Технология сварки чугуна: Обзор технологии сварки чугуна: горячей, холодной и газовой
alexxlab | 26.04.2023 | 0 | Разное
Особенности сварки чугуна
Сеть профессиональных контактов специалистов сварки
Из чугуна изготовляются многие базисные детали строительно-дорожных машин, тракторов, автомобилей и технологического оборудования. При эксплуатации этих машин у чугунных деталей появляются трещины, изломы, износы, которые необходимо устранять. Особенности сварки чугуна обусловлены высоким содержанием углерода, кремния, серы и фосфора, относят его к трудносвариваемым сплавам. Основным фактором, затрудняющим сварку чугуна, является возникновение трещин в процессе сварки и охлаждения после сварки из-за образования хрупкого легкоплавкого сплава Fe – FeS, располагающегося по границам металлических зерен железа. Этот сплав при высоких температурах подвергается значительным объемным изменениям, что приводит к большим внутренним напряжением и трещинам в ОШЗ.
При сварке чугуна выгорает кремний, что вызывает появление отбеленных зон с высокой твердостью, склонных к образованию трещин. Образующиеся при этом оксиды кремния имеют температуру плавления выше, чем свариваемый металл, и препятствуют сварке.
Особенно склонны к трещинообразованию серые чугуны с крупными многочисленными графитовыми выделениями в виде пластинок, что несвойственно мелкозернистым перлитным чугунам с мелкими графитовыми включениями, а также ковким чугунам вследствие благоприятной формы графита и большой его разобщенности.
Сварка чугуна сопровождается выделением газов из сварочной ванны, что при водит к образованию пор в наплавленном металле. Водород, азот, водяной пар и оксид углерода могут поступать в ванну из окружающего атмосферного воздуха, при садочных материалов или образуются в результате реакций в жидком металле, например при выгорании углерода. Важнейшими причинами возникновения пор являются повышенная растворимость газов в жидком металле и ее резкое падение при остывании металла, в особенности при его кристаллизации.
Чугунные конструкции имеют неоднородный химический состав и структуру по сечению вследствие неоднородной скорости охлаждения тонких и толстых участков отливок. В зависимости от скорости охлаждения на отдельных тонких участках происходит отбеливание чугуна, а на других (толстых) сохраняется структура серого чугуна.
Особенности сварки чугуна – причины, по которым она затруднена :
- склонности чугуна к отбеливанию;
- трещинообразования при сварке;
- резкого перехода при нагреве из твердого состояния в жидкое.
Чугун называется отбеленным, если большая часть углерода в нем находится в химически связанном состоянии , т.е. в виде цементита Fe3C. Отбеливание происходит при быстром охлаждении расплавленного чугуна, Углерод не успевает выделится в виде графита, а выделяется в виде цементита, ледебурита и мартенсита; чугун становится твердым и не поддается механической обработке.
В сером чугуне углерод находится в виде графита. Графитизация чугуна происходит не только при переходе чугуна из жидкого состояния в твердое, но и при дальнейшем охлаждении , причем чем медленнее охлаждается деталь, тем полнее происходит графитизация. Холодная масса чугунной , чаще всего большой по массе детали, ускоренно отводит тепло сварки, поэтому происходит интенсивное отбеливание сварного шва , а вследствие различия коэффициентов расширения серого и белого чугунов возникают внутренние трещины.
Избежать этих затруднений при сварке чугуна можно двумя способами :
- Выполняется горячая сварка чугуна с последующим медленным охлаждением после сварки;
- Выполняется холодная сварка чугуна, но в шов вводят элементы, препятствующие образованию цементита , или использовать способы упрочнения швов.
Далее рассмотрены особенности сварки чугуна с помощью различных технологий.
Горячая сварка чугуна проводится на предварительно нагретых до 600 …. 650оС деталях. После сварки происходит охлаждение всей массы нагретой детали, поэтому скорость охлаждения сварного шва будет ниже, чем при холодной сварке. В сварном шве успевает произойти графитизация, скорость усадки уменьшается и поэтому не образуется трещин в околошовной зоне.
При заварке трещин в конструктивно сложных деталях с целью устранения возможного трещинообразования проводится 2-х ступенчатый нагрев : сначала до температуры 200 …250 оС нагревают с относительно не высокой скоростью до 600о/ час, а далее -с большей скоростью до 1600 о час. Сварка выполняется электродами типа ОМЧ-1, состоящих из чугунных прутков со специальным покрытием, или при газовой сварке чугунными прутками без покрытия .
Сварка выполняется электродами типа ОМЧ-1, состоящих из чугунных прутков со специальным покрытием, или при газовой сварке чугунными прутками без покрытия .
Горячая сварка позволяет получить наилучшие результаты, но процесс технологически сложный и очень трудоемкий, поэтому широкого распространения не получила.
Чаще применяется холодная сварка чугуна, выполняемая следующими способами :Стальным малоуглеродистым электродом.
- Специальными электродами ПАНЧ-11, МНЧ-1, МНЧ-2, ОЗЧ-1 и др.
- Биметаллическим электродом или пучком электродов.
