Температура плавления латуни в домашних условиях видео: Как расплавить латунь в домашних условиях: плавление латуни дома
alexxlab | 27.06.2021 | 0 | Разное
Как расплавить латунь в домашних условиях видео
Плавка латуни: температура плавления латуни и особенности
Для того чтобы начать работу с тем или иным материалом, для начала следует ознакомиться со всеми его свойствами. Это нужно для того, чтобы знать какое механическое воздействие можно оказывать на материал, а также в каких условиях и какими инструментами можно осуществлять его обработку.Латунь — металл, так что очень часто её обработка проводится именно посредством плавления. Температура плавления латуни очень важная характеристика, которая должна быть известна, если требуется обработка посредством термического воздействия.
Сплав латуни
Латунь — металл компонентный. Это означает, что чаще всего латунь идёт в сплавах с другими металлами. Для латуни главным легирующим элементом обычно считается цинк. Но при необходимости он может быть дополнен другими элементами: марганец, железо, свинец или никель.У латуни есть несколько сплавов, которые в разной мере популярны, но рассмотреть следует два самых востребованных и интересных в практическом плане: двойной и многокомпонентный, содержащий медь.
Для любого мастера, работающего с латунью, температура плавления этого сплава имеет определённый практический смысл. Осведомлённость в этой области сможет помочь в решении многих вероятных проблем.
Если знать температуру плавления латуни, то есть предел, при котором её можно расплавить, то появится возможность изготавливать различные конструктивные элементы, возможно и в домашних условиях.
Основные характеристики
На такой показатель, как температура плавления латуни в первую очередь влияет её состав. Температура в разных случаях может иметь различные показатели, которые колеблются в диапазоне от восьмисот восьмидесяти градусов по Цельсию до девятисот пятидесяти.Конечно, возможно этот диапазон понизить. Если существует потребность в этом, то следует просто в состав сплава вводить больше цинка. Для обратного эффекта следует делать соответственно наоборот.
Обработка этого металла может осуществляться посредством сварки, но следует помнить, что в таком случае она может прокатываться.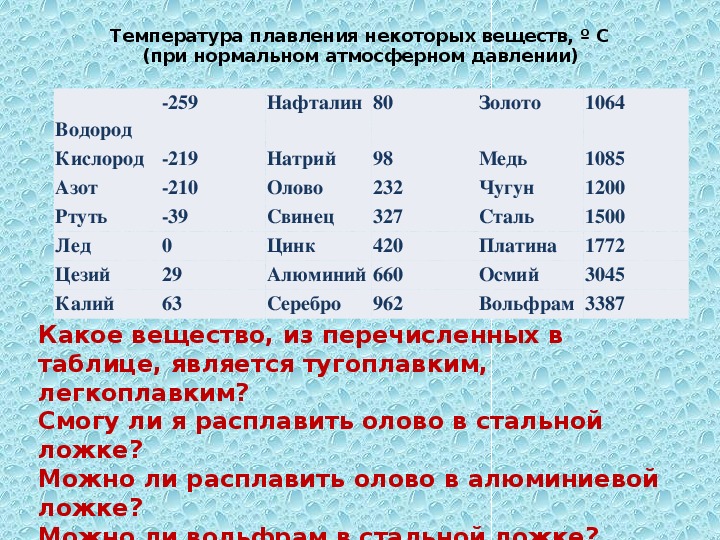
Следует знать тот важный факт, что если не позаботиться о покрытии поверхности этого сплава дополнительной защитой, то впоследствии придётся столкнуться с почернением поверхности. Это связано с тем, что при контакте с воздухом она немного окисляется, вследствие чего и происходит лёгкое почернение.
Поверхность латуни достаточно легко поддаётся полировке. Для того чтобы выбрать способ плавления для этого металла следует, для начала, учесть его состав.
Следует помнить, что на латунный сплав весьма негативно влияют такие элементы, как свинец или висмут. Это связано с тем, что эти элементы значительно снижают свойства материала к деформации в условиях, когда он находится в состоянии нагрева.
Латунь является цветным металлом, но в то же время она обладает множеством особых характеристик, что свойственны только этому материалу. Металл обладает некоторыми преимуществами, которые напрямую влияют на популярность материала:
- Латунь имеет высокую устойчивость к процессам коррозии.
- Материал обладает довольно высокой степенью текучести, что является очень важным фактором при его плавлении.
- Можно отметить и высокие антифрикционные свойства этого металла, а также довольно низкую склонность к ликвации.
В принципе, можно отметить ещё много разных достоинств, которые приписываются латуни, но они не общие, а узконаправленные. Это означает, что в зависимости от марки, материал используется в различных промышленных сферах.
Латунь используется в таких важных областях, как автомобилестроение и машиностроение. Также из этого компонентного металла создают большое количество разнообразных изделий различного назначения.
Для того чтобы можно было осуществлять работу с таким материалом, нужно для начала знать все его физические свойства, что впоследствии окажет непосредственную помощь в обработке латуни в домашних условиях.
Технические особенности латуни
- Температура плавления латуни — 880–950 градусов по Цельсию.
- Удельная теплоёмкость этого металла — 0,377 кДж*кг — 1*К-1 при термическом воздействии в 20 градусов по Цельсию.
- Плотность материала — 8300–8700 кг/метр кубический.
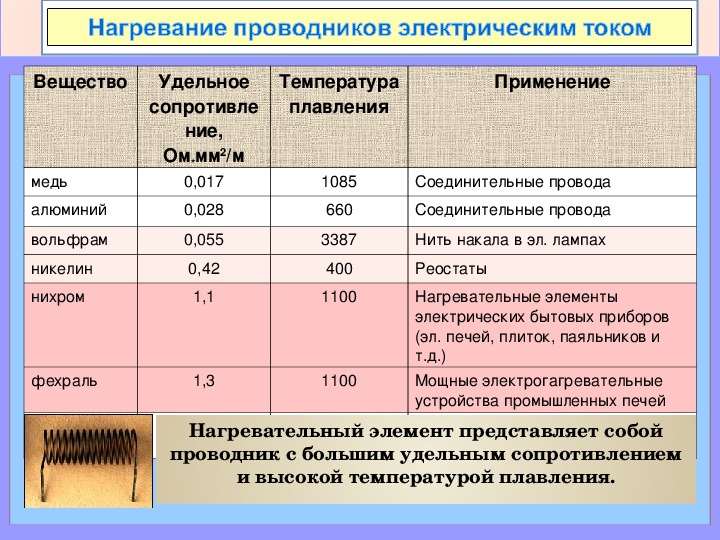
- Удельное электрическое сопротивление (0,07–0,08)*6—10 Ом*м.
Что следует учитывать при работе с латунью
Домашний мастер в бытовой обстановке использует довольно много изделий, изготовленных именно на основе латуни.Очень много инструментов изготавливаются именно с использованием латуни, её очень часто можно встретить в различных сплавах, основой которых может быть медь или бронза.
Если быть осведомлённым насчёт того, какая температура плавления приемлема для латуни и её сплавов, впоследствии возможно использовать эти знания при починке или изготовлении различных изделий, которые могут быть использованы в хозяйстве.
Процедура плавления такого универсального компонента не лишена различных тонкостей и нюансов, о которых следует знать и помнить, чтобы избежать различных трудностей при обработке, а также отрицательных последствий в результате ошибочных действий.
Следует помнить, что при всех существующих тонкостях при плавлении латуни, отдельные нюансы следует учитывать при плавлении сплавов из бронзы и меди.
Дело в том, что эти сплавы имеет несколько другие параметры плавления, которые отличаются от характеристик латуни, поэтому прежде, чем начать работу с такими латунными сплавами, нужно для начала подробно узнать все их свойства. Это позволит не допустить досадных ошибок при их обработке, а также провести работу максимально эффективно и плодотворно.
Для того чтобы произвести плавку металла в домашних условиях, следует обладать определёнными знаниями и навыками, а также и специальными инструментами, которые смогут помочь в работе и произвести необходимые действия, предполагающие плавку латуни.
К тому же опытные мастера рекомендуют перед процедурой плавки латуни в домашних условиях запастись терпением, так как процедуру эту быстрой никак назвать не получится.
Для работы необходимо запастись следующими элементами:
- техническое серебро;
- газовая горелка ручного типа;
- специальная графитовая горелка;
- медный сплав.
Нужно перед работой приобрести буру, причём в достаточном количестве. К тому же для того чтобы обеспечить максимальные безопасные условия для окружающего пространства во время плавления металла, следует использовать асбестовый лист.
Процесс плавки латуни является довольно трудоёмким и потребует определённых затрат как времени, так и приложенных сил.
Опять же следует учесть особенности плавления сплавов, содержащих бронзу и медь, так как они имеют немного другие характеристики и свойства, что означает при плавке придётся применять другую температуру термического воздействия.
К процессу плавки латуни следует переходить уже только в том случае, когда рабочее место подготовлено должным образом, а все рабочие инструменты находятся на своём месте и готовы к работе.
Порядок проведения работ
Для начала следует подготовить муфельную печь. В ней и будет осуществляться вся основная работа.Перед тем как начать непосредственно саму плавку, следует проверить работу имеющихся горелок, которые будут использованы в процессе. Кроме того, под рукой следует иметь специальный сосуд, сделанный из огнеупорного материала. Таким материалом является тигель, так что можно будет применить именно его.
Кроме того, под рукой следует иметь специальный сосуд, сделанный из огнеупорного материала. Таким материалом является тигель, так что можно будет применить именно его.
Приобретённый ранее асбестовый лист, следует уложить на поверхность основания. Очень важным фактором является поддержание хорошей вентиляции в помещении, в котором будет проводиться вся работа.
Перед началом плавки, латунь следует измельчить, то есть создать измельчённую массу. Следует помнить, что чем меньше будут получившиеся куски металла, тем легче она будет впоследствии плавиться.
Затем тигель с измельчённой латунной массой помещается в муфельную печь, после чего пользователь выставляет необходимое температурное значение, используя специальный регулятор температур. После включения печи, можно будет наблюдать за всем процессом плавления через специальное маленькое окошко, которое имеется у таких печей.
После того как металл полностью расплавится, пользователю требуется лишь аккуратно открыть дверцы муфельной печи и достать оттуда тигель с расплавленной латуни.
Конечно, делать это нужно, используя специальные щипцы, для того, чтобы обезопасить себя от возможных ожогов. У расплавленной латуни, кстати, есть интересное свойство, которое заключается в том, что на поверхности образуется тонкая плёночка, которую впоследствии надо будет убрать. Такую процедуру можно будет проделать, если использовать обычную стальную проволоку.
После снятия образовавшейся плёнки с поверхности расплавленной латуни, следует просто залить металл в требуемую форму, которую пользователь должен предварительно подготовить на своём рабочем месте.
Плавление с помощи горелки
Кстати, бывают случаи, когда пользователь, к сожалению, не может использовать специальное оборудование, предназначенное для плавления. В этом случае, не стоит отчаиваться, так как плавка латуни может быть осуществлена при помощи газовых горелок.
При этом горелка должна быть установлена в вертикальном положении и очень хорошо закреплена. Затем на подставку устанавливает сосуд с металлом и производится плавка.
Следует опять же помнить, что если латунь содержит в своей основе медь, то температура будет непременно увеличиваться, что означает, что металл будет плавиться дольше.
Как расплавить латунь в домашних условиях: технология, температура, оборудование
Латунь является уникальным сплавом, использующимся не только в промышленности, но и в быту. Из него выполнены разнообразные интерьерные предметы, а также многочисленные конструкции. Для умельца знание температуры плавления этого металла станет хорошим подспорьем при сооружении или же ремонте разнообразных предметов. Данный сплав имеет медную основу с цинковой легирующей составляющей, которая может дополняться никелем, марганцем, а также свинцом либо железом.
Характеристики металла
Латунных материалов выпускается несколько разновидностей, имеющих обширное применение. К наиболее распространенным данным металлическим соединениям относятся:
- многокомпонентный состав;
- двойной из сплава цинка с медью.
Температура плавления латуни зависит от ее компонентов. Помимо промышленности, из нее изготавливают различные предметы интерьера и детали мебельных конструкций. Это стало возможным благодаря литью, которое предоставляет возможность придать изделию любую форму. Плавка в домашних условиях не составляет особых проблем при соответствующих познаниях и наличии необходимого спецоборудования. Для этого обязательно следует знать, при какой температуре этот металлический состав плавится. Он имеет желтоватый цвет, который без дополнительной защиты чернеет от воздействия воздушной среды.
Нижний предел, при котором происходит плавление латунного состава составляет порядка 880 °С, а его верхнее значение доходит до 950 °С. Для снижения температурной точки плавки латуни в нее добавляют больше цинковой составляющей. На характеристики металла оказывают негативное влияние висмут или же свинец. Учтите, что температура плавления меди отличается от латунного состава. При нагреве материала они значительно снижают его способность к пластичной деформации.
Латунь способна оказывать высокую сопротивляемость коррозии, обладает повышенной текучестью и отличными антифрикционными характеристиками. Благодаря всем этим свойствам ее активно используют как в общепромышленных изделиях, так и в узконаправленных компонентах. Поверхность состава превосходно полируется, что позволяет надолго сохранять его великолепный вид. Температуру плавления латунь и бронза имеют различную, что учитывается при выборе режима работы.
Особенности обработки
В быту находятся множество изделий, имеющих в составе латунные компоненты. Для их ремонта или же изготовления применяются несколько методов. Все они построены на технологии плавления латуни. Этот процесс имеет свои нюансы и особенности, которые могут значительно усложнить ремонт. Сплавы на основе меди, а также бронзы имеют несколько отличающиеся характеристики, поэтому важно знать с каким именно составом придется работать.
Мягкие латунные сплавы содержат цинковую часть до 32,5 %, что предоставляет возможность для легкой обработки материала не только в горячем состоянии, но также и в холодном. Эта процедура выполняется протяжкой или же прокаткой. Данные составы маркируются: Л 68, Л 80, ЛМ 70, а также ЛТ 90. Увеличение цинка приводит к значительному повышению твердости состава, который становится обрабатываемым в горячем виде. Холодное воздействие на эти материалы весьма ограничено и требует наличия специальных инструментов. Помимо этого, производятся сплавы смешанного вида, отличающиеся достаточной универсальностью.
Эта процедура выполняется протяжкой или же прокаткой. Данные составы маркируются: Л 68, Л 80, ЛМ 70, а также ЛТ 90. Увеличение цинка приводит к значительному повышению твердости состава, который становится обрабатываемым в горячем виде. Холодное воздействие на эти материалы весьма ограничено и требует наличия специальных инструментов. Помимо этого, производятся сплавы смешанного вида, отличающиеся достаточной универсальностью.
Что необходимо для плавки
Имея необходимый комплект оборудования и специальных принадлежностей можно не только заниматься восстановлением разнообразных изделий, но и изготавливать латунные компоненты дома. Перед тем как расплавить латунь, подготавливается рабочая площадка и размещается спецоборудование.
Основной составляющей мастерской служит печь индукционного типа, позволяющей в домашних условиях плавить латунь. Она собирается из огнеупорного кирпича, соединенного раствором, выдерживающим высокие термальные нагрузки. Источник тока, который будет использоваться для нагревательных элементов должен выдерживать нагрузку порядка 25 кВт. Для работы с разнообразными сплавами, можно приобрести специальную печь, рассчитанную на работу свыше 1000 °С. Это позволит выплавлять бронзу, а также многие цветные металлы.
Источник тока, который будет использоваться для нагревательных элементов должен выдерживать нагрузку порядка 25 кВт. Для работы с разнообразными сплавами, можно приобрести специальную печь, рассчитанную на работу свыше 1000 °С. Это позволит выплавлять бронзу, а также многие цветные металлы.
Дополнением к плавильной печке служит тигель графитового типа, в котором непосредственно будет расплавляться латунный состав. Для каждого из типов металла используется собственная емкость. Новый тигель обязательно закаливается при температуре порядка 95 °С. В печи он должен прогреться на протяжении 20 минут, после чего остужается.
Для рабочего процесса потребуются стальные щипцы, а также большая ложка. С ее помощью удаляется шлак с поверхности расплавленного металла. Еще одним необходимым приспособлением является литейный ковш. Он служит для удержания тигля при его наклоне для выливания жидкого сплава в заготовленную форму.
Располагать плавильную печь необходимо на хорошо проветриваемом месте. Наилучшим расположением будет навес на улице. Это будет способствовать быстрому выветриванию углекислого газа и различных токсинов при плавке. Помимо этого, свободный доступ воздуха значительно улучшит процедуру плавки. Обязательным атрибутом безопасной работы является ящик с песком. Он располагается рядом с печкой и только над ним можно переносить жидкий сплав и разливать его по формам. Для дополнительной безопасности можно положить на пол асбестовый лист.
Наилучшим расположением будет навес на улице. Это будет способствовать быстрому выветриванию углекислого газа и различных токсинов при плавке. Помимо этого, свободный доступ воздуха значительно улучшит процедуру плавки. Обязательным атрибутом безопасной работы является ящик с песком. Он располагается рядом с печкой и только над ним можно переносить жидкий сплав и разливать его по формам. Для дополнительной безопасности можно положить на пол асбестовый лист.
К специальной экипировке относятся особые кожаные перчатки, жароупорный защитный фартук, маска или же очки, а также ботинки высокого типа. Одежда должна быть с длинными рукавами и состоять из хлопковой ткани. Длинные штаны надежно защитят ноги от горячих капель жидкого металлического сплава.
Технология плавления
Когда все оборудование смонтировано и необходимые материалы подготовлены, переходят к самой процедуре плавления. Технологию процесса можно посмотреть на соответствующем видео. В тигель помещаются измельченные кусочки материала, при этом их величина будет оказывать влияние на скорость начала плавки. После этого сосуд ставится в печку и начинается ее нагрев до необходимого температурного значения плавления. На печах заводского изготовления имеется специальное окошко, которое предоставляет возможность для наблюдения за процессом. При использовании самодельной конструкции для этого служит огнеупорная крышка, закрывающая емкость.
После этого сосуд ставится в печку и начинается ее нагрев до необходимого температурного значения плавления. На печах заводского изготовления имеется специальное окошко, которое предоставляет возможность для наблюдения за процессом. При использовании самодельной конструкции для этого служит огнеупорная крышка, закрывающая емкость.
Извлекать тигель можно лишь после полного плавления металлического состава. Поверхностная пленка на латуни подлежит снятию при помощи простой стальной проволоки. После удаления этого слоя окислов выполняется заливка массы в заранее заготовленную форму. По окончании остывания латунное изделие можно вынимать из формочки и окончательно обрабатывать.
Домашняя плавка латуни может использовать и упрощенную вариацию аналога обычной печи. В ней нагревателем выступает стандартная газовая горелка, надежно закрепленная под плавильным сосудом. При работе необходимо следить за равномерным прогревом нижней части печи. Такой способ обработки латуни в домашних условиях создает повышенное окисление плавящегося металла, что можно минимизировать с помощью древесного угля.
Что необходимо учитывать при работе
Расплавить латунь в домашних условиях можно при соблюдении некоторых особенностей работы. В процессе нагревания тигля в печи необходимо следить за состоянием массы. Готовая к заливке масса пылает ярким желтым светом, имеющим оранжевый оттенок. При дневном освещении этот цвет становится практически невидимым.
При температурном значении выше точки плавления, скорость процесса заметно повышается. Учтите, что это провоцирует ускорение окисления металлического сплава. Запрещается перемешивать сплав даже при снятии окислительной пленки. Необходимо предотвращать возникновение воздушных пузырьков в жидкой латуни, которые помешают отливке качественного изделия.
Не забывайте, что плавящийся металл является опасной субстанцией, способной нанести значительный вред при неправильном обращении. Учитывайте необходимость использования противопожарных средств, а также индивидуальную экипировку для защиты во время работы. Заранее позаботьтесь о наличии хорошей вентиляции в рабочей зоне, которая предохранит организм от воздействия опасных паров и газов. Соблюдайте меры предосторожности, что защитит от пожара и сохранит не только здоровье, но и жизнь.
Соблюдайте меры предосторожности, что защитит от пожара и сохранит не только здоровье, но и жизнь.
Рекомендуем также к прочтению:
Температура плавления латуни: плавка в домашних условиях
Иногда необходимо провести срочный ремонт латунных изделий или изготовить какую-то деталь. Для этого потребуется расплавить кусочки лома в домашних условиях. Плавка латуни осуществляется в специальных печах или самодельных горнах. Как расплавить латунь и сделать отливку, научат специалисты.
Основные характеристики латуни
Прежде, чем решить, как же расплавить латунь в домашних условиях, нужно определить температурный режим. Латунные сплавы на основе меди по химическому составу бывают двухкомпонентные с различной долей цинка, и многокомпонентные, содержащие свинец, висмут и другие металлы. Зная маркировку сплава, легче определить точную температуру плавки латуни. Эти данные есть в справочных таблицах.
Часто приходится пользоваться непонятным ломом, сложно определить марку металла по цвету, сплавы незначительно различаются оттенками. Чтобы расплавить немаркированный лом, нужно ориентироваться на температурный диапазон 880–950°С. Чем меньше цинка в составе, тем ниже температура плавления. Желательно предохранять от окисления металл, который темнеет со временем. Такой лом, прежде чем расплавить, зачищают до блеска. Лом присыпают угольной крошкой. Плавление металла под такой шубой будет проходить быстрее. Важно учитывать, что не все сплавы обладают хорошей текучестью, расплавить их иногда сложно.
Особенности обработки и область применения
Как и другие медные сплавы, латунь хорошо поддается резке, ковке, штамповке. Она обладает хорошими антифрикционными свойствами, не корродирует, эстетично выглядит, за это ценится дизайнерами. Найти дома кусочки желтого металла не трудно. Из него делают декор, светильники, радиодетали, фурнитуру. Латунь тверже меди, из нее делают запорную арматуру, переходники, отводы для трубопроводов, системы отопления. Расплавить дома можно любые ненужные части трубопровода.
Расплавить дома можно любые ненужные части трубопровода.
Что понадобится для плавки
Расплавлять латунь в домашних условиях можно газовой горелкой. Ее устанавливают под тиглем вертикально. Для снижения потерь тепла зону нагрева экранируют огнеупорными материалами или толстым железом.
Удобно использовать муфельную компактную печь фабричного производства. Если приходится заниматься домашней плавкой металлов, такую вещь стоит приобрести. Владельцы частных домов сооружают горн из шамотного кирпича с воздушным поддувом. Сразу делают каркас для установки тигля, крышку.
Необходимо подготовить огнеупорный тигель. Можно использовать готовый керамический, выдерживающий температуру до 1300°С или графитовый, он очень надежный, подходит для многоразового применения, главное вовремя удалять шлак, когда он только хватился. Умельцы делают тигли самостоятельно из шамотной крошки, кремнезема, жидкого стекла, обмазывают готовую форму тальком. Для захвата горячего тигля используют длинные щипцы. Желательно приготовить мощную подставку, которую сложно расплавить.
Желательно приготовить мощную подставку, которую сложно расплавить.
Для отливки деталей делают формы:
- из гипса, облепляют им восковую копию будущей детали;
- смеси цемента и тормозной жидкости.
Эти формы нужно поставить на песок или огнеупорную подставку большого размера, их нужно будет заполнять расплавленной субстанцией.
