Температура плавления пос40 и пос60: Температура плавления припоев таблица
alexxlab | 02.03.2023 | 0 | Разное
Температура плавления припоев таблица
Температура плавления припоев таблица
Все припои условно можно подразделить на две основные группы: это мягкие припои и твердые припои. Первые характеризуются температурой плавления не выше 300 градусов Цельсия, вторые, соответственно, плавятся при более высокой температуре. Большая часть мягких припоев – это припои оловянно-свинцовой группы, их плавление наступает в промежутке температур от 190 до 290 градусов Цельсия, в зависимости от того, какие еще компоненты содержатся в соединении. Твердые же припои представляют собой преимущественно соединения серебра с другими компонентами или же соединения меди с цинком и различными добавками. Плавятся они при разной температуре, и в этом случае с каждым из них следует ознакомиться дополнительно. Существует специальная температура плавления припоев таблица. Согласно ей сплав Вуда плавится уже при 70 градусах, припой ПОСК 50 при 145, а припой ПОС 18 при 277 градусах.
| Температура плавления, С° | |
|---|---|
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
Припой ПОВи 0. 5 5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| 256 | |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Технические характеристики и температура плавления припоя ПОС 60
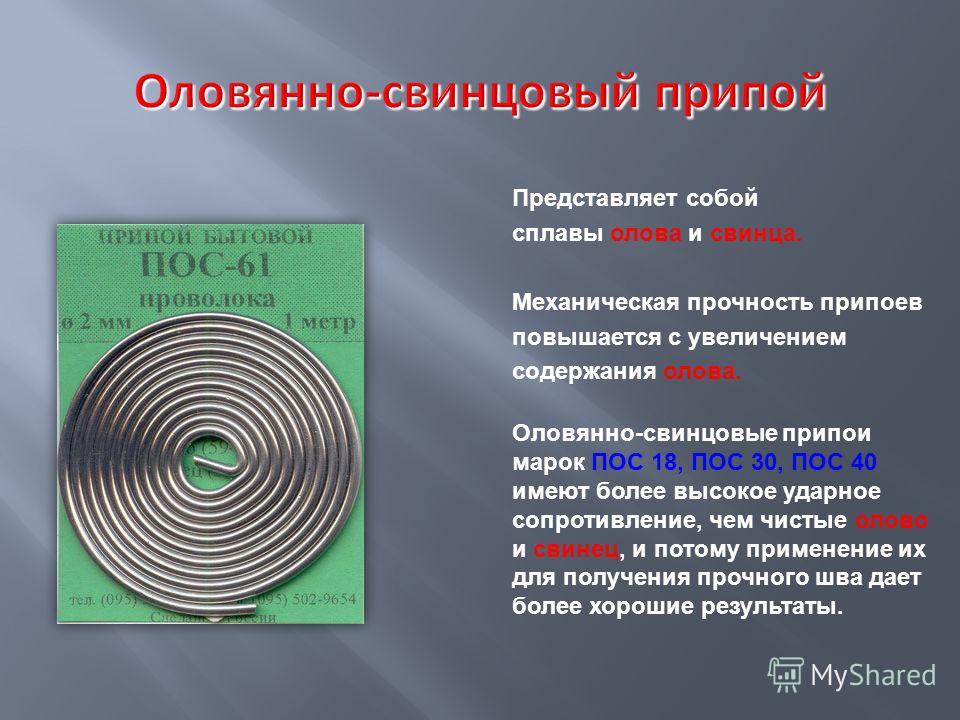
Различного рода припои выпускаются для того, чтобы можно было надежно соединять металл при помощи пайки. Дело в том, что у каждого металла имеются свои свойства, которые требуют особого подхода при спаивании. Припой ПОС 60 является одним из тех вариантов, который может пригодиться как в домашних, так и в промышленных условиях. Он относится к группе оловянно-свинцовых присадочных материалов, куда входит припой ПОС 40 и другие. С повышением количество олова в составе снижается и температура плавления, так что данную марку можно отнести к легкоплавким материалам. Благодаря этому повышается не только простота работы, но и текучесть. Равномерное растекание по поверхности заготовки, а также проникновение расплавленного металла во все мелкие выемки на поверхности обеспечивают лучшее качество соединения. Стоит также отметит, что смачиваемость поверхности также находится на высоком уровне, что облегчает соединение двух металлических изделий.
