Температура ацетиленовой горелки: Чем отличается пропановая горелка от ацетиленовой
alexxlab | 29.03.1986 | 0 | Разное
Температура – пламя – горелка
Cтраница 2
При изменении калорийности газа термоэлемент / подает импульс на регулятор давления 5, который изменит давление газа перед смесителем, а следовательно, и расход газа, подаваемого к смесителю, так, чтобы температура пламени горелки оставалась без изменения. [16]
Зная интервал изменения теплотворной способности газа и его давления перед смесителем, горелку настраивают на оптимальный режим работы для газа с минимальной калорийностью при максимальном давлении газа перед горелкой. Температура пламени горелки будет понижаться только в случае повышения калорийности газа, и поэтому для ее поддержания уменьшают давление газа перед смесителем до величины, соответствующей изменившейся калорийности газа. [17]
Зная интервал изменения теплотворной способности газа и его давление перед смесителем, горелку настраивают на оптимальный режим работы для газа с наименьшей калорийностью при небольшом давлении газа, подаваемого в горелку.
Ацетилен широко используется при сварке металлов. Температура пламени ацетиленовой горелки с кислородом более высокая ( выше 3000), чем пламени других горючих газов. Эта высокая температура обусловлена не столько теплотой сгорания ацетилена ( которая при равных объемах всего на 45 % больше, чем теплота сгорания метана, и намного меньше теплоты сгорания бутана), сколько большей скоростью реакции. [19]
| Пробирно-спектральное определение золота. [20] |
Высокой чувствительности определения достигают подбором режима подачи раствора в пламя горелки и концентрированием золота; селективность повышают отделением золота. Отмечается [1186], что на чувствительность и правильность определения влияет температура пламени горелки. [21]
[21]
Микропримеси органических веществ в хлористом водороде определяют при помощи ПИД, используя в качестве сорбента ИНЗ-600 с 20 % динонилфталата. Отмечается, что пик хлористого водорода нестабилен и зависит от температуры пламени горелки детектора
Если в заготовках наблюдаются инородные включения в виде небольших камней или других включений, то их обязательно вытягивают из стекла на пламени горелки, а места их нахождения тщательно проплавляют. Избавиться от разностейности методом переплавления трубок, особенно больших диаметров, на пламени кварцедувных горелок практически невозможно, так как температура пламени горелки для этого недостаточно высока. [23]
Если в заготовках наблюдаются инородные включения в виде небольших камней или других включений, то их обязательно вытягивают из стекла на пламени горелки, а места их нахождения тщательно проплавляют. Избавиться от разностенности методом переплавления трубок, особенно больших диаметров, на пламени кварцедувных горелок практически невозможно, так как температура пламени горелки для этого недостаточно высока.
Далее нужно рассказать о применении ацетилена в народном хозяйстве. У ацетилена очень большая теплотворная способность, поэтому его широко используют при сварке металлов. Температура пламени ацетиленовой горелки с кислородом более высокая ( свыше 3000 С), чем у других горючих газов. [25]
| Схематическое изображение спектров паров натрия. а спектр испускания. б спектр поглощения. [26] |
Возникновение этих линий объясняется тем, что атомы натрия из всех проходящих лучей поглощают те, которые сами способны излучать. Причина такого избирательного поглощения излучения атомами газа будет рассмотрена в § 38.16. Поглощая желтые лучи из света дуги, пары натрия продолжают, конечно, сами испускать желтый свет. Однако температура дуги значительно выше, чем температура пламени горелки
 Таким образом, желтый свет по-прежнему есть в таком спектре: если погасить электрическую дугу, на экране будет ясно виден спектр паров натрия в том месте, где были видны темные линии.
[27]
Таким образом, желтый свет по-прежнему есть в таком спектре: если погасить электрическую дугу, на экране будет ясно виден спектр паров натрия в том месте, где были видны темные линии.
[27]Возникновение этих линий объясняется тем, что атомы натрия из всех проходящих лучей поглощают те, которые сами способны излучать. Причина такого избирательного поглощения излучения атомами газа будет рассмотрена в § 35.16. Поглощая желтые лучи из света дуги, пары натрия продолжают, конечно, сами испускать желтый свет. Однако температура дуги значительно выше, чем температура пламени горелки, и дуга дает более яркий спектр, на фоне которого желтые линии паров натрия кажутся темными. Таким образом, желтый свет по-прежнему есть в таком спектре: если погасить электрическую дугу, на экране будет ясно виден спектр паров натрия в том месте, где были видны темные линии. [28]
Фильтруют через бумажный фильтр ( 5 5 см ], перенося весь осадок на фильтр путем споласкивания стакана несколькими миллилитрами фильтрата.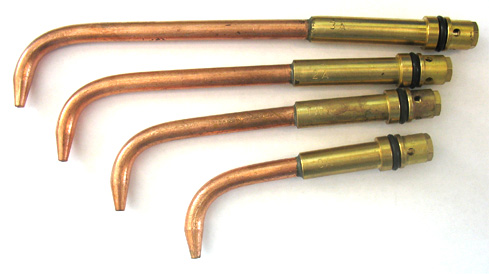 Дают фильтру хорошо подсохнуть, затем помещают его в платиновый тигель; слегка смачивают водой. Нагревают сначала осторожно, потом постепенно повышают температуру пламени горелки. Посл – е полного сгорания бумаги прокаливают на меккеровской горелке.
[29]
Дают фильтру хорошо подсохнуть, затем помещают его в платиновый тигель; слегка смачивают водой. Нагревают сначала осторожно, потом постепенно повышают температуру пламени горелки. Посл – е полного сгорания бумаги прокаливают на меккеровской горелке.
[29]
В ходе сплавления с содой сухой остаток, предварительно отмытый от SO42 -, смешивают с восьми – или десятикратным количеством Na2CO3 и сплавляют смесь в платиновой чашечке. Затем плав обрабатывают водой и центрифугируют. Сплавление больших количеств в полумикроанализе успешно проводят при температуре пламени горелки Бунзена. [30]
Страницы: 1 2 3
Ацетиленовые горелки: описание и правила применения
Главная / Горелки для котлов
Назад
Опубликовано: 12.07.2020
Время на чтение: 4 мин
0
2049
Ацетиленовая горелка — специальное устройство для сварки, в котором происходит перемешивание ацетилена с О2 из воздуха и одновременно образуется газосварочное пламя.
Подобная технологическая схема дает возможность добиться хорошего качества сварных соединений, поэтому ее используют при монтаже трудоемких и ответственных строительных конструкций, к примеру, на ТЭЦ и АЭС.
Поэтому на протяжении нескольких десятилетий, ацетиленовая горелка под пропан считается самым главным инструментом газосварщика.
- 1 Устройство ацетиленовой горелки 1.1 Температура пламени горелки
- 4.1 Топ 6 надежных горелок
- 5.1 Как зажечь
Ацетиленовые горелки: описание и правила применения
- Характеристика
- Назначение
- Принцип работы
- Критерии выбора
- Правила использования
Даже люди, далёкие от мира сварочных технологий, периодически слышат что-то об ацетиленовых горелках. Но чтобы эффективно варить металл, этих знаний, конечно, недостаточно. Обязательно необходимо учесть профессиональное описание устройства и правила его применения.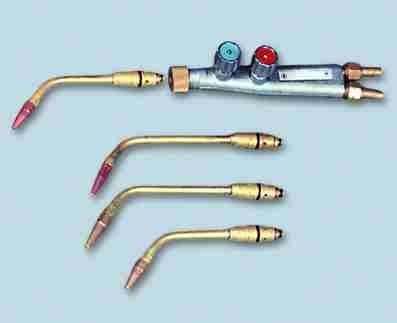
Принцип ацетиленовой сварки
Принцип работы газопламенной сварки основан на высокотемпературном горении газов, в основном таких, как углеводороды с добавлением чистого кислорода.
При применении ацетиленовой сварки используется искусственный газ ацетилен, что при переводе с латыни, по иронии судьбы, означает уксус.
Вся особенность ацетилена, как химического вещества, заключается в строении его молекулы C2h3, которая имеет, кроме двух слабых водородных связей, еще и неустойчивую, но высокоэнергетическую тройную связь между атомами углерода.
Ацетилен получается при простой химической реакции карбида кальция СаС2 с водой. А вот само производство карбида кальция имеет довольно дешевый, с точки зрения промышленного производства, способ. Его получают путем прокаливания негашеной извести СаО и кокса (практически чистого углерода) в специальных печах. Получаемое при этом серое вещество с характерным запахом чеснока и является необходимым сырьем для дальнейшего получения газа ацетилена.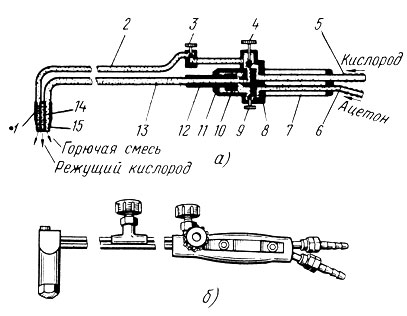
Редукторы
- Редукторы кислородные
- Редукторы пропановые
- Редукторы ацетиленовые
- Редукторы аргоновые
- Редукторы углекислотные
- Редукторы азотные
- Редукторы газовые высокого давления
- Сетевые редукторы
- Редукторы для сжатого воздуха
- Редукторы гелиевые
Редуктор баллонный (газовый) служит для регулирования давления газа, подаваемого из баллона к сварочному инструменту, а также его поддержания на заданном уровне.
Сейчас на рынке представлено множество видов и модификаций редукторов для сварки. Связано это с тем что в первую очередь их отличия заключаются в используемом газе, поэтому их разделяют по типу газа, и как правило каждый отдельный редуктор используется только с одним газом:
- кислород,
- ацетилен,
- пропан,
- углекислота.
Но существуют и универсальные редукторы, которые могут работать с несколькими газами.
Также стоит отметить что среди редукторов можно выделить так называемые бытовые, которые используются в быту для понижения давления пропана поступающего из баллона в газовую печку или при розливе напитков для насыщения их углекислотой — для этого нужен углекислотный редуктор.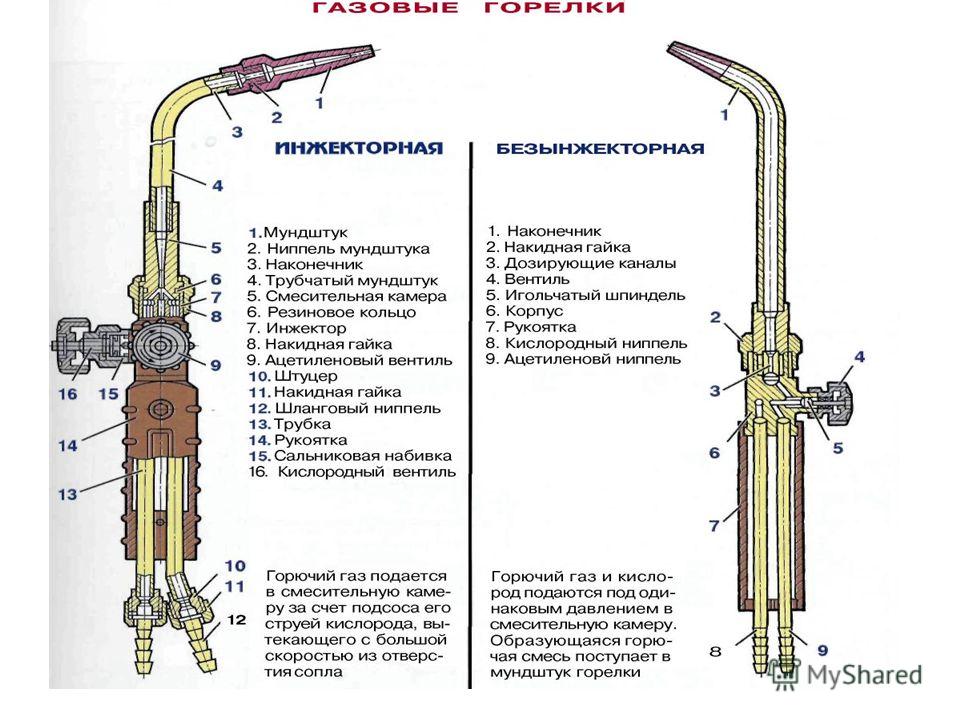 Еще один важный критерий для какого горючего или негорючего газа он предназначен. Для того чтобы предотвратить ошибки, первые имеют левую резьбу.
Еще один важный критерий для какого горючего или негорючего газа он предназначен. Для того чтобы предотвратить ошибки, первые имеют левую резьбу.
Все остальные редукторы как правило используются в промышленности, а именно при проведении сварочных работ при которых необходима регулировка давления горючих газов поступающих к сварочному оборудованию из баллонов.
Классификация сварочных горелок
Правильно подобранная горелка для сварки позволяет максимально эффективно выполнять сварку металлов, обеспечивает комфорт и безопасность рабочего. Чтобы купить инструмент чётко под свои нужды, необходимо знать его классификацию и конструктивные особенности. Внешняя простота этих изделий обманчива; если копнуть глубже, то у неподготовленного человека может закружиться голова от разнообразия их видов:
С инжектором и без.
Газовые и жидкостные.
Универсальные и специализированные.
Однопламенные и многопламенные.
Ручные и машинные.
С разной мощностью пламени.
Кроме этого для каждого типа сварки (полуавтомат или ручная подача присадочного прутка, MIG/MAG или TIG, газовая сварка) требуется устройство определённой конструкции. Поэтому, прежде чем отправиться за покупкой, полезно ознакомиться с классификацией оборудования.
Газовые горелки
Горелки для газовой сварки по принципу работы бывают инжекторными и безинжекторными (диффузионными), а также отличаются по применяемому газу и по мощности.
Мощностные характеристики
Возможности газовой горелки и область её применения во многом зависят от её мощности. Этот показатель регулирует ГОСТ 1077-79, согласно которому оборудование делится на 4 типа:
Микромощность (r1) – горелки безинжекторного типа со штуцером размером М12х1,25. Применяют для сварки металла толщиной от 0,1 до 1 мм, а также для пайки.
Малая мощность (r2) – горелки инжекторного и безинжекторного типа со сменными штуцерами (наиболее популярны наконечники с размерами М12х1,25 и М16х1,5). Это распространённый вариант, хорошо подходящий для домашнего использования и небольших мастерских. Толщина свариваемых изделий от 0,3 до 10 мм.