Для повышения надежности сварки стальными малоуглеродистыми электродами в разделанные кромки шва ставят резьбовые шпильки или используется способ отжигающих валиков. При наложении второго и последующего валиков первые сварные швы вновь нагреваются и уже остывают с меньшей скоростью, поэтому значительная часть цементита распадается, получается более мягкий сплав с меньшей степенью отбеливания. Структура различных зон сварки получается неодинаковой, однако в среднем она лучше , чем при обычной сварке.
Для устранения продолжения трещины на ее оси сверлятся отверстия диаметром 2..3 мм , зубилом или шлифовальным кругом проводят V-образную разделку трещины и сверлят по ее длине отверстия , нарезают в них резьбы и заворачивают шпильки, которые сначала обваривают кругом, а затем наплавляют весь сплошной шов.
Однако эти способы холодной сварки малопроизводительны, поэтому , чаще всего, используются другие способы сварки чугунных деталей.
Если требуется хорошая обрабатываемость шва и допускается невысокая прочность, то используются электроды МНЧ-1, МНЧ-2. Никель, входящий в состав электродов, не образует соединений с углеродом, поэтому шов имеет невысокую твердость, но хорошо механически обрабатывается. Хорошие результаты при сварке чугуна дает использование сварочной проволоки ПАНЧ-11.
Электроды ОЗЧ-4, изготовляемые из медной проволоки с фтористо-кальциевой обмазкой, обеспечивают прочный, но труднообрабатываемый шов, представляющий собой медь ,насыщенную железом.
При отсутствии специальных электродов изготовляются биметаллические электроды намоткой медной проволоки или надеванием медной трубки (меди до 70% от железа) на стальной стержень или малоуглеродистый стальной электрод. Сварной шов также представляет собой медь с вкраплениями железа, прочность его составляет до 60 ….70% от прочности основного металла.
Для сварки толстостенных чугунных деталей используют пучок электродов : стальной электрод диаметром 3 … 4 мм с обмазкой УОНИ-13/55, медный стержень диаметром 4… 5 мм и латунный пруток диаметром 1,5 … 3 мм. Электрическая дуга автоматически перемещается с одного электрода не другой, поэтому тепло распространяется на большую площадь, шов медленнее охлаждается и поэтому меньше отбеливается. Пучок может также состоять из одного медного и одного стального, или двух медных и одного стального электродов.
Газовую ацетилено-кислородную сварку чугуна ведут нейтральным пламенем или с небольшим избытком ацетилена. Присадочный материал — чугунные прутки диаметром 6 …8 мм. При газовой сварке используются флюсы :
При газовой сварке используются флюсы :
- бура;
- смесь 50 % буры, 47 % двууглекислого натрия и 3 % окиси кремния;
- смесь 56 % буры, 22 % углекислого натрия и 22 % углекислого калия.
Другие страницы по теме
:
- Классификация чугунов.
- Порошковые проволоки для сварки чугуна.
- Особенности сварки углеродистых сталей
- Особенности сварки алюминия
- Особенности сварки меди
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Сварка чугуна
Сварка чугуна
• Выбор электрода?
• Греть или нет?
• Технология сварки с подогревом.
• Технология сварки без подогрева.
Чугун варить трудно, но не невозможно. Сломанные чугунные детали обычно ремонтируются сваркой. Чугунные детали нередко ломаются, что обусловлено хрупкостью чугуна. Существует несколько типов чугуна, самый распространенный(70%) –это серый чугун. Чугун обычно содержит 2% -4%углерода. Высокое содержание углерода обуславливает образование графитовых хлопьев. Такую форму графита имеет серый чугун, его свойства проявляются при поломке.
Существует несколько типов чугуна, самый распространенный(70%) –это серый чугун. Чугун обычно содержит 2% -4%углерода. Высокое содержание углерода обуславливает образование графитовых хлопьев. Такую форму графита имеет серый чугун, его свойства проявляются при поломке.
При сварке чугуна необходимо помнить: во время и после сварки детали должны либо не перегреваться, либо нужно обеспечить плавное охлаждение. Критическая температура для большинства чугунов около 778 ºC. При этой температуре есть все условия для образования трещин. Когда дуга нагревает литье выше этого уровня, важно чтобы литье не оставалось при этой температуре долгое время.
Выбор электродов.
Если деталь после сварки будет подвергнута механической обработке, то потребуются электроды на никелевой основе.
• Amicron Welding Alloys Ni 55
• Amicron Welding Alloys Ni 100
Греть иль не греть, вот в чем вопрос?
Подогрев есть в большинстве методов сварки чугуна—и таких методов много. Но также существуют методы сварки чугуна, когда он остается теплым—не холодным, но теплым. Ниже описываются оба метода. Однако, выбрав один метод, придерживайтесь его! Варите
Но также существуют методы сварки чугуна, когда он остается теплым—не холодным, но теплым. Ниже описываются оба метода. Однако, выбрав один метод, придерживайтесь его! Варите
чугун горячим или теплым – на переправе лошадей не меняют!