Дело в том, что у каждого металла имеются свои свойства, которые требуют особого подхода при спаивании. Припой ПОС 60 является одним из тех вариантов, который может пригодиться как в домашних, так и в промышленных условиях. Он относится к группе оловянно-свинцовых присадочных материалов, куда входит припой ПОС 40 и другие. С повышением количество олова в составе снижается и температура плавления, так что данную марку можно отнести к легкоплавким материалам. Благодаря этому повышается не только простота работы, но и текучесть. Равномерное растекание по поверхности заготовки, а также проникновение расплавленного металла во все мелкие выемки на поверхности обеспечивают лучшее качество соединения. Стоит также отметит, что смачиваемость поверхности также находится на высоком уровне, что облегчает соединение двух металлических изделий.
Припой для пайки марки ПОС 60
Припой ПОС 60 изготавливается согласно ГОСТ 21931-76. Он активно используется как в промышленности, так и в частной среде.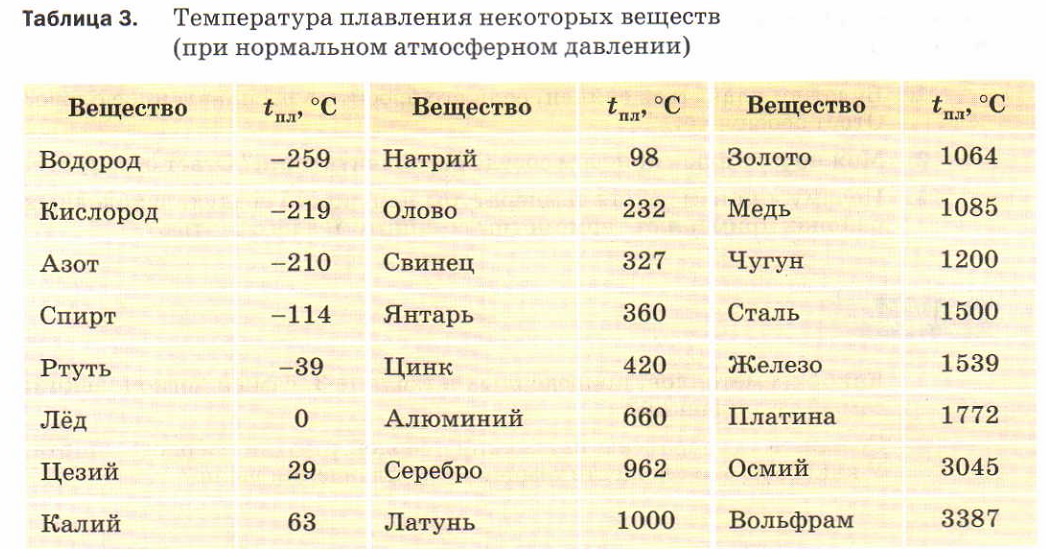 Все уникальные свойства данного состава определяются соотношением содержания свинца и олова, а также другими элементами состава. Это позволяет работать с самыми распространенными в технике металлами, такими как медь, цинк, латунь, оцинкованные детали и прочее. Сплав применяется в радиотехнике, для соединения контактов, при ремонте проводов, труб и листовых материалов. Низкая температура плавления позволяет применять припой не только в качестве присадочного материала, но и как средство для лужения.
Все уникальные свойства данного состава определяются соотношением содержания свинца и олова, а также другими элементами состава. Это позволяет работать с самыми распространенными в технике металлами, такими как медь, цинк, латунь, оцинкованные детали и прочее. Сплав применяется в радиотехнике, для соединения контактов, при ремонте проводов, труб и листовых материалов. Низкая температура плавления позволяет применять припой не только в качестве присадочного материала, но и как средство для лужения.
Припой для пайки марки ПОС 60
В отличие от тех вариантов, которые имеют в своем составе больше свинца, здесь присутствует небольшая доля сурьмы. Одним из преимуществ припоя является способность образовывать герметичные швы. В отличие от многих других видов пайки, тут, при правильном применении технологии, очень редко возникает брак, так что именно это и дает ему столь большую популярность. В домашних условиях с его помощью можно паять трубы и емкости, которые служат для хранения жидкости. Температура плавления припоя ПОС 60, которая составляет менее двухсот градусов, позволяет проводить деликатную работу с металлами, которые сильно зависят от температурного воздействия. Также это способствует безопасной пайке контактов, так как при низкой температуре работа с тонкими элементами проходит, как правило, без осложнений. Конечно же, если требуется провести ответственное соединение толстых листов, то лучше использовать какие-либо виды и способы сварки металла, но когда нет такой возможности, то лучше применять пайку.