Толщина свариваемых изделий от 0,3 до 10 мм.
Критерии выбора
Для ацетиленовой сварки используется распространённое и дешевое оборудование. Раньше газ получали в газогенераторах, но сейчас, в основном, больше используют баллонный ацетилен. Его баллон окрашен белым цветом. Для осуществления процесса окисления применяют баллонный кислород, который перевозят на тележках, особой конструкции.
Существует ряд типоразмеров горелки, маркируемых по толщине свариваемого металла. Самый малый номер – 0, а самый большой – 7. Для выполнения газопламенной обработки с использованием ацетилена применяются исключительно ацетиленовые горелки. Основным моментом в их выборе являются технические параметры выполняемой работы: толщина свариваемых изделий, химический состав материала и используемые диаметры наконечников, от которых будет зависеть размеры соединительного шва и качественность выполнения операции. В связи с чем, подбор ацетиленовой горелки выполняют с учетом требований к обрабатываемым деталям.
Ацетиленовая горелка Донмет-251
Сегодня самыми использованными горелками являются:
- Г2 для проведения сварки при помощи различные наконечники, от 0 до 4 размера включительно, с толщиной деталей от 0.2 до 7.0 мм и максимальной скоростью сварки до 200 мм/мин.
- Г3, Донмет-251 для сварки металла толщиной до 30.0 мм, с наконечниками от 2 до 7 размера и поддержанием режимного давления кислорода и ацетилена. Например, для сварки элементов толщиной от 7.0 до 11.0 мм используют наконечник No 5, с давлением кислорода от 2 до 3 кгс/см2, а ацетилена от 0.4 до 1.0 кгс/см2. При этом можно обеспечить скорость сварки до 45 мм/мин.
- Резак Р2А-02М “Сварог”, предназначен для резки листа из черных металлов.
БЫСТРО
SEO оптимизация
адаптивная верстка
Ремонт в регионах
- Главная
- Строительство
- Сварка
- Газовая сварка
При газовой сварке используется главным образом ацетилен (С2Н2) или бензин и бензол. Ацетилен доставляют на место работ в герметических баллонах под давлением около 16 ати, растворенным в ацетоне, или получают в ацетиленовых генераторах из карбида кальция, при помощи воды.
Ацетилен доставляют на место работ в герметических баллонах под давлением около 16 ати, растворенным в ацетоне, или получают в ацетиленовых генераторах из карбида кальция, при помощи воды.
Кислород для горения ацетилена поступает на стройки в герметических баллонах, под давлением до 150 ати. Ацетилен и кислород подводят в горелку, смешиваются и по выходе из наконечника горелки зажигаются. Перед тем как поступить в горелку, ацетилен проходит через очистительные приборы и предохранительный водяной затвор, препятствующий обратному удару пламени из горелки в ацетиленовый генератор. Кислород из баллона перед поступлением в горелку пропускают через редуктор, для снижения и автоматического поддержания давления кислорода, независимо от изменения давления в баллоне.
При работе с генераторным ацетиленом применяют горелки инжекторного типа, работающие по принципу засасывания ацетилена кислородной струей.
При хорошем пламени горелки соотношение между объемами кислорода и ацетилена составляет 1,15 : 1. При большем количестве кислорода пламя становится окислительным и может вызвать при сварке пережог (окисление) металла; при большем количестве ацетилена пламя становится науглероживающим.
При большем количестве кислорода пламя становится окислительным и может вызвать при сварке пережог (окисление) металла; при большем количестве ацетилена пламя становится науглероживающим.
Поверхность свариваемого металла должна находиться на расстоянии около 5 мм от блестящего ядра пламени, так как в этом месте температура наиболее высока (около 3000°).
В качестве присадочного металла используют проволоку или прутки металла, по возможности такого же состава, как и свариваемый металл. Сваривая чугун и цветные металлы применяется, кроме того, введение флюсов.
Газовая сварка используется для цветных металлов, чугунных изделий и для сталей малых толщин (1,5 мм и ниже).
В строительстве газовая сварка применяется крайне мало из-за малой ее производительности и большей стоимости по сравнению с дуговой.
За последние годы в России при постройке магистральных нефте- и газопроводов получила широкое распространение полуавтоматическая газопрессовая сварка, которая заключается в разогреве стыка свариваемых деталей при помощи многопламенной ацетиленокислородной горелки до пластического состояния или до оплавления с последующим осаживанием стыка под большим давлением. Этим способом хорошо сваривают (встык) детали сплошного и трубчатого сечения. Имеется станок для газопрессовой сварки стержней диаметром до 75 мм с максимальным усилием осадки 14 т.
Этим способом хорошо сваривают (встык) детали сплошного и трубчатого сечения. Имеется станок для газопрессовой сварки стержней диаметром до 75 мм с максимальным усилием осадки 14 т.
Рис. 1. Ацетилено-кислородная горелка для газопрессовой сварки и термической обработки круглых сечений.
На рис. 1 представлена кольцевая горелка в разомкнутом положении для газопрессовой сварки круглых сечений. Металл разогревается до t=1200—1250°, а давление осадки достигает 2—2,5 кг/мм2 площади поперечного сечения свариваемых деталей.
Газопрессовая сварка, является высокопроизводительным процессом и дает прочный стык при сварке низко- и среднеуглеродистых сталей (при С
Пара слов о расходных материалах
Какой газ используют при сварке – вопрос не маловажный, в котором нужно разбираться, чтобы сделать верный выбор. Типы используемых газов разные, выбор зависит от нескольких факторов.
Кислород
Кислород, к примеру, отличается полным отсутствием цвета и запаха. Роль у него особая, он выполняет функцию катализатора процессов плавления металлов во время сварки. Хранение и транспортировка кислорода производятся в баллонах с постоянным давлением. Это дело непростое, но вполне выполнимое.
Хранение и транспортировка кислорода производятся в баллонах с постоянным давлением. Это дело непростое, но вполне выполнимое.
Пламя газовой горелки.
В помещениях, где хранятся баллоны, ни в коем случае не должно быть ни источником тепла, ни прямого солнечного света.
Как получают сварочный кислород: это делается достаточно просто – из атмосферного воздуха с помощью специализированного оборудования.
Кислород подразделяется по чистоте на три типа:
- высший сорт с концентрацией газа в 99,5%;
- первый сорт с 99,2%;
- второй – с 98,5%.
Ацетилен
Это второй по популярности газ, применяемый в ГС как для сварки, так и для резки. Он также без цвета и запаха. При повышенном давлении или нагревании ацетилен может взорваться. Производится он из карбида кальция и воды.
Ацетилен – не самый дешевый газ, но его преимущество делает его очень востребованным среди сварщиков. Все дело в температуре горения – она у ацетилена замечательно высокая, особенно в сравнении с такими более дешевыми газами как метан, пропан или пары керосина.
Флюс и присадочная проволока
Это главные участники процесса формирования сварочного шва. Присадочная проволока должна быть абсолютно очищенной от малейших признаков грязи или коррозии. Иногда вместо проволоки можно применять полоску из такого же металла, что и заготовки для сваривания.
Единственный металл, который может обойтись без флюсовой смеси, это углеродистая сталь. Ну а особая нужда в присутствии флюса возникает при сварке меди, алюминия и их сплавов.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.

Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Важные нюансы
Работа с газом требует высокой квалификации сварщика, знание и соблюдение правил безопасности. В применении газовых горелок есть множество нюансов, приведём самые важные из них:
1. Для начала работы первым пускается горючий газ и только потом кислород. Чтобы погасить горелку, наоборот: сначала перекрывается кислород, а затем горючий газ.
2. Газовые горелки бывают 2-тактными и 4-тактными. В первом случае для активации необходимо нажать и удерживать клавишу пуска. Отпускаете – работа прекращается. Принцип работы 4-тактной горелки другой: короткое нажатие кнопки включает подачу газа и активирует процесс сварки, при повторном коротком нажатии газ перестаёт поступать.
3. Диаметр проволоки в полуавтоматической горелке должен точно соответствовать диаметру её направляющей внутри сопла.
Устройство и принцип работы
Газовая сварка – соединение деталей из металла под воздействием пламени с высокой температурой, благодаря чему на их поверхностей образуются сварочные ванны. Пламя получается при горении ацетилена с катализатором О2 и образованием горячей факельной струи. Такая горелка также имеет высокую функциональность по резке металлов.
- Газ и кислород поступают по своим каналам в горелку, где смешиваются, образовавшийся газ выходит через откалиброванное сопло наконечника ацетиленовой горелки.
- Газотопливную смесь поджигают, после этого образуется факел, размеры которого устанавливают с помощью регулирующих кранов (вентилей).
- Ацетиленовое пламя формируется из 3-х частей: ядро, с самой высокой Т, восстановления и факела. Процесс сварки происходит во второй и третьей частях.
- Открытое высокотемпературное пламя предохраняет сварочную поверхность от контактов с воздушным окислителем.
- Сварка начинается с нагрева кромок деталей, далее происходит их оплавление и соединение.
 Процесс требует большого расхода газа, для создания высокотемпературного режима.
Процесс требует большого расхода газа, для создания высокотемпературного режима. - Другой этап — наплавка с применением мягкого металлического присадочного прутка, насыщающего сварочную ванну у кромок.
Как выглядит ацетиленовая горелка
- Пропановый баллон;
- кислородный баллон, подающий О2 являющейся катализатором процесса горения;
- шланги;
- газовая горелка: трубка из бронзы, 2-х регуляторов для каждого газового баллона, откалиброванная форсунка для тонкого распыла газовой среды под давлением.
В саму горелку газ с кислородом поступают по отдельным путям. Потом они смешиваются, и эта смесь выходит с горелки через откалиброванное сопло наконечника.
Эта смесь газа и кислорода поджигается. Размер пламени может быть любым, он выставляется индивидуально с помощью вентилей (регуляторов).
Если разбирать пламя, то можно образно выделить 3 части: ядро, в котором самая большая температура, факел и восстановления.
Пламя с очень высокой температурой предохраняет воздействия чистого кислорода непосредственно на сам металл. Это необходимо, что бы предотвратить окисления. Процесс сварки начинается с нагрева боковых частей детали, потом происходит плавления и их соединения.
Это необходимо, что бы предотвратить окисления. Процесс сварки начинается с нагрева боковых частей детали, потом происходит плавления и их соединения.
Существует другой вариант, который основывается на применении присадочного прутка. С помощью его происходит насыщения сварочных ванн у кромок деталей.
Регулировка
От правильной настройки пламени зависит чистота резки. Кислородная обработка проводится при несколько окисленном или нормальном факеле. Тщательно откорректированное пламя у резаков с расположением мундштуков концентрического типа окружено режущим потоком кислорода. Ядро факела на каждом участке должно быть симметричным и не отличаться яркостью.
Резку горелкой со сдвинутым мундштуком проводить нельзя, поскольку это приведет к нагреву кромки, что негативно отразится на качестве разреза. Использование самоцентрирующихся мундштуков повышает удобство использования подобного оборудования, ведь устройство делает пламя симметричным.
Иногда движение газовой смеси затрудняется из-за засорения канала, что разделяет факел на струйки и приводит к потере стабильности. Такое изделие не только уменьшает качество обработки, но и снижает производительность. Корректировка пламени основана на создании симметричного пламени нужной мощности по отношению к кислородной режущей струе.
Такое изделие не только уменьшает качество обработки, но и снижает производительность. Корректировка пламени основана на создании симметричного пламени нужной мощности по отношению к кислородной режущей струе.
Важно! Установленная мощность горения определяется толщиной материала.
Нормальное пламя обеспечивается на приоткрытых вентилях, что дает возможность проводить регулировку в процессе работы. При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого. Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса.
Наивысшая температура пламени горелки. Регулировка пламени горелки.
Длина подогревательного пламени зависит от его мощности, т. е. от количества горючего газа, подводимого к пламени, а также от рода горючего газа.
Наивысшая температура пламени горелки.
Температура пламени является одним из важнейших его свойств, от которого зависит скорость резки.
Температура пламени зависит от рода горючего и состава смеси, подаваемой в резак. Она различна для разных зон пламени.
Наиболее высокую температуру пламени дает ацетилен, обеспечивающий быстрый нагрев металла до температуры начала горения. Поэтому ацетилен является наиболее распространенным горючим газом, применяемым при кислородной резке.
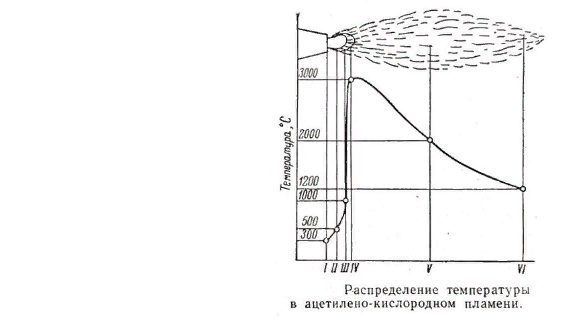
Наибольшую температуру (около 3100°С) имеет ацетилено-кислородное пламя на расстоянии 3—4 мм от конца ядра по оси пламени. По мере удаления от ядра температура понижается.
Распределение температуры в нормальном ацетилено-кислородном подогревательном пламени по его длине показано на рис. 1.
Слишком высокая температура, развиваемая ацетилено-кислородным пламенем, часто приводит к оплавлению кромок разрезаемых деталей. Поэтому ацетилен, несмотря на все его преимущества, дает при резке менее чистый рез, чем водород, пары бензина и керосина и другие горючие газы.
Регулировка пламени горелки.
От правильной регулировки подогревательного пламени в значительной мере зависит качество резки. Кислородная резка ведется при нормальном или слегка окислительном пламени.
Кислородная резка ведется при нормальном или слегка окислительном пламени.
У резаков с концентрическим расположением мундштуков правильно отрегулированное пламя окружает режущую струю кислорода, при этом внутреннее ядро должно быть симметричным и везде одинаковым по яркости.
Если мундштуки резака сдвинуты, сечение кольцевого канала, из которого вытекает горючая смесь, нарушается и пламя получается односторонним. Таким пламенем резку производить нельзя, так как одна кромка разреза будет сильнее нагреваться, оплавляться и рез получится нечистым. Применение разработанных одним из институтов разъемных самоцентрирующихся мундштуков обеспечивает (вследствие самоцентрирования) симметричную форму пламени.
Очень часто происходит засорение канала, по которому проходит горючая смесь, в результате чего пламя разбивается на отдельные струйки и становится неравномерным. Таким пламенем резать нельзя, так как помимо получения некачественного реза заметно снижается производительность.
