Технология гиба: Гибка листового металла – технология процесса
alexxlab | 13.02.1987 | 0 | Разное
Гибка листового металла: особенности и принципы технологии
Корзина
- Статьи
- Технология гибки металла: специфика проведения операции
Процесс гибки листового металла можно осуществлять практически со всеми типами сплавов и сталей, вне зависимости от содержания в них различных легирующих элементов. Не применима гибка только в том случае, когда листовой металл имеет повышенные характеристики хрупкости.
Основные принципы процесса гибки
Суть технологического процесс гибки листа металла состоит в том, что часть одного листа загибается на строго заданный угол по отношению к другой своей части.
- какой толщины лист сгибается;
- на какой угол производится сгиб;
- насколько хрупким является обрабатываемый материал;
- как, на какой скорости и при каких условиях производится процедура.
Избежать дефектов во время гибки стали позволяет использование профессионального оборудования – специальных гибочных станков. Важно учитывать, что возможные нарушения в процессе гибки могут привести к появлению дефектов на материале, которые могут стать критичными в дальнейшем производстве конструкций.
Хороший станок для гибки металла будет характеризоваться своей функциональностью, позволит осуществить гибку проката, вне зависимости от его толщины.
Основное оборудование для гибки проката
Существует несколько видов станков и аппаратов, которые позволяют производить гибку листового металла. В современном производстве давно не используются старые ручные станки: оборудование полностью автоматизировано. Это позволяет сэкономить время на проведение процедуры, обеспечить процессу наибольшую точность.
Существующие станки для гибки металла позволяют осуществлять процесс как в небольших, так и в промышленных масштабах. На оборудованных небольших кузнечных мастерских в процессе создания образцов и элементов металла для декоративной ковки могут применяться ручные гибочные станки. Некоторые из них справляются с задачей сгибания деталей немалых по толщине. С помощью таких станков можно изготавливать металлические заклепки, дуги, кольца, уголки и пр.
В основной массе можно выделить следующие типы оборудования:
-
Трубогибы гидравлического типа.
 Аппараты такого плана оснащаются электронной или ручной системой управления. Электронные трубогибы позволяют в разы сократить затраты на производство, поскольку исключают ошибки, которые может допустить мастер в определении главных параметров гибки металла.
Аппараты такого плана оснащаются электронной или ручной системой управления. Электронные трубогибы позволяют в разы сократить затраты на производство, поскольку исключают ошибки, которые может допустить мастер в определении главных параметров гибки металла. -
Станки для гибки металла разного плана.
- Особое станочное оборудование, предназначенное для работы с трубами и арматурой.
Все эти станки применяются в промышленном производстве, позволяют обеспечить реализацию монтажных работ, строительных задач вне зависимости от поставленных условий. Гибка листа или труб на станочном оборудовании дает возможность мастерам произвести большое количество процедур за короткий срок.
Технология процесса: основные этапы
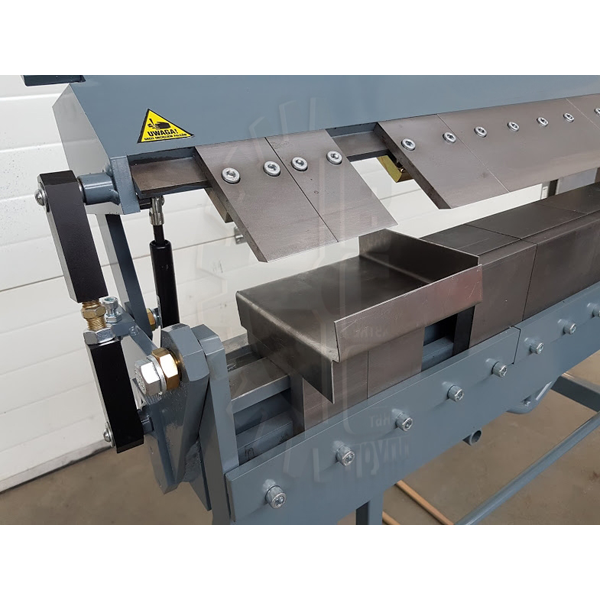
Для того, чтобы производить гибку проката, необходимо подготовить специальные гибочные штампы. В прессе станка весь лист стали или сплава размещается до упора. После этого он будет закреплен при помощи зажимов. Движение листов из стороны в сторону в процессе гибки недопустимо. Само сгибание происходит под воздействием пресса.
Движение листов из стороны в сторону в процессе гибки недопустимо. Само сгибание происходит под воздействием пресса.
Сама технология не отличается особой сложностью. Если прокат обладает достаточными показателями пластичности, из него можно изготовить цельные конструкции разного типа. Сама технология стала отличной альтернативой сварке металлических листов. Отсутствие швов на корпусных деталях гарантирует им большую степень прочности.
Стоит отметить, что современное гибочное оборудование позволяет получать согнутые листы отличного качества, которые за счет своей цельности имеют хороший внешний вид, характеризуются долговечностью и надежностью.
22 июня 2017
Поделиться:
© 2007-2022 Завод «Сталь Град», г. Санкт-Петербург, производство и продажа металлоизделий по чертежам заказчика
Карта сайта Политика конфиденциальности Статьи
Технологии гибки труб
Гибка труб на многих предприятиях исторически определяется как одна из вспомогательных операций и технологий. На заводах, до сих пор пользуются ручными и простыми станками с большими ограничениями по возможностям. Мебельная промышленность, которая является основным потребителем гнутых труб, на сегодняшний день заинтересована в снижении любых издержек и инвестиций и выбирает наиболее дешевое оборудование, в том числе в условиях низкой стоимости труда рабочего. Предприятия автомобилестроения предпочитают не внедрять новые технологии, а получать готовые комплекты трубопровода из-за границы либо копируют технологию и оборудование, установленное на головных заводах. Заинтересованной стороной в развитии технологии гибки труб могут выступать предприятия машиностроения, но здесь важно учитывать, что трубопроводы не являются конечным изделием, и техперевооружение вспомогательных технологий осуществляется по остаточному принципу.
На заводах, до сих пор пользуются ручными и простыми станками с большими ограничениями по возможностям. Мебельная промышленность, которая является основным потребителем гнутых труб, на сегодняшний день заинтересована в снижении любых издержек и инвестиций и выбирает наиболее дешевое оборудование, в том числе в условиях низкой стоимости труда рабочего. Предприятия автомобилестроения предпочитают не внедрять новые технологии, а получать готовые комплекты трубопровода из-за границы либо копируют технологию и оборудование, установленное на головных заводах. Заинтересованной стороной в развитии технологии гибки труб могут выступать предприятия машиностроения, но здесь важно учитывать, что трубопроводы не являются конечным изделием, и техперевооружение вспомогательных технологий осуществляется по остаточному принципу.
Отдельно стоит упомянуть и обстоятельства, связанные с людским фактором. В связи с высокой оплатой труда в промышленности западных стран широкое развитие получили технологии автоматизации, связанные с минимизацией ручного труда. В России и странах СНГ, в том числе и на основании более мелких серий, приоритет до сих пор отдавался технологиям ручной гибки, которая, дополняясь профессионализмом рабочих, позволяла получать качественные изделия, для которых обычно требуется более дорогостоящее и сложное оборудование. Вместе с тем упор на ручной труд всегда имеет ограничения в производительности и повторяемости и в какой-то момент может выйти на уровень нерентабельности и невозможности применения. В связи с этим даже при условии полного удовлетворения результатами работы участков гибки труб предприятиям стоит изучать новые технологии и возможности с прицелом на завтрашний день.
В России и странах СНГ, в том числе и на основании более мелких серий, приоритет до сих пор отдавался технологиям ручной гибки, которая, дополняясь профессионализмом рабочих, позволяла получать качественные изделия, для которых обычно требуется более дорогостоящее и сложное оборудование. Вместе с тем упор на ручной труд всегда имеет ограничения в производительности и повторяемости и в какой-то момент может выйти на уровень нерентабельности и невозможности применения. В связи с этим даже при условии полного удовлетворения результатами работы участков гибки труб предприятиям стоит изучать новые технологии и возможности с прицелом на завтрашний день.
Гибка труб — действительно простая технология при условии отсутствия требования к качеству продукции. В данной статье мы рассмотрим основные способы гибки и их отличия.
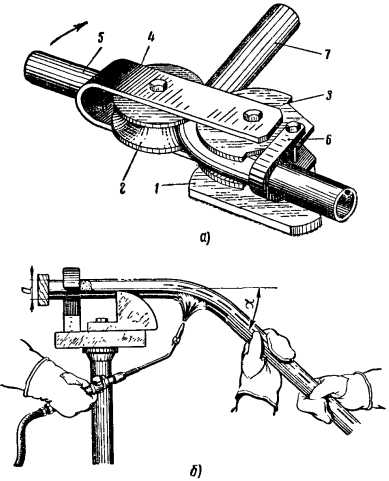
Наиболее старым является принцип арбалетной гибки (рис. 1) — простой способ, где труба зажимается двумя концами с давлением ролика посередине. Гибка труб таким или аналогичным способом в середине прошлого века находила применение в том числе и в крупногабаритных станках для больших диаметров труб, например в сфере судостроения, либо с использованием мощных прессов с необходимым давлением. Ограничением такого способа является сложность или невозможность точно перестроиться на следующий гиб, а также само качество гибки. Вместе с тем для простых медных трубок инструменты для арбалетной гибки активно продаются и на сегодняшний день и могут применяться для выполнения ремонтов, изготовления мебели и других простых задач.
Гибка труб таким или аналогичным способом в середине прошлого века находила применение в том числе и в крупногабаритных станках для больших диаметров труб, например в сфере судостроения, либо с использованием мощных прессов с необходимым давлением. Ограничением такого способа является сложность или невозможность точно перестроиться на следующий гиб, а также само качество гибки. Вместе с тем для простых медных трубок инструменты для арбалетной гибки активно продаются и на сегодняшний день и могут применяться для выполнения ремонтов, изготовления мебели и других простых задач.
Трехроликовая гибка применяется в станках для гибки труб и профилей (зачастую станки называются профилегибочными или профилегибами). Принцип действия — труба базируется на двух роликах и с помощью третьего ролика осуществляется давление (рис. 2). При этом отличие от арбалетной гибки в том, что труба подается в сторону, то есть давление не единовременное, а постоянное по площади гиба. Такой метод используется для гибки больших радиусов (где радиус свыше 4–5 диаметров трубы) и применяется в мебельной промышленности, производстве ограждений, арок сооружений и т. д. Принцип технологии не меняется, но дополнительные возможности, например регулировка движения ролика с помощью ЧПУ, создают возможность изготовления переменных радиусов. На рынке профилегибочных станков (или трубогибочных трехроликовых станков) существует различное оборудование, начиная от простых и ручных машинок и кончая современными станками с ЧПУ для программируемой гибки. Дополнительным отличием от всех остальных способов гибки является отсутствие специализированной оснастки под радиус гиба — в трехроликовых станках радиус формируется положением ролика и, таким образом, один и тот же инструмент используется для создания нескольких радиусов.
д. Принцип технологии не меняется, но дополнительные возможности, например регулировка движения ролика с помощью ЧПУ, создают возможность изготовления переменных радиусов. На рынке профилегибочных станков (или трубогибочных трехроликовых станков) существует различное оборудование, начиная от простых и ручных машинок и кончая современными станками с ЧПУ для программируемой гибки. Дополнительным отличием от всех остальных способов гибки является отсутствие специализированной оснастки под радиус гиба — в трехроликовых станках радиус формируется положением ролика и, таким образом, один и тот же инструмент используется для создания нескольких радиусов.
Рис. 1. Арбалетная гибка труб
Рис. 2. Трехроликовая гибка труб
Гибка намоткой (рис. 3) — наиболее традиционный способ гибки труб, который является и наиболее прогрессивным на сегодняшний день. Суть технологии состоит в силовом движении гибочной консоли станка (отдельный ход) для гибки трубы в пазе гибочного ролика по заданному им радиусу. Гибка намоткой получила свое развитие и в ручном инструменте, и в современных трубогибочных станках, в которых вышеуказанный принцип является основным. В настоящее время понятие «трубогиба» или «трубогибочного станка» как раз подразумевает способ гибки трубы намоткой. И именно об этом способе мы поговорим поподробнее.
Гибка намоткой получила свое развитие и в ручном инструменте, и в современных трубогибочных станках, в которых вышеуказанный принцип является основным. В настоящее время понятие «трубогиба» или «трубогибочного станка» как раз подразумевает способ гибки трубы намоткой. И именно об этом способе мы поговорим поподробнее.
Рис. 3. Гибка труб намоткой
Бездорновая и дорновая гибкаБездорновая гибка намоткой, или бездорновая гибка — основной принцип всего ручного инструмента, а также бездорновых трубогибочных станков. Основное отличие этой технологии — гибка без дополнительного внутреннего элемента, которым является дорн. Так, бездорновая гибка может осуществляться и на дорновом станке без применения дорна, но дорновая гибка не может осуществляться на бездорновом станке, где установка дорна не предусмотрена.
Дополнительное отличие — как правило, в базе, бездорновое оборудование предназначено для выполнения одного гиба. Это значит, что линейное положение трубы контролируется вручную оператором, но какой-либо индикации положения не предусмотрено. В ручном инструменте это просто невозможно, а в станках линейная подача и контроль могут осуществляться по каким-то упорам либо с помощью обратной связи, но в любом случае являются опциональной возможностью.
В ручном инструменте это просто невозможно, а в станках линейная подача и контроль могут осуществляться по каким-то упорам либо с помощью обратной связи, но в любом случае являются опциональной возможностью.