Температура плавления припоя ПОС 60, которая составляет менее двухсот градусов, позволяет проводить деликатную работу с металлами, которые сильно зависят от температурного воздействия. Также это способствует безопасной пайке контактов, так как при низкой температуре работа с тонкими элементами проходит, как правило, без осложнений. Конечно же, если требуется провести ответственное соединение толстых листов, то лучше использовать какие-либо виды и способы сварки металла, но когда нет такой возможности, то лучше применять пайку.
Припой для пайки марки ПОС 60
В качестве недостатка всех этих свойство можно выделить ограничения по эксплуатации при больших температурах. Припой ПОС 60 пруток сам плавится относительно быстро, так что при воздействии высоких температур шов, сделанный им, просто перейдет в жидкое состояние и все работа будет испорчена. В остальное же время, при нормальных условиях, материал обеспечивает надежную фиксацию, которая может справиться с небольшими механическими нагрузками.
Разновидности
Сплав выпускается в различных вариантах, среди которых можно выделить:
- Проволока, толщина которой составляет от 0,5 до 7 мм. Это длинные мотки, которые удобно применять практически в любых условиях. Они хорошо гнутся одинаково удачно подходят для расплавления горелкой или паяльником.
Припой ПОС 60 в виде проволоки
- Трубка припой ПОС 60 с канифолью. Представлены в виде небольших трубок, которые сразу содержат в себе канифоль, специально подобранную для этого состава. Это позволяет более удобно проводить процесс спаивания, так как все необходимые расходные материалы будут находиться в одном месте.
Припой ПОС 60 с канифолью
- Лента. Металлическая лента, созданная из данного сплава. По свойствам и особенностям применения похожа на проволоку, так как в ней не содержится ни каких дополнительных элементов, к примеру, канифоли сосновой, но используется для более широких поверхностей.
Паяльная лента ПОС 60
Химический состав припой ПОС 60
Название элемента состава | Примерное содержание в припое, % |
Олово | 60 |
Свинец | 39-40 |
Сурьма | 0,05 |
Висмут | 0,01 |
Железо | 0,02 |
Никель | 0,02 |
Сера | 0,02 |
Физические свойства
Технические характеристики припоя ПОС 60
Марка | Температура плавления, °C | Плотность, грамм/см3 | Сопротивление удельное | Тепло-проводность | Сопротивление на разрыв | Удлинение относительное, % | Вязкость ударная, кгс/см2 | |
Начальная | Конечная | |||||||
ПОС 60 | 185 | 192 | 8,5 | 0,139 | 0,12 | 4,3 | 46 | 3,9 |
Сортамент и размеры
- Проволока
Диаметр проволоки, мм | Возможная погрешность, мм |
0,5 | 0,055 |
0,6 | 0,065 |
0,8 | 0,075 |
1 | 0,085 |
1,2 | 0,09 |
1,5 | 0,1 |
1,8 | 0,15 |
2 | 0,15 |
2,5 | 0,17 |
3 | 0,17 |
3,5 | 0,16 |
4 | 0,16 |
5 | 0,17 |
- Пруток
Величина диаметра, мм | 8 | 10 | 12 | 15 |
- Трубка
Наружный диаметр, мм | 1 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 5 |
- Лента
Ширина, мм | От 8 до10 | От 10 до 15 | ||||||
Толщина, мм | 0,8 | 1 | 1,5 | 2 | 2,5 | 3 | 4 | 5 |
Примеры расшифровки маркировки
Припой ПОС 60 2 мм и с другими размерами имеют в своем названии следующую информацию:
- ПОС – припой оловянно-свинцовый.
 Во всех марках этой серии содержится большинство количество свинца и олова, относительно других элементов.
Во всех марках этой серии содержится большинство количество свинца и олова, относительно других элементов. - 60 – количество содержания олова в этом составе.
Фирмы производители
На рынке можно встретить товары следующих компаний:
- КиевЦветМет;
- Manwell;
- «Технологические Линии»;
- Вадис-М;
- Укр-Спецсплав;
- Арсенал;
- Техноскрап;
- УкрИнтерсталь.