Регулировка пламени заключается в том, чтобы создать симметричное по отношению к режущей струе кислорода нормальное или слегка окислительное пламя необходимой мощности. Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Обычно при правильно установленном давлении и полностью открытых кислородном и ацетиленовом вентилях (на резаке) в зажженном подогревательном пламени есть некоторый избыток ацетилена. Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя.
Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.
Регулировку на слегка окислительное пламя начинают с установления нормального пламени, а затем прибавляют кислород или убавляют ацетилен до тех нор, пока пламя не приобретет требуемой величины.
В правильно отрегулированном пламени (если регулировка производилась при закрытой режущей струе кислорода) после пуска струи давление кислорода подогревательного пламени несколько понижается и пламя становится ацетиленистым. Поэтому окончательную регулировку подогревательного пламени следует вести при открытом вентиле режущего кислорода, а после регулировки вентиль следует закрыть.
Поэтому окончательную регулировку подогревательного пламени следует вести при открытом вентиле режущего кислорода, а после регулировки вентиль следует закрыть.
Если режущий кислород подается в резак по отдельному от подогревательного кислорода шлангу, дополнительная регулировка пламени не требуется.
Статья оказалась полезной?! Поделись с друзьями в социальных сетях!!!
 Свойства ацетилена. Получение ацетилена.
Свойства ацетилена. Получение ацетилена.от чего зависит температурный режим пламени баллончика на пропане? – Расходники и комплектующие на Svarka.guru
Газовая горелка позволяет выполнять различный спектр работ посредством контролируемого пламени повышенной температуры. Устройство применяется для выполнения паяльных, сварочных, бытовых задач. Специальные модели используются в туристических целях для приготовления пищи и розжига костра. Температура газовой горелки зависит от разновидности и особенностей конструкции изделия.
Содержание
- 1 Принцип работы и особенности
- 2 Виды
- 3 От чего зависит?
- 4 Температурный режим разных видов горелок на баллон
- 5 Наивысшая температура пламени
- 6 Регулировка
- 7 Рекомендации в работе
Принцип работы и особенности
Пользователь получает ровный факел, мощность которого контролируется специальным клапаном. За счет чего изменяется температура, на которую он прогревает в зависимости от толщины материала и преследуемых задач.
За счет чего изменяется температура, на которую он прогревает в зависимости от толщины материала и преследуемых задач.
Устройство экономически более выгодно для проведения сварки и резки, чем массивное дорогостоящее оборудование.
Спектр использования настолько велик, что изделие даже применяется для дезинфекции деревянных ульев, обработки клеток животных, кровле и так далее.
Розжиг горелки производится спичками, зажигалкой или открытым источником огня. Такой вариант дешевле, чем модели с установленным пьезоподжигом. Этот элемент приводит к возгоранию после нажатия кнопки, что провоцирует появление искры, от которой газовая струя поджигается.
[stextbox id=’warning’]По принципу функционирования пьезоэлемент напоминает привычную зажигалку.[/stextbox]
Виды
Горелка – востребованный инструмент, поэтому разработчики стремятся к усовершенствованию конструкции и увеличению функциональности. Рынок предлагает несколько разновидностей подобного оборудования:
- Газовый паяльник.

- Резак.
- Горелка для туризма.
- Паяльная лампа.
Паяльная лампа – одна из разновидностей горелок. Показывает высокую температуру и применяется для обработки металла, пластика и других прочных материалов.
Каждый вид отличается внешним видом (конструкцией, цветом, упаковкой) и предназначением. Данные особенности учитывают перед покупкой, поскольку это напрямую определяет конечный результат обработки и удобство эксплуатации.
От чего зависит?
Температура горелки определяется химическим составом газа и мощностью изделия. В процессе исследований удалось установить, что температурные показатели факела зависимы от теплотворных свойств газовой смеси.
После соединения топлива с воздухом газ расходуется критически, поэтому интенсивность горения увеличивается. За счет дополнительного источника воздуха повысить какую температуру у горелки вы будите получать. Без обдува значение достигает 1500 градусов, доступ вспомогательного воздушного потока выдает рост до 2200 градусов. В разных частях факела температура отличается:
В разных частях факела температура отличается:
- Внутренняя. Это короткая зона с незначительным нагревом.
- Средняя. На этом участке температура пламени от газовой горелки достигает предела, но огонь не раскрывается полностью, что связано с нехваткой кислорода и выделением продуктов распада.
- Окаймляющая. Визуально характеризуется ярким огнем с высоким КПД.
Дешевые модели горелок конструктивно одинаковые. Дорогие оснащаются дополнительными элементами, которые увеличивают технические характеристики и удобство использования.
Для выполнения сварки и резки предъявляются особые требования к составу газовой смеси, поскольку от неё зависит температурный режим изделия.
Температурный режим разных видов горелок на баллон
Приобрести горелку можно через Интернет либо в строительном магазине. Лучше отдать предпочтение второму варианту, поскольку покупатель может проконсультироваться с опытным продавцом, он подберет целесообразный вариант в зависимости от задач, которые поставил пользователь. В ассортимент продукции входят модели, отличающиеся по температурному режиму:
В ассортимент продукции входят модели, отличающиеся по температурному режиму:
- Перезаправляемые. Характеризуются небольшими габаритами и продуманной формой, а также удобством использования и пьезоэлектрическим элементом. К баллонной разновидности горелок на газу этот вид не относится.
- На цанговом баллончике. Являются источником мощного пламени со средней температурой на выходе 1500 градусов.
- Резьбовые. В составе топлива львиную долю занимает пропан, благодаря чему в зоне горения температура составляет 1800 градусов. Продвинутые модели оборудованы системами смешивания воздуха с пропановой смесью.
Некоторые горелки оснащаются автономным подогревом горючей смеси, что увеличивает угол использования.
[stextbox id=’alert’]Важно! Средний расход газа – 125 г/час, показатель определяется видом устройства и требуемой температурой.[/stextbox]
Наивысшая температура пламени
Этот показатель определяет скорость резки материала, определяется свойствами газовоздушной смеси и разновидностью горючего. Высокое значение гарантирует ацетилен, вещество стремительно нагревает металл для расплавления. На кончике огня температура достигает около 3000 градусов. Чем дальше от этой точки, тем число меньше.
Высокое значение гарантирует ацетилен, вещество стремительно нагревает металл для расплавления. На кончике огня температура достигает около 3000 градусов. Чем дальше от этой точки, тем число меньше.
[stextbox id=’info’]Сварщик высшей категории ООО «Прогресс» Дегтяренко В.О:«Повышенная температура факела имеет и негативные последствия: оплавление какой-то из кромок обрабатываемого изделия. По этой причине ацетилен показывает не такое качество реза, как пары керосина или бензина».[/stextbox]
Регулировка
От правильной настройки пламени зависит чистота резки. Кислородная обработка проводится при несколько окисленном или нормальном факеле. Тщательно откорректированное пламя у резаков с расположением мундштуков концентрического типа окружено режущим потоком кислорода. Ядро факела на каждом участке должно быть симметричным и не отличаться яркостью.
Резку горелкой со сдвинутым мундштуком проводить нельзя, поскольку это приведет к нагреву кромки, что негативно отразится на качестве разреза. Использование самоцентрирующихся мундштуков повышает удобство использования подобного оборудования, ведь устройство делает пламя симметричным.
Использование самоцентрирующихся мундштуков повышает удобство использования подобного оборудования, ведь устройство делает пламя симметричным.
Иногда движение газовой смеси затрудняется из-за засорения канала, что разделяет факел на струйки и приводит к потере стабильности. Такое изделие не только уменьшает качество обработки, но и снижает производительность. Корректировка пламени основана на создании симметричного пламени нужной мощности по отношению к кислородной режущей струе.
[stextbox id=’alert’]Важно! Установленная мощность горения определяется толщиной материала.[/stextbox]
Нормальное пламя обеспечивается на приоткрытых вентилях, что дает возможность проводить регулировку в процессе работы. При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого. Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса.
Рекомендации в работе
Газовые горелки функционируют в качестве автономного источника большой тепловой энергии. Посредством регуляции мощности и настройки температурного режима существенно расширяется область применения устройства, она включает:
Посредством регуляции мощности и настройки температурного режима существенно расширяется область применения устройства, она включает:
- обработка легкоплавких металлов (выжигание, прокаливание, прогревание) – использование факела направленного типа с температурой не менее 1500 градусов;
- работа с древесиной – создание узоров, обжиг готовой продукции;
- туристические цели – можно отдать предпочтение компактным моделям с незначительными температурными параметрами.
При использовании газовой горелки необходимо учитывать, что нехватка кислорода приводит к тепловым потерям и накоплению продуктов распада от сгорания газовой смеси. Эти явления провоцируют появление сажи и чрезмерное свечение, что оказывает влияние на качество резки, сварки, плавления.
Ацетиленовая сварка
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция. И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили. С их помощью регулировалась подача и расход ацетилена и кислорода.
И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили. С их помощью регулировалась подача и расход ацетилена и кислорода.
Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
Содержание страницы
- 1 Горелка для сварки ацетиленом
- 2 Технология сварки
- 3 Способы сваривания
- 4 Особенности газовой сварки
- 5 Плюсы и минусы
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» – самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» – самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Технология сварки
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени. Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм. Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить. И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его. Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке. А этот химический элемент для сварочного процесса – не самый лучший показатель.
https://www.youtube.com/watch?v=Rz1zG_fjkAU
Способы сваривания
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до необходимой температуры сварочную ванну, а за ней присадочная проволока. При этом необходимо, чтобы пламя горелки подавалось в зону сваривания под углом 45°. Горелка должна двигаться кругами или полукругами вдоль шва, присадка должна поспевать за пламенем и двигаться внутрь сварной зоны.
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла. Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну. Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким. И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой. Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой. Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок. Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность. Для каждого вида металлов выбирается свой мощностной показатель. Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200)n.
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°. И чем толще металл, тем больше угол наклона. Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр. К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Преимущества и недостатки технологии газовой сварки ацетиленом
Газовая сварка практически всегда ассоциируется с ацетиленом, так как именно этот газ дает самую высокую температуру пламени при горении с добавлением очищенного кислорода. Это позволяет экономически выгодно использовать одинаковые объемы ацетиленового газа по сравнению с другими газовыми смесями.
Широкое использование и производство ацетилена несколько упало за последние десятилетия. Это вызвано внедрением высококачественных электродов для автоматической и дуговой сварки под флюсом. Некоторые отрасли промышленности навсегда отказались от использования газовой сварки, но выполнение некоторых ремонтных и полевых работ без нее остаются невозможными.
Ацетилен для сварки (C2h3)
Общая информация
Ацетилен имеет углеводородный состав с тройной углеродной связью. Дешевый способ получения из карбида кальция и воды сделал его самым распространенным горючим газом для сварки. Высокая температура горения ацетилена приводит к выделению твердых частиц углерода, которые начинают ярко светиться от желтого пламени к белому. Это позволило применять ацетилен и для фонарей.
Дешевый способ получения из карбида кальция и воды сделал его самым распространенным горючим газом для сварки. Высокая температура горения ацетилена приводит к выделению твердых частиц углерода, которые начинают ярко светиться от желтого пламени к белому. Это позволило применять ацетилен и для фонарей.
Ацетилен транспортируется и хранится в газовых баллонах белого или красного (для сжиженного состояния) цвета по 40 л под давлением 1,6 МПа. Он является взрывоопасным при добавлении кислорода или воздуха, а так же при высоком давлении.
Свойства ацетилена
- При температуре минус 83,3 0С ацетилен переходит в жидкое состояние.
- При достижении минуса более 90 0С газ затвердевает.
- Этот газ растворим в воде, и полностью растворяется в органических растворителях, таких как ацетон.
- При высоких температурах (500 0С) ацетилен взрывается, а так же при давлении более чем 2 атм.
Преимущества и недостатки ацетиленовой горючей смеси для сварки
Преимущества:
- Самая высокая температура горения.

- Возможность получения ацетилена из генераторов и приобретения более качественного в заводских баллонах.
- По сравнению с другими горючими газами является самым выгодным.
Недостатки:
- Повышенная взрывоопасность и строгие условия техники безопасности.
- Высокая загазованность помещений при работе.
- Возможные возникновения дефектов: пережог и перегрев тонких металлов.
Оборудование и материалы для ацетиленовой сварки
При газовой сварке в качестве горючего газа чаще всего применяется ацетилен, но из-за ряда причин его так же и заменяют другими газами. Кроме того ацетилен является не единственным газом и расходным материалом, который необходим для получения качественного соединения металлов.
Расходные материалы при газовой сварке
- Ацетилен или заменяющий его газ
Он может быть в готовом виде (в баллоне), а так же в получаемом при разложении жидкости под действием электродугового разряда или при разложении карбида кальция водой. Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
- Кислород
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов или сам газ сжигается с добавлением чистого кислорода. Для сварки используют технический кислород трех сортов, который оценивается по объему при атмосферном давлении:
- высший сорт — частота 99.5% + 0.5% азот;
- первый сорт — частота 99.2% + азот, аргон;
- второй сорт — частота 98.5% + азот и аргон.
Жидкий кислород при сварке не используется, но он более удобен и безопасен для транспортировки в теплоизолированных емкостях.
- Присадочная проволока
Сварочная проволока используется в соответствии с химическим составом свариваемых металлов. Главным критерием ее подбора является температура плавления, которая должна быть чуть ниже температуры плавления металлов. В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
- Флюсы
Сварочные пасты или порошки, называемые флюсами, применяются при сварке ацетиленом и его заменителями для защиты расплавленного металла от окисления и быстрого удаления уже образовавшихся пленок-окислов.
Проволока и края металлов обрабатываются флюсами, которые при нагреве образуют шлаки и всплывают на поверхность жидкого металла. Шлаковая пленка защищает сварочную ванну жидкого металла от окисления. выбор состава флюсов, как и присадочная проволока, зависит от вида свариваемых металлов.
Аппаратура для сварки
Применение газовой сварки требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
- Водяной затвор. Он необходим для предотвращения воспламенения ацетилено-кислородной смеси в газовых каналах при так называемом обратном ударе.
 Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
- Ацетиленовый генератор. Используется для получения ацетилена из карбида кальция путем добавления воды.
- Баллоны. Стальные бесшовные сосуды с запорным вентилем. Они необходимы для сжатого кислорода, а так же ацетилена, который находится под давлением и растворен в ацетоне. Все баллоны различаются по цветам.
