Температура плавления серебряного припоя: Серебряный припой: температура плавления, состав, марки
alexxlab | 14.05.1986 | 0 | Разное
Серебряный припой: температура плавления, состав, марки
Серебряный припой обладает уникальными качествами. С его помощью можно спаивать самые разнообразные металлы и сплавы. В зависимости от содержания серебра и других ингредиентов свойства припоя можно подобрать под требуемую задачу. Основным достоинством серебряных припоев является высокая прочность, долговечность и электропроводность получаемых соединений.
Серебряный припой
Содержание
Разновидности
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Припои с низким содержанием — до 40% — используют для пайки заготовок из стальных и цветных сплавов. Такие составы обладают недостаточной прочностью для соединения деталей толще 3 мм.
Составы со средним содержанием — от 40 до 60% применяют для пайки медных, никелевых и стальных деталей, испытывающих значительные статические нагрузки, удары и вибрацию.
Серебряный припой с высоким процентом — от 65% используют при пайке особо ответственных швов, таких, как ленточные пилы и соединения проводов. Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.
Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.
- Химический состав серебряных припоев
- Свойства серебряных припоев
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки.
Технические характеристики
В состав наиболее распространенных серебряных припоев входят такие элементы, как Ag, Cu, Zn, Sn, Mn, P, Cd.
| Марка | Наличие элементов, % | |||||||||
| Ag | Cu | Zn | Sn | Mn | P | Cd | Примеси, макс | |||
| Pb | Fe | |||||||||
| ПСр72 | 72 | След | — | — | — | — | — | 0,005 | 0,1 | |
| ПСр71 | 71 | След | — | — | — | 1 | — | 0,005 | 0,15 | |
| ПСр70 | 70 | 26, | След | — | — | — | — | 0,05 | 0,1 | |
| ПСр65 | 65 | 20,0 | След | — | — | — | — | 0,1 | 0,1 | |
| ПСр62 | 62 | 28,0 | — | След | — | — | — | 0,005 | 0,15 | |
| ПСр50 | 50 | След | — | — | — | — | — | 0,005 | 0,15 | |
| ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | След | 0,1 | 0,1 | |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 | |
Серебряные припои с содержанием выше 72% используются в ювелирном деле.
Особенности выбора
Выбор припоя, лучшим образом подходящего к конкретному сочетанию материалов, толщины и конфигурации заготовок, требований к механическим и тепловым нагрузкам на шов — непростое дело. Для создания прочных долговечных швов, устойчивых к статическим и динамическим нагрузкам, опытные мастера рекомендуют выбирать серебряный припой со средним или высоким содержанием благородного металла. В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.
Пайка ювелирных изделий
При пайке ювелирных изделий высокая стоимость основного материала оправдывает применение припоев с содержание серебра от 85 до 100%, или чистого серебра. Такой припой для серебра выпускается в виде проволоки диаметром 1 мм.
При создании швов, предназначенных для эксплуатации при повышенных температурах, не подходят составы, содержащие свинец или олово. Из-за своей низкой температуры плавления они будут ослаблять все соединение. В этом случае выбирают серебряно-медные паяльные материалы.
В этом случае выбирают серебряно-медные паяльные материалы.
Достоинства
Температура плавления чисто серебряного припоя составляет 962 °С, шов получается пластичным и мягким. Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
От состава и процентного содержания присадок зависят достоинства конкретного припоя.
Общими достоинствами серебряных припоев являются:
- высокая жидкотекучесть;
- прочность;
- коррозионная стойкость;
- пригодность для работы с широким диапазоном материалов;
- низкое сопротивление электрическому току.
Рабочая температура состава тем ниже, чем меньше содержание Ag. Пропорционально уменьшаются трудоемкость и энергоемкость пайки.
Процентное содержание серебра
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Применяются они и в электротехнике — состав, содержащий всего 2% Ag, 62% Sn и 36% Pb весьма популярен при электро- и радиомонтаже.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
- Припой ПСр40
- Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов. Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение.