Как научиться паять
Чем сложнее цепь, тем больше соединений. При нарушении хотя бы одного контакта…
При составлении и монтаже электрической схемы может возникнуть необходимость соединения ее частей и элементов с помощью клемм, зажимов, вилок и розеток, упорных и резьбовых контактов и других специальных устройств, а также иногда просто скручивая оголенные концы соединительных проводов. Даже в простой электрической схеме фонарика таких соединений вы насчитали бы с десяток.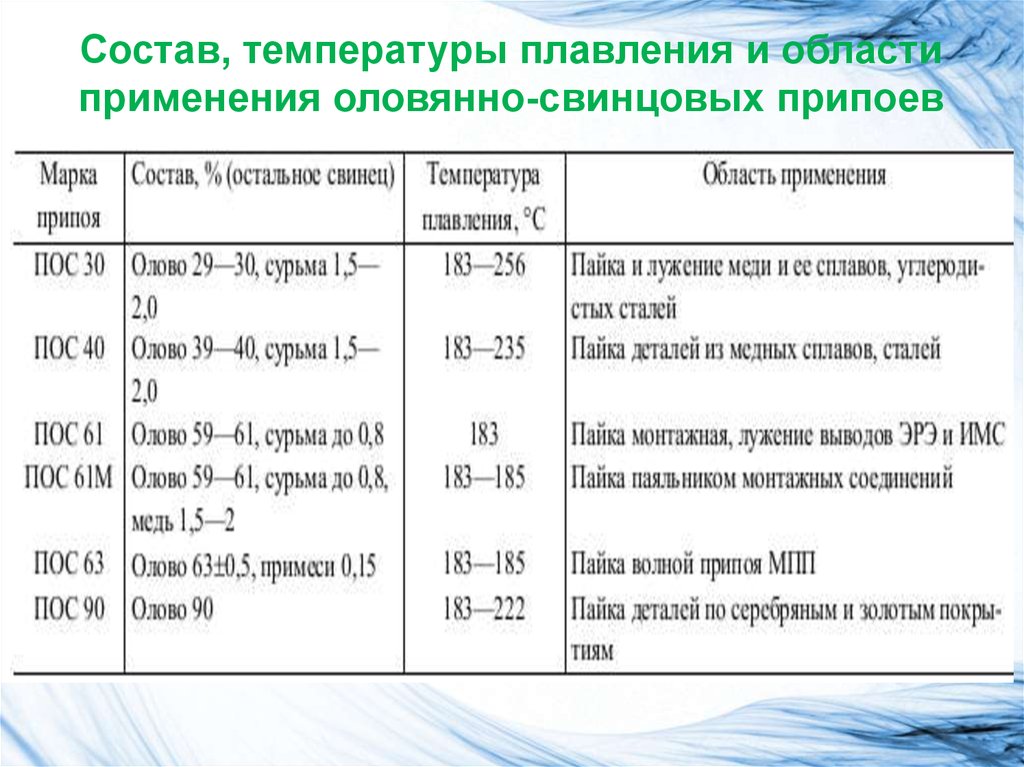
А электрические схемы бытовых электроприборов, магнитофонов, телевизоров содержат сотни и даже тысячи взаимосвязанных частей.
И каждое из этих соединений должно быть не только механически прочным, но и обеспечивать надежный электрический контакт.
Все не так просто. Если проводники в месте соединения неплотно прижаты друг к другу или если их поверхность покрыта пленкой оксидов, плохо проводящей электрический ток, то при кажущейся прочности соединения оно будет ненадежным. И вы уже знаете, что стоит только в одном месте цепи разорвать контакт, как прекратится ток и сделанное вами устройство перестанет работать.
Как обеспечить прочность и надежность многочисленных соединений элементов и деталей в сложных электрических цепях?
Одним из наиболее широко используемых способов такого соединения является пайка. При пайке поверхности соединяемых металлических деталей нагревают и затем покрывают расплавленным припоем – специальным легкоплавким сплавом. Припой заполняет пространство между соединяемыми проводниками и частично растворяется в них. Это обеспечивает после затвердевания припоя механическую прочность и хорошую электропроводность соединения.
