Текучесть материала это: Предел текучести стали: определение, ГОСТ, значения
alexxlab | 11.01.2023 | 0 | Разное
Текучесть и ползучесть
Текучесть, свойство тел пластически или вязко деформироваться под действием напряжений; характеризуется величиной, обратной вязкости. У вязких тел (газов, жидкостей) текучесть (Т.) проявляется при любых напряжениях, у пластичных твёрдых тел — лишь при высоких напряжениях, превышающих предел Т.
У различных тел существуют разные механизмы Т., определяющие сопротивление тел пластическому или вязкому течению. У газов механизм Т. связан с переносом импульса из тех слоев, где имеется преобладающее движение молекул газа в направлении течения, к слоям, у которых это движение меньше. У жидкостей механизм Т. представляет собой преобладающую диффузию в направлении действия напряжений.
Элементарным
актом при этой диффузии является
скачкообразное перемещение молекулы
или пары молекул, или сегмента
макромолекулярной цепи (у высокомолекулярных
веществ), сопровождающееся переходом
через энергетический барьер.
С явлениями Т. приходится сталкиваться как на Земле, так и в космосе. На Земле Т. проявляется в движении материков, движениях в атмосфере и гидросфере, тектонических движениях горных массивов. В технике с явлением Т. сталкиваются, например, при движениях газов и жидкостей по трубам и в аппаратах различных производств. Пластические течения и ползучесть имеют место в различных элементах конструкций, работающих при больших нагрузках.
Ползучесть
Ползучесть материалов,
медленная непрерывная пластическая
деформация твёрдого тела под воздействием
постоянной нагрузки или механического
напряжения. П в той или иной мере подвержены все
твёрдые тела — как кристаллические,
так и аморфные. Явление П. было замечено
несколько сот лет назад, однако
систематические исследования П. металлов
и сплавов, резин, стекол относятся к
началу 20 в. и особенно к 40-м гг., когда в
связи с развитием техники столкнулись,
например, с П. дисков и лопаток паровых
и газовых турбин, реактивных двигателей
и ракет, в которых значительный нагрев
сочетается с механическими нагрузками.
Потребовались конструкционные материалы (жаропрочные
сплавы), детали из которых выдергивали бы нагрузки
длительное время при повышенных
температурах. Долгое время считали, что
П. может происходить только при повышенных
температурах, однако П. имеет место и
при очень низких температурах, так,
например, в кадмии заметная П. наблюдается
при температуре —269 °С, а у железа — при
—169 °С.
П в той или иной мере подвержены все
твёрдые тела — как кристаллические,
так и аморфные. Явление П. было замечено
несколько сот лет назад, однако
систематические исследования П. металлов
и сплавов, резин, стекол относятся к
началу 20 в. и особенно к 40-м гг., когда в
связи с развитием техники столкнулись,
например, с П. дисков и лопаток паровых
и газовых турбин, реактивных двигателей
и ракет, в которых значительный нагрев
сочетается с механическими нагрузками.
Потребовались конструкционные материалы (жаропрочные
сплавы), детали из которых выдергивали бы нагрузки
длительное время при повышенных
температурах. Долгое время считали, что
П. может происходить только при повышенных
температурах, однако П. имеет место и
при очень низких температурах, так,
например, в кадмии заметная П. наблюдается
при температуре —269 °С, а у железа — при
—169 °С.
П.
наблюдают при растяжении, сжатии,
кручении и др. видах нагружения. В
реальных условиях службы жаропрочного
материала П. происходит в весьма сложных
условиях нагружения.
Рис. 1. Кривая ползучести
П.
описывается т. н. кривой ползучести {рис. 1), которая
представляет собой зависимость деформации
от времени при постоянных температуре
и приложенной нагрузке (или напряжении).
Её условно делят на три участка, или
стадии: АВ – участок неустановившейся (или затухающей)
П. (I стадия), ВС
— участок
установившейся П. — деформации, идущей
с постоянной скоростью (II стадия), СО
— участок
ускоренной П. (III стадия), Ео — деформация
в момент приложения нагрузки, точка D — момент
разрушения. Как общее время до разрушения,
так и протяжённость каждой из стадий
зависят от температуры и приложенной
нагрузки. При температурах, составляющих
0,4—0,8 температуры плавления металла
(именно эти температуры представляют
наибольший технический интерес),
затухание П. на первой её стадии является
результатом деформационного упрочнения {наклёпа). Т. к,. П. происходит
при высокой температуре, то возможно
также снятие наклёпа — т. н. возврат свойств материала. Когда скорости
наклёпа и возврата становятся одинаковыми,
наступает II стадия П. Переход в III стадию
связан с накоплением повреждения
материала (поры, микротрещины), образование
которых начинается уже на I и II стадиях.
