Техзадание на устройство ограждения из колючей проволоки: Техзадание на устройство ограждения из колючей проволоки
alexxlab | 18.08.2023 | 0 | Разное
Установка временного ограждения вертолетных площадок военной части
Техническое задание № от 2012г по объекту: Установка временного ограждения вертолетных площадок военной части
©dereksiz.org 2023 әкімшілігінің қараңыз | Басты бет |
 С.Синельников
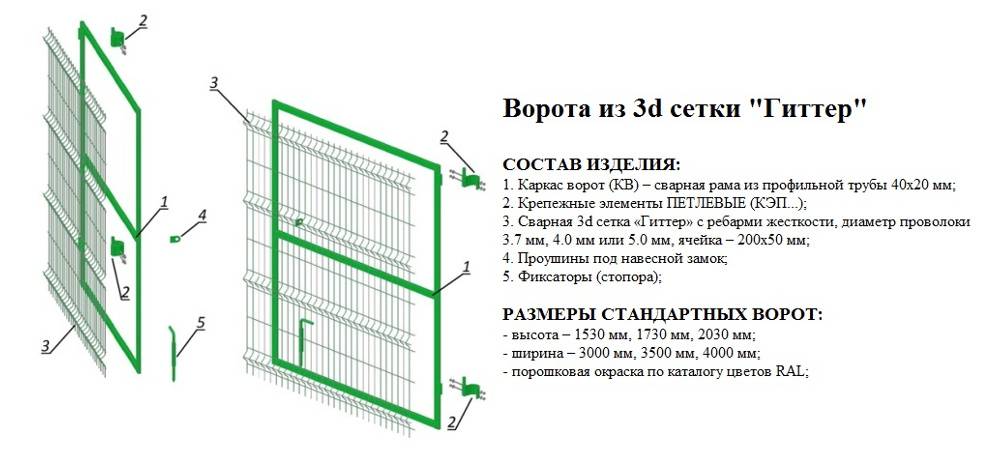
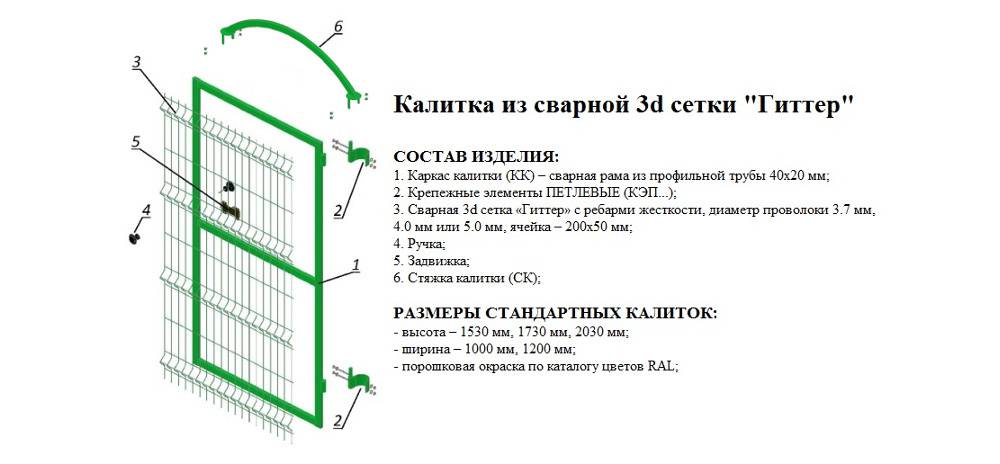
С.Синельников  Ворота оборудовать запором и стопором.
Ворота оборудовать запором и стопором.  48 Mb.
48 Mb.Официальный сайт МО пос.Смолячково
|
Адрес органов местного самоуправления муниципального образования поселок Смолячково 197720 e-mail: Звоните:
|
Добро пожаловать на сайт СМОЛЯЧКОВО
Поселок Смолячково расположен на территории Курортного района – зеленой зоны мегаполиса,
места традиционного отдыха ленинградцев-петербуржцев.
|
Уважаемые жители поселка Смолячково! По фактам коррупции на территории муниципального образования поселок Смолячково Вы можете написать сообщение. Написать сообщение Логин Пароль Запомнить меня |
||||||||||||||||

 А.Смолячкову, зачинателю снайперского движения на Ленинградском фронте посвящена мемориальная табличка на здании ДОЛ “Ласточка” по Приморскому шоссе дом 678.
