеспечения производства, обеспечения и обслуживания процессов контроля качества (метрологическое обеспечение) и т. д. При этом описание функций производится в терминах
[c.214]
д. При этом описание функций производится в терминах
[c.214]
Как известно, на нефтеперерабатывающих предприятиях лаборанты заняты контролем производственных процессов технологических установок, товарной продукции и сточных вод. В период разработки необходимо выбрать измеритель норматива численности по каждой группе лаборантов. Так, для лаборантов контроля производственных процессов в качестве измерителя принята технологическая установка. [c.227]
Форма организации производственного процесса технологическая предметная, групповая, гибкая предметная прямолинейная [c.63]
Общепроизводственные затраты формируются на рабочих местах вспомогательных производственных рабочих, а также вспомогательных производств при обслуживании рабочих мест, на которых выполняются основные производственные процессы. Технологические и общепроизводственные затраты в совокупности образуют производственные затраты. [c.84]
Аудит системы управления организацией начинается с изучения структуры управления предприятием, организации, изучения организационной структуры самой организации. Анализу подвергаются система сбыта, методы оценки товаре материальных запасов, учетная политика предприятия. Проводится опрос менеджеров и персонала, не связанных с ведением бухгалтерского (финансового) учета, о политике предприятия, его тактике и стратегии. После неформального опроса менеджеров и персонала и сбора нужной информации определяются степень ответственности и права руководителей, ознакомление со всеми юридическими документами предприятия, организации. Система управления организацией должна обеспечивать рациональное соединение предметов, средств труда, трудовых функций людей в единый производственный процесс, технологический процесс, изучать совместную деятельность работников, их рациональность и эффективность с целью достижения наивысших результатов деятельности предприятия/организации, поставленных целей, задач, решать и предотвращать неоднородные сложные конфликтные ситуации.
[c.35]
Анализу подвергаются система сбыта, методы оценки товаре материальных запасов, учетная политика предприятия. Проводится опрос менеджеров и персонала, не связанных с ведением бухгалтерского (финансового) учета, о политике предприятия, его тактике и стратегии. После неформального опроса менеджеров и персонала и сбора нужной информации определяются степень ответственности и права руководителей, ознакомление со всеми юридическими документами предприятия, организации. Система управления организацией должна обеспечивать рациональное соединение предметов, средств труда, трудовых функций людей в единый производственный процесс, технологический процесс, изучать совместную деятельность работников, их рациональность и эффективность с целью достижения наивысших результатов деятельности предприятия/организации, поставленных целей, задач, решать и предотвращать неоднородные сложные конфликтные ситуации.
[c.35]
Рабочее освещение предназначено для обеспечения нормального выполнения производственного процесса, прохода людей, движения транспорта и является обязательным для всех производственных помещений. Аварийное освещение устраивают для продолжения работы в тех случаях, когда внезапное отключение рабочего освещения (при авариях) и связанное с этим нарушение нормального обслуживания оборудования могут вызвать взрыв, пожар, отравление людей, нарушение технологического процесса и т. д. Минимальная освещенность рабочих поверхностей при аварийном освещении должна составлять 5 % нормируемой освещенности рабочего освещения, но не менее 2 лк.
[c.52]
Аварийное освещение устраивают для продолжения работы в тех случаях, когда внезапное отключение рабочего освещения (при авариях) и связанное с этим нарушение нормального обслуживания оборудования могут вызвать взрыв, пожар, отравление людей, нарушение технологического процесса и т. д. Минимальная освещенность рабочих поверхностей при аварийном освещении должна составлять 5 % нормируемой освещенности рабочего освещения, но не менее 2 лк.
[c.52]
ГОСТ 12.3.003—75 устанавливает принципы безопасной организации производственных процессов, общие требования безопасности к производственным помещениям, площадкам, размещению производственного оборудования и организации рабочих мест, к хранению и транспортировке исходных материалов, готовой продукции и отходов производства, к профессиональному отбору и проверке знаний работающих, а также требования к применению средств защиты работающих. Основными требованиями безопасности к технологическим процессам являются [c.143]
Изучение технологического процесса производится с учетом специфики производства и изменений в производственном процессе на время чрезвычайной ситуации (возможное изменение технологии, частичное прекращение производства, переключение на производство новой продукции и т. п.).