- Припой ПСр60
- Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Какие флюсы подходят
Чтобы получить высококачественный и долговечный шов, требуется перед пайкой обработать поверхности заготовок флюсами. Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Флюсы также способствуют увеличению текучести расплава и смачиваемости поверхности заготовки серебряным припоем.

Один из наиболее популярных среди пайщиков флюсовых материалов — это бура.
Бура для пайки
Паяльную пасту можно приготовить следующим образом:
- Порошок буры высыпать в термостойкую емкость для смешивания.
- Тонкой струей добавить воду, тщательно размешать.
- Нагреть до достижения полной прозрачности.
- Слить жидкую фазу, осадок растереть до консистенции сметаны.
Паста подходит для серебряных припоев с температурой плавления от 490 до 910 °С.
Применяется также состав, содержащий:
- 35% борного ангидрида B2O3;
- 43% KF;
- 22% K₂B₄O₇.
Паяльная паста
Фторид калия прокаливают в течение 3-4 часов, далее все составляющие тщательно перемешивают, нагревают до расплавления. После охлаждения материал дробят и растирают до состояния мелкодисперсного порошка. Держать его следует в герметичной таре, поскольку он активно поглощает водяные пары, содержащиеся в воздухе, теряя при этом свои рабочие качества.
Для пайки пористых материалов применяют флюс на основе тетрафторбората калия. Для того чтобы получить такой состав, потребуется использовать чрезвычайно сильную и опасную плавиковую кислоту.
Если нет достаточных навыков обращения с сильнодействующими химикатами, состав надежнее купить в магазине.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.
Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Ингус следует заранее покрыть тонким слоем воска, прогреть и держать наготове рядом с горелкой.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Материалы и инструменты для создания припоя
Для самостоятельного изготовления серебряного припоя следует подготовить следующие материалы и оборудование:
- Серебряный лом.

- Присадочные материалы (Zn, Cu, бура в качестве флюса и другие по рецептуре).
- Лабораторные или ювелирные весы.
- Газовая горелка, закрепленная на подставке, исключающей опрокидывание.
- Плавильная ложка.
- Ножницы по металлу.
- Емкость и лопатка для смешивания ингредиентов.
- Абразивная бумага.
- Ингус.
Серебряный лом
Стол, на котором будут проводиться работы, должен иметь огнеупорное покрытие.
Серебряный припой: температура плавления, состав, марки
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.
Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.
Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Внимание!
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.
Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.

Пайка газовой горелкой
Пайка с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы . Далее можно заполировать излишки олова.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.
Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.
Свойства серебряных припоев
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки
Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность
Состав паяльных сплавов
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
Марка припоя | Химический состав, % | |||||
Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
ПОССуЗО-О. | 29 31 | 0,05-0,5 | — | — | —»— | — |
ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
ЦО-12 | — | — | — | — | ||
ЦА-15 | — | — | — | — |
 5
5Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Это интересно: Виды антикоррозийных покрытий для изделий из металла
Какие флюсы подходят?
Флюс для пайки серебра применяется для получения надежного и долговечного соединения. Этот вспомогательный материал предназначен для предварительной очистки поверхности от загрязнений и различных окислений, которые могут стать причиной снижения прочности шва. Качественный флюс может повысить текучесть металла в разогретом состоянии. Наиболее популярен вариант бура.
При необходимости паяльная паста может быть изготовлена своими руками. Инструкция по изготовлению следующая:
- Бура высыпается в емкость с термической устойчивостью.

- Тонкой струей добавляется вода, бура медленно перемешивается. Основная задача заключается в получении однородной смеси без комков.
- Вещество нагревается до прозрачности. Для этого приходится использовать горелки. При нагреве могут выделяться различные вредные вещества, поэтому следует быть осторожным.
- Жидкая фаза сливается, после чего осадок растирается до масляной консистенции. Он наносится на обрабатываемую поверхность при помощи кисти или другого подобного изделия.
Самодельная паста может применяться вместе с припоем, температура плавления которого — +490…+910°С. Для пайки пористых материалов подходит состав, изготавливаемый на основе тетрафторбората.