Технология сварки с подогревом
Подогрев чугунной детали перед сваркой замедляет охлаждение шва и около шовной зоны. Всегда предпочтительнее подогреть всю деталь, если возможно. Обычно температура подогрева составляет 260-650 ºC. Не нагревайте свыше 760 ºC, чтобы не приблизиться к критической температуре. Нагревайте деталь медленно и постоянно. Сваривайте на малом токе, чтобы снизить перемешивание и остаточные напряжения. В некоторых случаях может быть необходимо вести сварку короткими, около 3-5 см длины, отрезками, чтобы предотвратить возникновение остаточных напряжений, которые могут вызвать растрескивание. Для этого также полезна проковка шва. После сварки дайте детали медленно остыть. Обертывание детали асбестовым полотном или закапывание в сухой песок замедляет остывание и снижает вероятность образования трещин.
Технология сварки без подогрева
Размер детали или другие обстоятельства могут обусловить необходимость сварки без подогрева. В этом случае деталь должна быть теплой, но не холодной. Хорошо нагреть деталь до температуры 40 ºC. Если деталь находится в моторе, можно запустить его на несколько минут, чтобы прогреть до данной температуры. Никогда не подогревайте чугун до температуры, когда не можете положить на него голую руку. Можно продолжить сварку на другой части детали, пока предыдущая часть остывает. Варите короткими проходами, около 3-5 см длины. Обратно ступенчатый способ сварки снижает тепло вложение.
Проковка после сварки очень важна в этой технологии. Дайте шву и детали остыть. Не ускоряйте остывание водой или сжатым воздухом. Все кратеры должны быть заварены. Из-за физических свойств чугуна после сварки могут появиться крошечные трещины даже при соблюдении всех технологических требований. Это может стать проблемой, если по сваренной детали течет вода. Однако трещины обычно заделываются различными сортами герметиков, или же зарастают ржавчиной за очень короткие сроки.
Процедура сварки чугуна [Пошаговое руководство]
Чугун — хрупкий, дешевый и заноза в плоти, которую нужно починить, но он используется повсюду, от мастерской до кухни. Обнаружение трещины в чугунных компонентах для таких владельцев машин — настоящее бедствие. Могут быть огромные финансовые потери при замене сломанной детали или найме обученных специалистов по сварке чугуна для сплавления трещины. Вы используете это как возможность научиться сварке чугуна , новому навыку.
Примите вызов сварки чугуна безупречно, так как неправильное движение может еще больше разрушить вашу сломанную деталь. Неукоснительно придерживайтесь руководящих принципов, чтобы ваша чугунная сварка не имела трещин и достигла внутренней прочности, достаточной для того, чтобы выдержать назначение компонента. Ваша миссия для выполнения, , как сварить детали из чугуна , может сэкономить ваши деньги и время.
Внутренняя сварка чугуна требует тщательного исследования в четыре ключевых этапа, чтобы узнать как сварить чугун .
- Идентификация сплава
- Тщательная очистка детали
- Выбор температуры предварительного нагрева
- Выбор метода сварки
Есть много типов, и мы показываем свариваемость чугуна .
Серый чугун – Трудно свариваемый
Белый чугун – Несвариваемый, почти
Ковкий чугун – Сварка изменяет свойства, делая его непригодным и обширный процесс.
Тип чугуна всегда лучше уточнять по инструкции, совету производителя. Осмотрите трещину, поскольку она меняет свой характер с течением времени. Сварной чугун от котенка – серый тип. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному 9Аппарат для сварки чугуна 0003
Сварной чугун от котенка – серый тип. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному 9Аппарат для сварки чугуна 0003
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка. Очистите поверхности от краски, жира, масла и посторонних материалов. Лучше осторожно и медленно подавать тепло к зоне сварки в течение более короткого времени, чтобы удалить захваченные газы.
Мы разработали простой тест для оценки готовности чугуна. Наплавляем шов на металл, при наличии примесей зона шва будет пористой. Мы будем шлифовать этот сварочный проход и повторять тест, пока пористость не исчезнет.
При проковке поверхность детали преднамеренно деформируется ударом молотка, что расширяет поверхностный слой в поперечном направлении. Таким образом, стабильная подповерхность позволяет расширять поверхностный слой, который представляет собой полезный сжимающий слой остаточного напряжения. Молоток с шариковым бойком для предотвращения растрескивания может сделать это. Это не обязательное явление, которое может быть полезным инструментом, когда трещина неправильная. Предварительный нагрев и медленное охлаждение компонента являются ключевыми для процедуры сварки чугуна .
Молоток с шариковым бойком для предотвращения растрескивания может сделать это. Это не обязательное явление, которое может быть полезным инструментом, когда трещина неправильная. Предварительный нагрев и медленное охлаждение компонента являются ключевыми для процедуры сварки чугуна .
Сварка чугуна имеет два подхода: горячая и холодная сварка. Массы соглашаются на предварительный нагрев как на лучший выбор, в то время как немногие идут на минимальный нагрев или холодную сварку. Нам нужно принять его, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность к деформации при изгибе, сжатии и расширении.
