Температура плавление цинка: Какое количество теплоты потребуется для плавления 1.5 кг цинка,начальная температура которого 200 С°(Удел.теплота плавления Цинка…
alexxlab | 10.05.2023 | 0 | Разное
Температура – плавление – цинк
Cтраница 1
Температура плавления цинка 419 С, Цинк обладает невысокими механическими свойствами, при нормальной температуре хрупкий, от ударов молотка крошится, а при температуре 100 – 150 С становится ковким и тягучим и хорошо прокатывается в листы. Кислоты и щелочи разъедают цинк, а чистая вода не разрушает его. Из-за низких механических свойств цинк в чистом виде для изготовления деталей не применяется. [1]
При температуре плавления цинка 419 практически установлено, что температура цинковой ванны должна быть около 450 и не выше 480, так как в противном случае толщина покрытия падает, растет угар цинка и повышается износ стенок ванны, обычно изготовляемой из железа. Расплавленный цинк должен быть возможно более чистым. Содержание железа в расплавленном цинке не допускается выше 0 05 %, так как в противном случае повышается температура плавления цинка. Вследствие того, что покрытие цинком становится тем более хрупким, чем выше содержание в нем железоцинкового сплава, в практике внимательно следят за систематическим удалением со дна ванны гартцинка и за соблюдением особых мер, предупреждающих его взмучивание.
Производить шерардизацию при температурах выше температуры плавления цинка, не рекомендуется, так как в этом случае расплавленные частицы цинка обволакиваются пленкой окиси цинка, создающей препятствие для взаимного слияния расплавленных частиц. После нагревания барабан охлаждается до комнатной температуры. Неостывший барабан открывать нельзя, так как возможно сгорание шерардизирующей смеси. Готовые изделия выбрасываются в сито, через которое отсеивается цинковая пыль. [3]
Если измерения вести при температурах ниже температуры плавления цинка
, то кривые по повышению напряжения хорошо совпадают с кривыми по понижению напряжения. На катоде при этом выделяется цинк в форме дендритов. При измерениях выше температуры плавления цинка некоторое деполяризующее действие оказывает реакция восстановления цинком сульфатов до сульфидов, хотя и в этом случае после охлаждения в католите можно обнаружить цинк в виде королька. [4]
[4]Во время нагревания температура нагревания должна быть немного ниже температуры плавления цинка. [5]
При прохождении тока короткого замыкания суженные места вставки быстро нагреваются до температуры плавления цинка, и плавкая вставка плавится одновременно во всех суженных местах. [6]
Должен знать: кинематические, электрические схемы оцинковального агрегата непрерывного действия в пределах выполняемой работы и правила наладки его;
Цинк в чистом виде применяют в основном для оцин-кования стали, в электрических батареях и элементах. Температура плавления цинка равна 419 С. [8]
Физико-механические свойства некоторых цветных металлов. [9]
[9] |
Так, например, при температуре плавления цинка 419 С и олова 232 С латунь и бронза имеют температуру плавления 800 – 950 С. Возникает опасность испарения легкоплавких компонентов. [10]
Повышение температуры вызывает более интенсивное образование диффузионных слоев покрытия, но при толщине выше некоторой предельной покрытие становится рыхлым, легко спадает с поверхности изделия на дно ванны. Температура расплава в ванне ( при температуре плавления цинка 419 С) поддерживается на уровне 450 С и не превышает 480 С. При более высокой температуре недопустимо снижается толщина покрытия, уменьшается срок службы стенок ванны, изготовляемой обычно из стали. Холодные ванны ( при температуре расплава менее 450 С) дают грубые и не-равномерные по толщине покрытия при повышенном расходе цинка на покрытие. Необходимо систематически удалять со дна ванны гартцинк и соблюдать особые меры, предупреждающие взмучивание его. Расплавленный металл постепенно загрязняется окисью цинка вследствие окисления цинка кислородом воздуха. Это увеличивает вязкость расплава, а также вызывает образование хрупких покрытий.