Что же такое дорн? Дорн — это элемент инструментальной оснастки, который в процессе движения гибочной консоли находится в зоне гиба и спасает трубу от дополнительных внутренних деформаций (рис. 4). Дорновая гибка пришла на смену гибки труб с наполнителем, где в качестве наполнителя использовались различные материалы, например песок. Именно наличие дорна и возможность контроля его положения и отражает основной принцип дорновой гибки. И именно дорновая гибка, в отличие от всех других технологий гибки, может помимо качества обеспечить в том числе гибку по радиусам меньшим, чем 3 диаметра трубы, при отсутствии явных дефектов в виде овальности или гофр. Кроме того, использование дорна, в отличие от других наполнителей, позволяет сэкономить время, связанное с подготовкой трубы к гибке. Дорн — это не простая штанга, а достаточно сложный элемент, в котором может быть и несколько шариков, которые будут изгибаться внутри трубы в соответствии с радиусом гиба.
Дорн — это не простая штанга, а достаточно сложный элемент, в котором может быть и несколько шариков, которые будут изгибаться внутри трубы в соответствии с радиусом гиба.
Рис. 4. Дорны для трубогибочного станка
Современные трубогибочные станкиСовременные трубные изделия могут быть достаточно сложными по наличию одного или нескольких радиусов гибки на одном изделии (рис. 5, 6), жестких требованиий к радиусам гиба, точности, овальности и дефектам в месте гиба. В мебельной промышленности дорновая гибка может и не использоваться, так как кроме внешнего вида дефекты гиба не имеют преимущественного значения, но в автомобильной промышленности, изготовлении авиационных трубопроводов, труб для гидравлических систем и т. д. дорновая гибка является необходимым и единственным методом. Также и само линейное перемещение трубы может иметь важное значение или не иметь его вовсе, например, при гибке гидравлических штуцеров с одним гибом.
Рис. 5. Гибка труб под 180 градусов
Рис. 6. Одноуровневый трубогибочный станок
Технология гибки является не такой сложной, но при выборе станка есть ряд моментов, которые полезно изучить. Сами станки, даже дорновые, могут иметь от одной оси, то есть, по сути, только ось силового движения консоли для выполнения гиба, а все остальные операции, например подача и поворот трубы, будут выполняться вручную.
Также необходимо понимать, какие требования предъявляются непосредственно для трубного изделия, сколько гибов будет выполняться, сколько радиусов гибки на изделии. Например, вращение трубы необходимо только в случае, если будет осуществляться гибка в нескольких плоскостях, то есть 3D-гибка; также встает вопрос, может ли это вращение выполняться вручную или требуется автоматическое движение.
Наличие автоматической подачи по длине и для вращения будет подразумевать минимум три управляемых оси (движения закрытия прижимов выполняются гидравлически). Наличие нескольких радиусов на трубе и невозможность их унификации (например, унифицировать 3 близких радиуса в один) потребует наличия в станке смены плоскости трубогибочной оснастки (рис. 7). Как уже было обозначено, каждый комплект гибочной оснастки, где основным является гибочный ролик с радиусом гиба, подразумевает возможность гибки только по одному радису. То есть для второго радиуса требуется наличие второго комплекта оснастки на станке (если не подразумевается смена оснастки в процессе изготовления детали) и обеспечение еще двух движений станка — горизонтального и вертикального, связанного с перемещением гибочной консоли на другой уровень оснастки.
Наличие нескольких радиусов на трубе и невозможность их унификации (например, унифицировать 3 близких радиуса в один) потребует наличия в станке смены плоскости трубогибочной оснастки (рис. 7). Как уже было обозначено, каждый комплект гибочной оснастки, где основным является гибочный ролик с радиусом гиба, подразумевает возможность гибки только по одному радису. То есть для второго радиуса требуется наличие второго комплекта оснастки на станке (если не подразумевается смена оснастки в процессе изготовления детали) и обеспечение еще двух движений станка — горизонтального и вертикального, связанного с перемещением гибочной консоли на другой уровень оснастки.
Рис. 7. Трубогибочный станок с многоинструментальной оснасткой
В последнее время также наблюдается переход полностью к сервоэлектрическим станкам без применения гидравлики. В классическом трубогибочном станке сервоприводами контролируются три основные оси: подача трубы, сама гибка с помощью гибочной консоли и поворот трубы, а также при применении многоуровневых трубогибочных станков две вспомогательные оси для перехода уровня оснастки. Полностью сервоэлектрические станки обеспечивают контроль с помощью сервоприводов всех вспомогательных движений прижимов с целью точной настройки оснастки для выполнения особо точных гибов и ответственных задач. Именно такие станки обеспечивают требования по минимальной овальности в месте гиба и утонению стенки вплоть до особо сложных радиусов, равных 1 диаметру трубы или менее. В настоящее время такое оборудование представлено на рынке многими компаниями из Италии, Португалии, Германии, Тайваня и т. д.
Полностью сервоэлектрические станки обеспечивают контроль с помощью сервоприводов всех вспомогательных движений прижимов с целью точной настройки оснастки для выполнения особо точных гибов и ответственных задач. Именно такие станки обеспечивают требования по минимальной овальности в месте гиба и утонению стенки вплоть до особо сложных радиусов, равных 1 диаметру трубы или менее. В настоящее время такое оборудование представлено на рынке многими компаниями из Италии, Португалии, Германии, Тайваня и т. д.
На сегодняшний день процесс дорновой гибки намоткой и использование последнего поколения сервоэлектрических станков не подразумевает какого-то серьезного развития технологии. Поэтому производители делают упор в сторону всех вспомогательных характеристик, таких как современное ЧПУ с моделированием и симуляцией гибки, вспомогательные устройства для контроля пружинения и размеров, дополнительные устройства резки и пробивки, чтобы эти операции выполнялись в одном рабочем цикле, внедрение автоматизации и роботизации загрузки-выгрузки, а также создание поточных линий с совмещением технологических процессов с последующей формовкой трубы, установкой гаек, измерения геометрии и т. д.
д.
На рынке также демонстрируются станки свободной гибки из Японии и Германии, позволяющие с помощью специальной головки исключить специализированную оснастку под радиус гиба и задавать направление гиба в любую сторону с помощью позиционирования головки. Такие станки очень эффективны, но их применение ограничено большими радиусами гиба, поэтому они не могут рассматриваться в качестве нового решения для классической промышленности, а, скорее, предназначены для изготовления дизайнерской мебели и элементов интерьеров.
Большой упор также делается на разработку крупногабаритных сервоэлектрических станков большой мощности, которые могут заменить классическую индукционную гибку (где труба предварительно нагревается для гиба) и снизить саму скорость процесса гибки в десятки раз. Такое оборудование применяется для энергетического машиностроения, судостроения, нефтегазовой промышленности и т. д.
ТРУБОГИБОЧНЫЕ И ПРОФИЛЕГИБОЧНЫЕ СТАНКИ ВСЕХ ТИПОВ
111250, г. Москва, проезд завода «Серп и Молот», д. 3/2
3/2
Бизнес-Центр Light Tower, офис 15/2
Тел. + 7 (495) 374 95 86
www.amob-russia.ru
E‑mail: [email protected]
Как избежать деформации труб при гибке?
Что происходит с трубой при гибке?
При изгибе трубы разные ее части испытывают нагрузки разного типа. Та часть трубы, что находится снаружи изгиба, растягивается. Часть трубы, находящаяся на внутренней части гиба, наоборот, сжимается. Чем меньше радиус изгиба (чем компактнее изгиб), тем сильнее должен деформироваться каждый из участков трубы.
Растягиваясь, внешняя часть трубы стремится стать плоской. Стенки трубы начинают терять форму, и наружная стенка как бы «проваливается» внутрь трубы, и она в сечении стремится принять форму овала. Силы, действующие на стенки трубы на внутренней части гиба, сжимают металл, и поскольку он не может сжиматься бесконечно, то в какой-то момент начитает собираться в «гармошку».
В случае с арбалетным трубогибом ситуация усугубляется тем, что основное усилие при гибке прикладывается к трубе в одной очень узкой зоне — по центру гиба. В ней и возникает основная масса деффектов. И если труба ломается, то перелом тоже возникает в этой зоне.
В ней и возникает основная масса деффектов. И если труба ломается, то перелом тоже возникает в этой зоне.
Силы, возникающие в месте изгиба трубы, стремятся оторвать трубу от оснастки, чтобы металлу было «удобно» деформироваться. Металл на внешней части гиба растягивается, на внутренней — сжимается. Под действием этих сил стенки трубы стремятся разойтись в стороны, и тем самым как бы выдавливают ее наружу, прочь из желоба на пуансоне. Поскольку на арбалетном трубогибе труба ничем не удерживается на оснастке в точке перегиба, ничто не препятствует этому процессу, и это приводит возникновению вредных деформаций. Если труба имеет достаточно толстую стенку, то они будут почти незаметными — труба получит небольшую овальность, но в основном сохранит свою форму. Если стенка тоньше, чем позволяют условия, труба получит овальность, гофру на внутренней стороне или сломается.
По сути, процесс гибки на арбалетном трубогибе можно сравнить с переламыванием трубы об колено. Только это «колено» железное и имеет желоб, в который помещается труба. Желоб не столько способствует сохранению формы трубы, сколько не дает ей соскочить с пуансона. Труба подвергается достаточно варварскому воздействию, и если ее стенки недостаточно мощные, она портится.
Желоб не столько способствует сохранению формы трубы, сколько не дает ей соскочить с пуансона. Труба подвергается достаточно варварскому воздействию, и если ее стенки недостаточно мощные, она портится.
Почему песок и нагрев не решают проблему вредной деформации?
Песок, набиваемый внутрь трубы, призван поддерживать ее стенки изнутри при гибке и препятствовать «проваливанию» внешней стороны гиба. Однако, как бы тщательно не был утрамбован песок внутри трубы, плотность такой набивки не может соперничать с плотностью металла. Да, песок до какой-то степени удерживает внешнюю стенку от уплощения, а внутреннюю — от образования «гармошки». Но его плотность слишком мала, он сыпучий, а потому стремится «приспособиться» к изменяющейся форме трубы, вместо того, чтобы жестко держать форму. Поддерживающий эффект от песка не достаточен для тонкостенных труб при гибке с тем радиусом, который задан пуансоном арбалетного трубогиба. Поэтому в большинстве случаев это ухищрение не помогает.
Нагрев и вовсе только ухудшает ситуацию с вредными деформациями. Нагретый металл гораздо пластичнее холодного и он легче гнется. Но и вредные деформации в нагретой трубе возникают проще. Нагрев трубы не отменяет законов, по которым деформируются стенки, он лишь делает металл более пластичным. Для того, чтобы аккуратно согнуть трубу, нужно греть лишь маленький ее участок, после чего гнуть это место на небольшую величину. Затем греют следующий участок, и подгибают уже его. И так по все длине гиба. Такая техника позволяет получать неплохие результаты, но она исключительно трудоемка. И на арбалетном трубогибе ее не применить, т.к. трубу не получится прогреть равномерно (с внутренней части гиба она закрыта пуансоном). Да и долговременный контакт трубогиба с нагретой докрасна трубой не пойдет инструменту на пользу.
Что нужно сделать, чтобы труба не портилась при гибке?
Помните правило: чем тоньше стенка трубы, тем больше радиус загиба В исключительных случая можно прогреть место гиба
Для повышения качества гиба нужно обеспечить минимум три условия:
- Равномерное приложение усилия к трубе по всей длине гиба
- Плотное прилегание к оснастке в точке перегиба
- Создание препятствий для расхождение стенок трубы в стороны под действием возникающих внутри сил
Все это выполняется при гибке трубы методом намотки на оснастку.
Гибочный ролик достаточного размера с помощью данной технологии можно гнуть трубы со стенкой малой толщины без повреждений и каждый раз гарантированно получать детали с одинаковыми размерами (что недостижимо при использовании арбалетного трубогиба). Становится возможным гнуть без повреждений, не набивая песком, даже ту трубу, которая раньше портилась. А применив песочную набивку можно чисто согнуть трубы со стенкой на 0.5-1 тоньше, чем без него. Кроме того, становится возможным гнуть детали сложной формы, в том числе и выполнять трехмерную гибку.
Мы рекомендуем использовать трубогибы с данной функцией, например трубогибы с намоткой https://kovkapro.com/metalloobrabotka/gibka-i-shtampovka/trubogiby-2/?features_hash=2902-36388
Современные технологии гибки и измерения труб
Интерес крупных промышленных предприятий к технологиям гибки труб неизменно растет. Специалисты, занимающиеся развитием производства в судостроении, энергетическом машиностроении, автомобилестроении, авиастроении, изучают виды гибки и принципы работы оборудования, проводят анализ технико-коммерческих предложений различных фирм. И тем не менее, у большинства из них остается масса вопросов, ответы на которые постарается дать эта статья.
Требования к изогнутым трубопроводам
Наиболее высокие требования к изогнутому трубопроводу предъявляют автомобильная и аэрокосмическая промышленности. Например, в 2010 году ОАО «Воткинский завод» на аукционе на поставку оборудования указал следующие требования: минимальный осевой радиус гиба (CLR) = 0,7 наружного диаметра трубы (D), овальность сечения (отклонение от округлости) – не более 2,5. .3% D, отклонение геометрии трубы теоретического профиля не более 1 мм.
.3% D, отклонение геометрии трубы теоретического профиля не более 1 мм.
Рис. 1 Старый трубогибочный станок
Помимо этого, трубопроводы, изгибаемые в автомобильной (например, трубопроводы системы выпуска отработанных газов СВОГ), и в авиационной промышленности, обладают крайне сложной геометрией, в которой используется множество радиусов гиба, зачастую отсутствуют прямолинейные участки между сгибами, и используют сложные для деформации материалы, такие как коррозионностойкую сталь, сплавы титана или жаропрочные стали. При этом не допускаются дефекты гибки: гофрообразование, следы на поверхности трубы, остающиеся от прижимов, утонения стенки. Для решения этих задач требуются очень современное и технологичное оборудование.