[c.258]
п.).
[c.258]
Стандарты подсистемы 3 устанавливают общие требования безопасности к производственным процессам, к отдельным группам технологических процессов методы контроля выполнения требований безопасности. [c.280]
Под социалистической дисциплиной труда понимается сознательное и точное выполнение всеми работниками своих служебных обязанностей, определяемых законами о труде, инструкциями и положениями, регламентирующими их участие в производственном процессе. Она предполагает исполнение всех приказов и распоряжений руководящих лиц в порядке подчиненности, а также строгое соблюдение технологической и производственной дисциплины. По своему содержанию она качественно отличается от капиталистической, поскольку требует не простого подчинения или послушания, а сознательного творческого подхода к делу, активности в выполнении обязанностей, проявления инициативы каждым работником. [c.61]
Функции специалистов (инженеров, техников, экономистов и др.) заключаются в разработке или претворении в жизнь принимаемых руководителями технико-технологических, организационных, экономических и социальных решений, в планировании и анализе производственных процессов и хозяйственной деятельности предприятий.
[c.203]
Производство представляет сложный комплекс технологических операций непосредственного изготовления основной продукции или выполнения основных работ, составляющий содержание основного производственного процесса, и разнообразных вспомогательных процессов, обеспечивающих непрерывный и нормальный ход основного производства. Различные вспомогательные производства на социалистических предприятиях образуют вспомогательные цехи или службы ремонтные, энергетические, транспортные и другие, а также материально-технического снабжения и лабораторного обслуживания. [c.46]
Текущее планирование на предприятии осуществляется в целях непрерывного повышения технического уровня производства за счет систематического внедрения новой техники и модернизации устаревшего оборудования, автоматизации и механизации всех технологических процессов и операций (основных и вспомогательных), установления объемных и качественных заданий по каждому подразделению предприятия и расчета необходимых для них материальных, трудовых и финансовых ресурсов, а также определения ожидаемых результатов производственно-финансовой деятельности, организации равномерного и пропорционального движения производственных процессов для выполнения государственных заданий в срок и по всем технико-экономическим показателям. [c.137]
[c.137]
Система подачи деталей и комплектующих изделий с предшествующей технологической операции на последующую по мере необходимости. При работе по С.т. на каждом производственном участке создается строго определенный запас готовых деталей или комплектующих изделий. Последующий участок заказывает и “вытягивает” с предыдущего участка детали или комплектующие изделия строго в соответствии с нормой и временем производственного потребления. С.т. позволяет предотвратить распространение колебаний спроса или объема производства от последующего производственного процесса к предыдущему, свести к минимуму колебания запасов на производственных участках, децентрализовать управление путем расширения полномочий мастеров и бригадиров участков в управлении производством и запасами. Наиболее известными системами тянущего типа являются Канбан (см. [К 13]) и ОПТ (см. [Т 47]). [c.345]
Производственно-техническое единство представляет собой техническую и технологическую связь отдельных частей предприятия, в силу которой оно является единым организмом. Основой производственно-технического единства является профиль (специализация) предприятия, обусловленный характером изготовляемо) продукции или общностью ее назначения, а также особенностями ее производства, однородностью или связанностью процессов производства и наличием для этого особой системы машин, аппаратов. При этом технологическая связь частей предприятия может осуществляться на основе как последовательного протекания технологических процессов, так и параллельного осуществления однородных процессов изготовления одинаковой или разнородной продукции или же на основе обслуживания одних производств другими, играющими вспомогательную роль в производственном процессе. Наличие общих вспомогательных и обслуживающих хозяйств является зачастую важным фактором, объединяющим отдельные части предприятия в целостный организм.
[c.14]
Основой производственно-технического единства является профиль (специализация) предприятия, обусловленный характером изготовляемо) продукции или общностью ее назначения, а также особенностями ее производства, однородностью или связанностью процессов производства и наличием для этого особой системы машин, аппаратов. При этом технологическая связь частей предприятия может осуществляться на основе как последовательного протекания технологических процессов, так и параллельного осуществления однородных процессов изготовления одинаковой или разнородной продукции или же на основе обслуживания одних производств другими, играющими вспомогательную роль в производственном процессе. Наличие общих вспомогательных и обслуживающих хозяйств является зачастую важным фактором, объединяющим отдельные части предприятия в целостный организм.