[11]
Расплавленный металл постепенно загрязняется окисью цинка вследствие окисления цинка кислородом воздуха. Это увеличивает вязкость расплава, а также вызывает образование хрупких покрытий.
[11]
| Разрез ванны со свинцом для цинкования. [12] |
Повышение Температуры вызывает более интенсивное образование диффузионных слоев покрытия, но при толщине выше некоторой предельной покрытие становится рыхлым, легко спадает с поверхности изделия на дно ванны. Температура расплава в ванне ( при температуре плавления цинка 419 С) поддерживается1 на уровне 450 С и не превышает 480 С. При более высокой тймпературе недопустимо снижается толщина покрытия, уменьшается срок службы стенок ванны, изготовляемой обычно из стали. Холодные ванны ( при температуре расплава менее 450 С) дают грубые и неравномерные по толщине покрытия при повышенном расходе цинка на покрытие. Необходимо систематически удалять со дна ванны гартцинк и соблюдать особые меры, предупреждающие взмучивание его.
| Кривые изменения тока и напряжения при отключении токоограничи-вающим предохранителем цепи переменного тока при коротком замыкании. [14] |
Применение цинковых плавких вставок в предохранителях ПР объясняется не только указанными выше преимуществами их по сравнению с вставками из свинца и из его сплавов с оловом. Большое значение имеет и то, что при применении цинковой вставки температура внутри трубки в эксплуатации не может быть выше температуры плавления цинка, равной 420 С. С, что может привести к сильному обугливанию внутренней поверхности фибровой трубки и порче изоляции подводящих проводов. [15]
Страницы: 1 2
Коррозия цинка
Коррозия цинка – разрушение металла под воздействием агрессивной коррозионной среды.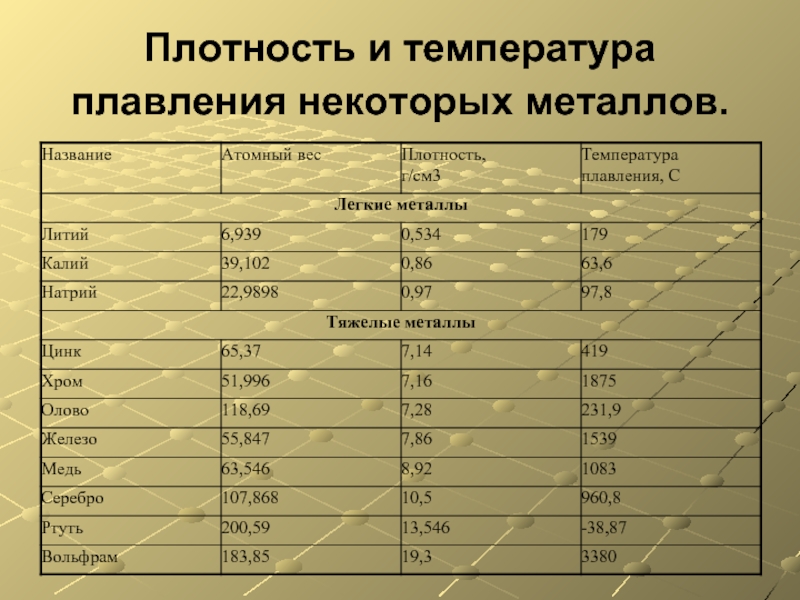
Для процесса Zn2+ + 2e → Zn стандартный электродный потенциал цинка составляет -0,76 В.
Температура плавления цинка – 419,6 °C.
Плотность цинка – 7,133 г/см2.
Коррозия цинка может проходить как с водородной, так и кислородной деполяризацией.
Максимальная устойчивость цинка и цинковых покрытий отмечается в интервале рН 9 – 11. При более низких или высоких значениях коррозия цинка значительно увеличивается.
