Температура пайки оловом: максимальная и оптимальная для пайки оловом,
alexxlab | 24.05.2023 | 0 | Разное
максимальная и оптимальная для пайки оловом,
Температура паяльника — параметр, который постоянно изменяется. Не существует таких температурных показателей, которые бы подходили для всех случаев. Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать. Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Паяльник — устройство, которым часто пользуются для ремонта электроники
До скольких градусов может нагреваться паяльник
Многих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Важно! При работе с паяльниками нужно всегда помнить одну особенность, которая связана с тем, что жало устройства должно разогреваться настолько сильно, чтобы обрабатываемые металлы сразу же плавились.

Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться. Оптимальными считаются значения от 250 до 300 градусов.
Какая температура должна быть
Бывают случаи, когда оптимальные температурные показатели могут отличаться. Это зависит от нескольких факторов, с которыми можно ознакомиться ниже.
В зависимости от используемого припоя
Припой ПСР используется во время пайки многими мастерамиПоказатели нагрева паяльника необходимо подбирать отдельно для каждого процесса. Например, во время спаивания одинаковых контактов с применением одного и того же припоя параметры инструмента остаются неизменными. Однако, если приходится пользоваться различными разновидностями припоя, придется заняться настройкой инструмента и отрегулировать режимы его работы.
Надо подстраиваться под нужные характеристики, чтобы было комфортно работать с используемыми материалами. Чтобы взаимодействовать с определенными типами припоев, необходимо устанавливать разогрев жала паяльника таким образом, чтобы оно нагревалось на 5-10 градусов больше температуры плавления.
В таблице можно найти информацию о том, насколько сильно надо нагревать жало для той или иной марки припоя.
| Разновидность припоя | Нагрев (градусы Цельсия) |
| Сплав Вуда | 80 |
| Сплав Розе | 90 |
| ПСРЗИ | 100 |
| ПОЗИ 30 | 150 |
| ПСР | 240 |
| ПСР 1,5 | 290 |
| ПСР 2 | 250 |
Дополнительная информация! Необходимо обязательно руководствоваться информацией из таблицы. Это позволит проследить за тем, чтобы припой не смог сильно нагреться.
Температура плавления различных металлов
Олово — припой, пользующийся популярностью среди любителей пайкиСтоит отметить, что далеко не всегда удается пользоваться уже готовыми марками припоя. Довольно часто люди сталкиваются с ситуациями, когда приходится работать с нестандартными металлами. Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Однако прежде чем подключать устройство к розетке, необходимо точно узнать, как называется проволока для паяльника, которая используется в качестве припоя. Это поможет определить, насколько сильно придется разогревать инструмент для плавления используемого металла.
В таблице ниже можно ознакомиться с оптимальной температурой паяльника для пайки оловом и другими материалами.
| Название металла | Плавление (градусы Цельсия) |
| Олово | 232 |
| Вольфрам | 3400 |
| Германий | 930 |
| Дуралюмин | 650 |
| Железо | 1540 |
| Золото | 1065 |
| Иридий | 2400 |
| Калий | 65 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60 |
Дополнительная информация! Многих интересует, сколько греется паяльник до нужной температуры.
На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
Способы получения нужной температуры
Регулятор мощности позволяет настраивать температуруОчевидно, что при использовании устройств мощностью 100 Ватт температура жала будет иметь ограничения. Дело в том, что нельзя будет увеличить максимальное значение нагрева. При этом понизить ее тоже не удастся. Один из возможных способов снижения температурных параметров — использование устройств мощностью 30-40 Вт. Однако таким способом мало кто пользуется, так как не хочется покупать несколько моделей паяльников разной мощности.
Чтобы быстро получить нужную температуру, используя одно устройство, можно воспользоваться специальными регуляторами. Это очень удобные приспособления, с помощью которых можно ограничить мощность паяльных станций. В результате этого их паяльная труба будет в разы меньше греться.