При отсутствии навыков работы с сильнодействующими химикатами следует приобрести требуемый состав в специализированном магазине. Работа должна проводиться в защитной одежде, так как попадание химикатов на поверхность кожи категорически запрещается.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру
Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Применения недорогих марок
Самое низкое содержание серебра и высокую температуру плавления, равную 830 ℃, имеет припой ПСр-10. Помимо 10% серебра в сплаве содержится 53% меди и около 37% свинца.
Указанное содержание благородного металла является минимально возможным в средствах для твердого спаивания. Образующийся шов выдерживает нагревание до 800 ℃.
Данный серебряный материал предназначен для пайки стальных сплавов, композиций из цветных металлов. Им можно паять латунь с большой концентрацией меди (более 58%).
Важно помнить, что температура эксплуатации спаянных деталей, не должна быть больше температуры плавления данного серебряного припоя. Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %
Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %.
Пайка недорогим серебряным припоем ПСр-25 позволяет получить особо чистый шов. Содержание серебра, равное 25%, обуславливает не очень высокие прочностные характеристики соединения. В припое также присутствует 40% меди, около 35% цинка.
Для тонкой работы имеющихся показателей стойкости к ударам бывает достаточно. Если предстоит прочно припаять крупные детали, следует выбрать другой состав.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.
Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Физические свойства
Припои с высоким содержанием серебра обладают высокой жидкотекучестью. Они проникают в мелкие поры соединяемых деталей. Легкоплавкие материалы ПСр 62, ПСр 40 рекомендуют для пайки деталей, которые не переносят высокие температуры.
Они проникают в мелкие поры соединяемых деталей. Легкоплавкие материалы ПСр 62, ПСр 40 рекомендуют для пайки деталей, которые не переносят высокие температуры.
Серебряные припои универсальны и подходят для пайки практически всех сталей и сплавов, включая неметаллические материалы типа керамики. Основное условие прочного соединения, температура плавления проволоки должна быть ниже, чем у соединяемых деталей.
Низкое удельное сопротивление расходного материала позволяет паять микро и электросхемы.
Характеристики и свойства припоя из серебра
Собственноручное создание серебряного припоя часто делается для применения в домашней обстановке. В большинстве случаев серебряный припой необходим для того, чтобы спаять вместе сразу несколько слоев разнообразных металлов, ведь в итоге должен получиться большой по толщине слой, который нужно создавать несколько раз. Именно поэтому у материала должна быть высокая температура плавления для проведения ступенчатой пайки, чтобы при спаивании очередного металла не испортился и предыдущий слой. Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
При создании данного типа материала необходимо обеспечить, чтобы в состав входило 30 % серебра. Меди должно быть около 20 %, цинка 16 %, а кадмия 33 %. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Материалы и инструменты для создания припоя
Имеется несколько вариантов создания серебряного припоя самостоятельно. Однако даже самые простые из них требуют тщательной работы, причем не факт, что материал получится качественным. Для начала стоит найти все инструменты и необходимые материалы. Для этого понадобятся:
- ломик для серебра;
- другие металлы, входящие в состав, к примеру, бура для пайки, латунь, медь;
- весы;
- ложечка;
- кусачки;
- ножницы;
- наждачка;
- горелка газовая;
- лопаточка;
- фальцы;
- ингус.

Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.
Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке
Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
Читайте отзывы с обзорами и проверяете полученный товар.
Как происходит сам процесс
Чтобы соединить детали вместе и починить изделие, нужно знать, как происходит пайка в домашних условиях. От выбора нагревательного инструмента будет зависеть весь ход ремонтных работ.
Как паять серебро паяльником
Зная технологию и особенности пайки серебра можно сделать надёжное соединение без дефектов. Ход работ:
Ход работ:
- Рабочие поверхности очищаются от грязи и обезжириваются.
- Детали зажимаются в тисках.
- Для защиты от окислительных процессов на место соединения наносится слой флюса.
- В процессе работы паяльником флюс должен равномерным слоем покрывать место соединения.
Остатки флюса удаляются кислотным раствором.