А.Смолячкову, зачинателю снайперского движения на Ленинградском фронте посвящена мемориальная табличка на здании ДОЛ “Ласточка” по Приморскому шоссе дом 678. ..
.. ..
..Страница не найдена [404] | Расширение сотрудничества UGA
Публикации4-H Молодежное развитие Встречи округов и клубов, экологическое просвещение, программы животноводства, достижения в проектах, летний лагерь
Животноводство Аквакультура, говядина, пчелы, молочные продукты, лошади, мелкие жвачные, птица и яйца, свиноводство
Окружающая среда и природные ресурсы Инвазивные виды, предотвращение загрязнения, лесное хозяйство, вода и засуха, погода и климат, дикая природа
Деньги, семья и дом Развитие взрослых и семьи, развитие младенцев, детей и подростков, деньги, жилище и домашняя среда
Полевые культуры, производство кормов и газонов Кукуруза, хлопок, фураж, пенька, арахис, мелкие злаки, соевые бобы, табак, газон
Еда и здоровье Сохранение пищевых продуктов, коммерческая и домашняя безопасность пищевых продуктов, пищевая наука и производство, питание и здоровье
Производство фруктов, овощей и декоративных растений Черника, виноград, декоративное садоводство, лук, персики, орехи пекан, мелкие фрукты, овощи
Газон, сад и ландшафт Домашние сады, уход за газонами, декоративные растения, ландшафтный дизайн
Сорняки, болезни и вредители Болезни и паразиты животных, муравьи, термиты, вши и другие вредители, неприятные животные, борьба с вредителями и болезнями растений, сорняки
Актуальные и актуальные темы
Последние обновления, инициативы и программы от UGA Extension.
- 4-H Встречи округов и клубов
- Волонтерская программа Master Gardener Extension
- Образовательная программа по безопасности пестицидов
- Учебная программа школьного сада
- Обучение ServSafe®
- Услуги по тестированию почвы и воды
 Узнайте, что есть у расширения для вас!
Узнайте, что есть у расширения для вас!Посмотреть все программы и услуги
Окружные офисы Календарь Расширение меняет Грузию Совместные программы повышения квалификации Университета Джорджии улучшают жизнь людей и дают результаты.Наше влияние
Присоединяйтесь к нам- Работа для агентов и преподавателей
- Дополнительные преподаватели
- Вакансии персонала
- Стажировки
- 4-H Экологические преподаватели
- Волонтеры
- Чем мы занимаемся
- Наши программы
- Наша история
- Районы, учреждения и центры
- Кадровый справочник
- Лидерство
- Связанные агентства
- Поддержите нас
- Свяжитесь с нами
Колючая проволока | Encyclopedia.
 com
comбуря
просмотров обновлено 21 мая 2018Справочная информация
Колючая проволока представляет собой ограждающий материал, состоящий из металлического троса с равномерно расположенными острыми выступами. Кабель обычно состоит из двух проводов, скрученных друг вокруг друга, чтобы добавить прочности и позволить кабелю расширяться и сжиматься при изменении температуры без разрыва. Острые концы, называемые зазубринами, обычно состоят из коротких отрезков проволоки, скрученных вокруг одной или обеих жил кабеля.
Заборы различных видов использовались с самых первых дней земледелия 10 000 лет назад. Заборы строили из дерева, земли, камня и живых растений (живые изгороди в Европе и кактусы в Латинской Америке). Металл не использовался для ограждения до тех пор, пока в 19 веке не стала доступна стальная проволока.