Стоит отметить, что многие современные модели паяльных станций уже оснащены такими регуляторами. Однако если используется бюджетный паяльник без встроенного модуля для настройки мощности, его придется приобрести отдельно.
Для чего необходимо знать температуры паяльника
Многие паяльные станции оснащаются регуляторами мощностиНекоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем.
Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Важно! При работе с разогретым паяльным жалом надо быть очень осторожным.
Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Оборудование для измерения температуры
Использование датчиков — наиболее простой метод измерения температурыЧаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента.
Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники.
Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию. Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Дополнительная информация! Вместе с датчиком можно приобрести еще специальный стабилизатор.
При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей.
что полезно знать о процедуре?
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
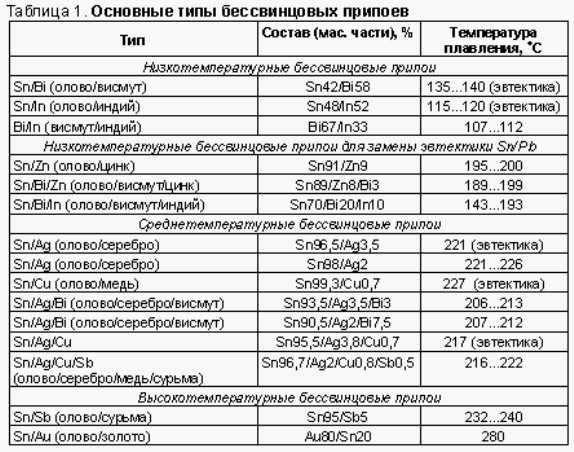
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
| Маркировка припоя | Температура плавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Похожие статьи
- Пайка мелких деталей: восстановление деталей пайкой
- Пайка радиодеталей, нюансы в монтаже радиоэлементов
- Припой для пайки металлов: информация только по существу
- Пайка деталей из разных видов жести: особенности и технология.
Каковы оптимальные температуры пайки для пайки оловянно-свинцовым припоем и бессвинцовым припоем?
- 13 лет назад
- Крис Стубер
- Общие часто задаваемые вопросы
Как правило, оптимальная температура пайки должна быть достаточно высокой Акроним: Small Outline
Дополнительная информация:
Упаковка, напоминающая плоскую упаковку с выводами только с двух сторон.
“>чтобы при паяном соединении температура припоя была примерно на 50°C выше его температуры плавления. Заданная температура для паяльной станции должна быть дополнительно на 70°C – 100°C выше, чтобы обеспечить запас тепла для быстрое термическое восстановление жала после пайки. Производительность используемой паяльной станции и тип используемого припоя определяют оптимальную температуру пайки.
Например, давайте посмотрим на температуры плавления обычных припоев:
- Олово/свинец (Sn63/Pb37) – 183°C
- SAC 305 (Sn/Ag3.0/Cu0.5) – 220°C
- SN100 (Sn) – 232°C
Теперь добавим 50°C, необходимые для хорошего паяного соединения:
- Олово/свинец: 183°C + 50°C = 233°C
- SAC 305: 220°C + 50°C = 270°C
- SN100: 232°C + 50°C = 282°C
Теперь нам нужно рассмотреть тип используемой паяльной станции. Если мы используем Hakko 936 паяльной станции, которая имеет очень хорошие характеристики, мы должны добавить примерно 100°C в качестве резерва тепла для быстрого восстановления тепла. Результирующие настройки температуры:
- Олово/свинец: 233°C + 100°C = 333°C
- SAC 305: 270°C + 100°C = 370°C
- SN100: 282°C + 100°C = 382°C
Как видите, переход от оловянно-свинцового припоя к бессвинцовому припою требует более высокой оптимальной температуры. Но прежде чем повышать заданную температуру, вы должны учитывать настройки, которые вы используете в настоящее время, и производительность паяльной станции.