- Вентили для баллонов. Используются только латунные для кислородных баллонов и только стальные для ацетиленовых. Запрещается использовать медь, так как ацетилен и медь образуют взрывчатое соединение.
- Редукторы. Используются для понижения давления отбираемого из баллона ацетилена и поддержания его на необходимом уровне. По конструкции они бывают однокамерные и двухкамерные.
- Рукава (шланги). Для подачи газа применяются шланги из вулканизированной резины и прокладками из ткани. Рукава для ацетилена и кислорода отличаются, но можно использовать и трубопровод с защитным клапаном.

- Газовые горелки. При ручной газовой сварки используются разнообразные горелки, которые необходимы для смешивания кислорода и ацетилена, то есть для регулировки мощности пламени.
- Средства защиты сварщика и инструмент. Сварочная маска, очки, рукавицы, ключи баллонные, молоток и щетка по металлу для зачистки сварных швов.
Весь этот набор оборудования и расходных материалов является обязательным, но не минимальным. Для кислородной резки используют еще и горелку-резак. Из-за опасности проведения сварочных работ взрывоопасной смесью все оборудование должно проходить регулярные проверки и быть в полной исправности.
Технологический процесс сварки с помощью ацетилена
Ацетилен является наиболее выгодным газом при сварке толстых металлов, а так же наиболее удобным при использовании его в полевых условиях. При этом технология получения сварного шва довольно проста и давно освоена, но требует особой внимательности сварщика.
Технология сварки ацетиленом
- Исходя из толщины свариваемых металлов, подбирается необходимая горелка (от 0 до 5).
 Ее толщина будет влиять на ширину шва и расход горючего газа.
Ее толщина будет влиять на ширину шва и расход горючего газа. - Горелка обязательно продувается ацетиленом до появления запаха и проверяется на готовность к работе.
- Поджигается горючий газ и медленно добавляется кислород до образования устойчивого пламени. При этом выходное давление на редукторах: ацетилен — 3-4 атм., кислород — 2 атм.
- Регулировкой горелки подбирается необходимое сварочное пламя, его мощность.
- Тщательно очищенные поверхности металлов передвигаются друг к другу и медленно разогреваются горелкой.
- Сам процесс сварки проводится либо левым, либо правым способом сваривания металлов.
- Следом за горелкой перемещается присадочная проволока.
Ацетиленовая сварка позволяет получить надежное соединение, а качество шва зависит от мастерства сварщика. Но стоит учитывать, что температура горения ацетилена очень высокая, поэтому многое зависит от правильно выбранного соответствия сварочного пламени металлу.
Выбор сварочного пламени
Состав горючей смеси определяет температуру, внешний вид и соответственно мощность сварочного пламени. Регулируя соотношение кислорода и ацетилена в смеси, сварщик может получить три основных вида пламени:
Регулируя соотношение кислорода и ацетилена в смеси, сварщик может получить три основных вида пламени:
- Науглероживающее (избыток ацетилена). Применяется при соединении твердых металлов, а так же алюминия и магниевых сплавов.
- Нормальное (нейтральное). Наиболее часто применяемый вид пламени для сварки “черных” металлов. Пламя имеет четко выраженную корону и состоит из трех цветовых зон: ядро — ярко-голубая, восстановительная зона — бледно-голубая, факел — желтая. Восстановительная зона и факел являются рабочими областями пламени горелки.
- Окислительное (избыток кислорода). Используется при резке металла, сварки латуни и пайке припоев вместе с присадочной проволокой.
Сварочное пламя непосредственно влияет на качество и прочность сварочного шва. Его мощность должна соответствовать теплофизическим свойствам металла и его толщине. Так же проволока, флюс и выбор угла наклона газовой горелки являются определяющими параметрами процесса сваривания металлов.
Металлургические процессы ацетиленовой сварки
Использование ацетилена приводит к характерным особенностям процесса образования шва:
- образовывается небольшая ванна расплавленного металла;
- в точке сваривания достигается высокая температура и основная концентрация тепла;
- металл быстро расплавляется и быстро остывает, но не так как при электродуговой сварке;
- жидкий металл ванны успевает интенсивно перемешиваться газовым потоком пламени и проволоки, что обеспечивает гладкость сварному шву;
- осуществляется химическое взаимодействие между расплавленным металлом и газами сварочного пламени.
Основные реакции газовой сварки:
- Окисление: металлы, которые обладают родством с кислородом (магний, алюминий).
- Восстановление: железо, никель и так далее.
От вида металла и происходящей реакции во время сваривания зависит применение тех или иных флюсов, проволоки.
Структурные изменения свариваемых металлов
Зоной влияния пламени является участок шириной в 3 раза превышающий толщину свариваемых металлов. Соответственно процесс расплавления ацетиленом металлов толщиной более 5 мм представляет сложность и в этом случае обязательно делается скос кромок. Но общая зона влияния газового пламени больше, чем при дуговой сварке, что позволяет соединять более толстые металлы.
Соответственно процесс расплавления ацетиленом металлов толщиной более 5 мм представляет сложность и в этом случае обязательно делается скос кромок. Но общая зона влияния газового пламени больше, чем при дуговой сварке, что позволяет соединять более толстые металлы.
При равномерном прогревании слои основного металла, примыкающие к сварочной ванне, приобретают крупнозернистую структуру. Наиболее крупная и отчетливо прослеживающаяся структура наблюдается в зоне приближенной к самому шву.
Это зона неполного расплавления металла, которая является самой непрочной и подверженной образованию дефектов. За зоной возможных разрушений следует так же зона крупнозернистой структуры металла — зона не рекристаллизации, которая характеризуется меньшими температурами плавления. Все последующие зоны на расстоянии нескольких миллиметров от шва свою мелкозернистую (нормальную) структуру не меняют.
Для уменьшения зоны возможных дефектов используют либо предварительный нагрев непосредственно в зоне сваривания, либо общую термообработку детали, либо горячую проволоку для шва. Все это позволяет наплавленному металлу шва иметь меньшее удлинение и меньший коэффициент вязкости по сравнению с основным металлом, что обеспечивает повышенную пластичность соединения.
Все это позволяет наплавленному металлу шва иметь меньшее удлинение и меньший коэффициент вязкости по сравнению с основным металлом, что обеспечивает повышенную пластичность соединения.
Режимы сварки ацетиленом некоторых металлов
Углеродистая сталь
Высокоуглеродистые стали не рекомендуется сваривать ацетиленом. А для низкоуглеродистых сталей газовая сварка применима в любых вариантах, с выбором любого метода сваривания. При нормальном пламени горелки и средней мощности 120 дм3/ч используется правый метод сваривания. Для повышения качества шва чаще всего используется проволока из малоуглеродистой стали. При нагреве часть марганца, кремния и углерода выгорает, что обеспечивает получение крупнозернистой структуры основного металла. проволока с содержанием 0,17 % углерода, 1,1% марганца и 0,9% кремния используется для получения слоя наплавленного металла ровной структуры.
Легированная сталь
Теплопроводность легированных сталей приводит к высокой степени деформации при значительных температурах, что затрудняет процесс сварки ацетиленом.
- Низколегированные стали: хорошо свариваются нормальным пламенем с применением соответствующих флюсов.
- Хромоникелевые стали: свариваются нормальным пламенем низкой мощности (до 75 дм3/ч).
- Жаропрочные стали: используется проволока с содержанием 25% хрома и 21% никеля.
- Коррозиестойкие стали: применяется проволока с 3% молибдена, 11% никеля и 17% хрома.
Чугун
Окислительное пламя пагубно влияет на структуру чугуна. При его применении выгорает кремний в зоне разогрева и в металле шва образуются зерна белого чугуна. Такое соединение не является прочным и легко колется. Для соединения частей деталей из чугуна возможно использование нормального или науглероживающего пламени газовой горелки.
Медь
Высокий коэффициент теплопроводности меди требует подвода от газовой горелки значительно большего количества тепла, чем для сталей. При этом медь очень быстро плавится и является сверхтекучим материалом в жидком состоянии. Поэтому ее соединение необходимо производить без зазора между кромками деталей или с использованием проволоки из чистой меди. Для удаления медных шлаков используют специальные флюсы, которые к тому же обеспечивают и раскисления шва.
Поэтому ее соединение необходимо производить без зазора между кромками деталей или с использованием проволоки из чистой меди. Для удаления медных шлаков используют специальные флюсы, которые к тому же обеспечивают и раскисления шва.
Латунь
Электродуговой сварке соединение латуни не поддается, поэтому применяют газовую сварку. При образовании шва необходимо использовать температуры около 900 0С, которых достаточно для возникновения соединения, но не хватает для полного испарения цинка из металла. При газовой сварке допустимый процент испарения цинка из шва и около шовной зоны — 25%, что позволяет сформировать не пористый шов.
Если количество ацетилена в горящей смеси увеличить до 35%, то количество испаряемого цинка значительно уменьшится. В этом случае не обойтись без присадочной латунной проволоки и флюса.
Бронза
Бронза сильно подвергается окислительным реакциям, вследствие чего из нее быстро испаряются олово, кремний и алюминий. Поэтому все соединения с использованием газовой сварки необходимо проводить восстанавливающим пламенем горелки. В качестве присадочной проволоки используют непосредственно соединяемый металл, а для раскисления шва в металл вводят еще и 0,5% кремния. Для бронзы подходят флюсы того же состава, что и для меди и латуни.
В качестве присадочной проволоки используют непосредственно соединяемый металл, а для раскисления шва в металл вводят еще и 0,5% кремния. Для бронзы подходят флюсы того же состава, что и для меди и латуни.
Плюсы и минусы ацетиленовой сварки
Прежде всего, любая ручная газовая сварка отличается большими возможностями по сравнению с электродуговой сваркой. Но это же преимущество требует и большего контроля со стороны сварщика, а значит, повышает возможность возникновения ошибки и нарушения целостности соединения.
Преимущества:
- Удобство использования в строительных и монтажных условиях, где нет силового кабеля и источника энергии. Оборудование для сварки достаточно мобильное и легко транспортируется.
- Возможность соединить несколько видов металлов с разными температурами плавления при использовании одного вида оборудования. Только за счет регулирования пламени и концентрации ацетилена в горючей смеси.
- Незаменимость при сваривании чугуна, латуни, меди.

- Повышение качества шва за счет использования правильно подобранной проволоки.
- Возможность регулировки скорости нагрева металла при сваривании ацетиленом.
Недостатки:
- Человеческий фактор: требуется высокая квалификация сварщика для достаточного уровня производительности.
- Большая зона термического влияния, что в машиностроении является неприемлемым.
- При сваривании металлов толщиной более 5 мм дуговая сварка является более выгодной м по затратам, и по скорости получения соединения.
- процесс газовой сварки не поддается механизации и автоматизации.
- Газовая сварка не обеспечивает качественного соединения высокоуглеродистых сталей.
- Возникновение напряжений в металле, что приводит к деформации при сваривании внахлест.
- Экономически не выгодный по сравнению с использованием дуговой сварки вариант получения качественного и надежного сварного соединения.
- Взрывоопасность применяемых материалов, которые невозможно использовать в определенных условиях.
Особенности сварки ацетиленом:
- Идеально подходит для стыковых, а не торцевых соединений.
- Производительность сварки прямо пропорционально зависит от чистоты кислорода и ацетилена.
При всех недостатках и опасностях при использовании и хранении ацетилен, он был и остается главным горючим газом для сварки. В свою очередь, газовая сварка никогда полностью не сдаст позиции и не утратит свою популярность, так как в некоторых условиях она является просто незаменимой и многие отрасли промышленности уже не смогут обойтись без нее.
Высокая квалификация сварщика и многочисленный опыт работы позволяет процессу ацетиленовой сварки стать не только выгодный по расходу материалов, но и по производительности получения сварных соединений различных деталей металлоконструкций. Строгое соблюдение техники безопасности и всех мер предосторожности сводит к минимуму возникновение опасных ситуаций при использовании сварки ацетиленом.
Похожие статьи
- Кислородно ацетиленовая сварка и оборудование для нее. Способы сварки
- Преимущества и недостатки газовой сварки
- Особенности порошкового сварочного припоя
- Сварочная проволока: основные характеристики
Увеличьте температуру пайки
Боб Хенсон и Майк Скраггс
Обсуждение кислородно-ацетиленовых и воздушно-ацетиленовых горелок, включая области применения, сравнения и рекомендации по основному металлу
W при пайке и пайке, которые обычно используют ручные горелки в качестве источника тепла. Для пайки обычно используются два варианты комплектации на выбор: кислород/ацетилен или воздух/ацетилен. Пока доступны альтернативные топливные газы, большинство подрядчиков по-прежнему используют ацетилен. особенности оборудования и преимущества каждого типа будут в центре внимания в этой статье.
Как они работают
Основное различие между этими двумя установками заключается в том, как ацетилен
сгорел. Для кислородно-ацетиленовой системы требуется баллон со сжатым воздухом.
газ ацетилен, а также баллон со сжатым кислородом высокой чистоты. Это
объединяет эти газы, чтобы получить интенсивную температуру пламени. воздух/ацетилен
система требует использования только одного баллона с ацетиленом и получает кислород из
атмосфера. Так как воздух содержит всего около 21% кислорода, было трудно
старые воздушные / ацетиленовые горелки для достижения более высоких температур пламени, необходимых
для пайки. Это ограничение сделало эти горелки более подходящими для низкотемпературных
пайка.
Для кислородно-ацетиленовой системы требуется баллон со сжатым воздухом.
газ ацетилен, а также баллон со сжатым кислородом высокой чистоты. Это
объединяет эти газы, чтобы получить интенсивную температуру пламени. воздух/ацетилен
система требует использования только одного баллона с ацетиленом и получает кислород из
атмосфера. Так как воздух содержит всего около 21% кислорода, было трудно
старые воздушные / ацетиленовые горелки для достижения более высоких температур пламени, необходимых
для пайки. Это ограничение сделало эти горелки более подходящими для низкотемпературных
пайка.
Кому
получить более высокую температуру пламени с воздухом, соотношение воздуха и ацетилена должно
быть увеличена. С современным развитием конструкции вихревого горения,
системы воздух/ацетилен стали пригодными для высокотемпературной пайки. В этих
факелы, газообразный ацетилен, проходя через расширительную камеру наконечника, создает
Эффект Вентури закачивает больше воздуха в наконечник. Большой объем воздуха смешивается
с ацетиленом на повышенной скорости, а ротор или лопасть гомогенизируют
газы. Это создает более богатую смесь, которая сгорает более эффективно. Этот уникальный
дизайн наконечника придает пламени характерный завихряющийся узор.