[c.14]
Специализация оказывает большое влияние на организацию производственных процессов стабилизируются производственные условия (сырье, оборудование и технологическая оснастка, технологические процессы и др.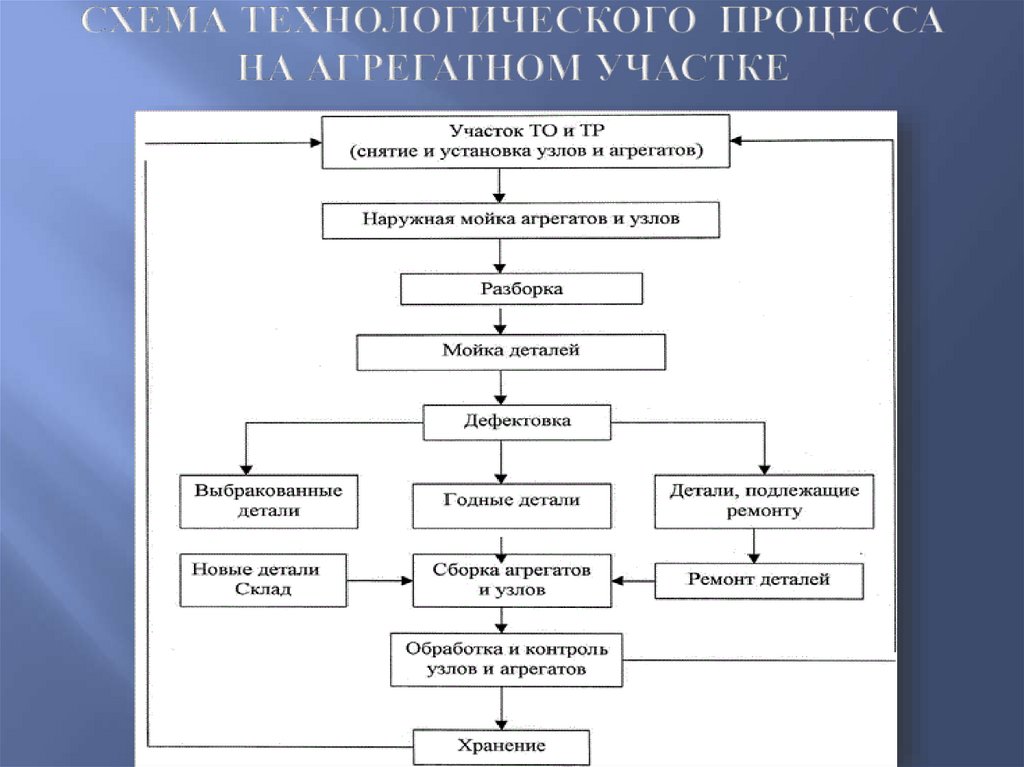 ) обеспечивается возможность ритмичной работы создаются условия для достижения более высокой производительности труда, производительности оборудования обеспечивается лучшее использование всех элементов производства, что дает в итоге большой экономический эффект.
[c.30]
) обеспечивается возможность ритмичной работы создаются условия для достижения более высокой производительности труда, производительности оборудования обеспечивается лучшее использование всех элементов производства, что дает в итоге большой экономический эффект.