Принципы работы трубогибочного станка
Под трубогибочным станком, как правило, понимается универсальный станок для дорновой холодной гибки труб, использующий метод намотки трубы вокруг гибочного ролика.
Этот метод был изобретен более чем полвека назад и использовался тогда в довольно примитивный трубогиб ручной (рис. 1).
Рис. 2 Схема гибки
Независимо от сложности станка гибка осуществляется по следующей схеме (рис. 2, 3) с участием нескольких движущихся частей станка:
Гибочный ролик (1), передний прижим (2), задний прижим (3), дорн (4), складковыглаживатель (5), дорновая штанга.
A: показано положение для загрузки трубы в станок: прижимы 2 и 3 отведены назад и не препятствуют загрузке трубы.
B: оператор (или автоматический загрузчик) загружает трубу в станок, надевая ее на дорн и зажимая в цанге.
C: показывает движение переднего прижима: теперь труба надежно зажата между прямолинейной частью гибочного ролика (1) и передним прижимом (2).
D: задний прижим подается до касания с поверхностью трубы.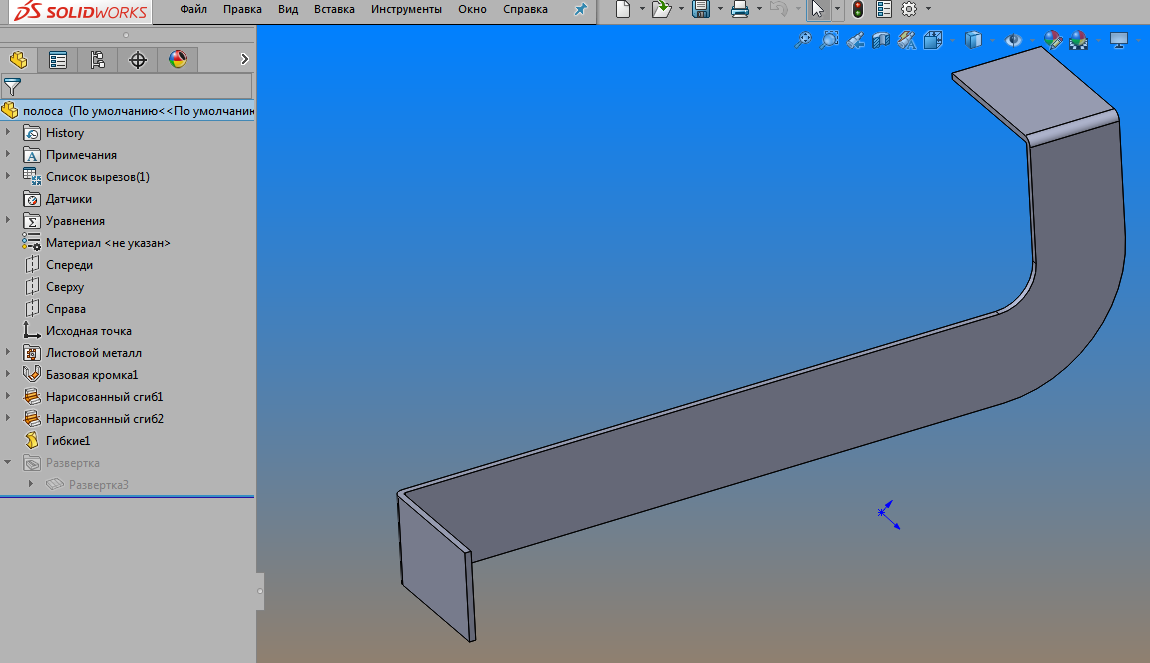
Е: Происходит одновременное вращение гибочного ролика (1) и переднего прижима (2), которое наматывает трубу на круглую часть гибочного ролика, в то время как задний прижим (3) движется вперед со скоростью осевого движения трубы, чтобы компенсировать возникшие радиальные усилия, а также не допустить повреждения поверхности трубы.
F: при достижении определенного угла гиба дорн (4) отводится назад, чтобы исключить его залом в трубе.
G: передний и задний прижимы отводятся от трубы.
HJ: все элементы приводятся в исходное положение.
Это принцип работы наиболее простого полуавтоматического станка. Полуавтоматическим он называется потому, что последовательность движений от A до J станок выполняет автоматически по одному нажатию педали или кнопки. Оператор лишь задает необходимый угол гиба и загружает трубу. Однако такой станок позволяет гнуть трубу только по одному радиусу и только в одной плоскости гиба, кроме того, оператор должен вручную передвигать трубу для того, чтобы сделать следующий гиб. Несмотря на то, что одноосевые станки до сих пор востребованы, в ответственных производствах требуются более сложное оборудование.
Несмотря на то, что одноосевые станки до сих пор востребованы, в ответственных производствах требуются более сложное оборудование.
Классификация трубогибочных станков
Трубогибочные станки можно классифицировать по различным признакам, но в мировой практике сложилась довольно устойчивая и универсальная классификация по количеству осей ЧПУ. Осью производители трубогибочных станков называют всякое независимо программируемое и управляемое ЧПУ движение станка. В Таблице 1 перечислим базовые 3 оси, обязательно присутствующие у любого трубогибочного станка с ЧПУ:
Таблица 1. Схема первых трех осей
Подобный 3х осевой станок позволяет осуществлять в полностью автоматическом режиме гибку трёхмерных трубопроводов по одному радиусу гиба и с прямолинейными участками между гибами длиной 2..3 D.
Однако если на трубопроводе встречается больше, чем один радиус сгиба, используются дополнительные оси движения станка (горизонтальное движение гибочной консоли – Х, вертикальное движение гибочной консоли Z).
Эти два движения дают возможность установить на станок оснастку, состоящую из нескольких роликов разного диаметра и соответствующих им прижимов, и позиционировать для каждого сгиба перед трубой ролик нужного диаметра при помощи вертикального движения гибочной головки (оси Z). Горизонтальное движение гибочной консоли (ось X) нужно для того, чтобы при неизменной оси трубы установить нужный ролик и прижим в правильном положении.
Рис. 3 Схема позиционирования оснастки
Зачем же нужны остальные оси? Ведь сейчас можно встретить не только 5ти осевые станки, но и трубогибы с 9ю, 11ю, и даже 21ой осью (рис. 4, 5). Дело в том, что многие производители для автомобильной и авиационной промышленности предлагают полностью электрические трубогибочные станки без использования гидравлических приводов. В этих станках все движения осуществляются при помощи электросервоприводов, контролируемых ЧПУ. Поэтому для движения каждого из прижимов, движения дорна и иногда даже для закрытия цанги используется отдельная ось.
Кроме этого, количество насчитываемых в станке осей еще больше возрастает, если конфигурация трубопровода требует гибки в двух направлениях. Лишь несколько фирм в мире делают подобные станки, и их продукция востребована только в особых случаях (рис. 6). Существует несколько компоновок станков, но, как правило, для второго направления гиба предусматривается вторая гибочная консоль с инструментальной оснасткой, зеркально повторяющей оснастку первой. Эту консоль разные производители располагают по разному: некоторые снизу от основной (в этом случае ширина станка не меняется, а также часть приводов используется совместно верхней и нижней половиной консоли), а некоторые параллельно ей, увеличивая при этом ширину станка и полностью дублируя все приводы, кроме осей Y (подача трубы) и B (поворот трубы в пространстве). Весьма условно можно сказать, что первый вид компоновки гибочных консолей характерен для гибки труб относительно небольшого диаметра (до 3040 мм), в то время как второй чаще встречается для гибки труб больших диаметров (от 50 до 100 мм).
Рис. 4 9-ти осевой станок SILFAX
Рис. 5 13-ти осевой станок CRIPPA с установленной снизу дополнительной гибочной консолью для левосторонней гибки
Рис. 6 Трубогибочный станок ShwarzeRobitec, гибочные консоли для правосторонней и левосторонней гибки независимы друг от друга
Методы контроля
После операции гибки следует контроль геометрии изогнутой трубы. При этом в серийном и массовом производстве операция контроля должна осуществляться максимально быстро и точно. Более того, изза упругих свойств материала труб, даже самый совершенный и точный трубогибочный станок не в состоянии изогнуть трубу без отклонений с первого раза, если свойства материала до этого не были известны. Пружинный возврат на доли градуса в каждом гибе в конечном счете приводит к значительным отклонениям от теоретической модели. Для вычисления необходимой корректировки программы для последующих изделий требуется контрольноизмерительная машина (КИМ).
Для вычисления необходимой корректировки программы для последующих изделий требуется контрольноизмерительная машина (КИМ).
В промышленном использовании находятся следующие виды измерительных машин:
Мобильные или стационарные системы (рис. 7) в форме ручного измерительного комплекса, предназначенные для обмера участков трубы оператором с помощью контактного датчика или бесконтактного измерительного устройства (лазерное измерение).
Рис. 7 Манипулятор с бесконтактными лазерными датчиками
Стационарные трехкоординатные измерительные машины с перемещением рабочего приспособления по верхней траверсе (портального типа) или с горизонтальной пинолью с применением контактных датчиков, системы сканирования цифрового и аналогового датчика и лазерного сканирования для объектов сложной формы (рис. 8).
Рис. 8 Координатно-измерительная машина
Видео/Фото оптическое пространственное измерение, основывающееся на съемке измеряемого изделия в специальной камере с помощью нескольких, расположенных в различном положении устройств съемки изображения. Измерение выполняется автоматически без дополнительного участия оператора (рис. 9).
Измерение выполняется автоматически без дополнительного участия оператора (рис. 9).
Рис. 9 Оптический сканер для измерения труб
Трехкоординатные КИМ для измерения трубы применяются крайне редко. Наиболее широкое распространение получили манипуляторы с бесконтактными лазерными датчиками. Большинство производителей трубогибочных станков еще в конце 80х годов оборудовали свои станки программными модулями для автоматического получения таблиц корректировки по сети Ethernet, что позволило перейти к существенно более оперативному обнаружению трубопроводов с геометрией, выходящей за рамки допуска, мгновенному вводу корректировок в программу и, в конечном счете, повысить производительность и качество готовой продукции.
Проблемы при переходе российских авиационных предприятий к цифровому производству трубопроводов
Многие предприятия предпринимают шаги по построению цифрового производства трубопроводов.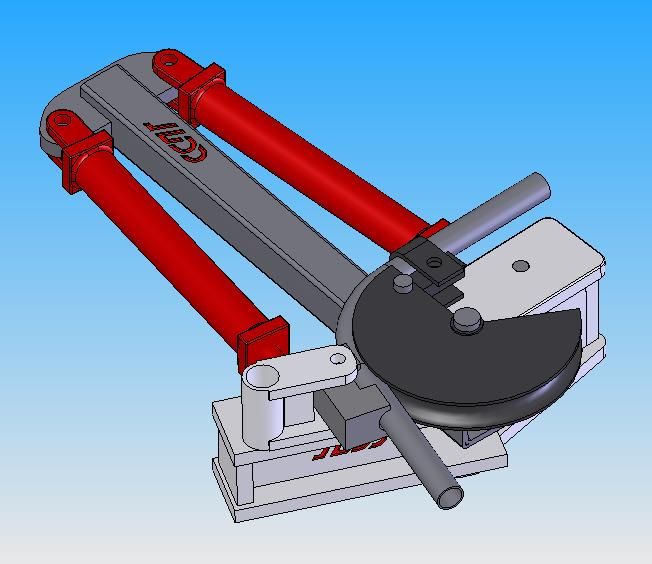 Действительно, в ХХI веке предприятие должно получить из конструкторского бюро цифровую 3D модель трубопровода, загрузить полученный файл в ЧПУ трубогибочного станка, за один день с помощью специального симулятора сгенерировать программу гибки и отладить ее на модели станка, инструмента и трубы в виртуальной реальности, без использования реального станка, оператора, материалов и после этого сразу перейти к производству нового трубопровода.
Действительно, в ХХI веке предприятие должно получить из конструкторского бюро цифровую 3D модель трубопровода, загрузить полученный файл в ЧПУ трубогибочного станка, за один день с помощью специального симулятора сгенерировать программу гибки и отладить ее на модели станка, инструмента и трубы в виртуальной реальности, без использования реального станка, оператора, материалов и после этого сразу перейти к производству нового трубопровода.
Казалось бы, еще в начале 90х гг. прошлого века в западных странах устоялся оптимальный технологический цикл, и отечественные предприятия могли бы просто купить такое же оборудование, программное обеспечение и воспроизвести его на своих мощностях.
Однако все оказалось не так просто. Дело в том, что западная технология «заточена» под трубопроводы, в конструкцию которых еще при проектировании были заложены принципы технологичности машинной гибки, а рабочую документацию на трубопроводы производство получает в цифровых моделях.
На российских же авиационных предприятиях ситуация принципиально иная. Существуют тысячи эталонов трубопроводов 7080х гг, конфигурация которых не подходит для того, чтобы освоить ее на трубогибочном станке.
Мало того, эталоны существуют «в железе», и для того, чтобы ввести в ЧПУ трубогибочного станка программу гибки, их надо какимто образом измерить и параметризовать.
Почему же конфигурация эталонов не очень подходит для машинной гибки?
Если вернуться к схеме гибки, видно, что в позиции С станку требуется прямолинейный участок, чтобы зажать трубу между передним прижимом и прямолинейной частью гибочного ролика. Может ли станок изогнуть трубу с гибами, между которыми нет прямолинейных участков? Современный станок, оборудованный осями Z и X, безусловно, сможет. Но тогда для каждого такого перехода из радиуса в радиус потребуется свой прижим и ролик с криволинейными ручьями, повторяющими контур уже изогнутого участка трубы, который требуется зажать. Количество таких ручьев ограничено ходом станка по оси Z, кроме этого, чем выше уровень оснастки, тем менее жестким становится система станокинструмент, тем большие отклонения геометрии в итоге мы получим. Поэтому производство оснастки более чем с 34 переходами из гиба в гиб без прямолинейных участков и дорого, и сложно, и нетехнологично.