Это создает более богатую смесь, которая сгорает более эффективно. Этот уникальный
дизайн наконечника придает пламени характерный завихряющийся узор.
Температура
Температура пламени может варьироваться в зависимости от
несколько факторов. Однако температура большинства кислородно-ацетиленовых пламени близка к 5400°F.
на конце внутреннего конуса. Пламя воздух/ацетилен, измеренное при аналогичном
обычно достигают 3000°F. Тот факт, что более низкая температура пламени делает
не обязательно означает снижение эффективности нагрева, будет обсуждаться позже.
Портативность/простота использования
Каждая система требует использования регуляторов, шлангов, рукояток горелки
и советы, но компоненты уникальны для каждого типа системы
Капиллярный эффект втягивает расплавленный припой в пространство между соединяемыми деталями. Здесь используется воздушно-ацетиленовая горелка
Кислород/ацетилен: Большинство установок, используемых в HVACR
промышленности относятся к компактному портативному фонарику. Оператор должен иметь при себе и
заправить два баллона, поэтому дополнительные расходы на кислородный баллон должны быть
считается. Цилиндры обычно изготовлены из стандартного ацетилена «MC» (10 куб.
футов) и кислород «R» (20 куб. футов). В нейтральном пламени используется близкое к 1,1:1 соотношение
кислорода в ацетилен. Так как объемы цилиндров разные, расход равен
неравный. Это означает, что подрядчики могут часто совершать дополнительные поездки за газом.
распределителя или носить с собой резервные баллоны.
Оператор должен иметь при себе и
заправить два баллона, поэтому дополнительные расходы на кислородный баллон должны быть
считается. Цилиндры обычно изготовлены из стандартного ацетилена «MC» (10 куб.
футов) и кислород «R» (20 куб. футов). В нейтральном пламени используется близкое к 1,1:1 соотношение
кислорода в ацетилен. Так как объемы цилиндров разные, расход равен
неравный. Это означает, что подрядчики могут часто совершать дополнительные поездки за газом.
распределителя или носить с собой резервные баллоны.
Воздух/ацетилен: Эти системы требуют только использования
одного ацетиленового баллона размера «MC» или «B» (40 куб. Футов). Один цилиндр
а более простые компоненты горелки/регулятора облегчают переноску системы. Другая
Преимуществом установки воздух/ацетилен является возможность работы с наконечниками разных размеров при
единая настройка давления. Это избавляет от необходимости запоминать и корректировать
давление для обоих газов для различных размеров наконечника – требование с
кислород/ацетилен.
Безопасность
Поскольку в системе кислород/ацетилен смешиваются два газа
существует вероятность воспламенения, то есть воспламенения смешанных газов. Этот
Проблема безопасности снижается при использовании воздушно-ацетиленовой горелки, поскольку используется только один газ.
используется.
Универсальность
Кислородно-ацетиленовые системы популярны из-за их
способность работать с широким спектром приложений. Например, сталь может быть
привариваются стандартными наконечниками или режут режущей насадкой. Большой диаметр
трубки также можно нагревать с помощью многопламенного наконечника. Для пайки, воздух/ацетилен
системы являются предпочтительными. Характеристики пламени позволяют снизить тепловложение и
снизить риск перегрева припоя и флюса.
Характеристики пламени и пайка
Тот факт, что кислородно-ацетиленовое пламя имеет более высокую температуру
уже упоминалось. Важным соображением является не температура
себя, а как тепло распределяется.
Важным соображением является не температура
себя, а как тепло распределяется.
В Сварка или резка, пламя, сфокусированное на кислороде/ацетилене, необходимо, потому что тепло должно быть сосредоточено в небольшой точке. Для пайки разные механизм, называемый «капиллярным действием», необходим для вытягивания расплавленного припоя в пространство между частями. Для достижения равномерного капиллярного действия оба детали должны быть равномерно нагреты перед добавлением стержня. Этот широкий предварительный нагрев способствует нагреванию проводимость через соединение и доводит обе детали до правильной температуры пайки.
С самая высокая температура сосредоточена в конце внутреннего конуса, если кислород/ацетилен используется для пайки, горелка должна находиться в движении, чтобы равномерно распределять тепло. Факел также должен быть расположен дальше, иначе Интенсивность пламени приведет к перегреву детали, что особенно проблематично для латуни или алюминий.
пламя воздух/ацетилен более щадящее. Внутренний конус можно поместить ближе к
часть и оставаться там дольше с меньшей вероятностью прогорания. Чем шире
пламя имеет тенденцию оборачиваться вокруг трубы/фитинга и обеспечивает более широкий нагрев
распределение. Многие в отрасли считают, что эти функции облегчают пайку,
особенно для новых техников.
Внутренний конус можно поместить ближе к
часть и оставаться там дольше с меньшей вероятностью прогорания. Чем шире
пламя имеет тенденцию оборачиваться вокруг трубы/фитинга и обеспечивает более широкий нагрев
распределение. Многие в отрасли считают, что эти функции облегчают пайку,
особенно для новых техников.
Алюминий
При пайке меди фосфорно-медно-серебряные стержни плавятся при
температура значительно ниже точки плавления основного металла 1981°F. Ан
наблюдается переход отрасли на алюминиевые катушки и другие компоненты. Ремонт
алюминий разный. Основной металл плавится примерно при 1200°F, но большинство
присадочные металлы, используемые для расплава алюминия чуть ниже этой температуры, часто
обеспечивая только разницу в 130 ° F.
более низкие температуры плавления алюминия означают, что тепловложение должно быть уменьшено и
следует избегать фокусировки пламени в одном месте. Используйте кислород/ацетилен с осторожностью.
более высокая температура пламени, особенно вблизи внутреннего конуса, может быстро
расплавить алюминиевую трубку. Низкое тепловложение воздуха/ацетилена и более широкое пламя
шаблон часто облегчает эту работу.
Низкое тепловложение воздуха/ацетилена и более широкое пламя
шаблон часто облегчает эту работу.
Схема теплопередачи воздух/ацетилен (слева) и кислород/ацетилен (справа) сохраняет лидирующие позиции в отрасли. Для пайки многих кондиционеров однако логичной альтернативой являются воздушно-ацетиленовые горелки. Подрядчики, пробующие воздушные/ацетиленовые горелки, часто отмечают их портативность и более низкие эксплуатационные расходы легко компенсируют потенциал немного более длительного времени нагрева.
Боб Хенсон — технический директор Harris Products Group.
35-летний опыт соединения металлов. Он является членом Американской ассоциации сварщиков.
Общество и возглавляет комитет A5H, который пишет о припоях и флюсах.
технические характеристики. |Хенсон является членом Комитета производителей пайки AWS;
Группа технической деятельности США, которая рассматривает пайку по международным стандартам ISO
документы; а также Технический комитет National SkillsUSA HVACR. Он
также член RSES и MSAC.
Майк Скраггс (Mike Scruggs) — специалист по технической поддержке Harris Products. Группа и ведущий тренер по пайке в полевых условиях. Он Американское общество сварщиков. Сертифицированный инспектор по сварке и член комитета AWS A5H, который пишет характеристики припоя и флюса. Он судит соревнования по пайке HVACR. на мероприятии National Skills-USA и является членом Butler Tech Vocational Школа (Гамильтон, Огайо) Консультативный совет HVACR.
Загрузить
Резка и сварка пропаном и ацетиленом
Резка и сварка пропаном и ацетиленом — Rexarc
Сварка — один из сложных производственных процессов, используемых в различных отраслях промышленности. Процесс может сильно различаться в зависимости от материала, который рассматривается для сварки, магнитного или немагнитного, черного или цветного материала и так далее. Газы являются одним из неотъемлемых компонентов сварки, и сегодня для этой цели используются различные типы газов. Рассмотрение материала также повлияет на ваше решение о типе газа, который будет использоваться для сварки. Два популярных типа газов, используемых для сварки, включают защитные газы и горючие газы. Гелий, двуокись углерода и аргон являются несколькими важными типами защитных газов, используемых для сварки, тогда как пропан, ацетилен и пропилен являются важными типами топливных газов. Этот пост посвящен двум важным типам горючих газов, используемых для сварки — пропану и ацетилену, их преимуществам и недостаткам.
Рассмотрение материала также повлияет на ваше решение о типе газа, который будет использоваться для сварки. Два популярных типа газов, используемых для сварки, включают защитные газы и горючие газы. Гелий, двуокись углерода и аргон являются несколькими важными типами защитных газов, используемых для сварки, тогда как пропан, ацетилен и пропилен являются важными типами топливных газов. Этот пост посвящен двум важным типам горючих газов, используемых для сварки — пропану и ацетилену, их преимуществам и недостаткам.
Краткое обсуждение ключевых различий между сваркой пропаном и ацетиленовой газовой сваркой
Ниже приведены некоторые основные различия, которые помогут вам понять, чем сварка пропаном и ацетиленовой газовой сваркой отличаются друг от друга.
- Температура пламени: Оба эти газа смешиваются с кислородом для создания желаемого профиля, подходящего для сварки различных типов металлов.
 Пропан, также называемый сжиженным нефтяным газом или сжиженным нефтяным газом, при смешивании с кислородом создает температуру пламени 2800 градусов по Цельсию. Однако ацетилен при смешивании с кислородом дает температуру пламени 3100 градусов по Цельсию. Высокая температура пламени и превосходные характеристики пламени ацетилена используются для сварки или резки закругленных кромок любого металла. Более высокая температура пламени позволяет быстро прожигать твердые материалы.
Пропан, также называемый сжиженным нефтяным газом или сжиженным нефтяным газом, при смешивании с кислородом создает температуру пламени 2800 градусов по Цельсию. Однако ацетилен при смешивании с кислородом дает температуру пламени 3100 градусов по Цельсию. Высокая температура пламени и превосходные характеристики пламени ацетилена используются для сварки или резки закругленных кромок любого металла. Более высокая температура пламени позволяет быстро прожигать твердые материалы. - Тепловая мощность: Ацетилен и пропан также различаются по их тепловой мощности. Значение британской тепловой единицы (БТЕ) для ацетилена составляет 1470 на кубический фут, тогда как пропан имеет значение 2498 БТЕ на кубический фут. Даже если ацетилен имеет более высокую температуру пламени, чем пропан, это не значит, что последний выделяет меньше тепла. Хотя комбинация кислород-ацетилен обеспечивает более быстрый предварительный нагрев, чем пропан, большая часть предварительного нагрева при сварке выполняется смесью пропан-кислород.
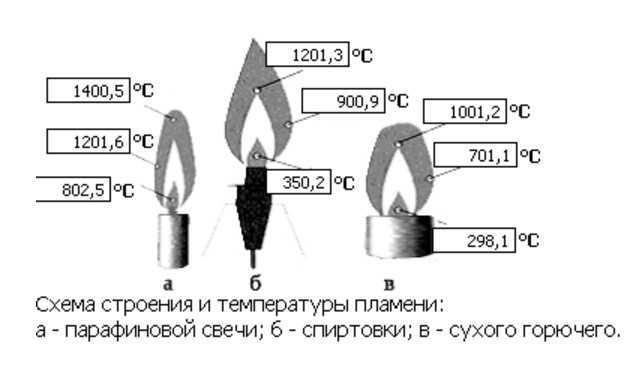 Это связано с тем, что пропан дешевле и способен производить большое количество тепла, необходимого для предварительного нагрева.
Это связано с тем, что пропан дешевле и способен производить большое количество тепла, необходимого для предварительного нагрева. - Процесс сварки: Во-первых: пропан нельзя использовать для газовой сварки. Когда ацетилен сгорает в кислороде, он создает восстановительную зону, которая очищает стальную поверхность. Пропан не имеет восстановительной зоны, как ацетилен, поэтому его нельзя использовать для сварки.
Почему ацетилен используется в качестве сварочного газа?
Есть несколько причин, по которым ацетилен стал более популярным сварочным газом, чем пропан.
- Безопасность: Это одно из основных требований любого производственного процесса, и сварка не является исключением. Предел воспламеняемости ацетилена на воздухе составляет от 2,5% до 82%, а пропана — от 2,1% до 9%..5%. Отсюда можно сделать вывод, что ацетилен опаснее пропана; однако это не так. Удельный вес ацетилена 0,9, поэтому он легче воздуха.
 Если газ просочится, он поднимется. Удельный вес пропана 1,6 и тяжелее воздуха. Любая утечка пропана в закрытом помещении будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда не обнаруживаться. Ацетилен хранится в пористой массе, а ацетон в баллоне, что обеспечивает его 100% безопасное хранение.
Если газ просочится, он поднимется. Удельный вес пропана 1,6 и тяжелее воздуха. Любая утечка пропана в закрытом помещении будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда не обнаруживаться. Ацетилен хранится в пористой массе, а ацетон в баллоне, что обеспечивает его 100% безопасное хранение. - Высококачественная сварка: Общеизвестно, что ацетилен производит более острое и сфокусированное пламя, чем пропан. Пропан генерирует менее 10% тепловой энергии, тогда как ацетилен генерирует 40% тепловой энергии во внутреннем конусе пламени. Это помогает обеспечить лучшее качество сварки и резки с использованием кислородно-ацетиленовой сварки.
- Помогает снизить потребление электроэнергии: В настоящее время высокопрочные стальные материалы используются в различных отраслях промышленности, особенно в автомобильной промышленности. Структурная сложность стальных материалов и точность, необходимая при сварке или резке этих стальных материалов, сделали электросварку предпочтительным выбором среди сварщиков.
 В связи с растущими опасениями по снижению потребления электроэнергии сварщики снова начали использовать кислородно-ацетиленовую сварку, поскольку она не требует источника питания и может использоваться для сварки большинства типов высокопрочных стальных материалов.
В связи с растущими опасениями по снижению потребления электроэнергии сварщики снова начали использовать кислородно-ацетиленовую сварку, поскольку она не требует источника питания и может использоваться для сварки большинства типов высокопрочных стальных материалов. - Эконом: Пропан имеет более высокие стехиометрические потребности в кислороде, чем ацетилен. Для максимальной температуры пламени в кислороде объемное отношение кислорода к топливному газу составляет 1,2: 1 для ацетилена и 4,3: 1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода, чем при использовании ацетилена. Несмотря на то, что пропан дешевле ацетилена, этому противодействует более высокое потребление кислорода.