н. возврат свойств материала. Когда скорости
наклёпа и возврата становятся одинаковыми,
наступает II стадия П. Переход в III стадию
связан с накоплением повреждения
материала (поры, микротрещины), образование
которых начинается уже на I и II стадиях.
Описанные кривые П. имеют одинаковый вид для широкого круга материалов — металлов и сплавов, ионных кристаллов, полупроводников, полимеров, льда и др. твёрдых тел. Структурный же механизм П., т. е. элементарные процессы, приведшие к П., зависит как от вида материала, так и от условий, в которых происходит П. Физический механизм П. такой же, как и
 При
постоянных деформациях вследствие П.
напряжения с течением времени падают,
т. е. происходит релаксация напряжений (рис. 2).
При
постоянных деформациях вследствие П.
напряжения с течением времени падают,
т. е. происходит релаксация напряжений (рис. 2).Высокое сопротивление П. является одним из факторов, определяющих жаропрочность. Для сравнительной оценки технических материалов сопротивление П. характеризуют пределом ползучести — напряжением, при котором за заданное время достигаемся данная деформация
. В авиационном моторостроении принимают время, равное 100—200 ч, при конструировании стационарных паровых турбин — 100 000 ч. Иногда сопротивление П. характеризуют величиной скорости деформации по прошествии заданного времени.Кривые ползучести; кривые релаксации напряжения
Рис. 2. а — кривые ползучести εр металлов при различных нагрузках; 6 — кривые релаксации напряжения σ при постоянной деформации.
Меры
повышения прочности. При создании высокопрочных материалов
стремятся в первую очередь повысить
сопротивление пластической деформации,
В кристаллических телах это достигается
либо за счет снижения
плотности дефектов (П. нитевидных
кристаллов, лишённых подвижных дислокации,
достигает теоретической), либо за счёт
предельно большой плотности дислокации
в мелкодисперсном материале. Второе
требование — большое сопротивление
разрушению — сводится к выбору материала
с высокой теоретической прочностью σ
нитевидных
кристаллов, лишённых подвижных дислокации,
достигает теоретической), либо за счёт
предельно большой плотности дислокации
в мелкодисперсном материале. Второе
требование — большое сопротивление
разрушению — сводится к выбору материала
с высокой теоретической прочностью σ
материалы
с модулем Юнга Е, превышающим максимальные
встречающиеся в природе значения, можно
искусственно, путем применения высоких
давлений; однако в этом направлении
делаются лишь первые шаги. Большие
значения σТ затрудняют зарождение микротрещин.
Чтобы предотвратить их рост, материал
должен быть достаточно пластичным.
Тогда у вершины трещины необходимые
для ее роста высокие напряжения
рассасываются за счёт пластической
деформации. Сочетание высокой прочности
и пластичности достигается в сплавах
термомеханической обработкой, в
композитах — подбором материала волокон
и матрицы, объёмной доли и размера
волокон. Трещина, возникшая в прочной
(обычно хрупкой) фазе сплава или в волокне
композита, останавливается у границы
с пластичной матрицей.
Увеличение
прочности
и сопротивления усталости
металлов или сплавов при сохранении
достаточно высокой пластичности ),
вязкости (KCU, KCT) и трещиностойкости (K1c)
повышает надежность и долговечность
машин (конструкций) и понижает расход
материалов на их изготовление вследствие
уменьшения сечения деталей.
Увеличение
прочности достигается созданием
соответствующих композиций сплавов и
технологии обработки. При этом происходит
изменение состава и природы фаз,
образующих сплав, их количества и
размера, характера распределения
дислокации и других дефектов
кристаллического строения. Поэтому
устанавливают связь между структурой
и конструктивной прочностью металлов
и сплавов.
Повышение
прочности достигается: созданием
металлов и сплавов с бездефектной
структурой, что требует больших затрат
и повышением плотности дефектов (в том
числе и дислокаций), затрудняющих
движение дислокаций, что вполне
реально.