[c.30]
Однако даже в непрерывно-поточном производстве полная синхронизация, а следовательно, и полная непрерывность производственного процесса не всегда достижимы. В наиболее полной степени ее удается достичь в химических аппаратурных производствах, где непрерывное течение технологических процессов сочетается с непрерывной передачей полуфабрикатов по стадиям, операциям. Материальный поток в этих условиях отличается некоторыми особенностями 1) многие технологические процессы осуществляются при непрерывном протекании реагентов через аппараты, т. е. имеет место непрерывный технологический процесс 2) непрерывная форма движения часто связана с особенностями технического оснащения (обязательна тесная взаимосвязь фаз) 3) коммуникации (газовые и жидкостные) играют роль транспортных средств непрерывного действия. [c.36]
[c.36]
Технологическая подготовка осуществляется по всем стадиям производственного процесса подготовка материалов, формование, обработка, сборка. В результате разрабатывается маршрутная технология. При этом учитываются необходимость максимального сокращения маршрута, возможность прямоточной организации 96 [c.96]
При осуществлении технологической подготовки производства обосновываются нормы материальных и энергетических затрат, а также нормы времени выполнения операций производственного процесса. [c.98]
Имеют место некоторые особенности в нормировании расхода материальных и энергетических ресурсов в производстве изделий из пластических масс и резиновых изделий. Нормы расхода сырья на продукцию определяются на основании чистой массы готового изделия без учета массы арматуры технологических возвратных отходов, не используемых в данном технологическом цикле, но могущих найти применение в других производственных процессах (на данном предприятии или на других) технологических потерь.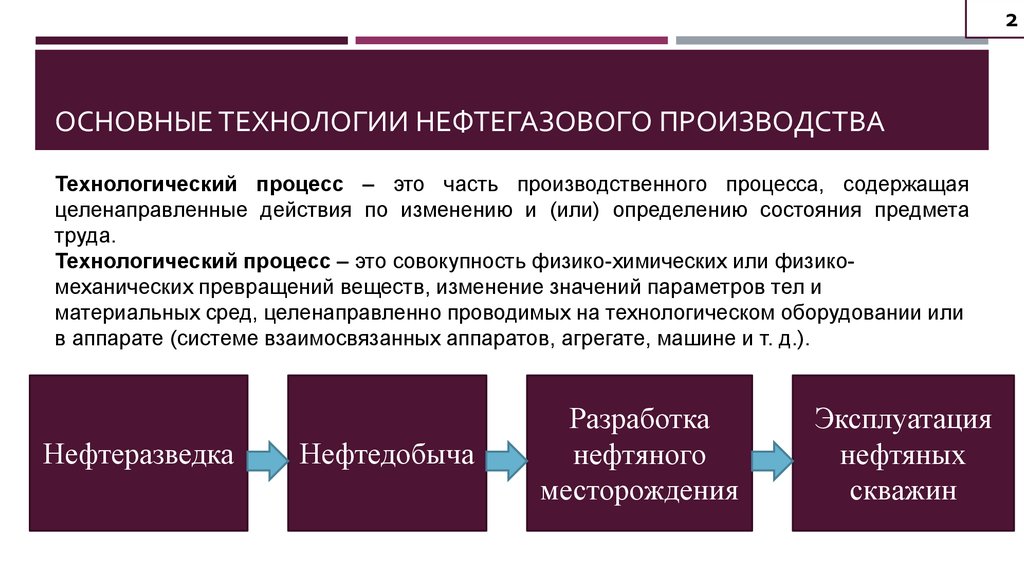 [c.99]
[c.99]
Выпуск годной продукции обеспечивается соблюдением стабильности, четкости, ритмичности всего хода производственного процесса соблюдением технологической дисциплины наличием квалифицированных кадров созданием стимулов за выпуск доброкачественной продукции повышением общей культуры производства и др. При невыполнении этих условий в производстве возникает брак. [c.120]
Анализ вторичной информации об отклонениях от установленных норм позволяет использовать ее для выработки управляющих решений таким образом, контроль является частью процесса управления качеством. Основные задачи его заключаются в обеспечении выпуска продукции установленного стандартами качества и в предупреждении отступлений от нормального хода производственного процесса и возникновения брака. Решение этих задач обеспечивается соблюдением заданных режимов, параметров технологического процесса и рецептур, в связи с чем большое значение имеет соблюдение технологической дисциплины. [c.122]
Имеет место тенденция организации цехов с законченным циклом производства, включающим в дополнение к указанным отделениям и видам обработки также и термообработку, травление после сварки и окраску металлоконструкций. При такой организации производства представляется возможным в условиях единичного и мелкосерийного машиностроения обеспечить лрямоточность производственного процесса, технологическую замкнутость участков, групповой запуск деталей, максимальную механизацию и автоматизацию производственных процессов сварки на основе производительного универсального и специ-лльного оборудования.