Коррозия цинка в воде
Коррозия цинка в воде наблюдается при температуре выше 55 °C. С повышением температуры скорость коррозии увеличивается, максимум наблюдается при температуре 70 °C. После этого разрушение металла проходит очень медленно. Это связано с образованием в воде на поверхности цинка продуктов коррозии. При температурах до 55 °C и выше 90 – 95 °C продукты коррозии обладают достаточно высокими защитными свойствами, образуя на поверхности плотную сплошную пленку. Максимальная скорость коррозии цинка объясняется образованием рыхлой пленки, состоящей с Zn(OH)2, которая не имеет хороших защитных свойств, т. к. легко отслаивается.
к. легко отслаивается.
В нейтральных растворах коррозия цинка проходит с кислородной деполяризацией.
В морской воде цинковое покрытие стали можно назвать достаточно эффективным. За год расходуется около 0,03 мм цинка. Срок службы цинкового покрытия, толщиной 0,13 мм составляет около 4 – 5 лет, что достаточно много для такой агрессивной среды. Для алюминия и его сплавов, находящихся в морской воде, цинк является протектором.
Для уменьшения скорости коррозии цинка в водной среде применяют следующие ингибиторы: кремненатриевую и двухромовонатриевую соль, гексаметафосфат натрия, ланолин, буру.
Коррозия цинка в атмосферных условиях не протекает. Это связано с образованием на поверхности тонкой защитной пленки основного оксида цинка – ZnO. Достаточно высокой коррозионной стойкостью отличается цинк, находясь и в морской атмосфере. Поверхность покрывается гидроксидом цинка и его основными углекислыми солями. Находясь в морской атмосфере цинковое покрытие, толщиной 0, 03 мм хорошо защищает поверхность изделия на протяжении восьми лет.
Промышленная атмосфера (с примесями SO2, SO3, HCl) негативно сказывается на коррозионную стойкость цинка. Срок службы цинкового покрытия такой же толщины ограничивается четырьмя годами. Сельская атмосфера особого негативного влияния не оказывает, срок службы – около 11 лет.
Коррозия цинка в кислотах
Как цинк обычной чистоты, так и его оксид корродируют при контакте с кислотами. Очень чистый цинк с растворами кислот и щелочей не реагирует даже при повышении температуры. Реакция начинается только при добавлении сульфата меди (CuSO4). Коррозия цинка также наблюдается в растворах щелочных, кислых солей.
В кислотах и подкисленных средах коррозия цинка проходит с водородной деполяризацией, т.е. выделением водорода.
Коррозия цинка в соляной кислоте протекает интенсивно, с образованием хлорида цинка и выделением водорода по реакции:
Zn + 2HCl → ZnCl2 + H2↑.