Теперь давайте посмотрим на оптимальные настройки температуры, если бы мы использовали высокопроизводительную паяльную станцию, такую как паяльная станция Hakko FX-951. Из-за производительности этой паяльной станции и характеристик рекуперации тепла композитных наконечников нам нужно всего лишь добавить 70 ° C в качестве резерва тепла для быстрой рекуперации тепла. Результирующие настройки температуры:
- Олово/свинец: 233°C + 70°C = 303°C
- SAC 305: 270°C + 70°C = 340°C
- SN100: 282°C + 70°C = 352°C
Опять же, учитывая, что большинство паяльных станций Hakko обычно настроены примерно на 399°C (750°F), нам не нужно повышать заданную температуру. На самом деле, мы можем использовать более низкую заданную температуру, что поможет продлить срок службы жала паяльника и снизит риск повреждения. Акроним: печатная плата
Акроним: печатная плата
Дополнительная информация:
Деталь, изготовленная из жесткого основного материала, на котором сформирована полностью обработанная печатная плата.
“>Плата и компоненты.
Доля Артикул
Оцените по шкале от 1 до 5 полезность этой статьи
1 2 3 4 5
Бесполезно
Очень полезно
Если хотите, оставьте дополнительный отзыв, чтобы помочь нам улучшить эту статью…
Благодарим вас за отзыв!
Температура паяльника для бессвинцового припоя (Sn99,3%, Cu0,7%)
спросил
Изменено 1 год, 9 месяцев назад
Просмотрено 8к раз
\$\начало группы\$
Недавно купил этот бессвинцовый припой (Sn99,3%, Cu0,7%), D0,6мм. Я видел, как многие предлагают по крайней мере 350 ° C для паяльника.
Я видел, как многие предлагают по крайней мере 350 ° C для паяльника.
Но я пробовал при температуре около 225°C (между 200°C – 250°C), припой все еще хорошо плавится.
Все блестящие
Немного блестит немного тускло, как видно справа внизу, отражение того, как я фотографирую 😄😄😄
Самое смешное, что поверхность бессвинцового припоя должна быть матовой, как все говорят. Для моего испытания поверхность становится блестящей и, конечно же, тусклой. И поток припоя я чувствую себя вполне нормально на самом деле. Не так, как все говорят, трудно использовать.
Должен ли я зависеть от диаметра бессвинцового припоя для определения температуры паяльника? Или я должен придерживаться температуры 350°C, так как поверхность припоя иногда блестит, а иногда тускнеет?
- пайка
- бессвинцовая
\$\конечная группа\$
7
\$\начало группы\$
Я паял как бессвинцовыми, так и оловянно-свинцовыми припоями в течение 15 лет, и я никогда не видел, чтобы припои без свинца легко плавились при температуре ниже 390 градусов Цельсия.
По моему опыту, это зависит от диаметра паяльной проволоки, размера жала, а также площади меди, к которой вы припаиваете. Например, если вы припаиваете компонент к печатной плате с контактной площадкой, окруженной огромной медью, вы можете увеличить температуру утюга даже до 450 градусов. Я знаю, это звучит смешно, но помните, что медь может охлаждать жало паяльника. Поэтому вы можете использовать наконечник большего размера или увеличить температуру до более безопасного уровня.
Аналогичным образом, если вы используете более тонкие (например, 0,75 мм) бессвинцовые припои, может быть достаточно даже 350 градусов.
Подводя итог, лично я рекомендую попробовать и посмотреть. Однако будьте осторожны, вы можете убить компонент или повредить печатную плату, если будете держать утюг слишком долго, даже если утюг установлен на относительно более низкую температуру.
PS: Я ненавижу бессвинцовые припои, кстати.
\$\конечная группа\$
12
\$\начало группы\$
Нет, не следует повышать температуру для больших заготовок или припоя большего диаметра. Вы увеличиваете размер наконечника.
Вы увеличиваете размер наконечника.