Для снятия шлака с латуни понадобится ложечка или проволочная петля. Не стоит забывать про противопожарную и собственную безопасность.
Плавка латуни в домашних условиях: пошаговая инструкция
Когда все подготовительные работы завершены, можно приступать к работе. Небольшая инструкция поможет справиться с плавкой латуни в домашних условиях. Нужно четко соблюдать последовательность операций:
- Подготовка лома заключается в его нарезке, чем меньше кусочки, тем быстрее образуется расплав. Темную патину с металла снимают, это лишний шлак. Лом подсушивают, чтобы не оставалось влаги, способной спровоцировать выброс расплава.
- В процессе подготовки печи к работе до 100°С прогревают формы, устанавливают их на подставку или песок, выравнивают.
- Греют тигель, его лучше раскалять до желтоватого свечения. Затем заполняют его латунным ломом. Сверху присыпают измельченным древесным углем.
- В прогретую печь погружают тигель с ломом, повышают температуру до 950°С. Ни в коем случае нельзя помешивать расплав в процессе нагрева, активизируется окисление, образуется больше отходов.
- Когда металл полностью расплавится, с нее нужно снять шлак, окалину. Делают это ложечкой или петлей.
- Пора заполнять форму. Расплавленную латунь быстро переливают из тигля, оставляют застывать. Затем снимают оставшуюся корочку металла с тигля.
Плавить лом нужно небольшими порциями по 30–50 грамм, при необходимости тигель загружают несколько раз.
При выполнении всех условий можно сделать латунную отливку самостоятельно. Когда нужно расплавить небольшой кусочек металла, его кладут на изложницу. Направляют пламя газовой горелки на лом. Через 2–3 минуты образуется большая капля. Занимаясь расплавкой медных сплавов нужно надевать плотную х/б спецовку. При случайном попадании горячей латуни на кожу риск ожогов в такой одежде снижается.
Как правильно расплавить латунь в домашних условиях
Чтобы организовать плавление металла в домашних условиях необходимо изготовить приспособление, в котором можно было бы нагреть заготовку до необходимой температуры. Если для плавления олова и свинца, достаточно загрузить сырьё в металлическую ёмкость и поставить её на огонь. То для литья медных сплавов потребуется приобрести специальную печь.
О том как осуществляется плавка латуни в домашних условиях будет рассказано в данной статье. Но прежде чем приступить к описанию основных этапов работы, необходимо изучить теоретические сведения о металлическом сплаве.
Из чего состоит латунь
Латунь состав сплава которого может существенно отличаться, обязательно содержит медь в количестве не менее 55%. На остальные 45% в составе двухкомпонентного сплава приходится доля цинка. Цинк в составе медного сплава существенно увеличивает механическую прочность сплава и устойчивость к коррозии.
Кроме цинка многокомпонентная латунь может содержать:
Дополнительные добавки необходимы в том случае, если требуется наделить металлический сплав новыми свойствами, которые будут способствовать более лёгкому формированию изделия при литье и во время механической обработки.
Для плавления латуни сплав необходимо нагреть до 880 — 950 градусов. Какая именно температура необходима для плавки конкретного вида латуни зависит от её состава, но при выполнении плавления металлов в домашних условиях не всегда удаётся установить марку сплава.
Чтобы гарантированно расплавить латунь в домашних условиях следует приобрести специальное устройство, в котором металл нагревался бы до максимальной температуры плавления.
Самостоятельное изготовление плавильного устройства потребует значительных временных затрат и специальных знаний. Поэтому намного проще приобрести в специализированных магазинах готовые плавильные печи, работающие на газе или от сети переменного тока.
Печь и инструменты для плавления латуни
Чтобы осуществить литьё латуни в домашних условиях необходимо приобрести специальную печь.
В домашних условиях лучше всего использовать небольшие устройства с максимальной температурой нагрева 1300 градусов. Такое ограничение необходимо чтобы предотвратить выгорание цинка входящего в состав данного медного сплава.
- В качестве ёмкости для плавления латуни используются графитовые тигли.
- Также потребуется приобрести щипцы и большую ложку. Щипцы необходимы для установки и снятия тигля с печи, а ложка применяется для удаления шлака, который образуется на поверхности расплава.
- Чтобы вылить из тигля расплавленную латунь в форму используется литейный ковш. Без этого приспособления невозможно выполнить безопасный наклон раскалённого тигля во время плавильных работ.
Работы с расплавом должны производиться без каких-либо отступлений от правил техники безопасности, поэтому кроме приспособлений для плавления обязательно следует приобрести защитную одежду, средства защиты зрения и дыхания.
При расплавлении латуни образуются вредные пары, которые негативно воздействуют на здоровье человека.
- Осуществлять плавильные работы без респиратора категорически запрещено. Специальные очки или маска используются для защиты глаз от воздействия инфракрасного излучения, которое, при длительном воздействии, может нанести ущерб органу зрения.
- Также необходимо использовать жароупорный фартук для защиты одежды от возможного попадания расплавленного металла и толстые перчатки, чтобы не обжечь руки во время плавильных работ.
Когда все необходимые инструменты и приспособления будут приобретены, можно приступать к подготовке плавления латуни.
Подготовительные работы
Чтобы плавление медного сплава было произведено по всем правилам, необходимо подготовить инструменты и место для работы.
Оптимальным вариантом размещения печи для плавки латуни является навес на свежем воздухе. Установка печи на улице позволяет минимизировать вредное влияние паров цинка, а также обеспечить хорошее горение топлива, при использовании газовой печи.
В плане противопожарной безопасности размещение высокотемпературной печи вне помещения является наиболее правильным. Если нет возможности установить плавильную печь таким образом, то помещение, в котором планируется проводить плавильные работы, должно быть оборудовано системой принудительной вентиляции воздуха.
Поверхность, на которую устанавливается печь, вне зависимости от места размещения, должна быть обязательно изготовлена из негорючих материалов. Также для безопасного перемещения тигля с расплавленным металлом рекомендуется установить ящик с сухим песком. Для предотвращения разбрызгивания расплавленного металла, работы по заливке форм рекомендуется проводить только над ёмкостью с песком.
- Если для получения расплава будет применяться металлический лом, то прежде чем приступить к плавке следует тщательно очистить латунную поверхность от загрязнения и краски.
- При использовании проката цветного металла его достаточно нарезать на куски, размер которых не будет превышать параметры тигля плавильной печи.
Такие подготовительные работы позволят получить более качественное плавление металла с меньшим количеством шлака, а сам процесс будет более пожаробезопасным.
Процесс плавления латуни
После проведения подготовительного этапа можно приступать к непосредственному плавлению медного сплава.
Работа осуществляется в такой последовательности:
- В печи нагреваются формы до температуры +100 градусов. Также необходимо хорошо прогреть ложку перед использованием. Такая процедура необходима для полного испарения влаги с поверхности инструментов. После прогревания, формы необходимо разместить на сухом песке.
- Заранее подготовленный латунный лом или измельчённый металлический прокат для плавления, закладывается в тигель в необходимом количестве.
- Прогревается печь до температуры +500 градусов.
- Тигель с латунью устанавливается в печь и температура повышается до 950 градусов.
- Когда металл полностью расплавится с его поверхности необходимо аккуратно с помощью ложки удалить образовавшийся шлак и продукты окисления.
- Когда латунь приобретёт яркий жёлтый цвет можно приступать к заполнению заранее подготовленных форм. Для этой цели тигель извлекается специальными щипцами из печи и устанавливается на литейный ковш. Затем производится заполнение форм расплавом.
Если необходимо продолжить плавления металла, то тигель необходимо снова наполнить подготовленным материалом и установить в плавильную печь.
Советы и рекомендации
- На рынке представлено большое количество печей для плавки металлов и не всегда удаётся сделать правильный выбор устройства. Особенно при отсутствии опыта плавильных работ. Чтобы печь можно было использовать не только для плавки латуни рекомендуется выбрать устройство с возможностью разогрева до 1300 градусов. Например, температура плавления бронзы составляет около 1150 градусов и маломощные приборы не позволят осуществить плавление данного цветного сплава.
- Для каждого вида цветного металла необходимо использовать отдельный тигель, поэтому в ёмкости в которой расплавлялась латунь не рекомендуется плавить бронзу или любой другой металл или сплав.
- Не рекомендуется надевать одежду из синтетики во время выполнения плавильных работ. Такая ткань легко возгорается и плавится. В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
- В непосредственной близости от места, где будет установлена плавильная печь необходимо разместить ёмкость с холодной водой. Такая предохранительная мера позволит, в случае получения ожога, моментально снизить температуру поражённого участка тела.
- Огнетушитель обязательно должен быть расположен в прямой доступности от места, где производятся плавильные работы.
- Момент полного расплавления латуни можно определить на глаз. Выливать изделия из данного сплава необходимо когда поверхность расплавленного металла начнёт светиться жёлтым цветом с небольшим оранжевым отливом.
- Во время плавления, латунь категорически запрещается перемешивать. Такое действие может привести к образованию пузырьков воздуха, что негативно отразится на плотности материала, его механических и эстетических свойствах.
- Точная температура плавления латуни зависит от её марки. При определении точки плавления опытным путём необходимо соблюдать осторожность и не слишком перегревать смесь, чтобы не ускорить процесс окисления металлического сплава.
- Печь для плавки латуни можно изготовить самостоятельно, но только при наличии специальных знаний. Если в этом деле возникнут трудности можно обратиться за консультацией к опытным умельцам.
Значительно сэкономить можно и в случае замены графитового тигля на изделие из керамики. Если приобрести специальную огнеупорную глину, то можно научиться самостоятельно изготавливать ёмкости для плавильных печей.
Керамические тигли обладают значительно меньшим ресурсом, но в случае, когда возможно самостоятельное изготовление таких деталей экономия денег будет значительной.
Заключение
При какой температуре плавится медь и её сплавы рассказано в статье, но только теоретических знаний недостаточно для того, чтобы стать профессионалом в этом деле.
После того как печь для плавки латуни будет приобретена или смонтирована, необходимо расплавить небольшое количество металла для проверки работоспособности оборудования. И получения опыта плавления медных сплавов в домашних условиях.
Температура плавления латуни и плавка в домашних условиях
В самом базовом смысле латунь — это сплав, главным компонентом которого выступает медь. В качестве дополнительных могут выступать такие металлы, как цинк, олово (его должно быть не слишком много, чтобы сплав не стало возможным называть бронзой), в гораздо меньшей степени марганец, свинец и даже железо. В древности этот сплав часто называли орихалком, в переводе — «златомедью». К бронзам, однако, сплав по классификации не относится, так как если сравнить температуру плавления латуни и бронзы, у второй она будет гораздо выше.Как и бронза, латунь имеет довольно широкое применение в разных областях. Её используют в основном в автомобилестроении при изготовлении некоторых болтов и других деталей, для изготовления памятных знаков и наград, труб, гильз химической аппаратуры. Очень часто используется при создании предметов интерьера или отдельных элементов мебели.
Характеристики латуни
Изготовление изделий из этого сплава достигается преимущественно посредством литья. Поэтому очень важно знать, при какой температуре плавится латунь. Это сильно зависит от её химического состава, а конкретнее — от содержания в ней цинка, ведь чем больше этого металла, тем меньше требуется тепла для его расплавления. Если в латуни содержится значительное количество примесей висмута или свинца, это очень негативно влияет на её растекаемость, усложняя обработку изделий. Поэтому температура её плавления колеблется в пределах 880−950 градусов Цельсия.Очень важно при изготовлении изделий из латуни покрывать их защитным слоем. Для этого можно использовать обычный лак. Несмотря на свою стойкость к коррозии, она очень подвержена процессам окисления на открытом воздухе. Многие незащищённые детали или предметы интерьера необходимо регулярно чистить, чтобы они не потемнели. Но сделать это легко, ведь латунь очень хорошо полируется.
Технические показатели сплава
Кроме температуры плавления, у латуни есть ещё несколько важных характеристик, благодаря которым она находит такое широкое применение в различных областях. Вот некоторые из них:
- Удельное электрическое сопротивление — в пределах 0,07−0,08 микроом на метр.
- Плотность — около 8,3−8,7 тонн на кубометр.
- Теплоёмкость — 0,377 килоджоулей на килограмм-Кельвин.
В зависимости от состава, латунь бывает:
- Двойной — сплав только с содержанием меди и цинка.
- Многокомпонентной — содержащей большое количество других металлов и примесей.
Марки латуни и области применения
От состава зависит марка латуни и область её применения. Например, томпак, принадлежащий к классу деформируемых латуней, в котором содержится больше 95% меди, может легко соединяться со сталью, образуя с ней биметалл. Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.Латуни марки ЛО используются для изготовления конденсаторных трубок, применяемых в разной теплотехнической аппаратуре, например, газовых котлах, автоклавах, сильфонах.
Марка ЛС используется при создании деталей часовых механизмов, переходных и соединительных втулок. Из неё также изготавливают полиграфические матрицы.
ЛМц — содержится в старых советских монетах номиналом до 5 копеек, арматуре, гайках и болтах, а её подвид с приставкой «А» — в деталях речных и морских судов.
Латунь, имеющая маркировку ЛА или ЛЖМ (и её подвиды), также используется для постройки морских судов и самолётов, различных электрических машин и подшипников. Очень распространена в деталях для различной химической техники.
Плавка в домашних условиях
Сплав имеет довольно низкую по сравнению с другими металлами температуру расплавления, а потому возможна его обработка, изготовление и ремонт изделий даже дома. Для этого необходимо собрать специальное оборудование и иметь большую рабочую область, позволяющую соблюдать все меры безопасности, требующиеся при работе с раскалённым или расплавленным металлом.
Необходимые инструменты
Для плавки латуни в домашних условиях нужна печь. Собрать её можно из кирпича, обладающего достаточной огнеупорностью, соединив его таким же термостойким раствором. В качестве нагревательного элемента лучше всего использовать индукционные нагревательные элементы. Это керамические трубки, на которые намотана проволока из нихрома. Они могут разогреваться до больших температур (1000 градусов по Цельсию и больше) и пригодятся для работы с другими, более тугоплавкими металлами и сплавами.Минимально требуемая мощность источника электричества, которое будет подаваться на нагрев должна быть около 25−30 киловатт. Он должен быть собран из достаточно качественных электротехнических деталей и иметь высокий показатель КПД.
Тигель — ёмкость, где будет, собственно, плавиться металл, можно изготовить из шамота — выпаленной до спекания глины. Для дополнительной жаропрочности и надёжности можно обмазать его раствором силиката калия, или просто «жидким стеклом» с примесью талька. Такой тигель прослужит намного дольше и выдержит большее количество расплавлений. Есть также и тигли, выполненные из графита, но они сильно уступают глиняным по надёжности. Для операций с тиглем необходимо изготовить или приобрести щипцы. Они должны обладать довольно длинными ручками и иметь закруглённые губки.
Описание процесса
В тигель помещается сплав, желательно в виде кусков. Чем мельче они будут, тем легче пойдёт процесс расплавления, так как тепло от нагревательных элементов будет быстрее распределяться между ними. Тигель, при помощи щипцов, помещается в печь, и только после этого начинается её разогрев. Вынимать его из печи можно только после того, как весь объём помещённого в него металла переходит в полностью жидкую форму. Это операция производится с помощью тех же щипцов. Если на поверхности расплавленной латуни образовалась плёнка, её следует с помощью предварительно подготовленной проволоки убрать.Для изготовления литых изделий из сплава следует использовать специальные формы, вырезанные из дерева или распечатанные на 3D-принтере из материала, более жаропрочного, чем жидкая латунь. Деревянные формы в большинстве своём одноразовые. Алгоритм действий прост: вынимаем тигль, снимаем плёнку, заливаем и ждём полного остывания.
Техника безопасности
Для проведения всех операций с металлами, разогреваемыми до очень высоких температур необходимо заботиться о своей безопасности и минимизации влияния процесса на здоровье. Следует помнить, из каких металлов состоит латунь, при какой температуре плавится конкретный образец и каким образом она достигается. Вот несколько советов:
- Используйте защитные перчатки, одежду из материалов, плохо поддающихся горению — шерсти, хлопка и других. Не стоит использовать одежду из синтетики, она может очень быстро загореться.
- Позаботьтесь о защите глаз и лица с помощью очков и масок, так как случайная капля расплавленного металла может стоить вам зрения или причинить серьёзный ожог коже лица.
- Литьё необходимо выполнять в месте с достаточной вентиляцией, так как в его процессе выделяются вещества, которые, приобретая достаточную концентрацию, могут нанести большой вред вашему здоровью.
- Для того чтобы свести к минимуму риски поджога или случайного воспламенения близлежащих предметов, можно застелить поверхность, на которой будет располагаться печь асбестовым листом. Опять же, не забывайте при этом о хорошей вентиляции.
Следуя таким правилам, вы сможете безопасно и эффективно выполнять действия с раскалёнными или расплавленными металлами, не опасаясь причинения вреда себе и окружающим.
Показатели температуры плавления латуни
Для домашнего мастера [температура плавления латуни] имеет практический смысл, так как этот важный показатель в некоторых случаях может помочь с решением целого ряда проблем.
Латунь в настоящее время используется в самых разных сферах, в том числе, и в промышленности.
Существует несколько видов сплавов на основе этого универсального металла, однако в практическом плане интерес представляют только два из них, а именно, двойной и многокомпонентный с содержанием меди.
Для этого компонентного металла главным легирующим элементом считается цинк, который может быть при необходимости дополнен такими элементами, как марганец, свинец, железо, а также цинк, никель или свинец.
Латунь играет большое значение для такого металлического сплава, как бронза, на который уже давно наблюдается большой спрос.
Как и у любого другого элемента из группы металлов, у латуни есть своя температура плавления, говоря другими словами, тот предел, при котором ее можно расплавить.
Если знать этот важный параметр, то можно будет изготовить самые разнообразные конструктивные элементы, в том числе, и в домашних условиях.
Плавление латуни можно отнести к первичной обработке этого металла. В настоящее время известно несколько основных способов, при которых можно расплавить латунь в домашних условиях.
Основные характеристики
На плавку латуни, главным образом, влияет ее состав, а потому температура может иметь различные показатели, начиная от восьмисот восьмидесяти градусов по Цельсию и заканчивая девятьсот пятидесятью.
Чтобы понизить данный показатель, необходимо в состав латуни вводить больше цинка и наоборот.
Кроме этого, за счет своих универсальных свойств этот металл имеет свойство свариваться.
Обработку латуни можно производить при помощи сварки, и в этом случае она может прокатываться.
Если не покрыть поверхность данного компонента дополнительной защитой, то через определенное время она немного почернеет из-за контакта с атмосферным воздухом.
Основным цветом латуни является желтый, а ее поверхность достаточно легко поддается полировке. Выбирая способ плавления для этого элемента, следует, главным образом, учитывать его состав.
Негативно влияют на латунный сплав такие элементы, как висмут или свинец, поскольку они значительно снижают свойства этого металла к деформации, когда он находится в разогретом состоянии.
Латунь относят к категории цветных металлов, при этом ее химические, а также физические свойства имеют некоторые характерные особенности. Данный элемент обладает целым рядом преимуществ.
Во-первых, этот металл имеет высокую стойкость к коррозионным процессам. Во-вторых, он обладает высокой степенью текучести, что особенно важно при плавлении.
Латуни свойственны высокие антифрикционные свойства, а также достаточно низкая склонность к ликвации.
Следует отметить и то, что данный металл обладает практичностью и имеет превосходные технологические, а также механические свойства.
Есть еще целый ряд достоинств этого универсального компонента, которые носят узконаправленный характер. В зависимости от своей марки, латунь используется в той или иной промышленной сфере.
Металл используется в машиностроении и автомобилестроении, из нее изготавливают целый ряд самых разных изделий различного назначения.
Для того чтобы с данным металлом успешно работать в домашних условиях, для начала необходимо хорошо изучить его свойства, а также знать характеристики сплавов на основе бронзы и меди.
Особенности обработки
Домашний мастер в быту использует множество самых разных деталей, которые сделаны на основе латуни.
Кроме этого, производится достаточно много самого разного инструмента, который содержит в себе этот компонент. Очень часто латунь встречается в сплаве на основе бронзы и меди.
Зная температуру плавления этого металла, а также способы, при которых его можно расплавить, можно самостоятельно производить починку и изготовление некоторых изделий, которые пригодятся в хозяйстве.
Плавление этого универсального компонента на основе бронзы и меди имеет определенные тонкости и нюансы, зная которые можно избежать самых разных сложностей в работе.
Конечно, для того чтобы самостоятельно заниматься плавкой этого металла на основе бронзы, необходимо иметь определенные познания в данной области, а также некоторый инструмент, который может потребоваться в работе.
Кроме этого, для того, чтобы самостоятельно произвести плавку латуни в домашних условиях, необходимо запастись терпением.
Для работы следует обязательно иметь под рукой техническое серебро, а также газовую горелку ручного типа.
Также потребуется медный сплав и специальная графитовая горелка.
Следует приобрести в достаточно количестве буру. Кроме этого, для того чтобы максимально обезопасить окружающее пространство для плавления латуни, следует приобрести асбестовый лист.
Данный процесс является достаточно трудоемким и требует соблюдения определенной техники безопасности.
Если сплав латуни создан на основе меди или бронзы, то при плавлении необходимо учитывать определенные тонкости, а также знать некоторые нюансы, которые помогут данную работу провести правильно и максимально эффективно.
Прежде всего, следует учитывать, что сплав на основе бронзы и меди имеет несколько другие параметры плавления, а, соответственно, и у металла меняются некоторые характеристики, как физические, так химические.
После того как будут подготовлены весь необходимый инструмент и материалы, можно переходить к плавке латуни своими руками в домашних условиях.
Порядок работы
Прежде всего, необходимо правильно подготовить муфельную печь, в которой и будет осуществляться вся основная работа.
Также следует проверить в работе горелки. Кроме этого, необходимо иметь под рукой специальный сосуд из огнеупорного материала, например, тигель.
На поверхность основания следует уложить асбестовый лист и позаботится о хорошей вентиляции в помещении, где будет проводиться плавка латуни.
Латунь, которая будет подлежать плавлению, необходимо переработать в измельченную массу. Следует помнить, что чем меньше будут куски металла, тем легче он будет плавиться.
Далее тигель с мелкой латунью аккуратно устанавливается в муфельную печь и при помощи специального регулятора температур выставляется ее необходимое значение.
Если металл создан на основе бронзы или меди, то это обязательно следует учитывать. После того, как печь будет включена, через специальное окошко можно наблюдать, как металл начинает плавиться.
При достижении желаемого результата и после того, как металл полностью расплавится, следует аккуратно открыть дверцы печи и вынуть тигель.
Сделать это можно при помощи специальных щипцов, которые уберегут от ожогов. Латунь в расплавленном состоянии имеет свойство на своей поверхности образовывать пленку.
Ее необходимо в обязательном порядке убрать и сделать это можно при помощи стальной проволоки. После этого необходимо будет только залить металл в предварительно подготовленную форму.
В том случае, если специальное оборудование для плавки металла отсутствует, можно провести плавление латуни при помощи газовых горелок.
В этом случае горелку следует установить в вертикальном положении и хорошо закрепить.
Далее на подставку помещается сосуд с мелкой латунью и зажигается сама горелка.
