Температура плавления пср 45: Серебряные припои / ГОСТы / Завод припоев Новосибирск, олово, припой, припои, свинец, сплав, сплавы, цинк, баббиты
alexxlab | 09.01.1970 | 0 | Разное
Серебряные припои / ГОСТы / Завод припоев Новосибирск, олово, припой, припои, свинец, сплав, сплавы, цинк, баббиты
Припои на основе серебра – оптимальное решение для создания прочного, надежного и обладающего хорошей электропроводностью шва. В чистом виде благородный металл использовать для пайки невозможно. Он слишком пластичен и имеет очень высокую температуру плавления. Поэтому в припои добавляют другие металлы, чаще всего медь или цинк. Благодаря добавкам температура плавления понижается, а, следовательно, уменьшается расход энергии и времени на пайку.
Среди достоинств серебряных припоев следует выделить отличные прочностные качества получаемых швов, устойчивость к окислению, механическим и вибрационным воздействиям.
Количество марок серебряных припоев настолько велико, что подобрать состав можно практически для любых задач по пайке различных металлов.
Содержание серебра в припое
Количество серебра в припое регламентируется требованиями ГОСТ. В маркировке продукции присутствует цифровое обозначение, указывающее на процент благородного металла в сплаве. Припои с большим содержанием серебра (50-70%) применяют для создания швов с большой электропроводностью, сплавы с меньшим количеством серебра рекомендуются для соединения деталей, которые не подвергаются значительному нагреву при эксплуатации. Сплавы с низким содержанием Ag наиболее востребованы в машиностроении для создания швов высокой твердости. Радиолюбители в основном пользуются славами с пониженным содержанием серебра (всего около 2%).
В маркировке продукции присутствует цифровое обозначение, указывающее на процент благородного металла в сплаве. Припои с большим содержанием серебра (50-70%) применяют для создания швов с большой электропроводностью, сплавы с меньшим количеством серебра рекомендуются для соединения деталей, которые не подвергаются значительному нагреву при эксплуатации. Сплавы с низким содержанием Ag наиболее востребованы в машиностроении для создания швов высокой твердости. Радиолюбители в основном пользуются славами с пониженным содержанием серебра (всего около 2%).
Бюджетные марки серебряных припоев
Припой ПСр-10 содержит всего 10% серебра. Такой припой применяют для создания твердых швов, выдерживающих температуру до 800 градусов. В качестве спаиваемых материалов могут выступать сталь и сплавы цветных металлов, в том числе латунь с высоким содержанием меди.
Припои с содержанием серебра 12% применяют для спайки латуни (с содержанием меди до 58%) и меди.
Продукция с содержанием серебра 25% позволяет получить чистый шов, однако, с не самыми высокими прочностными качествами.
Припои со средним количеством серебра
Серебряный припой, содержащий 40% серебра, позволяет получить прочный и пластичный шов. Чаще всего такой состав применяют для соединения подвижных деталей, поскольку шов может подвергаться деформации после застывания, не теряя целостности.
Припой ПСр-45 рекомендован для спайки стыков значительной толщины (до 3 мм). Швы получаются прочными, устойчивыми к ударным и вибрационным нагрузкам, не трескаются и не окисляются
Припои с большим процентным содержанием серебра
Припой, содержащий 65% благородного металла, используют для соединения пильных полотен. Сплав с содержанием серебра 70% часто используют для пайки узлов в электронике. Благодаря высокой электропроводности металла такой припой не нарушает проводимость проводов при пайке.
В ювелирном деле нашли применение припои с содержанием серебра 70-80%.
Выбор флюса для пайки
Чтобы шов получился максимально чистым и прочным, перед пайкой поверхность обрабатывают флюсами.
- очистка поверхности;
- уменьшение окисления состава;
- снижение поверхностного напряжения металла;
- увеличение прочности соединения.
ГОСТ 19738-74
Постановлением Государственного комитета стандартов Совета Министров СССР от 26.04.74 №1015 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 31.01.85 №241
1. Настоящий стандарт распространяется на серебряные припои общего назначения и устанавливает марки припоев.
Коды ОКП марок серебряных припоев приведены в приложении 3.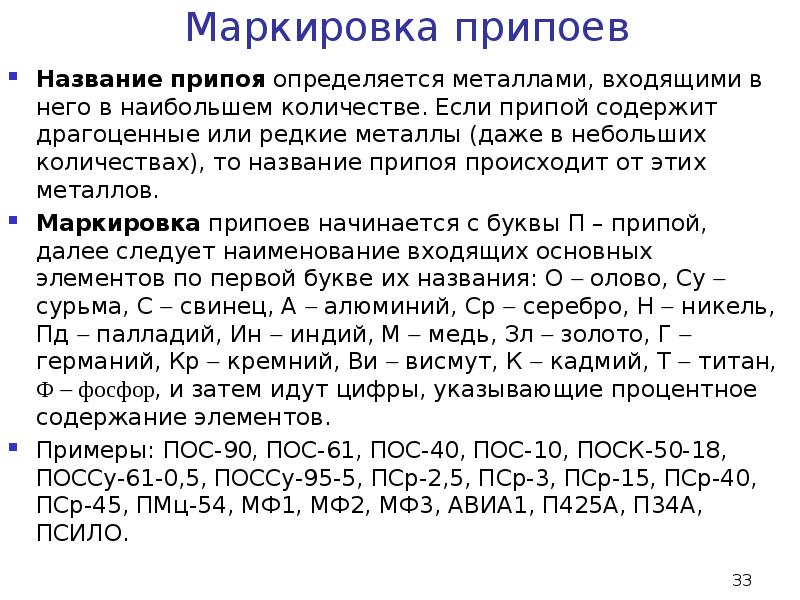 (Измененная редакция, Изм. №1).
(Измененная редакция, Изм. №1).
2. Марки и химический состав серебряных припоев должны соответствовать указанным в таблице.
3. Примерное назначение серебряных припоев указано в приложении 1
4. Данные по температурам плавления, плотности и удельном электрическому сопротивлению серебряных припоев приведены в приложении 2.
Марка припоя | Химический состав, % | |||||||||||||
Серебро | Медь | Цинк | Олово | Марганец | Сурьма | Фосфор | Кадмий | Никель | Свинец | Примеси не более | ||||
Железа | Сумма определяемых примесей | |||||||||||||
ПСр 72 | 72+0,5 | Остальное | — | — | — | — | — | — | — | — | 0,005 | 0,10 | 0,005 | 0,10 |
ПСр 71 | 71+0,5 | Остальное | — | — | — | — | 1,0+0,2 | — | — | — | 0,15 | 0,005 | 0,15 | |
ПСр 70 | 70+0,5 | 26,0+0,5 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСрМО 68-27-5 | 68+0,5 | Остальное | — | 5,0+0,5 | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 65 | 65+0,5 | 20,0+0,5 | Остальное | — | — | — | — | — | — | 0,100 | 0,10 | 0,005 | 0,15 | |
ПСр 62 | 62+0,5 | 28,0+1,0 | — | Остальное | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 50 | 50,0+0,5 | Остальное | — | — | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 50 Кд | 50,0+0,5 | 16,0+1,0 | 16,0+1,0 | — | — | — | — | Остальное | — | — | 0,100 | 0,10 | 0,005 | 0,15 |
ПСрКдМ 50-34-16 | 50,0+0,5 | Остальное | — | — | — | — | — | 31,0+1,0 | — | — | 0,05 | 0,15 | 0,005 | 0,15 |
ПСр 45 | 45,0+0,5 | 30,0+0,5 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСрМЦКд 45-15-16-24 | 45+0,5 | Остальное | 16,0+1,0 | — | — | — | — | 24,0+1,0 | — | — | 0,150 | 0,15 | 0,005 | 0,15 |
ПСр 40 | 40,0+1,0 | 16,7+0,7 | 17,0+0,8 | — | — | — | — | Остальное | 0,3+0,2 | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 37,5 | 37,5+0,3 | Остальное | 5,5+0,5 | — | 8,2+0,3 | — | — |
— | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 25 | 25,0+0,3 | 40,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 25Ф | 25,+0,3 | Остальное | — | — | — | — | 5,0+0,5 | — | — | — | 0,010 | 0,15 | 0,010 | 0,15 |
ПСр 15 | 15,0+0,5 | Остальное | — | — | — | — | 4,8+0,3 | — | — | — | 0,100 | 0,05 | 0,010 | 0,15 |
ПСр 12М | 12,0+0,3 | 52,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,05 | 0,15 |
ПСр 10 | 10,0+0,3 | 53,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,05 | 0,15 |
ПСрО 10-90 | 10,0+0,5 | — | — | Остальное | — | — | — | — | — | — | 0,200 | 0,15 | 0,010 | 0,30 |
ПСрОСу 8 (ВПр-6) | 8,0+0,5 | — | — | Остальное | — | 7,5+0,5 | — | — | — | — | 0,200 | 0,20 | 0,015 | 0,40 |
ПСрМО 5(ВПр-9) | 5,0+0,5 | 2,0+0,5 | — | То же | — | 1,0+0,2 | — | — | — | — | 0,200 | 0,20 | 0,015 | 0,40 |
ПСрОС 3,5-95 | 3,5+0,4 | — | — | « | — | — | — | — | — | 1,0+0,3 | — | 0,15 | 0,010 | 0,15 |
ПСр 3 | 3,0+0,3 | — | — | — | — | — | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
ПСрО 3-97 | 3,0+0,3 | — | — | Остальное | — | — | — | — | — | — | 0,200 | 0,15 | 0,010 | 0,30 |
ПСрОС 3-58 | 3,0+0,4 | — | — | 57,8+1,0 | — | 0,5+0,3 | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
ПСр 3Кд | 3,0+0,5 | — | 1,0+0,5 | — | — | — | — | Остальное | — | — | 0,200 | 0,10 | 0,010 | 0,30 |
ПСр 2,5 | 2,5+0,3 | — | — | 5,5+0,5 | — | — | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
ПСр 2,5С | 2,5+0,2 | — | — | — | — | — | — | — | — | То же | — | 0,15 | 0,010 | 0,15 |
ПСр 2 | 2,0+0,3 | — | — | 30,0+1,0 | — | — | — | 5,0+0,5 | — | « | — | 0,15 | 0,010 | 0,15 |
ПСрОС 2-58 | 2+0,3 | — | — | 58,8+1,0 | — | 0,5+0,3 | — | — | — | « | — | 0,15 | 0,010 | 0,15 |
ПСр 1,5 | 1,5+0,3 | — | — | 15,0+1,0 | — | — | — | — | — | « | — | 0,15 | 0,010 | 0,15 |
ПСр 1 | 1,0+0,2 | — | — | 35,0+1,0 | — | 0,9+0,4 | — | 2,5+0,5 | — | « | — | 0,15 | 0,010 | 0,15 |
Примечания:
1. В обозначении марок припоев буквы означают: П – припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
В обозначении марок припоев буквы означают: П – припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
2. Содержание цинка в сплавах ПСр 72 и ПСр 50 должно быть не более 0,007%.
