Технология гибки листового металла справочник: Технология гибки листового металла справочник
alexxlab | 23.02.2023 | 0 | Разное
Технология гибки листового металла справочник
Рейтинг статьиЗагрузка…
Гибка металлов: методы и технологические особенности
ВВЕДЕНИЕ
«Гибка» звучит как простой процесс, но в действительности, он очень сложен.
«Лист» и «гибка» не очень ассоциируются с высокой технологией. Однако, для того, чтобы гнуть «непослушный» лист необходимы специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вследствие пластической деформации, сильнее или слабее, если. если.
если.
КАКОЙ МЕТОД ГИБКИ ВЫБРАТЬ?
Различается 2 основных метода:
Мы говорим о «воздушной гибке» или «свободной гибке», если между листом стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод.
Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то, что этот метод является достаточно старым, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты:
- Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы.
- Лист остается «в воздухе» и не соприкасается со стенками матрицы.
- Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
Преимущества свободной гибки:
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы (например, 86° или 28°) и 180°.
- Меньшие затраты на инструмент.
- По сравнению с калибровкой требуется меньшее усилие гибки.
- Можно «играть» усилием: большее раскрытие матрицы означает — меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.

- Меньшие инвестиции, так как нужен пресс с меньшим усилием.

Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки:
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.

Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
1. Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в кН на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2.
Рекомендуемое соотношение параметров и усилия
2.
 Формула
Формула1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
Другая формула дает похожие результаты:
3. «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Например:
Основы гибки металла
На сегодняшний день гибка листового металла осуществляется различными способами. Наибольшее распространение получили станки типа Press Brake. Популярность применения такой технологии обусловлена следующими особенностями.
- На одном и том же оборудовании можно изготавливать детали различных конфигураций из различных материалов и различных толщин.
- Высокая производственная гибкость — большинство деталей изготовляется без переналадки оборудования и смены инструмента. Более того, часто инструмент вообще не меняется, при этом в производстве может находиться большое количество деталей отличных как по конфигурации, так и по материалу/толщине.
- Высокая производительность.
- Низкая стоимость оборудования и себестоимость производства.
- Применимость автоматизации процесса.

Вместе с тем, возможности такого технологического процесса не могут быть безграничными. Основными лимитирующим факторами или их сочетанием, являются:
- свойства материала;
- особенности инструмента;
- знания и умения технологов и операторов;
- возможности пресса.
Рассмотрим основные, наиболее важные, вопросы гибки листового металла на станках типа Press Brake.
Деформация металла
Гибка на листогибочных прессах основана на принципе 3 точек. Лист опирается на 2 точки матрицы. Пуансон давит на лист между 2 точками матрицы, образуя третью, центральную точку. По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
По мере опускания пуансона, центральная точка листа опускается вместе с ним, а нижние боковые поверхности листа скользят по радиусам V-раскрытия матрицы. Материал несколько сжимается в месте давления пуансона и значительно растягивается с нижней стороны листа. Также, материал деформируется в месте скольжения по матрице — там остаются видимые или невидимые следы деформации (вдавливания).
Схематичное изображение деформации металла при гибке
Длина развертки в направлении, перпендикулярном линии гиба, всегда увеличивается. В связи с этим длину развертки делают меньше чем сумму всех бортов. Удлинение заготовки на каждом гибе зависит от:
- толщины и типа материала,
- угла гиба,
- радиуса гиба (ширины V-раскрытия матрицы и радиуса пуансона),
- направления проката.
Теоретический расчет всегда будет приближенным. Наиболее точный результат можно получить опытным путем. Для этого нужно взять несколько заготовок, например, 100×100. Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
Отметить направление проката. Согнуть равное количество заготовок вдоль проката и поперек. Сделать замеры полученных бортов. Для каждой заготовки суммировать длины бортов и вычесть 100. Полученная разница и будет удлинением для заданных условий гибки. Сравнивая полученные результаты можно оценить следующее:
- стабильность результатов,
- влияние направления проката.
В большинстве случаев разницей в удлинении вдоль проката и поперек можно пренебречь. Однако, если требования к точности получаемых размеров очень высокие и/или количество гибов большое, то эту разницу следует учитывать при создании развертки и расположении ее на листе.
Отдельно нужно отметить тот факт, что чем больше нужно деформировать металл (уменьшение минимального борта, угла и радиуса гиба) тем большее воздействие потребуется. Здесь воздействие напрямую связно с давлением и моментом силы. Давление является отношением силы к площади, на которую она приложена. Таким образом, для увеличения воздействия необходимо прикладывать большее усилие на меньшей площади. Момент силы, в свою очередь, является произведением воздействующей силы на длину рычага приложения силы. Уменьшение минимального борта или радиуса гибки требует использования матрицы с меньшим V-раскрытием и, как следствие, меньшим рычагом приложения силы. Соответственно, при прочих равных, гибка на матрице с меньшим раскрытием требует приложения большей силы.
Момент силы, в свою очередь, является произведением воздействующей силы на длину рычага приложения силы. Уменьшение минимального борта или радиуса гибки требует использования матрицы с меньшим V-раскрытием и, как следствие, меньшим рычагом приложения силы. Соответственно, при прочих равных, гибка на матрице с меньшим раскрытием требует приложения большей силы.
Схематичное изображение силы и рычага при гибке на матрицах с разным V-раскрытием
ВНИМАНИЕ! Мы разработали программу StrongTonn, которая вычисляет усилие гибки и прочие параметры.
Перейти на страничку с программой
Существуют два метода гибки:
Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении.
Метод «калибровка» — это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы.
Свободная гибка
Данное направление обладает определенными ограничениями.
Характерные черты:
- Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона;
- Лист находится «в воздухе» и не соприкасается со стенками матрицы;
- Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам.
Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
Свободная гибка: преимущества
- Высокая гибкость
- Низкие издержки на инструмент
- При сравнении с калибровкой прилагается меньше усилий гибки
- Возможность изменения гибки
- Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Воздушная гибка: недостатки
- Наличие менее точных углов гибки
- Отсутствие применимости для специфических гибочных операций
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.

Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
1. Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы
Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2.
Рекомендуемое соотношение параметров и усилия
Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:
- ГОСТ 19903-74 Прокат листовой горячекатаный (Таблица 3) (ссылка на таблицу),
- ГОСТ 19904-90 Прокат листовой холоднокатаный (Таблица 2) (ссылка на таблицу).

При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр).
2. Формула
1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
3. «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.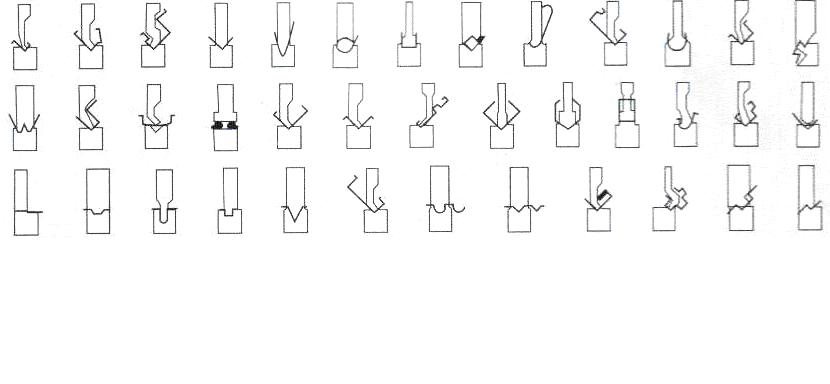
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба.
Например:
St 37-2: 340-510 Н/мм2
St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V — раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм:
V=8xS, для большей толщины листа необходимо V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32
В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
Технология гибки листового металла
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью.
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.

Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
а при больших деформациях — более точное уравнение вида
Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
Определение усилия гибки
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 45 0 ) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
При одноугловой свободной гибке
наибольшая деформация сечения заготовки;
σв — значение предела материала на прочность.
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
голоса
Рейтинг статьи
Оценка статьи:
Загрузка…
Adblock
detector
Технологические особенности гибки металла
Содержание страницы
- Способы гибки листового металла
- Инструментальная оснастка для листовой гибки
Одним из методов придания объемной формы плоским заготовкам из металла выступает гибка. Высокая ценность технологии для изготовления металлических изделий состоит в минимизации сварных швов, а значит возможности получить монолитное изделие с более высокими показателями устойчивости к механическому воздействию, меньшим количеством уязвимых мест, чаще остальных подверженных коррозии.
Способы гибки листового металла
Гибка листа сохраняет прочность металла, т.к. в процессе придания пространственной формы подвергаются сжатию внутренние, а растягиваются наружные слои. Не измененными остаются слои металла, располагающиеся вдоль оси изгиба.
Гибку используют практически для всех видов стали, сплавов, кроме наиболее хрупких металлов.
Среди существующих способов гибки листового металла выделяют следующие:
- “Свободная” гибка обязана своим названием особенности выполнения, а именно воздушному зазору, который остается между матрицей и заготовкой.
- “Калибровка” — предполагает максимальную плотность прижатия детали к стенкам матрицы. Требует более длительное воздействие.

Рассматривая детальнее оба способа стоит отметить, что воздушная гибка более пластична, требует меньше усилий и затрат времени на выполнение. Одно из важных преимуществ свободной гибки это получение любого угла, в соответствии с диапазоном раскрытия матрицы.
Среди недостатков отмечают уменьшение точности углов при работе с тонколистовыми заготовками, а также сложность повторения при работе с другим материалом. Воздушный способ гибки используется при формообразовании заготовок листового металла, при толщине от 1,25 мм. Для тонколистовых деталей рекомендуется использовать калибровку.
Предельную точность гибки обеспечивает способ калибровки. Главное условие для калибровки это плотность прижатия заготовки к стенкам V-образной матрицы. При этом независимо от свойств материала и толщины точность углов максимальная. Калибровка требует напряжения в 3-10 раз больше нежели свободная гибка. Однако позволяет работать с тонколистовым металлом менее 2 мм толщиной, используя оборудование со стальными пуансонами и полиуретановыми матрицами.
Однако позволяет работать с тонколистовым металлом менее 2 мм толщиной, используя оборудование со стальными пуансонами и полиуретановыми матрицами.
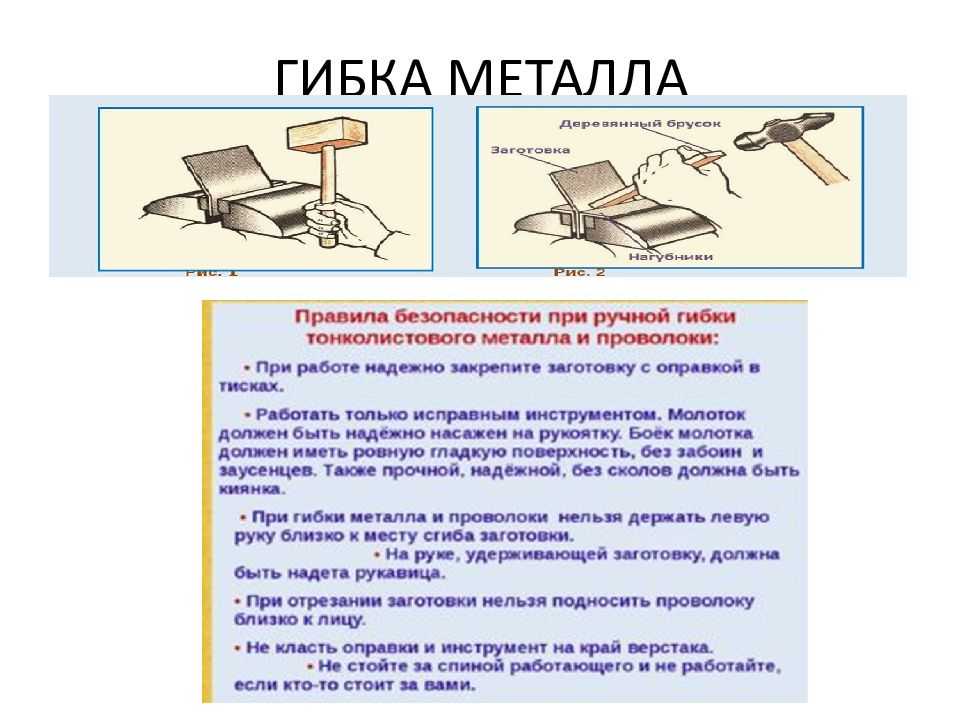
Инструментальная оснастка для листовой гибки
Рассматривая обработку металла давлением, обратим внимание на инструментальную оснастку и оборудование для гибки металла. Как востребованная слесарная операция гибка выполняться вручную или механически. Ручная гибка требует больше усилий, времени и подходит для работы с заготовками небольшой толщины.Механизация процесса и гибка заготовок из металла при помощи станков ускоряет работу, позволяя выполнять большие объемы за меньшее количество времени. При таком подходе практически отсутствует возможность ошибки, к минимуму сведено влияние человеческого фактора на конечный результат. Станок для гибки металла может обрабатывать заготовки длинной до нескольких метров. Усилие оборудования колеблется в пределах 25-100 тонн, а возможный угол от 0 до 180 градусов.