[c.304]
При такой организации производства представляется возможным в условиях единичного и мелкосерийного машиностроения обеспечить лрямоточность производственного процесса, технологическую замкнутость участков, групповой запуск деталей, максимальную механизацию и автоматизацию производственных процессов сварки на основе производительного универсального и специ-лльного оборудования.
[c.304]
Характеристика европейского рынка газа. В высококонцентрированной структуре европейского газового рынка природный газ многократно перепродается на всем протяжении от добывающей компании до конечного потребителя, причем торговля часго идет между монополиями/олигополиями и монопсониями/олигопсониями. Добы вающие компании (экспортеры) продают газ трубопроводным компаниям, которые выполняют функции как газотранспортных компаний, так и компаний, продающих газ на рынке потребителей. Газ, который трубопроводные фирмы покупают на входе трубы, они перепродают различным потребителям на ее выходе местным газораспределительным компаниям (дистрибьютерам) (МГРК), электростанциям и крупным промышленным потребителям. МГРК, так же как и трубопроводные компании, играют роль транспортных фирм и продавцов газа они перепродают газ конечным потребителям (коммунально-бытовому и коммерческому секторам). Электростанции и крупные отрасли промышленности также являются конечными пользователями. Они используют газ как сырье в производственном процессе (технологической цепочке), например для производства электричества, в химической промышленности и др. Обычно добывающая и трубопроводная компании подписывают долгосрочные контракты (на 20 и более лет), в то время как трубопроводная компания подписывает со своими потребителями среднесрочные контракты (иа 1-5 лет).
[c.312]
МГРК, так же как и трубопроводные компании, играют роль транспортных фирм и продавцов газа они перепродают газ конечным потребителям (коммунально-бытовому и коммерческому секторам). Электростанции и крупные отрасли промышленности также являются конечными пользователями. Они используют газ как сырье в производственном процессе (технологической цепочке), например для производства электричества, в химической промышленности и др. Обычно добывающая и трубопроводная компании подписывают долгосрочные контракты (на 20 и более лет), в то время как трубопроводная компания подписывает со своими потребителями среднесрочные контракты (иа 1-5 лет).
[c.312]
Совершенствование организации труда обслуживающего персонала ГКС взаимосвязано с основными направлениями технического прогресса на КС магистральных газопроводов с увеличением единичной мощности, надежности ГПА и технологического оборудования, расположением оборудования в укрытиях и блок-боксах на площадках КС, с повышением уровня автоматизации производственных процессов путем внедрения СЦКУ, а также АСУ ТП одной или нескольких КС, находящихся на промплощадке ГКС, с дальнейшим увеличением объема работ по среднему и капитальному ремонтам ГПА и вспомогательного оборудования КС специализированными организациями Мингазпрома и ГПО. Все это должно содействовать процессу дальнейшего разделения и коопе-
[c.183]
Все это должно содействовать процессу дальнейшего разделения и коопе-
[c.183]
Материалы. Затраты материалов определяются по местам их возникновения (на текущий ремонт основных производственных фондов, на содержание зданий и сооружений и т. д.) на основе планов работы производственных цехов и служб. Стоимость материалов (кроме одоранта и реагентов) распределяется по всем производственным технологическим процессам. Стоимость же одоранта и реагентов относится на подземное хранение газа (при расходе их в процессе отбора и закачки газа) и на очистку, осушку и одоризацию (при их расходе во всех других производственных процессах). [c.258]
Технологический документ системы Канбан (см. [К 13), применяемый на предприятиях фирмы “Тоета”. В К.о.К. отмечается такт потока (см. [Т 4]), график выполнения операций, технологическая норма-линейного задела (см. [3 6]), операционное время, посты контроля качества операции, требующие особого внимания к вопросам безопасности. К.о.К. устанавливается в таком месте, где каждый рабочий производственного участка может ее видеть, и является руководством для каждого рабочего при выполнении им своей операции. К.о.К. дает возможность администрации судить о профессиональной подготовке мастеров участков, так как стандартные операции должны постоянно пересматриваться в связи с совершенствованием технологии. Если К.о.К. длительное время остается без изменений, то это, как правило, является свидетельством того, что мастер или начальник участка не проявляют инициативы в совершенствовании производственного процесса.