Приложение 1
Рекомендуемое
Марка припоя | Область применения |
ПСр 72; ПСр 71; ПСр 62; ПСр 50Кд; ПСр 50; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 | Лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильберта, латуней и бронз. |
ПСр 72 | Пайка железониклевого сплава с посеребренными деталями из стали. |
ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М | Пайка стали с медью, никелем, медными и медно-никелевыми сплавами. |
ПСр 72; ПСр 62 | Пайка меди с никелированным вольфрамом. |
Пайка титана и титановых сплавов с нержавеющей сталью | |
ПСр 37,5 | Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями. |
ПСр 40 | Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз. |
ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-97; ПСрОС 3-58; ПСрОС 2-58; ПСр2; ПСр 1,5. | Пайка и лужение меди, никеля, медных и медно-никлевых сплавов с посеребренной керамикой, пайка посеребренных деталей. |
ПСр 3; ПСр 2; ПСр 1,5 | Пайка меди и никеля со стеклоэмалью и керамикой. |
ПСр 72; ПСр 70; ПСр 65; ПСр 45; ПСр 25; ПСр 15; ПСр 2 | Пайка и лужение ювелирных изделий. |
ПСр 71; ПСр 25Ф; ПСр 15 | Самофлюсующийся припой для пайки меди с бронзой, меи с медью, бронзы с бронзой. |
ПСр 3Кд | Пайка меди, медных сплавов и сталей по свеженанесенному медному гальваническому покрытию не менее 10 мкм. |
ПСрМо 68-27-5; ПСрКдМ 50-34-16; ПСрМЦКд 45-15-16-24; ПСр 3; ПСр 2,5 | Пайка и лужение цветных металлов и сталей. |
ПСр 1 | Пайка и лужение серебряных деталей |

Приложение 2
Справочное
Данные по температуре плавления, плотности и удельному электрическому сопротивлению серебряных припоев
Марка припоя | Плотность кг/м3 | Температура плавления, К(оС) | Удельное электрическое сопротивление 10-3 Ом м | |
Верхняя критическая точка | Нижняя критическая точка | |||
ПСр 72 | 10000 | 1052 (779) | 1052 (779) | 2,1 |
ПСр71 | 9800 | 1068 (795) | 918 (654) | 4,3 |
ПСр70 | 9800 | 1043 (770) | 988 (715) | 4,1 |
ПСрМО 68-27-5 | 9900 | 1038 (765) | 928 (655) | 14,0 |
ПСр 65 | 9450 | 995 (722) | 968 (695) | 8,6 |
ПСр 62 | 9600 | 996 (723) | 923 (650) | 25,5 |
ПСр 50 | 9300 | 1133 (860) | 1052 (779) | 2,5 |
ПСр 50 Кд | 9250 | 913 (640) | 898 (625) | 7,8 |
ПСрМЦКд 45-15-16-24 | 9400 | 888 (615) | 888 (615) | 6,5 |
ПСрКдМ 50-34-16 | 9600 | 958 (685) | 903 (630) | 5,8 |
ПСр 45 | 9100 | 1003 (730) | 938 (665) | 10,0 |
ПСр 40 | 9250 | 883 (610) | 863 (590) | 7,0 |
ПСр 37,5 | 8900 | 1083 (810) | 998 (725) | 37,2 |
ПСр 25 | 8700 | 1048 (775) | 1013 (740) | 7,7 |
ПСр 25Ф | 8300 | 998 (725) | 918 (645) | 18,6 |
ПСр 15 | 8500 | 1083 (810) | 913 (640) | 20,7 |
ПСр 12М | 8300 | 1103 (830) | 1066 (793) | 7,4 |
ПСр 10 | 8400 | 1123 (850) | 1095 (822) | 7,1 |
ПСрО 10-90 | 7600 | 553 (280) | 494 (221) | 12,9 |
ПСрОСу 8 (ВПР-6) | 7400 | 523 (250) | 508 (235) | 19,7 |
ПСрМО 5(ВПР-9) | 7400 | 513 (240) | 488 (215) | 15,3 |
ПСрОС 3,5-95 | 7400 | 497 (224) | 493 (220) | 12,3 |
ПСр 3 | 11400 | 588 (315) | 577 (304) | 20,4 |
ПСр 3-97 | 7400 | 498 (225) | 494 (221) | 12,5 |
ПСрОС 3-58 | 8600 | 463 (190) | 453 (180) | 14,5 |
ПСр 3Кд | 8700 | 615 (342) | 587 (314) | 8,0 |
ПСр 2,5 | 11000 | 573 (300) | 568 (295) | 21,4 |
ПСр 2,5С | 11300 | 579 (306) | 577 (304) | 20,7 |
ПСр 2 | 9500 | 511 (238) | 508 (235) | 16,7 |
ПСрОС 2-58 | 8500 | 456 (183) | 456 (183) | 14,1 |
ПСр 1,5 | 10400 | 553 (280) | 546 (273) | 19,1 |
ПСр 1 | 9400 | 508 (235) | 498 (225) | 26,0 |
Приложение 3
Справочное
Марка припоя | Код ОКП | Марка припоя | Код ОКП |
ПСр 72 | 17 5232 0006 | ПСр 12М | 17 5232 0004 |
ПСр 71 | 17 5232 0007 | ПСр 10 | 17 5232 0005 |
ПСр 70 | 17 5232 0001 | ПСрО 10-90 | 17 5232 0020 |
ПСрМО 68-27-5 | 17 5232 0008 | ПСрОСу 8 (ВПР-6) | 17 5232 0021 |
ПСр 65 | 17 5232 0002 | ПСрМО 5(ВПР-9) | 17 5232 0022 |
ПСр 62 | 17 5232 0010 | ПСрОС 3,5-95 | 17 5232 0023 |
ПСр 50 | 17 5232 0011 | ПСр 3 |
|
ПСр 50 Кд | 17 5232 0012 | ПСр 3-97 | 17 5232 0024 |
ПСрКдМ 50-34-16 | 17 5232 0013 | ПСрОС 3-58 | 17 5232 0025 |
ПСр 45 | 17 5232 0014 | ПСр 3Кд | 17 5232 0009 |
ПСрМЦКд 45-15-16-24 | 17 5232 0015 | ПСр 2,5 | 17 5232 0026 |
ПСр 40 | 17 5232 0016 | ПСр 2,5С | 17 5232 0027 |
ПСр 37,5 | 17 5232 0017 | ПСр 2 | 17 5232 0028 |
ПСр 25 | 17 5232 0003 | ПСрОС 2-58 | 17 5232 0029 |
ПСр 25Ф | 175232 0018 | ПСр 1,5 | 17 5232 0030 |
ПСр 15 | 17 5232 0019 | ПСр 1 | 17 5232 0031 |
Припои и флюсы / Кустарь
Стандартные серебряные припои
Серебряные припои — это обычно сплавы из серебра, меди и цинка. Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
В таблицах приведены состав и свойства серебряных припоев, применяемых в настоящее время в приборостроении:
Состав
| Марки и их обозначения | Химический состав | ||||||
|---|---|---|---|---|---|---|---|
| Ag | Cu | Примеси | Zn | ||||
| нормальное содержание в % | допуск в % | нормальное содержание в % | допуск в % | Pb не более в % | всего не более в % | ||
| ПСр-10 | 10 | ±0,3 | 53 | ±1 | 0,5 | 1 | Остальное |
| ПСр-12 | 12 | ±0,3 | 36 | ±1 | 0,5 | 1 | |
| ПСр-25 | 25 | ±0,3 | 40 | ±1 | 0,5 | 1 | |
| ПСр-45 | 45 | ±0,5 | 30 | ±0,5 | 0,3 | 0,5 | |
| ПСр-65 | 65 | ±0,5 | 20 | ±0,5 | 0,3 | 0,5 | |
| ПСр-70 | 70 | ±0,5 | 26 | ±0,5 | 0,3 | 0,5 | |
Свойства
| Марки и их обозначения | Температура плавления в °С | Температура пайки в °С | Удельный вес в литом состоянии | Электропроводность в % (медь — 100%) |
|---|---|---|---|---|
| ПСр-10 | 820 | 870 | 8,55 | 20,5 |
| ПСр-12 | 875 | — | 8,5 | — |
| ПСр-25 | 765 | — | 8,9 | — |
| ПСр-45 | 675 | 745 | 9,15 | 24,4 |
| ПСр-65 | 740 | — | 9,6 | — |
| ПСр-70 | 780 | 775 | 9,8 | 77,1 |
1. Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
2. Химический состав припоев дан согласно ОСТ 2982.
Припой ПСр-10 содержит 10% серебра — практически наименьшее количество в припое для твердой пайки. Он может служить для соединения деталей из стали и цветных сплавов, нагревающихся при работе до температуры 800°С, как, например, для пайки примусных горелок. Его применение целесообразно, когда детали в последующем подвергаются термообработке при сравнительно высоких температурах, не превышающих, однако, температуры плавления припоя. Припой ПСр-12 применяют для пайки латуней с содержанием меди 58% и более.
Для тонких работ, когда требуется особая чистота места спая, применяют припой ПСр-25. Однако шов из ПСр-25 плохо выдерживает ударные нагрузки и при стыковых соединениях дает трещины. Поэтому стыки деталей толщиной до 3 мм надежнее соединять припоем ПСр-45, который содержит значительно больше серебра, чем предыдущие. Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Припой ПСр-65 применяют для пайки ленточных пил, а ПСр-70 — для пайки проводов в тех случаях, когда важно, чтобы места спая не уменьшали резко электропроводность.
Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины. Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски. Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя.
Оставшиеся после пайки короткие прутки, которые уже нельзя держать руками, подпаивают к другим пруткам или на латунную проволоку с тем, чтобы использовать их до конца.
Для соединения мелких тонких деталей, требующих небольшого количества припоя, рекомендуется применять полоски шириной 0,5—3 мм.
Промежуточные припои для специальных работ
При пайке сложных узлов и деталей в точном приборостроении чаще всего пользуются серебряными припоями, указанными таблице выше.
Следует отметить, однако, что в последнее время эти серебряные припои не в полной мере удовлетворяют требованиям производства. В сложных по конструкции узлах требуется ступенчатая твердая пайка, которую при использовании газовой горелки нельзя производить одним припоем, так как запаянные ранее узлы вследствие близкого расположения швов друг от друга распаиваются при нагревании. Поэтому появилась потребность в промежуточном припое, который имел бы температуру плавления 500—600°С. Такой припой был разработан и получен в лабораторных условиях и при испытании дал хорошие результаты. Пайка узлов значительно облегчилась. Состав нового припоя следующий:
серебра — 30%
цинка — 16,7%
меди — 20%
кадмия — 33,3%
Температура плавления 500—560°С. Применяется этот припой только для пайки изделий, не подвергающихся вибрациям, так как он хрупок.
Применяется этот припой только для пайки изделий, не подвергающихся вибрациям, так как он хрупок.
При тщательной рихтовке длинных труб после пайки их припоем ПСр-45 в местах пайки по шву получались трещины. Чтобы не допустить возникновения трещин, был разработан другой специальный припой следующего состава:
серебра — 52%
меди — 28%
цинка — 20%
Этот припой очень жидкотекуч; швы, спаянные им, выдерживают неоднократные вибрационные нагрузки. Он хорошо зарекомендовал себя при сложных пайках с последующими рихтовальными работами вблизи швов.