Короткие отрезки проволоки впервые были изготовлены не менее 5000 лет назад путем ковки гибких металлов, таких как золото. К 1000 году проволока большей длины производилась с помощью натяжных стержней из мягкого металла, такого как сплавы свинец и олово, через штамп из более твердого металла, такого как железо . В наше время, до середины 19 века, большую часть проволоки изготавливали из кованого железа. К 1870 году улучшения в производстве стали позволили впервые производить большое количество стальной проволоки.
К 1000 году проволока большей длины производилась с помощью натяжных стержней из мягкого металла, такого как сплавы свинец и олово, через штамп из более твердого металла, такого как железо . В наше время, до середины 19 века, большую часть проволоки изготавливали из кованого железа. К 1870 году улучшения в производстве стали позволили впервые производить большое количество стальной проволоки.
Стальная проволока впервые использовалась для ограждения во время заселения американского Запада в районах, где не хватало древесины. Ранние проволочные заборы состояли из отдельных нитей, которые легко ломались в холодную погоду или бродячим скотом. В 1860 году француз Леонс Эжен Грассен-Баледанс запатентовал использование скрученных прядей листового металла с выступающими точками в качестве «защиты забора». Аналогичный метод был запатентован в США в 1867 году Альфонсо Даббом. В том же году Люсьен Смит и Уильям Хант получили патенты на одножильный провод с зазубринами. В 1868 году Майкл Келли изобрел первую двухжильную колючую проволоку, но первая коммерчески успешная колючая проволока была запатентована Джозефом Фаруэллом Глидденом из ДеКалба, штат Иллинойс, в 1874 году. В том же году аналогичные патенты были поданы Джейкобом Хейшем и Леонардом Эллвудом, оба также ДеКалб. После двадцати лет судебных баталий Верховный суд США вынес решение в пользу Глиддена, и его часто считают «изобретателем» колючей проволоки.
В том же году аналогичные патенты были поданы Джейкобом Хейшем и Леонардом Эллвудом, оба также ДеКалб. После двадцати лет судебных баталий Верховный суд США вынес решение в пользу Глиддена, и его часто считают «изобретателем» колючей проволоки.
Использование колючей проволоки чрезвычайно возросло в 1870-х и 1880-х годах, что имело некоторые неприятные побочные эффекты. В суровые зимы 1885-1886 и 1886-1887 годов тысячи голов крупного рогатого скота замерзли, когда им не удалось прорваться через колючую проволоку, предназначенную для того, чтобы они не ушли слишком далеко на юг. Конфликты между владельцами ранчо, которые хотели неогороженные пастбища, и фермерами, которые хотели огороженные пахотные земли, переросли в срезание заборов, захват земель и жестокие войны на пастбищах. В конце концов конфликт утих, когда стало ясно, что колючая проволока становится необходимой по мере увеличения численности людей и крупного рогатого скота.
Колючая проволока была адаптирована для использования в военных целях во время англо-бурской войны и использовалась в огромных количествах во время Первой мировой войны. Хотя колючая проволока часто используется для обеспечения безопасности, на сельское хозяйство по-прежнему приходится 90% ее использования. Многие люди собирают старинную колючую проволоку, а некоторые редкие экземпляры продаются за сотни долларов. Сотни коллекционеров.
посетить ежегодный фестиваль колючей проволоки в Ла-Кроссе, штат Канзас, где находится Музей колючей проволоки.
Хотя колючая проволока часто используется для обеспечения безопасности, на сельское хозяйство по-прежнему приходится 90% ее использования. Многие люди собирают старинную колючую проволоку, а некоторые редкие экземпляры продаются за сотни долларов. Сотни коллекционеров.
посетить ежегодный фестиваль колючей проволоки в Ла-Кроссе, штат Канзас, где находится Музей колючей проволоки.
Сырье
Колючая проволока обычно изготавливается из стали, которая представляет собой сплав железа с небольшим количеством углерода. Сырьем, необходимым для производства стали, являются железная руда, кокс (богатое углеродом вещество, получаемое путем нагревания угля до высокой температуры в отсутствие воздуха) и известняк. Для предотвращения ржавчины стальную проволоку обычно покрывают цинк. Иногда сталь покрыта алюминием, а иногда сама колючая проволока делается из алюминия.