Одним из направлений применения соляной кислоты является именно получение хлорида цинка.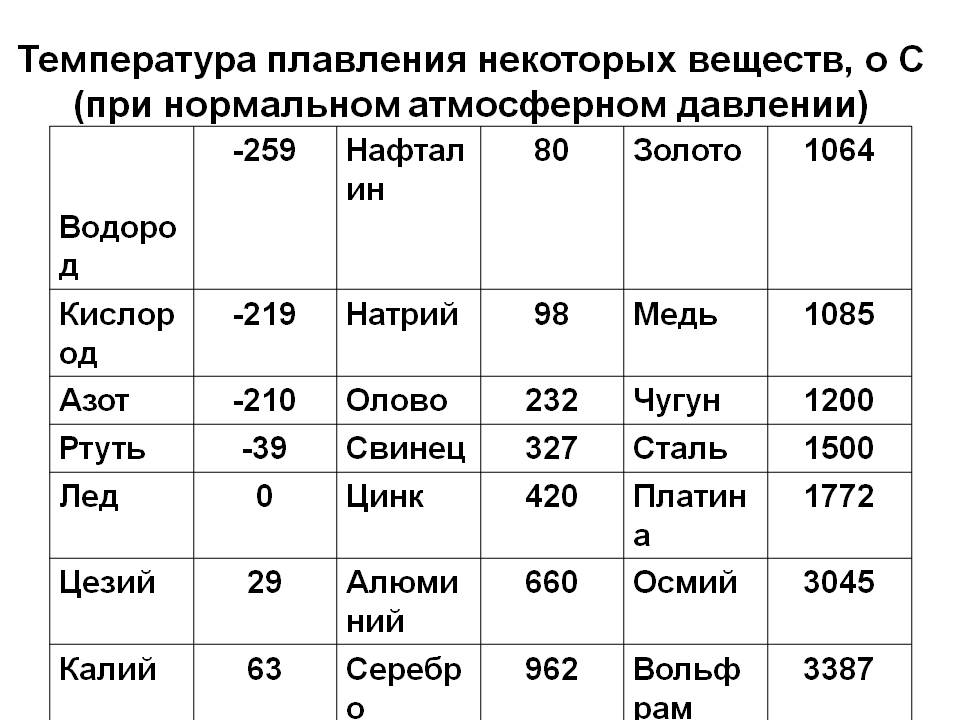
Коррозия цинка в серной кислоте также протекает довольно интенсивно, с образованием сульфата цинка и выделением водорода по реакции:
Zn + H2SO4(разб.) → ZnSO4 + H2↑.
Коррозия цинка в щелочах
Цинк активно реагирует со щелочами, образую гидроксоцинкаты.
Zn + 2NaOH + 2H2O → Na2[Zn(OH)4] + H↑.
Интенсивно проходит коррозия цинка при контакте с раствором аммиака:
Zn + 4NH3•H2O → [Zn(NH3)4](OH)2 + 2H2O + H2↑
При этом образуется аммиачный комплекс [Zn(NH3)4](OH)2.
При контакте цинка с металлом, имеющим более электроположительный потенциал, скорость коррозии цинка значительно возрастает. Цинк используют как протектор для более благородных металлов.
Хотя цинк и является достаточно коррозионностойким металлом – он не нашел применения в пищевой промышленности, т. к. при контакте с кислыми пищевыми продуктами образует токсичные соли.
к. при контакте с кислыми пищевыми продуктами образует токсичные соли.
Все, что вам нужно знать о цинковом сплаве
Используете ли вы «хороший цинковый сплав»?
Хороший цинковый сплав должен иметь следующие три характеристики:
1. Высокая чистота: низкое содержание примесей в слитке цинка: на основе высокочистого цинкового сырья, такого как высококачественный цинковый слиток 0#.
2. Низкая температура плавления: температура плавления хорошего цинкового сплава контролируется на уровне 380-390 ℃. Температуру тигля можно контролировать ниже 420 ℃.
3. Меньше цинкового шлака: при плавке образуется меньше цинкового шлака.
Как определить хороший цинковый сплав?
1. Скопируйте, чтобы увидеть разрез. Если с разделом все в порядке, то вообще лучше.
Действительно ли «дешевый» сплав цинка «дешевый»?
1. Высокая температура плавления литья под давлением из цинкового сплава разрушает состав литья под давлением из цинкового сплава
сплава, это повлияет на качество продукции и увеличит процент брака.
2. Литье под давлением из цинкового сплава имеет высокую температуру плавления, низкое энергопотребление и низкую стоимость
Как правило, в производственном процессе заданная температура литья под давлением из цинкового сплава составляет 410 ℃, а плохой сплав цинка может потребоваться установить выше 430 ℃. В качестве примера возьмем машину для литья под давлением из цинкового сплава 88T от производителя литья под давлением из цинкового сплава: при повышении температуры на 10 ℃ годовая стоимость электроэнергии увеличивается на 768 долларов США, а при использовании дизельного топлива стоимость увеличивается примерно на 1229 долларов США..