Приготовление флюсов
Большое значение для пайки металлов имеют флюсы. Флюс очищает соединяемые поверхности от грязи, растворяет или восстанавливает окисные пленки на них, защищает металл от окисления во время пайки. Другое важное назначение флюсов — понизить поверхностное натяжение в жидком металле (расплавленном припое). Увеличение под влиянием флюсов жидкотекучести припоя и смачиваемости металла припоем значительно улучшает качество пайки. Флюсы нужно подбирать таким образом, чтобы они не оказывали вредного химического воздействия на поверхность металла и не растворялись в нем.
Флюсы нужно подбирать таким образом, чтобы они не оказывали вредного химического воздействия на поверхность металла и не растворялись в нем.
В приводимой ниже таблице указаны важные для пайки физические свойства некоторых флюсов.
Физические свойства некоторых флюсов:
| Свойства | B2O3 | Na2B3O7 10H2O |
LiF | KF | NaF | CaF2 | LiCl | KCl | CaCl2 | NaCl |
| Температура плавления в °С |
577 | 741 | 842 | 846 | 988 | 1375 | 606 | 768 | 775 | 800 |
| Температура кипения | — | — | 1676 | 1505 | 1695 | — | 1382 | 1417 | — | 1439 |
| Теплота образования в больших калориях | 282 | — | 144,7 | 134 | 136 | 289 | 92 | 105,6 | 191 | 97,7 |
| Удельный вес | 1,8 | — | 2,6 | 2,4 | 2,7 | 3,16 | 2,1 | 2,8 | 2,15 | 2,2 |
Таблица заимствована из книги Г. И. Погодина-Алексеева «Теория сварочных процессов», Машгиз, 1945.
И. Погодина-Алексеева «Теория сварочных процессов», Машгиз, 1945.
При пайке с помощью газовой горелки в качестве флюса обычно применялась прокаленная бура, которая вводилась в место спая в виде порошка. Однако этому флюсу присущ серьезный недостаток: имея высокую температуру плавления, он долго сохраняет порошкообразное состояние и поэтому легко сдувается с соединяемых поверхностей пламенем газовой горелки, в результате чего появляется необходимость дополнительной обработки поверхности деталей и мест спая.
Чтобы флюс оставался на спаиваемой поверхности, буру кипятят в воде, затем кистью наносят полученный раствор на места соединения и дают ему высохнуть. На поверхности остается плотно прилегающий к металлу белый слой буры, который не дает окисляться ранее зачищенным местам пайки.
Однако при пайке мелких деталей, требующих высокой точности, паяльщики неохотно пользуются этим флюсом, так как высокая температура плавления буры усложняет работу. Так, например, при пайке припоем ПСр-45, имеющим более низкую температуру плавления, чем бура, может произойти зашлакование флюса.
В результате многочисленных опытов в настоящее время разработан и применяется флюс в виде жидкой пасты, замешенной на воде или спирте (лучше на спирте), который имеет следующий состав:
буры — 50%
борной кислоты — 35%
фтористого калия — 15%
Технология приготовления флюса такова:
1) обезводить фтористый калий на противне из нержавеющей стали при температуре 250° С в течение 4—5 час;
2) отвесить компоненты флюса согласно рецептуре, тщательно перемешать их и расплавить;
3) размешать расплавленный флюс фарфоровым или стальным стержнем и вылить на стальную плиту;
4) разбить флюс на куски и размолоть в фарфоровой шаровой мельнице до состояния пудры;
5) просеять через сито № 0,25—0,14 и собрать в стеклянную банку с притертой или резиновой пробкой, так как флюс гигроскопичен.
Использование этого флюса дает неплохие результаты.
При нагреве примерно до 600°С флюс расплавляется, образуя очищенное место для припоя. Припой не растекается по всей поверхности, а остается только там, где был раньше нанесен слой флюса. Чем ровней и аккуратней будет нанесен флюс на спаиваемую поверхность, тем больше можно сэкономить припоя.
Припой не растекается по всей поверхности, а остается только там, где был раньше нанесен слой флюса. Чем ровней и аккуратней будет нанесен флюс на спаиваемую поверхность, тем больше можно сэкономить припоя.
Для пайки деталей, у которых при зачистке торцевых соединений в местах заполнения зазоров по шву не должно быть в припое никаких раковин, применяется специальный флюс, состоящий из равных частей тетрафторбората калия, фтористого калия и борной кислоты.
Необходимый для приготовления этого флюса тетрафторборат калия приготовляют двумя способами.
Способ I. В платиновую чашку помещают фтористый калий и растворяют в 20%-ной плавиковой кислоте. При этом протекает реакция:
KF+HF=KHF2
Расчет необходимого количества данных компонентов производится по молекулярному весу в соответствии с реакцией. По растворении фтористого калия полученный раствор выпаривают на песчаной бане до образования кристаллов калия фтористого кислого (KHF2), которые вместе с раствором охлаждают. Затем кристаллы отделяют от раствора при помощи воронки Бюхнера, промывают их 2—3 раза спиртом и сушат.
Затем кристаллы отделяют от раствора при помощи воронки Бюхнера, промывают их 2—3 раза спиртом и сушат.
После этого приготовляют концентрированный раствор борной кислоты, который помещают в платиновую чашку, и при помешивании прибавляют к нему ранее полученную сухую соль калия фтористого кислого.
При этом протекает следующая реакция:
2KHF2+H3BО3=KBF4+КОН+2Н2O
Расчет необходимого количества данных компонентов производится по молекулярному весу в соответствии с реакцией. Полученный раствор выпаривают на песчаной бане до образования осадка тетрафторбората калия (KBF4), который вместе с раствором охлаждают, а затем отделяют от раствора при помощи воронки Бюхнера, промывают несколько раз дистиллированной водой и сушат в сушильном шкафу при температуре 100°С в течение 45—60 мин.
Способ II. В платиновой чашке или в стеклянном стакане, покрытом внутри парафином, растворяют борную кислоту в 20%-ном растворе плавиковой кислоты до получения насыщенного раствора.
При этом протекает реакция:
H3BO3+ 4HF=HBF4+3H2O
Процесс насыщения ведут при комнатной температуре, для чего чашку или стакан охлаждают холодной водой. К полученному раствору борфтористой кислоты добавляют насыщенный при нагревании раствор KCl или KNO3 или K2CO3 до прекращения выделения осадка тетрафторбората калия. При этом протекает следующая реакция:
HBF 4+КСl=KBF 4+НСl
Осадок тетрафторбората калия отсасывают при помощи воронки Бюхнера, промывают водой до тех пор, пока промывная жидкость не будет давать реакцию (при помощи азотнокислого серебра) на ион хлора, и сушат в сушильном шкафу при 100°С в течение 45— 60 мин.
Описанный флюс с тетрафторборатом калия имеет существенный недостаток — он не ложится на горячие детали. Поэтому подготовку к пайке приходится вести с заранее зафлюсованными и еще холодными деталями.
Другой недостаток этого флюса состоит в том, что он широко расплывается от шва по наружной поверхности, а это ведет к излишнему расходу припоя.
Для пайки ответственных узлов, требующих чистоты и полного пропая шва, применяется также флюс, состоящий из:
тетрафторбората калия — 70%
буры — 30%
Этот флюс дает неплохие результаты и относительно прост в изготовлении.
Автор: А.И. Родин
Читайте еще:
Пайка металлов » Виды серебряных припоев
Стандартные твердые серебряные припои соответствуют ГОСТ 8190.
Припой ПСр 72 является эвтектикой серебро-медь и имеет высокую электропроводность; используется для пайки меди, латуни, серебра. Этот припой особенно широко применяется в тех случаях, когда от паяного соединения требуется сохранение высокой электропроводности.
Припой ПСр 50 также не содержит других компонентов, кроме серебра и меди; используется для пайки стали, меди и медных сплавов.
Припой ПСр 70 имеет химический состав, близкий к эвтектическому. Как и припой ПСр 72, он также рекомендуется для пайки соединений, от которых требуется высокая электропроводность.
Припой ПСр 65 служит для пайки стальных изделий. Применяется для пайки ленточных пил и различных мелких изделий. Прочность его несколько уступает прочности припоя ПСр 70.
Припои ПСр 45 и ПСр 25 являются основными припоями, применяемыми для пайки меди, медных сплавов и стали (включая и нержавеющую) в тех случаях, когда требуется от соединения повышенная прочность (при ударах, вибрации), стойкость против коррозии и высокая чистота места спая. Припой ПСр 45 плавится при более низкой температуре, чем припой ПСр 25, что уменьшает опасность перегрева паяемого изделия. Кроме того, припой ПСр 45 обеспечивает более высокие механические свойства паяных соединений. Основной металл – латунь Л62.
Кроме припоев ПСр 45 и ПСр 25, для пайки стали и меди используется припой ПСр 12М. Он же может быть использован для медных сплавов с температурой пайки выше 870-880гр. Припой обеспечивает предел прочности паяного соединения на растяжение и на срез до 25 кГ/мм*2.
Припои ПСр 71, ПСр 25Ф и ПСр 15 содержат от 1 до 5% фосфора; они применяются только для пайки меди и медных сплавов и совершенно не годятся для черных металлов, так как фосфор с железом образуют очень хрупкое соединение.
Вследствие отсутствия легкоиспаряемых компонентов, как цинк, припои ПСр 71, ПСр 25Ф и ПСр 15 имеют хорошие технологические свойства. Фосфор в припоях служит одновременно и флюсом, поэтому припои ПСр 25Ф и ПСр 15 могут применяться без флюсов. Припой ПСр 71, содержащий 1% фосфора, целесообразно применять для электроконтактной пайки без флюса.
Два припоя с небольшой концентрацией серебра (ПСр Ф2-5 и ПСр Ф5-5) не являются стандартными. Однако вследствие небольшой стоимости эти припои находят широкое применение в промышленности.
Припой ПСр 44 и ПСр 37,5 имеют довольно сложный химический состав, причем в отличие от предыдущих серебряных припоев, состоящих из серебра, меди и цинка, первый из них легируется кадмием, марганцем и никелем, а второй – кадмием и марганцем.
Кадмий понижает температуру плавления припоев, марганец и никель повышают их механические свойства и придают некоторую жаропрочность припоям.
Припои ПСр 44 и ПСр 37,5 могут быть использованы для пайки легированных сталей, меди, а также медных и жаропрочных сплавов.
Припой ПСр 50 Кд является одним из наиболее легкоплавких среди тугоплавких припоев и имеет температуру плавления 650гр. Такой припой может быть использован для пайки стали, меди, медных сплавов. Главным достоинством припоя ПСр 50Кд является возможность применения его для пайки закаленных сталей.
Как известно, закаленные стали резко снижают свою прочность при пайке, особенно если температура пайки превышает примерно 700гр. Поскольку припой ПСр 50Кд плавится при температуре 650гр., то пайка им может быть осуществлена при температурах 660-670гр. без существенного снижения свойств основного металла.