Производство
Процесс
Изготовление стальных слитков
- 1 Железная руда, кокс и известняк нагреваются в доменной печи горячим сжатым воздухом.
 Кокс производит тепло (для плавления железной руды) и монооксид углерода (который реагирует с оксидами железа в руде с выделением железа). Известняк реагирует с примесями в железной руде, такими как сера, с образованием шлака, который удаляют. Конечным продуктом доменной печи является чугун, содержащий не менее 90% железа, 3-5% углерода и различные примеси.
Кокс производит тепло (для плавления железной руды) и монооксид углерода (который реагирует с оксидами железа в руде с выделением железа). Известняк реагирует с примесями в железной руде, такими как сера, с образованием шлака, который удаляют. Конечным продуктом доменной печи является чугун, содержащий не менее 90% железа, 3-5% углерода и различные примеси. - 2 Для преобразования чугуна в сталь необходимо удалить примеси и большую часть углерода. (Железо без углерода намного слабее стали, но железо с избытком углерода хрупко.) Существуют различные методы очистки чугуна, наиболее распространенным из которых является процесс кислородной стали (BOS). В этом методе кислород вдувается в расплавленный чугун под высоким давлением. Углерод выделяется в виде монооксида углерода, а примеси выделяются в виде шлака. Оставшуюся расплавленную сталь разливают в формы и охлаждают, превращая в слитки весом в тысячи фунтов каждый.
Казалось бы, простое изобретение колючей проволоки имеет интересную историю. До его появления первые американские фермеры полагались на европейские традиции, чтобы создать подходящее ограждение для различных типов сельского хозяйства. Они пробовали обычные поля без ограждений, 90 135 “d&ad” 90 136 заборов из камня или дерева, “живые” заборы из живой изгороди или простые проволочные заборы. В конце концов их заменила колючая проволока, которая была доступной, относительно простой в установке и обслуживании, не монополизировала скудные местные ресурсы, такие как древесина, и оказалась очень эффективной в контроле за домашним скотом.
До его появления первые американские фермеры полагались на европейские традиции, чтобы создать подходящее ограждение для различных типов сельского хозяйства. Они пробовали обычные поля без ограждений, 90 135 “d&ad” 90 136 заборов из камня или дерева, “живые” заборы из живой изгороди или простые проволочные заборы. В конце концов их заменила колючая проволока, которая была доступной, относительно простой в установке и обслуживании, не монополизировала скудные местные ресурсы, такие как древесина, и оказалась очень эффективной в контроле за домашним скотом.
Колючая проволока была непосредственной причиной и главным орудием печально известных “войн изгоев” между скотоводами и фермерами. Колючая проволока также была центром споров, поскольку различные изобретатели и производители боролись за патентные права и лицензии и в конечном итоге сформировали Союз производителей колючей проволоки для установления цен. Фермеры обвинили производителей в установлении цен и монополистической практике, и они объединились против производителей.
Заводы по производству колючей проволоки также принесли промышленность в сельскую Америку. ДеКалб, штат Иллинойс, был сонной фермерской деревушкой в шестидесяти милях к западу от Чикаго, пока местные предприниматели-изобретатели, такие как Джозеф Глидден и Джейкоб Хейш, не стали активно участвовать в производстве колючей проволоки в 1870-х годах. Фабрики с новыми видами промышленных рабочих мест изменили экономическую базу и демографию города. Благодаря расширенным железнодорожным путям он стал намного ближе к Чикаго. Добавление нормальной школы и пединститута в 1890-е подтвердили трансформацию, и ДеКалб, также известный как «Город колючек», начал 20-й век виртуальным аванпостом великого мегаполиса.
William S. Pretzer
Изготовление заготовок
- 3 Заготовка представляет собой стальной стержень с квадратным поперечным сечением, размеры которого обычно не превышают примерно 6 дюймов (15 см) на 6 дюймов (15 см). (Если размеры
больше полоса известна как цветение; если поперечное сечение прямоугольное, а не квадратное, стержень известен как плита.