Припой заполняет пространство между соединяемыми проводниками и частично растворяется в них. Это обеспечивает после затвердевания припоя механическую прочность и хорошую электропроводность соединения.
Для пайки деталей из олова, меди и латуни применяют припои, представляющие собой сплав олова со свинцом или олова со свинцом и висмутом. Наиболее распространены оловянно-свинцовые припои марок ПОС-40 и ПОС-60 (соответственно с 40- и 60-процентным содержанием олова), а также оловянно-свинцово-висмутовый припой ПОСВ-33. Припой ПОС-40 плавится при температуре 235°С, а ПОС-60 – при 183°С. Припой ПОСВ-33 имеет температуру плавления около 130°С – его применяют для пайки деталей и элементов, не допускающих перегрева .
Припой можно купить в магазинах электротоваров. В продажу поступает в виде стержней или проволоки диаметром 2-2,5 мм.
Поверхности припаиваемых деталей предварительно очищаются от грязи и оксидной пленки. Однако при нагреве во время пайки они снова могут покрыться тонким слоем оксидов, что сказывается на качестве соединения. Чтобы этого не произошло, применяйте при пайке флюсы – в составе средства, предохраняющие поверхность припаиваемых деталей от дальнейшего окисления. Самый распространенный флюс канифоль .
Чтобы этого не произошло, применяйте при пайке флюсы – в составе средства, предохраняющие поверхность припаиваемых деталей от дальнейшего окисления. Самый распространенный флюс канифоль .
Ваш основной инструмент при пайке электрических соединений паяльник . Познакомимся с его устройством и действием.
Паяльник электрический – Это “собрат” электрического утюга, плитки, чайника и других бытовых электронагревательных приборов. Действие таких устройств основано на выделении большого количества тепла при прохождении электрического тока. Основная часть паяльника представляет собой медный стержень с заостренным концом – «жало», вставленный в металлическую трубку, вокруг которой расположен нагревательный элемент (нихромовая спираль в оболочке из термостойкой изоляции – слюды или керамики ). Концы спирали нагревательного элемента соединены с изолированными медными проводами — шнуром, который выводится через полую пластиковую ручку и заканчивается вилкой. Сверху нагревательный элемент закрыт кожухом.
Сверху нагревательный элемент закрыт кожухом.
При включении паяльника в электрическую сеть ток проходит по нихромовой спирали и нагревает ее. Выделяемое тепло передается медному стержню, который нагревается до температуры 300 – 350°С. горячим жалом паяльника можно расплавить кусочки припоя и нагреть поверхности спаиваемых деталей до температуры, при которой осуществляется пайка.
Промышленность выпускает электрические паяльники различных форм и размеров. Многие из них рассчитаны на включение в сеть с напряжением 220 В.
Помимо опасности поражения электрическим током, опасность ожогов и пожаров таит в себе неосторожное обращение с паяльником. Металлический корпус и медный стержень паяльника нагреваются до высокой температуры. Это нужно помнить всегда. Держите нагретый паяльник только за пластиковую ручку. Необходимо следить за тем, чтобы виниловая изоляция проводов, по которым подается ток к паяльнику, случайно не касалась горячего корпуса или стержня, так как при таком контакте изоляция расплавится и может произойти короткое замыкание.
В промежутках между пайками ставить паяльник можно только на основу из негорючего материала: асбеста, керамики и т.п. Но лучше сделать для паяльника специальную подставку, предусмотрев в ней не только место для его удобного расположения, но и небольшие углубления для необходимых для пайки материалов – припоя и канифоли.
Нельзя игнорировать тот факт, что образующиеся при пайке пары припоя и флюса оказывают вредное воздействие на организм человека. Поэтому нельзя непрерывно паять длительное время, а в перерывах не забывать хорошо проветривать помещение.
Перед пайкой устройство необходимо подготовить к работе. С помощью напильника его рабочую часть — жало — нужно сточить под углом 30 — 45° и зачистить. Затем его необходимо залудить.
Для этого включите в сеть паяльник и, когда он немного нагреется (через 1-2 минуты), покройте жало слоем флюса, прижав его к кусочку канифоли. Растекаясь по поверхности жала, канифоль предохраняет его от окисления при дальнейшем нагреве.
Обратите внимание, что перегрев паяльника перед покрытием жала канифолью недопустим. Если все же по какой-либо причине паяльник перегрелся и защищаемая его часть покрылась темно-синим налетом окиси меди, то его следует выключить, охладить и снова очистить, а затем приступить к лужению сначала.