Все вышеперечисленные пункты помогут вам понять, почему сварка ацетиленом всегда лучше сварки пропаном. Сварка ацетиленом в настоящее время осуществляется с использованием газовых баллонов с ацетиленом. Важно, чтобы вы получали эти цилиндры от надежного производителя.
Новое сообщение >>
Связанные сообщения в блоге
Custom
Мы являемся универсальным магазином, от производства нестандартных судов до полной трелевки, сантехники и приборов.
Связь
Мы следим за нашими процессами и сообщаем вам о статусе вашего проекта столько, сколько вам нужно.
Обязательство
Мы постоянно реинвестируем в наших сотрудников, бизнес и технологии оборудования, чтобы своевременно поставлять качественную продукцию.
Типы пламени для кислородно-ацетиленовой сварки
В этой статье мы увидим введение в различные типы пламени для кислородно-ацетиленовой сварки, как идентифицировать их по внешнему виду, зажиганию ацетиленовой горелки для получения пламени и температурам, наблюдаемым в различные участки пламени.
Позже каждый вид пламени обсуждался более подробно, включая то, какие корректировки необходимо выполнить для получения определенного типа пламени.
В конце был дан краткий комментарий о типах пламени, наблюдаемых при использовании газа MAPP вместо ацетилена.
Введение
Как определить пламя?
Зажигание факела
Кислородно-ацетиленовая температура пламени
Типы пламени кислородно-ацетиленовой сварки – обзор
Нейтральное пламя при кислородно-ацетиленовой сварке
Использование нейтрального пламени
Уменьшение или науглероживание пламени при кислородно-ацетиленовой сварке
Использование науглероживающего пламени
Окислительное пламя при кислородно-ацетиленовой сварке
Использование окислительного пламени
Газовое пламя MAPP
Регулировка газового пламени MAPP
Смотрите также:
Введение
Кислород и горючий газ смешиваются в смесительной камере газокислородной сварочной горелки. Затем смесь выходит через наконечник горелки и может быть нанесена сварщиком в нужном месте.
Затем смесь выходит через наконечник горелки и может быть нанесена сварщиком в нужном месте.
Наконечник горелки бывает разных размеров в зависимости от объема подаваемых газов. Это может быть как игольчатое пламя небольшого диаметра, так и раструб диаметром 3/16 дюйма (4,8 мм) и длиной 2 дюйма (51 мм).
Пламя, видимое нам на острие, имеет разные зоны. Внутренний конус имеет ярко-синюю вспышку. Этот конус иногда также называют рабочим факелом. Для эффективной теплопередачи этот рабочий раструб должен быть расположен близко к свариваемому изделию.
Пламя иногда шумное, а иногда ровное и тихое. Это зависит от скорости потока газов, выходящих из наконечника. Резкость или мягкость пламени зависит от расхода газов. Скорость потока должна быть приблизительно соизмерима с размером наконечника.
Слишком высокая скорость потока вызовет шумное и турбулентное пламя, с которым трудно справиться. Это резкое пламя выдувает расплавленный металл из лужи и затрудняет сварку. Слишком низкий расход вызывает неэффективное пламя, чувствительное к обратному воспламенению.
Слишком низкий расход вызывает неэффективное пламя, чувствительное к обратному воспламенению.
Температуру пламени и, следовательно, воздействие пламени на расплавленный металл можно варьировать, изменяя соотношение кислорода и горючего газа, выходящего из наконечника. Большая часть кислородной сварки выполняется с нейтральным пламенем, что означает, что оба газа подаются в соотношении 1:1.
Увеличение доли кислорода приводит к окислительному пламени. Если доля топливного газа увеличивается, пламя уменьшается. Все типы пламени подходят при определенных условиях.
Как определить пламя?
Пламя легко узнать по внешнему виду. После того, как факел зажжен зажигалкой или пилотным пламенем, в пламени можно увидеть различные зоны.
Восстанавливающее пламя можно определить по наличию «перьевого» расширения внутреннего конуса. См. рисунок 1 ниже. По мере увеличения доли ацетилена или уменьшения доли кислорода длина пера увеличивается.
Если перо большое, это означает, что смесь газов имеет высокий процент ацетилена.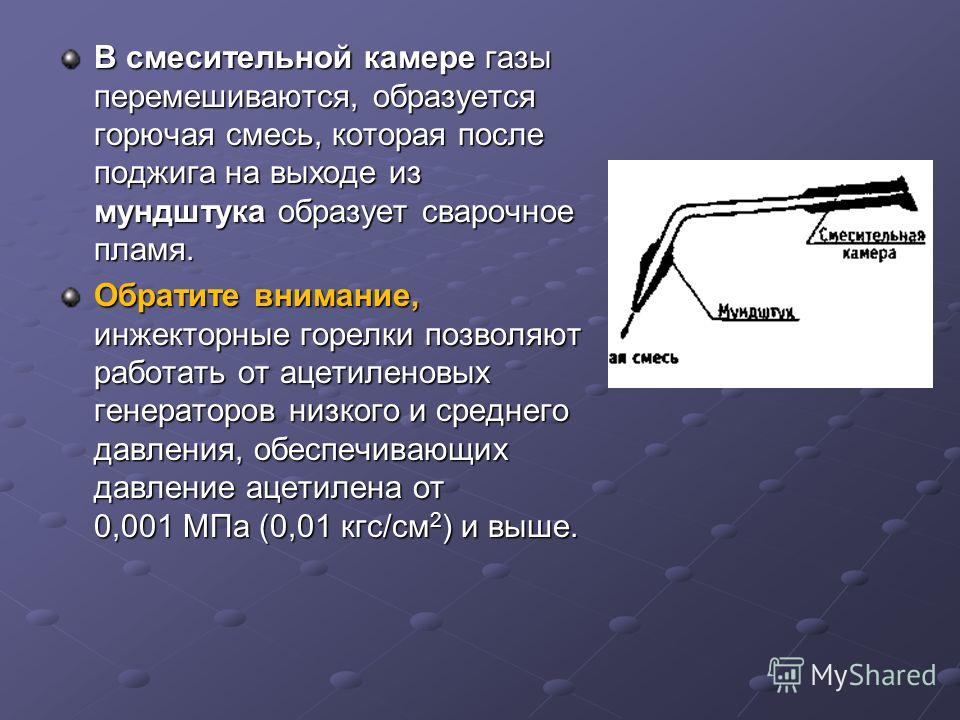 О степени избытка ацетилена можно судить по длине пера и внутреннего конуса. Обе длины следует измерять от кончика горелки. Перо 2X указывает на то, что доля ацетилена примерно в два раза превышает долю кислорода.
О степени избытка ацетилена можно судить по длине пера и внутреннего конуса. Обе длины следует измерять от кончика горелки. Перо 2X указывает на то, что доля ацетилена примерно в два раза превышает долю кислорода.
Такое пламя по своей природе является науглероживающим. То есть он вносит углерод в металл шва, что нежелательно.
При снижении содержания ацетилена (или увеличении содержания кислорода) перо уменьшается. Пламя называется нейтральным, когда перо просто полностью исчезает.
С этого момента, если доля кислорода увеличивается (или доля ацетилена уменьшается), образующееся пламя является окислительным пламенем. Регулировка окислительного пламени может быть указана как величина, на которую должна быть уменьшена длина внутреннего конуса.
Скажем, указано, что длина два должна быть уменьшена на 1/10 -й . Сварщик увеличивает подачу кислорода до тех пор, пока длина внутреннего конуса не уменьшится примерно на 10%.
Настройки ацетиленовой горелки, которые будут создавать различные типы пламени для кислородно-ацетиленовой сварки, обсуждаются в описании различных типов пламени ниже.
Зажигание горелки
Сварочную горелку можно зажечь с помощью запальника или фрикционной зажигалки. При регулировке давления на газовых регуляторах (установленных на газовых баллонах) и клапанах на сварочной горелке необходимо соблюдать соответствующие указания изготовителя изделия. При запуске операций необходимо соблюдать правильную последовательность.
При поджигании горелки ее следует держать так, чтобы пламя было направлено в сторону от сварочного аппарата, газовых шлангов и баллонов. Поверните ацетиленовый клапан на горелке примерно на 1/4 th и подожгите пламя, ударяя зажигалкой о кончик. Это зажигает факел.
Кислород еще не подается. Это пламя поддерживается кислородом воздуха. Топливо не сгорает полностью. В результате мы видим закопченное пламя. Температура в этом пламени гораздо меньше и не годится ни для какой сварки.
При любых сварочных работах необходимо активно подавать кислород через горелку. Кислород, подаваемый через горелку, обеспечивает более полное сгорание, что приводит к более высоким температурам.
Ацетиленовый клапан горелки следует открывать медленно, пока пламя не станет чистым. Это чистое ацетиленовое пламя желтоватое, густое, длинное и непригодное для сварки. Итак, теперь следует медленно открыть кислородный клапан на горелке. Теперь, когда горение происходит с большей степенью полноты, мы видим голубоватое пламя. Мы также видим яркий внутренний конус, окутанный внешней оболочкой.
Высокие температуры, необходимые для сварки, обнаруживаются в этом голубоватом внутреннем конусе.
Температура пламени оксиацетилена
Температура пламени оксиацетилена зависит от типа пламени . Кроме того, одинаковая температура не наблюдается по всей длине пламени. Температура самая высокая сразу за внутренним конусом, где происходит полное сгорание, и она постепенно снижается до самой низкой на внешних краях.
При горении ацетилена на внутреннем конусе в присутствии кислорода в качестве продукта образуются окись углерода и водород. Эти газы носят восстановительный характер (т. е. имеют свойство соединяться с кислородом и удалять его), поэтому в этой зоне не может происходить никакого окисления металла.
е. имеют свойство соединяться с кислородом и удалять его), поэтому в этой зоне не может происходить никакого окисления металла.
Это горение является первичной реакцией в пламени и может быть представлено следующим уравнением: и H 2 газы охлаждаются из высокотемпературного внутреннего конуса, они соединяются с атмосферным кислородом с образованием угарного газа и водяного пара соответственно. Это завершает сгорание. Это вторичная реакция, и ее можно представить следующим уравнением:
2CO + H 2 + 1,5O 2 = 2CO 2 + H 2 O + Тепло
Можно отметить, что температура кислородно-ацетиленового пламени отличается от других кислородно-топливных пламени в зависимости от по используемому топливному газу. Это зависит от свойств газа (см. таблицу в конце этой статьи для сравнения теплотворной способности различных газов) и от типа используемого пламени.
Типы кислородно-ацетиленового сварочного пламени – обзор
Существует три основных типа пламени: нейтральное (или сбалансированное), науглероживающее (или избыток ацетилена) и окислительное (избыток кислорода).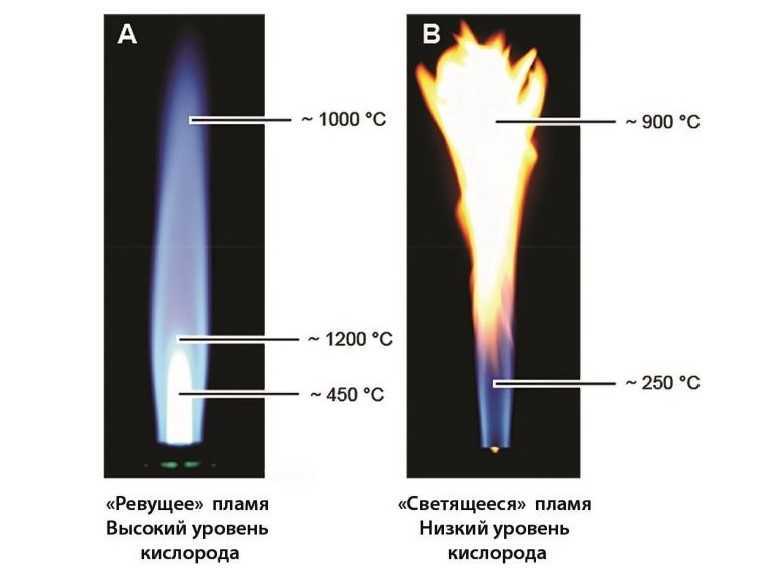 Эти языки пламени показаны на рисунке 2 ниже.
Эти языки пламени показаны на рисунке 2 ниже.
Мы рассмотрим их вкратце, прежде чем перейти к подробному обсуждению.
Во-первых, давайте вкратце посмотрим – что такое нейтральное пламя?
Нейтральное пламя производится при использовании кислорода и ацетилена в соотношении 1:1. Некоторое количество кислорода берется из атмосферы для завершения сгорания. Это наиболее широко используемое пламя для сварки. Характеризуется четким, хорошо выраженным светящимся конусом во внутренней зоне пламени.
пламя науглероживания характеризуется наличием пера, свисающего с внутреннего конуса. Это перо называется ацетиленовым пером. Длина этого ацетиленового пера или ленты относительно внутреннего конуса указывает на количество избыточного ацетилена.
Этот тип пламени имеет избыток ацетилена, подаваемый в пламя (другими словами – недостаток кислорода). Этот тип пламени может добавлять углерод к сварному шву, отсюда и название «науглероживание». Добавление углерода в металл сварного шва нежелательно.
Добавление углерода в металл сварного шва нежелательно.
В окислительном пламени избыток кислорода. Для него характерна более короткая оболочка. Внутренний конус маленький и заостренный. Уменьшение длины конуса указывает на количество избыточного кислорода. Этот тип пламени также мало используется для сварки, так как имеет тенденцию к окислению металла. Однако он используется для сварки некоторых определенных металлов.
Помимо кислородно-топливной сварки, эти три пламени также составляют процесс кислородно-топливной резки.
Нейтральное пламя при кислородно-ацетиленовой сварке
Теперь давайте посмотрим, что такое нейтральное пламя, в деталях.
Нейтральное пламя можно отличить по наличию двух отчетливых зон: одна — голубовато-белый светящийся внутренний конус; во-вторых, светло-голубое пламя, окутывающее внутренний конус. Эту оболочку также называют оболочкой.
В нейтральном пламени ацетилен и кислород находятся в объемном соотношении 1:1.
Чтобы получить нейтральное пламя, начните с избыточного ацетиленового пламени, которое легко узнать по наличию ацетиленового пера. Затем медленно увеличьте подачу кислорода (или уменьшите подачу ацетилена) так, чтобы перо укоротилось, а затем полностью исчезло. Когда перо полностью исчезнет, пламя станет нейтральным.