Количество таких ручьев ограничено ходом станка по оси Z, кроме этого, чем выше уровень оснастки, тем менее жестким становится система станокинструмент, тем большие отклонения геометрии в итоге мы получим. Поэтому производство оснастки более чем с 34 переходами из гиба в гиб без прямолинейных участков и дорого, и сложно, и нетехнологично.
В некоторых же эталонах встречается по 8…10, а иногда и еще больше таких переходов. Изготовить их на трубогибочном станке без оптимизации геометрии практически невозможно (рис. 10).
Рис. 10 Многоуровневая оснастка с профилированными ручьями для гибки трубопроводов без прямолинейных участков
Второй проблемой является программирование станка. При этом также требует решения вопрос: как для каждого эталона получить программу гибки? Ведь большинство эталонов крайне сложно измерить, даже если предприятие приобрело специальную КИМ. При измерении возникают трудности изза того, что эталоны не имеют четко выраженной структуры из прямолинейных участков и гибов, часто между гибами встречаются дополнительные подгибы (обусловленные ручным изготовлением эталона), ни один радиус четко не выражен и меняется от гиба к гибу.
Для КИМ первых двух типов (координатные машины и манипуляторы с бесконтактными датчиками) точный и массовый перевод эталонов в 3D модели практически неосуществим.
Большие возможности дают оптические измерительные системы. В 2008 году Национальным Институтом Авиационных Технологий была проведена работа по переводу ряда трубопроводов одного из истребителей МИГ в математические модели. Для этого специалисты НИАТ использовали измерительную головку АТОС2, снимавшую с измеряемого изделия облако точек, а затем вручную проводили аппроксимацию полученных данных в полигональную модель. Недостатком полученных моделей являлась невозможность параметризации трубопровода в LRA координатах (полярные координаты, фактически описывающие трубопровод в трех основных осях ЧПУ трубогибочного станка).
Следующий шаг в развитии данной технологии предпринимается в настоящий момент Воронежским самолетостроительным обществом в рамках проекта Министерства образования по разработке технологий высокотехнологичного современного производства. Предприятие закупило новейший оптический сканер Tubeinspect, предназначенный специально для измерения геометрии труб, который планирует адаптировать для массовой оцифровки эталонов самолета АН148 и автоматического получения уже параметризированных моделей трубопроводов.
Предприятие закупило новейший оптический сканер Tubeinspect, предназначенный специально для измерения геометрии труб, который планирует адаптировать для массовой оцифровки эталонов самолета АН148 и автоматического получения уже параметризированных моделей трубопроводов.
После этого будет произведена большая работа по анализу геометрии каждого трубопровода и ее оптимизация для перевода на гибку на трубогибочных станках с ЧПУ. Эта оптимизация нужна в первую очередь для того, чтобы уменьшить номенклатуру необходимой для гибки оснастки и свести к минимуму необходимость использования очень дорогих и сложных в производстве роликов с профилированными ручьями гиба. ООО «Нью Лайн Инжиниринг» в качестве консультанта ВАСО по современным технологиям производства участвует в данном проекте как один из разработчиков концепции цифрового производства трубопроводов, а также как разработчик методологий, программного обеспечения и документации, необходимых для запуска проекта.
Использование роботов в гибке труб
В последнее десятилетие все чаще используются роботы в операциях по обработке труб, в первую очередь для автоматизации операций загрузки заготовки в оборудование и выгрузки готовых изделий (рис. 11). При этом робот может также и передавать заготовку на следующую операцию. Например, загрузив трубу в трубогибочный станок, после выполнения операций гибки, робот способен захватить изогнутый трубопровод и поместить его в оптическую измерительную камеру для контроля геометрии, после чего загрузить последовательно концы трубы в станок для формовки и сформировать необходимые завальцовки.
11). При этом робот может также и передавать заготовку на следующую операцию. Например, загрузив трубу в трубогибочный станок, после выполнения операций гибки, робот способен захватить изогнутый трубопровод и поместить его в оптическую измерительную камеру для контроля геометрии, после чего загрузить последовательно концы трубы в станок для формовки и сформировать необходимые завальцовки.
Рис.11 Роботизированная ячейка
Все чаще появляются примеры использования роботов непосредственно для гибки труб, когда все движения трубы осуществляются с помощью роботаманипулятора, который подает изделие в гибочную головку, заменяя ряд стандартных движений станка с ЧПУ (рис.12).
Рис. 12 Использование робота совместно с упрощенной гибочной головкой: робот заменяет сразу несколько осей трубогибочного станка.
Рис. 13 Робот с гибочной головкой
Интегрированная роботизированная гибка соперничает с ЧПУ станком, позволяя 6ти осевому роботу осуществлять загрузку труб в гибочную головку, подачу (ось Y), поворот трубы (ось B) и выгрузку после гибки. Результатом становится гибкая система, не требующая никаких дополнительных устройств для работы.
Результатом становится гибкая система, не требующая никаких дополнительных устройств для работы.
Роботизированная гибка также имеет ряд преимуществ по функциональности, которые невозможно полностью обеспечить с помощью станка с ЧПУ. Это гибка составных труб с дополнительными прикрепленными элементами, гибка по часовой и против часовой стрелки одного и того же изделия, автоматическая загрузка и выгрузка как коротких, так и длинных труб на одной и той же гибочной ячейке. Недостатком такой системы является отсутствие дорна в трубе, и, как следствие, не очень высокое качество гиба.
Для труб небольшого диаметра (до 20 мм) существуют и специальные гибочные головки, которые могут быть установлены на робот. В этом случае робот перемещает гибочную головку, установленную на нем вдоль неподвижной зафиксированной трубы, самостоятельно позиционирует ее по все осям и крайне быстро осуществляет гибку (рис.13). Такие системы, безусловно, найдут свое применение в производстве труб кондиционирования, топливных и тормозных систем автомобиля, производстве компактных теплообменников.
Технологии и разновидности операций процесса гибки металла •⚙• ООО «ТЗГШО»
Гибка является необходимым и часто применяемым производственным процессом в области металлообработки. Операция гибки представляет собой технологию формирования, придания нужной формы заготовке, при выполнении действий, обусловленных на передаче гибочного момента и получении необходимой деформации материала.
Технология гибки
Механическая деформация металлических листов, еще носящая название процесс окантовки исходного материала, по сути является укладкой обрабатываемых частей листов в определенном порядке, и под одним углом с необходимым значением, обработка которых производится специальными механизмами ударного типа, или прессовочными машинами. Параметры гибки, так же, зависят от используемых в процессе обработки типов и модификаций механизмов и приспособлений (станков, машин, инструмента).
Основными параметрами из которых являются:
- градусы и угол гиба;
- гибка с окантовкой.

Точный расчет обработки проводится с учетом параметров растяжения металла и деформационным коэффициентом.
Производство гибки металла при взятии угла свыше 180°, под фальцы, именуется конвертом.
Виды современной обработки металла методом гибки делятся на три, основных типа:
- гибка с завиванием;
- панорамная гибка с применением поворота;
- штамповочный метод гибки.
Панорамный тип гибки
Общепринятый, запатентованный, тип операции. Метод заключается в фиксации заготовки к верхней траверсе механизма для гибки, при помощи которой производиться натяжка исходного материала, затем гибочный механизм, посредством поступательных движений выгибает заготовочный материал. Вместе с механизмами для производства единичных операций по гибке, существуют специальные комплексные механизмы гибочные центры. Такие центры одновременно могут осуществлять изготовление большого количества элементов. Применяются они для производства электрических шкафов, дверей, фурнитуры, кассет, канцелярской мебели и другой продукции.
Применяются они для производства электрических шкафов, дверей, фурнитуры, кассет, канцелярской мебели и другой продукции.
Гибка с завиванием
Операция относится к разновидности панорамного метода гибки, основной процесс заключается в работе изгибающей траверсы механизма, которая удерживает и контролирует обрабатываемую заготовку. Траверса движется в обратном направлении от станка, что дает исключение лишних контактов между исходным материалом и обрабатывающим механизмов. Применяется метод для сведения к минимуму возможных повреждений и деформаций в процессе производства. Это необходимо при работе с материалами из высоколегированных сталей и металлов с лакокрасочным покрытием. Еще одно преимущество метода, заключается в возможности программирования радиуса изгиба заготовки, за счет воздействия на сгибающую траверсу.
Штамповка
Самым применяемым методом в промышленной металлообработке является процесс штамповки металла. Операции производится на механических устройствах трех основных типов: штамповочный пресс; пресс окантовки; гибочный пресс;
К гибочным операциям так же относятся:
- процесс рихтовки;
- глубокая вытяжка;
- формовка профиля протяжкой в валках.

Виды металлического проката, на который оказываются услуги по гибке:
- арматура;
- труба;
- профиль;
- лист;
- уголок.
Работы по гибке в ООО «ТЗГШО»
Благодаря использованию высококачественного, современного оборудования и штату высококвалифицированного персонала, работы производятся в строго установленные сроки и выполняются с гарантией качества. Безотходные технологии производства минимизируют потери при обработке, благодаря четко отлаженному процессу существенно снижаются денежные затраты при производстве.
Операции по гибке, на разных моделях высокотехнологичных гибочных станков ощутимо снижают трудозатраты на выполнение работ, и являются эффективным показателем выработки. Работа на гибочном оборудовании высокого класса, отличается очень низким процентом брака от выработки, по сравнению с ручным изготовлением, где требуется очень точное крепление материала в слесарном зажиме, во избежание получения неправильной формы и выбраковки.
Оборудование
Операции выполняется на современном, высокопроизводительном, качественном оборудовании, что позволяет избежать ошибок и свести к минимуму процент брака. Технологические параметры задаются и соблюдаются на протяжение всего рабочего процесса, от начала до конца. Оборудование надежно и точно фиксирует обрабатываемый исходный материал, а специальные точные механизмы с ЧПУ, автоматизированно выполняют производственную задачу, строго по чертежу заготовки.
Высокоточное оборудование компании позволяет производить обработку изделий, в строгом соответствии с заданной конструкцией и чертежами изделия, при работе оборудования человеческий фактор сводится к минимуму, благодаря полной автоматизации процесса. Только на таком оборудовании можно оперативно осуществить высокоточные операции по гибке.
Справочная статья о гибке металла
Гибка металла наряду с фрезеровкой используется повсеместно, поэтому мы подготовили для Вас небольшую справочную статью о данной технологии.
- Технология
- Панорамная гибка
- Гибка с завиванием
- Штамповка
- Гибочные работы в компании Охта
- Оборудование
Технология
Гибка металла – это преобразовывающая технология. При этом процессе заготовке (исходный материал) передается гибочный момент, который вызывает так называемую длительную деформацию.
Изгибание металлических листов, также называемое окантовкой, вызывается, по большому счету, складыванием частей листов под определенным углом и с применением специальной ударной техники и прессов. В зависимости от применяемых в процессе инструментов или промышленных процессов и машин, для изготовления деталей из металла необходимы такие параметры как:
- гиб окантовки,
- угол гиба или градус гиба.
Для точной обработки берется в расчет также коэффициент деформации металла и растяжение стали.
Гибка металла с углом гиба от 180 ° для изготовления фальца называется конвертом.
В современном промышленном производстве методы гибки подразделяются на:
- панорамную гибку поворотом,
- гибку с завиванием,
- гибку методом штамповки.
Панорамная гибка
При изгибании панорамным методом металл натягивается с помощью верхней траверсы и сгибается поступательным движением гибочной машины. Наряду с гибочными станками панорамирования зачастую используются эффективные гибочные центры, предназначенные для поточного производства большого количества деталей единовременно.
Гибка с завиванием
Гибка с завиванием является запатентованной формой панорамной гибки, при которой сгибающая траверса станка, контролирующая деформируемый металл, двигается прочь от него. Поэтому исключается какое-либо излишнее движение между инструментом и материалом, из-за чего на поверхности металла не возникают царапины и другие повреждения. Это очень важно при деформации высококачественной нержавеющей стали и металлов с лакированной поверхностью. Кроме того, благодаря возможности управлять сгибающей траверсой возможно программирование радиуса гиба.
Кроме того, благодаря возможности управлять сгибающей траверсой возможно программирование радиуса гиба.
Штамповка
Наиболее распространенным методом ручной и промышленной гибки является штамповка. Для этого используются такие машины как гибочный пресс штампа, гибочный пресс, пресс окантовки.
Родственными процессами гибки металлов являются:
- Рихтовка,
- Глубокая вытяжка,
- Профилировка в валках.
Предоставляются следующие виды услуг по гибке металлопроката:
- гибка трубы,
- арматуры,
- уголка,
- профиля,
- листового металла.
Гибочные работы в компании ОХТА
Только высокий профессионализм сотрудников и современное оборудование дают нужный результат:
- гарантированные качественные работы в кратчайшие сроки;
- использование расходного материала с минимальными потерями;
- минимализация денежных затрат при изготовлении.
На данный момент процесс изгибания, который осуществляется на различных станках, позволяет, прежде всего, уменьшить трудозатраты на производимые работы, а также повысить её выработку.
Стоит здесь акцентировать внимание и на снижении количества брака. Как показывает практика, работа, которая осуществляется вручную, требует очень точного расположения металла в тисках, надежного закрепления металла, чтобы аннулировать придание ему неправильной формы и деформацию будущего изделия.
Оборудование
Использование современного оборудования позволяет осуществлять процесс гибки металла происходит на высокопроизводительных станках. Что снижает вероятность ошибок. Все параметры до начала проведения работ выставляются в соответствующем положении, металл надежно фиксируется специальным механизмом. Стоит также заметить, что все современные станки, оснащенные численным программным управлением, быстро и качественно производят гибку металла. При таком простом процессе брак минимален.