Наиболее легкоплавким твердым припоем, применяемым в настоящее время для твердой пайки закаленных легированных сталей, является припой ПСр 40, который плавится при температуре 595-605гр. Пайка этим припоем производится при температуре 620гр., т. е. ниже температуры высокого отпуска сталей. Этот припой может быть использован также для пайки меди, медных сплавов и нержавеющих сталей.
Припой ПСр 40 в литом состоянии имеет следующие механические свойства: предел прочности при растяжении 38-44 кг/мм*2, предел текучести 21-23 кг/мм*2, относительное удлинение 18- 37% и относительное сужение 22-44% (как видно, прочность припоя ПСр 40 значительно выше прочности припоя ПСр 45).
Вследствие высокой прочности и низкой температуры пайки припой ПСр 40, кроме пайки закаленных сталей, может быть использован взамен ПСр 45 во всех случаях.
Припой ПСр 62 является трехкомпонентным, довольно легкоплавким сплавом. Однако для пайки закаленных сталей без отжига их этот припой не годится. Достоинством припоя ПСр 62 является отсутствие в нем легкоиспаряемых компонентов. Он может быть использован главным образом для пайки меди и медных сплавов. Припой имеет пониженные механические свойства.
Пайка серебряными припоями, указанными выше, производится с использованием твердых флюсов. Однако часть из них может быть использована для пайки в газовых средах. Как отмечалось выше, припои, пригодные для пайки в газовых средах, не должны содержать легкоиспаряемых компонентов или содержать такие составляющие, которые не испаряются в газовых средах. К припоям, удовлетворяющим этому требованию, относятся: ПСр 72, ПСр 50, ПСр 70, ПСр 50Кд, ПСр 40, ПСр 62.
Припои ПСр 72 и ПСр 50 содержат только серебро и медь, припой ПСр 70 содержит только 4% цинка (остальное серебро и медь), поэтому при пайке его состав почти не изменяется. Эти припои могут быть использованы для пайки сталей в восстановительной атмосфере и меди в атмосфере азота.
Припои ПСр 50Кд и ПСр 40, хотя и содержат значительное количество легкоиспаримых компонентов, могут быть использованы для пайки в газовой среде благодаря низкой температуре плавления, при которой не происходит изменения химического состава припоев.
Припой ПСр 62 не содержит ни цинка, ни кадмия, а олово, входящее в состав припоя, хотя и является легкоплавким металлом, но не является легкоиспаряемым компонентом. Поэтому при пайке в газовых средах химический состав припоя ПСр 62 также не изменяется.
Кроме стандартных серебряных припоев, указанных выше, для пайки закаленных сталей, как с применением твердых флюсов, так и в газовых средах, применяется припой ПСр 48КН с температурой плавления 610-625гр. Пайка производится при температуре 650-660гр. Припой содержит 48% серебра, 13% меди, 12% цинка, 26% кадмия, 1% никеля и 0,1% кремния. Стандартные серебряные припои выпускаются промышленностью.
Покупаем серебряный припой ПСР в СПб
Маркировка любого припоя содержащего серебро – ПСР.
Существует не мало видов припоя ПСР и мест где он применим, попробуем разобраться с этим.
ПСР 37,5ПСР 72, ГОСТ 19746-74 является проволочным припоем с содержанием серебра от 71.5 до 72%. Оставшиеся 28-28.5% составляет медь. Температура плавления подобного сплава – 779 градусов Цельсия.
Областью применения является: пайка и лужение сплавов из никеля, латуни, бронзы и меди, стали, вольфрам, широко применяется в ювелирной промышленности и для пайки ответственных деталей. Как правило сечение проволоки от 1 мм до 0,8 см, но форма и сечения изготавливаются на заказ.
ПСР 70, ГОСТ 19746-74 форма выпуска прятки и проволока, с содержанием серебра от 69,5 до 70%, 30-30,5% медь и цинк. Предельная температура плавления в среднем – 750 градусов.
Область применения подобного припоя: пайка стали, титана, вольфрама и сплавов с ними. Сечение проволоки составляет от 1 мм до 0,6 см.
ПСР 40ПСР 65, ГОСТ 19746-74 выпускается и по сей день в виде проволоки и в прутиках. Содержание 65% серебра и 35% Cu + Zn.
Температура плавления 700 градусов.
Применяется для лужения и пайки ювелирных изделий.
ПСР 62, ГОСТ 19746-74 с содержанием серебра 61.5-62% и 38.5-39% олово + медь. Температура плавления равна 650-720 градусов Цельсия.
Применяется в промышленности для пайки высокопрочных металлов и сплавов из них. Проволока от 0,1 до 0,4 см.
ПСР 50, ГОСТ 19746-74, серебро в составе припоя составляет 49.5-50%, другая половина меди. Температура плавления 770-850 градусов.
Применяется для пайки титана с нержавеющей сталью, никелевых сплавов, а так же вольфрама и медных сплавов.
Самым распространенным припоем среди серебряных является ПСР 45, ГОСТ 19746-74 в виде проволоки с сечением от 1 до 5 мм. Температурой плавления является точка в 700 градусов. Применяется для пайки и лужения сплавов из меди и никеля, ковера, латуни и бронзы.
Широко применяется в промышленности, для пайки радиодеталей на печатные платы в ответственных приборах, военной промышленности, авиационной и космической технике.
Прутки ПСР 45ПСР 40, ГОСТ 19746-74 является проволочным припоем с толщиной сечения в 1-4 мм, серебро в составе 40%, оставшаяся доля: медь, цинк, никель, кадмий.
Температура плавления равна 600 градусам Цельсия. Пайка подобным припоем производится с медью, никелем и в сплавах с ними.
Оставшиеся припои ПСР 37,5; ПСР 25; ПСР 15; ПСР 12; ПСР 10; ПСР 5 и 3, являются низкосодержащими припоями с массовой долей серебра в них от 37,5 до 3% от веса проволоки.
Мы закупаем все виды припоем ПСР, ПСРМЦ, ПСРОС с серебром в содержании. Закупочные цены на серебряный припой удивят вас!
Наши координаты для связи.
Припои ПОС, ПСР и др.
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др.
Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице – 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры – содержание олова в процентах (ПОС 61, ПОС 40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведён в таблице – 2.
Таблица №1. Легкоплавкие припои.
Марка припоя |
Температура |
Область применения |
|
ПОС 90 |
222 ºC |
Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
|
ПОС 61 |
190 ºC |
Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05 – 0,08 мм) обмоточных проводов, в том числе высоко – частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. |
|
ПОС 50 |
222 ºC |
То же, но когда допускается более высокий нагрев, чем при ПОС 61 |
|
ПОС 40 |
235 ºC |
Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС 50 или ПОС 61. |
|
ПОС 30 |
256 ºC |
Лужение и пайка механических деталей неответственного назначения из меди и её сплавов, стали и железа. |
|
ПОС 18 |
277 ºC |
Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и её сплавов, оцинкованного железа. |
|
ПОССу 4 – 6 |
265 ºC |
Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем. |
|
ПОСК 50 |
145 ºC |
Пайка деталей из меди и её сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов. |
|
ПОСВ 33 |
130 ºC |
Пайка плавких предохранителей. |
|
ПОСК 47 – 17 |
180 ºC |
Пайка проводов и выводов элементов к слою серебра, нанесённого на керамику методом вжигания. |
|
П 200 |
200 ºC |
Пайка тонкостенных деталей из алюминия и его сплавов. |
|
П 250 |
280 ºC |
Пайка тонкостенных деталей из алюминия и его сплавов. |
|
Сплав “Розе” |
92-95 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
|
Cплав д Арсенваля |
79 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
|
Сплав Вуда |
60 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Таблица N2. Специальные легкоплавкие припои.
|
Марка |
Содержание элементов, % |
Температура плавления ºC |
|||||
Sn |
Pb |
Sb |
Bi |
Cd |
Za |
||
|
ПОССу 4 – 6 |
3-4 |
90-92 |
5-6 |
|
|
|
265 |
|
ПОСК 50 – 18 |
49-51 |
29,8-33,8 |
0,2 |
|
17 – 19 |
|
222 |
|
ПОСВ 33 |
33,4 |
33,3 |
|
33,3 |
|
|
130 |
|
П 250 |
80 |
|
|
|
|
20 |
280 |
|
П 200 |
90 |
|
|
|
|
10 |
200 |
|
Сплав Розе |
15,5 |
32 |
|
52,5 |
|
|
95 |
| Сплав Розе |
25 |
25 |
|
50 |
|
|
94 |
| Сплав Розе |
|
40 |
|
52 |
8 |
|
92 |
|
Сплав д Арсенваля |
9,4 |
45,1 |
|
45,5 |
|
|
79 |
|
Сплав Вуда |
12,5 |
25 |
|
50 |
12,5 |
|
60 |
Стандартные серебряные припои
Серебряные припои — это обычно сплавы из серебра, меди и цинка. Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
В таблицах приведены состав и свойства серебряных припоев, применяемых в настоящее время в приборостроении:
Состав
|
Марки и их обозначения |
Химический состав |
||||||
|
Ag |
Cu |
Примеси |
Zn |
||||
|
нормальное содержание в % |
допуск в % |
нормальное содержание в % |
допуск в % |
Pb не более в % |
всего не более в % |
||
|
ПСр-10 |
10 |
±0,3 |
53 |
±1 |
0,5 |
1 |
Остальное |
|
ПСр-12 |
12 |
±0,3 |
36 |
±1 |
0,5 |
1 |
|
|
ПСр-25 |
25 |
±0,3 |
40 |
±1 |
0,5 |
1 |
|
|
ПСр-45 |
45 |
±0,5 |
30 |
±0,5 |
0,3 |
0,5 |
|
|
ПСр-65 |
65 |
±0,5 |
20 |
±0,5 |
0,3 |
0,5 |
|
|
ПСр-70 |
70 |
±0,5 |
26 |
±0,5 |
0,3 |
0,5 |
|
Свойства
|
Марки и их обозначения |
Температура плавления в °С |
Температура пайки в °С |
Удельный вес в литом состоянии |
Электропроводность в % (медь—100%) |
|
ПСр-10 |
820 |
870 |
8,55 |
20,5 |
|
ПСр-12 |
875 |
— |
8,5 |
— |
|
ПСр-25 |
765 |
— |
8,9 |
— |
|
ПСр-45 |
675 |
745 |
9,15 |
24,4 |
|
ПСр-65 |
740 |
— |
9,6 |
— |
|
ПСр-70 |
780 |
775 |
9,8 |
77,1 |
1. Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
2. Химический состав припоев дан согласно ОСТ 2982.
Припой ПСр-10 содержит 10% серебра — практически наименьшее количество в припое для твердой пайки. Он может служить для соединения деталей из стали и цветных сплавов, нагревающихся при работе до температуры 800°С, как, например, для пайки примусных горелок. Его применение целесообразно, когда детали в последующем подвергаются термообработке при сравнительно высоких температурах, не превышающих, однако, температуры плавления припоя. Припой ПСр-12 применяют для пайки латуней с содержанием меди 58% и более.