Металлические поверхности, подготовленные к пайке, должны быть тщательно очищены от окислов и жиров и залужены. Зачищают места пайки ножом, наждачной бумагой или напильником. При лужении сначала на поверхность металла наносят слой флюса, а затем горячим паяльником с небольшим количеством припоя на жале несколько раз вдоль луженой поверхности, помогая припою растекаться и увлажняя его тонким и равномерным слоем. слой.
При пайке монтажных соединений на место соединения сначала наносится слой флюса. Затем на это место одновременно наносится припой и жало паяльника. Паяльную планку держат в левой руке (лучше держать пинцетом, чтобы не обжечь пальцы, так как она тоже нагревается при пайке), а ручку паяльника – в правой.
Паяльную планку держат в левой руке (лучше держать пинцетом, чтобы не обжечь пальцы, так как она тоже нагревается при пайке), а ручку паяльника – в правой.
Для быстрого прогрева места соединения до температуры плавления припоя паяльник сначала прикладывается не острием жала, из которого течет припой, а плашмя, чтобы площадь контакта была наибольшей. Подержав паяльник в таком положении не более секунды, припой распределяют жалом по всей поверхности стыка.
Расплавленный припой можно переносить на место пайки и жала паяльника. Для этого его предварительно окунают на доли секунды в канифоль и помещают в коробку на подставке каплю припоя. Количество припоя, необходимое для пайки, должно быть минимальным. Припой должен заполнить соединение со всех сторон.
При пайке большое значение имеет уход за паяльником. Поверхность его жала должна быть гладкой, без нагара (окиси) и хорошо залуженной. Паяльник следует разогреть до необходимой температуры, в зависимости от марки припоя. Нормальным считается температурный режим, когда припой быстро плавится, но не стекает с жала паяльника; канифоль не сгорает мгновенно, а остается на жале в виде кипящих капель.
Нормальным считается температурный режим, когда припой быстро плавится, но не стекает с жала паяльника; канифоль не сгорает мгновенно, а остается на жале в виде кипящих капель.
Недопустим перегрев паяльника, так как это приводит к окислению жала и появлению на нем раковин. Но работать с недостаточно нагретым паяльником тоже нельзя: соединения получаются непрочными и ненадежными.
Теперь, учитывая все наши советы и рекомендации, потренируйтесь в пайке, соединяя отрезки медных проводов диаметром 0,8 – 1,5 мм этим методом.
Сначала снимите изоляцию с концов проводников. Затем ножом зачистить концы на длину 8 – 10 мм и залудить. После этого приложите концы проводников друг к другу и припаяйте. При качественной пайке припой покрывает место соединения ровным слоем с гладкой и блестящей поверхностью. Неровная и зернистая поверхность стыка является признаком недостаточного нагрева спаиваемых деталей.
Пайка различных фигур из кусков медной проволоки может быть хорошим учебным упражнением в практическом освоении пайки.
См. также: Индукционные паяльные станции
Рецептура кислого шортенинга Zerotrans и маргарина и другого пищевого жира с продуктом из масличной пальмы
АННОТАЦИЯ:
Из плодов масличной пальмы получают два вида масла. Мякоть
дает 20–22% пальмового масла (C16:0 44%, C18:1 39%, C18:2
10%). Это составляет около 90% от общего выхода нефти. Другой
10%, полученный из ядра, представляет собой масло с лауриновой кислотой, похожее на кокосовое масло
. Пальмовое масло является полутвердым, и большая часть ежегодного производства около 14 миллионов тонн в Малайзии
фракционируется с получением пальмового олеина, который широко используется для промышленного жарения, и
ценного твердого пальмового масла. Доступны различные сорта последних
. Формулы были разработаны путем прямой смеси-
Переэтерификация и переэтерификация пальмового масла и пальмоядрового масла до
производят шортенинги и маргарины с использованием гидрогенизированных жиров до
, придавая требуемую консистенцию. Продукты, которые включают эти рецептуры
Продукты, которые включают эти рецептуры
, – это шортенинги для тортов, ванаспати (для индийского субконтинента
), мягкие и кирпичные маргарины, маргарины для кондитерских изделий и спреды с пониженным содержанием жира
. Другое пищевое использование пальмовых продуктов в растительно-жировом льду
сливках и сыре, салатных маслах, в качестве стабилизатора арахисового масла и в
кондитерские жиры кратко обсуждаются здесь.