В арсенале компании представлен широкий ассортимент современного оборудования, предназначенного для изменения формы изделий из металла соответственно требованиям конструкций или чертежей. При этом вся работа занимает немного времени и без особого физического вмешательства со стороны человека, управляющего станком. Только на высококачественных станках реально осуществить быстрый и точный гибкур.
При этом вся работа занимает немного времени и без особого физического вмешательства со стороны человека, управляющего станком. Только на высококачественных станках реально осуществить быстрый и точный гибкур.
Наши станки:
- Вертикально обрабатывающий центр с ЧПУ FulLand FLG-600
- Горизонтальный обрабатывающий центр EC-400
- Токарный центр с ЧПУ GT-250MA
Такое же качественное оборудование необходимо и для лазерной резки металла разной толщины, формы и вида. Эти два процесса дают возможность изготовить из листа металла детали любой геометрической формы. Благодаря этому возможно создавать неповторимые и эксклюзивные декоративные элементы хозяйственного интерьера и экстерьера.
Рекомендуем: Еще больше информации о гибке металлов Вы найдете в нашей статье Гибка металла свободным методом и калибровкой
Эксперты в области отводов труб и металлоконструкций
Перейти к содержимому Благодаря выигрышному сочетанию настойчивости, инноваций и старомодного упорного труда компания Advanced Bending Technologies зарекомендовала себя как лидер отрасли в области гибки конструкций, гибки труб, гибки с низкой деформацией и формовки конструкционной стали. Наше сочетание опыта и оборудования предлагает вам, клиенту, широкий спектр решений и возможностей в области гибки и формовки. Независимо от ваших потребностей, будь то крупные проекты или небольшие компоненты, мы формируем ваш материал в соответствии с вашими требованиями. В Advanced Bending Technologies работа не будет завершена, пока мы не достигнем ваших требований по точности и повторяемости.
Наше сочетание опыта и оборудования предлагает вам, клиенту, широкий спектр решений и возможностей в области гибки и формовки. Независимо от ваших потребностей, будь то крупные проекты или небольшие компоненты, мы формируем ваш материал в соответствии с вашими требованиями. В Advanced Bending Technologies работа не будет завершена, пока мы не достигнем ваших требований по точности и повторяемости.
Большая гибкость для проектировщика
Значительная экономия материалов и рабочей силы для производителя
Значительная экономия за счет уменьшения или исключения количества колен, необходимых в трубопроводных системах
Advanced Bending Technologies просто еще один поставщик услуг. Очень часто наши клиенты обнаруживают, что привлечение нас на этапе проектирования проекта может привести к существенной экономии затрат как на рабочую силу, так и на материалы. Наш опытный персонал готов сотрудничать с вами в постоянном поиске инновационных способов экономии времени и денег при гибке труб, структурной гибке и гибке с низкой деформацией. Являясь лидерами в области малодеформационной гибки конструкционной стали, труб и труб, специалисты Advanced Bending всегда готовы к новым вызовам. Позвоните нам сегодня!
Являясь лидерами в области малодеформационной гибки конструкционной стали, труб и труб, специалисты Advanced Bending всегда готовы к новым вызовам. Позвоните нам сегодня!
У нас есть заслуженная репутация поставщиков уникальной и точной продукции для широкого круга отраслей, включая:
Наши канадские предприятия, сертифицированные по стандарту ISO 9001, расположены на западном побережье Северной Америки. Наши многочисленные офисы позволяют нам реагировать на меняющиеся производственные потребности наших клиентов. Когда спрос на продукцию наших клиентов превышает мощность или возможности объекта, мы можем быстро увеличить производственные мощности и изменить возможности, либо переместив, либо добавив производственные слоты на наших многочисленных площадках.
Advanced Bending Technologies владеет всеми своими производственными площадями, площадь которых превышает 450 000 квадратных футов и которые постоянно растут. Наши производственные мощности снижают риск возникновения узких мест в производстве и позволяют нашей команде перемещать производство в зависимости от увеличения объемов производства клиентов.
Независимо от того, идет ли речь о доставке крупногабаритных грузов по суше, морю или по железной дороге, мы можем с легкостью упростить погрузочно-разгрузочные работы.
Завод и головной офис в Лэнгли
Завод в Калгари
Мы всегда революционизируем взаимодействие с нашими клиентами и работу, которую мы выполняем. Наш успех был обусловлен нашим успехом, лояльностью клиентов и стремлением к абсолютному удовлетворению клиентов.
Компания Advanced Bending Tech предоставила услуги для нашего проекта Hilton Grand Islander Hotel, Waikiki, HI. Прокатные секции из быстрорежущей стали со сложными профилями были поставлены для монументального навеса крыши со всех четырех сторон отеля на уровне 36. Наши монтажники были очень довольны подгонкой и отделкой этих прокатных секций. Мы высоко ценим ваши услуги и уровень мастерства, предоставленные в этих прокатных профилях.Мы с нетерпением ждем нашей следующей возможности работать с ABT.
Ларри Дайкер, менеджер проекта , Stearns
Я хотел бы поблагодарить вас за услугу, предоставленную при поставке сформированного HSS для дилерского центра Porsche Kelowna. Магазин был очень впечатлен и не раз отмечал точность гибки. Еще раз спасибо, и с нетерпением ждем встречи с вами еще раз.
Брайан Донован, руководитель проекта , Mid-Kam Manufacturing
Наша команда обладает высокой квалификацией в области гибки всех видов металлов различных размеров и форм. Мы любим сложные задачи и разработали способы сгибания материалов, которые считаются «несгибаемыми». Посмотрите наше портфолио, чтобы увидеть примеры наших работ.
Изучите каждую из категорий ниже, чтобы получить более подробную информацию о каждой из наших возможностей и ознакомиться с нашим портфолио проектов.
Архитектурно открытая конструкционная сталь (AESS)
Мы разработали методы гибки, которые сохраняют первоначальное состояние формируемого металла.
Стальные мосты
Наша способность изгибать конструкционную сталь в нестандартные формы обеспечивает свободу и гибкость дизайна.
Тоннельные арки
У нас есть возможность сгибать многие виды стали, которые используются в современном строительстве.
Гибка труб
Мы можем сгибать трубы различных диаметров в соответствии с вашими проектами.
Гибка труб
Наши методы гибки труб можно разделить на две категории: холодная гибка труб и индукционная гибка труб.
Гибка конструкций
Мы можем сгибать материалы, которые ранее считались невозможными.
Спиральная гибка
Наша команда специалистов может создать красивые спиральные гибки.
Изгиб с несколькими и малыми радиусами
Наш процесс гибки позволяет нам изгибать несколько и очень малых радиусов.
Общая гибка
Мы можем согнуть практически все для проектов наших клиентов.
Эллиптическая гибка
Наша команда преуспевает в эллиптической гибке для многих применений.
Коническая гибка
Мы специализируемся на конической гибке для структурных применений.
Готовы работать с нами?
Мы всегда готовы к новым гибочным работам, от общественных скульптур до аквапарков и необычных одноразовых прототипов для изобретателей. Единственным ограничением является ваше воображение. Позвоните нам сегодня!
У нас есть много документов для загрузки, от спецификаций продукции нашего клиента до нашего производственного процесса. Если у вас есть какие-либо вопросы, связанные с нашими документами или нашими услугами по контрактному производству, пожалуйста, свяжитесь с нами сегодня!
Промышленные положения и условия AdvanTec и политика конфиденциальности
Перейти к началу
Технология гибки
На практике.

Работа, которой мы можем гордиться.
Новый жилой комплекс с сохранением башни старой церкви
Проект реконструкции Торенцихт
Старая церковь получает новое назначение в голландском городе Хальфвег, гармонируя с окружающей средой и сохраняя старую башню. Жилой комплекс отличается старой церковной башней и новыми, но аутентичными окнами с изогнутыми элементами. Они имеют впечатляющую высоту от 7 до 8 метров и вносят свой вклад в уникальный характер этого проекта реконструкции.
Новые строительные проекты вдоль воды
Danzigerkade Amsterdam
Если бы вы сегодня прогулялись по Danzigerkade в Амстердаме, вы бы сразу заметили, что этот район претерпел значительные изменения. Одним из привлекательных новичков в этом районе является офисный комплекс, состоящий из Danzigerkade 85 и Danzigerkade 125. Эти два здания, каждое со своей уникальной архитектурой, образуют единый кампус большего размера благодаря приподнятым переходам между зданиями.
3D Гнутые фасадные профили
Hudson’s Bay
В 2017 году в Амстердаме открылся престижный универмаг Hudson’s Bay. Сочетая гостеприимство и роскошные магазины, это хорошее обновление центра города.
Солнцезащитные шторы синусоидальной формы
Больница общего профиля Синт-Мартен, Мехелен
В октябре 2013 года в Мехелене началось строительство новой региональной больницы. Конечная цель: объединение 3 больничных кампусов в одну современную больницу в 2018 г.
Эксклюзивные фасадные профили
Le Nid de Ricciotti
В здании на парижской улице Рив Гош архитектора Руди Риччиотти можно найти не менее 20 000 м² офисов, 8 000 м² торговых помещений и 6 000 м² жилых домов. Наружные фасады со стороны улицы отделаны мелкозернистой органической древесиной, что делает здание похожим на гигантское гнездо.
Изогнутые фасадные профили
40 Holborn Viaduct
40 Holborn Viaduct — большой офисно-торговый комплекс в центре Лондона с видом на Holborn Circus.
 Округлые гранитные фасады и углы делают здание похожим на гальку.
Округлые гранитные фасады и углы делают здание похожим на гальку.Изогнутые профили террасы
White Princess
Тот, кто живет в резиденции White Princess, будет чувствовать себя так, как будто он живет на круизном лайнере. Белый комплекс в самом сердце Коксейде состоит из 33 квартир с большими террасами (на крыше), огромными гаражами и различными велосипедными парками. Верхние этажи возвышаются над луком в форме лестницы. Тот, кто садится на борт, наслаждается комфортом и пространством. Торговая галерея и крытая набережная дополняют картину.
Гнутые профили для закругленных углов
Университетская больница Гента
Международный подрядчик построил новое главное здание и несколько дополнительных зданий на территории университетской больницы Гента.
Круглые оконные профили
Конференц-центр Дохи
Конференц-центр Дохи представляет собой небоскреб высотой 551 метр в форме обелиска.
 Он состоит из отеля, офисов, многоквартирных домов и пентхаусов на верхних этажах.
Он состоит из отеля, офисов, многоквартирных домов и пентхаусов на верхних этажах.Гнутые отделочные профили
Walterboscomplex
В комплексе Walterbos правительство Нидерландов построило два офисных здания для Налогового управления Нидерландов. Обе башни имеют 17 этажей и высоту 60 метров. Фасады площадью 5 500 м² на башню полностью сделаны из стекла. Неподвижные жалюзи блокируют солнечный свет. Здания имеют эллиптическую форму с 8 различными радиусами. В результате ширина фасадных элементов до пола варьируется в широких пределах.
Гнутые профили для кровли платформ
Центральный вокзал Утрехт
Этот заказчик специализируется на фасадных, интерьерных и отделочных проектах. Они регулярно обращаются в BestBend для гибки профилей для железнодорожных станций, включая Центральный вокзал в Утрехте (Нидерланды).
Фасадные гнутые профили
Офисное здание Bestpoint
Bestpoint представляет собой современный крупный корпоративный комплекс с офисными помещениями и демонстрационными залами.
Гнутые отделочные профили
La Noue
Наш заказчик полностью обновил фасадную конструкцию Bâtiment F4, придав зданию совершенно новый вид.
для эффектных представлений
Вращающийся мост
Наш заказчик изготавливает атрибуты для крупных мероприятий, такие как сцены, свет, звук и многое другое. Короче говоря, физическое окружение всей установки. Этот клиент звонит в BestBend не менее трех раз в год.
Гнутые профили, крышки и зажимные профили
Офисное здание Rabobank
Офисная башня Rabobank в Утрехте — это новый головной офис Rabobank. Две соединенные башни высотой 105 метров являются самыми высокими офисными зданиями в городе. Архитектор Роб Лигтвоэт из фирмы Rotterdam Kraaijvanger Urbis позаботился о дизайне.
Гнутые фасадные профили
Tour Axa
Tour AXA находится в комплексе парижской компании La Défense. Здание в форме трехконечной звезды датируется 1974.
 Тогда он был высотой 159 метров. После реконструкции 2009 года Tour AXA имеет высоту 231 метр. В то время стеклянный небоскреб был самым высоким зданием в Париже.
Тогда он был высотой 159 метров. После реконструкции 2009 года Tour AXA имеет высоту 231 метр. В то время стеклянный небоскреб был самым высоким зданием в Париже.Гнутые профили
Офисный центр Vörösmarty 1
Офисный центр Vörösmarty 1 находится в самом центре Будапешта. С видом на площадь Верешмарти, самую известную площадь города. Изюминкой здания является атриум со стеклянной крышей высотой 18 метров. Разделенный на три этажа, это место встречи и центр событий для выставок, торговых ярмарок, показов мод, выставок и культурных мероприятий. Торговый центр занимает весь первый этаж. Два верхних этажа отведены под квартиры.
Изогнутая подвесная конструкция
Dimitri Vegas & Like Mike
Наш заказчик изготавливает атрибуты для крупных мероприятий, такие как сцены, освещение, звук и многое другое. Короче говоря, физическое окружение всей установки. Этот клиент звонит в BestBend не менее трех раз в год.
Гнутые фасадные профили
K2 Ellipse
K2 состоит из шести стратегически расположенных офисных зданий.