Для абсолютно нейтрального пламени не должно быть беловатых полос на конце внутреннего конуса. Иногда эти стримеры оставляют для того, чтобы пламя не превратилось в окислительное пламя. Однако не рекомендуется оставлять стримеры длиннее, чем от 1/16 дюйма до 1/8 дюйма (от 1,6 мм до 3,2 мм).
При нейтральном пламени при кислородно-ацетиленовой сварке температура на конце внутреннего конуса составляет 5850°F (3232°C). Температура на конце внешней оболочки существенно ниже и составляет 2300°С (1260°С). Опытный сварщик использует эту температуру в своих интересах во время сварки.
Использование нейтрального пламени
Нейтральное пламя наиболее широко используется при сварке ацетиленом, а также при резке. Работа плавная, бесшумная, можно легко контролировать расплавленную лужу. Расплавленный металл течет легко, без каких-либо турбулентностей.
Работа плавная, бесшумная, можно легко контролировать расплавленную лужу. Расплавленный металл течет легко, без каких-либо турбулентностей.
Восстанавливающее или науглероживающее пламя при кислородно-ацетиленовой сварке
Теперь давайте посмотрим, что такое науглероживающее пламя и как его получить.
Когда доля ацетилена высока по сравнению с кислородом, образующееся пламя называется восстановительным пламенем. Избыток ацетилена может также вызвать введение углерода в металл сварного шва, поэтому такое пламя также называют науглероживающим пламенем.
Это определение пламени науглероживания.
Чтобы получить это пламя, сначала доведите пламя до нейтрального состояния. Затем медленно открывайте ацетиленовый клапан на горелке до тех пор, пока ацетиленовое перо (также называемое стримером) не станет видимым на концах внутреннего конуса. Длина этого пера указывает на дополнительный ацетилен. Для сварочных работ длина этого пера не должна превышать половины длины внутреннего конуса.
Восстанавливающее пламя легко определить. Он имеет три зоны: голубовато-белый внутренний конус, белое промежуточное перо и светло-голубую оболочку внешнего блика. Температура на конце внутреннего конуса составляет около 5700°F (3149°С).°С). Это пламя горит с шипящим звуком.
Не рекомендуется использовать для сварочных работ сильно восстановительное пламя. Он не только вводит углерод в металл сварного шва, но также вызывает кипение расплавленного металла. Это связано с тем, что углерод, поглощаемый металлом из пламени, выделяет тепло. Такой лужей непросто управлять и манипулировать. Металл сварного шва, содержащий избыток углерода, является хрупким и подвержен растрескиванию.
Как упоминалось выше, довольно редко это пламя также называют коксующимся пламенем.
Использование науглероживающего пламени
Слегка восстановительное пламя иногда используется для обратной сварки некоторых металлов. Это пламя используется для сварки высокоуглеродистой стали и сплавов цветных металлов, таких как никель, монель и т. д.
д.
Оно также используется в операциях с серебряным и мягким припоем. Для этих операций используются только перо или лента и внешняя оболочка.
Окислительное пламя При кислородно-ацетиленовой сварке
Окислительное пламя возникает, когда доля кислорода выше, чем в ацетилене. Чтобы получить этот тип пламени, сначала доведите пламя до нейтрального состояния. Затем медленно открывайте кислородный клапан на горелке, пока внутренний конус не укоротится на желаемую величину. Как правило, он укорачивается на десятую часть своей нейтральной длины.
Внутренний конус короткий и заостренный, слегка фиолетового цвета. Шипящий звук является характерным признаком окислительного пламени. Температура на кончике внутреннего конуса является самой высокой среди трех пламен и составляет 6300°F (3482°C).
Когда окислительное пламя используется для сварки стали, оно дает искры и вызывает вспенивание металла. Это свидетельствует о том, что происходит окисление металла. Из-за этого окислительное пламя не подходит для сварочных работ.
Из-за этого окислительное пламя не подходит для сварочных работ.
Использование окислительного пламени
Как упоминалось выше, окислительное пламя не подходит для сварочных работ, поскольку вызывает окисление металла. Полученный металл сварного шва будет иметь пористость и будет хрупким.
Слегка окисляющее пламя используется для пайки стали и чугуна. Он также используется для сварки латуни или бронзы. Обычно используемое отношение кислорода к ацетилену варьируется в пределах 1,1-1,2:1 для пайки стали. Правильное соотношение должно быть получено путем наблюдения за поведением пламени на металле сварного шва.
Газовое пламя MAPP
Различные топливные газы имеют разную теплотворную способность; и различные свойства теплопередачи в первичном и вторичном пламени. Газ MAPP имеет почти такое же свойство тепловыделения в первичном пламени, что и газообразный ацетилен, но гораздо более высокое свойство тепловыделения во вторичном пламени. В следующей таблице перечислены свойства тепловыделения обычно используемых топливных газов при кислородно-топливной сварке.
| Топливный газ | Flame temperature (°F) | Primary flame heat (BTU/cubic feet) | Secondary flame heat (BTU/cubic feet) | Total heat ( BTU/cubic feet) |
| MAPP gas | 5301 | 517 | 1889 | 2406 |
| Acetylene | 5589 | 507 | 963 | 1470 |
| Propane | 4579 | 255 | 2243 | 2498 |
| Natural gas | 4600 | 11 | 989 | 1000 |
| Propylene | 5193 | 433 | 1938 | 2371 |
Другим преимуществом газа MAPP является то, что расстояние связи между пламенем и работой не так важно, как для других газов.
Обратите внимание на теплоту сгорания газа MAPP в сравнении с кислородно-ацетиленовым пламенем в таблице выше. Видно, что средняя температура пламени газа МАПП несколько меньше, чем кислородно-ацетиленового пламени, но имеет большую теплотворную способность. Если мы используем газ пропан, температура пламени, полученная с оксипропаном, меньше, чем у газа MAPP и у ацетилена, однако его теплотворная способность выше, чем у обоих.
Более высокая теплотворная способность указывает на более плотно упакованные углеводороды в газе. Поэтому стехиометрическая потребность в кислороде для сжигания этих газов также выше.
Соотношение кислорода и ацетилена составляет 1,1-1,2:1 для нейтрального пламени. Это соотношение кислорода и ацетилена выгодно отличается от отношения кислорода к пропану, которое составляет около 4,3:1. Для газообразного пропилена это соотношение кислород/топливо составляет около 3,7:1. Для мэпп-газа мы увидим соотношение в следующем параграфе.
Сравнение температуры пламени, теплотворной способности и соотношения кислород/топливо для различных газов можно найти здесь.
Регулировка пламени газа MAPP
Подобно сварке с ацетиленом, при сварке с использованием газа MAPP также существует три типа пламени: окислительное, восстановительное и нейтральное пламя. На следующем рисунке показаны три типа пламени. Правильная регулировка пламени важна для качества металла сварного шва.
Науглероживающее пламя газа МАПП похоже на пламя ацетилена. На конце внутреннего конуса можно увидеть желтое перо. Это пламя получается, когда отношение кислорода к горючему газу составляет 2,2:1 или меньше. Слегка науглероживающее пламя используется для сварки или пайки металлов, которые легко окисляются. Одним из примеров является алюминий.
В нейтральном пламени перо топливного газа исчезает. Отношение кислорода к горючему газу для нейтрального пламени составляет примерно 2,3 – 2,5:1. Внутренний конус имеет ярко выраженный темно-синий цвет. Внутренний конус газового пламени MAPP почти в 1,5-2 раза длиннее внутреннего конуса ацетиленового пламени.
Нейтральное пламя является наиболее часто используемой настройкой.
По мере увеличения содержания кислорода синий цвет немного светлеет. От пламени исходит горящий шипящий звук. Это окислительное пламя.
Окислительное пламя, как правило, не применяют для сварочных работ, за исключением пайки меди и ее сплавов.
Итак, речь шла о различных типах пламени для кислородно-ацетиленовой сварки. Если у вас есть что добавить к этому, пожалуйста, не стесняйтесь упоминать об этом в разделе комментариев ниже.
См. также:
- Настройка оборудования для кислородно-ацетиленовой сварки
- Позиции для кислородно-топливной сварки
Ацетилен и пропан: плюсы и минусы они уделяют первостепенное внимание нагреву, эффективности, универсальности и чистым резам, в зависимости от того, какой тип сварки они конкретно рассматривают.
Ацетилен в течение многих лет был предпочтительным топливом для резки среди сварщиков. Но по мере того, как стоимость ацетилена растет, вы можете заглянуть на любой сварочный форум, и вы найдете горячих спорщиков, задающихся вопросом, действительно ли ацетилен лучше, чем многие альтернативы, такие как пропан, для целей сварки. В Vern Lewis Welding Supply, Inc. мы предлагаем заправки как ацетиленом, так и пропаном в Фениксе, штат Аризона, поэтому мы хотим указать на плюсы и минусы каждого из них, чтобы вы могли принять обоснованное решение о том, какой вариант лучше всего соответствует вашим потребностям.
В Vern Lewis Welding Supply, Inc. мы предлагаем заправки как ацетиленом, так и пропаном в Фениксе, штат Аризона, поэтому мы хотим указать на плюсы и минусы каждого из них, чтобы вы могли принять обоснованное решение о том, какой вариант лучше всего соответствует вашим потребностям.
Тепло
Одним из основных аргументов в пользу ацетилена является то, что он горит горячее. Что касается сварки, люди часто утверждают, что чем горячее, тем лучше. Однако действительно ли ацетилен горит сильнее? Простой ответ на этот вопрос – да. Максимальное нейтральное пламя для ацетилена в кислороде составляет около 5720 F, а температура для пропана составляет 5112. Это, однако, не означает, что пропан выделяет меньше тепла.
Ацетилен может гореть сильнее и может даже быстрее предварительно нагреть металл. Однако при надлежащих знаниях, запасных частях и настройке пропан может фактически соответствовать или даже превосходить ацетилен. Очевидно, что здесь задействовано много переменных.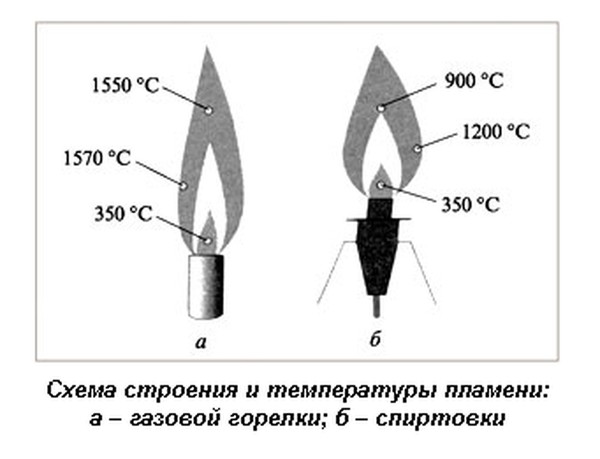 Вопрос не в том, какой вариант лучше, а в том, какой вариант лучше всего подходит для вас в зависимости от типа работы, которую вы хотите выполнять, и оборудования, которое вы хотите использовать.
Вопрос не в том, какой вариант лучше, а в том, какой вариант лучше всего подходит для вас в зависимости от типа работы, которую вы хотите выполнять, и оборудования, которое вы хотите использовать.
Безопасность
Одним из главных аргументов в пользу пропана является то, что он безопаснее ацетилена. Опять же, судя по цифрам, так оно и есть. Ацетилен воспламеняется в смесях от 2,5 до 82 процентов, в то время как диапазон содержания пропана составляет от 2,1 до 9,5 процентов. Основываясь на этих цифрах, легко утверждать, что пропан намного безопаснее в использовании, чем ацетилен. Однако имейте в виду, что оба эти газа легковоспламеняющиеся, и с обоими нужно обращаться осторожно. Следует использовать одни и те же меры предосторожности, независимо от того, какой вариант вы выберете.
Стоимость
Наконец, мы должны обсудить могучий доллар, который часто оказывает наибольшее влияние на многие деловые решения. В частности, в последние годы стало труднее достать ацетилен, что увеличивает его стоимость. Пропан, с другой стороны, легко доступен и более стабилен для хранения, что делает его более доступным. На самом деле именно постоянно растущая разница в цене между этими двумя сварочными видами топлива заставляет многих в отрасли задуматься о переходе с ацетилена на пропан.
Пропан, с другой стороны, легко доступен и более стабилен для хранения, что делает его более доступным. На самом деле именно постоянно растущая разница в цене между этими двумя сварочными видами топлива заставляет многих в отрасли задуматься о переходе с ацетилена на пропан.
Если вы все еще не уверены, какое топливо для сварки лучше всего подходит для вас, поговорите с нашими экспертами из Vern Lewis Welding Supply, Inc. Наши сотрудники будут рады помочь вам решить, какое топливо лучше всего подходит для ваших конкретных нужд. Мы предлагаем заправку как ацетиленом, так и пропаном в Фениксе, штат Аризона, поэтому независимо от того, какое топливо вы решите использовать, мы будем рады помочь!
4 факта о сварке в строительстве
Сварка играет важную роль в нашем обществе, и она используется во многих различных отраслях. Легко упустить из виду, какую неотъемлемую роль играет в нашей повседневной жизни! В огромном количестве конструкций, таких как мосты и большие здания, использовалась сварка в строительстве, чтобы добиться впечатляющих результатов в отношении долговечности и мастерства. Возьмем…
Легко упустить из виду, какую неотъемлемую роль играет в нашей повседневной жизни! В огромном количестве конструкций, таких как мосты и большие здания, использовалась сварка в строительстве, чтобы добиться впечатляющих результатов в отношении долговечности и мастерства. Возьмем…
Подробнее 4 факта о сварке в строительной отраслиПродолжить
Покупка подержанного сварочного оборудования
Независимо от того, являетесь ли вы новичком, только начинающим свой путь в области сварки, или давно являетесь профессионалом в этой области, приобретение хороших инструментов и оборудования может обойтись дорого. При поиске менее дорогих вариантов приобретения сварочного оборудования подержанное и/или отремонтированное оборудование может стать отличным выбором. В этой статье мы расскажем о некоторых преимуществах…
Подробнее Покупка подержанного сварочного оборудованияПродолжить
3 ошибки при сварке, которых следует избегать
Сварка, если она сделана правильно, имеет бесконечный потенциал. Это ремесло, которое полно цели и требует большого мастерства. В области сварки используются различные материалы и оборудование, и крайне важно обеспечить соблюдение правильных шагов. По оценкам, только в Соединенных Штатах насчитывается 404 800 сварщиков,…
Подробнее 3 ошибки при сварке, которых следует избегатьПродолжить
Советы для тех, кто не знаком с пропаном
У вас на заднем дворе стоит большой баллон с пропаном? Если это так, и если вы впервые владеете или используете баллон с пропаном, вы можете не знать, как его использовать и когда вам нужно его наполнить. К счастью, это на самом деле довольно просто и безопасно, а во многих…
Прочитайте больше советов для людей, которые плохо знакомы с пропаномПродолжить
Введение в сварку с флюсовым сердечником
Сварка с флюсовой проволокой — это процесс, используемый практически для всех типов сварки, от простых ремонтных работ в доме до тяжелых работ. Если вы только учитесь сваривать, сварка с флюсовой проволокой — хороший процесс для начала. Это дешевле, чем другие виды сварки, и его легче освоить. Некоторые проекты работают…
Подробнее Введение в сварку с флюсовым сердечникомПродолжить
Сварочное пламя: нейтральное, науглероживающее и окислительное
Существует три основных типа пламени: нейтральное (сбалансированное), избыточное ацетиленовое (науглероживающее) и избыточное кислородное (окислительное), как показано ниже.