3. Температура плавления литья под давлением из цинкового сплава высока, а срок службы горячих рабочих частей сокращается. Если температура слишком высока, это ускорит износ и коррозию головки рукоятки молотка, рукоятки молотка, стального трексата, гусиной шеи и тигля, а в серьезных случаях головка молотка застрянет. Возьмем в качестве примера гусиную шею: как правило, лучшая гусиная шея стоит около 5000 юаней. Как правило, срок службы обычного гузнека составляет более 1,5 миллиона пресс-форм. Если раствор сплава серьезно разъедает гусиную шею, производство 1 миллиона форм может вызвать проблемы при ее производстве. Если дело серьезное, его можно сразу утилизировать, и стоимость значительно возрастет.
Возьмем в качестве примера гусиную шею: как правило, лучшая гусиная шея стоит около 5000 юаней. Как правило, срок службы обычного гузнека составляет более 1,5 миллиона пресс-форм. Если раствор сплава серьезно разъедает гусиную шею, производство 1 миллиона форм может вызвать проблемы при ее производстве. Если дело серьезное, его можно сразу утилизировать, и стоимость значительно возрастет.
4. Материал из цинкового сплава имеет высокую температуру плавления и сокращает срок службы пресс-формы
Температура плавления материала из цинкового сплава увеличивается, что может привести к значительному повреждению пресс-формы, сокращению срока службы пресс-формы, усугублению коррозия пресс-формы, сокращение срока службы пресс-формы и увеличение стоимости каждого продукта пресс-формы.
5. Высокая температура плавления, больше цинкового шлака и повышенная стоимость эффективного сплава
Согласно 18500 юаней за тонну цинкового сплава, стоимость 3% цинкового шлака составляет около 555 юаней. В производстве каждый 1% сокращения цинкового шлака эквивалентен увеличению выхода продукта на 1%. Что касается стоимости литья под давлением, то стоимость литья под давлением снижается на 1%.
В производстве каждый 1% сокращения цинкового шлака эквивалентен увеличению выхода продукта на 1%. Что касается стоимости литья под давлением, то стоимость литья под давлением снижается на 1%.
Как правильно хранить цинковый сплав?
Слитки цинкового сплава, хранящиеся во влажной и грязной среде, увеличивают образование цинкового шлака, уменьшают количество эффективного сплава и снижают качество отливок из цинкового сплава. Следовательно, необходимо контролировать условия хранения слитков цинкового сплава.
1. Убедитесь, что место для штабелирования чистое и сухое.
2. Перед использованием цинкового сплава должен проводиться выборочный контроль (или регулярный контроль).
На что следует обратить внимание при использовании цинкового сплава?
1. Температура
Рекомендуемая температура печи составляет 415-430 ℃ для цинкового сплава. Верхний предел температуры литья тонкостенных и сложных деталей можно принимать, но он не должен превышать 430 ℃. Чем выше температура печи, тем больше одновременно увеличивается количество шлака. Опытные литейщики наблюдают за расплавом невооруженным глазом со следующих трех сторон:
Чем выше температура печи, тем больше одновременно увеличивается количество шлака. Опытные литейщики наблюдают за расплавом невооруженным глазом со следующих трех сторон:
– Если расплавленная жидкость не слишком вязкая и прозрачная после соскабливания шлака, и шлак не поднимается быстро, это указывает на то, что температура соответствует требованиям.
– Если расплав слишком вязкий, температура низкая.
-. После соскабливания шлака на уровне жидкости появится слой белого инея, а жидкий цинк станет красным, а шлак будет слишком быстрым, что указывает на то, что температура высокая и ее следует вовремя отрегулировать.
2. Контроль (может осуществляться из следующих четырех аспектов):
– В случае расхождения между фактической температурой плавильной печи машины для литья под давлением и показаниями плавильной печи следует регулярно проверять температуру плавильной печи с помощью портативного термометра.