 Они находятся прямо в центре города Кирхберг, на перекрестке двух основных дорог. Спроектировали комплекс архитектурная фирма Art&Build и Tetra Kayser.
Они находятся прямо в центре города Кирхберг, на перекрестке двух основных дорог. Спроектировали комплекс архитектурная фирма Art&Build и Tetra Kayser.с красивыми закруглениями по высоте
Система лесов
Этот клиент BestBend специализируется на всем, что должно подниматься: на строительных лесах, мостах, стремянках или лестницах. Все, что сгибается, — дело рук BestBend.
Гнутые оконные профили
Дом Лиффи
Дом Лиффи имеет элегантный фасад из черного базальта и кирпича. Остекление, разработанное специально для этого проекта, обладает термической и акустической изоляцией, как никакая другая, и улучшает воздействие естественного света. В восьмиэтажном здании среди прочего проживает Айриш Таймс .
Профили гнутые монорельсовые для Центрального банка Вьетнама
Центральный банк Вьетнама
Наш заказчик разрабатывает, производит и реализует стандартные и нестандартные лебедки, подвесные системы и подвесные мостовые установки, которые предназначены для обслуживания зданий и сооружений, требующих доступа на больших высотах .
 Под выступающей крышей головного офиса Центрального банка Вьетнама компания установила 380-метровый монорельсовый профиль вместе с соответствующим подвесным мостом, поддерживающим здание от земли до крыши. Изогнутый профиль хорошо повторяет форму здания.
Под выступающей крышей головного офиса Центрального банка Вьетнама компания установила 380-метровый монорельсовый профиль вместе с соответствующим подвесным мостом, поддерживающим здание от земли до крыши. Изогнутый профиль хорошо повторяет форму здания.Гнутые оконные профили
Сферические дома
В Мааспорте в Хертогенбосе насчитывается пятьдесят сферических домов. Архитектор и дизайнер Дрис Крайкамп спроектировал эти архитектурные подвиги. Дома, построенные в 1984 году, имеют различные круглые окна, из которых открывается вид на землю, окружающую среду и небо. Таким образом, жители должны чувствовать себя более связанными с природой. В 2008 году эти дома были отремонтированы.
Гнутые алюминиевые профили
Арочный зал
Наш клиент производит и продает шатры и залы всех форм и размеров для компаний, мероприятий и спортивных мероприятий. Вместе с E-Max и BestBend наш заказчик разработал эту новую уникальную конструкцию: большой арочный зал шириной 10, 15 или 20 метров.

Гнутые оконные профили
De Lanteern
В 2009 году общественный центр De Lanteern был полностью отремонтирован и расширен.
Специальные сценические конструкции
Праздник на льду
Для больших мероприятий наш клиент изготавливает атрибуты для сцены, свет, звук и многое другое. Одним словом, они составляют общий антураж всей сцены. Этот клиент работает с BestBend минимум три раза в год.
Выставочный стенд с красивыми изгибами
Автосалон
Этот клиент отвечает за установку различных стендов на выставках и мероприятиях. BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.
Гнутые профили для всех электрических окон
River Queen
Наш клиент Alubouw De Mooy попросил нас согнуть профили для всех электрических окон River Queen.
 River Queen был полностью отремонтирован, поэтому окна тоже должны были быть идеальными. Проект, который пришелся по вкусу BestBend, которого попросили разработать весь проект вместе с заказчиком. Результатом можно гордиться: River Queen сияет, как никогда раньше!
River Queen был полностью отремонтирован, поэтому окна тоже должны были быть идеальными. Проект, который пришелся по вкусу BestBend, которого попросили разработать весь проект вместе с заказчиком. Результатом можно гордиться: River Queen сияет, как никогда раньше!Foire Nice
Этот заказчик отвечает за установку различных стендов на выставках и мероприятиях. BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.
Выставочный стенд с красивыми изгибами
Gurit
Этот клиент отвечает за установку различных стендов на выставках и мероприятиях. BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.
Выставочный стенд с красивыми изгибами
Microcare
Этот клиент отвечает за установку различных стендов на выставках и мероприятиях.
 BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.
BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.Выставочный стенд с красивыми изгибами
RTL
Этот клиент отвечает за установку различных стендов на выставках и мероприятиях. BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.
Выставочный стенд с красивыми изгибами
Sabena Aerospace
Этот клиент отвечает за установку различных стендов на выставках и мероприятиях. BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.
Выставочный стенд с красивыми изгибами
Virgin
Этот клиент отвечает за установку различных стендов на выставках и мероприятиях.
 BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.
BestBend является их основным поставщиком: заказчик зависит от BestBend в том, что касается отделки этих кабин. Не скучные прямоугольные выставочные киоски, а изогнутые киоски с красивыми закруглениями.Специальные профили для специальной садовой мебели
Nauta
Наш клиент – производитель эксклюзивной дизайнерской мебели для вашего сада или террасы. Компания работает на международном уровне, и BestBend изгибает профили для различных прототипов.
Гнутые профили для защиты наших солдат
Армейская техника
Наш заказчик – крупнейший европейский поставщик военной техники. Эта компания является крупным партнером оборонных ведомств Германии и Нидерландов.
Инновационная технология гибки стекла для изготовления стекол выразительной формы с острыми изгибами
Источник фото
© Fraunhofer IWM
Дата: 13 ноября 2019 г.
Трехмерные формованные стеклянные изделия, изготовленные из листового стекла, пользуются быстро растущим спросом.
Впервые представлено на GPD 2019
Фактические ограничения изделий из гнутого стекла — формы с острыми изгибами, то есть радиусы изгиба менее 50 мм недоступны. В рамках этой работы мы представляем инновационный и усовершенствованный процесс гибки для производства остро изогнутого стекла. Используя эту технологию, дизайнеры и архитекторы могут создавать стеклянные оболочки выразительных форм для продуктов и зданий. Мы используем специальное оборудование для гибки стекла, чтобы придать стеклу локальный нагрев.
Численное моделирование с расширенной моделью материала и подробным описанием теплопроводности и распределения температуры выполняется на этапе разработки. Были сформированы реальные образцы, чтобы продемонстрировать потенциал использования в современных фасадах и автомобильных приложениях.
1 Введение
Стекло — удивительный материал, играющий важную роль в архитектуре. Благодаря своим характеристикам, будучи прозрачным или полупрозрачным, он контролирует попадание света в здание. Кроме того, он еще и светоотражающий, может быть окрашен, имеет глянец, поэтому придает зданиям необыкновенную эстетику снаружи.
Кроме того, он еще и светоотражающий, может быть окрашен, имеет глянец, поэтому придает зданиям необыкновенную эстетику снаружи.
По-прежнему существует потенциал для улучшения сочетания дизайна и функциональности за счет индивидуального и специального дизайна стекла. Архитекторы и застройщики обращают внимание на высокое оптическое качество, требовательное к стеклу с низкой волнистостью и отсутствием дефектов в виде отпечатков. В идеале стеклянные изделия изготавливаются готовыми к установке, имеют точную геометрическую фурнитуру, не имеют разрывов и обеспечивают высокий и постоянный уровень теплоизоляции, чтобы гарантировать, что теплопередача вдоль фасада окна имеет небольшие колебания.
Для остекления угла здания до настоящего времени используются клееные или стоечно-ригельные конструкции. Эти решения имеют непрозрачные области, вызванные нестеклянными элементами, такими как распорки или балки в углах, см. рис. 1. Помимо визуального впечатления с прерывистой прозрачностью, контроль теплового потока в угловых областях технически сложен. Высокие градиенты теплопроводности несут риск образования конденсата, что может привести к образованию плесени, что особенно проблематично на клеевых швах. Полный стеклянный угол может быть элегантным способом избежать этих проблем.
Высокие градиенты теплопроводности несут риск образования конденсата, что может привести к образованию плесени, что особенно проблематично на клеевых швах. Полный стеклянный угол может быть элегантным способом избежать этих проблем.
Внизу: вид через вышеуказанное остекление, смоделированное в САПР. Конфигурация а. и б. представляют собой обычное клееное угловое изоляционное остекление, взятое из [1]; конфигурация в. представляет собой демонстрационный образец теплоизоляционного остекления от Fraunhofer IWM.
Рис. 1: Вверху: схематично поперечные сечения различных конфигураций изоляционного остекления.
2 Процесс гибки
Компания Fraunhofer IWM разработала процессы гибки стекла для формовки листового стекла, в частности, с применением локального нагрева. Эти процессы имеют ряд преимуществ по сравнению с обычными процессами гибки. Неизотермическая обработка стекла с «горячими» и «холодными» участками внутри листа стекла позволяет манипулировать, фиксировать и поддерживать корпус стекла в «холодных точках» вдали от «горячих точек» размягченного материала стекла, которые нужно согнуть и переделать.
В результате качество гнутых и плоских участков находится на очень высоком уровне. Формы с плоскими участками сохраняют очень высокое качество поверхности исходного флоат-стекла в отношении плоскостности и волнистости, поскольку плоские участки вообще не деформируются в процессе гибки стекла. Кроме того, применение точного, концентрированного и четко определенного локального нагрева позволяет получить четкие формы с очень малыми радиусами изгиба, благодаря чему могут быть реализованы формы, которые никогда раньше не формировались в стекле – некоторые примеры показаны на рис. 3 и рис. 5.
Стеклянные листы размером до 1 м x 1 м могут обрабатываться внутри исследовательской машины для гибки стекла на заводе Fraunhofer IWM во Фрайбурге. Локальное тепло применяется с помощью мощного лазера в сочетании с лазерным сканером, позволяющим нанести на стекло любой путь. Во время процесса локальный нагрев контролируется энергией лазера и кинетикой лазерного пути, задаваемой программой лазерного сканера. Это обеспечивает огромную гибкость управления процессом.
Это обеспечивает огромную гибкость управления процессом.
Например, сгибание листа стекла до 9Угол 0 градусов, ширина зоны нагрева и интенсивность вдоль зоны нагрева могут быть отрегулированы в соответствии с индивидуальными требованиями, рис. 2. С помощью этих параметров можно точно контролировать мощность лазера и длительность лазера, радиус изгиба и угол изгиба.
Рис. 2: Слева: Схема гибочной установки для изготовления профиля под углом 90° с различными радиусами гибки в зависимости от ширины зон нагрева b1 и b2, из [2]; справа: имитация процесса гибки, цветное поле температуры.
Лабораторная гибочная машина дополнительно оснащена инфракрасной камерой, позволяющей исследователям наблюдать за листом стекла внутри печи, а также измерять и регистрировать переходное локальное распределение температуры. Эти данные используются для улучшения процесса гибки.
Однако оптимизация таких процессов гибки представляет собой многопараметрическую задачу. Передовой метод решения этих проблем заключается в том, чтобы полагаться на опыт специалистов по стеклу. В Fraunhofer IWM мы также используем численное моделирование, основанное на методе конечных элементов, для моделирования поведения стеклянного материала в течение цикла нагрева и процесса гибки [2, рис. 2]. В текущих проектах мы работаем над передовыми автоматизированными и интеллектуальными рабочими процессами для поддержки оптимизация с использованием методов моделирования, инструментов и алгоритмов машинного обучения.
В Fraunhofer IWM мы также используем численное моделирование, основанное на методе конечных элементов, для моделирования поведения стеклянного материала в течение цикла нагрева и процесса гибки [2, рис. 2]. В текущих проектах мы работаем над передовыми автоматизированными и интеллектуальными рабочими процессами для поддержки оптимизация с использованием методов моделирования, инструментов и алгоритмов машинного обучения.
Рис. 3: Экспериментальные примеры гибки листового стекла с лазерным усилением.
Рис. 4: Виртуальное здание с функциональным стеклянным фасадом.
Рис. 5: Гнутые стекла с углом 90° и радиусами изгиба 5, 10, 20 мм.
3 Стеклянные изделия выразительной формы, примеры и демонстрационные образцы
С помощью этого метода было сформировано несколько различных форм. Примеры, показанные ниже, демонстрируют возможность формирования выдающихся геометрических форм, рисунок 3, а также показывают возможности применения формованного стекла для изделий или полных систем из гнутого стекла.
Формы, такие как круглая пластина и полукруг на рисунке 3, вдохновили студентов-дизайнеров на создание фасада здания с функциональными «пузырями», рисунок 4. Виртуальное здание, созданное студентами-дизайнерами Высшей школы Мюнхена, имеет вертикальный плоский и полупрозрачный фасад. который пропускает солнечный свет, не ослепляя, но не позволяет людям, стоящим снаружи здания, заглянуть внутрь.
Люди внутри здания могут смотреть через полупрозрачное стекло. «Пузыри» имеют две функциональные области: плоские прозрачные области позволяют людям, находящимся внутри здания, иметь четкий обзор снаружи и позволяют проникать непрямому свету из окружающей среды. Изогнутые области непрозрачны и защищают от прямого солнечного света. свет, чтобы светить в здание. Это обеспечивает приятную атмосферу и помогает регулировать температуру внутри.
Во втором примере в качестве основных элементов используются острые гнутые стекла. Используя вышеописанную технологию, стекла можно резко согнуть до заданного радиуса. На рис. 5 показаны три стекла толщиной 3 мм, каждое из которых изогнуто под углом 90°, но с разными радиусами, то есть радиусами 5, 10 и 20 мм соответственно.
На рис. 5 показаны три стекла толщиной 3 мм, каждое из которых изогнуто под углом 90°, но с разными радиусами, то есть радиусами 5, 10 и 20 мм соответственно.