Каждый металл имеет свойство деформироваться при нагреве из-за теплового расширения. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем в чугунном сварном шве возникают трещины и напряжение. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварки, сохраняя температуру близкой к температуре в зоне сварки. Это заставляет весь компонент изменяться равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как характер чугуна меняется, когда температура превышает 1400 градусов по Фаренгейту.
Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварки, сохраняя температуру близкой к температуре в зоне сварки. Это заставляет весь компонент изменяться равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как характер чугуна меняется, когда температура превышает 1400 градусов по Фаренгейту.
Холодный способ сварки чугуна без предварительного нагрева может быть полезен, так как он снижает общую температуру. Этот процесс не дает видимых трещин и более прочного сварного шва. Внешний вид может быть отличным, но внутренняя прочность при холодной сварке остается низкой.
Мы заметили, что обученные сварщики чугуна, которые ремонтируют или изготавливают деталь, предпочитают только метод предварительного нагрева. Нам нужен готовый чугунный сварной шов, не только визуально потрескивающий, но и прочный внутри.
4. Выбор методов сварки и расходных материалов Вы определили, что сваривать серый чугун, теперь пришло время выбрать методы сварки чугуна . Лучший способ сварки чугуна — это использование каждого процесса сварки, если вы правильно выбираете присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед заключением остается рассмотреть несколько факторов.
Лучший способ сварки чугуна — это использование каждого процесса сварки, если вы правильно выбираете присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед заключением остается рассмотреть несколько факторов.
Если мы столкнулись с обработанной поверхностью для сварки, то предпочтение может быть отдано сварка TIG , так как брызги от палки и сварка MIG чугуна могут повредить чистую поверхность. Сварка TIG остается без разбрызгивания и выбор.
Когда вы пытаетесь ограничить сильное нагревание и быстрое охлаждение процесса электросварки, тогда вам подойдет кислородно-ацетиленовая сварка. Легко поддерживает температуру компонентов и другие замечательные варианты для сварки чугуна.
Сварка стержнем является альтернативным методом сварки чугуна , где используется электрод с флюсом. Механическая обработка требуется после того, как мы завершим этот процесс. Выбор правильного присадочного металла является основой сварки чугуна.
Механическая обработка требуется после того, как мы завершим этот процесс. Выбор правильного присадочного металла является основой сварки чугуна.
Пайка может быть другим процессом соединения чугуна, но это не процесс сварки. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой. Грязные или ржавые поверхности могут не соединиться, поэтому необходимо очистить поверхности. Чугунный сварочный стержень действует как наполнитель, который склеивает поверхности и соединяет детали после охлаждения.
Выбор подходящего электрода и расходных материалов для проволокиАссортимент присадочной проволоки и электродов, которыми можно сваривать чугун, невелик. Имеющиеся на рынке не предназначены только для чугуна. Они могут быстро остывать, вызывать трещины от напряжения и не соединяться должным образом. Ниже приведены несколько доступных вариантов на рынке.
Богатое содержание никеля: Это лучший доступный электрод на рынке, так как он мягкий и поддается механической обработке. Внешне похож на чугун и тоже не быстро остывает. Недостатком этого электрода является то, что он очень дорог и не подходит для сварки толстых профилей.
Внешне похож на чугун и тоже не быстро остывает. Недостатком этого электрода является то, что он очень дорог и не подходит для сварки толстых профилей.
Смесь Никель 55%, Железо 45%: В сварном виде выглядит как чугун, но вполне доступный. Сварной шов, который он производит, поддается механической обработке, но намного тверже, чем сварной шов из никеля. Усадка меньше, чем у большинства железных стержней, чтобы сделать электрод с наименьшим возможным растрескиванием.
Чугун: Сварка этим стержнем дает другой цвет, чем чугун. Свойство усадки очевидно и затрудняет его использование для сварки чугуна. Он затвердевает при сварке, но не подвергается механической обработке. Это экономичный вариант, который можно отшлифовать.
Нержавеющая сталь l: Чугун при соединении с нержавеющей сталью не изменяет свойства и не затвердевает, как в случае расходных материалов из чугуна. Он не расширяется и не сжимается значительно во время нагревания и охлаждения в процессе плавки, что создает проблемы при его использовании. Это дает обрабатываемый процесс после сварки.
Это дает обрабатываемый процесс после сварки.
Пайка бронзы: У нас есть выбор: пайка кислородно-ацетиленовой пайкой или использование с помощью сварочного аппарата TIG. Мы можем обеспечить надежную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь соединит две поверхности без изменения основных свойств чугуна.
Отделка с медленным охлаждениемОхлаждение является наиболее важной частью процесса сварки чугуна . Чем медленнее охлаждение, тем лучше результаты. Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом.
Охлаждение может занять несколько дней даже для лучшего результата без трещин. Медленное охлаждение может быть достигнуто путем помещения свариваемых деталей в песок или теплую печь. Равномерное охлаждение обязательно, чего нельзя добиться охлаждением на стенде. Добиться качества сварки, не увеличивая время охлаждения, непросто. Мы можем применять периодическое нагревание для равномерного охлаждения детали.