Флюс в припое имеет максимальную рабочую температуру. Слишком жарко и обжигает. Усугубляется тем, что наконечник окисляется быстрее, когда он более горячий, а если он слишком горячий, флюс сгорает и не может удержать наконечник от окисления. Вот почему вы выбираете более крупный наконечник, а не просто повышаете температуру. Большой наконечник = большая теплоемкость = сохранение большего количества тепла без повышения температуры.
Подобный обогреватель для вашей комнаты. Какой из них более удобен и менее опасен для обогрева той же комнаты? Обогреватель, который нагревает большое количество воздуха до нужной вам температуры? Или обогреватель, выпускающий небольшое количество перегретого воздуха?
Если этого все еще недостаточно (ваш наконечник не может стать больше или заготовка слишком велика), то вам нужно сделать предварительный нагрев, при котором вы повышаете температуру окружающей среды вокруг заготовки и сама заготовка, чтобы быть ближе до температуры плавления (но не выше), поэтому утюгу не нужно так сильно бороться с окружающей средой, чтобы расплавить припой. Если вы в отчаянии, бедны и не можете позволить себе подогреватель (он может быть ужасно дорогим), вам может помочь электроплитка. Вам нужно, чтобы конфорка могла опуститься достаточно низко, чтобы ничего не повредить (60°C было бы здорово, но слишком низко для обычной конфорки. 100°C более реалистично для коммерческой конфорки и должно работать). При таких температурах вы потенциально можете позволить своей печатной плате сидеть на самой пластине, если на пластине нет горячих точек. Но если вы не уверены, лучше немного приподнять печатную плату над плитой. В качестве альтернативы некоторые люди заполняют горячую пластину песком, чтобы сбалансировать горячие точки и улучшить контакт. А поскольку у конфорок нет хороших показаний температуры, вам понадобится ИК-термометр, чтобы определить фактическую температуру и проверить наличие горячих точек.
Если вы в отчаянии, бедны и не можете позволить себе подогреватель (он может быть ужасно дорогим), вам может помочь электроплитка. Вам нужно, чтобы конфорка могла опуститься достаточно низко, чтобы ничего не повредить (60°C было бы здорово, но слишком низко для обычной конфорки. 100°C более реалистично для коммерческой конфорки и должно работать). При таких температурах вы потенциально можете позволить своей печатной плате сидеть на самой пластине, если на пластине нет горячих точек. Но если вы не уверены, лучше немного приподнять печатную плату над плитой. В качестве альтернативы некоторые люди заполняют горячую пластину песком, чтобы сбалансировать горячие точки и улучшить контакт. А поскольку у конфорок нет хороших показаний температуры, вам понадобится ИК-термометр, чтобы определить фактическую температуру и проверить наличие горячих точек.
\$\конечная группа\$
\$\начало группы\$
На рисунке провода показано соединение, которое не смачивается должным образом. Вы можете избежать этого, покрыв оба провода припоем, прежде чем пытаться их соединить. Таким образом, легче избежать расплавления изоляции кабеля.
Вы можете избежать этого, покрыв оба провода припоем, прежде чем пытаться их соединить. Таким образом, легче избежать расплавления изоляции кабеля.
Но я попробовал при температуре около 225°C (между 200°C – 250°C), припой все еще хорошо плавится.
Да, он плавится примерно при такой температуре. Как правило, используемая температура зависит от вашего мастерства. Новичкам часто проще настроить утюг на 250°C, тогда вы сможете дольше удерживать насадку у сустава. Профессионалы, которые паяют быстро, обычно используют около 350°C. Более высокая температура также означает более короткий срок службы наконечника.
Но учтите, что это во многом зависит от того, какой припой вы используете. Качественные бренды измеряют температуру на наконечнике, более дешевые просто устанавливают фиксированную температуру.
поверхность бессвинцового припоя должна быть матовой, как все говорят. Для моего испытания у него блестящая поверхность и, конечно же, тусклая поверхность, а также
.