600450
Тобиас Рист | Институт механики материалов им. Фраунгофера IWM, Wöhlerstr. 11, 79108 Фрайбург и. Br., [email protected]
Матиас Греммельспахер | Институт механики материалов им. Фраунгофера IWM, Wöhlerstr. 11, 79108 Freiburg i.Br., [email protected]
Адриан Бааб | Институт механики материалов им. Фраунгофера IWM, Wöhlerstr. 11, 79108 Freiburg i.Br., [email protected]
Впервые представлено на GPD 2019
2019-11-14T08:00:00
Инновационная технология гибки стекла для изготовления стекол выразительной формы с острыми изгибами Glassonweb.com
Изогнутое стекло Германия Стеклянные фасады Системы остекления Стеклопакеты
Даже имея возможность прочитать эту тему в Википедии, мы написали эту статью, чтобы дать некоторое объяснение методам и технологиям труб и гибки. Мы надеемся, что это поможет всем больше узнать о гибке труб, а также о плюсах и минусах каждого способа гибки. Мы надеемся, что это поможет всем больше узнать о гибке труб, а также о плюсах и минусах каждого способа гибки.Гибка труб как технологияСама технология гибки труб – это способ правильной деформации прямой трубы для получения изгиба с нужным углом и радиусом. Существуют разные способы использования инструментов и машин, которые мы пытаемся объяснить ниже. Технология гибки труб приводит к изготовлению трубных компонентов и изделий, специальных труб и трубопроводов для различного применения. В последние годы технологии гибки труб сделали большой шаг вперед благодаря разработке точных средств управления и весов, сервоприводов и силовых агрегатов, позволяющих выполнять даже сложные и сложные гибки с безупречным качеством.В общем технологическом процессе изготовления труб гибка обычно является второстепенной технологией, не столь важной, как токарно-фрезерная обработка, и совершенно иной, чем технология деформации. Во многих случаях принципы гибки труб используются не только для круглых труб, но и для проволоки и стержней, овальных, квадратных и прямоугольных труб.  Описываемые технологии являются холодными технологиями гибки, что означает отсутствие какого-либо процесса нагрева трубы до и во время деформации для выполнения гибки и изменения структуры или формы. В общем случае технологии гибки труб требуют отдельного набора инструментов для гибки труб либо для каждого радиуса, либо в соответствии с размером трубы (3-валковая гибка). Технология гибки носовой трубыИзгиб дугой или арбалетом, или дуговой изгиб, или гибка тараном является одним из распространенных и распространенных способов выполнения гибки труб, в частности, из мягких материалов и большого радиуса.Принцип технологии: труба удерживается с двух сторон свободными зажимами (или в другой терминологии – встречными плашками), а основная плашка или радиусный блок выдвигается вперед – в центральную точку между зажимами для выполнения гибки с силовое движение. В прошлом этот тип гибки труб можно было использовать даже для больших и толстых труб с помощью специальных инструментов и силы гидравлического пресса.  Более того, пятьдесят лет назад этот принцип изгиба применялся даже в военно-морской промышленности. Изгиб дугой является старейшей промышленной технологией гибки труб. Усилие может быть получено с использованием пневматического, гидравлического или другого силового агрегата. Кроме того, эта же технология может быть использована в качестве дополнительной технологии с горизонтальными гидравлическими прессами для гибки труб и стержней. Более того, пятьдесят лет назад этот принцип изгиба применялся даже в военно-морской промышленности. Изгиб дугой является старейшей промышленной технологией гибки труб. Усилие может быть получено с использованием пневматического, гидравлического или другого силового агрегата. Кроме того, эта же технология может быть использована в качестве дополнительной технологии с горизонтальными гидравлическими прессами для гибки труб и стержней. Гибка носовой трубы – это одна технология гибки. Это означает, что нет никакого блока управления длинами между гибами, поэтому невозможно выполнить 2 прецизионных гиба с требуемой длиной между ними. Поэтому основное применение технологии на сегодняшний день – это ручные инструменты для обслуживания и ремонта при работе с мягкими материалами. Преимущества: 3-валковая технология гибки трубТрехвалковая технология гибки – широко распространенная на сегодняшний день технология изготовления с применением ручных и промышленных профилегибочных или профильно-гибочных станков (профилегибочных станков или профилегибочных станков). Эта технология идеальна для больших радиусов и является единственным методом деформации труб большого диаметра диаметром 300, 400, 500 мм в холодном состоянии без нагрева. Это означает, что технология может быть использована от малых размеров до больших трубопроводов, например, для стальных конструкций или трубопроводов.Принцип технологии: трубка удерживается между роликами, двумя снизу и одним сверху. Верхний ролик можно регулировать по вертикальному положению, что означает соединение с формируемым радиусом. Несколько или все ролики приводятся в действие, чтобы труба проходила через ролики. Таким образом, этот метод не имеет дополнительной силы для деформации, кроме положения роликов, и помогает делать более качественные изгибы.  Радиус изгиба связан с возможностями станка, размерами и положением роликов, но обычно велик и может быть получен при более чем пяти диаметрах трубы. 3-валковая гибка (некоторые производители добавляют в процесс четвертый валец, но в целом способ гибки тот же) является достаточно эффективным методом для изделий с большими радиусами и широко используется на сегодняшний день. Из-за невозможности нормально контролировать подачу трубы на ручных или обычных станках любой процесс гибки труб с несколькими гибами может быть выполнен только на станке с ЧПУ. Преимущества: Экономические технологии Различные радиусы с одним набором инструментов Широкое использование с большими радиусами Недостатки: Большие радиусы Для изменения радиусов в одной детали требуется станок с ЧПУ Нет контроля длины Технология гибки трубТехнология гибки вытяжных труб является классической технологией гибки труб на сегодняшний день. Он был разработан десятки лет назад, но наиболее популярен на сегодняшний день, поскольку с его помощью можно добиться наилучшей точности и контролируемого изгиба по сравнению со всеми другими способами гибки трубы. Вот почему сегодня многие автомобильные компоненты, трубки кондиционирования, жидкостные магистрали изготавливаются с использованием труб после процесса гибки труб. Он был разработан десятки лет назад, но наиболее популярен на сегодняшний день, поскольку с его помощью можно добиться наилучшей точности и контролируемого изгиба по сравнению со всеми другими способами гибки трубы. Вот почему сегодня многие автомобильные компоненты, трубки кондиционирования, жидкостные магистрали изготавливаются с использованием труб после процесса гибки труб. Принцип технологии: труба зажимается передним зажимом и зажимом гибочной матрицы и изгибается в соответствии с вращением самой гибочной матрицы. Задний зажим или прижимная матрица следует за трубой и помогает предотвратить наклон трубы. Вы также можете посмотреть нашу визуализацию процесса гибки вытяжной трубы. Одним из наиболее важных моментов в процессе гибки вытяжной трубы является гибка на оправке, что означает использование оправки – инструмента для прохождения внутрь трубы во время гибки. Это помогает предотвратить неожиданные деформации трубы, морщины и гофры на поверхности. Существуют разработки по гибке на оправке или другом наполнителе с другими технологиями, но гибка вытяжных труб предлагает гибку на оправке как стандартное классическое решение, а не индивидуальное.  С помощью технологий вытяжной гибки можно получить даже малые радиусы, такие как 1D, и в этом основное отличие от других технологий. К сожалению, технология гибки вытяжных труб может оказаться самой дорогой технологией гибки труб. Преимущества: Максимум. точность процесса Даже небольшие радиусы, такие как 1D 3D изгиб и контроль длины трубы Изгиб оправки в стандартной комплектации Недостатки: Самая дорогая технология гибки Технология гибки компрессионных трубКлассической технологией компрессионной гибки было использование переднего зажима в качестве основного принудительного узла со вспомогательным перемещением для доведения трубы до деформации вокруг неподвижной матрицы. Но сегодня компрессионная гибка очень похожа на технологию вытяжной гибки, но передний зажим не имеет отдельного хода. Таким образом, трубка зажимается и удерживается гибочной матрицей (обычно она может быть цельной с зажимной площадкой) и изгибается благодаря вращению. Противоположная или ответная часть, выполняющая роль пресс-формы, удерживает трубку, предотвращая любой наклон. Противоположная или ответная часть, выполняющая роль пресс-формы, удерживает трубку, предотвращая любой наклон. Эта технология сегодня используется для всех типов безынерционных гибочных станков. Эти станки не имеют оправки как дополнительной возможности гибки, но есть разработанные узлы, позволяющие осуществлять также вращение и контроль длины. Таким образом, эта технология подходит для гибки труб с радиусом 3D или больше. Гибка труб без оправки является более экономичным решением, если нет необходимости в тугом изгибе. Машины могут быть приобретены как стационарные, так и мобильные и работать также с тяжелыми трубами. Преимущества: Экономичное решение для гибки без оправки Меньшие радиусы по сравнению с дуговой гибкой или 3-валковой гибкой Дополнительный контроль позиционирования трубки Недостатки: Меньшее качество по сравнению с классической вытяжной гибкой Технология одного изгиба без дополнительных устройств Прочие методы и технологииНаши описания касались только холодных технологий гибки труб. Существует также гибка нагревательных труб (индукционная гибка труб), которая позволяет изгибать трубы больших размеров, чтобы обеспечить правильную деформацию во время нагрева. Эта технология в основном может быть использована для газо- или нефтепроводов. Существует также гибка нагревательных труб (индукционная гибка труб), которая позволяет изгибать трубы больших размеров, чтобы обеспечить правильную деформацию во время нагрева. Эта технология в основном может быть использована для газо- или нефтепроводов. На сегодняшний день существует оригинальная японская технология с полностью свободной формовочной машиной с гибким движением головки для установки направления формовки трубы в соответствии с положением головки. Эта технология достаточно уникальна и невероятна, поэтому она принадлежит лишь нескольким компаниям-разработчикам, и мы не делали большого описания из-за широкого использования этой разработки. В любом случае это выглядит очень эффектно, но требует больших радиусов изгиба. Внимание: Все бренды, машины, производители и товарные знаки используются только для информации, не связаны с PRECITOOLS и являются собственностью их уважаемых владельцев. |

Буи для технологии гибки труб судостроение
Раньше на постройку нового круизного лайнера уходило два года; сегодня он запущен всего за несколько месяцев. Производители гибочных труб должны ускорить производство.
Производители гибочных труб должны ускорить производство.
Чтобы выжить в конкурентной морской среде, судостроители по всему миру должны производить все быстрее и быстрее. Если раньше на постройку нового круизного лайнера уходило два года, то сегодня он спускается на воду всего за несколько месяцев. Время цикла в морской отрасли резко сократилось.
OEM-производители морской отрасли перекладывают это давление на своих поставщиков, в том числе производителей труб и гибочных труб, требуя производственных технологий, которые экономят время и, следовательно, затраты и повышают производительность.
Мили и мили трубопроводов большого и малого диаметра установлены на танкерах, контейнеровозах и круизных лайнерах для транспортировки топлива, воды, масел, газов и гидравлических жидкостей, некоторые из которых находятся под высоким давлением.
Гибка труб для сложных требований судостроительной промышленности сопряжена со многими проблемами. Производители должны уложиться в жесткие временные рамки. Материалы труб и труб приобрели высокую прочность на растяжение, что позволяет использовать гибочные станки в тяжелых условиях. Изделия должны изгибаться с особо малыми радиусами, так как место на борту сильно ограничено. Трубогибы и трубогибы постоянно используются для удовлетворения потребностей в больших объемах.
Материалы труб и труб приобрели высокую прочность на растяжение, что позволяет использовать гибочные станки в тяжелых условиях. Изделия должны изгибаться с особо малыми радиусами, так как место на борту сильно ограничено. Трубогибы и трубогибы постоянно используются для удовлетворения потребностей в больших объемах.
Соблюдение жестких временных рамок
Время производства является критическим конкурентным фактором для верфей (см. подзаголовок Судостроительная промышленность ниже). Чем быстрее будет запущен корабль, тем лучше. Время простоя стоит времени и денег. Вот почему его нужно избегать, насколько это возможно.
Время настройки. Растет потребность в сокращении времени переналадки трубогибочных станков, поэтому быстрая смена инструмента имеет первостепенное значение. Поэтому непрерывная оптимизация времени настройки имеет решающее значение.
Управление играет важную роль. Все чаще гибочные станки могут сами подготавливать и сопровождать смену инструмента, в то время как раньше требовалась ручная рукоятка. Инструменты для многослойной гибки значительно сокращают время переоснащения. Они позволяют изгибать на одном станке трубы и патрубки разных номинальных диаметров без переналадки. Благодаря продуманным концепциям управления и машины время переоснащения с годами сократилось на 80 %, в результате чего увеличились коэффициент использования и производительность машины.
Инструменты для многослойной гибки значительно сокращают время переоснащения. Они позволяют изгибать на одном станке трубы и патрубки разных номинальных диаметров без переналадки. Благодаря продуманным концепциям управления и машины время переоснащения с годами сократилось на 80 %, в результате чего увеличились коэффициент использования и производительность машины.
Программное обеспечение ERP. Для успешного выполнения графиков судостроения производитель должен иметь каждый компонент в нужное время и в нужном месте. Для гнутых труб требуется своевременная доставка. Правильная труба должна быть установлена в нужное время без необходимости складирования в течение нескольких месяцев.
Программное обеспечение ERP верфи отображает весь производственный процесс таким образом, что все его этапы органично сочетаются друг с другом. Это касается и монтажа трубопроводов на борту. Следовательно, используемые трубогибочные станки также должны быть совместимы с ним. Программное обеспечение гибочного станка должно быть легко интегрировано в систему программного обеспечения более высокого уровня, и требуется сетевое взаимодействие с другими производственными системами.
Программное обеспечение гибочного станка должно быть легко интегрировано в систему программного обеспечения более высокого уровня, и требуется сетевое взаимодействие с другими производственными системами.
Система на корабле, который перевозит топливо, воду, масла, газы и гидравлические жидкости, состоит из миль и миль труб и трубопроводов.