Для тонких работ, когда требуется особая чистота места спая, применяют припой ПСр-25. Однако шов из ПСр-25 плохо выдерживает ударные нагрузки и при стыковых соединениях дает трещины. Поэтому стыки деталей толщиной до 3 мм надежнее соединять припоем ПСр-45, который содержит значительно больше серебра, чем предыдущие. Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Припой ПСр-65 применяют для пайки ленточных пил, а ПСр-70 — для пайки проводов в тех случаях, когда важно, чтобы места спая не уменьшали резко электропроводность.
Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины. Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски. Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя.
Оставшиеся после пайки короткие прутки, которые уже нельзя держать руками, подпаивают к другим пруткам или на латунную проволоку с тем, чтобы использовать их до конца.
Для соединения мелких тонких деталей, требующих небольшого количества припоя, рекомендуется применять полоски шириной 0,5—3 мм.
По вопросам приобретения просим обращаться сюда.
Примерное назначение серебряных припоев |
|
| Марки припоя | Примерное назначение |
ПСр 72; ПСр 71; ПСр 62; ПСр50Кд; ПСр 50; ПСр 45; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 |
Лужение и пайка меди, медных и медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз |
ПСр 72 |
Пайка железноникелевого сплава с посеребренными деталями из стали |
ПСр 72; ПСр 62; ПСр 40; ПСр25; ПСр 12М |
Пайка стали с медью, никелем, медными и медно-никелевыми сплавами |
ПСр 72; ПСр 62 |
Пайка меди с никелированным вольфрамом |
ПСрМО 68-27-5; ПСр 70; ПСр 50 |
Пайка титана и титановых сплавов с нержавеющей сталью |
ПСр 37,5 |
Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями |
ПСр 40 |
Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз |
ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСр 3-97; ПСрОС 3-58; ПСрОС 2-58; ПСр 2; ПСр 1,5 |
Пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей |
ПСр 3; ПСр 2; ПСр 1,5 |
Пайка меди и никеля со стеклоэмалью и керамикой |
ПСр 72; ПСр 70; ПСр 65; ПСр 45; ПСр 25; ПСр 15; ПСр 2 |
Пайка и лужение ювелирных изделий |
ПСр 71; ПСр 25Ф; ПСр 15 |
Самофлюсующиеся припои для пайки меди с бронзой, меди с медью, бронзы с бронзой |
ПСр 3Кд |
Пайка меди, медных сплавов и сталей по свеженанесенному медному гальваническому покрытию не менее 10 мкм |
ПСрМО 68-27-5; ПСрКдМ 50-34-16; ПСрМЦКд 45-15-16-24; ПСр 3; ПСр 2,5 |
Пайка и лужение цветных металлов и сталей |
ПСр 1 |
Пайка и лужение серебряных деталей |
Припои ПОС, ПСР и др.
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др.
Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице – 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры – содержание олова в процентах (ПОС 61, ПОС 40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведён в таблице – 2.
Таблица №1. Легкоплавкие припои.
Марка припоя |
Температура |
Область применения |
|
ПОС 90 |
222 ºC |
Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
|
ПОС 61 |
190 ºC |
Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05 – 0,08 мм) обмоточных проводов, в том числе высоко – частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. |
|
ПОС 50 |
222 ºC |
То же, но когда допускается более высокий нагрев, чем при ПОС 61 |
|
ПОС 40 |
235 ºC |
Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС 50 или ПОС 61. |
|
ПОС 30 |
256 ºC |
Лужение и пайка механических деталей неответственного назначения из меди и её сплавов, стали и железа. |
|
ПОС 18 |
277 ºC |
Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и её сплавов, оцинкованного железа. |
|
ПОССу 4 – 6 |
265 ºC |
Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем. |
|
ПОСК 50 |
145 ºC |
Пайка деталей из меди и её сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов. |
|
ПОСВ 33 |
130 ºC |
Пайка плавких предохранителей. |
|
ПОСК 47 – 17 |
180 ºC |
Пайка проводов и выводов элементов к слою серебра, нанесённого на керамику методом вжигания. |
|
П 200 |
200 ºC |
Пайка тонкостенных деталей из алюминия и его сплавов. |
|
П 250 |
280 ºC |
Пайка тонкостенных деталей из алюминия и его сплавов. |
|
Сплав “Розе” |
92-95 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
|
Cплав д Арсенваля |
79 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
|
Сплав Вуда |
60 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Таблица N2. Специальные легкоплавкие припои.
|
Марка |
Содержание элементов, % |
Температура плавления ºC |
|||||
Sn |
Pb |
Sb |
Bi |
Cd |
Za |
||
|
ПОССу 4 – 6 |
3-4 |
90-92 |
5-6 |
|
|
|
265 |
|
ПОСК 50 – 18 |
49-51 |
29,8-33,8 |
0,2 |
|
17 – 19 |
|
222 |
|
ПОСВ 33 |
33,4 |
33,3 |
|
33,3 |
|
|
130 |
|
П 250 |
80 |
|
|
|
|
20 |
280 |
|
П 200 |
90 |
|
|
|
|
10 |
200 |
|
Сплав Розе |
15,5 |
32 |
|
52,5 |
|
|
95 |
| Сплав Розе |
25 |
25 |
|
50 |
|
|
94 |
| Сплав Розе |
|
40 |
|
52 |
8 |
|
92 |
|
Сплав д Арсенваля |
9,4 |
45,1 |
|
45,5 |
|
|
79 |
|
Сплав Вуда |
12,5 |
25 |
|
50 |
12,5 |
|
60 |
Стандартные серебряные припои
Серебряные припои — это обычно сплавы из серебра, меди и цинка. Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
В таблицах приведены состав и свойства серебряных припоев, применяемых в настоящее время в приборостроении:
Состав
|
Марки и их обозначения |
Химический состав |
||||||
|
Ag |
Cu |
Примеси |
Zn |
||||
|
нормальное содержание в % |
допуск в % |
нормальное содержание в % |
допуск в % |
Pb не более в % |
всего не более в % |
||
|
ПСр-10 |
10 |
±0,3 |
53 |
±1 |
0,5 |
1 |
Остальное |
|
ПСр-12 |
12 |
±0,3 |
36 |
±1 |
0,5 |
1 |
|
|
ПСр-25 |
25 |
±0,3 |
40 |
±1 |
0,5 |
1 |
|
|
ПСр-45 |
45 |
±0,5 |
30 |
±0,5 |
0,3 |
0,5 |
|
|
ПСр-65 |
65 |
±0,5 |
20 |
±0,5 |
0,3 |
0,5 |
|
|
ПСр-70 |
70 |
±0,5 |
26 |
±0,5 |
0,3 |
0,5 |
|
Свойства
|
Марки и их обозначения |
Температура плавления в °С |
Температура пайки в °С |
Удельный вес в литом состоянии |
Электропроводность в % (медь—100%) |
|
ПСр-10 |
820 |
870 |
8,55 |
20,5 |
|
ПСр-12 |
875 |
— |
8,5 |
— |
|
ПСр-25 |
765 |
— |
8,9 |
— |
|
ПСр-45 |
675 |
745 |
9,15 |
24,4 |
|
ПСр-65 |
740 |
— |
9,6 |
— |
|
ПСр-70 |
780 |
775 |
9,8 |
77,1 |
1. Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
2. Химический состав припоев дан согласно ОСТ 2982.
Припой ПСр-10 содержит 10% серебра — практически наименьшее количество в припое для твердой пайки. Он может служить для соединения деталей из стали и цветных сплавов, нагревающихся при работе до температуры 800°С, как, например, для пайки примусных горелок. Его применение целесообразно, когда детали в последующем подвергаются термообработке при сравнительно высоких температурах, не превышающих, однако, температуры плавления припоя. Припой ПСр-12 применяют для пайки латуней с содержанием меди 58% и более.
Для тонких работ, когда требуется особая чистота места спая, применяют припой ПСр-25. Однако шов из ПСр-25 плохо выдерживает ударные нагрузки и при стыковых соединениях дает трещины. Поэтому стыки деталей толщиной до 3 мм надежнее соединять припоем ПСр-45, который содержит значительно больше серебра, чем предыдущие. Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Припой ПСр-65 применяют для пайки ленточных пил, а ПСр-70 — для пайки проводов в тех случаях, когда важно, чтобы места спая не уменьшали резко электропроводность.
Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины. Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски. Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя.
Оставшиеся после пайки короткие прутки, которые уже нельзя держать руками, подпаивают к другим пруткам или на латунную проволоку с тем, чтобы использовать их до конца.
Для соединения мелких тонких деталей, требующих небольшого количества припоя, рекомендуется применять полоски шириной 0,5—3 мм.
По вопросам приобретения просим обращаться сюда.
СИБПРОЕКТ :: ENG (Англоязычный сайт) :: ООО «СИБПРОЕКТ-ДрагМет» :: Продукция :: Серебряный припой ПСр 45
Описание: Припой ____ – двухкомпонентный сплав, состоящий из ___% серебра и ___% меди. . Припой ____ представляет собой эвтектический сплав с температурой плавления ___ о С.
Нормативные документы: Припой выпускается по ГОСТ 19746-74.
Химический состав серебряных припоев:
Индекс припоя | Химический состав,% | |||||||||||||
Ag | Cu | Zn | Sn | Мн | Сб | п. | Кд | Ni | Пб | Примесь не более | ||||
Пб | Fe | Bi | Сумма определенной примеси | |||||||||||
ПСр 45 | 45 ± 0,5 | 30 ± 0,5 | Остаток | – | – | – | – | – | – | – | 0,050 | 0,10 | 0,005 | 0,15 |
Размеры припоя:
Индекс припоя | Толщина, мм | Ширина, мм | Длина, мм | |||
мин. | Макс | мин. | Макс | мин. | Макс | |
ПСр 45 | 0,1 | 5 | 50 | 200 | 100 | 400 |
Диаметр проволоки:
Индекс провода | Диаметр, мм | |
мин. | Макс | |
ПСр 45 | 0,15 | 6 |
Температура плавления, плотность и удельное электрическое сопротивление:
Индекс припоя | Плотность, кг / м 3 | Температура плавления, К (° С) | Удельное электрическое сопротивление, 10 -3 Ом · м | |
Верхняя критическая тепловая точка | Нижняя критическая тепловая точка | |||
ПСр 45 | 9100 | 1003 (730) | 938 (665) | 10,0 |
Области использования :
Припой применяется при пайке меди, медных и медно-никелевых сплавов, никеля, ковара, немца, латуни и бронз , пайки железо-никелевого сплава с посеребренными деталями, пайки стали медью, никелем. , медные и медно-никелевые сплавы, пайка меди с никелированным вольфрамом, пайка и лужение ювелирных изделий.
Припой из оловянно-свинцовых сплавов. Проволока, пруток Мягкие припои, Твердые припои, Припои для алюминия Купить прайс поставка служба доставки.
Припой – металл или сплав, используемый при пайке для заполнения зазора между соединяемыми частями с целью получения монолитного соединения. Используются сплавы олова, свинца, кадмия, меди, никеля и др. Припои можно разделить на две группы – мягкие и твердые. К мягким припоям относить с температурой плавления до 300 ° C, к твердым – выше 300 ° C.Кроме того, припои широко различаются по механической прочности. Мягкие припои имеют предел прочности на разрыв 16-100 МПа, а твердые – 100-500 МПа.