Мы можем применять периодическое нагревание для равномерного охлаждения детали.
Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Как только это напряжение достигает критической точки, в сварном шве возникает трещина. Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварки. Упрочнение — это процесс, который может значительно помочь предотвратить появление трещин.
В заключенииЧугун обычно представляет собой свариваемый металл. Прочность и полезность чугуна остаются такими же, как если бы не сварная деталь. Мы обсудили пошаговое изучение сварка чугуна . Если вы хотите сделать сварку на дому, то точно выполняйте каждый шаг. Наилучшие результаты могут быть достигнуты путем изучения сплава, выбора процесса сварки, подбора присадочной проволоки. Не пропускайте ни одного шага, чтобы достичь почти идеальных результатов.
Надеюсь, вам понравилось пошаговое руководство по сварке чугуна. Вы можете сэкономить время и деньги, делая все самостоятельно. Идеальную сварку с внутренней прочностью вы можете заказать у профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Вы можете сэкономить время и деньги, делая все самостоятельно. Идеальную сварку с внутренней прочностью вы можете заказать у профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Сталь тверже чугуна?
Споры о том, какой металл прочнее, сталь или чугун. Я думаю, что чугун имеет большую прочность на сжатие, а сталь – на растяжение. Сталь твердая и мягкая для литья. Трудно решить, кто сильнее.
Прилипнет ли магнит к чугуну?
Магниты могут прикрепляться только к металлу/сплаву, состоящему из таких прочных металлов, как железо и кобальт. Такие металлы, как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты.
Можно ли сваривать чугун?
Можно сваривать сломанные детали из чугуна. Мы должны проверить деталь, состав сплава, присадочный материал и правильно очистить детали.
Как можно паять чугун?
Для пайки чугуна нужен специалист. Это можно практиковать, шлифуя прорезь от 1/16 до 1/8 дюйма в сплаве. Наконечник припоя становится огненно-красным при температуре 600 градусов и продолжает нагреваться и заполнять зазор без изменения основного металла.
Это можно практиковать, шлифуя прорезь от 1/16 до 1/8 дюйма в сплаве. Наконечник припоя становится огненно-красным при температуре 600 градусов и продолжает нагреваться и заполнять зазор без изменения основного металла.
Какой клей лучше всего подходит для чугуна?
Жидкая сварка по имени стальной эпоксидной смолы и смолы. Их нужно смешивать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола затвердевает более 8-10 часов. лечить.
Можно ли сварить блок двигателя из чугуна?
Можно сваривать дуговой сваркой с соответствующим стержнем. Сварка может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и склонной к растрескиванию. Здесь может помочь холодная сварка.
Почему трудно сваривать чугун?
Чугун можно сваривать, но это очень сложно, так как чугун имеет очень высокое содержание углерода. Нагрев и охлаждение в процессе делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно достичь, правильно выполнив шаги сварки чугуна .
Этого можно достичь, правильно выполнив шаги сварки чугуна .
Почему чугун трескается при сварке?
Гораздо менее пластичен, чем сталь. Сварка вызывает растягивающие напряжения. Цикл нагревания и охлаждения при сварке вызывает расширение и сжатие, приводящее к трещинам, а не растяжению или деформации.
Становится ли чугун со временем лучше?
При хорошем уходе и сохранении изделие из чугуна прослужит намного дольше, чем ожидалось. С возрастом и временем он становится лучше благодаря процессу, известному как приправа.
Вот еще несколько статей по сварке чугуна .
- https://www.esabna.com/euweb/oxy_handbook/589oxy15_1.htm
- https://www.lincolnelectric.com/en-us/support/welding-how-to/Pages/welding-cast- iron-detail.aspx?utm_referrer=direct/not+provided
- https://www.twi-global.com/technical-knowledge/job-knowledge/weldability-of-materials-cast-irons-025
- https://www.wikihow.
 com/Weld-Cast-Iron
com/Weld-Cast-Iron
Как сваривать чугун
При наличии таких альтернатив, как сковорода с покрытием из титана, керамики и нержавеющей стали, использование чугунной сковороды может показаться немного устаревшим. Хотя популярность чугуна за последние несколько лет, безусловно, снизилась, он не так плох, как говорят некоторые. Ожидается, что рынок чугунной посуды достигнет 3 303 млн долларов США по сравнению с 2 537 млн долларов США в 2017 году .
В дополнение к вышесказанному, Transparency Market Research ожидает, что к 2026 году мировой рынок чугуна и стального литья превысит 202 миллиарда долларов США . Смысл всей этой статистики в том, чтобы доказать, что чугун по-прежнему сваривают по всему миру для различных целей, таких как посуда. Независимо от вашей причины для сварки чугуна, вы должны научиться правильно сваривать материал.
Несмотря на то, что предстоит решить множество проблем, правильная сварка чугунных деталей поможет вам сэкономить время и деньги. Если чугун сварить неправильно, это может привести к трещине или повреждению свариваемого материала.
Если чугун сварить неправильно, это может привести к трещине или повреждению свариваемого материала.