Современный подход в изготовлении изделий из металла требует сочетания скорости и качества. Использование оборудования для листовой гибки с ЧПУ нивелирует возможные ошибки, позволяя выполнять крупные заказы однотипных деталей в сжатые сроки. Примером такой оснастки выступает Современный центр металлообработки Metalcut Pro. Предприятие выполняет прецизионную гибку листового металла на современном оборудовании с точностью до 0,1 мм. В работу берутся единичные заказы и крупные партии изделий. Для гибки большого количества однотипных деталей есть возможность использовать пакетный метод.
Использование оборудования для листовой гибки с ЧПУ нивелирует возможные ошибки, позволяя выполнять крупные заказы однотипных деталей в сжатые сроки. Примером такой оснастки выступает Современный центр металлообработки Metalcut Pro. Предприятие выполняет прецизионную гибку листового металла на современном оборудовании с точностью до 0,1 мм. В работу берутся единичные заказы и крупные партии изделий. Для гибки большого количества однотипных деталей есть возможность использовать пакетный метод.
Зачастую гибка не единственный метод обработки, как правильно используется после изготовления заготовок методом лазерной или плазменной резки листового металла. Центр металлообработки Metalcut Pro оказывает услуги раскроя металла на лазерном и плазменном станке, прецизионной гибки, порошковой покраски, полировки нержавеющей стали, лазерной гравировки и промышленной маркировки. Специалисты компании выполняют все виды сварочных и токарно-фрезерных работ. При необходимости возможна разработка проектной документации для заказчика.
Сотрудничество с профессионально оснащенным центром металлообработки Metalcut Pro позволяет получить качественно изготовленную продукцию в максимально сжатые сроки.
Просмотров: 1 011
Полное руководство по гибке металлов 2022 г. Обновлено
Гибка металлов — это концепция, возникшая несколько веков назад. Древнее общество использовало принцип изгиба, чтобы превратить различные металлы в полезные предметы. С течением времени этот процесс эволюционировал, в результате чего современные подходы доказали свое превосходство.
Новейший способ гибки листового металла – использование станка с ЧПУ. Можно производить 3D-детали из листов металла. Кроме того, это только один вариант. Для достижения аналогичных результатов можно использовать несколько методов.
Появилось несколько отраслей промышленности по переработке металлов в полезные предметы. Продолжайте читать, пока мы узнаем больше об этом предмете гибки металлов.
Продолжайте читать, пока мы узнаем больше об этом предмете гибки металлов.
Содержание
- 1 Что такое гибка металла?
- 1,1 а) Механический
- 1,2 б) Пневматический
- 1,3 в) Гидравлический
- 2 Типы изгиба металла
- 2.1 1. Количество воздуха
- 2.2 2. Нижнее изгиб
- 2.3 3. COING
- 2.2 2. нижнее изгиб
- 2.3 3. COING
- 2.2 2.2. 4. Складной
- 2,5 5. Трехточечный изгиб
- 2.6 6. Wiping
- 3 Common Bending Materials
- 4 Automated Bending
- 4.1 · Cost-effective
- 4.2 · Maximum Productivity
- 4.3 · Constant quality
- 4.4 · Increased income
- 4.5 · Superfast
- 5 Применение станка для гибки металла
- 6 Недостатки гибки металла
- 7 В заключение
Что такое гибка металла?
Процесс деформации металла путем приложения к нему силы.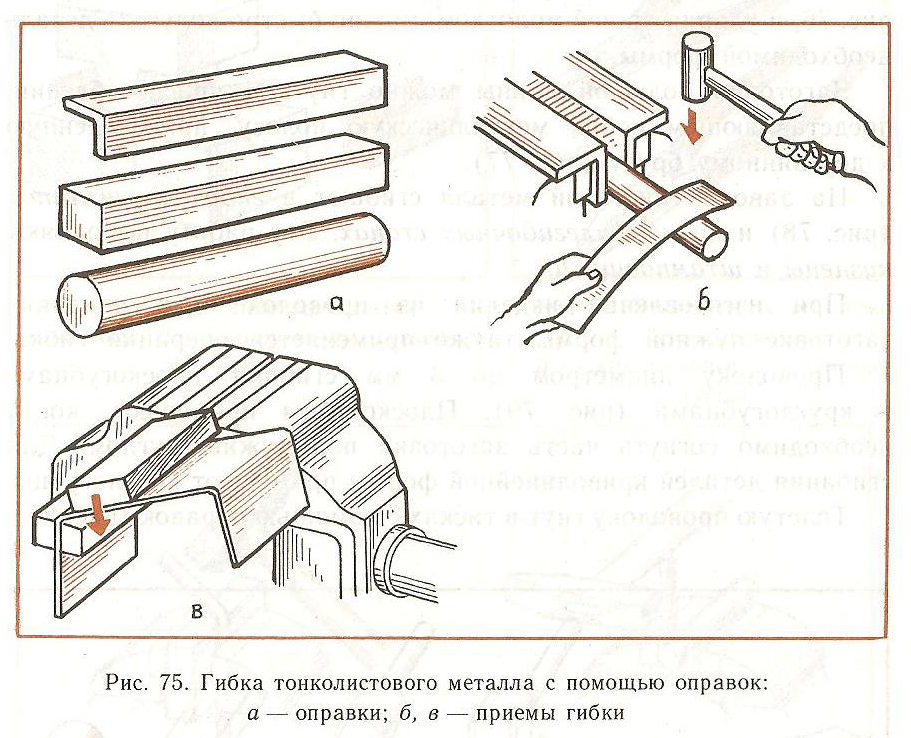 Следовательно, он будет изгибаться под определенным углом и позже примет нужную форму. Самая распространенная форма – U-образная или V-образная.