Рассмотрим
с этих позиций основные механизмы
упрочнения: деформационное, твердо
растворное, образование гетерогенных
структур (дисперсное упрочнение),
различного рода границ и оценим их роль
в охрупчивании металлов.
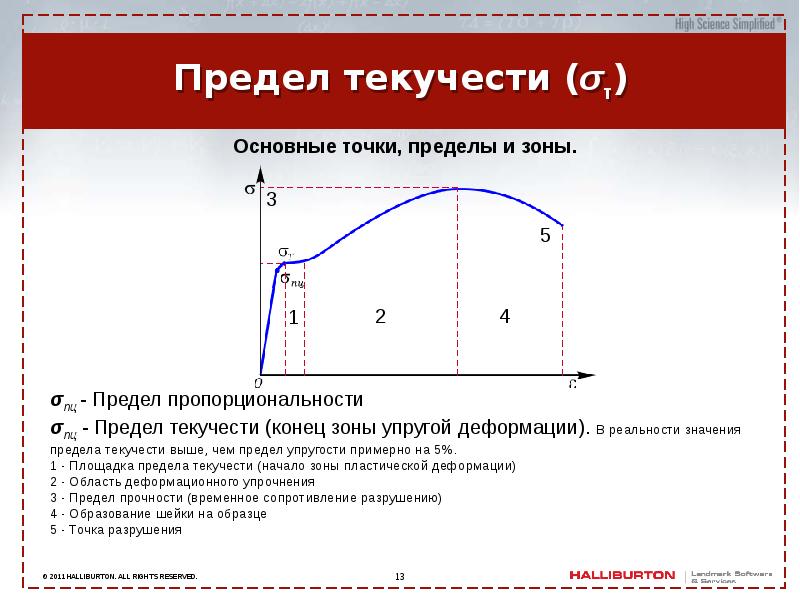
Деформационное
упрочнение (наклеп) приводит к увеличению плотности
дислокаций, что сильно повышает предел
текучести, но одновременно резко снижает
сопротивление хрупкому разрушению.
При
образовании твердых растворов ( твердо
растворное упрочнение)
увеличиваются предел прочности и
текучести и твердость. Повышение
прочности в твердом растворе прямо
пропорционально концентрации растворенного
элемента ( до 10 -30 %) Величина К1с при
образовании твердых растворов снижается.
Основная причина охрупчивания металла
в присутствии примесей внедрения – малая
подвижность дислокаций. Механические
свойства сплавов твердых растворов в
сильной степени зависят от величины
зерна, полигонизированной структуры
(субструктуры) и других структурных
изменений.
Эффективным
барьером для движения дислокаций в
металлах является межзеренная граница
– зернограничное
упрочнение. Повышение прочности при измельчении
зерна не сопровождается охрупчиванием.
Чем мельче зерно, тем труднее развивается
хрупкая трещина, поскольку границы
зерен затрудняют переход трещины сколом
из одного зерна в другое вследствие
изменения ее направления движения.
Измельчение зерна понижает порог
хладноломкости.
Выделение
внутри зерен твердого раствора
высокодисперсных равномерно распределенных
частиц упрочняющих фаз, сильно повышает
предел текучести (
Механические
свойства сплавов твердых растворов в
сильной степени зависят от величины
зерна, полигонизированной структуры
(субструктуры) и других структурных
изменений.
Эффективным
барьером для движения дислокаций в
металлах является межзеренная граница
– зернограничное
упрочнение. Повышение прочности при измельчении
зерна не сопровождается охрупчиванием.
Чем мельче зерно, тем труднее развивается
хрупкая трещина, поскольку границы
зерен затрудняют переход трещины сколом
из одного зерна в другое вследствие
изменения ее направления движения.
Измельчение зерна понижает порог
хладноломкости.
Выделение
внутри зерен твердого раствора
высокодисперсных равномерно распределенных
частиц упрочняющих фаз, сильно повышает
предел текучести (
 Таким
образом, для получения сплавов с высокой
конструктивной прочностью нужно, чтобы
основной твердый раствор имела
мелкозернистое строение с развитой
внутренней субструктурой, в которой
равномерно распределены высокодисперсные
частицы упрочняющей фазы. И такая
структура сплава обеспечивает получение
полупроницаемых барьеров для движущихся
дислокаций и сочетание высокой прочности
,
пластичности ),
вязкости разрушения (K1c), вязкости (KCV,
KCT) и низкой температуры вязко хрупкого
перехода ( порог хладноломкости
t50).