 ) Стальной слиток нагревают до температуры около 219°С.2°F (1200°C), затем раскатывали взад-вперед между рифлеными валками, пока не достигли нужного размера. Гигантские ножницы разрезают заготовку на нужную длину; затем дают остыть. Также можно формовать заготовки непосредственно из расплавленной стали, заливая ее через медную форму с водяным охлаждением для придания ей формы, а затем обрызгивая ее водой для затвердевания.
) Стальной слиток нагревают до температуры около 219°С.2°F (1200°C), затем раскатывали взад-вперед между рифлеными валками, пока не достигли нужного размера. Гигантские ножницы разрезают заготовку на нужную длину; затем дают остыть. Также можно формовать заготовки непосредственно из расплавленной стали, заливая ее через медную форму с водяным охлаждением для придания ей формы, а затем обрызгивая ее водой для затвердевания.
Изготовление проволоки
- 4 Стальную заготовку снова нагревают и прокатывают до тех пор, пока она не превратится в круглый стержень диаметром 0,2 дюйма (5,6 мм), известный как катанка. Катанка сворачивается в бухты массой до 3,9 г.69 фунтов (1800 кг), который отправляется производителю проволоки.
- 5 Окалина, поверхностное покрытие из оксида железа, которое образуется на стали при нагревании, должна быть удалена с катанки. Это можно сделать, замачивая его в горячей разбавленной кислоте (серной кислоте при 180°F [82°C] или соляной кислоте при 140°F [60°C]) и промывая водой.
 Этот процесс известен как травление. Окалина также может быть удалена путем изгиба проволочного стержня вперед и назад между рядом колес, чтобы сломать его, или путем взрыва быстро движущимися частицами песка, оксида алюминия или чугунной дроби.
Этот процесс известен как травление. Окалина также может быть удалена путем изгиба проволочного стержня вперед и назад между рядом колес, чтобы сломать его, или путем взрыва быстро движущимися частицами песка, оксида алюминия или чугунной дроби. - 6 Чистая катанка покрыта известью, бурой или фосфатом. Это покрытие предотвращает ржавление, нейтрализует любые оставшиеся следы кислоты и помогает смазочным материалам прилипать к катанке, когда из нее делают проволоку.
- 7 Один конец катанки с покрытием имеет заостренную форму. Этот конец вставляется подобно нити, проходящей через игольное ушко, в матрицу, состоящую из очень твердого центрального наконечника из карбида вольфрама, окруженного стальным держателем. Катанка смазывается маслом или мылом и протягивается через матрицу для уменьшения ее диаметра. Этот процесс известен как рисование. Серия штампов используется для уменьшения катанки от ее
исходного размера до нужного размера проволоки. Для колючей проволоки диаметр обычно составляет 0,09 мм.
 7 дюймов (2,5 мм). Обычно для достижения такого размера требуется около шести или семи штампов.
7 дюймов (2,5 мм). Обычно для достижения такого размера требуется около шести или семи штампов. - 8 Во время вытягивания проволоки она становится твердой и жесткой. Чтобы сделать его гибким, его нагревают, процесс, известный как отжиг. Проволоку можно отжигать, нагревая ее в ванне с расплавленной солью, в ванне с расплавленным свинцом или в печи, содержащей азот. Все эти методы предотвращают образование накипи, защищая сталь от кислорода.
Изготовление колючей проволоки
- 9 Проволока для изготовления колючей проволоки обычно оцинкована (покрыта цинком) для защиты от коррозии. Проволока должна быть идеально чистой и сухой, чтобы ее можно было надлежащим образом оцинковать. Сначала его моют в ванне с горячей разбавленной соляной кислотой, затем ополаскивают горячей водой. Затем он проходит через раствор горячего хлорида цинка или хлорида аммония, чтобы предотвратить образование ржавчины при сушке. После сушки проволока проходит через ванну с расплавленным цинком.