Часто для правильной сварки чугуна требуется помощь профессионального и опытного техника-сварщика; это особенно верно, когда в процессе сварки задействованы ответственные детали. Тем не менее, вы можете эффективно сварить чугун самостоятельно, выполнив несколько ключевых шагов. Мы обсудим эти шаги здесь, чтобы помочь вам научиться эффективно сваривать чугун.
Применение чугуна и его преимущества в качестве металла для сварки
Существует несколько применений чугуна. Среди них:
- Подготовка воды
- Сельскохозяйственное оборудование
- Головки, блоки и коллекторы автомобильных двигателей
- Станочные инструменты, такие как крышки, кронштейны и основания
- Трубная арматура
- Чугунная труба
В дополнение к вышеперечисленному существует множество других применений металлического чугуна. Например, он широко используется в строительной технике и других областях, где ключевым требованием является вес. Вот некоторые из областей применения чугуна, но как насчет преимуществ? Ниже приведены некоторые ключевые преимущества чугуна в качестве металла сварного шва:
- Многие желаемые свойства, включая прочность, жесткость, теплопроводность и способность увлажнять
- Возможность формовки с помощью литья в песчаные формы
- Недорогой материал
- Температура плавления ниже, чем у стали .
- Жидкость лучше стали
Вот некоторые из основных причин, по которым чугун является хорошим металлом для сварки во многих областях.
Почему сварка чугуна может быть проблематичной
Прежде чем научиться сваривать чугун, вы должны понимать сложность выполнения этой работы. Это связано с тем, что коэффициент успеха правильной сварки чугуна составляет всего 50%; существует высокая вероятность того, что чугунная деталь, которую вы сварите, будет иметь трещины или повреждения после того, как вы закончите сварку.
Почему возникает эта проблема? Потому что чугун состоит из нескольких различных материалов в различных пропорциях. В результате может быть сложно оценить точную прочность металла, с которым вы работаете. Также может быть трудно определить, сколько тепла может выдержать чугунная деталь, прежде чем она начнет трескаться. Все эти проблемы в основном вызывает высокое содержание углерода в чугуне.
Во время сварки этот углерод может перейти на свариваемый металл или область рядом с нагретым металлом сварного шва. Это может вызвать повышенную хрупкость или твердость, что может привести к послесварочным трещинам.
Различные методы/методы сварки чугуна
Существует несколько методов сварки чугуна. Однако мы собираемся обсудить только наиболее распространенные методы, используемые для сварки чугуна. Эти методы включают газовую сварку, электродуговую сварку, сварку MIG и сварку TIG. Ниже приводится краткое объяснение каждого из них.
1. Газовая сварка
По сравнению с дуговой сваркой чугуна процесс нагрева при газовой сварке происходит намного медленнее. Кроме того, в этом методе используется пламя с более низкой температурой, чем у дуги. Хорошо, что миграция углерода, как правило, не является проблемой при сварке чугуна методом газовой сварки. Однако важно использовать в процессе запатентованный электрод для газовой сварки. Единственная проблема с этим методом заключается в том, что он требует значительного количества тепла, когда в сварку вовлечены крупные детали. Кроме того, газовая сварка медленнее, чем другие методы сварки чугуна.
2. Дуговая/стержневая сварка
Большинство сварщиков-любителей предпочитают дуговую/стержневую сварку, которая может быть наиболее эффективным способом сварки чугуна при использовании подходящих сварочных электродов. Процесс чрезвычайно прост, и существует множество электродов для различных работ.
Специальный флюс с высоким содержанием графита присутствует в сварочных прутьях из чугуна. Углерод в чугуне химически связан этим специальным графитом. Это ограничивает миграцию в зону термического влияния и металл шва. Чугунные сварочные прутки доступны в двух основных типах: чистый никель и ферроникель.
Чугунные сварочные прутки доступны в двух основных типах: чистый никель и ферроникель.
Обычно ферроникелевые стержни состоят из 47 % никеля и 53 % стали. Намного дешевле, чем чистый никель, ферроникелевые стержни идеально подходят для сварки чугуна со сталью. С другой стороны, если вы хотите, чтобы наплавленный металл был более мягким и податливым, выбирайте чистый никель. Однако, если работа не требует использования чистого никеля, мы рекомендуем вам использовать ферроникель при сварке чугуна методом электродуговой/стержневой сварки.
3. Сварка МИГ
Несмотря на то, что она часто используется для этой цели, сварка МИГ не лучший выбор для сварки чугуна. Единственная реальная причина, по которой вы хотели бы использовать эту технику, — это когда у вас есть повторяющееся приложение, для которого вы можете создать процедуру. Если вы решите сваривать чугун таким способом, вам следует помнить о следующих советах для эффективной сварки:
- Специальная никелевая проволока — лучший выбор при использовании метода сварки MIG.
 Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть вариант из нержавеющей стали в качестве альтернативы.
Однако этот вариант может быть немного дорогим, поэтому вы можете рассмотреть вариант из нержавеющей стали в качестве альтернативы. - В большинстве случаев лучший выбор — 80/20. Что это значит? Это относится к 80% аргона и 20% углекислого газа. Хотя чугун по своей природе подвержен ржавчине, вам следует избегать этого метода, если вы беспокоитесь о том, что ржавчина в конечном итоге разовьется на металле.