Следовательно, он будет изгибаться под определенным углом и позже примет нужную форму. Самая распространенная форма – U-образная или V-образная.
В процессе гибки металла используется листогибочный пресс для гибки листового металла. Торможение прессом может показаться простым процессом. Единственная проблема состоит в том, чтобы сохранить точность на протяжении всего процесса. Различные листогибочные прессы обеспечивают разное усилие.
Давайте подробно обсудим некоторые из этих листогибочных прессов.
Конструкция этого листогибочного пресса делает его идеальным для гибки на воздухе. Он имеет два основных преимущества, таких как точность и скорость. К счастью, если вы цените безопасность, вы можете использовать другие листогибочные прессы, которые проще и безопаснее, например листогибочные прессы с ЧПУ.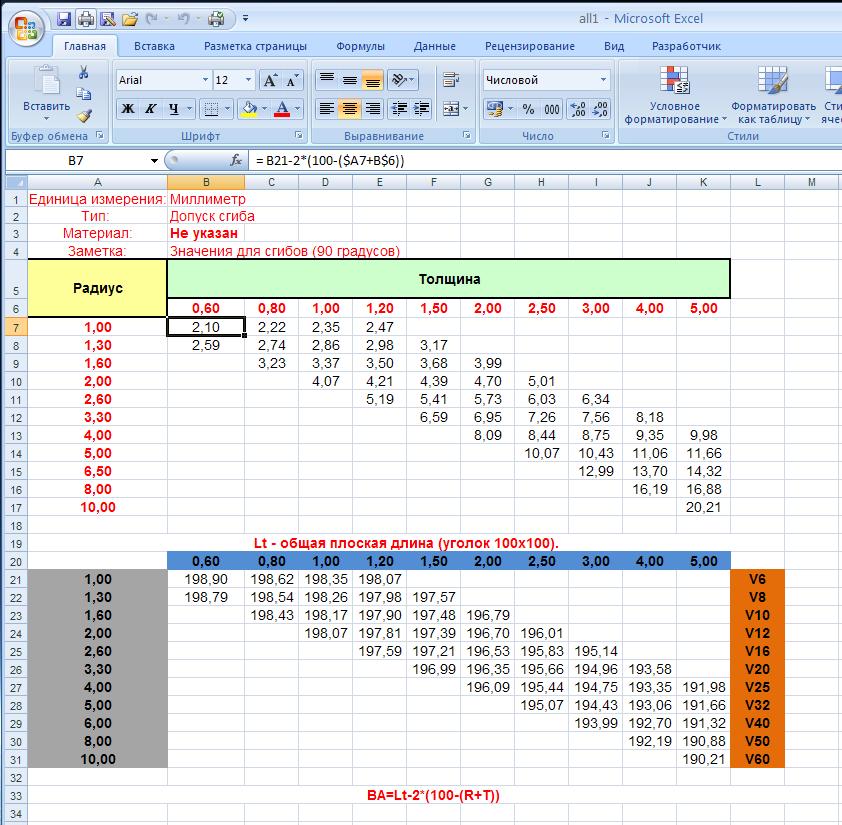 Станок с ЧПУ — мощный инструмент для гибки металла .
Станок с ЧПУ — мощный инструмент для гибки металла .
Здесь оператор будет использовать компрессор при подаче пневматической энергии для гибки металлических листов. Вы можете использовать этот листогибочный пресс, когда вам требуется меньшее давление. Этот тип листогибочного пресса можно использовать, особенно для мелких металлических деталей.
c) ГидравлическийЛистогибочный пресс этого типа использует современную технологию, которая обеспечивает точное сгибание листа металла. Если вам нужна правильная гибка листа, то вы можете выбрать гидравлику.
Типы гибки металла
1. Гибка воздухомПосле этого пуансон выйдет за верхнюю часть матрицы. Он войдет в V-образное отверстие.
В процессе гибки воздухом достигается минимальный контакт. Используемое оборудование будет касаться материала только в трех точках. А именно умирающие плечи, наконечник и удар.
А именно умирающие плечи, наконечник и удар.
Воздушная гибка является одним из наиболее часто используемых методов гибки листового металла. Кроме того, при гибке металла будет использоваться меньший вес.
2. Нижний изгибЕдинственная разница между нижним изгибом и воздушным изгибом заключается в том, что они различаются по радиусу. При изгибе снизу стяжка и пуансон полностью соприкасаются с материалами. Ему также не хватает достаточного тоннажа при отпечатке на металле.
Этот метод нижней гибки имеет более высокую точность, а также имеет меньшую пружинистость. Это более безопасный вариант, среди других методов.
3. ЧеканкаПри использовании метода чеканки верхний инструмент вдавливает материал в матрицу, которая находится внизу. Он имеет большую силу, чтобы сделать остаточные деформации на листовом металле. Процесс имеет небольшую пружину.