[c.111]
К.о.К. дает возможность администрации судить о профессиональной подготовке мастеров участков, так как стандартные операции должны постоянно пересматриваться в связи с совершенствованием технологии. Если К.о.К. длительное время остается без изменений, то это, как правило, является свидетельством того, что мастер или начальник участка не проявляют инициативы в совершенствовании производственного процесса.
[c.111]
Кроме технологических операций технологический процесс может включать иногда технологические необходимые перерывы между операциями для осуществления естественных процессов (остывание, сушка, вызревание и др.), которые протекают обычно медленно. Таким образом, технологический процесс представляет собо 1 совокупность процессов, в результате непосредственного осуществления которых происходят все необходимые изменения в предмете труда, т. е. достигается цель производственного процесса. [c.25]
Кроме основных (технологических) операций и технологических перерывов процесс производства основной продукции включает ряд вспомогательных операций, назначение которых — способствовать выполнению основных операций (транспортировка, контроль, сортировка продукции и т. д.). Помимо этих элементов, частей в производственный процесс может входить и межопераци-оннов пролеживание..
[c.25]
д.). Помимо этих элементов, частей в производственный процесс может входить и межопераци-оннов пролеживание..
[c.25]
Прямот очность как принцип организации производства предполагает кратчайший путь прохождения предмета труда в производственном процессе (в пространстве), что достигается размещением рабочих мест по ходу технологического процесса и обеспечивает сокращение объема и длительности транспортных работ. [c.27]
Итак, по содержанию подготовку химического производства можно представить как совокупность исследовательских, проект-но-конструкторских, организационных и производственных работ, которые обеспечивают создание новой продукции и технологических процессов, улучшение качества выпускаемой продукции и со-зершенствование производственных процессов. 90 [c.90]
Регламент разрабатывается по установленной форме. В него входят следующие разделы общая характеристика производства характеристика изготовляемой продукции характеристика исходного сырья, материалов и полуфабрикатов описание технологического процесса нормы технологического режима возможные неполадки, их причины и способы устранения нормы расхода сырья и энергоресурсов контроль производства основные правила безопасного ведения процесса отходы производства, сточные воды и выбросы в атмосферу перечень обязательных инструкций для персонала, обслуживающего производственный процесс материальный баланс технологическая схема производства спецификация основгого технологического оборудования. [c.97]
[c.97]
Потери сырья и материалов в производственном процессе делятся на технологические и производственные. Технологические — это дополнительный по отношению к теоретическому расход, необходимый для обеспечения нормального хода процесса, например на создание щелочной или кислой среды. Производственные потери связаны с особенностями оборудования и его эксплуатации потери при упарке, ректификации, с дымовыми газами, при обработке материала, в процессе хранения сырья в цехе, при внутрипроизводственной транспортировке. [c.99]
404: Страница не найдена
ERPСтраница, которую вы пытались открыть по этому адресу, похоже, не существует. Обычно это результат плохой или устаревшей ссылки. Мы приносим свои извинения за доставленные неудобства.
Что я могу сделать сейчас?
Если вы впервые посещаете TechTarget, добро пожаловать! Извините за обстоятельства, при которых мы встречаемся. Вот куда вы можете пойти отсюда:
Поиск- Узнайте последние новости.
- Наша домашняя страница содержит последнюю информацию об ERP.
- Наша страница о нас содержит дополнительную информацию о сайте, на котором вы находитесь, ERP.
- Если вам нужно, свяжитесь с нами, мы будем рады услышать от вас.
Просмотр по категории
ПоискOracle
- Oracle ставит перед собой высокие национальные цели в области ЭУЗ с приобретением Cerner
Приобретя Cerner, Oracle нацелилась на создание национальной анонимной базы данных пациентов — дорога, заполненная …
- Благодаря Cerner Oracle Cloud Infrastructure получает импульс
Oracle планирует приобрести Cerner в рамках сделки на сумму около 30 миллиардов долларов. Второй по величине поставщик электронных медицинских карт в США может вдохнуть новую жизнь в …
- Верховный суд встал на сторону Google в иске о нарушении авторских прав на Oracle API
Верховный суд постановил 6-2, что API-интерфейсы Java, используемые в телефонах Android, не подпадают под действие американского закона об авторском праве, положив конец .