- Вы можете соединить гипс с помощью проволоки для припоя. Однако это, вероятно, приведет к слабому сварному шву, что не очень хорошо для металлов, которые могут подвергаться нагрузкам или ударам.
- Механическую прочность сварного шва можно обеспечить с помощью шипов. Однако это будет зависеть от выполняемой работы
4. Сварка ВИГ
Как и сварка МИГ, сварка ВИГ не используется многими людьми для сварки чугуна. Почему это? Поскольку TIG — это процесс с открытой дугой, это означает, что с помощью этого метода нет реальной возможности минимизировать миграцию углерода.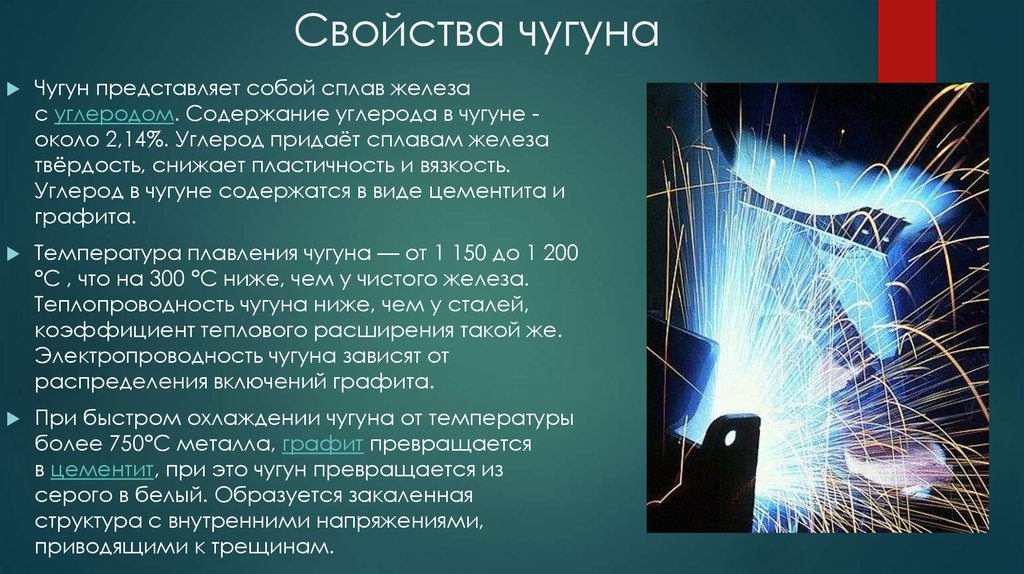
В дополнение к вышесказанному, единственным реальным вариантом, доступным с этой техникой при сварке чугуна, является никелевая проволока. Еще одна проблема с этим процессом заключается в том, что он может быть дорогим. Положительным моментом является то, что метод сварки TIG обеспечивает чистый и прочный сварной шов на большинстве изделий из чугуна. Кроме того, вы можете использовать метод сварки TIG для холодной сварки при условии, что вы используете соответствующие настройки проволоки и газа.
Это четыре наиболее распространенных метода сварки чугуна. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику/метод, наиболее подходящий для ваших нужд и выполняемой работы. Однако, независимо от того, какой метод вы выбрали для сварки чугуна, вам необходимо выполнить несколько основных шагов, чтобы получить эффективный сварной шов. Эти шаги обсуждаются далее.
Основные этапы сварки чугуна
При самостоятельной сварке чугуна необходимо знать основные этапы эффективной сварки чугуна. Сварка чугуна своими руками состоит из четырех этапов. Выполняя эти шаги в следующем порядке, вы сможете получить чрезвычайно прочный чугунный сварной шов.
Сварка чугуна своими руками состоит из четырех этапов. Выполняя эти шаги в следующем порядке, вы сможете получить чрезвычайно прочный чугунный сварной шов.
1. Идентификация сплава
Чугуны являются частью семейства сплавов железо-углерод и имеют высокое содержание углерода; отсюда они получают свою характеристику твердости. Хотя металл чугуна твердый, это качество достигается за счет пластичности. По сравнению с кованым железом или сталью чугун гораздо менее пластичен.
В результате вышеизложенного металл расширяется и сжимается при его нагреве и охлаждении в процессе сварки. Это создает напряжение растяжения. Сварить чугун может быть чрезвычайно сложно, потому что при нагрузке или нагреве он трескается, а не деформируется или растягивается. Однако вы можете улучшить эту ситуацию, добавляя различные сплавы. Ниже приведены два варианта, доступных для вас.
Серый чугун
Самый распространенный сплав чугуна, серый чугун лучше сваривается и пластичен, чем белый чугун. Во время производства углерод на сером чугуне превращается в графитовые чешуйки и превращается либо в ферритную, либо в перлитную кристаллическую микроструктуру. Единственная проблема с этим чугунным союзником заключается в том, что частицы графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может создать проблемы для сварщиков.