Как паять серебро газовой горелкой
Ход работ при пайке предметов из серебра:
Детали нужно закрепить на негорючей поверхности.
Место спайки очищается и обезжиривается.
Порошковый припой наносится на место соединения. Сверху он покрывается флюсом.
С помощью газовой горелки создаётся соединительный шок
Важно не сдувать припой пламенем.
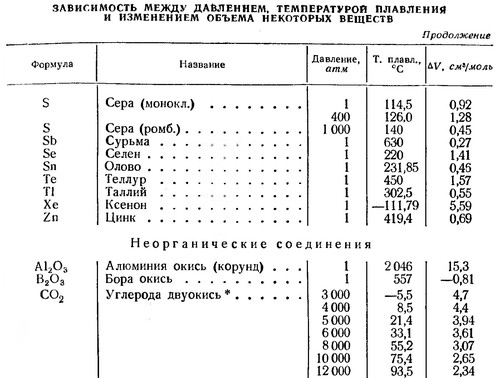
Температура плавления
Серебряные припои используют в высокотемпературной пайке. Температура плавления прутков сильно отличается. Она зависит от количества серебра и наличия других легирующих компонентов. Легче всего переходит в жидкое состояние при 508 – 511⁰C припой марок ПСр 1, ПСр 2-58. Он содержит 30 – 58% олова или свинца и до 2% серебра.
Резко выделяются своей тугоплавкостью, среди аналогичных по содержанию серебра, материалов, ПСр 10 и ПСр 12. Они содержат висмут в 2 раза больше остальных марок припоя и медь до 52%. Температура плавления их соответственно 1123⁰ и 1103⁰C.
Припой серебряный ПСр 45 содержит из дополнительных веществ 30% меди. Плавится при температуре 938⁰C, переходит полностью в жидкое состояние при 1003⁰C.
У стоящего рядом с ним в списке припое серебряном ПСр 40 содержание меди и цинка по 17%. Плавление до полного перехода в жидкое состояние осуществляется при температуре 863⁰ – 883⁰C.
Плавление до полного перехода в жидкое состояние осуществляется при температуре 863⁰ – 883⁰C.
Марки проволоки ПСр 71 и ПСр 72 содержат меди менее 3%. Большое количество серебра делает их тугоплавкими, с температурой перехода в жидкое состояние 1068⁰ и 1052⁰C.
Наличие флюсов влияет на температуру плавления серебряных сплавов при пайке и она ниже, чем чистого сплава в печи.
Серебряный припой: температура плавления, состав, марки
Разновидности
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Припои с низким содержанием — до 40% — используют для пайки заготовок из стальных и цветных сплавов. Такие составы обладают недостаточной прочностью для соединения деталей толще 3 мм.
Составы со средним содержанием — от 40 до 60% применяют для пайки медных, никелевых и стальных деталей, испытывающих значительные статические нагрузки, удары и вибрацию.
Серебряный припой с высоким процентом — от 65% используют при пайке особо ответственных швов, таких, как ленточные пилы и соединения проводов. Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.
Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.
Химический состав серебряных припоев
Свойства серебряных припоев
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки. Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность.
Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность.
Как и с помощью чего спаять серебро?
Прежде, чем решиться припаять части серебряного изделия самостоятельно, нужно разобраться в физико-химических свойствах благородного металла. Температура плавления серебра составляет 960 градусов. Это средний показатель для различных металлов, из которых производятся ювелирные украшения.
Температура плавления зависит от того, какое количество чистого серебра содержится в сплаве. Чтобы паек получился качественным, нужно основательно подойти к выбору серебряного припоя.
Он представляет собой прочное паяное соединение и применятся для пайки как цветных, так и черных металлов, а также различных сплавов. Для удобства использования все припои подлежат маркировке, включающей буквенно-цифровой набор. Цифровой показатель определяет количество серебра в припое в процентном соотношении.
Любой шов, спаянный при помощи припоя, устойчив к коррозии, не деформируется, является прочным. Самый важный фактор из выше перечисленных – антикоррозийность. Чтобы данный момент соблюдался, следует выбирать припои, в которых повышенное содержание чистого серебра.