 Избыток цинка удаляют, а покрытой проволоке дают остыть. (Иногда проволока аналогичным образом покрывается алюминием.) Проволока также может быть покрыта цинком с помощью процесса, известного как гальваническое цинкование. Проволоке придают отрицательный электрический заряд и пропускают через раствор сульфата цинка или какой-либо другой соли цинка. Положительные ионы цинка притягиваются к отрицательному проводу и образуют покрытие.
Избыток цинка удаляют, а покрытой проволоке дают остыть. (Иногда проволока аналогичным образом покрывается алюминием.) Проволока также может быть покрыта цинком с помощью процесса, известного как гальваническое цинкование. Проволоке придают отрицательный электрический заряд и пропускают через раствор сульфата цинка или какой-либо другой соли цинка. Положительные ионы цинка притягиваются к отрицательному проводу и образуют покрытие. - 10 Одна автоматическая машина выполняет все шаги, необходимые для преобразования оцинкованной проволоки в колючую. Два провода подаются в машину и скручиваются вместе, образуя кабель. Еще одна проволока подается в машину сбоку и
скручены вокруг одного или обоих проводов кабеля. Эта проволока обрезана под углом с обеих сторон, образуя зазубрину с двумя точками. Два провода скручиваются и разрезаются вместе, если нужны четырехточечные зазубрины. Колючая проволока натягивается на заданное расстояние (обычно 4 или 5 дюймов [10 или 13 см]), и процесс повторяется для равномерного распределения колючек.
 Колючая проволока наматывается на катушки и разрезается на 1319 отрезков.-футовой (402 м) длины. Затем эти катушки загружаются на грузовики и отправляются заказчику.
Колючая проволока наматывается на катушки и разрезается на 1319 отрезков.-футовой (402 м) длины. Затем эти катушки загружаются на грузовики и отправляются заказчику.
Контроль качества
Стандарты для колючей проволоки установлены Американским обществом по испытаниям и материалам. Производители колючей проволоки используют тесты, описанные в этих стандартах, чтобы гарантировать своим клиентам, что они покупают качественный продукт.
Одна катушка колючей проволоки из каждых 50 выбирается для испытаний и проверки. Сначала измеряются размеры для точности. Диаметр жил кабеля и зазубрин не должен отличаться более чем на 0,5 дюйма (0,13 мм). Шипы должны выступать не менее чем на 0,37 дюйма (90,5 мм) от центра кабеля. Не менее 93,5% промежутков между зазубринами должны быть в пределах 0,74 дюйма (19 мм) от желаемой длины. (100-процентная точность определения расстояния между шипами невозможна из-за небольших перемещений шипов во время обработки.) Образец колючей проволоки длиной 25 футов (7,6 м) должен содержать не менее 69 шипов, если они расположены на расстоянии 4 дюйма (10 см) друг от друга. и не менее 55 шипов, если они расположены на расстоянии 5 дюймов (13 см) друг от друга. Длина проволоки на катушке должна быть не менее 1319 футов (402 м).
и не менее 55 шипов, если они расположены на расстоянии 5 дюймов (13 см) друг от друга. Длина проволоки на катушке должна быть не менее 1319 футов (402 м).
Испытание на прочность проводится на образце колючей проволоки длиной 4 фута (1,2 м). Образец вытягивают с измеряемой силой до тех пор, пока он не сломается. Он должен выдерживать силу не менее 4230 ньютонов.
Для оцинкованной колючей проволоки другой образец длиной 4 фута (1,2 м) испытывается на наличие цинкового покрытия. Образец взвешивают, затем цинк удаляют соляной кислотой. Взвесив образец еще раз и отметив разницу в двух весах, можно определить количество цинкового покрытия. Аналогичная процедура используется для измерения цинкового покрытия на зазубринах. Минимальный требуемый вес зависит от диаметра жил кабеля. Для наиболее распространенного диаметра (0,097 дюйма или 2,5 мм) каждая линейная проволока и каждая зазубрина должны быть покрыты слоем не менее 3,2 унции (90 г) цинка на квадратный метр (11 кв. футов) для покрытия класса 1 или не менее 8,6 унций (245 г) на квадратный метр (11 кв.