При этом пламя должно охватывать всю нижнюю поверхность сосуда.
В этом случае процесс плавления будет сопровождаться достаточно сильным окислением, уменьшить которое можно при помощи древесного угля.
Если латунь создана на основе бронзы или меди, то ее температура плавления несколько увеличиваться, а значит, на плавку металла уйдет немного больше времени и это следует обязательно учесть.
при скольких градусах Цельсия плавится латунь? Как ее расплавить в домашних условиях?
Металлы и сплавыТемпература и способы плавления латуни – тема, заслуживающая обширного научного исследования, тем более что название сплава распространяется на различные составы, произведённые на основе меди. Латунь может быть двух- или многокомпонентной, с добавлением никеля, свинца и даже олова, но по металлургической классификации не относится к бронзам. Общие признаки у них, несомненно, имеются, но физические и химические свойства определяются составляющими компонентами.
Температура плавления латуни
В справочниках по специальности всегда указывается, что температура плавления зависит от состава, который может быть вариабельным.
Чистой
Что же собой представляет латунь? На самом деле это сплав, основу которого составляет медь с добавлением цинка (иногда и олова).
Температура плавления чистой латуни 880-950°C.
С примесями
Основными определяющим фактором является количество примесей и их процентное содержание. Сплав известен с давних времен, поэтому у него есть множество вариаций. Кроме меди и цинка могут быть и другие химические элементы. По этому признаку латуни делят на Альфу и Бету.
- Альфа – однофазная, с содержанием цинка менее 40% расплавляется при температуре меньше 905? (в градусах Цельсия). Это объясняется превалированием меди, которая плавится в менее горячих условиях.
- Бета, двухфазная, прочнее, но не настолько пластичная, в ней кроме двух основных ингредиентов могут быть алюминий и кремний, никель и марганец (не очень характерные добавки) и более привычные – олово, свинец и железо, обеспечивающие необходимую прочность и стойкость в атмосферных условиях, при технической эксплуатации.
- Специальные, приготовленные для определенных надобностей, встречаются реже, в их изготовлении при определении состава учитываются характеристики, необходимые для детали и продукции. Их делят на особо твердые, твердые и мягкие или отожженные сплавы
Литейные легко плавятся, потому что в них бывает до 50% меди. Но и здесь температура плавления определяется именно ее процентным содержанием, а оно может варьироваться от 30 до 50%.
Литье и даже нарезка лазером возможны только при корректно подобранной температуре, а этот важный показатель колеблется в развале от 889 до 950 С, при этом удельная теплота и температура плавления в этом составе металлов не совпадают в любом варианте, если речь идет о разных марках однофазных латуней.
Двухкомпонентные, или Бета-латуни, отличаются от них совпадением важных характеристик, поэтому разница между всеми вариациями и составляет 161? Цельсия.
В справочниках по металлургии всегда указывается марка, состав и температура плавления или литья. В двухкомпонентной Л-860, например, это 885-395 градусов, а вот у марки ЛС59-18 литье осуществляется при температурных показателях от 1030° до 1080°
, в то время как плавление происходит при 900°. При подготовке к процессу в домашних условиях нужно обязательно учитывать состав металлов, которые включены в латунь ее изготовителями. Чем больше в нем цинка, тем легче происходит термообработка. Протяжка и прокатка возможны, если в ней более 20% цинка, но если в нее добавлены свинец, висмут или оба металла, процесс будет весьма непростым.Есть несколько вариантов определить температуру плавления латуни, но не все из них приемлемы в условиях домашней мастерской. Можно только делать предположения (если речь идет о латунном ломе), по месту или детали, где она использовалась изготовителями. Надобностей, в которых применяется красивый сплав, по внешнему виду напоминающий золото, может быть огромное количество, например, технические детали – трубы, втулки, сепараторы и прочие.
В декоративных целях его используют для посуды, сувениров, отделочной фурнитуры (например, дверных ручек и карнизов, рам, крепежных или функциональных деталей в дверных и оконных системах).
. Это он устанавливает режимы обработки, которые давно определены и систематизированы в справочниках по профессии.
Способы плавки металла
В условия промышленного предприятия технология процесса определяется маркой и составом, который необходимо получить на выходе. Для этого на производстве имеется все необходимое – специальное оборудование, с хорошо продуманными мерами противопожарной безопасности, профессионалы, знающие тонкости химического процесса и их обеспечение при работе.
Здесь можно варьировать возможности, получая необходимую температуру плавления, автоматически сливать расплавленную массу в специальные емкости и затем использовать по назначению.В домашних условиях это не так просто, как представляется дилетантам. В подробных инструкциях всегда упоминается, что нужно иметь домашнюю мастерскую, где будут предусмотрены досадные случайности вроде пожара или ожогов, необходимость варьировать температуру, если речь идет о не идентифицированном составе лома. И это не считая затраченного времени и физических усилий. Однако народных умельцев такие мелочи редко останавливают. Они придумали несколько способов плавки.
- Газовая горелка – более демократичный по стоимости, а значит, и более доступный для приобретения в собственных надобностях инструмент. Но и в этом случае приходится сделать некоторые предварительные действия – надёжно закрепить ее в вертикальном положении и обеспечить соответствующие противопожарные меры.
- Самодельная печь из огнеупорного кирпича, в которой можно использовать индукционные элементы, работающие от электричества. В комплекте с ней придется изготовить тигель, надежный и жароустойчивый, и щипцы, которыми достают его из печи. Разумеется, все это должно обладать повышенной прочностью. Хотя два последних приспособления можно приобрести в специальных магазинах, но домашние умельцы предпочитают собственноручно изготовленные инструменты для плавления, в которых они используют разные варианты страховки.
У каждого из способов обработки сплава в домашних условиях есть свои бесспорные преимущества. Оптимальный, безопасный, не требующий дополнительных манипуляций вариант – это специальная печь, в которой температура доходит до 1000 градусов.
Самодельная – более демократична, но потребуются строительные материалы, для возведения, наружной герметичности, дополнительные приспособления для процесса плавления. Газовая горелка – самый дешевый способ, однако и у него есть свои весомые минусы. Для ее использования нужно обладать помещением, в котором предусмотрены все необходимые условия, защитным снаряжением, инструментами для измельчения лом.
Чем меньше кусочки латуни, тем быстрее начинается расплавление используемого сырья.
Как расплавить в домашних условиях?
Ответ на этот вопрос содержится в используемом оборудовании. С профессиональной печью работать просто – нужно выставить необходимую температуру терморегулятором и поместить тигель внутрь. Преимуществом такого оборудования является высокая температура, которая позволит домашнему мастеру работать и с другими сплавами, бронзами, цветными металлами. Домашняя печь, изготовленная соответствующим образом, – тоже неплохой выход из положения.Подготовка
Печь для плавки выкладывают из огнеупорного кирпича (лучше использовать марки с повышенной способностью). Ее необходимо надежно закрепить термостойким раствором, и некоторые мастера предпринимают меры, чтобы обезопасить ее от теплового воздействия – обмазывают снаружи специальными составами. Рекомендованное место возведения должно хорошо проветриваться, но при этом надежно укрыто от природных воздействий.
Нагревательным элементом служат индукционные трубки из керамики. Мощность источника энергии – не менее 30 КВт, с максимально возможным КПД, изготовление – только из качественных деталей. Дополнительные приспособления – тигель, щипцы с закругленными краями и длинной ручкой, ложку для разливания расплавленного металла лучше купить фабричные. Однако некоторые умельцы предпочитают вместо графитовой емкости делать свой собственный тигель из шамота с дополнительным защитным слоем – это может быть жидкое стекло с добавлением талька или раствор силиката калия.
При интенсивной работе с металлом длительность любого такого приспособления будет небольшой.
Шамот выдержит больше расплавлений, чем графит, но с покупным и возиться не придется.
Описание процесса
Имеющийся в распоряжении мастера лом помещают в емкость для плавления, предварительно измельчив. Это сэкономит и время, и расходуемую энергию – чем мельче будут полученные осколки, тем быстрее можно добиться результата. Это немаловажное обстоятельство, если нужно для каких-то надобностей переплавить большое количество металлического сплава. Только после того как емкость с металлом помещается в печь, начинается ее разогревание. Выемка тигля осуществляется щипцами, но перед этим нужно убедиться, что все помещенные в печь кусочки окончательно расплавились.
На поверхности металла может образовываться пленка (это зависит от используемого лома), для нее нужно приготовить подручный инструмент, чтобы удалить немедленно после извлечения из печи.
Для литья используют разливную ложку и деревянные формы, их не придется использовать повторно, потому что они придут в негодность, пока металл остынет.
В описании нет ничего сложного, как в приготовлении блюда, – засунут в печь, достать, разлить по сосудам, дождаться, пока остынет. Однако первые опыты могут быть неудачными из-за каких-то нюансов – например, недостаточного разогрева из-за нагревающего элемента, размещения в уже разогретой печи, по неопытности или при несоблюдении инструкций. Деталь может не соответствовать нужным параметрам и нуждаться в механической доработке, если формы для литья изготовлены неточно. Поэтому сейчас их распечатывают, по возможности, на 3D-принтере, используя металл, превышающий латунь по показателям жаропрочности.
Техника безопасности
Основная опасность, подстерегающая начинающего мастера, – травмирование или ожоги. Поэтому работа в домашней мастерской требует непременного соблюдения техники безопасности.
В любой инструкции можно найти 3 правила, необходимые для проведения плавки без последствий, – вентиляция, защитная одежда, покрытие с термостойкими свойствами на полу или стенах помещения.
- Одежда выбирается с длинными рукавами и штанинами, непременно из натуральной ткани, плохо поддающаяся возгоранию. Комбинезон из синтетики – не выход, она быстро плавится и может причинить серьезные ожоги. Обувь – высокая, плотная, для лица и глаз лучше взять защитные очки и маску, для рук – рабочие перчатки.
- Чтобы избежать пожара в случае с попаданием брызг раскаленного металла на пол или стены, используют термостойкие материалы. Самый простой выход – лист асбеста.
- Вентиляция – обязательный элемент оборудования в закрытом помещении. Токсичные вещества, образующиеся в воздухе при плавлении латуни, могут привести к опасным последствиям – общему отравлению организма. Если средств на нее нет, печь можно установить на открытом воздухе.
Латунь – благодарный, красивый и надежный по свойствам сплав, который используется на протяжении многих столетий. Его переплавка или обновление – отличный способ сделать декоративные изделия, детали сантехники, крепежные элементы. Главное в этом процессе творчества – соблюдение инструкций и техники безопасности.
Все о температуре и способах плавления латуни смотрите в следующем видео.
температура плавления, инструкция по обработке в печи
Латунь — многокомпонентный сплав. В её составе в основном содержится медь, а основной примесью, так называемым легирующим компонентом, выступает чаще всего цинк. Могут быть и примеси олова в малых количествах, а также никеля и свинца, которые придают латуни разные характеристики. В зависимости от металла, выступающего связывающим, температура плавления латуни может варьироваться.
Основные характеристики сплава
Парадоксально, но сама латунь и способ её изготовления были известны задолго до открытия цинка, как отдельного металла. Древние народы Южного Причерноморья делали сплавы на основе меди с добавлением вещества, называемого галмеем, или цинковым шпатом.
Очень часто изделия из этой комбинации использовались в качестве фальшивых украшений, которые выдавались за золотые. В Древнем Риме из-за этого латунь звали орихалком, то есть златомедью. Её там использовали для чеканки монет.
Физические параметры сплава выглядят так:
- Удельная теплоёмкость — 0,377 килоджоуля на килограмм-кельвин при комнатной температуре.
- Удельная теплота плавления латуни — 210 Джоулей на килограмм.
- Температура плавления сильно зависит от содержания легирующих металлов и варьируется от 850 до 950 градусов Цельсия.
- Плотность — около восьми с половиной тонн на кубический метр.
- Сопротивление на единицу длины — в пределах 0,07 микроом.
Как видим, латунь плавится значительно легче, чем медь, а потому хорошо подходит для изготовления декоративных элементов и предметов искусства, даже без обращения к помощи специалистов.
Плавка латуни в домашних условиях
Для проведения работ со сплавом необходимо обзавестись некоторыми инструментами и специализированным оборудованием. Не беспокойтесь, большинство тех вещей, которые потребуются, можно изготовить своими руками. Итак, вам потребуется:
- Печь, работающая по индукционному принципу.
- Тигель, изготовленный из графита или шамотного кирпича.
- Щипцы из жаропрочного металла для работы с раскалённым металлом в тигле.
- Ковш и ложка, используемые для снятия оксидной плёнки с поверхности раскалённого металла и литья в формы.
Имея все эти элементы, вы сможете не только ремонтировать старые изделия, но и создавать литьём новые.
Печь для работы с металлом
Основной каркас печи изготавливается, как правило, из огнеупорного кирпича, способного выдерживать высокие температуры нагрева и при этом не допускать потерь тепла и его рассеивания за пределы конструкции. Для придания монолитности, используется раствор, который тоже должен отвечать некоторым характеристикам, относящимся к температурной стойкости.
Главный компонент печи — нагревательные элементы. Они, как правило, выполняются из керамических трубок, обмотанных стальной проволокой. Такие элементы способны выдавать требуемые температуры и стабильно их поддерживать. Основные характеристики домашней печи выглядят так:
- Рабочая температура — свыше 1000 градусов Цельсия.
- Мощность нагревательных элементов — 25—30 киловатт.
- Количество трубок — не меньше 4.
В качестве источника тока можно использовать сварочный инвертор с регулировкой мощности. Такое приспособление сможет достигать температур плавления меди и латуни, а кроме того, обладать достаточным спектром регулировки, чтобы достичь температуры плавления свинца в домашних условиях, которая составляет всего 330 градусов по Цельсию.
Тигель и щипцы
Конструкция тигля может быть разной. На это влияет как материал, из которого он изготовлен, так и объём. В качестве материалов могут выступать:
- Керамика или огнеупорная глина. Один из лучших вариантов для тигля, очень стойкие к перепадам температур и отлично справляются с тугоплавкими металлами.
- Графит. Для выплавки изделий из латуни такие тигли подойдут, но если нужно будет плавить что-то с более высокой температурой растекания, надолго их не хватит.
- Чугун — удачный вариант, но имеет один большой недостаток. Он фактически состоит из двух половинок, скрепляемых огнеупорным раствором, что существенно уменьшает его рабочую прочность и, как следствие, надёжность.
Для изготовления тигля из огнеупорной глины, используется шамотная глина и силикатный клей, он же водно-щелочной растров силиката натрия и калия, он же «жидкое стекло». В качестве наполнителя, который придаст тиглю больше прочности, можно измельчить шамотный кирпич.
В составе формовочной смеси должно быть 70% глины и 30 — молотого кирпича. Туда добавить около 200 граммов жидкого стекла и перемешать до почти однородной массы. После этого туда добавляется вода, смесь перемешивается и вылепливается в форму тигля.
Для того чтобы в глиняной массе не осталось пузырьков воздуха, нужно несколько раз бросить её о пол, предварительно застелив его газетой. После этого берётся гипсовая форма под тигель, которую можно купить в специализированном магазине или изготовить самостоятельно по инструкциям из интернета. В неё укладывается и формируется сначала дно, потом, мелкими кусочками, стенки. Вся конструкция проходит процесс предварительной сушки (около 4−7 часов, зависит от полученного состава) и достаётся из формы.
Высушенные полностью тигли должны дополнительно обжигаться при температуре около 800 градусов в печи для набирания максимальной прочности. К работе обработанные термически тигли готовы сразу же.
Щипцы для тиглей должны быть из тугоплавкого металла (сталь подойдёт лучше всего), с ручками достаточной длины, чтобы передающееся от печи и тигля тепло не доходило до рук полностью. Естественно, это не означает, что можно брать их голыми руками. Лучше всего, когда они будут подобраны по диаметру самого тигля, но если это не так, ничего страшного, ведь большинство товаров на рынке имеют регулирующийся диаметр.
Правильный процесс плавки
Если латунь, из которой вы собираетесь выплавлять что-то новое, хранится в форме изделий, перед процедурой их нужно тщательно отмыть с мылом и высушить. Это предотвратит попадание в зону расплавления шлаков от оставшегося масла или окислов, образованных на поверхности. Если есть следы нанесения лака (например, вы хотите переплавить ненужный старый подсвечник), нужно обязательно отмыть их ацетоном или другим растворителем.
Сама печь должна быть размещена в очень хорошо проветриваемом помещении, идеально — вообще на улице. Это связано с тем, что при расплавлении любого металла в воздух попадают вредные вещества, которые совсем не обязательно вдыхать, чтобы они осели на лёгких. Кроме того, имея большой приток свободного кислорода, печь работает гораздо лучше.
На землю можно постелить асбестовый лист или рассыпать достаточное количество песка. Дальнейшие операции по переносу расплавленной массы в тигле лучше проводить именно над ними, ведь ни асбест, ни песок не воспламеняются от высоких температур. Кроме того, они должны быть очень сухими, так как если жидкий металл с температурой в 900 градусов попадает на влажную поверхность, он может спровоцировать моментальное испарение воды и разлетание во все стороны раскалённых капель.
Плавка производится в соответствии с такой пошаговой инструкцией:
- Печь нагревается чуть более, чем до 100 градусов. Это нужно для выпаривания любой влаги, попавшей внутрь. Вода для непосредственного процесса плавки очень опасна. Щипцы и ложку желательно тоже обработать таким образом и положить в ящик с сухим песком.
- Печь прогреваем примерно до 450−500 градусов.
- Помещаем латунные детали, стружку или лом в тигель, а его — в печь.
- Повышаем температуру примерно до 950−970 градусов. Важно точно знать, при какой температуре плавится латунь той марки, которую вы используете.
- При достижении расплавленной массы ярко-оранжевого оттенка необходимо ложкой снять оксидную плёнку. Ни в коем случае не стоит стараться перемешивать или зачерпывать металл как суп — это негативно сказывается на его качестве из-за попадания больших объёмов воздуха в массу.
- Готовим форму для заливки, подхватываем тигель щипцами и медленно выносим из тела печи.
- Сначала ставим тигель на ковш, а после этого — заливаем расплавленный металл в форму.
После этого можно дать металлу в форме остыть и затвердеть. Если все этапы обработки сделаны правильно и в толщу заготовки не проникли пузырьки воздуха, у вас должно получиться качественное изделие. Если же оно не получилось с первого раза, не расстраивайтесь, ведь ничего не мешает шаг за шагом приобрести собственный опыт методом проб и ошибок.
В такой печи можно также производить плавку бронзы в домашних условиях, ведь этот медный сплав вполне попадает в пределы максимальных температур, которые в ней достигаются.
Правила безопасности при работе
Любая работа с разогретыми до больших температур изделиями должна сопровождаться неукоснительным соблюдением норм безопасности труда. Только так можно предотвратить несчастные случаи и травматизм.
Человек, работающий с печью, должен иметь защитную одежду. Это должен быть жаропрочный фартук, закрывающий всю переднюю часть туловища, перчатки из толстой кожи и ботинки на большой подошве. Под защитной одеждой не должно быть рубашек или штанов из синтетических материалов. Такие изделия очень быстро воспламеняются и плохо тушатся. Отдавайте предпочтение изделиям из хлопка или шерсти.
Если вас интересует, где можно взять эти защитные приспособления, не волнуйтесь. Скорее всего, там же, где вы найдёте щипцы под тигли и другое оборудование для плавки металлов. Там же можно приобрести защитные очки, маску для лица или респиратор со специальным фильтром. Эти приспособления помогут обезопасить лицо, глаза и лёгкие от вредного воздействия испарений шлаков, исходящих от расплавленного металла.
Оцените статью: Поделитесь с друзьями!Пайка латунью в домашних условиях видео
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка — соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным — не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие — 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал. Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Обработка латуни в домашних условиях
ТОП 14 средств, чем почистить латунь в домашних условиях
Из латуни производят большое количество предметов домашнего обихода, включая кухонную утварь и декоративные изделия. Сохранить блеск и декоративные характеристики предметов позволяет периодическая чистка. Вариантов, чем можно чистить латунь, несколько, и в зависимости от состояния изделий, нужно выбрать подходящий способ.
Правила ухода за сплавом в домашних условиях
Прежде чем начать чистку изделия, важно убедиться, что оно точно выполнено из латуни. Многие предметы по внешним качествам и тактильным ощущениям кажутся латунными, но изготовлены из схожих металлов. Для проверки нужно приложить к поверхности магнит, и если он не будет держаться, значит, это латунь.
Если предмет со временем начал тускнеть, необязательно проводить его чистку. Потемнение не всегда значит, что верхний слой начал окисляться, и такое внешнее изменение имеет собственную привлекательность.
Чтобы защитить изделие, не занимаясь долгой чисткой, достаточно покрыть его полировочным составом и слегка протереть.
Народные средства
В большинстве ситуаций для восстановления блеска латунных изделий достаточно воспользоваться народными методиками. Подручные средства позволяют без особых затрат очистить предметы независимо от их формы и размеров.
Щавелевая кислота
Для обработки латуни подходит простое моющее вещество, одним из ингредиентов которого является щавелевая кислота. Вещество нужно нанести на губку, тщательно обработать им латунную поверхность и подождать проявления реакции. От воздействия средства с кислотой начнет образовываться небольшой налет, легко смываемый под напором воды с помощью щетки. Промыв изделие, нужно посыпать на него соду, через 20-30 минут повторно вымыть и натереть до блеска.
При необходимости выполнить глубокую чистку следует сделать смесь из щавелевой кислоты и теплой воды, соблюдая пропорции 200 г на 10 л. Кислотный раствор подготавливают в глубокой емкости, помещают внутрь загрязненный предмет, дожидаются потемнения и промывают. Данный способ подходит для борьбы с застарелыми пятнами, вызванными процессом окисления.
Простой ацетон также позволяет восстановить первоначальное внешнее состояние латунного сплава. Для чистки подходит ацетон в чистом виде либо в составе жидкости для смывания лака. В жидкости обильно смачивают ватный диск либо мягкую губку и, прикладывая усилие, протирают пятна на изделии. Аналогичным способом можно воспользоваться, чтобы почистить медные предметы.
Зубная паста
Распространенной народной методикой является применение абразивных чистящих веществ, включая зубную пасту. Выдавив из тюбика небольшое количество пасты на зубную щетку либо тряпку, протирают потускневшие области на покрытии до полного удаления пятен. Чтобы добиться эффективного результата, нужно предварительно помыть латунное изделие в мыльной воде с целью устранения пятен, возникших по другим причинам (застарелый жир, грязь, прилипшая пыль).
Неразбавленным уксусом можно убрать только недавно появившиеся пятна. Уксус нагревают на плите и протирают им латунь. Чтобы очистить изделие со старыми пятнами, необходимо в 2-3 л воды разбавить половину стакана уксуса и столовую ложку соли. Данную смесь нагревают до температуры кипения. Когда раствор закипит, внутрь помещают предмет и кипятят на протяжении 3-4 часов, периодически подливая испаряющуюся воду. В течение долгого кипячения смоются все пятна, и останется только натереть поверхность, чтобы вернуть блеск путем полировки.
Лимонная кислота
Гранулы лимонной кислоты посыпают на латунное покрытие и с усилием втирают в загрязненные участки. Также можно сделать чистящее средство с использованием половины лимона и щепотки соли. Лимон тщательно обмазывают в соли и смазывают потемнения на изделии. Данный способ подходит для удаления как недавних, так и застарелых окислений.