– Кондиционированная центральная плавильная печь и печь для литья под давлением используются в качестве раздаточной печи, чтобы избежать больших изменений температуры, вызванных прямым добавлением слитка цинка в цинковый тигель. Централизованная плавка может обеспечить стабильность состава сплава. Или используйте усовершенствованную автоматическую систему подачи жидкого металла, которая может поддерживать стабильную скорость подачи, температуру жидкого сплава и высоту уровня жидкости в цинковом горшке.
Централизованная плавка может обеспечить стабильность состава сплава. Или используйте усовершенствованную автоматическую систему подачи жидкого металла, которая может поддерживать стабильную скорость подачи, температуру жидкого сплава и высоту уровня жидкости в цинковом горшке.
– Если цинковый тигель подается напрямую, рекомендуется добавлять целый слиток сплава за один раз вместо многократного добавления небольших слитков сплава, что может уменьшить изменение температуры, вызванное подачей.
– Слитки из цинкового сплава требуют предварительного нагрева.
3. Периферийные инструменты
Не допускается использование железных тиглей и железных рабочих инструментов для контакта с жидкостью сплава. Следует использовать ложку из нержавеющей стали.
Как снизить содержание цинкового шлака?
1. По возможности избегайте перемешивания жидкого сплава в цинковом горшке. Любой способ перемешивания приведет к большему контакту между жидким сплавом и атомами кислорода в воздухе, что приведет к образованию большего количества пены.
2. Нагрев и повышение температуры должны быть равномерными для предотвращения взрыва и локального перегрева. Температура плавления должна строго контролироваться. Чем выше температура, тем больше цинкового шлака.
3. Не подбирайте шлак слишком часто. Когда расплавленный сплав подвергается воздействию воздуха, он окисляется и образует пену. Сохранение тонкого слоя накипи на поверхности печи способствует прекращению дальнейшего окисления жидкости в котле.
4. При соскабливании шлака используйте пористый фильтр (ø 6 мм) в форме диска для сгребания шлака, осторожно соскребайте под накипью, избегайте перемешивания жидкого сплава, насколько это возможно, поднимайте соскобленный шлак, аккуратно постучите по сгребающему шлак обработайте край цинкового горшка, чтобы жидкий металл стекал обратно в цинковый горшок.
5. Контролируйте долю возвращаемого материала, и возвратный материал не должен превышать 30%.
Влияние основных элементов и вредных примесей на цинковый сплав для литья под давлением
— Алюминий: увеличивает текучесть жидкого металла. Уменьшите эрозию черных металлов, таких как гуськи, формы и тигли.
Уменьшите эрозию черных металлов, таких как гуськи, формы и тигли.
– Медь: повышает твердость и прочность сплава; Улучшить износостойкость сплава. Уменьшить межкристаллитную коррозию.
– Магний: Уменьшает межкристаллитную коррозию. Уточнить структуру сплава для повышения прочности сплава; Улучшить износостойкость сплава.
Опасность вредных примесей:
– Железо: железо является основным элементом, образующим цинковый шлак. Избыток железа будет соединяться с алюминием и цинком с образованием промежуточных продуктов (fe2al5 и feal3) и снижать содержание алюминия. Образование твердых частиц затрудняет полировку поверхности; Не должен превышать 0,10%.
– Свинец (PB), олово (SN) и хром (CD): основные элементы, вызывающие межкристаллитную коррозию, которая приведет к вздутию и растрескиванию гальванических изделий.
Пороговое значение содержания каждого элемента:
– Свинец: не более 0,004%.
– Олово: не более 0,002%.
– Хром: не более 0,003%.
Производитель литья под давлением из цинкового сплава – Форма для литья под давлением – компания, специализирующаяся на литье под давлением из цинкового сплава, прецизионной механической обработке, обработке поверхности и сборке готовых изделий. режим”. Имея многолетний опыт, у нас есть не только высококачественные специалисты по разработке и производству продукции, но и более современное оборудование для производства оборудования. Поскольку пресс-форма для литья под давлением была построена и введена в эксплуатацию, она всегда выигрывала у клиентов и выживала благодаря качеству продукции! Компания завоевала хорошую репутацию в отрасли литья под давлением изделий из цинкового сплава, и ее сила неуклонно растет благодаря хорошей репутации компании. Различные продукты компании хорошо продаются в стране и за рубежом.