Рассмотренные
механизмы упрочнения положены в основу
современных технологических процессов
повышения конструктивной прочности
металлов и сплавов.
Таким
образом, для получения сплавов с высокой
конструктивной прочностью нужно, чтобы
основной твердый раствор имела
мелкозернистое строение с развитой
внутренней субструктурой, в которой
равномерно распределены высокодисперсные
частицы упрочняющей фазы. И такая
структура сплава обеспечивает получение
полупроницаемых барьеров для движущихся
дислокаций и сочетание высокой прочности
,
пластичности ),
вязкости разрушения (K1c), вязкости (KCV,
KCT) и низкой температуры вязко хрупкого
перехода ( порог хладноломкости
t50).
Рассмотренные
механизмы упрочнения положены в основу
современных технологических процессов
повышения конструктивной прочности
металлов и сплавов.Определение текучести расплава полимеров – www.rd-center.ru
Определение текучести расплава полимеров – www.rd-center.ru- Главная
- Услуги
- Испытательная лаборатория
- Определение текучести расплава полимеров
Показатель текучести расплава полимерного материала – это масса полимера в граммах, выдавливаемая через капилляр при определенной температуре и определенном перепаде давления за 10 минут. Определение величины показателя текучести расплава производят на специальных приборах, называемых капиллярными вискозиметрами. При этом размеры капилляра стандартизованы: длина 8,000+0,025 мм; диаметр 2,095+0,005 мм; внутренний диаметр цилиндра вискозиметра составляет 9,54+0,016 мм. Не целочисленные значения размеров капилляров связанны с тем, что впервые методика определения показателя текучести расплава появилась в странах с английской системой мер.
Определение величины показателя текучести расплава производят на специальных приборах, называемых капиллярными вискозиметрами. При этом размеры капилляра стандартизованы: длина 8,000+0,025 мм; диаметр 2,095+0,005 мм; внутренний диаметр цилиндра вискозиметра составляет 9,54+0,016 мм. Не целочисленные значения размеров капилляров связанны с тем, что впервые методика определения показателя текучести расплава появилась в странах с английской системой мер.
Условия, рекомендуемые для определения показателя текучести расплава, регламентируются соответствующими стандартами. ГОСТ 11645-65 рекомендует нагрузки 2,16 кг, 5 кг и 10 кг и температуры, кратные 10°C. ASTM 1238-62T (США) рекомендует температуры от 125°C до 275°C и нагрузки от 0,325 кг до 21,6 кг. Наиболее часто показатель текучести расплава определяют при температуре 190°C и нагрузке 2,16 кг.
Величина показателя текучести для различных полимерных материалов определяется при различных нагрузках и температурах.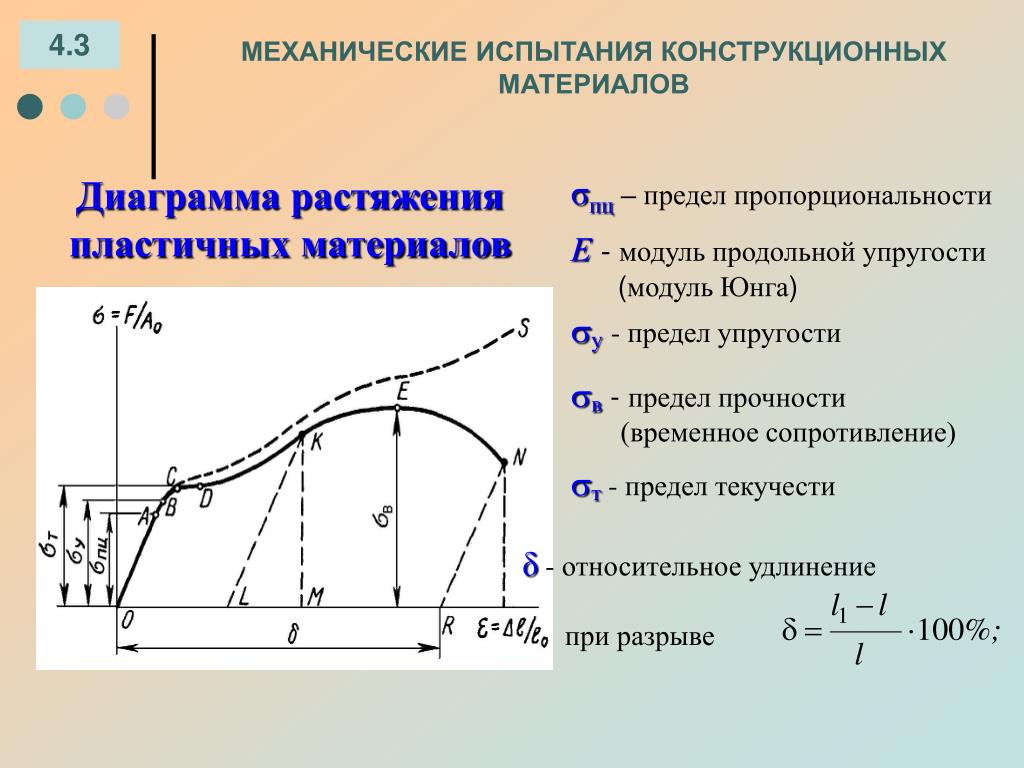 Поэтому надо иметь в виду, что абсолютные величины показателя текучести сравнимы лишь для одного и того же материала. Так, например, можно сравнивать величину показателя текучести расплава полиэтилена низкой плотности различных марок. Сравнение же величин показателей текучести полиэтилена высокой и низкой плотности не дает возможности непосредственно сопоставить текучесть обоих материалов. Поскольку первый определяется при нагрузке в 5 кг, а второй при нагрузке в 2,16 кг.