 ..
..
Управление данными
- 18 лучших программных инструментов каталога данных, которые следует рассмотреть в 2023 году
Для создания каталогов данных и управления ими можно использовать множество инструментов. Вот взгляд на ключевые функции, возможности и компоненты …
- Основные тенденции в области больших данных на 2023 год и далее
Большие данные вызывают изменения в том, как организации обрабатывают, хранят и анализируют данные. Преимущества стимулируют еще больше инноваций….
- Прогноз данных на 2023 год: пора извлекать больше пользы
Ожидайте, что в 2023 году больше организаций будут оптимизировать использование данных для принятия решений и операций, поскольку новый год будет …
ПоискSAP
- Будущее SAP зависит от открытия своего ИТ-стека
Первые 50 лет SAP сосредоточилась на основных ERP-системах для внутренних бизнес-операций, но в последующие годы необходимо сосредоточиться на расширении .
 ..
.. - Безопасность SAP требует определенных навыков, командной работы
Критические уязвимости SAP вызывают постоянную озабоченность, и их количество растет по мере того, как системы SAP становятся все более открытыми благодаря цифровому преобразованию и…
- Платформа SAP с низким кодом надеется заполнить пробелы разработчиков
SAP Build, новая платформа с низким кодом, дебютировавшая на SAP TechEd, предназначена для того, чтобы бизнес-пользователи могли создавать приложения, но она …
Бизнес-аналитика
- 18 инструментов обработки данных, которые стоит использовать в 2023 году
Для приложений обработки данных доступно множество инструментов. Прочитайте о 18, включая их функции, возможности и использование, до …
- Эксперты прогнозируют, что НЛП станет главной тенденцией BI в этом году
Учитывая достижения в технологиях чат-ботов, такие как недавний запуск ChatGPT, наблюдатели отрасли ожидают, что поставщики аналитики будут .
 ..
.. - ThoughtSpot, партнер DBT, присоединится к BI и моделированию данных
Поставщик аналитики и инструмента с открытым исходным кодом уже разработал интеграцию, которая сочетает в себе BI самообслуживания и семантическое моделирование,…
Управление контентом
- 4 главные тенденции управления контентом в 2023 году
Тенденции в области управления контентом — искусственный интеллект, облачное развертывание, управление знаниями и конфиденциальность данных — могут помочь организациям автоматизировать …
- Лучшее программное обеспечение для управления корпоративным контентом 2023 года
Когда дело доходит до ECM, нужно учитывать множество поставщиков. Изучите 10 платформ, чтобы понять их возможности и …
- 3 преимущества систем управления информацией о продуктах
Системы
PIM помогают розничным торговцам управлять информацией о продуктах по каналам.
 Основные преимущества системы PIM включают в себя улучшенную работу сотрудников …
Основные преимущества системы PIM включают в себя улучшенную работу сотрудников …
HRSoftware
- Предложенный FTC запрет на неконкуренцию рассматривается как самый смелый из возможных
Федеральная торговая комиссия хочет положить конец использованию соглашений о неконкуренции в США. Предложенное ею правило о неконкуренции также будет …
- Лучшие инструменты и программное обеспечение для рекрутинга с использованием ИИ в 2023 году
ИИ проникает почти во все уголки рекрутинга и приобретения талантов. Вот как можно оценить инструменты ИИ и 12 достойных…
- Тенденции HR в 2023 году включают офисы, в которых чувствуешь себя как дома
Основными HR-тенденциями следующего года будут дизайн офисов, заимствованный из домашней жизни, в то время как на самом деле работа из дома может …
производственных процессов нового поколения | Министерство энергетики
Перейти к основному содержанию Новые технологические процессы могут омолодить производство в США. Новые концепции обработки могут открыть путь к удвоению полезной энергоэффективности, что позволит быстро производить энергоэффективную высококачественную продукцию по конкурентоспособной цене.
Новые концепции обработки могут открыть путь к удвоению полезной энергоэффективности, что позволит быстро производить энергоэффективную высококачественную продукцию по конкурентоспособной цене.