Наждачную бумагу задействуют для очистки крупных изделий с большим объемом окислов. Например, наждачкой можно обработать латунный таз или каминную решетку. Важно учитывать, что после натирания наждачкой изделие утратит изначальный блеск, поэтому следует прибегать к методике для предметов, не требующих особой деликатности в обращении. Латунные украшения, декоративные предметы и раритетные вещи очищают другими средствами.
Мыльная вода
Недавно появившиеся пятна окислов возможно устранить мыльным раствором. Рекомендуется использовать хозяйственное мыло, которое эффективно очищает латунную поверхность. Втирать мыльную воду можно при помощи мягкой ткани или губки.
Для более удобной чистки можно наполнить емкость либо раковину теплой водой, растворить в ней мыло и на несколько минут погрузить предмет в жидкость.
После вымачивания латунь ополаскивают чистой водой, вытирают и полируют для восстановления первоначального блеска.
Очистить латунь можно мелкой солью, которую смешивают с обезжиренными сливками. Смесь наносят на окисленные участки и втирают. Для обработки застарелых пятен рекомендуется предварительно выдержать смесь на протяжении часа.
Прежде чем начать чистку, нужно убедиться, что соль растворилась, поскольку в противном случае мелкие частицы могут разрушить поверхность.
Уксусное тесто
С применением уксуса распространен способ обработки кислым тестом. Он подходит для нанесения на изделия, в составе которых есть медь. Способ заключается в следующем:
- Смешивают 1 стакан муки и по 0,5 стакана теплой жидкости и уксуса.
- Окисленные места покрывают образовавшимся тестом с густой консистенцией и оставляют для просыхания.
- После высыхания теста его аккуратно отрывают от поверхности и полируют изделие мягкой тряпкой.
В качестве дополнительной меры можно обработать изделие полирующим средством. Это поможет вернуть блеск изделию.
Специальные средства для чистки
Помимо народных средств, можно использовать вещества на основе концентрированного кислотного раствора. Данные средства эффективны при обработке застарелых пятен окислов и чистке предметов с крупными габаритами.
Средство «Делу» кислотного характера устраняет застарелые окисления и пятна на поверхности сплава. Используя спецсредство, нужно надевать респиратор и резиновые перчатки в целях безопасности.
Очиститель «Металин» удаляет с латунной поверхности окислы, масложировые загрязнения, отпечатки пальцев, минеральные отложения. Используя средство, нужно учитывать следующие рекомендации:
- Использовать раствор в концентрации не более 20% и разбавлять его теплой водой.
- Проводить обработку мягкой губкой, тряпкой, щеткой либо путем погружения в жидкость. Вымачивать на протяжении 1-2 минут.
- Перед чисткой проверить реакцию латуни на вещество на незаметном участке.
- После завершения процедуры промыть изделие водой и просушить.
Как почистить самовар
Очистка самовара проводится по стандартной схеме. Чтобы удалить пятна в труднодоступных участках, можно использовать зубную щетку либо тонкий ершик.
Как поменять лакировку
Лаковое покрытие изделий защищает от окисления и сохраняет хороший внешний вид. В случае повреждения слоя требуется новая лакировка. Удалить остатки лака можно под напором воды. Затем остается протереть изделие и нанести новый слой.
Чем убрать небольшое потускнение
Для устранения незначительного потускнения есть несколько средств. Все варианты доступны и просты в использовании.
Зубная паста
Натирание зубной пастой эффективно восстанавливает блеск покрытия. В составе пасты присутствуют компоненты, способные устранить потускнение латуни.
Йогурт наносят на потускневшие места и ждут, пока он не подсохнет. Затем продукт смывают и тщательно вытирают поверхность.
Лайм и сода
Сочетание лайма и соды помогает бороться с окислением латунной поверхности. Для чистки изделия нужно выполнить следующие действия:
- в 50 мл воды разбавить 60 г пищевой соды;
- нанести образовавшуюся смесь при помощи губкой и оставить на 20 минут;
- разрезать лайм напополам и обработать одной частью потускневшие участки;
- подождать 40 минут, помыть изделие теплой водой и насухо протереть.
При необходимости повторять действия до нужного эффекта.
Чистка латуни в домашних условиях
Вряд ли можно найти такой дом, в котором бы не было каких-либо латунных изделий. Всевозможные статуэтки, виньетки, дверные ручки, турки для кофе. Если за всеми этими вещами не ухаживать, то они будут тускнеть, терять свой первоначальный блеск. Кто-то может понести эти вещи в специализированную мастерскую, где их профессионально почистят. Но гораздо проще и дешевле почистить латунь в домашних условиях. И результат будет не хуже, чем после профессиональной чистки.
Изделия из латуни и уход за ними
В любой квартире найдутся латунные предметы, доставшиеся владельцам от их старших поколений. Это могут быть предметы обихода или украшения комнат. Изделия из латуни смотрятся очень красиво и изысканно, особенно, если за ними постоянно следить. Чем же так отличается латунь от других металлов и сплавов, что изделия из нее многие десятилетия могут сохранять свой первозданный вид? Чтобы ответить на этот вопрос, следует узнать, что собой представляет латунь.
Латунь по праву считается одним из самых древних сплавов. Этот сплав меди и цинка был впервые получен более 2100 лет назад, и в ряду драгоценных металлов считался третьим после золота и серебра. Из латуни делали оружие, посуду, украшения. Уже тогда обратили внимание на то, как этот сплав поддается обработке, на его прочность, стойкость к воздействиям влаги, благородный цвет.
Со временем металл начинал тускнеть, но очень быстро были найдены способы возвращать изделиям первоначальный вид.
Чтобы сохранять старинные латунные изделия в их первозданном виде, поддерживать в идеальном состоянии новые, следует соблюдать несколько несложных правил. Во-первых, следует ежедневно удалять пыль. Почистить латунь можно либо мягкой кисточкой, фланелевой тряпкой или ватным диском. Ни в коем случае не обрабатывать любыми агрессивными средствами. Во-вторых, посуду из латуни или с латунным покрытием ни в коем случае нельзя мыть в посудомоечной машине.
В-третьих, не рекомендуется использовать для чистки латунных изделий средства, содержащие уксусную, лимонную, соляную кислоты в высокой концентрации. Они при малейшем неверном движении могут навсегда испортить предмет. В-четвертых, нельзя применять чистящие средства, в составе которых имеются абразивные элементы.
Средства для очистки латуни
Чтобы почистить латунь в домашних условиях, не нужно приобретать никаких сложных аппаратов и приспособлений. Все, что может понадобиться для работы — это защитные перчатки, респиратор, мягкая щетка или губка, мыло. Может понадобиться небольшой магнит, с помощью которого можно определить, действительно ли изделие, которое надлежит почистить, сделано из латуни. Если магнит не будет притягиваться к предмету — это латунь.
Щавелевая кислота
Наиболее распространенным и доступным средством очистки латуни от окислов и придания ей первозданного блеска и цвета является щавелевая кислота. В чистом виде это средство продается в виде порошка, расфасованного в пакеты от 20 грамм до одного килограмма, во флаконах по 100 грамм, в баллонах, в жидком виде.
Кроме того, щавелевая кислота входит в состав многих кухонных моющих жидкостей, так как она прекрасно очищает не только латунь, но и многие металлические предметы.
Моющее средство, содержащее эту кислоту, следует нанести на изделие, которое нужно почистить, и оставить на полчаса. Взаимодействуя со щавелевой кислотой, латунь начнет темнеть, на поверхности предмета появится темный налет.
После истечения отведенного времени предмет следует промыть водой под хорошим напором, счищая мягкой щеткой образовавшийся налет. Для большего эффекта предмет стоит засыпать на несколько минут питьевой содой, после чего снова промыть водой.
Может случиться так, что почистить латунь моющим средством не удалось. Тогда следует приготовить раствор щавелевой кислоты в количестве, необходимом для полного покрытия предмета, из расчета 20 миллилитров щавелевой кислоты на один литр воды.
Погрузить в этот раствор латунное изделие, выдержать 15 минут, промыть сильной струей воды. Очищенный предмет тщательно промыть теплой водой с мылом, выполоскать и высушить. Работать нужно в защитных перчатках и респираторе.
Другие способы почистить латунь
Из других подручных средств, чтобы почистить латунь, понадобятся в разных сочетаниях:
- поваренная соль;
- уксус;
- уксусная кислота;
- пищевая сода;
- лимон;
- лимонная кислота;
- бытовой ацетон;
- ватные диски;
- мыло или обычный шампунь.
Чтобы почистить поверхность латуни ацетоном, нужно смочить им ватный диск, протереть загрязненные места, после чего промыть аксессуар в теплом мыльном растворе, затем сильной струей проточной воды, вытереть насухо. Сильные загрязнения можно почистить обычной поваренной солью, смешанной с соком половины лимона. Очищенные изделия из латуни следует промыть в мыльном растворе, затем проточной водой, после чего тщательно просушить.
Более длительный, но действенный способ заключается в использовании поваренной соли и 9% уксуса или уксусной кислоты. Приготавливается водный раствор, нагревается, в него опускается латунный аксессуар и кипятится. Процесс продолжается три – четыре часа. При таком способе поверхность металла будет очищена и от грязи, и от оксидов. После очистки – непременная процедура ополаскивания в мыльном растворе и проточной водой. И высушить на мягком полотенце.
Профессиональные чистящие средства для латуни
Почистить латунь можно не только домашними подручными средствами, но и теми, которые выпускаются промышленностью. Наибольшее распространение получили такие средства для очистки как «Металин», «Делу», «Оleх-2».
Эти средства относятся к типу кислотных очистителей, поэтому, работая с ними, необходимо соблюдать меры предосторожности – надеть защитные перчатки, очки, респиратор. Эти очистители не только почистят поверхность, но еще и покроют ее защитным слоем.
«Металин» представляет собой жидкость с 20% содержанием соляной кислоты. Благодаря этому обеспечивается высокая степень очистки поверхности, так как удаляются все труднорастворимые солевые соединения. В составе препарата имеются современные ингибиторы, которые создают надежный антикоррозийный защитный слой на поверхности материала, сохраняя механические свойства металла.
«Olex-2 Bronze Cleaner» представляет собой пастообразное сильнокислотное средство, позволяющее очистить поверхность металла от всевозможных оксидов, налетов и отложений, от жировых пятен. После обработки поверхности образует защитную пленку, препятствующую окислению. Чтобы почистить аксессуар, нужно хорошо взболтать емкость, нанести тампоном или салфеткой пасту на предмет, подождать примерно пять минут, удалить пасту и отполировать поверхность.
Замена защитного покрытия
Самостоятельно можно не только почистить предметы из латуни, но и заменить старый слой лакового покрытия новым. Для этого следует воспользоваться любым растворителем лака и мягкой кисточкой. Кисточкой, смоченной в растворителе, снимают старый слой лака. После удаления лака предмет следует отполировать полиролью для латуни. И заключительный этап – нанесение лака на изделие.
Лак наносится мягкой кистью, можно ватным тампоном или диском. Важно, чтобы лак распределялся по поверхности равномерно, чтобы не было подтеков. Специалисты рекомендуют в целях защиты аксессуара от воздействий окружающей среды лакировать его после каждой чистки.
Видео по теме: Как почистить латунь лимонной кислотой
Латунь: разновидности и температура плавления
При какой температуре плавится латунь? Стоит ли плавить ее в домашних условиях? Как происходит лазерная резка латуни? Этими вопросами задавался каждый, кто сталкивался с потребностью изготовить что-либо из сплава меди и цинка. От правильно выбранного температурного режима зависит скорость плавки латуни и качество будущего изделия. Чтобы избежать порчи материала, ознакомьтесь с полезной информацией.
Где применяется латунь
Такой цветной металл, как латунь, представляет собой сплав меди и цинка (до 50%) с возможными примесями небольшого количества легирующих элементов. Она имеет высокую тепло- и электропроводность, плотность в пределах 8300—8800 кг/м3 и прочность до 600 Мн/м2. Благодаря этим качествам, а также привлекательному золотисто-желтому цвету, латунь широко используется:
- В искусстве. Статуэтки, бюсты известных деятелей часто изготавливаются из этого материала, так как он хорошо поддается воздействию высоких температур. К тому же в поиске идеальных форм готовую скульптуру всегда можно переплавить.
- При дизайне интерьера и экстерьера. Стильные светильники, рамы для зеркал, столешницы из сплава меди и цинка создают атмосферу 1970-х и модерна середины века и выполняют утилитарные функции. Чтобы сплав не почернел под воздействием воздуха, изделия покрываются защитными составами.
- В промышленности. Сплав меди и цинка обладает низким коэффициентом трения, поэтому им часто покрывают трущиеся поверхности подшипников и прочих деталей, выпускают из него механизмы для наземного и водного транспорта, фурнитуру и т.д.
Разновидности латуни
В зависимости от состава химических веществ, латуни подразделяются на:
- Двухкомпонентные, или простые. Такие сплавы включают в себя преимущественно медь и цинк, количество иных элементов незначительно. В свою очередь, среди них выделяются:
- Альфа-латуни, или однофазные. В них содержится менее 39 % цинка, поэтому нет необходимости доводить температуру плавления до 905 °C, чтобы он растворился в меди.
- Бета-латуни, или двухфазные. Вторая фаза латуни возникает, если в составе сплава находится большее количество цинка, чем то, которое может раствориться. Как правило, b-латуни не такие пластичные, как а-латуни, но более прочные.
- Многокомпонентные, или специальные. Они состоят из меди, цинка и таких легирующих элементов, как железо, олово, кремний, алюминий, марганец и свинец.
По степени и качеству обработки латуни бывают:
- Деформируемые. Для изготовления деталей используются такие состояния деформируемых латуней, как особо твердое (с обжатием >50%),твердое (с обжатием >30%), полутвердое (с обжатием 10-30 %) и мягкое (отожженные сплавы). Смесь меди и цинка представлена в виде трубок с круглым сечением, проволоки, лент, листов.
- Литейные. Литейная латунь — легкоплавкая разновидность, содержащая в себе не менее 50-80% меди, остальное – цинк и легирующие элементы. Сюда относятся полученные латунные изделия, а также арматура.
При какой температуре плавится латунь
Без знания о том, при скольких градусах плавится латунь и как ее плавить, невозможно будет не только отлить детали из сплава меди и цинка, но и осуществить лазерную резку латуни. Неправильно подобранная температура для обработки приведет к ухудшению качеств сплава и излишним энергозатратам.
Температура плавления латуни составляет 880-950 °C. Этот показатель изменяется в зависимости от химического состава сплава. Удельная теплота плавления латуни не совпадает с температурой литья. Особенно хорошо это заметно при плавке свинцовых латуней, которые имеют сниженную текучесть. Разница между температурами их плавления и литья составляет 145-185 °C. Например, латунь марки ЛС59-1В плавится при температуре 900° C, но литье можно осуществлять при 1030-1080 °C. Для марок ЛС59-1 и ЛС74-3 эти показатели составляют 885-895 °C / 1030-1080 °C и 965° C / 1120-1160 °C соответственно, и т. д. У двухкомпонентных латуней температуры плавления и литья совпадает. Например, у Л60 это 885-895 °C, Л80 -965-1000° C, Л96 – 1055-1070 °C.
Удельная теплоемкость латуни составляет 380 Дж/(кг °С). Иначе говоря, чтобы нагреть 380 кг до температуры 1 °С, необходимо потратить 1 Дж энергии.
Обратите внимание: чем больше находится в латуни свинца и висмута, тем проблематичней ее будет расплавить. Наиболее быстро плавится латунь, содержащая в себе большое количество цинка. Сплавы, где количество этого элемента доходит до 32,5 %, можно обрабатывать и без нагревания, с помощью протяжки или прокатки.
Для чего необходима плавка латуни
Как правило, латунь плавится прежде, чем из нее изготовят фасонные части, конденсационные трубы, сепараторы, червячные винты, втулки, а также иные детали, предназначенные для использования при высоких температурах (до 300 градусов по Цельсию). Плавят латунь для отливки перил, карнизов, дверных ручек, декоративных панно, рам для зеркал и картин. Из этого сплава могут быть отлиты и кухонные принадлежности: чайники, самовары, подносы, хлебницы, декоративная посуда для размещения на стене. Для изготовления сувениров и украшений также пригодится смесь меди и цинка.
Зная, как расплавить латунь, можно осуществить это в домашних условиях. В быту из расплавленной латуни отливают больстеры, затыльники, мебельную и оконную фурнитуру и т.д.
Расплавить латунь в домашних условиях
Оборудование для плавки латуни в домашних условиях представляет собой индукционную печь из огнеупорных материалов, тигель из графита или шамотного кирпича, литейный ковш, стальные щипцы и объемную ложку. Перед тем как плавить металл, тигель необходимо на протяжении 20-30 минут прокалить при температуре не менее 95 °С. Ложка необходима для удаления шлака, щипцы – для вынимания тигля из печи, а ковш – для поддержки тигля при разливании металла.
Для обеспечения безопасности земля должна быть застелена асбестовым листом, а расплавленный металл нужно проносить к формам строго над ящиком с песком. Обязательно наличие специальной экипировки. Чтобы избежать отравления токсичными веществами, печь стоит расположить на открытом воздухе или в хорошо проветриваемом помещении.
Когда оборудование будет готово к работе, подлежащий плавлению материал измельчают и помещают в тигель, который отправляется в печь. Тигель должен оставаться в печи до полного расплавления металла. Проследить этот процесс можно через окошко, если печь заводского производства, или же периодически приподнимая огнеупорную крышку, если печь самодельная. Жидкая латунь выливается в форму, где должна остыть перед окончательной обработкой.
Расплавить латунь в домашних условиях можно и с помощью газовой горелки . Для этого ее размещают под емкостью, в которой находится измельченный сплав. Равномерно прогревая дно емкости, можно добиться жидкого состояния металла.
Учтите, что во время плавки необходимо предотвращать появление даже мелких пузырьков, которые могут испортить качество будущего изделия. Расплавленный металл перемешивать нельзя, даже во время удаления шлака с его поверхности.
Можно ли паять латунь
Многих новичков, как правило, волнуют вопросы: паяется латунь или нет и до скольки градусов ее можно нагревать. Ответ однозначный: паять латунь можно. Произвести спайку латунных поверхностей вполне реально, хоть и потребуется больше сноровки, чем при соединении обычным припоем. Припой для латуни должен состоять из меди и серебра, соединенных в соотношении 1 к 2. Размещенные на асбестовом основании детали смачивают флюсом ( бура , борная кислота, вода), посыпают измельченным припоем, затем нагревают газовой горелкой. Температура не должна превышать 700° C во избежание деформации деталей, нагрев нужно производить постепенно.
Разница между температурами плавления припоя и латунных деталей не превышает 50 °С, поэтому при перегреве есть риск получить вместо качественного изделия большой слиток. Если работа была проделана качественно, то шов будет иметь такой же цвет, как и латунная поверхность детали. Это объясняется химической диффузией. Последний этап пайки – удаление остатков флюса. Для этого используется горячая трехпроцентная серная кислота, которая затем смывается с изделия водой.
Как правильно расплавить латунь в домашних условиях
Чтобы организовать плавление металла в домашних условиях необходимо изготовить приспособление, в котором можно было бы нагреть заготовку до необходимой температуры. Если для плавления олова и свинца, достаточно загрузить сырьё в металлическую ёмкость и поставить её на огонь. То для литья медных сплавов потребуется приобрести специальную печь.
О том как осуществляется плавка латуни в домашних условиях будет рассказано в данной статье. Но прежде чем приступить к описанию основных этапов работы, необходимо изучить теоретические сведения о металлическом сплаве.
Из чего состоит латунь
Латунь состав сплава которого может существенно отличаться, обязательно содержит медь в количестве не менее 55%. На остальные 45% в составе двухкомпонентного сплава приходится доля цинка. Цинк в составе медного сплава существенно увеличивает механическую прочность сплава и устойчивость к коррозии.
Кроме цинка многокомпонентная латунь может содержать:
Дополнительные добавки необходимы в том случае, если требуется наделить металлический сплав новыми свойствами, которые будут способствовать более лёгкому формированию изделия при литье и во время механической обработки.
Для плавления латуни сплав необходимо нагреть до 880 — 950 градусов. Какая именно температура необходима для плавки конкретного вида латуни зависит от её состава, но при выполнении плавления металлов в домашних условиях не всегда удаётся установить марку сплава.
Чтобы гарантированно расплавить латунь в домашних условиях следует приобрести специальное устройство, в котором металл нагревался бы до максимальной температуры плавления.
Самостоятельное изготовление плавильного устройства потребует значительных временных затрат и специальных знаний. Поэтому намного проще приобрести в специализированных магазинах готовые плавильные печи, работающие на газе или от сети переменного тока.
Печь и инструменты для плавления латуни
Чтобы осуществить литьё латуни в домашних условиях необходимо приобрести специальную печь.
В домашних условиях лучше всего использовать небольшие устройства с максимальной температурой нагрева 1300 градусов. Такое ограничение необходимо чтобы предотвратить выгорание цинка входящего в состав данного медного сплава.
- В качестве ёмкости для плавления латуни используются графитовые тигли.
- Также потребуется приобрести щипцы и большую ложку. Щипцы необходимы для установки и снятия тигля с печи, а ложка применяется для удаления шлака, который образуется на поверхности расплава.
- Чтобы вылить из тигля расплавленную латунь в форму используется литейный ковш. Без этого приспособления невозможно выполнить безопасный наклон раскалённого тигля во время плавильных работ.
Работы с расплавом должны производиться без каких-либо отступлений от правил техники безопасности, поэтому кроме приспособлений для плавления обязательно следует приобрести защитную одежду, средства защиты зрения и дыхания.
При расплавлении латуни образуются вредные пары, которые негативно воздействуют на здоровье человека.
- Осуществлять плавильные работы без респиратора категорически запрещено. Специальные очки или маска используются для защиты глаз от воздействия инфракрасного излучения, которое, при длительном воздействии, может нанести ущерб органу зрения.
- Также необходимо использовать жароупорный фартук для защиты одежды от возможного попадания расплавленного металла и толстые перчатки, чтобы не обжечь руки во время плавильных работ.
Когда все необходимые инструменты и приспособления будут приобретены, можно приступать к подготовке плавления латуни.
Подготовительные работы
Чтобы плавление медного сплава было произведено по всем правилам, необходимо подготовить инструменты и место для работы.
Оптимальным вариантом размещения печи для плавки латуни является навес на свежем воздухе. Установка печи на улице позволяет минимизировать вредное влияние паров цинка, а также обеспечить хорошее горение топлива, при использовании газовой печи.
В плане противопожарной безопасности размещение высокотемпературной печи вне помещения является наиболее правильным. Если нет возможности установить плавильную печь таким образом, то помещение, в котором планируется проводить плавильные работы, должно быть оборудовано системой принудительной вентиляции воздуха.
Поверхность, на которую устанавливается печь, вне зависимости от места размещения, должна быть обязательно изготовлена из негорючих материалов. Также для безопасного перемещения тигля с расплавленным металлом рекомендуется установить ящик с сухим песком. Для предотвращения разбрызгивания расплавленного металла, работы по заливке форм рекомендуется проводить только над ёмкостью с песком.