Мягкие припои – это оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС-10) до 90% (ПОС-90), остальное – свинец. Электропроводность этих припоев составляет 9-15% чистой меди. Большое количество оловянно-свинцового припоя содержит небольшой процент сурьмы.
| Состав и характеристика мягких припоев | ||||
|---|---|---|---|---|
| Марка | Состав,% | Температура плавления, ° С | Предел прочности при растяжении | Применение |
| ПОС-18 | Олово – 18 Сурьма –2,0 ÷ 2,5 Свинец – остаток | 277 | 2,8 ÷ 3,0 | Пайка деталей из меди, оцинкованного железа и стали |
| ПОС-30 | Олово – 30 Сурьма – 1,5 ÷ 2,0 Свинец – остальное | 256 | 4,0 ÷ 5,0 | Паяльные части из меди, железа, стали и олова |
| ПОС-40 | Олово – 40 Сурьма – 1,2 ÷ 2,0 Свинец – остаток | 235 | 3,5 ÷ 4,5 | Пайка ответственных деталей из стали и латуни.Оборудование для лужения и пайки проводов и кабельных наконечников |
| ПОС-61 | Олово – 61 Сурьма – 0,8 Свинец – упор | 190 | 4,7 ÷ 5,5 | Пайка токопроводящих деталей из меди и латуни, а также тонких и выводных концов обмоточных проводов |
| ПОСК-50 | Олово – 50 кадмий – 18 Свинец – 32 | 145 | 5,5 ÷ 6,0 | Монтаж деталей и пайка медной проволоки |
| АВИА-1 | Олово – 55 Цинк – 25 кадмий – 20 | 200 | 7,5 | Пайка электрических компонентов из алюминия и алюминиевых сплавов |
При выборе типа припоя необходимо учитывать его характеристики и применять в зависимости от назначения паяемых деталей.При пайке деталей, предотвращающих перегрев, используйте припой с низкой температурой плавления.
Наибольшее распространение получил припой ПОС-40. Применяется при пайке соединительных проводов, резисторов, конденсаторов. Припой ПОС-30 применяется для пайки защитных покрытий, латунных пластин и других деталей. Наряду с примэием стандартных марок применяется и припой ПОС-61 (60% олова и 40% свинца).
Мягкие припои изготавливаются в виде прутков, заготовок, проволоки диаметром 3 мм и трубок, заполненных флюсом.Технология пайки проста и вполне реализуема в мастерской: свинец плавится в металлической чашке и небольшая часть добавляет олово, содержание которого определяется в зависимости от типа припоя. Сплав удаляет нагар с поверхности расплавленного припоя и заливается вдеревянными или стальными формами. Необходимо добавить висмут, кадмий и другие добавки.
Для пайки различных деталей, не допускающих значительного нагрева, используются легкоплавкие сплавы, которые получают добавлением к свинцу-олову висмута и кадмия или одного из этих металлов.
| Состав и характеристика легкоплавких припоев | ||||
|---|---|---|---|---|
| Олово | Свинец | Висмут | Кадмий | Точка плавления |
| 45 | 45 | 10 | – | 160 |
| 43 | 43 | 14 | – | 155 |
| 40 | 40 | 21 | – | 145 |
| 33 | 33 | 34 | – | 124 |
| 15 | 32 | 53 | – | 96 |
| 13 | 27 | 50 | 10 | 70 |
| 12,5 | 25 | 50 | 12,5 | 66 |
При использовании висмутовых и кадмиевых припоев следует учитывать, что они очень хрупкие и создают менее прочный переход, чем свинцово-оловянные.
Припой – металл или сплав, используемый при пайке для заливки соединяемых деталей с целью получения монолитного соединения. Используемые сплавы олова, свинца, кадмия, меди, никеля и других припоев можно разделить на две группы – мягкие и твердые. Температура плавления припоя 300 ° C, до твердого – выше 300 ° C. Кроме того, припои отличаются механической прочностью.
| Состав и характеристики твердых припоев | |||||||
|---|---|---|---|---|---|---|---|
| Марка | Медь | Цинк | Сурьма | Свинец | Олово | Железо | Точка плавления |
| PMC-42 | 40-45 | остальное | 0,1 | 0,5 | 1,6 | 0,5 | 830 |
| PMC-47 | 45-49 | 0,1 | 0,5 | 1,5 | 0,5 | 850 | |
| PMC-53 | 49-53 | 0,1 | 0,5 | 1,5 | 0,5 | 870 | |
В зависимости от содержания цинка припой меняет цвет.Эти припои используются для пайки бронзы, латуни, стали и других металлов, имеющих высокую температуру плавления. Припой PMC-42 используется при пайке латуни с содержанием меди 60-68%. Припой PMC-52 используется при пайке меди и бронзы. Медно-цинковые припои, получаемые путем плавления меди и цинка в электрических печах в графитовом тигле. В качестве плавления медного тигля добавлен цинк, после плавления цинка добавлено около 0,05% фосфора меди. Температура плавления припоя должна быть ниже точки плавления припоя металла.Помимо этих медно-цинковых припоев, нашел применение серебряный припой.
| Состав и характеристики серебряных припоев | ||||||
|---|---|---|---|---|---|---|
| Марка | Серебро | Медь | Цинк | Свинец | Всего | Точка плавления |
| ПСР-10 | 9,7-10,3 | 52-54 | остальное | 0,5 | 1 | 830 |
| ПСР-12 | 11,7-12,3 | 35-37 | 0,5 | 1 | 785 | |
| ПСР-25 | 24,7-25,3 | 39-41 | 0,5 | 1 | 765 | |
| ПСР-45 | 44,5-45,5 | 20,5-30,5 | 0,3 | 0,5 | 720 | |
| ПСР-65 | 64,5-65,5 | 19,5-20,5 | 0,3 | 0,5 | 740 | |
| ПСР-70 | 69,5-70,5 | 25,5-26,5 | 0,3 | 0,5 | 780 | |
Серебряные припои обладают высокой прочностью, сварными соединениями и просты в обращении.Припои SEP-10 SEP-12 предназначены для пайки латуни с содержанием меди не менее 58%, припоя SEP-25 SEP-45 – пайки меди, бронзы и латуни, припоя SEP-70 с высшим содержанием серебра – пайки объемных петель волноводов и др. Кроме стандартных серебряных припоев используются и другие.
| Состав и характеристика нестандартных серебряных припоев | |||||
|---|---|---|---|---|---|
| Серебро | Медь | Цинк | Кадмий | Фосфор | Точка плавления |
| 20 | 45 | 30 | 5 | – | 780 |
| 72 | 18 | – | – | – | 780 |
| 15 | 80 | – | – | 5 | 640 |
| 50 | 15,5 | 16,5 | 18 | – | 630 |
Первый используется для пайки меди, стали, никеля, второй с высокой проводимостью – для пайки проволоки, а третий может использоваться для пайки меди, но не подходит для черных металлов, а четвертый имеет специальный легкоплавкий припой – универсальная пайка меди и ее сплавов, никеля и стали.
В некоторых случаях в качестве припоя используют технически чистую медь плавления стемпературой 1083 ° С.
Пайка алюминия вызывает большие трудности из-за его способности легко окисляться на воздухе. В последнее время стали паять алюминий с помощью ультразвуковой пайки.
| Состав и характеристики пайка алюминия | ||||||
|---|---|---|---|---|---|---|
| Олово | Цинк | Кадмий | Алюминий | Кремний | Медь | Примечание |
| 55 | 25 | 20 | – | – | – | Мягкие припои |
| 40 | 25 | 20 | 15 | – | – | |
| 63 | 36 | – | 1 | – | – | |
| 45 | 50 | – | 5 | – | – | |
| 78-69 | 20-25 | 2-6 | – | – | – | |
| – | – | – | 69,8-64,5 | 5,2-6,5 | 25–29 | Пайка, точка плавления 525 ° С |
В качестве флюса используют канифоль и стеарин.Пайка наносится специальным флюсом. Состав: хлорид лития (25-30%), фторид калия (8-12%), хлорид цинка (8-15%), хлорид калия (59-43%). Температура плавления до 460 ° С.
О-фосфо-L-серин | 407-41-0
Свойства O-фосфо-L-серина
- Температура плавления:
- 190 ° C (лит.)
- альфа
- [α] D20 + 14 ~ + 18 ° (c = 5, разбавленный HCl)
- Температура кипения:
- 475,4 ± 55,0 ° C (прогноз)
- Плотность
- 1,809 ± 0,06 г / см3 (прогноз)
- темп хранения.