При использовании метода чеканки вы достигнете более высокой точности.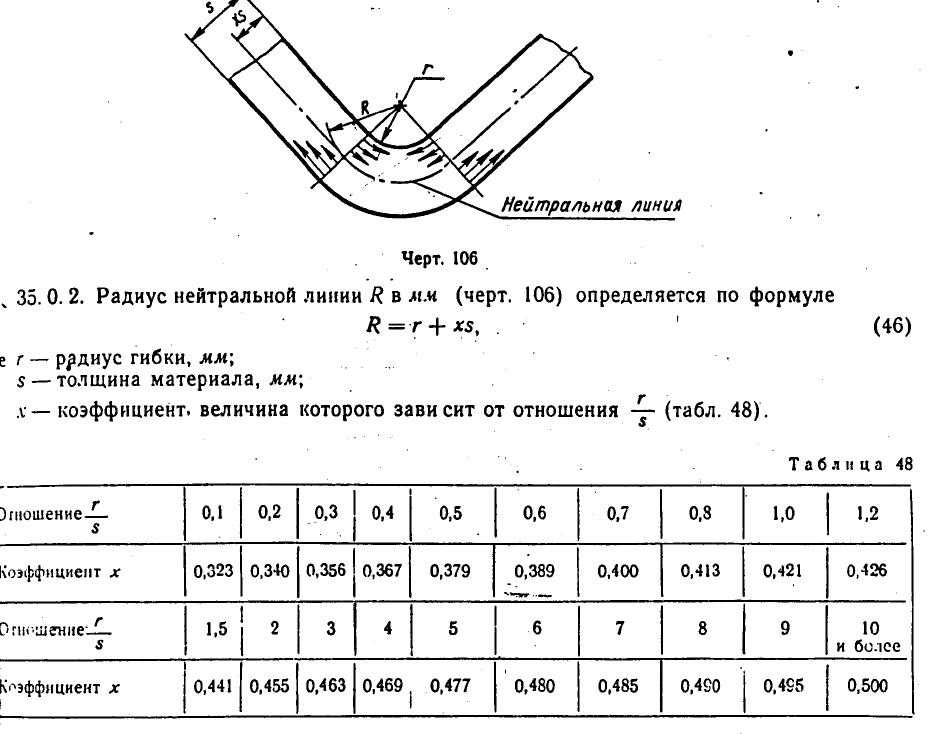 К сожалению, это сопряжено с более высокими затратами. Это надежный метод гибки листового металла.
К сожалению, это сопряжено с более высокими затратами. Это надежный метод гибки листового металла.
В процессе складывания будут использоваться зажимные балки, которые будут удерживать самую длинную часть листа. В конце концов, балка поднимется и начнет сгибать металлический лист вокруг изгибаемого профиля.
Луч может перемещать лист вниз и вверх. В результате это приведет к изготовлению материалов. На результирующий угол изгиба влияют следующие факторы:
- Геометрия инструмента
- Свойства материала
- Балка складная угол
Это новый процесс гибки металлов , в котором используется штамп. Он также сочетается с нижним инструментом с регулируемой высотой, который использует серводвигатель для его работы. Оператор отрегулирует высоту в диапазоне 0,01 мм.
Хорошей новостью является то, что он также допускает разницу в толщине листа. Вы можете использовать трехточечный изгиб, чтобы получить угол точности 0,25 градуса. Метод подходит для использования, когда вы хотите достичь высокой точности. Кроме того, он гибкий. К сожалению, метод дорогостоящий.
Вы можете использовать трехточечный изгиб, чтобы получить угол точности 0,25 градуса. Метод подходит для использования, когда вы хотите достичь высокой точности. Кроме того, он гибкий. К сожалению, метод дорогостоящий.
При использовании протирания зажимается самая длинная сторона листа. Инструмент будет двигаться стратегически, чтобы согнуть лист металла вокруг профиля изгиба. Процесс гибки металла выполняется быстрее, чем сгибание. К сожалению, это может повредить лист или оставить на нем несколько царапин.
Риск достигает пика, когда вы хотите получить острые углы. При использовании этого метода радиус нижней матрицы будет определять окончательный радиус изгиба.
Общие материалы для гибки
-
- Алюминий: Металлический алюминий можно использовать для изготовления резервуаров для хранения и транспортировки.
- Легированная сталь: Этот сплав идеально подходит для изготовления подъемных крюков, U-образных болтов и поручней.
- Углеродные сплавы: Материалы используются в строительстве.
- Латунь: Изготавливается на судах и в поручнях.
- Нержавеющая сталь: Используется в пищевой и пищевой промышленности.
- Медь: Металлические отводы используются в трубопроводах, перилах и шинах.
 Обладает отличными механическими свойствами и износостойкостью.
Обладает отличными механическими свойствами и износостойкостью.Автоматическая гибка
Вы можете автоматизировать процесс гибки металла с помощью станков с ЧПУ. Нужно заполнить файл конкретными рисунками. Позже металлогибочный станок выполнит программу, чтобы аналогичный продукт отразился от предоставленных материалов.
Позже металлогибочный станок выполнит программу, чтобы аналогичный продукт отразился от предоставленных материалов.
Автоматизированные цены надежны, поскольку они очень точны и быстрее. Ниже перечислены преимущества автоматической металлообработки:
· ЭкономичностьМожно использовать одного робота для управления процессом, полагаясь на уникальную программу. Для управления процессом потребуется меньше человеческих ресурсов. Также возможна работа в две смены, как дневные, так и ночные.
· Максимальная производительностьМожно синхронизировать производственный процесс с помощью автоматизированной настройки. Металлогибка тоже l быстро все изменит в кратчайшие сроки. Кроме того, он редко останавливается, если нет механической заминки. Благодаря такой конструкции вы можете максимизировать выход.