Ожидается, что четыре области технологических процессов принесут большие энергетические, углеродные и экономические выгоды в производственном секторе. Нажмите на области ниже, чтобы просмотреть наши текущие проекты в каждой из них.
Реакции и разделение
Новые технологии, обеспечивающие высокую энергоэффективность и интенсификацию процессов, могут обеспечить значительную экономию энергии и затрат в ряде отраслей, включая нефтепереработку, пищевую промышленность и химическое производство. Примеры технологий включают процессы разделения, основанные на высокоэффективных мембранах и катализаторах.
- Усовершенствованное удаление воды с помощью мембранной технологии экстракции растворителем
- Новые методы проектирования и алгоритмы для процессов многокомпонентной дистилляции
- Интенсификация процесса с интегрированным мембранным реактором с конверсией воды и газа
- Дистанционное обнаружение содержания HR-VOC в факелах в режиме реального времени — Закон о восстановлении фазы II SBIR
- Сверхвысокоэффективные алюминиевые производственные ячейки Портфолио
- Grand Challenge: внедрение инноваций в области промышленной эффективности
- Новый метод производства пигмента диоксида титана и устранения выбросов CO2 (стр.
 9)
9) - Усовершенствованные наноструктурные молекулярные сита для энергоэффективного промышленного разделения (стр. 8)
- Распределительная дистилляция с использованием технологии микроканального процесса (стр. 9)
- Инженерный осмос для энергоэффективного разделения: оптимизация использования отработанного тепла (стр. 6)
- Восстановление оксида металла до металла с использованием ионных жидкостей (стр. 5)
- Новый метод производства пигмента диоксида титана и устранения выбросов CO2 (стр.
- Программа SBIR Phase III Xlerator
- Запуск нового пути к мономеру стирола (стр. 3)
- Сокращение использования дистилляции при производстве этанола путем реактивного отделения воды (стр. 3)
Высокотемпературная обработка
Нетепловые или низкоэнергетические альтернативы традиционным технологиям высокотемпературной обработки позволят более эффективно производить или извлекать критические материалы (металлические и неметаллические). Такие технологии могли бы позволить или улучшить селективное извлечение важных материалов на водной основе из руд с низким содержанием золота; восстановление ценных материалов из устаревшего электронного оборудования и отходов; и низкотемпературные, высокоэффективные химические или электрохимические процессы.
- Усовершенствованные лазерные датчики для управления промышленными процессами
- Энергоэффективная плавка и прямая подача высококачественного расплавленного алюминия
- Гибкая система сжигания топлива для технологических нагревателей нефтеперерабатывающих и химических заводов
- Гибкая по топливу каталитическая камера сгорания с низким уровнем выбросов для альтернативных видов топлива
- Улучшенная рекуперация тепла в котлах, работающих на биомассе
- Технология горелок с низким уровнем выбросов, использующая жидкое топливо, полученное из биомассы
- Минимизация расхода доменного топлива за счет оптимизации нагрузки и распределения газа
- Парная печь с прямым подом Портфель
- энергоемких процессов: решение ключевых энергетических проблем в промышленности США
- Быстрое кондиционирование для плавления нового поколения (стр. 9)
Портфолио - Grand Challenge: внедрение инноваций в области промышленной эффективности
- Новые стали для высокотемпературной цементации (стр.
 7)
7)
- Новые стали для высокотемпературной цементации (стр.
Минимизация и рекуперация отработанного тепла
Технологические достижения в области сверхэффективного производства пара, высокопроизводительных печей и инновационной утилизации отходящего тепла помогут повысить экологичность, сократить потребление воды и снизить энергопотребление производства в США.
- Проекты по повышению энергоэффективности в промышленности Повышение конкурентоспособности и сохранение рабочих мест
- Модификации и оптимизация органического цикла Ренкина для улучшения рекуперации отработанного тепла
Экологически безопасное производство
Новые производственные технологии, которые сокращают этапы процесса, использование материалов или количество деталей, уменьшат энергию, заложенную в производственную цепочку создания стоимости, и сократят использование сырья на многих рынках. То же самое относится и к технологиям, позволяющим производить материалы или компоненты, повышающие степень вторичной переработки и вторичной переработки.