Однако, поскольку здесь нет единого отраслевого стандарта, производители гибочных станков работают индивидуально с каждым пользователем и его конкретным программным обеспечением. Чтобы обмен данными между станками и системами осуществлялся в соответствии с потребностями пользователя, технология гибки должна иметь гибкое программное обеспечение и управление. Система должна оставаться достаточно гибкой, чтобы изготовитель мог реагировать на изменения в планах или ремонте, которые становятся необходимыми, и быстро производить необходимые для этой цели трубы.
Работа с высокопрочными и требовательными материалами
Морская и оффшорная промышленность также все чаще использует материалы с более высокой прочностью на растяжение. Это связано с тем, что техническое обслуживание представляет собой значительный фактор затрат. Чем длиннее циклы технического обслуживания систем труб и трубопроводов и чем больше времени до замены трубы, тем ниже стоимость жизненного цикла корабля или нефтяной платформы.
Это связано с тем, что техническое обслуживание представляет собой значительный фактор затрат. Чем длиннее циклы технического обслуживания систем труб и трубопроводов и чем больше времени до замены трубы, тем ниже стоимость жизненного цикла корабля или нефтяной платформы.
Для эффективного продления циклов технического обслуживания производители используют высокопрочные материалы, такие как коррозионно-стойкие сплавы и нержавеющая сталь. Но состав этих сплавов делает их более хрупкими и, следовательно, более трудными для изгиба. Эти материалы предъявляют новые требования, которые также требуют использования очень прочных и мощных машин.
Различия в сырье создают дополнительную проблему. Как диаметр трубы, так и толщина стенки, изготовленной для использования в морской отрасли, подчиняются определенным требованиям допуска, которые регулируются стандартом DIN EN ISO 1127. Например, в 8-дюймовом NPS [номинальный размер трубы]-диаметр. (диаметром 219 мм) возможны отклонения в пределах долей миллиметра.
Трубогибочный станок должен максимально компенсировать такие отклонения. Если фактический диаметр трубы отклоняется от номинального диаметра, это может привести к затруднениям в процессе гибки. Например, если диаметр больше указанного, при изгибе требуется большее усилие зажима. Чем лучше сама машина может компенсировать такие колебания, тем больше труба может отклоняться от оптимума в пределах стандартной спецификации.
Судостроительная промышленность предъявляет высокие требования к качеству компонентов. Соответствие требованиям к утончению стенок и складкам регулируется многочисленными стандартами и поэтому является важным критерием приемки, по которому оцениваются поставщики. Например, если стенки труб и труб слишком тонкие, когда среда транспортируется под высоким давлением по бортовым трубопроводам, безопасность может быть поставлена под угрозу. Трубы должны выдерживать это давление.
Опять же, судостроители все больше полагаются на сложные высокопрочные материалы с более тонкими стенками. Толщина стенки, которую необходимо поддерживать, с самого начала определяет весь процесс гибки. В дополнение к высокопроизводительному базовому станку технология управления имеет решающее значение для получения точных результатов гибки в соответствии с требуемыми стандартами.
Толщина стенки, которую необходимо поддерживать, с самого начала определяет весь процесс гибки. В дополнение к высокопроизводительному базовому станку технология управления имеет решающее значение для получения точных результатов гибки в соответствии с требуемыми стандартами.
Изгиб малых радиусов
Пространство на борту очень востребовано. Чем меньше места занимают сети труб и трубопроводов для топлива, воды, масел, газов и гидравлических жидкостей, тем больше полезного пространства остается для пассажиров и грузовых контейнеров, другими словами, для того, что приносит доход от морских перевозок. Это повышает экономическую эффективность.
Гибочный станок для судостроения должен быть достаточно прочным, чтобы соответствовать требованиям к материалам и малым радиусам.
Для экономии места и, следовательно, затрат судостроители полагаются на компактные системы трубопроводов. Для этого трубы должны быть изогнуты с особо малыми радиусами. Современные трубогибочные станки могут достигать радиуса изгиба 1,5xD. В зависимости от требований проекта и используемого станка возможен даже радиус изгиба до 1,0xD.
Современные трубогибочные станки могут достигать радиуса изгиба 1,5xD. В зависимости от требований проекта и используемого станка возможен даже радиус изгиба до 1,0xD.
Этот пример расчета показывает преимущество малых радиусов изгиба: 90-градусный изгиб трубы с диаметром 8,6 дюйма. диам. с радиусом изгиба 1,5xD занимает около 1,48 кв. футов монтажной площади. При радиусе изгиба 3,0xD требуемое пространство для установки увеличивается до 4,56 кв. футов. В этом случае небольшой радиус изгиба приводит к экономии места примерно на 67%. При экстраполяции на многие мили трубопровода на корабле эффект огромен.
Однако производство изделий с малым радиусом изгиба предъявляет особые требования к используемой технологии гибки. Базовая машина должна иметь прочную конструкцию, чтобы надежно воспринимать огромные усилия, возникающие при гибке.
Для функций зажима требуются достаточные резервы мощности, поскольку чем меньше радиус изгибаемой трубы, тем больше усилие зажима требуется при изгибе. Зажимное усилие – это давление, с которым труба прижимается к инструменту в процессе гибки. Радиусы изгиба 1,5xD требуют огромных зажимных усилий и точно настроенного для этого станка.
Зажимное усилие – это давление, с которым труба прижимается к инструменту в процессе гибки. Радиусы изгиба 1,5xD требуют огромных зажимных усилий и точно настроенного для этого станка.
Чтобы обеспечить достаточно большое усилие зажима для небольших радиусов, а также для надежной гибки сложных материалов, таких как нержавеющая сталь, и компенсации колебаний материала, трубогибочный станок должен иметь стабильную конструкцию, быть особенно мощным и долговечным. . Для проектирования требуется большой опыт и технические знания.
Быстрые и прочные станки позволяют выполнять гибку особо малых радиусов за короткое время для морской отрасли. Решающим фактором здесь является интерфейсная конструкция машин, их компонентов и программного обеспечения, так что технологию гибки можно легко интегрировать во всю производственную цепочку.
Большой спрос, непрерывное использование
Дальнейшее повышение производительности и эффективности достигается за счет интеграции технологии гибки — не только со стороны программного обеспечения, но и целостно — в общую производственную логистику.
Большое значение придается связыванию и автоматизации вышестоящих и последующих этапов процесса. Это связано не только с тем, что технология гибки повышает производительность гибки труб, но и делает все связанные процессы более эффективными.
Системы, модернизированные до автоматизированных гибочных ячеек, также упрощают и ускоряют такие процессы, как загрузка/разгрузка машин, подача секций труб по внутренней конвейерной системе, удаление изогнутых труб и вставка фланцевых труб и труб.
В 2019 году во всем мире было выгружено более 11 миллиардов метрических тонн грузов; более 28 миллионов круизных пассажиров отправились в плавание по всему миру в 2018 году.
Чтобы как судостроители, так и производители труб успешно отвечали сегодняшним требованиям, гибочные машины должны быть спроектированы с соответствующими возможностями интерфейса и самыми современными средствами управления, чтобы гибка труб производители могут гибко реагировать на конкретные требования клиентов и реагировать на постоянно меняющиеся производственные задачи.
Судостроительная промышленность
Морская промышленность – одна из превосходных степеней. Это демонстрируется беглым взглядом на некоторые ключевые цифры.
В 2019 году в мировых морских перевозках было выгружено чуть менее 11,1 миллиарда метрических тонн грузов. В 2018 году по всему миру отправилось в плавание более 28 миллионов круизных пассажиров. Крупнейшие в мире круизные лайнеры в настоящее время одновременно принимают на борт до 5500 пассажиров.
Крупнейшая судостроительная держава — Китай. Страна возглавила мировую судостроительную отрасль в 2019 году.с объемом заказа около 27 миллионов компенсированных брутто-тонн, за которыми следуют Южная Корея и Япония. Германия занимает четвертое место.
Для немецкого судостроения и оффшорных поставок характерны компании среднего размера. По данным Министерства экономики Германии, в 2019 году в примерно 400 компаниях этого сектора работало около 64 500 человек, а объем продаж составил 13,6 млрд долларов. При доле экспорта 75% наиболее важными рынками сбыта являются зарубежные рынки. После Европы и Азии на Северную Америку приходится 11,4% продаж.
При доле экспорта 75% наиболее важными рынками сбыта являются зарубежные рынки. После Европы и Азии на Северную Америку приходится 11,4% продаж.
Раньше на постройку нового круизного лайнера уходило два года; сегодня он запущен всего за несколько месяцев. Производители гибочных труб должны ускорить производство.
В 2019 году в мире было выгружено более 11 миллиардов метрических тонн грузов; более 28 миллионов круизных пассажиров отправились в плавание по всему миру в 2018 году.
Трубогибочные станки, такие как этот станок с ЧПУ 220 HD, с многоярусными гибочными инструментами позволяют изгибать трубы с различными номинальными диаметрами на одном станке без переоснащения.
ЭВО ИЗГИБ 800 | Star Technology
❮❯
EVO BEND представляет линейку трубных отводов, сочетающих в себе цену, качество и дизайн, чтобы предложить нашим клиентам правильное решение для уровней автоматизации 3 оси. Разработанный и собранный в Италии, он включает в себя все технологии и инновации, основанные на более чем 40-летнем опыте компании Star Technology.
Разработанный и собранный в Италии, он включает в себя все технологии и инновации, основанные на более чем 40-летнем опыте компании Star Technology.
Обладает эксклюзивной системой управления станком STI через упрощенный графический интерфейс, циклами создания посредством импорта файлов и позволяет моделировать реализацию изделий в 3D. Все управляется с наших консолей B&R с процессором i5, оперативной памятью 16 Гб и мультисенсорным экраном 21,5.
Мы строим на заказ с возможностью индивидуальной настройки различных аспектов и адаптации гибочного станка к любому необходимому типу использования.
Уровни автоматизации
Характеристика
| Топор | Позиция | Имя | Тип |
| 1 | Д | ИЗГИБ | БЕСЩЕТОЧНЫЙ |
| 2 | х | ВПЕРЕД | БЕСЩЕТОЧНЫЙ |
| 3 | З | ВРАЩЕНИЕ | БЕСЩЕТОЧНЫЙ |
| 4 | М | ЗАЖИМ | ГИДРАВЛИЧЕСКИЙ |
| 5 | С | ПЛЕЧО | ГИДРАВЛИЧЕСКИЙ |
| 6 | АН | ОПРАВКА | ГИДРАВЛИЧЕСКИЙ |
| 7 | ИП | Цанга | ГИДРАВЛИЧЕСКИЙ |
| 8 | С | ПОСЛЕ | ПНЕВМАТИЧЕСКАЯ |
| 9 | КАК | ПОДДЕРЖКА ТРУБ | ПНЕВМАТИЧЕСКАЯ |
| 10 | ринггитов | МАТРИЦА ВОЗВРАТ | ПНЕВМАТИЧЕСКАЯ |
| 11 | Вт | ДВИЖЕНИЕ ОПРАВКИ | ПНЕВМАТИЧЕСКАЯ |
| 12 | К | ДВИЖЕНИЕ ПОЛОЖЕНИЯ | ПНЕВМАТИЧЕСКАЯ |
Характеристика
| Топор | Позиция | Имя | Тип |
| 1 | Д | ИЗГИБ | БЕСЩЕТОЧНЫЙ |
| 2 | х | ВПЕРЕД | БЕСЩЕТОЧНЫЙ |
| 3 | М | ЗАЖИМ | ГИДРАВЛИЧЕСКИЙ |
| 4 | С | ПЛЕЧО | ГИДРАВЛИЧЕСКИЙ |
| 5 | АН | ОПРАВКА | ГИДРАВЛИЧЕСКИЙ |
| 6 | ИП | Цанга | ГИДРАВЛИЧЕСКИЙ |
| 7 | С | ПОСЛЕ | ПНЕВМАТИЧЕСКАЯ |
| 8 | КАК | ПОДДЕРЖКА ТРУБ | ПНЕВМАТИЧЕСКАЯ |
| 9 | ринггитов | МАТРИЦА ВОЗВРАТ | ПНЕВМАТИЧЕСКАЯ |
| 10 | Вт | ДВИЖЕНИЕ ОПРАВКИ | РУЧНОЙ |
| 11 | К | ДВИЖЕНИЕ ПОЛОЖЕНИЯ | РУЧНОЙ |
Характеристика
| Топор | Позиция | Имя | Тип |
| 1 | Д | ИЗГИБ | БЕСЩЕТОЧНЫЙ |
| 2 | М | ЗАЖИМ | ГИДРАВЛИЧЕСКИЙ |
| 3 | С | ПЛЕЧО | ГИДРАВЛИЧЕСКИЙ |
| 4 | АН | ОПРАВКА | ГИДРАВЛИЧЕСКИЙ |
| 5 | С | ПОСЛЕ | ПНЕВМАТИЧЕСКАЯ |
| 6 | КАК | ПОДДЕРЖКА ТРУБ | ПНЕВМАТИЧЕСКАЯ |
| 7 | ринггитов | МАТРИЦА ВОЗВРАТ | ПНЕВМАТИЧЕСКАЯ |
Характеристика
| Топор | Позиция | Имя | Тип |
| 1 | Д | ИЗГИБ | БЕСЩЕТОЧНЫЙ |
| 2 | ХМ | ВПЕРЕД | БЕСЩЕТОЧНЫЙ |
| 3 | З | ВРАЩЕНИЕ | БЕСЩЕТОЧНЫЙ |
| 4 | Вт | ДВИЖЕНИЕ ОПРАВКИ | ПНЕВМАТИЧЕСКАЯ |
| 5 | К | ДВИЖЕНИЕ ПОЛОЖЕНИЯ | ПНЕВМАТИЧЕСКАЯ |
| 6 | А | ПОДДЕРЖКА ТРУБ | ПНЕВМАТИЧЕСКАЯ |
| 7 | Р | АЛЬТЕРНАТ. |