- Если для получения расплава будет применяться металлический лом, то прежде чем приступить к плавке следует тщательно очистить латунную поверхность от загрязнения и краски.
- При использовании проката цветного металла его достаточно нарезать на куски, размер которых не будет превышать параметры тигля плавильной печи.
Такие подготовительные работы позволят получить более качественное плавление металла с меньшим количеством шлака, а сам процесс будет более пожаробезопасным.
Процесс плавления латуни
После проведения подготовительного этапа можно приступать к непосредственному плавлению медного сплава.
Работа осуществляется в такой последовательности:
- В печи нагреваются формы до температуры +100 градусов. Также необходимо хорошо прогреть ложку перед использованием. Такая процедура необходима для полного испарения влаги с поверхности инструментов. После прогревания, формы необходимо разместить на сухом песке.
- Заранее подготовленный латунный лом или измельчённый металлический прокат для плавления, закладывается в тигель в необходимом количестве.
- Прогревается печь до температуры +500 градусов.
- Тигель с латунью устанавливается в печь и температура повышается до 950 градусов.
- Когда металл полностью расплавится с его поверхности необходимо аккуратно с помощью ложки удалить образовавшийся шлак и продукты окисления.
- Когда латунь приобретёт яркий жёлтый цвет можно приступать к заполнению заранее подготовленных форм. Для этой цели тигель извлекается специальными щипцами из печи и устанавливается на литейный ковш. Затем производится заполнение форм расплавом.
Если необходимо продолжить плавления металла, то тигель необходимо снова наполнить подготовленным материалом и установить в плавильную печь.
Советы и рекомендации
- На рынке представлено большое количество печей для плавки металлов и не всегда удаётся сделать правильный выбор устройства. Особенно при отсутствии опыта плавильных работ. Чтобы печь можно было использовать не только для плавки латуни рекомендуется выбрать устройство с возможностью разогрева до 1300 градусов. Например, температура плавления бронзы составляет около 1150 градусов и маломощные приборы не позволят осуществить плавление данного цветного сплава.
- Для каждого вида цветного металла необходимо использовать отдельный тигель, поэтому в ёмкости в которой расплавлялась латунь не рекомендуется плавить бронзу или любой другой металл или сплав.
- Не рекомендуется надевать одежду из синтетики во время выполнения плавильных работ. Такая ткань легко возгорается и плавится. В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
- В непосредственной близости от места, где будет установлена плавильная печь необходимо разместить ёмкость с холодной водой. Такая предохранительная мера позволит, в случае получения ожога, моментально снизить температуру поражённого участка тела.
- Огнетушитель обязательно должен быть расположен в прямой доступности от места, где производятся плавильные работы.
- Момент полного расплавления латуни можно определить на глаз. Выливать изделия из данного сплава необходимо когда поверхность расплавленного металла начнёт светиться жёлтым цветом с небольшим оранжевым отливом.
- Во время плавления, латунь категорически запрещается перемешивать. Такое действие может привести к образованию пузырьков воздуха, что негативно отразится на плотности материала, его механических и эстетических свойствах.
- Точная температура плавления латуни зависит от её марки. При определении точки плавления опытным путём необходимо соблюдать осторожность и не слишком перегревать смесь, чтобы не ускорить процесс окисления металлического сплава.
- Печь для плавки латуни можно изготовить самостоятельно, но только при наличии специальных знаний. Если в этом деле возникнут трудности можно обратиться за консультацией к опытным умельцам.
Значительно сэкономить можно и в случае замены графитового тигля на изделие из керамики. Если приобрести специальную огнеупорную глину, то можно научиться самостоятельно изготавливать ёмкости для плавильных печей.
Керамические тигли обладают значительно меньшим ресурсом, но в случае, когда возможно самостоятельное изготовление таких деталей экономия денег будет значительной.
Заключение
При какой температуре плавится медь и её сплавы рассказано в статье, но только теоретических знаний недостаточно для того, чтобы стать профессионалом в этом деле.
После того как печь для плавки латуни будет приобретена или смонтирована, необходимо расплавить небольшое количество металла для проверки работоспособности оборудования. И получения опыта плавления медных сплавов в домашних условиях.
Показатели температуры плавления латуни
Для домашнего мастера [температура плавления латуни] имеет практический смысл, так как этот важный показатель в некоторых случаях может помочь с решением целого ряда проблем.
Латунь в настоящее время используется в самых разных сферах, в том числе, и в промышленности.
Существует несколько видов сплавов на основе этого универсального металла, однако в практическом плане интерес представляют только два из них, а именно, двойной и многокомпонентный с содержанием меди.
Для этого компонентного металла главным легирующим элементом считается цинк, который может быть при необходимости дополнен такими элементами, как марганец, свинец, железо, а также цинк, никель или свинец.
Латунь играет большое значение для такого металлического сплава, как бронза, на который уже давно наблюдается большой спрос.
Как и у любого другого элемента из группы металлов, у латуни есть своя температура плавления, говоря другими словами, тот предел, при котором ее можно расплавить.
Если знать этот важный параметр, то можно будет изготовить самые разнообразные конструктивные элементы, в том числе, и в домашних условиях.
Плавление латуни можно отнести к первичной обработке этого металла. В настоящее время известно несколько основных способов, при которых можно расплавить латунь в домашних условиях.
Основные характеристики
На плавку латуни, главным образом, влияет ее состав, а потому температура может иметь различные показатели, начиная от восьмисот восьмидесяти градусов по Цельсию и заканчивая девятьсот пятидесятью.
Чтобы понизить данный показатель, необходимо в состав латуни вводить больше цинка и наоборот.
Кроме этого, за счет своих универсальных свойств этот металл имеет свойство свариваться.
Обработку латуни можно производить при помощи сварки, и в этом случае она может прокатываться.
Если не покрыть поверхность данного компонента дополнительной защитой, то через определенное время она немного почернеет из-за контакта с атмосферным воздухом.
Основным цветом латуни является желтый, а ее поверхность достаточно легко поддается полировке. Выбирая способ плавления для этого элемента, следует, главным образом, учитывать его состав.
Негативно влияют на латунный сплав такие элементы, как висмут или свинец, поскольку они значительно снижают свойства этого металла к деформации, когда он находится в разогретом состоянии.
Латунь относят к категории цветных металлов, при этом ее химические, а также физические свойства имеют некоторые характерные особенности. Данный элемент обладает целым рядом преимуществ.
Во-первых, этот металл имеет высокую стойкость к коррозионным процессам. Во-вторых, он обладает высокой степенью текучести, что особенно важно при плавлении.
Латуни свойственны высокие антифрикционные свойства, а также достаточно низкая склонность к ликвации.
Следует отметить и то, что данный металл обладает практичностью и имеет превосходные технологические, а также механические свойства.
Есть еще целый ряд достоинств этого универсального компонента, которые носят узконаправленный характер. В зависимости от своей марки, латунь используется в той или иной промышленной сфере.
Металл используется в машиностроении и автомобилестроении, из нее изготавливают целый ряд самых разных изделий различного назначения.
Для того чтобы с данным металлом успешно работать в домашних условиях, для начала необходимо хорошо изучить его свойства, а также знать характеристики сплавов на основе бронзы и меди.
Особенности обработки
Домашний мастер в быту использует множество самых разных деталей, которые сделаны на основе латуни.
Кроме этого, производится достаточно много самого разного инструмента, который содержит в себе этот компонент. Очень часто латунь встречается в сплаве на основе бронзы и меди.
Зная температуру плавления этого металла, а также способы, при которых его можно расплавить, можно самостоятельно производить починку и изготовление некоторых изделий, которые пригодятся в хозяйстве.
Плавление этого универсального компонента на основе бронзы и меди имеет определенные тонкости и нюансы, зная которые можно избежать самых разных сложностей в работе.
Конечно, для того чтобы самостоятельно заниматься плавкой этого металла на основе бронзы, необходимо иметь определенные познания в данной области, а также некоторый инструмент, который может потребоваться в работе.
Кроме этого, для того, чтобы самостоятельно произвести плавку латуни в домашних условиях, необходимо запастись терпением.
Для работы следует обязательно иметь под рукой техническое серебро, а также газовую горелку ручного типа.
Также потребуется медный сплав и специальная графитовая горелка.
Следует приобрести в достаточно количестве буру. Кроме этого, для того чтобы максимально обезопасить окружающее пространство для плавления латуни, следует приобрести асбестовый лист.
Данный процесс является достаточно трудоемким и требует соблюдения определенной техники безопасности.
Если сплав латуни создан на основе меди или бронзы, то при плавлении необходимо учитывать определенные тонкости, а также знать некоторые нюансы, которые помогут данную работу провести правильно и максимально эффективно.
Прежде всего, следует учитывать, что сплав на основе бронзы и меди имеет несколько другие параметры плавления, а, соответственно, и у металла меняются некоторые характеристики, как физические, так химические.
После того как будут подготовлены весь необходимый инструмент и материалы, можно переходить к плавке латуни своими руками в домашних условиях.
Порядок работы
Прежде всего, необходимо правильно подготовить муфельную печь, в которой и будет осуществляться вся основная работа.
Также следует проверить в работе горелки. Кроме этого, необходимо иметь под рукой специальный сосуд из огнеупорного материала, например, тигель.
На поверхность основания следует уложить асбестовый лист и позаботится о хорошей вентиляции в помещении, где будет проводиться плавка латуни.
Латунь, которая будет подлежать плавлению, необходимо переработать в измельченную массу. Следует помнить, что чем меньше будут куски металла, тем легче он будет плавиться.
Далее тигель с мелкой латунью аккуратно устанавливается в муфельную печь и при помощи специального регулятора температур выставляется ее необходимое значение.
Если металл создан на основе бронзы или меди, то это обязательно следует учитывать. После того, как печь будет включена, через специальное окошко можно наблюдать, как металл начинает плавиться.
При достижении желаемого результата и после того, как металл полностью расплавится, следует аккуратно открыть дверцы печи и вынуть тигель.
Сделать это можно при помощи специальных щипцов, которые уберегут от ожогов. Латунь в расплавленном состоянии имеет свойство на своей поверхности образовывать пленку.
Ее необходимо в обязательном порядке убрать и сделать это можно при помощи стальной проволоки. После этого необходимо будет только залить металл в предварительно подготовленную форму.
В том случае, если специальное оборудование для плавки металла отсутствует, можно провести плавление латуни при помощи газовых горелок.
В этом случае горелку следует установить в вертикальном положении и хорошо закрепить.
Далее на подставку помещается сосуд с мелкой латунью и зажигается сама горелка.
При этом пламя должно охватывать всю нижнюю поверхность сосуда.
В этом случае процесс плавления будет сопровождаться достаточно сильным окислением, уменьшить которое можно при помощи древесного угля.
Если латунь создана на основе бронзы или меди, то ее температура плавления несколько увеличиваться, а значит, на плавку металла уйдет немного больше времени и это следует обязательно учесть.
Узнаем как аргоном варить? Описание процесса и инструкция
Сварка латуни аргоном – решаем трудности вместе
Иногда приходиться стыкаться с такими задачами как сварка латуни аргоном в том или ином масштабе. Сама латунь, как и большинство других цветных металлов достаточно сложная в сварке. Поэтому если вы этим не занимаетесь или впервые нужно сварить поврежденную деталь, выполнить специфический заказ – придется предварительно ознакомиться с проблематикой и особенностями техники сварки этого металла.
Проблематика
Латунь — металл, представляющий собой бинарный или многокомпонентный сплав на основе меди, в котором главным легирующим компонентом служит цинк, частично могут добавляться свинец, олово, марганец, никель, железо. Из-за своих свойств латунь трудно сваривается, так как она меняет свои физические свойства при быстром нагреве и последующем охлаждении. К примеру, на прочность сварного соединения сильно влияют такие факторы как — наличие цинка; — присутствие в оксидной пленке водорода. В первом случае Zn испаряется под воздействием высоких температур (известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни), из-за чего выделяются опасные пары, а латунь приобретает плохую пластичность. Во втором из-за водорода происходит насыщение пузырьками сварочного шва и как последствие – его слабая прочность.
Сварка латуни аргоном — технология
Сразу нужно обозначить важный момент. Сварке подлежат латунные изделия толщиной более 3 мм. Все что тоньше нужно паять.
Итак, вам все–таки приходиться делать сварку. Сначала нужно подготовить кромки свариваемого изделия. При толщине латуни до 4 мм сварку проводит без разделывания кромок, при толщине 4—10 мм необходимо сделать одностороннюю разделку с углом 60—70°. Если толщина металла большая, фаски снимают с двух краев (20 -35°). Для латуни толщиной от 15 до 25 миллиметров делают Х-образную разделку. Не забывайте также притупить кромки.
После этого можно приступать к обезжириванию и зачистке, предварительно одев респиратор. Чаще всего латунные окислы, жирные следы удаляют посредством азотной кислоты. Также возможно применения специальных флюсов для снижения испарений цинка- буры.
Следующий этап – сварка латуни аргоном. Включите вытяжку, оденьте респиратор для защиты от испарений цинка.
Под свариваемым стыком подлаживается прокаленная асбестовая подкладка. Настройки параметров вашего аппарата (инвертора) напрямую зависят от рекомендуемых инструкций для каждой отдельной модели и подбираются путем тестирования. Ток необходимо ставить небольшой чтобы обеспечить хорошее проплавление. Если есть возможность предварительно протестируйте весь процесс на опытном образце или сделайте несколько пробных швов чтобы посмотреть что получается. Важный момент, при толщине свариваемого металла более 10 мм может применяться предварительный подогрев до 750 (±50)С°.
Саму сварку производят короткой дугой без колебаний конца электрода постоянным током обратной полярности. Для сварки используется технология с «перехлестом» или отдельными валиками.
Сварной шов налаживается посредством вольфрамового электрода в один слой. Для присадки можно использовать аналогичный кусок металла, но потом нужно будет провести хорошую зачистку шва и шлифовку всего изделия. В другом случае в качестве присадочного прутка может быть медная проволока, бронзовые прутки из безоловянной бронзы марок БрАМц9-2, БрАЖМц10-3-1,5, БрАЖН10-4-4, БрАЖ9-4 и БрКМц3-1. Также можно использовать кремнистую (0,5% кремния) латунную проволоку.
Во время сварочных операций нужно быть внимательным и аккуратным, не только в связи с испарениями цинка, но и ввиду высокой вероятности к трещинообразованию латунного шва при температурах от 300 до 600 градусов по Цельсию.
Итог
Сварка латуни аргоном позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Главное при этом не забывайте про меры безопасности, соблюдайте технологию и вы сможете получить требуемый результат.
Электродуговая сварка
Электродуговую сварку осуществляют инверторными аппаратами, работающими в режиме MMA. Для этого используют специальные электроды. От их типа зависит способ сварки. Различают сварку латунными или угольными электродами. Сварка латунными электродами ведется постоянным током прямой полярности. Для работы характерна короткая дуга при силе тока в 250 А, этот параметр приведен для электродов диаметром 5 мм. С такими показателями скорость наложения шва достигает 30 см в минуту. После наложения шва его подвергают ковке и разогреву до 600°C градусов.
Сварка угольными электродами предполагает использование графитированного расходного материала (толстопокрытых электродов). Они состоят из латунной проволоки, которая содержит в своем составе такие элементы, как марганец, железо, алюминий и кремний. Для изготовления покрытия применяются смеси жидкого стекла с сухими примесями. К наиболее популярным относят марганцевую руду, ферромарганец, меловую крошку, алюминий и графит.
При пользовании угольными электродами применяют присадку, покрытую специальными флюсами. Такая сварка ведется при вышеуказанных параметрах, однако они уже подходят для электродов сечением 10 мм. Можно выделить ряд обязательных условий, необходимых для получения прочного шва при ведении электродуговой сварки:
- Заготовки толщиной от 6 мм следует локально нагревать перед наложением шва.
- Тонкие листы свариваются за одни проход. при наложении нескольких слоев на заготовке в области шва начнут появляться трещины.
- Ограничение по толщине для одного прохода составляет 3 мм.
- Снизу или с внутренней стороны шва помещают подкладку из асбеста. Она нужно, чтобы предотвратить вытекание металла.
Сварка латуни аргоном – описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
Виды и сравнение применяемых технологий
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.
Читать также: Выводы полевого транзистора называются
Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.
Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
Электродуговая
Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Сварка латуни аргоном: особенности
Автор admin На чтение 3 мин. Опубликовано 23.06.2014
Как и другие цветные металлы, медь и ее сплавы поддаются сварке весьма неохотно.
Поэтому при формировании неразъемных соединений деталей из подобных конструкционных материалов используют особые технологии, к числу которых относится и сварка латуни аргоном.
Причина затруднений в сварке латуни
Источником затруднений, усложняющих процесс сварки латуни и прочих медных сплавов, является склонность таких материалов к изменению физических свойств в процессе быстрого нагрева и последующего охлаждения.
Содержащийся в сплаве цинк буквально испаряется, ухудшая пластичность материала. А присутствующий в оксидной пленке и шлаке водород наоборот – восстанавливается, вспенивая структуру сварочного шва. Проще говоря: при сварке латуни невозможно предугадать прочностные характеристики сварочного шва. К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
Особенности технологии сварки латуни
Для «выравнивания» прочностных характеристик сварочного шва при сварке латуни пользуются различными технологическими ухищрениями, а именно:
- Металл обрабатывают особым флюсом, препятствующим испарению цинка за счет образования оксидной пленки, снижающей интенсивность образования паров.
- После сварки деталь подвергают отжигу, нагревая до 600-650 градусов. Скорости нагрева и охлаждения — все те же 100 градусов в час. Ну а перед сваркой кромки деталей нагревают до 700-800 градусов. Это обеспечит уменьшение выгорания цинка до двух процентов от общей массы.
- Сварку проводят в инертной среде, (аргонодуговая технология), в среде порошкового шлака (газовая сварка). Кроме того, латунь можно «варить» и электродуговым способом, используя порошковый флюс и угольные электроды или прутковые электроды со сложным покрытием.
- В качестве присадочного материала используют латунную проволоку, содержащую алюминий, железо и прочие присадки. Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
- Сварочный шов формируется в один слой, а после завершения операции шов подвергают проковке.
Словом, некоторые особенности сварки латуни затрудняют процесс стыковки заготовок из этого конструкционного материала, но «варить» такие детали можно.
И далее по тексту мы опишем процесс аргонодуговой сварки это сплава.
Аргонодуговая сварка латуни
В самом начале сварщику придется позаботиться о стыкуемых деталях и о себе. Для деталей припасают железную щетку и 10-процентный раствор азотной кислоты. С помощью кислоты и щетки можно обезжирить стык и избавить металл от водородосодержащей оксидной пленки. Ну а сварщику достаточно обычного респиратора, защищающего органы дыхания от паров цинка.
Кроме того, перед стыковкой кромки свариваемых заготовок подвергаются разделке – их стесывают под углом 60-70 градусов, расширяя зазор к внешней стороне стыка. После этого можно приступать к свариванию.
Сварка ведется с помощью TIG-аппарата, предполагающего формирование электрической дуги между неплавким (вольфрамовым) электродом и стыкуемой поверхностью. В качестве флюса используется аргон с небольшим содержанием кислорода. Присадочная проволока вводится в сварочную ванну вручную.
Заполнение шва осуществляется в один слой: ведь повторное наплавление недопустимо, из-за необходимости «пробивать» шлаковые образования. Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
При заварке кратера на поверхности стыка силу сварочного тока уменьшают и отводят неплавкий электрод от поверхности заготовки, разрывая дугу. Параметры сварочного тока на блоке управления TIG-аппаратом выставляют по аналогии с процессом сварки стальных заготовок.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Сварка латуни аргоном — технология
Сварка латуни с помощью аргона — достаточно сложная процедура. Главная проблема в том, что в состав данного материала входит цинк, который при нагревании плавится, далее испаряется. Данное явление значительно сказывается на прочности будущей конструкции. Кроме этого, цинковые пары очень вредны для человеческого здоровья. Выход из данной ситуации специалисты нашли относительно недавно, придумав новую технологию сварки образцов из латуни с применением аргона. Это стало огромным прорывом в сварочной деятельности.
Большинство молодых сварщиков при необходимости соединения двух деталей из латуни, конечно же, выберут традиционную технику сваривания данного материала, предполагая, что так намного эффективнее и проще. Но это абсолютно не так. В итоге они только испортят заготовку, добьются занижения самооценки.
Особенности технологии
Сущность процесса — в образовании шва в один слой. После его завершения соединение проковывается. Повторное прохождение по шву не допускается, так как при выполнении сварочных работ на соединительном участке откладываются шлаки, образуя корочку, которую просто невозможно пробить.
- Если толщина металла свариваемых элементов конструкции более 5 мм, тогда данную технологию применять не рекомендуется.
- Края соединяемых заготовок лучше обрабатывать перед сваркой специализированным флюсом, который предотвратит испарение цинка.
- Сварные работы рекомендуется осуществлять при помощи латунной многокомпонентной проволоки.
- Рекомендуемые режимы температур при отжиге: 750 градусов — предварительный нагрев соединяемых частей изделия; 625 градусов — температура самого отжига; 100 град./час — скорость смены нагрева охлаждением.
- Рекомендуемая мощность горелки — 120 л/ч горючего состава на 1 мм материала.
Чтобы отличить латунь от прочих сплавов, нужно в процессе сваривания обратить внимание на поведение расплавляемого материала. При аргонодуговой сварке латунь будет плеваться, шипеть.
Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отлетают металлические кусочки.
- Пайка латунных образцов обязательно производится индивидуальными валиками с применением 12-го перехлеста. При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
- Варить кратер необходимо, медленно снижая напряжение, при этом длину дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как, если его потом «подваривать», цинк начнет интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием. Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Преимущества методики
Сварка латуни аргоном выполняется с применением неплавящихся электродов и является достаточно востребованной, благодаря следующим достоинствам.
- Такая методика соединения образцов из латуни считается наиболее экологически безопасной процедурой.
- Это универсальный метод сваривания, который можно применять для тонких изделий, достаточно объемных конструкций, а также производить наплавление.
- При сваривании латунных изделий в защитной аргоновой среде нет необходимости в использовании электродов, имеющих специализированное покрытие, флюсов.
- Данная технология характеризуется высокой производительностью.
- Сварочные швы не требуют дополнительной обработки, так как на них не остаются шлаковые отложения, при этом имеют довольно эстетичный внешний вид.
- Подаваемая в сварочную зону струя аргона полностью выдувает отходы, образующиеся в процессе работы.
- Благодаря применению инертного газа края свариваемых латунных заготовок надежно защищаются от возможного формирования нитридных, оксидных слоев.
Важно помнить! Выполнять аргоновую сварку в бытовых условиях при необходимости соединения конструкций из отдельных латунных деталей необходимо со строгим соблюдением требований техники безопасности, так как в состав материала входит цинк, который при испарении представляет значительную опасность для человеческого здоровья.
Поэтому рабочее место обязательно должно быть оборудовано эффективной вентиляционной системой, вытяжкой или стоит проводить сварочные работы исключительно под открытым небом. Но в любом случае, чтобы заварить какую-либо конструкцию, не стоит забывать про индивидуальные средства защиты, в первую очередь про респиратор.