Преимущества литья цинка под давлением
- 13 июня 2022 г.
В некоторых областях применения цинковое литье под давлением имеет значительные преимущества по сравнению с другими металлами, отлитыми под давлением, такими как алюминий, магний или латунь. Одно из наиболее заметных различий заключается в температуре плавления. Цинк плавится при температуре 723°F, что ниже, чем у алюминия, магния и латуни. Из-за этого цинку требуется меньше энергии по сравнению с другими металлами, отлитыми под давлением, чтобы перейти в расплавленное состояние. Более низкая температура плавления и более низкое энергопотребление имеют преимущества в производственном процессе, такие как увеличение срока службы инструмента, более высокая скорость цикла впрыска и более низкие производственные затраты.
Цинковые штампы для литья под давлением имеют значительно более длительный срок службы по сравнению с алюминием, магнием и латунью из-за дельта-энергии, необходимой цинку для перехода из расплавленного состояния в твердое. Чтобы узнать больше о преимуществах литья цинка под давлением при проектировании оснастки, перейдите по ссылке ниже.
Преимущества литья цинка под давлением
Температура плавления обычных сплавов цинка показана ниже:
Цинквыбран в качестве литого под давлением металла из-за его эстетической привлекательности с различными типами отделки, такими как покраска, порошковое покрытие и гальваническое покрытие. Порошковое покрытие и защитное покрытие на цинке отличаются высокой износостойкостью и простотой нанесения. Deco Products имеет возможность наносить порошковое покрытие на дому в рамках наших второстепенных операций. Чтобы узнать больше о вариантах порошкового покрытия, предлагаемых Deco Products, свяжитесь с нашим отделом продаж по адресу [email protected]. Если цинк является жизнеспособным вариантом для вашего следующего проекта, выберите Deco Products для надежного производителя литья цинка под давлением.
Deco Products с 1960 года является надежным производителем цинкового литья под давлением «Сделано в США». Deco Products предлагает исключительный сервис и качественную продукцию для множества отраслей промышленности. Предоставляемые услуги в Deco включают прецизионное литье цинка под давлением, порошковое покрытие, сборку, механическую обработку с ЧПУ и проектирование деталей DFM. Deco является стабильным и надежным поставщиком для отрасли и постоянно стремится быть лучшим для своих ключевых партнеров/клиентов.
Предоставляемые услуги в Deco включают прецизионное литье цинка под давлением, порошковое покрытие, сборку, механическую обработку с ЧПУ и проектирование деталей DFM. Deco является стабильным и надежным поставщиком для отрасли и постоянно стремится быть лучшим для своих ключевых партнеров/клиентов.
Посетите нашу страницу О нас , чтобы узнать больше
PrevПредыдущая статьяЦинковые сплавы: сделано в США
Следующая статьяКак Deco увеличивает срок службы инструмента? Далее
Быстрые ссылки
Подпишитесь на ежеквартальный бюллетень Deco
Никакого спама! Только актуальные новости, события и обновления о Zinc, Deco и наших услугах. Подпишитесь на нашу ежеквартальную рассылку сегодня!
| Имя |
| Фамилия |
| Электронная почта |
Деко
Продукция
стремится защищать
ваша конфиденциальность. |

Хотите узнать больше?
Запланировать видеозвонок
Подпишитесь на ежеквартальную рассылку новостей Deco
Никакого спама! Только актуальные новости, события и обновления о Zinc, Deco и наших услугах. Подпишитесь на нашу ежеквартальную рассылку сегодня!
| Имя |
| Фамилия |
| Электронная почта |
Деко
Продукция
стремится защищать
ваша конфиденциальность. |