· Постоянное качество Автоматическая гибка – это точный процесс, позволяющий производить качественные изделия.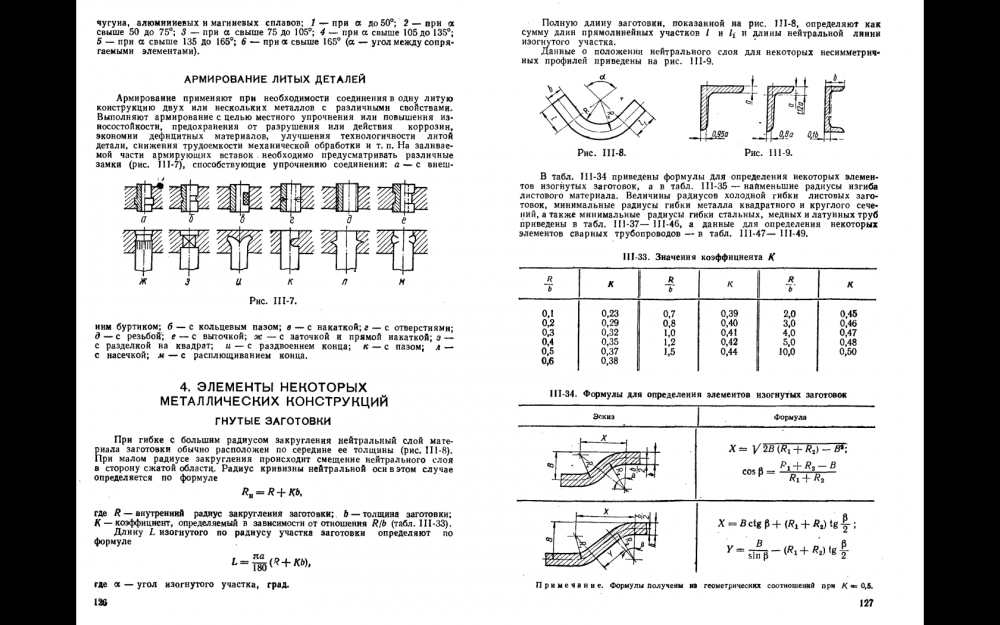 После многих часов работы та же машина все равно будет давать точные результаты. Есть встроенные датчики, которые создают определенные углы, когда металл точно сгибается.
После многих часов работы та же машина все равно будет давать точные результаты. Есть встроенные датчики, которые создают определенные углы, когда металл точно сгибается.
Длины сторон также будут отображаться точно.
· Увеличение доходаАвтоматизированный процесс прост в использовании. Это максимально экономит время при установке и подготовке материалов. В результате можно максимизировать производство даже для больших заказов. Можно получить сложную гибку металла экономично.
· SuperfastПроизводство использует 3D-дизайн и влияет на последовательность складывания. Например, то, что могло занять несколько часов, теперь может занять всего несколько минут. Оператор может выполнить массовое производство в кратчайшие сроки.
Компенсирует нехватку квалифицированных рабочих
Чтобы стать оператором пресса, вам нужен определенный набор навыков. Найти подходящий персонал действительно сложно. Можно использовать автоматизированную гибку, чтобы обеспечить первоклассные результаты. Он может предоставить сложные результаты в течение нескольких минут с меньшими трудозатратами.
Найти подходящий персонал действительно сложно. Можно использовать автоматизированную гибку, чтобы обеспечить первоклассные результаты. Он может предоставить сложные результаты в течение нескольких минут с меньшими трудозатратами.
Применение Металлогибочного станка
Металлогибочный станок можно использовать в следующих областях:
- Мебельная промышленность: Вы можете использовать его для украшения каркасов стульев, держателей для бутылок и украшений для ламп.
- Сельское хозяйство: Они производят сельскохозяйственные пружины, аксессуары для виноградников и запчасти для тракторов.
- Автомобильная промышленность: На станке можно изготавливать капоты, каркасы подголовников, крючки для детских сидений и многое другое
- Строительная промышленность: существует множество применений в строительстве, например, потолочный крюк и каркасный бетон.
- Железнодорожная промышленность: они производят железнодорожные изделия, такие как железнодорожные зажимы.
- Крепёжная промышленность: Изготавливает различные типы штифтов и крючков.
- Материалы для дисплеев: Они производят различные предметы, например материалы для поддержки дисплеев.
- Садоводство: Вы можете использовать процесс гибки в садоводстве для изготовления различных предметов, таких как газонокосилка.

Недостатки гибки металла
- Пользователь столкнется с высокими начальными взносами. Станки для гибки металла стоят дороже, чем станки для изготовления пластмасс.
- Металл должен пройти последующую обработку. Некоторыми из этих процессов являются удаление заусенцев и отделка, а затем покраска.
- Вы можете столкнуться с ограниченным дизайном. Нельзя получить сложные формы из определенного состояния металлов, такого как расплавленное состояние.

Гибка металла – это техника, которую многие люди используют для изготовления определенных предметов. Продукт, полученный в результате этого процесса, поднимет стандарты человеческого существования. Различные приложения приводят к росту коммерческих предприятий, которые обеспечивают непосредственную занятость людей.
Хорошая новость заключается в том, что для изготовления изделий можно использовать различные виды металлических материалов. Чаще всего используется углеродистая сталь. Свойства каждого металла определяют его долговечность.
Лучшим методом гибки металла является автоматизированный.