Сварка автомобильных деталей и узлов
Аргоновая сварка широко применяется в авторемонте. Автомобильные узлы и детали, устройства и механизмы можно ремонтировать или восстанавливать аргонодуговым свариванием.
- С помощью аргоновой технологии может осуществляться сварка бензобака, если пайка нужна небольшого размера, бак можно даже не демонтировать.
- Должна быть выполнена исключительно аргоном сварка радиаторов. Другие способы могут привести к разгерметизации узла.
- Аргонодуговая сварка коллектора – лучший способ устранить все неполадки, дефекты, гарантия его целостности на долгое время.
- Аргоновая сварка автомобильных дисков идеальна для реставрации сильных повреждений: сглаживания глубоких царапин, наплавления отсутствующих деталей, бортов.
- Сварка блоков двигателя позволяет получить почти незаметный шов, соединяющий сами детали, после чего эти узлы приобретают еще большую прочность, чем раньше.
- При таком ответственном, требующем высокой точности процессе, как сварка глушителя тоже рекомендуется использовать инертный газ аргон. Это поможет восстановить утраченный объем в нужных местах и получить малозаметные швы.
- Сварка картера (его поддона) позволяет легко устранить трещины и расколы этого легкоуязвимого узла.
- Аргоновая сварка кондиционеров способна удалить такие распространенные дефекты, как механические повреждения, очаги коррозии, потертости.
- Аргоновая сварка коробки передач (кпп) – единственно возможный способ сварочного соединения, так как корпус изготовлен из алюминия.
Сварка латуни в домашних условиях аргоном и другими способами
Многие медьсодержащие сплавы поддаются термической обработке. Сварка латуни связана с некоторыми свойствами из-за высокого содержания легкоплавкого цинка. Металл также легируют другими элементами. Приступая к самостоятельному ремонту деталей из латунных сплавов, важно установить марку металла, от этого зависит выбор присадки. Чем светлей металл, тем меньше в нем меди. Цинк дает зеленоватый оттенок. Для ответственных соединений выбирают сварку латуни аргоном, под защитной атмосферой образуется прочный шов.
Особенности сваривания латуни
Тем, кто решил заняться сваркой латуни в домашних условиях, необходимо учитывать особенности цветного сплава. Хотя по физическим свойствам латунные сплавы схожи с медью, из-за высокого содержания цинка (его бывает 40%) латунь намного капризнее. Температура плавления меди – 1080°С, цинка всего 420°С. Он начинает выгорать в процессе работы, вскипает при 950°С. В рабочей зоне образуются ядовитые пары и белый налет на металле, он мешает разогревать заготовки.
Расплавленный цветной металл способен насыщаться водородом, шов становится рыхлым, пористым, начинает трещать. Прочность у такого соединения небольшая. Для получения полноценного шва необходимо предусмотреть:
- защиту свариваемых деталей от перегрева, с этой задачей справляется флюс или шлаковая обмазка;
- локализовать водород, чтобы он не соприкасался с ванной расплава – необходимо увеличить приток кислорода или прикрыть рабочую зону инертным аргоном, препятствующим окислению.
Учитывая особенности латунных сплавов, нетрудно предположить, что варить их можно электродуговой, газовой или аргонодуговой сваркой.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Сварка аргоном
Заготовки, толще 5 мм, можно проварить, используя сварку латуни аргоном. Аппарат подает в рабочую зону защитный газ по соплу, в котором крепится токопроводящий электрод. Валик образуется за счет присадочной проволоки, она должна соответствовать марке латуни.
Под аргоновую сварку окалину с деталей снимают непосредственно перед работой, чтобы поверхность не успела сильно окислиться. Защитный газ включают до разогрева электрода, выключают через 20 секунд после образования валика.
Сварку латуни и бронзы выполняют за один проход, однослойно, прерывистым швом. Работать нужно аккуратно, чтоб не было прожогов, поддерживая длинную дугу, сила тока при этом автоматически снижается, металл не так сильно перегревается во время наплавки присадки. Аргоновая сварка латуни производится постоянным током прямой полярности, в помещениях ее проводят в масках с нагнетанием воздуха. При работе выделяется много вредного оксида цинка. В домашних условиях аргоном латунь не варят.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
Газовая сварка
Газосварка латуни производится, когда малоэффективна электродуговая сварка, качество швов при работе при плавке металла горелкой хорошее. Варить латунь нужно с переизбытком кислорода в газовой смеси по двум причинам:
- образовавшаяся оксидная пленка на ванне расплава снижает скорость испарения Zn;
- связывается водород, которым может насыщаться шов.
По ГОСТу газовая сварка латуни производится с использованием нескольких видов присадок:
- ЛКБ 062-02-004-05, медная проволока, легированная оловом и кремнием, в составе есть бор, его хватает для защиты ванны расплава, флюс применять не надо;
- ЛК 62-0,5, этот наплавочный латунный материал плавят с бурой.
Защитный флюс делают самостоятельно: смешивают буру или боракс (Na2B4O7) с небольшим количеством борной кислоты. Делают из этой смеси густую кашицу, наносят на рабочую зону кисточкой. Можно купить готовый флюс БМ-1, состоящий из ¾ метилбората и одной части метилового спирта.
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием. В домашних условиях необходимо применять средства индивидуальной защиты, хорошо вентилировать помещение, а лучше работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки используют оловянный припой, как флюс – буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка латуни аргоном: технология для домашней мастерской
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы). Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления 880 — 950° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.
Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, а изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе нагрева и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаряясь уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
Вывод: сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
Латунь: история, свойства, характеристики.
{“items”:[“5fda6042b69bde0018ad29e1″,”5fda6042b69bde0018ad29e2″,”5fda6042b69bde0018ad29e8″,”5fda6042b69bde0018ad29ea”],”styles”:{“galleryType”:”Columns”,”groupSize”:1,”showArrows”:true,”cubeImages”:true,”cubeType”:”max”,”cubeRatio”:1.7777777777777777,”isVertical”:true,”gallerySize”:30,”collageAmount”:0,”collageDensity”:0,”groupTypes”:”1″,”oneRow”:false,”imageMargin”:22,”galleryMargin”:0,”scatter”:0,”rotatingScatter”:””,”chooseBestGroup”:true,”smartCrop”:false,”hasThumbnails”:false,”enableScroll”:true,”isGrid”:true,”isSlider”:false,”isColumns”:false,”isSlideshow”:false,”cropOnlyFill”:false,”fixedColumns”:0,”enableInfiniteScroll”:true,”isRTL”:false,”minItemSize”:50,”rotatingGroupTypes”:””,”rotatingCropRatios”:””,”columnWidths”:””,”gallerySliderImageRatio”:1.7777777777777777,”numberOfImagesPerRow”:3,”numberOfImagesPerCol”:1,”groupsPerStrip”:0,”borderRadius”:0,”boxShadow”:0,”gridStyle”:0,”mobilePanorama”:false,”placeGroupsLtr”:true,”viewMode”:”preview”,”thumbnailSpacings”:4,”galleryThumbnailsAlignment”:”bottom”,”isMasonry”:false,”isAutoSlideshow”:false,”slideshowLoop”:false,”autoSlideshowInterval”:4,”bottomInfoHeight”:0,”titlePlacement”:”SHOW_BELOW”,”galleryTextAlign”:”center”,”scrollSnap”:false,”itemClick”:”nothing”,”fullscreen”:true,”videoPlay”:”hover”,”scrollAnimation”:”NO_EFFECT”,”slideAnimation”:”SCROLL”,”scrollDirection”:0,”scrollDuration”:400,”overlayAnimation”:”FADE_IN”,”arrowsPosition”:0,”arrowsSize”:23,”watermarkOpacity”:40,”watermarkSize”:40,”useWatermark”:true,”watermarkDock”:{“top”:”auto”,”left”:”auto”,”right”:0,”bottom”:0,”transform”:”translate3d(0,0,0)”},”loadMoreAmount”:”all”,”defaultShowInfoExpand”:1,”allowLinkExpand”:true,”expandInfoPosition”:0,”allowFullscreenExpand”:true,”fullscreenLoop”:false,”galleryAlignExpand”:”left”,”addToCartBorderWidth”:1,”addToCartButtonText”:””,”slideshowInfoSize”:200,”playButtonForAutoSlideShow”:false,”allowSlideshowCounter”:false,”hoveringBehaviour”:”NEVER_SHOW”,”thumbnailSize”:120,”magicLayoutSeed”:1,”imageHoverAnimation”:”NO_EFFECT”,”imagePlacementAnimation”:”NO_EFFECT”,”calculateTextBoxWidthMode”:”PERCENT”,”textBoxHeight”:160,”textBoxWidth”:200,”textBoxWidthPercent”:50,”textImageSpace”:10,”textBoxBorderRadius”:0,”textBoxBorderWidth”:0,”loadMoreButtonText”:””,”loadMoreButtonBorderWidth”:1,”loadMoreButtonBorderRadius”:0,”imageInfoType”:”ATTACHED_BACKGROUND”,”itemBorderWidth”:0,”itemBorderRadius”:0,”itemEnableShadow”:false,”itemShadowBlur”:20,”itemShadowDirection”:135,”itemShadowSize”:10,”imageLoadingMode”:”BLUR”,”expandAnimation”:”NO_EFFECT”,”imageQuality”:90,”usmToggle”:false,”usm_a”:0,”usm_r”:0,”usm_t”:0,”videoSound”:false,”videoSpeed”:”1″,”videoLoop”:true,”jsonStyleParams”:””,”gallerySizeType”:”px”,”gallerySizePx”:292,”allowTitle”:true,”allowContextMenu”:true,”textsHorizontalPadding”:-30,”itemBorderColor”:{“themeName”:”color_12″,”value”:”rgba(199,199,199,0)”},”showVideoPlayButton”:true,”galleryLayout”:2,”calculateTextBoxHeightMode”:”MANUAL”,”textsVerticalPadding”:-15,”targetItemSize”:292,”selectedLayout”:”2|bottom|1|max|true|0|true”,”layoutsVersion”:2,”selectedLayoutV2″:2,”isSlideshowFont”:true,”externalInfoHeight”:160,”externalInfoWidth”:0},”container”:{“width”:220,”galleryWidth”:242,”galleryHeight”:0,”scrollBase”:0,”height”:null}}
Цинк – Информация об элементе, свойства и применение
Расшифровка:
Химия в ее элементе: цинк
(Promo)
Вы слушаете Химию в ее элементе, представленную вам журналом Chemistry World , журналом Королевского химического общества.
(Конец промо)
Крис Смит
На этой неделе химический лосьон с каламином для зудящей кожи, шампунь против перхоти для шелушащейся кожи головы и дезодорант для подмышек – ну, я думаю, мы, наверное, все стоял рядом с кем-то, кто, как нам хотелось бы, знал немного больше о химии цинка.Вот Брайан Клегг.
Брайан Клегг
Не так много элементов со звукоподражательными названиями. Скажите «кислород» или «йод», и в звучании слова нет ключа к природе элемента. Но с цинком все иначе. Цинк – цинк – цинк – вы почти можете услышать, как набор монет падает в старомодную ванну. Это просто должен быть твердый металл.
При использовании цинк часто спрятан, почти скрыт. Он предотвращает ржавление железа, успокаивает солнечные ожоги, защищает от перхоти, соединяется с медью, образуя очень знакомый сплав золотого цвета, и сохраняет нам жизнь, но мы почти не замечаем этого.Этот сине-серый металл, известный под коммерческим названием Spelter, совсем не кричащий и привлекающий внимание. Даже происхождение этого вызывающего воспоминания имени неясно.
Словарь говорит нам, что слово цинк происходит от немецкого (с буквой K в конце вместо C), но как это название возникло, неизвестно. Самое раннее упоминание о цинке относится к 1651 году. Вещество было известно и раньше – предметы с цинком в них датируются более 2500 лет назад, и римляне использовали этот золотой сплав, – но цинк не был идентифицирован как отдельный материал на западе до семнадцатый век.
Цинк, представленный в периодической таблице как Zn, является переходным металлом, сгруппированным с кадмием и ртутью. Со средним атомным номером 30 он имеет пять стабильных изотопов с атомным весом от доминирующего цинка 64 до цинка 70, плюс еще 25 радиоизотопов.
Из-за туманного происхождения трудно определить одного человека как первооткрывателя стихии. Хотя кажется, что он был очищен в Индии еще в двенадцатом веке, первое конкретное заявление о производстве этого металла было сделано еще в 1668 году, а процесс извлечения цинка из его оксида был запатентован в Великобритании в 1738 году торговцем металлами Уильямом. Чемпион.Но обычно именно немецкий химик Андреас Маргграф получает лавры как «первооткрыватель» за свой эксперимент 1746 года по выделению цинка.
Хотя история цинка более чем туманна, нет никаких сомнений в его полезности. Достаточно взглянуть на оцинкованную металлическую крышу или ведро, чтобы увидеть, как работает цинк. Гальванизация названа в честь Луиджи Гальвани, человека, который заставил лягушачьи лапки подергиваться электрическим током, но гальванизация не имеет ничего общего с электрическим зрелищем. На самом деле роль электричества удивительно тонка.
Наиболее распространенной формой цинкования является горячее цинкование, когда железо или сталь пропускают через ванну с жидким цинком при температуре около 460 градусов Цельсия, что на 40 градусов выше его точки плавления. Покрытие предохраняет обрабатываемый объект от ржавчины. Первоначально цинк просто предотвращает попадание воздуха в железо, но позже цинк подвергается коррозии, а не железу, в электрохимическом процессе, действуя как так называемый жертвенный анод. Здесь и появляется «гальваническая» часть названия. Некоторая гальванизация является более буквально электрической – например, автомобильные кузова покрываются гальваническим покрытием цинком, чтобы нанести тонкий ровный слой.
Электрические возможности цинка распространяются также на самые популярные батареи. Традиционный сухой элемент имеет внешний цинковый корпус, действующий как анод (что сбивает с толку, анод, который обычно считается положительным, является отрицательным концом батареи), в то время как угольный стержень обеспечивает катод, положительный электрод. В щелочных батареях с более длительным сроком службы анод образован из порошкообразного цинка (что дает большую площадь поверхности для реакции), а катод – из сложного диоксида марганца.
Но самый видимый пример цинка в действии не дает никаких указаний на этот сероватый металл – вместо этого он находится в сплаве, который смешивает блеск золота с обычным оттенком.Когда расплавленный цинк и медь смешиваются вместе, результат становится жирным, как латунь. На самом деле это латунь. Из этого гибкого сплава изготовлено все, от дверных креплений до декоративных наклеек для конских ошейников. Любой оркестр был бы намного беднее без медных духовых инструментов. Он даже может застегнуть молнию на вашей одежде.
Хорошо отполированная латунь имеет приятное сияние, но наиболее тесный контакт с цинком, а точнее оксидом цинка, часто возникает, когда мы имеем дело с нежелательным сиянием солнечных ожогов.Когда я был молод, и солнцезащитных кремов было мало, загорелая кожа обильно покрывалась успокаивающим розовым лосьоном с каламином. Основным ингредиентом этого вещества является оксид цинка, который имеет белый цвет – это небольшое количество оксида железа, которое придает ему этот цвет. Даже сейчас, когда мы можем избежать потребности в каламине, оксид цинка играет свою роль. Оксид цинка, называемый китайским белым, когда его используют в красках, является хорошим поглотителем ультрафиолетового света, поэтому солнцезащитный крем часто содержит суспензию крошечных частиц оксида цинка, как и большинство косметических средств на минеральной основе.
И это только начало для этого универсального оксида. Вы найдете его в антипиренах и пищевых продуктах, где он обогащает сухие завтраки, в стекле и керамике, в клеях и резине. Это неожиданное появление на столе для завтрака отражает еще одну важную сторону цинка. Он нужен нам, чтобы оставаться здоровыми. Это один из микроэлементов, питательных веществ, в которых наш организм нуждается в небольших количествах для нормальной работы. Он часто присутствует в витаминных добавках, хотя большинство из нас получает много из мяса и яиц.Цинк попадает в различные белки, особенно в ферменты, участвующие в развитии организма, пищеварении и фертильности. Недостаток цинка в рационе может привести к замедленному заживлению, раздражению кожи и потере вкусовых ощущений, а также к развитию многих хронических заболеваний.
Поскольку цинк также присутствует в шампунях от перхоти в виде пиритиона цинка и в дезодорантах для подмышек в виде хлорида цинка, этот элемент даже делает нас более привлекательными для противоположного пола. Цинк – скрытая звезда.Мы редко осознаем это, в отличие от более ярких соседей в таблице периодов, но цинк – это элемент рабочей лошадки, который помогает всем нам.
Крис Смит
Научный писатель из Бристоля Брайан Клегг со звукоподражательным элементом, цинком. На следующей неделе, что таится в твоем подвале.
Кэтрин Холт
Первые сообщения о проблемах, связанных с газообразным радоном в жилых домах, были в Соединенных Штатах в 1984 году, когда служащий на атомной электростанции начал срабатывать сигнализаторы радиационного детектора по пути на работу . .В конечном итоге проблема была обнаружена в его доме, где уровень газа радона в подвале оказался аномально высоким.
Крис Смит
Но откуда это взялось и каков риск для его здоровья. Кэтрин Холт будет здесь со всеми ответами и остальной частью рассказа Радона о химии в ее элементе на следующей неделе. Я действительно надеюсь, что вы присоединитесь к нам. Я Крис Смит, спасибо за внимание и до свидания.
(промо)
(конец промо)
Плавка / заливка | Lost & Foundry
Лить видео и информация….
Полезные советы:
1. Начните литье с алюминия (легкоплавкого), затем попробуйте латунь или бронзу. Практикуйтесь с низкотемпературными металлами.
2. Завершите формовку перед запуском печи. НЕ зажигайте печь после начала формования.
3. Greensand имеет влажность около 6%. Форма для горелки (только в зоне литья) для удаления лишней влаги.
4. ЗАПРЕЩАЕТСЯ плавить алюминиевые банки. Металлическая банка покрыта винилом для защиты банки от содержимого. Все остальные виды алюминия плавятся.
5. НЕ перемешивайте расплавленный металл, это добавляет газа.
Перед заливкой удалите окалину с правого верха!
Температура плавления
Неплотно поместите металл в тигель для бронзовых сплавов, БРОНЗА РАСШИРЯЕТСЯ и треснет тигель. Алюминий можно упаковывать в тигель. По мере нагрева печи металл начинает плавиться в верхней части тигля. Вы должны подавать тигель, поскольку он начинает плавиться, нагревание возвращается (обрезки) на крышку в выхлопном пламени.
Наша печь очень предсказуема. Мы используем время, чтобы определить температуру заливки, следя за тем, чтобы последний кусок стал жидким. ТОГДА НАЧАТЬ СРОК ! Алюминий достигает температуры заливки через 3 минуты после того, как последний кусок станет жидким. Латунь достигает температуры заливки через 5 минут после переливания жидкости. Для достижения температуры заливки бронзы требуется 8 минут.
Металл имеет температуру плавления и температуру заливки. Его необходимо сильно нагреть, чтобы он оставался жидким во всей форме.
Температура заливки алюминия 1300-1400F
Температура заливки латуни 1950F
Температура заливки бронзы 2250-2300F
Температура заливки чугуна 2800F
https: // www.facebook.com/donna.s.hoerner/videos/10215732713005638/UzpfSTExMjY2MTA2MjA4ODc1MzoyNDYwOTg0MjczOTIzMDc1/
Заливка бронзы Заливайте настолько быстро, насколько это может принять литник. Налить сильно, но не без остатка. Усадка классифицируется двумя способами: жидкая усадка и сплошная усадка . Жидкая усадка (толщина) – это уменьшение объема в процессе затвердевания, а сплошная усадка (размер) – это уменьшение объема во время охлаждения литого металла.Усадка жидкости учитывается за счет стояков на толстых участках, усадка твердого тела учитывается с помощью «усадочной линейки» и увеличения размера детали. Около 1/8 дюйма на фут с алюминием.
5 интересных фактов о вольфраме
В чем уникальность вольфрама – от его названия до точки плавления
Благодаря долгой истории Metal Cutting по поставке чистого вольфрама и производству металлических деталей из этого замечательного материала, мы особенно ценим этот элемент, его свойства и возможности.
Так что, просто для удовольствия, мы подумали, что рассмотрим некоторые из наиболее интересных, а иногда и любопытных фактов о вольфраме.
1. Что в имени?
Происхождение названия «вольфрам» и история того, почему символ элемента в периодической таблице – W, – это международная загадка. Сам элемент был обнаружен еще в 1783 году двумя испанскими химиками, братьями Хуаном Хосе и Фаусто Эльхуяром, в образцах минерала под названием вольфрамит.
Сегодня во многих странах мира вольфрам называют германским названием «вольфрам», в честь минерала вольфрамита. Итак, легко увидеть, откуда появился химический символ W – хотя, если вы похожи на нас, вы можете задаться вопросом, почему элемент не был назван «фаустонит» или существует ли испанское слово для обозначения вольфрамита.
Однако название вольфрам – это то, что сегодня используется в США, на английском, французском и других языках. Этот термин произошел от шведских слов tung и sten , означающих «тяжелый камень», и является старым шведским названием минерала шеелита, еще одного источника вольфрамовой руды.
Но по иронии судьбы, tungsten НЕ используется в качестве названия элемента в Швеции или других скандинавских странах. Там, как и в большинстве германских и славянских языков, используют название вольфрам или вольфрам.
Вольфрам / вольфрам / вольфрам до сих пор добывают в основном из вольфрамита и шеелита. Из всех металлов в чистом виде вольфрам имеет:
- Наивысшая точка плавления (6192 ° F или 3422 ° C)
- Наименьшее давление пара (при температурах выше 3000 ° F или 1650 ° C)
- Наивысшая прочность на разрыв
Итак, называете ли вы его вольфрамом или любым другим именем, этот диапазон свойств означает, что вольфрам используется во многих отраслях и изделиях по всему миру, от высокоскоростных режущих инструментов и реактивных газотурбинных двигателей до боеприпасов, освещения и даже рыболовных грузов. .
2. Диаметр вольфрамовой проволоки выражается в миллиграммах.
Вы могли слышать, как люди описывают диаметр вольфрама как 14,7 мг, 3,05 мг, 246,7 мг и так далее.
Это потому, что в старые времена из-за отсутствия инструментов для точного измерения очень тонкой проволоки – скажем, от 0,001 дюйма до 0,020 дюйма в диаметре – принято было брать 200 мм (около 8 дюймов) вольфрамовой проволоки, взвешивать ее, и подставьте вес в математическую формулу, чтобы определить диаметр.
Для расчета диаметра (D) вольфрамовой проволоки на основе веса на единицу длины формула:
D = 0.71746 x квадратный корень (вес мг / длина 200 мм)
Стандартный допуск диаметра составляет ± 3% от измерения веса, хотя возможны более жесткие допуски в зависимости от области применения изделия из проволоки. Этот метод также предполагает, что проволока имеет постоянный диаметр без значительных отклонений, сужения или других конических эффектов в любом месте диаметра.
3. Большая часть вольфрамовой проволоки бывает легированной – нужна она вам или нет!
И снова эта практика восходит к старым временам, а именно, временам, когда основная цель вольфрамовой проволоки заключалась в создании нитей для лампочек.Проблема заключалась в том, что лампочки излучают раскаленную добела температуру, что приводит к провисанию первых нитей накала, что приводит к выходу лампы из строя.