Поэтому надо иметь в виду, что абсолютные величины показателя текучести сравнимы лишь для одного и того же материала. Так, например, можно сравнивать величину показателя текучести расплава полиэтилена низкой плотности различных марок. Сравнение же величин показателей текучести полиэтилена высокой и низкой плотности не дает возможности непосредственно сопоставить текучесть обоих материалов. Поскольку первый определяется при нагрузке в 5 кг, а второй при нагрузке в 2,16 кг.
Следует отметить, что вязкость расплавов полимеров существенно зависит от приложенной нагрузки. Так как показатель текучести того или иного полимерного материала измеряют лишь при одном значении нагрузки, то этот показатель характеризует только одну точку на всей кривой течения в области относительно низких напряжений сдвига. Поэтому полимеры, несколько различающиеся по разветвленности макромолекул или по молекулярной массе, но с одинаковым показателем текучести расплава, могут вести себя по-разному в зависимости от условий переработки. Однако, несмотря на это, по показателю текучести расплава для многих полимеров устанавливают границы рекомендуемых технологических параметров процесса переработки. Значительное распространение этого метода объясняется его быстротой и доступностью.
Однако, несмотря на это, по показателю текучести расплава для многих полимеров устанавливают границы рекомендуемых технологических параметров процесса переработки. Значительное распространение этого метода объясняется его быстротой и доступностью.
Экструзионные процессы производства пленок требуют высоких вязкостей расплава, в связи с этим применяются марки сырья с низким показателем текучести расплава.
Гиссерай Лексикон
ist Weltweit das umfangreichste Werk, das auf neuestem Technologiesstandard basiert und in English und Deutscher Sprache verfügbar ist! В бессрочном онлайн-лексиконе вы найдете полный набор технических и промышленных технологий! Может быть студентом или инженером, специалистом или практиком, профессором университета или инвестором. Hier finden Sie был Siesuchen!
Fachleute aus allen Bereichen des Metallgussmarktes werden auf dem Metalcasting Congress 2023, der vom 25. bis 27. April 2023 im Huntington Convention…
Der Eisengießereikonzern Waupaca Foundry Inc. hat drei Auszeichnungen von nationalen, bundesstaatlichen und Branchenverbänden erhalten, die sein…
Der neue TCF® Zweikammer-Schmelzofen für das Recycling von Aluminiumschrott von LOI Thermprocess hat zwei alte Anlagen am Standort des Kunden in…
Strategische Zusammenarbeit von Friend und Bühler Treibt den Druckgussmarkt für Megacasting voran
Salzburger Aluminium Group setzt in Schwarzach zu 100 % auf grünen Strom – 1200 м2 общей площади Solarkraftwerk am Produktionsstandort в Шварцахе/Понгау…
GM baut Gießerei in Bedford für EV-Teile weiter aus – Eine neue 45-Millionen-Dollar-Kapazitätserweiterung soll in der Aluminiumdruckgießerei in…
Mit dem Qualimaster VC1 zu оптимальное Produktionsergebnissen – Der Maschinen- und Anlagenbauer Eirich präsentiert den neuen Qualimaster VC1: Das System…
Norican Group legt wissenschaftlich fundierte Emissionsreduktionsziele zur unabhängigen Validierung vor – es folgt ein einjähriger Prozess nach der.