Такой инструмент для гибки металла является точным и точным, где можно добиться хорошего качества. Другими словами, можно максимизировать производство, создавая тысячи деталей за короткое время.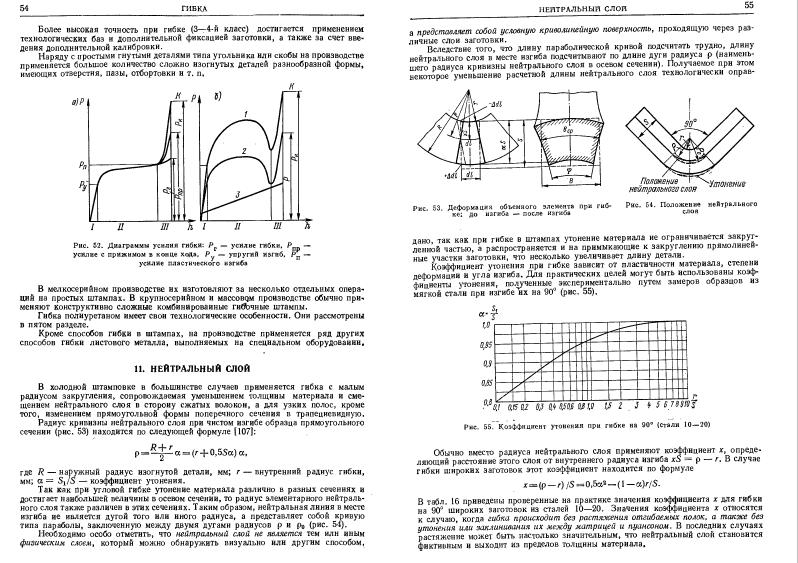
Rocheindustry специализируется на высококачественном быстром прототипировании, быстром мелкосерийном и крупносерийном производстве. Услуги быстрого прототипа, которые мы предоставляем, включают в себя профессиональное проектирование, обработку с ЧПУ, включая фрезерную и токарную обработку с ЧПУ, изготовление листового металла или прототипирование листового металла, литье под давлением, штамповку металла, вакуумное литье, 3D-печать, SLA, изготовление прототипов экструзией пластика и алюминия, быструю оснастку, Быстрое литье под давлением, отделочные услуги по обработке поверхности и другие услуги по быстрому прототипированию в Китае, пожалуйста, свяжитесь с нами сейчас.
Ссылки на другие источники:
20 основных типов металла, которые вам нужно знать
Справочник: Полное руководство по формованию металлов Штамповка
Какие металлы самые прочные на Земле?
В чем разница между просечно-вытяжным листом и перфорированным металлом?
Все, что вы должны знать о черных и цветных металлах
Руководство по гибке листового металла – Детали Badger
Гибка листового металла представляет собой процесс деформации, при котором используется машина, называемая тормозом, для гибки металла. Металл может быть согнут в U-образную, V-образную или желобковую форму под углом до 120 градусов. Это эффективная форма деформации, которая позволяет превратить металл в новую деталь. В отличие от лазерной резки, это самый простой способ формовки листового металла.
Металл может быть согнут в U-образную, V-образную или желобковую форму под углом до 120 градусов. Это эффективная форма деформации, которая позволяет превратить металл в новую деталь. В отличие от лазерной резки, это самый простой способ формовки листового металла.
Гибочные прессы используют матрицу и пуансон для гибки куска металла. Металл лежит на штампе, цельном блоке, в положении, в котором он будет изогнут определенным образом. Оттуда сила удара ударит по металлу и согнет его в эту новую форму, сформировав новую деталь. Простота этого может занять несколько секунд на каждую часть, что делает его очень эффективным. По сравнению со сложностью лазерной резки для этого не требуется кодирование.
Несмотря на простоту, нужно знать некоторые вещи. На самом деле существует несколько листогибочных прессов, которые подходят для определенных работ.
Типы листогибочных прессов
Гидравлические листогибочные прессы
Гидравлические листогибочные прессы являются старейшими и наиболее распространенными листогибочными прессами. Они используются как для специализированной обработки листового металла, так и для непрерывного производства. Гидравлический листогибочный пресс использует процесс холодной обработки. Процесс холодной обработки формирует сталь холодной штамповки. Этот процесс выполняется при комнатной температуре и используется для прокатки, прессования, штамповки, гибки и других подобных пресс-форм.
Они используются как для специализированной обработки листового металла, так и для непрерывного производства. Гидравлический листогибочный пресс использует процесс холодной обработки. Процесс холодной обработки формирует сталь холодной штамповки. Этот процесс выполняется при комнатной температуре и используется для прокатки, прессования, штамповки, гибки и других подобных пресс-форм.
Эти листогибочные прессы создают давление с помощью гидравлики с большим контролем со стороны пользователя. Это дает более точный, точный и настраиваемый изгиб для каждого продукта. Благодаря контролю и точности этот листогибочный пресс пользуется популярностью. Единственным недостатком является необходимость гидравлического масла для работы пресса. Это также означает, что гидравлическое масло также зависит от температуры. Слишком сильное изменение температуры может сделать масло нестабильным. Слишком высокая температура повлияет на скорость и точность гибки пресса.
Электронный пресс
Электронные листогибочные прессы являются новейшими и наименее распространенными листогибочными прессами. В отличие от гидравлических листогибочных прессов, электронные прессы не требуют масла для работы. Электронные двигатели работают только тогда, когда это необходимо, поэтому эксплуатационные расходы ниже при меньшем потреблении энергии. Этот тип листогибочного пресса имеет больше возможностей. Чем больше функций, тем больше точности, точности, настройки и скорости.
В отличие от гидравлических листогибочных прессов, электронные прессы не требуют масла для работы. Электронные двигатели работают только тогда, когда это необходимо, поэтому эксплуатационные расходы ниже при меньшем потреблении энергии. Этот тип листогибочного пресса имеет больше возможностей. Чем больше функций, тем больше точности, точности, настройки и скорости.
Эти прессы потребляют меньше CO2 и требуют меньше затрат на техническое обслуживание. Среди других преимуществ:
- Регулируемая скорость гибки
- Быстрее скорость ползунка
- Приносит пользу окружающей среде
- Энергосбережение
Поскольку это более новая технология, ошибки электронных печатных машин трудно предсказать, как исправить. Еще одна проблема с электронными листогибочными прессами заключается в том, что они очень компактны. Поскольку они меньше, их можно использовать только для мелких деталей с ограниченным количеством тонн. Оба этих пресса могут гнуть металл различными способами.
Что такое деформация?
Во-первых, важно понять, что такое деформация. Согласно Corrosionpedia, деформация — это изменение формы или размера металлического объекта из-за приложенной силы или изменения температуры. Деформация в основном вызвана растяжением, скручиванием, толканием, сдвигом и изгибом. Методы деформации варьируются от лазерной резки до гибки листового металла. Деформация — это общий термин для всех изменений в металлических объектах, включая изгиб металла.