В результате экспериментов возникла идея добавить оксид алюминия, кремнезем и калий для изменения механических свойств вольфрамовой проволоки. Добавки добавляли на стадии смешивания порошков.
Интересно, что в процессе горячей обжимки и горячего волочения вольфрамовой проволоки оксид алюминия и кремнезем выделяются из газа, а калий остается. Благодаря этому элементу проволока не провисала при высоких температурах.
Добавление этих присадок на стадии смешивания порошка при производстве вольфрамовой проволоки относится к тому времени, когда не было других значительных применений для проволоки, кроме нитей накаливания лампочек. Хотя сегодня существует множество других применений вольфрамовой проволоки – и хотя лампы накаливания уходят в прошлое, – использование легирующих добавок в производстве вольфрамовой проволоки продолжается.
4. Вольфрам и карбид вольфрама НЕ взаимозаменяемы.
Карбид вольфрама известен своей износостойкостью; Фактически, его можно разрезать только алмазным инструментом.Но хотя карбид вольфрама действительно содержит много вольфрама, обычная практика добавления кобальта в качестве связующего делает его цементированным карбидом и придает карбиду вольфрама свойства, которые сильно отличаются от свойств чистого вольфрама.
(Существуют карбиды без связки, обладающие преимуществами химической стойкости, но это тема для другого блога.)
Чистый вольфрам обладает многими полезными свойствами; однако он также известен своей сложностью в обработке.Попробуйте использовать алмазные инструменты, и чистый вольфрам просто загрузит или «склеит» алмазный круг.
Metal Cutting специализируется на методах, которые очень эффективны для резки чистого вольфрама, но, что интересно, эти же методы бесполезны при резке карбида вольфрама. Например, клиент может сказать нам, что у него есть или ему нужна вольфрамовая трубка, но после дальнейшего расследования мы можем обнаружить, что у него действительно есть или нужен карбид вольфрама в форме трубки.
Чистый вольфрам просто не может быть превращен в трубу, за исключением окончательных размеров сверления пистолетом – и это предполагает, что деталь имеет подходящее отношение длины к внутреннему диаметру.Это также предполагает, что у клиента много денег и он не хочет много этих кропотливо производимых деталей.
Карбид вольфрама, с другой стороны, можно прессовать и спекать в трубчатые формы, но это тоже не дешевый или массовый процесс. И, в отличие от других металлов, ни вольфрам, ни карбид вольфрама нельзя втягивать в трубы.
5. Высокая температура плавления вольфрама затрудняет получение жидкого вольфрама.
Люди иногда спрашивают, можно ли получить жидкий вольфрам, и отвечают… ну, это сложно.Очевидно, что вольфрам, имеющий самую высокую температуру плавления среди всех известных металлов, при 6192 ° F, будет очень трудно расплавить.
Теоретически все можно расплавить, если приложить достаточно тепла. Однако для коммерческих целей высокая температура плавления вольфрама делает жидкий вольфрам практически невозможным.
Проблема просто в том, какой тип контейнера может вместить большое количество жидкого вольфрама? На практике все, что вы попытаетесь использовать, расплавится из-за высокой температуры вольфрама.
Поэтому вольфрам получают в неликвидном состоянии методом порошковой металлургии. В промышленных масштабах изделия из вольфрама – от чистого вольфрама до нескольких возможных сплавов, таких как тяжелые сплавы, медь, вольфрам и серебряный вольфрам, – производятся путем прессования и спекания до получения почти чистой формы.
Для деформируемых изделий после прессования и спекания следует обжатие, повторная вытяжка и отжиг. Это дает характерную вытянутую зернистую структуру, которая сохраняется на готовом продукте, будь то большой стержень или очень тонкая проволока.
Единственным известным элементом с более высокой температурой плавления, чем у вольфрама, является углерод при температуре 6422 ° F (3550 ° C). Однако даже углерод нельзя использовать для удержания жидкого вольфрама, потому что при высоких температурах они будут реагировать с образованием карбида вольфрама.
Экспериментально жидкий вольфрам был получен с использованием сверхпроводящих медных тиглей, в которых тепло отводится от поверхности тигля, так что оно остается неповрежденным. Но опять же, для коммерческих объемов это непрактично.
Это означает, что каждый когда-либо произведенный продукт из вольфрама никогда не находился в жидком состоянии. В металлургическом отношении это имеет решающее значение для всего, что происходит после.
Как складываются факты 1-5?
Обладая уникальными и интересными свойствами, вольфрам является одним из наиболее широко используемых тугоплавких металлов. (И нет, это не редкоземельный элемент, хотя по политическим причинам вольфрам был сгруппирован с элементами, которые попадают в заголовки газет, но это тема для другого раза.)
Компания Metal Cutting Corporation, поставляющая специализированные изделия из вольфрамовой проволоки и катанки с 1967 года, а также эксклюзивный дистрибьютор Nippon Tungsten Co., Ltd. в Северной Америке, может помочь вам раскрыть тайны вольфрама для ваших приложений.
Канса – самый здоровый металл, в котором можно есть и готовить!
Мы живем в эпоху науки и технологий, которая также сильно повлияла на наши пищевые привычки. Пластик почти стал частью нашей жизни, он может вызывать опасные для жизни заболевания, такие как рак, сердечные приступы, гипертония, диабет и т. Д.По мере того, как растет осознание необходимости отказываться от пластика, одним из самых здоровых вариантов, на который вы можете перейти, является Канса. Обеденная посуда канса используется со времен Самхита Кала и приносит феноменальные изменения в жизнь человека.Что такое Канза?
Pure Kansa – это индийское название металлического колокола или бронзы. Канза – это сверхпревосходный металл, состоящий из 78 процентов меди и 22 процентов олова, нагретых вместе до температуры 700 градусов Цельсия с образованием чистой бронзы. Приготовленный сплав, сам по себе ковкий, превращается в изделия ручной работы и может приобретать различные виды отделки – матовую или глянцевую, в зависимости от эстетических предпочтений.
Канса обычно используется для ежедневного употребления еды и питья воды, что помогает улучшить здоровье кишечника.
Почему Канза?
Медь или латунь вступают в реакцию с кислой пищей, солью и лимоном, что может быть вредным для организма. Поэтому их не рекомендуется есть или готовить. Принимая во внимание, что Kansa или Bronze не вступают в реакцию с кислой кислой пищей, это лучший металл для еды и приготовления пищи.
Преимущества Kansa
Согласно описаниям, данным в Аюрведа Пракаша, столовая посуда Канса известна своими терапевтическими свойствами.
1. Корень каждого здорового человека – это хорошая пищеварительная система, а сплав канса подщелачивает и очищает пищу, а также способствует здоровью пищеварительной системы.
2. Благодаря исключительным лечебным свойствам, даже аюрведические врачи рекомендуют Канзу для комплексного исцеления, снятия стресса и очищения. Канса обладает способностью уничтожать микроорганизмы, делая металл гигиеничным для использования.
3. Санскритское выражение «Кансьям Буддхивардхакам» (что означает, что канса обостряет наш интеллект и отдает дань его терапевтическим силам) защищает достоинства чистой кансы.Регулярное употребление помогает повысить иммунитет и предотвратить болезни.
Как это работает?
1. Он способствует целостному исцелению, укрепляя здоровье кишечника и иммунитет, снимая стресс и повышая уровень энергии.
2. Вода, хранящаяся в Канзе не менее 8 часов, обладает способностью положительно заряжать воду для уравновешивания всех трех дош, присутствующих в организме.
3. Вода, хранящаяся в Кансе, не застаивается. Кроме того, металл помогает предотвратить заболевания, передающиеся через воду, такие как диарея, дизентерия, желтуха и т. Д.
4. Известно, что медь обладает стимулирующими и противосудорожными свойствами, помогая стимулировать наш мозг.
5. Питье и есть из медных сосудов регулирует потребность в важных следовых металлах меди для оптимального функционирования щитовидной железы.
6. Рекомендуется для ежедневного использования для получения максимальной пользы для здоровья. Медь также уменьшает воспаление и улучшает гемоглобин.
7. Обладает жизненно важными лечебными и целебными свойствами, которые приобретает содержащаяся в нем пища или вода.
8. Противовоспалительные свойства меди снимают боль в суставах, мышцах и снимают артрит.
9. Медь – ключевой компонент в производстве меланина, помогая восстановить здоровую кожу и замедляя старение.
10. Медь помогает расщеплять и выводить жир, помогая похудеть.
11. Он также помогает укрепить сердечно-сосудистую систему и бороться с анемией, регулируя кровяное давление.
Как определить чистоту канса?
Чтобы проверить чистоту металла, он должен издавать резонирующий звук, подобный перезвону, который генерирует духовные вибрации, подобные тем, которые используются в храмах.Чистая канса проста в уходе, поскольку она не тускнеет, как медь или латунь, поскольку она устойчива к коррозии. Однако он потеряет свою насыщенность, если подвергаться воздействию воздуха и влаги в течение длительного времени.
При участии эксперта по здоровью д-ра Намиты Джайна, доктора медицины – Kishco Ltd
Как плавить латунь | Наши развлечения
Вещи, которые вам понадобятся:
- Лом или слитки латуни
- Перчатки из углеродного волокна / кевлара
- Резиновый фартук
- Тонированные защитные очки
- Сварочный фартук
- Кожаные рабочие тетради
- Металлическая печь
- Металлическая печь
- )
- Тигель из глины / графита
- Длинные металлические щипцы
- Разливочный хвостовик
- Металлическая форма
1,688 градусов по Фаренгейту – это очень высокая температура; однако в металлургии считается низкой температурой плавления.По сравнению с температурой плавления железа – 2786 градусов по Фаренгейту – средняя температура плавления латуни составляет 1688, что делает ее легкоплавким сплавом. Если у вас есть опыт плавления олова и алюминия в металлической печи, попробуйте плавить латунь. Следует проявлять особую осторожность, но процедура аналогична плавлению других металлов, и вы можете расплавить медный лом, чтобы превратить его в новые сокровища.
Удалите из своих изделий из латуни все не латунные детали. При использовании латунных труб снимите все резиновые прокладки, шайбы и другие фитинги.
Наденьте защитное снаряжение. Используйте перчатки из углеродного волокна и кевлара, чтобы защитить руки от тепла. Выбирайте защитные очки с оттенком, который защитит ваши глаза от огня и инфракрасного и ультрафиолетового излучения расплавленного металла. Наденьте сварочный фартук, чтобы защитить вашу одежду, и пару кожаных рабочих ботинок, чтобы защитить ноги от случайных капель расплавленного металла.
Вынесите все свои материалы на улицу. Запустите свою металлическую печь, зажечь уголь или пилотную лампу газовой линии.Дайте печи нагреться, пока она не загорится красным. Держите рядом ведро с водой и огнетушитель, так как он может вам понадобиться в случае возникновения аварийных ситуаций после того, как огонь в печи начнет нагреваться.
Загрузите в тигель латунь, которую вы хотите расплавить. Используйте тигель, сделанный из смеси глины и графита, поскольку металлические тигли могут расплавиться во время процесса. Опустите тигель в печь с помощью щипцов. Используйте щипцы с длинной ручкой, предназначенные для литья металлов. Накройте печь крышкой.
Дайте печи нагреть латунь. Снимите крышку с помощью щипцов, чтобы периодически проверять латунь. При необходимости потушите огонь древесным углем. Выньте тигель с разливочным стержнем после того, как латунь начнет дымиться и загорится ярко-красным светом.
Залейте латунь в форму. Заполните форму быстро, чтобы латунь не остыла, пока она не окажется внутри формы. Будьте осторожны при заливке, чтобы не пролить расплавленный металл за пределы формы. Если вы все-таки пролили металл, вылейте на него воду из ведра, чтобы немедленно охладить.
Предупреждения:
- Латунь будет очень горячей и будет выделять лучистое тепло, когда вы ее заливаете. Сделайте шаг назад и всегда используйте выливной хвостовик. Используйте только латуни. Не используйте смешанные металлы, в том числе латунь. При работе с горячим металлом всегда надевайте фартук, перчатки и защитные очки. Держите под рукой ведро с водой, а также огнетушитель на случай аварии. Всегда работайте на открытом воздухе при работе с печью и расплавленными металлами. Открытое пламя, высокие температуры и испарения, выделяемые во время процесса, не позволяют использовать его в помещении.
Введение в стекловидную эмаль – эмалевый цех
Это видео и статья представляют собой введение в материал самой стекловидной эмали, какие металлы можно покрывать эмалью, какие реакции мы можем ожидать при эмалировании этих металлов, быстрый праймер по методам обжига и краткий обзор различных методов с крошечный кусочек истории. Я думаю, что это основные основы, которые вам нужно знать, если вы хотите начать эмалирование.
На самом деле я написал сценарий и записал это видео три раза.Последняя редакция была сильно упрощена и упрощена. Видео прекрасно работает, демонстрируя и обучая процессам и методам, но на самом деле это не лучший носитель для теории и списков фактов, просто нелегко следить за содержанием. Итак, окончательная версия этого вводного видео намного более минималистична, и я решил расширить ее в виде статьи, которую вы сейчас читаете. Я действительно рекомендую вам сначала посмотреть видео, оно не очень длинное. Ниже вы найдете более подробную информацию и изображения, которые вы можете просмотреть и обработать в своем собственном темпе.
Стекловидная эмаль
Прежде чем мы продолжим, позвольте мне добавить, что я не химик, и это предназначено только в качестве руководства.
Стекловидная эмаль, как следует из названия, является разновидностью стекла, и она разработана для сцепления с поверхностью металлов. Мы используем его в виде измельченного порошка, который напоминает песок, и после нанесения сухим или влажным способом он обжигается при высокой температуре, чтобы остекловать его, чтобы он превратился в стеклянный слой над металлической основой. Это делается в художественных, декоративных или функциональных целях.
Стекло изготовлено из кремнезема, который в природе встречается в виде кварца. Но кремнезем плавится при температуре не ниже 1700 градусов по Цельсию. Медь плавится при 1080, золото при 1060, а серебро только при 960!
Температура плавления
Кремнезем> 1700 ° C> 1958 ° F
Медь> 1080 ° C> 1976 ° F
Золото> 1060 ° C> 1940 ° F
Серебро> 960 ° C> 1760 ° F
Итак, кремнезем плавится при гораздо более высокой температуре, чем наши металлы, и, конечно же, это проблема.К кремнезему нужно что-то добавить, чтобы снизить температуру плавления. Материалы, добавленные для этого, называются флюсами, и примером одного из этих флюсов является борная кислота. Возможно, вы слышали термин боросиликатное стекло, это название указывает на то, что это стекло состоит из двух основных элементов: бор и кремнезем. В формулу добавляются другие материалы, которые делают стекло более стабильным, нерастворимым, регулируют вязкость и, что очень важно, коэффициент расширения (это означает скорость, с которой материал расширяется и сжимается при нагревании или охлаждении).Для изменения всех этих свойств используются разные материалы, а эмали для разных металлов обладают разными свойствами.
Другие добавки также изменяют свойства непрозрачности и цвета, что очень важно для художников. Для окрашивания добавляют оксиды металлов, например оксид кобальта для синего и соли золота для красного.
Для производства эмали эти элементы плавятся вместе в печи для получения так называемой фритты. Цель этого предварительного плавления состоит в том, чтобы сделать любые растворимые и / или токсичные компоненты нерастворимыми, заставив их объединиться с диоксидом кремния и другими добавленными оксидами.Таким образом, наиболее опасная часть процесса эмалирования выполняется на фабриках в строгих условиях безопасности и окружающей среды, а продукт, который мы покупаем, относительно безопасен в использовании.
Во время этого процесса многие свойства эмали зависят не только от используемых материалов, но и от типа печи, в которой они плавятся (например, может быть больше или меньше кислорода) и достигнутой температуры. Это затем определяет, как эмаль будет вести себя и выглядеть, когда мы будем работать с ней позже.
После расплавления фритта зачерпывается и выливается в «печенье» на металлических столах, а затем измельчается на куски и в дальнейшем перерабатывается на более мелкие куски, которые лучше всего подходят для длительного хранения, или измельчаются в сетку (стандартная сетка 80). который готов к использованию эмалером и выглядит как песок.
С этого момента мы покупаем эти куски или порошок, и мы можем измельчить его, просеять или промыть и использовать на нашей подготовленной металлической поверхности.
Основные типы эмали, которые вы можете использовать: прозрачная , опалесцентная и непрозрачная .
Flux – это особый тип прозрачной эмали, которая специально разработана для конкретного металла и наносится непосредственно поверх металла. При необходимости он может поглощать накипь (например, медный флюс) и действовать как изолирующий слой, чтобы избежать эффектов обесцвечивания, о которых мы поговорим позже.
Прозрачная эмаль пропускает свет до металла внизу, и обычно она имеет цвет от очень бледного до настолько интенсивного, что может казаться почти непрозрачным.
Опалесцирующие эмали находятся на полпути между прозрачным и непрозрачным, они имеют молочный, туманный вид, который заставляет нас думать о драгоценном каменном опале, откуда они и получили свое название. Их сложно поджечь, их опалесценция обычно увеличивается с увеличением нагрева или продолжительности пребывания в печи.Вы можете узнать больше об этих эмалях в моем видео-классе о технике опалесцирующей гризайли, и я еще вернусь к ней в будущем, чтобы осветить другие аспекты.
Непрозрачные эмали не пропускают свет. Они довольно щадящие, и, поскольку основной металл не виден, их часто используют на меди и стали, хотя, конечно, можно добиться очень интересных дизайнерских эффектов, используя их в сочетании со всеми другими типами эмали.
Свинец
Наконец, еще один аспект, о котором я должен поговорить, – это этилированные и неэтилированные эмали.Свинец всегда был компонентом эмали до последних десятилетий, когда из-за опасений по поводу токсичности и воздействия на окружающую среду были разработаны неэтилированные версии.
Часто задают вопрос, лучше ли свинцовые эмали по сравнению с неэтилированными эмалями.
По имеющимся данным, свинцовые эмали более блестящие, и может быть достигнута более широкая цветовая палитра, например, опалесцентные эмали бывают свинцовыми. Но некоторые другие интересные эффекты также могут быть достигнуты с помощью неэтилированных эмалей, и некоторые мастерские работают исключительно с ними из соображений безопасности.
Действительно, вдыхание порошковых эмалей, независимо от их типа, опасно, поскольку кремнезем нерастворим и остается в легких, а также присутствуют другие опасные элементы. При просеивании, то есть сухом нанесении эмали, всегда рекомендуется носить маску, специально предназначенную для этой цели (мелкодисперсные частицы), а наличие порошка в воздухе в мастерской также может быть ограничено соблюдением правил гигиены и работой с влажными аппликациями. В своей личной работе я использую свинцовые эмали и редко просеиваю, так как предпочитаю влажную упаковку.
После обжига все эти материалы считаются заключенными в стеклянную матрицу и безопасны для использования. Однако эмаль не считается безопасной для пищевых продуктов и должна использоваться только для декоративных и художественных изделий. Заметным исключением из этого правила является промышленная эмаль, специально производимая и проверенная на безопасность пищевых продуктов и используемая для приготовления пищи, сервировки и предметов домашнего обихода.
Вы всегда несете личную ответственность за исследование безопасности материалов, которые вы используете в своей работе, и принятие обоснованных решений о том, какие материалы выбрать и как с ними работать.
Металлы
Итак, какие металлы можно покрывать эмалью? Многие, например, эмали для алюминия. Но металлы, которые обычно используются в художественной и ювелирной эмали, которой здесь уделяется особое внимание, – это классические: медь, серебро и золото. В прошлом железо и сталь использовались в основном в промышленности, как вы видели в старых школьных ваннах и кухонных принадлежностях, но в последние десятилетия возобновился интерес к использованию этих металлов также в художественных целях из-за их особых качеств и / или их более низкая стоимость.
Для эмалирования чугуна или стали необходимо специальное грунтовочное покрытие. Это происходит непрозрачно по чистому металлу. После обжига грунта вы можете нанести поверх него промышленные, жидкие или другие виды эмалей, но вы также можете использовать стекловидные эмали, разработанные для цветных металлов. Так что вы можете взять коммерческую эмалированную кружку и покрыть ее эмалью! Фактически, многие люди, работающие со сталью, просто используют предварительно покрытые эмалью панели, которые доступны в белом или других непрозрачных цветах. Они отлично подходят для работы в очень большом формате.
Перейдем к меди, серебру и золоту.
Для эмалирования желательно выбрать электролитную медь с чистотой 99%, поскольку загрязнение некоторыми другими металлами может доставить вам много проблем, например, если вы перерабатываете медь из строительных материалов. Это можно сделать, но это рискованно.
Когда дело доходит до серебра , чистое серебро, то есть 999 частей серебра из 1000, также является лучшим выбором, но этот металл сам по себе очень мягкий, и это иногда может быть проблемой, поэтому большинство украшений вам нужно. Я найду серебро, сплав, особенно кольца и браслеты, которые должны быть прочными.
Золото – лучший металл для эмалирования! Чистое золото составляет 24 карата, 24 карата, именно так измеряются пропорции золота, так что 24 части из 24. Чистое золото – очень мягкий металл, и часто используются сплавы, такие как 22 карат, 18 карат и т. Д. Кроме того, золото очень дорогое! В настоящее время примерно в 100 раз дороже серебра.
Медь тускнеет при контакте с атмосферой, вы иногда получаете патину в результате реакции с химическими веществами в воздухе, как вы видели на зеленых медных крышах – и это также можно делать специально, конечно, вы можете наносить химические вещества на медь или бронза и таким образом достигается огромное разнообразие цветов.
При нагревании в присутствии кислорода в воздухе на поверхности меди образуется черный оксид, который называется окалиной. Этот оксид может быть проблемой при эмалировании, хотя он также может быть источником холодных эффектов, поэтому чаще всего его тщательно удаляют перед эмалированием. При обжиге первого слоя эмали снова образуется накипь, и вы увидите, как поверхность становится черной, а затем оксид растворяется в эмалевом флюсе, который разработан для этой цели. На следующих слоях поверхность металла, покрытая эмалью, сплавленной с поверхностью, больше не контактирует с кислородом воздуха, поэтому больше не образуется оксид.
Чистое серебро медленно тускнеет при контакте с серой на воздухе, но не при нагревании.
Чистое золото никогда не тускнеет!
Сплавы
Так что же такое сплав? Смесь металлов плавится вместе. Это делается по разным причинам. Один из них – снизить затраты, но это только часть уравнения. Когда вы смешиваете два или более металлов, их свойства меняются, иногда неожиданным образом. Сплавы серебра и золота намного тверже и, следовательно, долговечнее, чем в чистом виде.
Пара очень распространенных сплавов – это серебро и золото 18 карат. Серебро 925 пробы – это серебро 925 пробы из 1000, а остальное, чаще всего, это медь.
18-каратное золото может иметь разные пропорции металлов, при условии, что 18 из 24 частей составляют золото (то есть 75% золота). Обычный сплав желтого золота 18 карат состоит из 75% чистого золота, 15% меди и 10% чистого серебра.
Оба эти сплава могут быть покрыты эмалью, но поскольку оба содержат определенное количество меди, при нагревании они оба покрываются окалиной.