Во время производства углерод на сером чугуне превращается в графитовые чешуйки и превращается либо в ферритную, либо в перлитную кристаллическую микроструктуру. Единственная проблема с этим чугунным союзником заключается в том, что частицы графита внутри него могут попасть в сварочную ванну; это вызывает охрупчивание металла шва, что может создать проблемы для сварщиков.
Белый чугун
Другим доступным вариантом сплава чугуна является белый чугун. В отличие от серого чугуна, эта форма чугуна может удерживать углерод в виде карбида железа, не превращая его в графит. В результате получается хрупкая и твердая кристаллическая микроструктура цементита. Однако основная причина беспокойства по поводу белого чугуна заключается в том, что он в основном считается непригодным для сварки.
2. Очистите отливку
Перед началом сварки все отливки должны быть надлежащим образом подготовлены; это не зависит от того, какой литейный сплав вы выбрали для сварки. Еще одна важная вещь, которую нужно сделать здесь, это удалить все поверхностные материалы, чтобы подготовить отливку к сварке. Это обеспечит полную чистоту отливки в зоне сварки.
Еще одна важная вещь, которую нужно сделать здесь, это удалить все поверхностные материалы, чтобы подготовить отливку к сварке. Это обеспечит полную чистоту отливки в зоне сварки.
После того, как это будет сделано, следующим шагом будет удаление масла, жира, краски и других мешающих материалов из зоны сварки. Одна из самых важных вещей, которую необходимо обеспечить, это медленное и осторожное нагревание зоны сварки в течение короткого периода времени. Это поможет устранить любой газ, оставшийся в зоне сварки основного металла. Техника, которую вы можете использовать для проверки готовности чугунной поверхности, заключается в том, что сварочный проход опирается на металл. Если на металле присутствуют примеси, то он будет пористым. Чтобы убедиться, что пористость устранена, вы можете повторить процесс несколько раз во время шлифовки прохода.
3. Предварительный нагрев
При нагрузке все чугуны могут стать уязвимыми для отслеживания. Таким образом, самое важное, что нужно сделать, чтобы избежать трещин в чугуне, — это контролировать нагрев во время сварки. Сварка чугуна состоит из трех этапов. Три этапа:
Сварка чугуна состоит из трех этапов. Три этапа:
- Предварительный нагрев
- Низкотемпературный ввод
- Медленное охлаждение
Тепловое расширение является основной причиной, по которой вы хотите контролировать тепло во время сварки. Металл может расширяться при нагревании. Однако нагревание и расширение всей чугунной детали с одинаковой скоростью поможет избежать напряжения в металле. С другой стороны, локализация тепла в зоне термического влияния может вызвать накопление напряжения в металле.
Проблема локального нагрева заключается в том, что он может привести к ограничению расширения. Здесь более холодный металл вокруг околошовной зоны управляет ГЦ. Кроме того, температурный градиент между телом отливки и зоной термического влияния определяет степень результирующего напряжения.
Растяжение снимает напряжение, вызванное ограниченным расширением и сжатием стали и других пластичных металлов. Однако это может привести к трещинам в металле при усадке; это потому, что пластичность чугуна довольно низкая.
С помощью предварительного прослушивания можно уменьшить температурный градиент между околошовной зоной и телом отливки. Это, в свою очередь, снизит растягивающее напряжение, вызванное сваркой. Как правило, при высокотемпературных методах сварки требуется более высокая температура предварительного нагрева. Таким образом, наилучшей стратегией снижения тепловложения при отсутствии надлежащего предварительного нагрева является выбор процесса низкотемпературной сварки. Кроме того, вам следует использовать проволоку или сварочные прутки с низкой температурой плавления.
Другим фактором, влияющим на напряжения, возникающие в сварном шве, является скорость охлаждения. Усадка может быть результатом быстрого охлаждения, что приводит к хрупкости и легкому растрескиванию сварных швов. С другой стороны, низкое охлаждение может свести к минимуму напряжение, вызванное усадкой и затвердеванием.
В завершение этого шага отметим, что хотя все чугуны могут трескаться под нагрузкой, вы можете снизить вероятность этого с помощью предварительного нагрева. Это указывает на важность этого этапа при сварке чугуна.
Это указывает на важность этого этапа при сварке чугуна.
4. Выберите метод сварки
Мы уже рассмотрели четыре основных метода/метода, используемых для сварки чугуна. Основываясь на информации, предоставленной выше, вам необходимо выбрать метод сварки, который лучше всего подходит для выполнения сварочных работ. Другими словами, выбирать технику сварки нужно исходя из размеров свариваемого металла и сплава.
5. Финишная обработка
После того, как вы выбрали и использовали наиболее подходящий метод сварки для чугуна, который необходимо сварить, следующим и последним шагом будет чистовая обработка сварного шва. По мере того как сварной шов остывает и сжимается, в свариваемом чугунном металле может возникать растягивающее напряжение.
Таким образом, на этапе термического сжатия наиболее вероятно образование трещин в отлитом из чугуна металле. Почти наверняка сварной шов начнет трескаться, как только напряжение достигнет критической точки.