Бумага №. J11149 в
JAOCS 82
,
775–782 (ноябрь 2005 г.).
КЛЮЧЕВЫЕ СЛОВА:
Жиры кондитерские, жиры для жарки, маргарины, пальмовое
масло, пальмовый олеин, пальмовый стеарин, шортенинги, нуль-
A
ряд национальных и международных органов обязались
дать рекомендации по сокращению рациона питания
транс
FA, насколько это возможно. В этой статье рассматриваются рецептуры продуктов, в которых
В этой статье рассматриваются рецептуры продуктов, в которых
пальмовое масло используется в качестве
транс
источника твердого жира, не содержащего жирных кислот, необходимого во многих пищевых продуктах
. Доказательства эффективности предоставляются там, где они доступны по номеру
.
Продукты пальмового масла двоякие. Масло из
мякоти представляет собой пальмовое масло, тогда как из семян получается пальмоядровое масло в количестве
, которое составляет примерно 10 % от количества пальмового масла. Пальмовое масло само по себе полу-
твердое вещество в умеренной среде, с профилем твердого жира в зависимости от температуры
, очень похожим на масло. Когда дают кристаллизоваться, например,
, при 22°C, 20–30% компонентов с более высокой температурой плавления
кристаллизуются и могут быть легко разделены с получением пальмового олеина и пальмового стеарина
. Выход и свойства стеарина варьируются в диапазоне
Выход и свойства стеарина варьируются в диапазоне
, который зависит от параметров процесса и эффективности разделения
. Типичное содержание твердых веществ в этих продуктах показано 9.0003
в Таблице 1. Молочный жир включен для сравнения.
Содержание твердого жира (SFC) в пальмовом масле явно делает его
кандидат в качестве основного компонента шортенингов маргаринов и
спредов, тогда как стеарин является полезным твердым сырьем. Кроме того,
пальмовый олеин и пальмовое масло устойчивы к окислению и поэтому широко используются в качестве долгоживущей среды для жарки. Все это возможно без гидрирования.
Подходящие рецептуры с использованием продуктов пальмового масла определены
, полученный прямым смешиванием с другими маслами. Однако смеси
, содержащие большое количество пальмового масла, несколько медленнее кристаллизуются и могут вызывать трудности при непрерывной фасовке
. Эта тенденция обусловлена структурой глицеридов, и ее можно преодолеть путем увеличения времени пребывания в скребковых поверхностях
Эта тенденция обусловлена структурой глицеридов, и ее можно преодолеть путем увеличения времени пребывания в скребковых поверхностях
торцевых теплообменников (1). В качестве альтернативы использовалась переэтерификация
подходящих смесей, которая имеет некоторые преимущества. Интер-
этерификация имеет репутацию компании с большими потерями из-за
омыления, что отрицательно сказывается на экономике процесса. Потери можно свести к минимуму, внимательно следя за условиями процесса
. Важные факторы были перечислены Р.
Куком в лекции под названием «Управление процессами и безопасностью»
, прочитанной в Обществе химической промышленности, Лондон, ноябрь
9 2000 года.0003
, что лучше всего делать путем энергичного барботирования масла нитрогеном
при повышенной температуре. Целью должен быть уровень воды
0,01% FFA, а PV также должен быть как можно ниже.
Потери могут примерно в 10 раз превышать вес используемого катализатора метоксида натрия
, поэтому его также следует поддерживать на низком уровне. Наконец, реакцию следует останавливать лимонной кислотой, а не водой.
Любые потери
компенсируются за счет разницы в стоимости между пальмовым стеарином
и другие масла. Например, цены на нефть в декабре 2004 года составили
долл. США 445 долл. США для CIF Rotterdam, 458 долл. США для Palm Olein
CIF Rotterdam,
US 408 для Palm Stearin Cif Rotterdam,
US 543 долл. и 710 долларов США за рапсовое масло
, голландское франко-завод.
Типичные характеристики большей части пальмового масла, стеарина и олеина
, которые в настоящее время экспортируются из Малайзии, показаны в таблице 2.
В книге по истории маргаринов, опубликованной в 1969
, к столетию своего изобретения, Т.