- Нейтральное пламя называется нейтральным, поскольку в большинстве случаев не оказывает химического воздействия на свариваемый металл.
- Пламя науглероживания производит карбид железа, вызывая химические изменения в стали и железе.
 По этой причине науглероживающее пламя не используется для металлов, поглощающих углерод.
По этой причине науглероживающее пламя не используется для металлов, поглощающих углерод. - Окислительное пламя более горячее, чем нейтральное пламя, и часто используется для обработки меди и цинка.
Нейтральное пламя имеет четкий, четко очерченный или светящийся конус, указывающий на завершение сгорания.
Нейтральное пламя обычно используется для сварки:
- Мягкой стали
- Нержавеющая сталь
- Чугун
- Медь
- Алюминий
Сварочное пламя должно быть отрегулировано до нейтрального перед тем, как установить науглероживающую или окислительную пламенную смесь.
В нейтральном пламени есть две четко очерченные зоны.
- Внутренняя зона состоит из светящегося конуса голубовато-белого цвета.

- Его окружает светло-голубая огненная оболочка или оболочка.
Это нейтральное пламя получается, если исходить из избыточного ацетиленового пламени, в котором внутренний конус имеет «перо». Когда поток ацетилена уменьшается или поток кислорода увеличивается, перо исчезает. Нейтральное пламя начинается, когда перо исчезает.
Нейтральное или сбалансированное пламя получается, когда смешанный факельный газ состоит примерно из одного объема кислорода и одного объема ацетилена. Его получают, постепенно открывая кислородный клапан, чтобы укоротить ацетиленовое пламя до тех пор, пока не станет виден четко очерченный внутренний конус.
Для строго нейтрального пламени на конце конуса не должно быть беловатых полос. В некоторых случаях желательно оставить небольшой ацетиленовый стример или «перо» длиной от 1/16 до 1/8 дюйма (от 1,6 до 3,2 мм) на конце конуса, чтобы пламя не окислялось.
Эта регулировка пламени используется для большинства сварочных операций и для предварительного нагрева во время резки. При сварке стали этим пламенем лужа расплавленного металла тихая и чистая. Металл легко течет, не кипит, не пенится и не искрит.
При сварке стали этим пламенем лужа расплавленного металла тихая и чистая. Металл легко течет, не кипит, не пенится и не искрит.
В нейтральном пламени температура на кончике внутреннего конуса составляет примерно 5850ºF (3232ºC), а на конце внешней оболочки или оболочки температура падает примерно до 2300ºF (1260ºC). Это изменение пламени позволяет в некоторой степени контролировать температуру при сварке. Положение пламени по отношению к расплавленной ванне можно менять, и таким образом контролировать нагрев.
Компоненты науглероживающего сварочного пламениНауглероживающее пламя
Науглероживающее пламя имеет избыток ацетилена, внутренний конус имеет оперенный край, выходящий за его пределы.
Это белое перо называется ацетиленовым пером.
Если ацетиленовое перо в два раза длиннее внутреннего конуса, это называется удвоенным пламенем, что является способом выражения количества избыточного ацетилена. Науглероживающее пламя может добавить углерод к металлу сварного шва.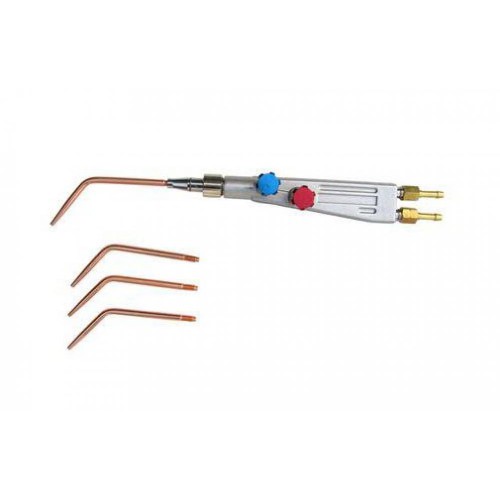
Восстанавливающее или науглероживающее пламя сварки получается, когда чуть меньше одного объема кислорода смешивают с одним объемом ацетилена.
Это пламя получают, сначала установив нейтральное положение, а затем медленно открывая ацетиленовый клапан до тех пор, пока на конце внутреннего конуса не появится ацетиленовая полоса или «перо».
Длина этой избыточной ленты указывает на степень пламенного науглероживания. Для большинства сварочных работ эта коса должна быть не больше половины длины внутреннего конуса.
Восстановительное или науглероживающее пламя всегда можно распознать по наличию трех отчетливых зон пламени. Имеется четко выраженный голубовато-белый внутренний конус, белый промежуточный конус, указывающий на количество избытка ацетилена, и светло-голубая внешняя оболочка факела. Этот тип факела горит с грубым мчащимся звуком. Его температура составляет примерно 5700ºF (3149ºC) на концах внутреннего конуса.
При сварке сильно науглероживающим пламенем металл кипит и не прозрачен. Сталь, поглощающая углерод из пламени, отдает тепло. Это приводит к закипанию металла. В холодном состоянии сварной шов имеет свойства высокоуглеродистой стали, будучи хрупким и подверженным растрескиванию.
Сталь, поглощающая углерод из пламени, отдает тепло. Это приводит к закипанию металла. В холодном состоянии сварной шов имеет свойства высокоуглеродистой стали, будучи хрупким и подверженным растрескиванию.
Иногда для обратной сварки используется слабое перьевое пламя ацетилена. Науглероживающее пламя выгодно для сварки высокоуглеродистой стали и наплавки таких цветных сплавов, как никель и монель. При использовании в операциях серебряного припоя и мягкого припоя используются только промежуточный и внешний конусы пламени. Они передают низкотемпературное вымачивающее тепло припаиваемым деталям.
Компоненты окислительного сварочного пламениОкислительное пламя
Окислительное сварочное пламя образуется при смешивании чуть более одного объема кислорода с одним объемом ацетилена.
Чтобы получить этот тип пламени, факел должен быть сначала настроен на нейтральное пламя. Затем поток кислорода увеличивается до тех пор, пока внутренний конус не укорачивается примерно до одной десятой его первоначальной длины. Когда пламя правильно отрегулировано, внутренний конус становится заостренным и слегка фиолетовым.
Когда пламя правильно отрегулировано, внутренний конус становится заостренным и слегка фиолетовым.
Окислительное пламя также можно распознать по отчетливому шипящему звуку. Температура этого пламени составляет приблизительно 6300ºF (3482ºC) на кончике внутреннего конуса.
Окислительное сварочное пламя обычно используется для сварки следующих металлов:
- цинк
- медь
- марганцевая сталь
- чугун
При воздействии на сталь окислительное пламя вызывает вспенивание расплавленного металла и искрообразование. Это указывает на то, что избыток кислорода соединяется со сталью и сжигает ее.
Окислительное пламя не следует использовать для сварки стали, поскольку наплавленный металл будет пористым, окисленным и хрупким. Это пламя разрушит большинство металлов, и его следует избегать.
Слабо окисляющее пламя используется при пайке факелом стали и чугуна. Более сильное окислительное пламя используется при сварке латуни или бронзы.
В большинстве случаев количество избыточного кислорода, используемого в этом пламени, необходимо определять, наблюдая за воздействием пламени на расплавленный металл.
Mapp Gas Welding Flames
Свойства теплопередачи первичного и вторичного пламени различаются для разных топливных газов. Газ MAPP имеет высокое тепловыделение в первичном пламени и большое тепловыделение во вторичном пламени. Пропилен занимает промежуточное положение между пропаном и газом MAPP. Теплотворная способность топливных газов указана в таблице 11-3.
Расстояние связи между изделием и пламенем не так критично для газа MAPP, как для других видов топлива.
Регулировка газового пламени MAPP. Регулировка пламени является наиболее важным фактором для успешной сварки или пайки с использованием газа MAPP. Как и в случае с любым другим топливным газом, существует три основных газовых пламени MAPP: науглероживание, нейтральное и окислительное (рис. 11-3).
Пламя науглероживания выглядит почти так же, как с газом MAPP или ацетиленом. У него желтое перо на конце первичной шишки. Науглероживающее пламя получается с газом MAPP, когда соотношение кислородного топлива составляет около 2,2: 1 или ниже. Слегка науглероживающее или «восстановительное» пламя используется для сварки или пайки легко окисляемых сплавов, таких как алюминий.
У него желтое перо на конце первичной шишки. Науглероживающее пламя получается с газом MAPP, когда соотношение кислородного топлива составляет около 2,2: 1 или ниже. Слегка науглероживающее или «восстановительное» пламя используется для сварки или пайки легко окисляемых сплавов, таких как алюминий.
При увеличении содержания кислорода или снижении подачи топлива науглероживающее перо отрывается и исчезает. Когда перо исчезает, соотношение кислородного топлива составляет около 2,3: 1. Внутреннее пламя очень глубокого синего цвета. Это нейтральное газовое пламя MAPP для сварки, показанное на рис. 11-3. Пламя остается нейтральным вплоть до отношения кислорода к топливу примерно 2,5:1.
Увеличение кислородного пламени дает более светлое голубое пламя, более длинный внутренний конус и более громкий звук горения. Это окислительный газовый факел MAPP. Опыт оператора с ацетиленом позволяет немедленно отрегулировать газовое пламя MAPP так, чтобы оно выглядело как короткое интенсивное синее пламя, типичное для нейтрального ацетиленового пламени. Однако будет получено типичное пламя окислительного газа MAPP. За некоторыми исключениями, такими как сварка или пайка меди и медных сплавов, окислительное пламя является наихудшей из возможных настроек пламени, независимо от используемого горючего газа. Нейтральное пламя является основной настройкой для сварки или пайки стали. Пламя нейтрального газа MAPP имеет конус первичного пламени, который в 1-1/2–2 раза длиннее, чем конус первичного пламени ацетилена.
Однако будет получено типичное пламя окислительного газа MAPP. За некоторыми исключениями, такими как сварка или пайка меди и медных сплавов, окислительное пламя является наихудшей из возможных настроек пламени, независимо от используемого горючего газа. Нейтральное пламя является основной настройкой для сварки или пайки стали. Пламя нейтрального газа MAPP имеет конус первичного пламени, который в 1-1/2–2 раза длиннее, чем конус первичного пламени ацетилена.
Что такое горелки для пайки? (с картинками)
`;
Джен Айноа Горелки для пайки
используются для соединения двух кусков металла вместе при температуре 800 градусов по Фаренгейту (426 градусов по Цельсию) или выше. При использовании температур ниже этой обычно считается пайка, а не пайка. Горелки для пайки обеспечивают пламя или дугу, которая плавит присадочный материал, используемый для соединения кусков металла вместе.
При использовании температур ниже этой обычно считается пайка, а не пайка. Горелки для пайки обеспечивают пламя или дугу, которая плавит присадочный материал, используемый для соединения кусков металла вместе.
Существует множество типов горелок для пайки, но три из наиболее распространенных разновидностей включают газ метилацетилен-пропадиен (MAPP), кислород/ацетилен и вольфрамовый инертный газ (TIG). Все они служат одной и той же цели — сварке металла, — но температуры, при которых они работают, различаются. Для некоторых работ по пайке требуются определенные температуры, поэтому не все горелки для пайки созданы одинаково. Требуемая температура и тип необходимой горелки будут определяться типами металлов, которые необходимо склеить, и относительной толщиной этих металлов.
Горелки для газовой пайки MAPP обычно представляют собой ручные трубки с непосредственно прикрепленным небольшим баком. В баке находится газовая смесь. Горелки MAPP используются при сварке легких материалов с использованием наполнителя с более низкой температурой плавления, такого как сплавы серебра, свинца и латуни. Многие сварщики считают использование горелок MAPP формой пайки, а не сварки, из-за этих низких температур.
В баке находится газовая смесь. Горелки MAPP используются при сварке легких материалов с использованием наполнителя с более низкой температурой плавления, такого как сплавы серебра, свинца и латуни. Многие сварщики считают использование горелок MAPP формой пайки, а не сварки, из-за этих низких температур.
Кислородно-ацетиленовые горелки являются наиболее распространенным типом горелки для пайки и часто являются наиболее экономичными в эксплуатации. Кислородно-ацетиленовые горелки для пайки являются одними из самых универсальных и обычно используются в домашних гаражах. Эти горелки требуют использования баллона с газообразным кислородом и баллона с газообразным ацетиленом, соединенных с головкой горелки через шланги и регуляторы давления. Головки кислородно-ацетиленовой горелки состоят из корпуса и сменного наконечника, которые заменяются в зависимости от потребности в тепле.
Головки кислородно-ацетиленовой горелки состоят из корпуса и сменного наконечника, которые заменяются в зависимости от потребности в тепле.
используют электричество для создания дуги со смесью инертного газа, окружающей дугу, для защиты от загрязнений. Горелки TIG управляются нажатием на ножной лепесток. Лепесток ножки контролирует количество силы тока, которое преобразуется в тепловую энергию. Горелки TIG напоминают перьевую ручку с ручкой, в которой находится вольфрамовый стержень.
Для правильной работы всех типов паяльных горелок требуется присадочный материал.