Методы гибки листового металла
V-образная гибка
V-образная гибка является наиболее распространенным видом гибки. Этот тип изгиба создает множество различных деталей. Деталь лежит на матрице с V-образным вырезом. Когда все готово, V-образный пуансон надавливает на металл. Этот пуансон также изгибает металл в V-образную форму. Угол изгиба зависит от точки давления пуансона. Оттуда он может пройти 3 процесса.
На этой схеме показан процесс V-образной гибки листового металла.
V-образная гибка Процессы гибки листового металла
Нижняя гибка
Нижняя гибка — это разновидность V-образной гибки, которая изгибает фокус металла до нижней части V-образного штампа. Форма V-образной детали зависит от предварительно установленного размера V-образной матрицы. Это создает большую точность и постоянство в изгибе. Отдачи не будет. Пружинящий возврат происходит, когда металл возвращается к своей прежней форме после частичного изгиба.
Чеканка
Чеканка — это вариант V-образного изгиба, который очень похож на забивку дна. V-образный пуансон прижимает металл к нижней части V-образной матрицы. Разница лишь в том, что пуансон намного меньше и различим. Чеканка с помощью листогибочного пресса предполагает использование достаточного тоннажа для приведения листового металла в соответствие с точным углом наклона пуансона и матрицы.
Воздушная гибка
В отличие от двух предыдущих методов V-образной гибки, воздушная гибка менее точна. Воздушная гибка – это частичный изгиб металлической детали. Техника проста тем, что не требует инструментов. При гибке на воздухе угол изгиба формируется путем вбивания пуансона в листовой металл до определенного положения в отверстии штампа. Однако этот тип метода может иметь возврат.
Воздушная гибка – это частичный изгиб металлической детали. Техника проста тем, что не требует инструментов. При гибке на воздухе угол изгиба формируется путем вбивания пуансона в листовой металл до определенного положения в отверстии штампа. Однако этот тип метода может иметь возврат.
Опасность пружинения заключается в том, что форма и размер деталей больше не подходят к рабочей поверхности. Это влияет на точность сборки изделий.
Другие методы гибки листового металла
U-образная гибка
U-образная гибка очень похожа на V-образную гибку. Он имеет очень похожий процесс укладки на U-образный штамп. Пуансон прижимает деталь к нижней части матрицы. Это может создать дно, чеканку или изгиб воздуха. Единственная разница в том, что U-образный изгиб встречается реже.
На этой диаграмме показан процесс U-образного изгиба.
Ступенчатая гибка
Ступенчатая гибка — это процесс непрерывного V-образного изгиба для получения изделия с большим радиусом. Это позволяет создавать большие изделия с помощью обычных инструментов по более низкой цене. Это одна из самых креативных техник гибки металла. Недостатком этого является то, что его необходимо идеально согнуть, чтобы избежать смещения.
Это позволяет создавать большие изделия с помощью обычных инструментов по более низкой цене. Это одна из самых креативных техник гибки металла. Недостатком этого является то, что его необходимо идеально согнуть, чтобы избежать смещения.
Валковая гибка
Валковая гибка используется для изготовления труб или конусов различной формы. Этот метод используется для изгибов большого радиуса. В зависимости от мощности машины и количества валков одновременно может выполняться один или несколько гибов.
В процессе есть два приводных ролика и третий регулируемый. Этот движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном прессе. В противном случае края детали получатся плоскими.
Сгибание с затиранием
Сгибание с затиранием или сгибание кромок — это еще один способ сгибания кромок листового металла. Важно убедиться, что лист правильно надвинут на матрицу салфетки.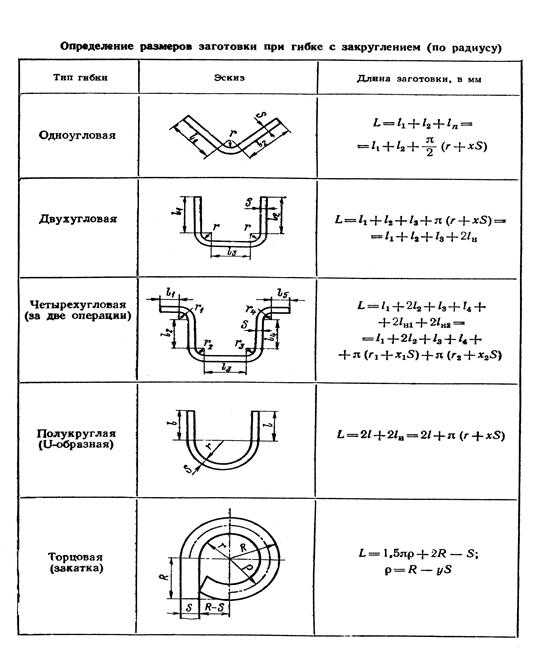 В результате затирочный штамп также определяет внутренний радиус изгиба. Зазор между матрицей для стирания и пуансоном играет важную роль в получении хорошего результата.
В результате затирочный штамп также определяет внутренний радиус изгиба. Зазор между матрицей для стирания и пуансоном играет важную роль в получении хорошего результата.
Преимущество использования протирочной гибки состоит в том, что она повторяется и требует меньших навыков для выполнения. Недостаток протирочной гибки заключается в том, что часто может происходить пружинение. Чтобы контролировать пружинение, верхнюю часть изгиба часто придумывают, добавляя возвратный фланец к формующему пуансону и помещая инструмент под такое давление, что он начинает течь. Это может ослабить металл и качество детали.
На этой диаграмме показан процесс гибки салфеток.
Вращательная гибка
Другой способ сгибания кромок – это вращательная гибка. Он имеет большое преимущество перед загибом или V-образным изгибом – он не царапает поверхность материала. Доступны специальные полимерные инструменты, позволяющие избежать каких-либо следов инструмента, не говоря уже о царапинах.