- Хранить при 0 ° C
- растворимость
- H 2 O: 50 мг / мл горячий, прозрачный, от бесцветного до слегка желтого
- уп
- pK1: 2.08; pK2: 5,65; pK3: 9,74 (25 ° C)
- форма
- Кристаллический порошок
- цвет
- Белый
- Мерк
- 14,7363
- BRN
- 1726826
- ИНЧИКЕЙ
- BZQFBWGGLXLEPQ-UWTATZPHSA-N
- Ссылка на базу данных CAS
- 407-41-0 (Ссылка на базу данных CAS)
- FDA UNII
- VI4F0K069V
БЕЗОПАСНОСТЬ
- Заявление о рисках и безопасности
| Производитель | Номер товара | Описание продукта | Номер CAS | Упаковка | Цена | Обновлено | Купить |
|---|---|---|---|---|---|---|---|
| Сигма-Олдрич | P0878 | О-фосфо-L-серин | 407-41-0 | 1 г | 27 долларов.1 | 2021-03-22 | Купить |
| Сигма-Олдрич | 5,09705 | L-серин-O-фосфат – CAS 407-41-0 – Calbiochem | 1 г | $ 57,8 | 2021-03-22 | Купить | |
| Сигма-Олдрич | 72983 | О-фосфо-L-серин сертифицированный эталонный материал, TraceCERT | 407-41-0 | 100 мг | $ 141 | 2021-03-22 | Купить |
| Сигма-Олдрич | P3430 | Моноклональные антифосфосериновые антитела, продуцируемые в клоне мыши PSR-45, асцитная жидкость | 100 мкл | 421 долл. США | 2021-03-22 | Купить | |
| Сигма-Олдрич | P3430 | Моноклональные антифосфосериновые антитела, продуцируемые в клоне мыши PSR-45, асцитная жидкость | 0.2 мл | $ 549 | 2021-03-22 | Купить |
О-фосфо-L-серин Химические свойства, применение, производство
Химические свойства
белый порошокиспользует
робкийиспользует
L-O-фосфосерин является каталитическим доменом протеинкиназы C β II человека при образовании комплекса с ингибитором малемида.Он также используется для очистки ядерного антигена 2A вируса Эпштейна-Барра.использует
O-фосфо-L-серин является агонистом метаботропных глутаматных рецепторов группы III mGluR4a и mGluR6 (EC50s = 2-5 мкМ). Он имитирует головную группу фосфатидилсерина и, как было показано, ингибирует пролиферацию микроглии и усиливает нейрональную дифференцировку клеток-предшественников.Биологическая активность
Агонист метаботропных рецепторов глутамата III группы; аналог L-AP4 (L – (+) – 2-амино-4-фосфонамасляная кислота).Подавляет пролиферацию и усиливает дифференцировку нейронов в клетках-предшественниках.Методы очистки
Перекристаллизовать фосфосерин, растворяя 10 г в h3O (150 мл) при 25 ° С и перемешивая в течение 20 минут. Нерастворенный материал отфильтровывают (Бюхнер) и по каплям добавляют 95% EtOH (85 мл) в течение 4 минут и оставляют при 25 ° С на 3 часа, затем при 30 ° С на ночь. Кристаллы промывают 95% EtOH (100 мл), затем сушат Et2O (50 мл) и сушат в вакууме (выход 6.5г). Дополнительное количество (1,5 г) можно получить, выдерживая маточные растворы и промывки при -10 ° в течение 1 недели. DL-изомер имеет m 167-170 ° (разл.) После перекристаллизации из h3O / EtOH или MeOH. [Neuhaus & Korkes Biochemical Preparations 6 75 1958, Neuhaus & Byrne J Biol Chem 234 113 1959, IR: F.lsch & Mellander Acta Chem Scand 11 1232 1957, Beilstein 4 IV 3120.]Продукты и сырье для получения O-фосфо-L-серина
Сырье
Препараты
Глобальные (118) Поставщики Канада 1Китай 79Европа 1Германия 4Индия 1Италия 1Япония 3Южная Корея 1Швейцария 3Великобритания 3США 21В мире 118
Посмотреть последнюю цену от производителей O-фосфо-L-серина
Спектр O-фосфо-L-серина
407-41-0 (O-Phospho-L-серин) Поиск по теме:
- L-O-PHOSPHOSERINE
- L-СЕРИН-О-ФОСФАТ
- L-ФОСФОСЕРИН
- H-SER (PO3h3) -OH
- ФОСФАТИДИЛЕТАНОЛАМИН (ЯЙЦО) (RG)
- О-Фошо-L-серин
- О-фосфорилсерин
- Фосфо-L-серин
- Серин-O-фосфат
- (S) -2-аМино-3- (фосфоноокси) пропановая кислота
- L-серин, O-фосфоно-
- L – O -фосфосерин
- Моноклональные антифосфосериновые антитела к агарозе, продуцируемые мышами
- Моноклональные антифосфосерин-биотиновые антитела, продуцируемые мышами
- Моноклональные антифосфосериновые антитела, продуцируемые у мышей
- Моноклональное антитело против фосфосерина? FITC, продуцируемое мышами
- Phospho Ser
- Phospho? Ser
- H-Ser (ПО3х3)
- L-Сер (h3PO3) -OH
- О-фосфо-L-серин ≥ 99% (титрование)
- H-SER (P) -OH
- H-SER (h3PO3) -OH
- 3-ФОСФАТ L-2-АМИНО-3-ГИДРОКСИПРОПАНОВОЙ КИСЛОТЫ
- ФОСФОСЕРИН
- ИНГИБИТОР ФОСФОЗЕРИНОВЫХ АНТИТЕЛ
- O-PHOSPHORYL-L-SERINE
- L-серин-O-фосфат – CAS 407-41-0 – Calbiochem
- L-O-фосфосерин,> 98.0% (T)
- дексфосфосерин
- L – (+) – серин-3- (дигидрофосфат)
- L-фосфосерин безводный
- Фосфосеринбариевая соль
- O-PHOSPHO-L-SERINE
- СЕРИНА (PO3h3) -OH
- О-фосфосерин
- Серин фосфат
- (2S) -2-амино-3-фосфонооксипропановая кислота
- L-O- (RG)
- плазменилсерин
- L-серинмонофосфорная кислота
- L-O-фосфосерин 98 +% T
- 3-фосфат L-2-амино-3-гидроксипропановой кислоты, L-серин-O-фосфат, L-SOP
- L-O-серин фосфат
- L-серин дигидрофосфат (сложный эфир)
- Серифос
- Фосфорина
- Дигидрофосфат L-серина
- L-серин-O-фосфорная кислота
- 3-фосфо-L-серин
- 3-фосфосерин
- 3-фосфосерин
- 3-P-СЕРИЯ
- фосфорилсерин
- П-сер
- P-серин
- L-SOP
- L-O-фосфосерин & gt
2.1: Анализ точки плавления – химия LibreTexts
Температура плавления (Mp) – это быстрый и простой анализ, который можно использовать для качественной идентификации относительно чистых образцов (примерно <10% примесей). Также можно использовать этот анализ для количественного определения чистоты. Анализ точки плавления, как следует из названия, непосредственно характеризует точку плавления, стабильное физическое свойство образца, которое затем можно использовать для идентификации образца.
Оборудование
Хотя существуют аппараты различной конструкции, все они имеют своего рода нагревательную или теплопередающую среду с элементом управления, термометром и часто с подсветкой и увеличительной линзой для помощи в наблюдении за плавлением ( Рисунок \ (\ PageIndex {1} \) ).В большинстве современных моделей используются капиллярные трубки, содержащие образец, погруженный в нагретую масляную баню. Образец просматривается с помощью простой увеличительной линзы. Некоторые новые модели имеют цифровые термометры и элементы управления и даже позволяют программировать. Программирование позволяет более точно контролировать начальную температуру, конечную температуру и скорость изменения температуры.
Рисунок \ (\ PageIndex {1} \) Прибор для определения точки плавления Томаса Гувера. Башня (A) содержит термометр с отражающим обзором (B), так что образец и температуру можно контролировать одновременно.Увеличительная линза (C) позволяет лучше видеть образцы и расположена над регулятором температуры (D).Подготовка проб
Подготовка к анализу точки плавления проста. Образец должен быть тщательно высушен и относительно чист (<10% примесей). Затем сухой образец следует упаковать в капиллярную трубку для анализа точки плавления, которая представляет собой просто стеклянную капиллярную трубку только с одним открытым концом. Для достаточного анализа требуется всего от 1 до 3 мм образца. Пробу нужно упаковать в закрытый конец пробирки.Это можно сделать, осторожно постучав по трубке или уронив ее вертикально на твердую поверхность ( рисунок \ (\ PageIndex {2} \) ). Некоторые аппараты оснащены вибратором для помощи в упаковке пробы. Наконец, трубка должна быть помещена в машину. Некоторые модели могут вместить несколько образцов.
Рисунок \ (\ PageIndex {2} \) Схема, показывающая, как упаковать высушенный образец в капиллярную трубку для анализа точки плавления: (a) с помощью шпателя введите достаточное количество образца в отверстие трубки, (b) используя постукивание перемещая или опуская пробирку, упакуйте пробу в закрытый конец; (c) проба готова к загрузке в прибор.Запись данных
Выполнение анализа различается от машины к машине, но в целом процесс один и тот же ( Рисунок \ (\ PageIndex {3} \) ). Если возможно, выберите начальную температуру, конечную температуру и скорость изменения температуры. Если идентичность образца известна, основывайте начальную и конечную температуры на основе известной точки плавления химического вещества, обеспечивая поля с обеих сторон диапазона. Если вы используете модель без программирования, просто включите машину и отслеживайте скорость изменения температуры вручную.
Рисунок \ (\ PageIndex {3} \) Видео, в котором обсуждаются подготовка образцов, запись данных и анализ точки плавления в целом. Сделано на химическом факультете Университета Индианы и Университета Пердью в Индианаполисе.
Осмотрите образец по мере его нагрева. Как только начнется таяние, обратите внимание на температуру. Когда образец полностью расплавится, снова отметьте температуру. Это диапазон температур плавления образца. Чистые образцы обычно имеют диапазон температур плавления 1-2 ° C, однако он может быть расширен из-за коллигативных свойств.
Интерпретация данных
Есть два основных использования данных анализа точки плавления. Первый предназначен для качественной идентификации образца, а второй – для количественной характеристики чистоты образца.
Для идентификации сравните экспериментальный диапазон температур плавления с неизвестными литературными значениями. Есть несколько обширных баз данных этих ценностей. Возьмите чистый образец предполагаемого химического вещества, смешайте с ним небольшое количество неизвестного химического вещества и снова проведите анализ температуры плавления.Если наблюдается резкий диапазон температур плавления при температурах, близких к литературным значениям, то неизвестное, вероятно, идентифицировано правильно. И наоборот, если диапазон температур плавления понижен или расширен, что может быть связано с коллигативными свойствами, то неизвестное не удалось идентифицировать.
Чтобы охарактеризовать чистоту, сначала необходимо узнать идентичность растворителя (основной составляющей образца) и идентичность основного растворенного вещества. Это может быть сделано с использованием других форм анализа, таких как газовая хроматография-масс-спектроскопия, в сочетании с базой данных.Поскольку депрессия точки плавления уникальна для химических веществ, необходимо получить или подготовить смешанную кривую плавления, сравнивающую молярные доли двух компонентов с точкой плавления ( Рисунок \ (\ PageIndex {4} \) ). Просто приготовьте стандарты с известным соотношением мольных долей, затем проведите анализ точки плавления для каждого стандарта и нанесите результаты на график. Сравните диапазон температур плавления экспериментального образца с кривой, чтобы определить приблизительные молярные доли компонентов.Такого рода определение чистоты не может быть выполнено, если в пробе более двух основных компонентов.
Рисунок \ (\ PageIndex {4} \) Смешанная кривая плавления нафталина и бифенила. Нечистые образцы демонстрируют снижение температуры плавления из-за коллигативных свойств. Взято из «Анализ точки плавления», Chem 211L, протокол Кларка Колледжа.Специфичность и точность
Анализ точки плавления является довольно конкретным и точным, учитывая его простоту. Поскольку точка плавления является уникальной физической характеристикой вещества, анализ точки плавления действительно имеет высокую специфичность.Хотя многие вещества имеют схожие точки плавления, поэтому представление о возможных химических веществах может значительно сузить выбор. Используемые термометры также точны. Однако температура плавления также зависит от давления, поэтому экспериментальные результаты могут отличаться от литературных значений, особенно в экстремальных местах, то есть на большой высоте. Самый большой источник ошибок связан с визуальным обнаружением плавления экспериментатором. Контроль скорости изменения и выполнение нескольких испытаний может уменьшить степень ошибки, вносимой на этом этапе.
Преимущества анализа точки плавления
Анализ точки плавления – это быстрый, относительно простой и недорогой предварительный анализ, если образец уже в основном чистый и имеет подозреваемую идентичность. Кроме того, для анализа требуются только небольшие образцы.
Ограничения анализа точки плавления
Как и любой другой анализ, у анализа точки плавления есть определенные недостатки. Если образец не твердый, анализ точки плавления не может быть проведен. Кроме того, анализ разрушает образец.Для качественного идентификационного анализа теперь существуют более конкретные и точные анализы, хотя они, как правило, намного дороже. Кроме того, образцы с более чем одним растворенным веществом не могут быть проанализированы количественно на чистоту.