Так называемый «зеленый» золотой сплав состоит из 18 частей золота и 6 частей серебра, и, поскольку нет меди, нет окалины, что идеально.
Окалина в этих медьсодержащих сплавах не такая сильная, как на чистой меди, так как количество меди невелико, и часто эмаль без проблем впитывает ее, хотя цвета могут быть не такими яркими, как на чистом серебре и золоте. , но в ювелирных целях иногда приходится идти на уступки во имя прочности и долговечности.Это будет зависеть от дизайна.
Один из способов обойти эти проблемы потускнения – выполнить операцию, называемую обеднением золочения, при которой медь удаляется с самой поверхности металла.
Также следует иметь в виду, что эти сплавы часто являются продуктом процессов литья. В них могут возникнуть проблемы с пористостью, в зависимости от используемой технологии, и это может стать огромным источником головной боли. Полировка поверхности может помочь, как это делается также при эмалировании глины из драгоценных металлов, которая представляет собой чистое серебро, но также очень пористую.
Также следует отметить, что чистое серебро и чистое золото часто используются в виде фольги и проволоки для определенных техник. В этих случаях мягкость материала не имеет значения, поскольку они размещены между слоями эмали, и поэтому очень приятно использовать чистые металлы.
Золотая фольгаЛатунь! Да, латунь можно покрыть эмалью. Латунь – это сплав меди и цинка. Цинк – враг эмали. Однако, когда концентрация цинка в латуни мала, мы можем покрыть ее эмалью. Традиционно медали, как военные, так и гражданские, и различные значки, например, для автомобилей (и это все еще делается для автомобилей класса люкс), покрывались эмалью на так называемом позолоченном металле, а затем покрывались золотом или серебром.Это латунь с низким содержанием цинка, около 5%, красивого желтого цвета, хотя, конечно, тускнеет. Удивительно, но, в отличие от чистой меди, красная эмаль, нанесенная напрямую, прекрасно справляется с позолотой металла. Что подводит нас к…
Реакция
При эмалировании этих металлов мы будем наблюдать некоторые нежелательные реакции из-за химических взаимодействий, происходящих с элементами эмали. Я буду говорить о реакциях, которые происходят, когда мы наносим краски непосредственно на металл.Чтобы избежать этих реакций, мы наносим слой флюса в качестве изоляционного слоя. Теперь имейте в виду, что, говоря о сплавах, могут иметь место реакции со всеми содержащимися металлами в зависимости от их пропорций. Тестирование необходимо всегда, и об этом нужно помнить.
А для тестирования составляем цветовые палитры. Вы можете посмотреть мое бесплатное видео, в котором я объясняю, как я делаю свои цветовые палитры. Мои палитры очень полны из-за характера моей работы, но каждый эмальер адаптирует их, чтобы наилучшим образом служить своим целям.Изготовление палитр – отличный проект для начинающих.
В качестве дальнейшего примечания, ни одна из реакций, о которых я собираюсь говорить, не относится к непрозрачным эмалям. Поскольку они непрозрачны, ни одно из взаимодействий, происходящих на границе раздела между металлом и стеклом, нам не видно. Так что вы можете использовать их без забот.
Серебро
Когда вы наносите красный, розовый, желтый и немного апельсинового цветов непосредственно на серебро, вы получаете неприятную реакцию, и эмаль может стать неравномерно оранжевой, слегка непрозрачной или совсем неприятной, что чаще всего весьма непривлекательно.Есть несколько исключений в красном и розовом диапазоне, очень мало и далеко друг от друга. Так что их можно наносить прямо на серебро.
Опалесцирующие эмали также желтеют и становятся неприятными. Опять же, в этой и без того очень небольшой категории эмалей очень мало исключений.
По этой причине при работе с этими теплыми оттенками и опалесцентами используется изолирующий слой флюса, специально разработанный для серебра.
Если не происходит реакции, серебро представляет собой белый металл, и прозрачные цвета обычно выглядят такими, как они есть, неизменными и истинными.
Золото
На золото ничего не реагирует! Это действительно металл-мечта, на который можно наносить эмаль. Однако это не противоречит законам физики. Когда вы наносите эмаль на золото прозрачными красками, желтый цвет золота будет виден через стекло. Синий будет иметь тенденцию к бирюзовому, голубовато-красный станет более красным или оранжевым, если вам нужен нейтральный зеленый цвет, вам придется использовать более бирюзовую эмаль и т. Д. Вы можете использовать цветовое колесо в качестве ориентира. Настоящая проблема – это фиолетовый, который является дополнением к желтому, и чаще всего вы получаете уродливый цвет.Опять же, необходимо тестирование.
Медь
Итак, как мы уже говорили, медь производит окалину. Хороший медный флюс поглотит все это через достаточный слой и хороший огонь при высокой температуре. Однако большинство прозрачных эмалей этого сделать не смогут. Будет некоторое окрашивание, помутнение или другие эффекты, которые действительно могут быть интересными. Несколько цветов могут поглотить всю чешуйку, действуя как поток, и будут выглядеть абсолютно красиво. Насыщенный кобальтовый блюз вообще на это способен.Других цветов, которые могут это сделать, очень мало. Опять же, необходимо тестирование. К сожалению, я никогда не находил красный или розовый, который мог бы (но помните, что это возможно на позолоченном металле!), А желтые, которых у нас больше нет, они были сняты с производства.
По этой причине часто флюс наносят на медь в качестве изоляционного слоя.
В заключение, новые эмали постоянно разрабатываются, и часто неожиданные эффекты можно найти в новых сериях неэтилированных эмалей, так что будьте открыты для новых разработок в этой области.
Источник тепла
Еще один аспект, который я кратко коснусь, – это источник тепла, который нам нужен для сплавления эмали с основными металлами. Эти температуры обычно находятся в диапазоне от 800 до 1000 градусов по Цельсию. Наиболее контролируемый способ достижения этих температур и их поддержания – это эмалировочная печь. Это очень изолированные камеры с элементами змеевика, которые нагреваются от электричества, и дверцей, которую можно открыть, чтобы вставить детали. При эмалировании, в отличие от керамики, мы помещаем детали в уже нагретую до температуры печи, и обжигаем сравнительно очень короткие, не часы или дни, а всего лишь секунды или минуты.
Прямой огонь, как и ювелирный фонарик, также может использоваться для сплавления эмали с металлом. Пламя обычно применяется снизу, так как оно затемняет поверхности, которых касается. Это немного сложнее контролировать и использовать в небольших предметах, не требующих высокой точности.
Раньше эмалировщики также использовали газовые печи, но для удобства они были заменены электрическими.
Приемы и немного истории, связанные с ними
Давайте кратко рассмотрим традиционные техники нанесения эмали, которые разрабатывались на протяжении веков. Вы можете увидеть изображения на видео вверху этого поста.
Давайте рассмотрим их в приблизительном хронологическом порядке. Вы заметите, что сначала эмаль в основном ассоциировалась с ювелирными изделиями, а поля, ограниченные металлическими ячейками или стенами, эмаль часто пыталась имитировать драгоценные камни, и постепенно она приобретала все большую независимость, пока не стали целыми картинами без ячеек. создан в эпоху Возрождения.
Самая старая эмаль, непосредственно наплавленная на металл, мы находим на острове Кипр, ок.1200 г. до н.э. Шесть колец были извлечены из могилы поздних киприотов, и они являются старейшими настоящими эмалями, которые мы нашли на сегодняшний день, и они сделаны в технике перегородки.
Cloisonné представляет собой нанесение эмали, разделенной ячейками из тонкой проволоки. Этот провод может быть сплавлен или припаян к основному металлу или просто расплавлен на предыдущий слой эмали. Ячейки обычно заполняются до верха проволоки, а затем по всему шлифованному уровню, но не всегда так, например, на эллинистических украшениях мы иногда находим эмаль среди филиграни и зернистости, а ячейки не заполняются, к сожалению, эмаль в они часто отслаивались.
На востоке мы находим впечатляющую и старую китайскую традицию перегородки, а также в Японии, где в период Мэйдзи производятся изысканные работы, а также прекрасные образцы индийской перегородки.
Интересно, что вторая техника, о которой мы можем поговорить, – это ронд босс. Взгляните на эти замечательные образцы эллинистических и этрусских украшений с лебедями и петухами, покрытыми белой эмалью. Ronde bosse – это нанесение эмали на трехмерную скульптурную форму, и это очень сложная техника.Он также был большим в средние века и в эпоху Возрождения, а также в некоторой степени в период модерна.
А теперь поговорим о выемке. Эта техника, кажется, возникла у кельтских племен на севере и западе Европы и Великобритании.
Римские образцы примерно того же времени также встречаются в галльских и британских регионах, так что, кажется, существует четкая связь. Шамплеве – это техника, при которой мы выкапываем ячейки в твердое поле металла и заполняем их эмалью, как правило, до уровня металла.Эта техника продолжала быть популярной в средние века и за ее пределами в областях кельтского влияния, как в ювелирном деле, так и в священном искусстве. Самым известным и главным центром производства этого типа работ был Лимож во Франции, а другие регионы Европы последовали его примеру. этот раз. Так много работ этого типа было создано на протяжении романского периода, раннего средневековья, что вы найдете образцы почти в каждом музее.
Далее, Basse taille! В период средневековой готики (то есть в последнее средневековье) мы впервые видим развитие прозрачных эмалей.Поскольку теперь мы можем видеть сквозь стекло металл внизу, естественная эволюция техники выемчатой формы заключается в гравировке металла перед нанесением эмали, и мы называем это basse taille, барельефом, и вы очень часто будете видеть его в сочетании с выемкой, иногда только для защиты краев, иногда как часть дизайна. В это время мы видим, как производственные центры перемещаются в Сиенну и Каталонию, а работа с эмалью выполняется по гравированному серебру. В этой технике есть прекрасная глубина.
Подмножество basse taille – это техника гильоширования, при которой металл гравируется на станке, называемом токарным станком с розеткой, красивыми муаровыми узорами.
Эта техника была разработана для обработки металлов, а затем покрыта эмалью в 18 веке и широко использовалась до 20 века. Очень популярный пример – яйца, коробки для сигар и другие предметы роскоши, созданные Фаберже для российского двора.
В эволюции к эпохе Возрождения мы идем к технике росписи эмалью. Впервые эмаль отделяется от ювелирных изделий и обработки металлов, и мы видим первые независимые панели, картины, выполненные из стекла, без каких-либо металлов для разделения цветовых областей.В рамках этого более широкого зонтика мы можем идентифицировать собственно окрашенную эмаль, в которой используется только обычную стекловидную эмаль, закрашивание эмали (часто называемое миниатюрным), в котором используются пигменты на глазури (пигменты на глазури содержат больше оксида и меньше стекла, они тонко измельчены и много деталей можно добиться) и гризайль. Гризайль был построен около 1530 года, лучшие образцы были привезены из Лиможа. В этой монохромной технике светлая эмаль используется слоями на темном фоне, моделируя анатомию тела и портреты в изысканных градациях.Есть также прекрасные примеры этой техники в 19 веке, а в последнее время – вариант, разработанный Андреу Виласисом с использованием опалесцирующей эмали. Я опубликовал видео-урок, подробно описывающий эту последнюю технику, который вы можете найти на enamelworkshop.com
.Техника росписи эмалью, или миниатюры, получила большое развитие в 18 веке, когда маленькие предметы роскоши, такие как шкатулки и часы, покрывались эмалью с изысканно детализированными портретами, сценами двора и мифологическими сюжетами.
И, наконец, мы подошли к вопросу о плике журавля, который, как сообщается, был разработан до 19 века, но, несомненно, расцветает в период модерна. С помощью plique a jour мы заполняем ячейки эмалью без какой-либо основы, и в результате получается миниатюрный витраж, свет проходит через эмаль. Существует бесчисленное множество примеров того, как эта техника использовалась с максимальной эффективностью и на высочайшем техническом уровне в течение этого периода. Наслаждайтесь небольшим выбором.
И это основные техники эмалирования.Конечно, существует множество комбинаций и подтехник, но я очень надеюсь, что это небольшое руководство поможет вам их идентифицировать и выбрать технику, которая лучше передаст ваш дизайн и художественное видение.
Подробнее в Мастерской Эмали
Просмотрите этот веб-сайт, чтобы найти мои видеокурсы, которые вы можете приобрести, чтобы узнать больше об этом искусстве. Вы можете начать с моего урока по формованию и подготовке металлических оснований, а затем продолжить с урока мокрой укладки и градации. Скоро прибудет еще много классов, не забудьте подписаться на информационный бюллетень, чтобы никогда не пропустить новый выпуск.
У меня также есть Patreon, в котором я делюсь текущим прогрессом моей работы и методами, которые я использую, поэтому мои покровители учатся вместе со мной и задают мне вопросы. Вы можете присоединиться к нам здесь. Вы можете получить скидки на мои занятия с членством в Patreon.
Вы также можете присоединиться к нам в группе эмалированных мастерских в facebook и подписаться на Enamel Workshop в Instagram.
Эти видео требуют много времени на подготовку, съемку и монтаж. Если вы поддержите мою работу, я смогу произвести больше материала
🙂.Книжная рекомендация
Есть много книг по эмалированию, и у каждого эмальщика найдется своя любимая.Это тот, который я рекомендую начинающим и эмальерам среднего уровня, написанный Нуриа Лопес-Рибальта. Он очень доступный, а также очень полный, он охватывает все области, которые я затронул в этой статье, и многое другое. Лучше всего то, что он доступен на множестве разных языков, доступен по цене и его легко найти в интернет-магазинах.
Неаффилированные ссылки для покупки книги:
Английский: Emaux Soyer, Bookdepository, Amazon.com, Amazon UK, Amazon DE
Испанский: Emaux Soyer, Amazon ES
Французский: Emaux Soyer, Amazon FR
Итальянский: Amazon.com, Mondadori, Hobbyland, IBS
на финском языке: Booky.fi
Он начинается с очень полной главы по истории эмали, и это замечательно, поскольку Нурия также является историком искусства. Далее следует глава, посвященная самому эмалевому материалу, а затем другие материалы и инструменты, необходимые для эмалирования, прежде чем перейти к техническим процессам, методам и не только. Настоятельно рекомендуется!
Подробнее о рекомендуемых книгах читайте в этом сообщении блога.
Нравится:
Нравится Загрузка…
Введение в японские сплавы – Сообщество производителей ювелирных изделий Ganoksin
Ganoksin может получать комиссию за привлечение клиентов от компаний, перечисленных на этой странице. Учить больше.Хотя история металлообработки в Японии относительно молода, мастера там разработали сплавы и искусство патинирования дальше, чем любая другая культура металлообработки. Их изобретение специализированных сплавов позволило им производить уникальные патины. Сегодня мастера по металлу все еще экспериментируют со сплавами, создают новые и совершенствуют традиционные комбинации.При изготовлении этих сплавов большое внимание уделяется тщательному рассмотрению желаемых результатов, поскольку небольшие изменения соотношений могут иметь драматические последствия для результатов.
Японские художники внесли значительный вклад и в другом, используя свои уникальные сплавы в инновационных комбинациях. Возможно, лучшим примером этого является мокуме-гане, процесс ламинирования, в котором слои различных сплавов обрабатываются для создания богатого узора. Кроме того, японские работы многих периодов демонстрируют высококвалифицированные техники инкрустации, где, опять же, сложная палитра японских сплавов используется для достижения тонкости и контролируемого использования цвета.
На протяжении большей части истории металлообработки рабочие были вынуждены изготавливать свои собственные сплавы. В древности теперь различные навыки рафинирования, легирования, изготовления форм и литья были объединены в профессию художника по металлу. По сей день, несмотря на то, что в продаже имеется много мелких сплавов, художники нередко создают свои собственные сплавы. Иногда это может быть сделано для улучшения способности металла течь в форму или увеличения ее прочности, но еще одна практическая причина манипулирования сплавами – это повлиять на то, как они реагируют на растворы патины.
Изготовление сплавов (Сара-авасэ)
Большинство сплавов, используемых в литой скульптуре, содержат медь в качестве основного ингредиента. Практика изготовления сплавов восходит к самым ранним работам, возможно, начиная со сплава меди и олова, называемого по-японски сэй-до. Этот материал является примером загадочной природы сплавов. Медь, до, имеет оранжевый цвет, имеет высокую температуру плавления и довольно мягкая. Другой компонент, олово, сузу, белый, плавится при низкой температуре и даже мягче.И все же, когда эти металлы объединяются, они создают сплав желтого цвета, который имеет высокую температуру плавления и является довольно прочным. Ранняя работа с медью ограничивалась украшениями и ритуальными предметами, но с развитием бронзы, сплава меди и олова, стало возможным производить прочное оружие, сельскохозяйственные инструменты и утварь. Неудивительно, что этот замечательный сплав дал название целой эпохе – эпохе бронзы.
Медь (Do)
Принято считать, что медь была первым металлом, который был обработан людьми, потому что ее можно найти в виде самородков, ее относительно много и с ней легко работать.Раскопки в высокогорье Турции, проведенные в 1960-х годах, обнаружили множество медных бус и других украшений, датируемых 6300-5500 годами до нашей эры. Это свидетельствует о том, что даже в те древние времена существовали навыки плавки, литья и ковки. Вероятно, будет правильным сказать, что все производство металлов в том виде, в котором мы знаем его сегодня, можно проследить до меди. Медь также служит основой для многих важных сплавов.
Бронза (Kara-kane)
Это большое семейство сплавов, также называемое по-японски сэй-до или ко-до, представляет собой смесь меди с легкоплавким белым металлом, таким как олово, цинк или свинец.Раньше оловянная бронза была, вероятно, самым распространенным сплавом, но в наше время большая часть бронзы содержит цинк. Это касается и цинкосодержащих латуни, которые ошибочно называют бронзой.
Так же, как медь была первым металлом, который обрабатывали наши предки, бронза была первым сплавом, который они освоили. В нем сочетаются легкость обработки меди с повышенной прочностью, широким спектром цветов и устойчивостью к коррозии. Кроме того, бронзу легче лить, чем медь, потому что она не так сильно окисляется при плавлении.
Sahari
Sahari – это сплав меди (87%) и олова (9%) с небольшими количествами цинка, свинца и серебра. Он славится богатыми тонами, которые могут возникать при ударе по объекту из этого сплава. Еще в период Нара в Японии (710-784 гг. Н.э.) этот металл широко использовался для изготовления гонгов (дора по-японски) и храмовых колоколов. Еще одним популярным применением этого сплава было изготовление ложек и мисок. Есть свидетельства того, что металлу отливали заданную форму, а затем обрабатывали ковкой и декоративными украшениями.Металл имеет серый цвет, который обычно остается без патины.
Перед тем, как попытаться создать патину на литой бронзе, металл подвергают процессу очистки поверхности, называемому яки-намаси. Во время этого процесса металл нагревается для удаления свинца, а затем постепенно охлаждается. Это компенсирует неравномерное распределение компонентов сплава в отливке, создавая однородную поверхность, которая предсказуемо реагирует на патинирование.
Латунь (O-do)
Латунь, также называемая по-японски шинчу, представляет собой сплав меди и цинка.Предметы из этого сплава датируются периодом Нара в Японии, 710-784 гг. Нашей эры. По определению, латунь содержит медь и цинк – изменяя пропорции, можно получить множество вариаций латуни.
Стандартная латунь
(70% меди и 30% цинка) Это наиболее часто используемая латунь в наше время. Он сочетает в себе пластичность, прочность и цвет. Его также называют латунным патроном (используется для гильз боеприпасов), желтой латунью и по промышленному обозначению – медным сплавом 260. По мере того, как содержание меди уменьшается, цвет получаемой латуни становится бледным, и получить патину труднее.Латуни с высоким содержанием цинка (более 30% цинка) довольно прочные и используются для деталей машин, клапанов и арматуры на судах (из-за их устойчивости к коррозии). Эти сплавы не получили широкого распространения в технике.
Сяку-до
Это, пожалуй, самый известный из специальных японских сплавов. Его получают путем плавления 3-5% чистого золота, остальное – медь. Металл можно обрабатывать традиционными методами обработки металлов, он используется для изготовления ювелирных изделий, небольших отливок и украшений, таких как мебель для мечей.Чтобы образовалась темно-пурпурная патина, нагрейте готовую деталь и погрузите ее в горячий раствор няджа.
Когда доля золота увеличивается до 5-7%, сплав называется мурасаки-гане. Рабочие свойства аналогичны, но цвет, достигаемый с помощью раствора ниагэ, темнее, чем у сяку-до.
Shibu-ichi
Это еще один сплав, уникальный для японской металлообработки и пользующийся большим уважением во всем мире. Название происходит от ичи, что означает «один», и сибу, что означает «четыре».«Сплав состоит из четверти серебра и трех четвертей меди, иногда с добавлением одного-двух процентов чистого золота. Поскольку сплав склонен к ретикуляции, он также известен под японским названием оборогин («мутная луна»), что означает неровную текстуру поверхности. Эти пропорции открыты для манипуляций. Для предметов с большой обработкой поверхности, таких как репуссирование, добавьте в сплав больше серебра. В отливках процент серебра может упасть до 7-15%.
Куроми-до
Сплав Куроми-до содержит 99% меди, 1% мышьяка.Этот сплав используется как альтернатива более дорогому золотосодержащему сплаву, называемому сяку-до. Цвет куроми-до не такой, как у сяку-до, но они оба производят блестящий глубокий черный цвет.
Кажется вероятным, что происхождение этого сплава произошло от традиционного метода рафинирования меди и свинца. В качестве побочного продукта этого процесса использовался материал, известный в Японии как адзуки-широми, материал, содержащий железо, медь, сурьму и мышьяк. В куроми-до наиболее важен мышьяк.Этот сплав в основном используется для ковки из-за его превосходной пластичности (как и следовало ожидать от меди). Когда в куроми-до добавляется небольшое количество золота (2–3%), сплав (называемый будо-авасэ) может приобретать насыщенный пурпурно-черный оттенок, связанный с сяку-до. Этот сплав опасно делать в студии, потому что мышьяк ядовит. К сожалению, его сложно купить коммерчески, и недавние попытки найти дистрибьютора показали, что он доступен только по специальному заказу.
«Белая латунь» (Хаку-до)
Хаку-до – это термин, который применяется к семейству сплавов, а не к одному составу.Сам термин объясняет семью: Хаку означает «белый», а до означает «медь». Это означает, что в металлах этой группы основным компонентом является медь, смешанная с некоторой комбинацией цинка, олова и / или никеля. Бронза, используемая для литья в древние времена, содержала 70-85% меди и 15-30% олова и называлась кё-до (медное зеркало). Он относится к семье хаку-до.
Йо-хаку – сплав, известный на Западе как немецкое серебро. Он содержит 10-30% никеля и 15-30% цинка, остальное – медь.Это правильно называть «белой латунью», так как она изготавливается из современной латуни (медь + цинк) и добавления никеля для изменения цвета с желтого на белый. При литье добавляют 5-10% свинца, чтобы улучшить способность сплава течь в форму. В расплав добавляют марганец для уменьшения хрупкости. Цвет этого сплава будет от серебристого до серого, в зависимости от пропорции цинка и никеля. Ни один из этих сплавов не предлагает много возможностей для патинирования, но белый цвет иногда используется для создания контраста с патиной на других металлах в той же детали.
Купите себе копию «Японской патины» сегодня. |