 ..
..BMW gießt Räder aus 100% Grünaluminium – Bis 2024 werden die Räder für die Marken BMW und MINI aus Primär- und Sekundäraluminium aus nachhaltigen…
FARO® Vantage Lasertracker – Schnelle, genaue Messungen für großformatige Anwendungen
Unterstützung für die E-Mobilität: KUKA Liefert 36 Roboter and ZF – Automatisierung für eine Essärmere Mobilität: Bei der ZF Gusstechnologie GmbH…
Neues Hammerüberwachungssystem MH5 für bis zu 8 Entkern-Hämmer zur Zustandsüberwachung von Entkern-Hämmern.
 ..
..Вайтерлезен
Что такое текучесть расплавленного металла
Текучесть в основном зависит от химического состава, температуры заливки и формы. Материалами с хорошей текучестью легко заполнить полость формы, чтобы получить отливки с полной формой, точным размером и четким контуром. Текучесть металла можно измерить длиной спирали. Чем длиннее спиральная линия, полученная при одинаковых условиях литья, тем лучше текучесть жидкого металла. Тип и химический состав сплава и условия процесса разливки являются двумя основными факторами, влияющими на текучесть расплавленного металла.
Материалами с хорошей текучестью легко заполнить полость формы, чтобы получить отливки с полной формой, точным размером и четким контуром. Текучесть металла можно измерить длиной спирали. Чем длиннее спиральная линия, полученная при одинаковых условиях литья, тем лучше текучесть жидкого металла. Тип и химический состав сплава и условия процесса разливки являются двумя основными факторами, влияющими на текучесть расплавленного металла.
1. Типы и химический состав сплавов
Различные виды сплавов имеют разную текучесть. В соответствии с длиной спирали, измеренной с помощью теста на текучесть, текучесть серого чугуна лучше, за ней следуют кремнистая латунь и алюминиево-кремниевый сплав, в то время как текучесть литой стали плохая.
В одном и том же сплаве разный химический состав, разные характеристики кристаллизации сплава, а также разная его текучесть. Как правило, кристаллизация сплавов завершается в интервале температур. Первичный кристалл, образовавшийся первым при кристаллизации, будет препятствовать течению жидкого металла; Эвтектический сплав кристаллизуется при постоянной температуре, не образует начальных продуктов и мало сопротивляется жидкому металлу. Кроме того, температура плавления эвтектического сплава низкая. При той же температуре заливки эвтектический сплав успевает заполнить полость формы до кристаллизации, поэтому литейные характеристики эвтектического сплава превосходны. Чем дальше состав сплава от точки эвтектики, тем шире диапазон температур кристаллизации и тем хуже его текучесть. Поэтому, исходя из условий эксплуатации, следует выбирать эвтектический сплав или сплав, близкий к обычному продукту по составу, насколько это возможно.
Кроме того, температура плавления эвтектического сплава низкая. При той же температуре заливки эвтектический сплав успевает заполнить полость формы до кристаллизации, поэтому литейные характеристики эвтектического сплава превосходны. Чем дальше состав сплава от точки эвтектики, тем шире диапазон температур кристаллизации и тем хуже его текучесть. Поэтому, исходя из условий эксплуатации, следует выбирать эвтектический сплав или сплав, близкий к обычному продукту по составу, насколько это возможно.
2. Условия процесса заливки
Повышение температуры заливки может улучшить текучесть металла. Чем выше температура заливки, тем дольше металл остается жидким и чем меньше его вязкость, тем лучше его текучесть. Следовательно, правильное повышение температуры заливки является одной из технологических мер по улучшению текучести.
3. Другие факторы, влияющие на текучесть отливки
Кроме того, на текучесть также влияют теплопроводность материала формы, форма и размер полости формы и другие факторы.