Плавка анализ поведения и выделенного газа ксилозы
M Hurtta я Питкянен J Knuutinen (2004) Carbohydr.Res. 339 2267 Вхождение Ручка10.1016 / j.carres.2004.06.022 Вхождение Ручка1: CAS: 528: DC% 2BD2cXntVOju7s% 3D
Артикул CAS Google Scholar
JL Макнотон CT Мортимер et al. (1975) Дифференциальная сканирующая калориметрия Корпорация Перкин-Элмер Коннектикут 24
Google Scholar
F Шафизаде GD Макгиннис РА Susott HW Таттон (1971) Дж.Орг. Chem. 36 2813 Вхождение Ручка 10.1021 / jo00818a018 Вхождение Ручка1: CAS: 528: DyaE3MXltlSjsbw% 3D
Артикул CAS Google Scholar
F Шафизаде (1971) Дж.Polym. Наука: Часть C 36 21 год
Google Scholar
Y Roos et al. (1995) Фазовые переходы в продуктах питания Academic Press Inc. Сан Диего
Google Scholar
Y Roos (1993) Carbohydr.Res. 238 39 Вхождение Ручка 10.1016 / 0008-6215 (93) 87004-C Вхождение Ручка1: CAS: 528: DyaK3sXhsVKnsL4% 3D
Артикул CAS Google Scholar
А Raemy TF Schweizer (1983) Дж.Thermal Anal. 28 95 Вхождение Ручка ручка 10.1007 / BF02105282 Вхождение Ручка1: CAS: 528: DyaL2cXkvFWgt7o% 3D
Артикул CAS Google Scholar
DR Lide et al. (1993) CRC Handbook of Chemistry and Physics, 74 th Ed. CRC Press Бока-Ратон
Google Scholar
RS Шалленбергер et al. (1982) Продвинутая химия сахара Компания Avi Publishing Company Inc.Вестпорт, Коннектикут
Google Scholar
JF Стоддарт et al. (1971) Стереохимия углеводов Wiley-Interscience Нью-Йорк
Google Scholar
RS Шалленбергер GG Береза et al. (1975) Химия сахара Компания Avi Publishing Company Inc. Вестпорт, Коннектикут
Google Scholar
р Polacek J Stenger U Каатце (2002) Дж.Chem. Phys. 116 2973 Вхождение Ручка 10.1063 / 1.1436123 Вхождение Ручка1: CAS: 528: DC% 2BD38XptlOgtg% 3D% 3D
Артикул CAS Google Scholar
РК Шмидт M Karplus JW Брэди (1996) Дж.Являюсь. Chem. Soc. 118 541 Вхождение Ручка 10.1021 / ja951066a Вхождение Ручка1: CAS: 528: DyaK28XitValuw% 3D% 3D
Артикул CAS Google Scholar
Q Лю JW Брэди (1996) Дж.Являюсь. Chem. Soc. 118 12276 Вхождение Ручка 10.1021 / ja962108d Вхождение Ручка1: CAS: 528: DyaK28XmvV2gtr0% 3D
Артикул CAS Google Scholar
J Angyal (1968) Aust.J. Chem. 21 2737 Вхождение Ручка1: CAS: 528: DyaF1MXivFaitA% 3D% 3D Вхождение Ручка 10.1071 / CH9682737
CAS Статья Google Scholar
S Такаги GA Джеффри (1979) Acta Cryst. B35 1482 Вхождение Ручка1: CAS: 528: DyaE1MXks1Kksbs% 3D
CAS Google Scholar
А Хордвик (1971) Acta Chem. Сканд. 25 2175 Вхождение Ручка1: CAS: 528: DyaE3MXlsFGrs70% 3D Вхождение Ручка 10.3891 / acta.chem.scand.25-2175
CAS Статья Google Scholar
GA Джеффри А Роббинс (1980) Acta Cryst. B36 373 Вхождение Ручка1: CAS: 528: DyaL3cXhtl2ju74% 3D
CAS Google Scholar
N Заман (1986) Дж.Bangladesh Acad. Sci. 10 177 Вхождение Ручка1: CAS: 528: DyaL2sXktF2jsg% 3D% 3D
CAS Google Scholar
http://www.aist.go.jp/RIODB/SDBS/menu-e.html
M Hurtta я Питкянен (2004) Thermochim.Acta 419 19 Вхождение Ручка10.1016 / j.tca.2004.01.024 Вхождение Ручка1: CAS: 528: DC% 2BD2cXmvFOnsr4% 3D
Артикул CAS Google Scholar
TF Pijpers VBF Матот B Годерис RL Шерренберг EW ван дер Вегте (2002) Макромолекулы 35 3601 Вхождение Ручка 10.1021 / ma011122u Вхождение Ручка1: CAS: 528: DC% 2BD38XhvVGku78% 3D
Артикул CAS Google Scholar
U Ряйсянен я Питкянен ЧАС Halttunen M Hurtta (2003) Дж.Therm. Анальный. Cal. 72 481 Вхождение Ручка 10.1023 / A: 1024557011975
Артикул Google Scholar
А Охниши K Каты E Такаги (1977) Carbohydr.Res. 58 387 Вхождение Ручка 10.1016 / S0008-6215 (00) 84365-7 Вхождение Ручка1: CAS: 528: DyaE1cXnt1Cq
Артикул CAS Google Scholar
А Охниши E Такаги K Каты (1976) Carbohydr.Res. 50 275 Вхождение Ручка 10.1016 / S0008-6215 (00) 83859-8 Вхождение Ручка1: CAS: 528: DyaE2sXht12mtw% 3D% 3D
Артикул CAS Google Scholar
п Köll S Дейхим K Heyns (1973) Chem.Бер. 106 3565
Google Scholar
грамм Домбург VN Сергеева (1960) Latvijas PSR Zinatnu Akademijas Vestis 5 109
Google Scholar
M Хори F Накацубо (1998) Carbohydr.Res. 309 281 Вхождение Ручка 10.1016 / S0008-6215 (98) 00135-9 Вхождение Ручка1: CAS: 528: DyaK1cXls12ks7s% 3D
Артикул CAS Google Scholar
Г. Домбругс, О. И. Зильбербранд, В. И. Касаточкин и В. Н. Сергеева, Латвийский ПСР Зинатну Академия Вестис Кимияс Серия, (1962), стр.299–303.
K Heyns M Клиер (1968) Carbohydr. Res. 6 436 Вхождение Ручка 10.1016 / S0008-6215 (00) 81239-2 Вхождение Ручка1: CAS: 528: DyaF1cXktFSltrY% 3D
Артикул CAS Google Scholar
SJ Angyal VA Соленья (1972) Aust.J. Chem. 25 1695 Вхождение Ручка1: CAS: 528: DyaE38XltVajtrY% 3D
CAS Google Scholar
M Мерзляков C Шик (2001) Thermochim.Acta 380 5 Вхождение Ручка 10.1016 / S0040-6031 (01) 00631-1 Вхождение Ручка1: CAS: 528: DC% 2BD3MXotlWms7o% 3D
Артикул CAS Google Scholar
WJ Сичина РБ Кассель (2000) Труды ежегодной конференции NATAS по термическому анализу и приложениям 28 158
Google Scholar
B Кассель (2000) Am.Лаборатория. 32 23 Вхождение Ручка1: CAS: 528: DC% 2BD3cXhtV2rsrY% 3D
CAS Google Scholar
WJ Сичина (2001) Am. Лаборатория. 33 16, 18–20, 22–26
Google Scholar
K Пеличовски K Флейтух J Пеличовски (2004) Полимер 45 1235 Вхождение Ручка 10.1016 / я.полимер.2003.12.045 Вхождение Ручка1: CAS: 528: DC% 2BD2cXnsV2isA% 3D% 3D
Артикул CAS Google Scholar
M Шандор NA Бейли E Mathiowitz (2002) Полимер 43 279 Вхождение Ручка 10.1016 / S0032-3861 (01) 00612-7 Вхождение Ручка1: CAS: 528: DC% 2BD3MXnvFWgsbY% 3D
Артикул CAS Google Scholar
K Пеличовски K Флейтух (2004) Полимери 49 558 Вхождение Ручка1: CAS: 528: DC% 2BD2cXntVens7Y% 3D
CAS Google Scholar
B Кассель п Скотто B Сичина (1999) Труды ежегодной конференции NATAS по термическому анализу и приложениям 27 33
Google Scholar
п Робинсон (2001) Медицинские пластмассы 15 114
Google Scholar
Пайка Be с CuCrZr-бронзой с использованием присадочного металла на основе меди STEMET
Основные характеристики
- •
Пайка элементов первой стенки ИТЭР быстро закаленными присадочными металлами.
- •
Оптимизация состава присадочных металлов на основе системы Cu – Ni – Sn – P. Сравнительные испытания присадочных металлов различного состава.
- •
Пайка (Be / CuCrZr) присадочными металлами: Cu – 6.4Ni – 9.2Sn – 6.3P и Cu – 9.1Ni – 3.6Sn – 8.0P.
- •
Проведение металлографических исследований зоны пайки.
- •
Испытания соединений на механический сдвиг до и после термообработки.
Реферат
В Д.В. Ефремова, элементы первой стенки ИТЭР (бериллиевые плитки и теплоотвод CuCrZr-бронза) в настоящее время соединяются “ быстрой ” пайкой (нагрев со скоростью 150 К / мин) с использованием способ пропускания тока через паяные образцы. Для этого используется быстрозакаленный припой STEMET 1101. Термический цикл пайки состоит из быстрого нагрева сборки до температуры 700–720 ° С и последующего охлаждения (скорость 60 К / мин).Однако при этих температурах могут происходить процессы, приводящие к потере прочности CuCrZr на растяжение и сдвиг. Поэтому снижение температуры пайки – очень важная задача.
Оптимизация состава присадочных металлов системы Cu – Ni – Sn – P и сравнительные испытания присадочных металлов различного состава были проведены в данной работе для снижения температуры пайки бериллия с CuCrZr. Сплавы следующих составов Cu – 6.4Ni – 9.2Sn – 6.3P (STEMET 1105) и Cu – 9.1Ni – 3.6Sn – 8.0P (STEMET 1101) были изготовлены в виде быстрозакаленных лент толщиной 50 мкм и шириной 50 мм. На них производилась пайка в печи джоулевым нагревом (со скоростью 15 град / мин) бериллия с CuCrZr (Be / CuCrZr) при температурах 650, 700 и 750 ° C в течение 15 мин. Проведены металлографические исследования зоны пайки и механические испытания соединений на сдвиг до и после термообработки при 350 ° С в течение 30 ч. Было обнаружено, что соединения Be / CuCrZr, спаянные при 650 ° C с использованием STEMET 1105 ( τ с = 230 МПа) и при 750 ° C с использованием STEMET 1101 ( τ с = 260 МПа), имели лучшие характеристики прочности на сдвиг.Однако наблюдается значительное снижение микротвердости CuCrZr с 1570 до 1140 МПа при 750 ° С, что свидетельствует о значительной потере его прочности. Полученные результаты показывают, что пайка бериллия с CuCrZr с использованием STEMET 1105 при 650–700 ° C не окажет отрицательного воздействия на CuCrZr.
Ключевые слова
Первая стенка ИТЭР
Пайка бериллия с CuCrZr
Медные присадочные металлы
STEMET
Рекомендуемые статьиЦитирующие статьи (0)
Смотреть аннотацию© 2016 Авторы.Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Цитирующие статьи
Произошла ошибка при настройке вашего пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.