Самый важный фактор из выше перечисленных – антикоррозийность. Чтобы данный момент соблюдался, следует выбирать припои, в которых повышенное содержание чистого серебра.
В случае невозможности приобрести припой в специальных торговых точках, можно сделать его самостоятельно. Самый распространенный и качественный состав, в который входят:
Все компоненты расплавляются в муфельной печи. Смесь после плавки переливают на подложку и пропускают через станок, чтобы получились листы нужной толщины. Для спаивания применяют листы 1-3 мм. От них отрезают полоски необходимой длины.
Читать также: Полка из металла своими руками
Технические характеристики
В состав наиболее распространенных серебряных припоев входят такие элементы, как Ag, Cu, Zn, Sn, Mn, P, Cd.
| Марка | Наличие элементов, % | |||||||||
| Ag | Cu | Zn | Sn | Mn | P | Cd | Примеси, макс | |||
| Pb | Fe | |||||||||
| ПСр72 | 72 | След | — | — | — | — | — | 0,005 | 0,1 | |
| ПСр71 | 71 | След | — | — | — | 1 | — | 0,005 | 0,15 | |
| ПСр70 | 70 | 26, | След | — | — | — | — | 0,05 | 0,1 | |
| ПСр65 | 65 | 20,0 | След | — | — | — | — | 0,1 | 0,1 | |
| ПСр62 | 62 | 28,0 | — | След | — | — | — | 0,005 | 0,15 | |
| ПСр50 | 50 | След | — | — | — | — | — | 0,005 | 0,15 | |
| ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | След | 0,1 | 0,1 | |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 | |
Серебряные припои с содержанием выше 72% используются в ювелирном деле.
Сортамент
Для пайки выпускается серебряный припой проволока диаметром от 0,15 мм. Максимальная толщина расходного материала 6 мм. Шаг в размерах до 0,4 мм составляет 0,05 мм, от 0,6 мм до 2 мм разница в сечении стоящих рядом прутков 0,2 мм. Наибольшие размеры 4 – 6 мм идут целым числом.
Ограничение по минимальному сечению имеет проволока серебряная с содержанием свинца и сурьмы более 50%. Цифра берется суммарная, если оба вещества имеются в составе. Припой выпускается от размера 0,5 мм.
Серебряный припой выпускается в не отожженном виде. Отжиг может производиться для проволоки диаметром от 2 мм и более по договоренности с заказчиком. На технические характеристики пайки термообработка не влияет. Пруток становится мягче, пластичнее, лучше укладывается плотными рядами при намотке на катушку.
Припой ПСр до 0,5 мм наматывается на катушки. Свыше этого сечения сматывается в мотки. Максимальный вес упаковки проволоки 6 мм – кг. Намотка должна состоять из одного цельного куска без спайки и соединений другими способами.
Намотка должна состоять из одного цельного куска без спайки и соединений другими способами.
Для бытового использования продаются катушки с массой проволоки:
- 200 гр до Ф 0,35 мм;
- 300 гр до Ф 0,60 мм;
- 500 гр весит прокат диаметром 0,8 мм;
- до диаметра 1,6 мм вес припоя в мотке 1600 гр.
Любители используют в основном припой малого диаметра. 200 – 300 гр расходного материала достаточно, чтобы несколько лет паять и лудить дома платы и ювелирные изделия. Большие мотки подходят для производственных работ.
Полосы для пайки выпускаются толщиной от 0,1 мм до 5 мм. Ширина материала 5 – 200 мм. Длин может быть нормированной и свободной. В пачки собирают полосы одного размера.
Особенности выбора
Выбор припоя, лучшим образом подходящего к конкретному сочетанию материалов, толщины и конфигурации заготовок, требований к механическим и тепловым нагрузкам на шов — непростое дело. Для создания прочных долговечных швов, устойчивых к статическим и динамическим нагрузкам, опытные мастера рекомендуют выбирать серебряный припой со средним или высоким содержанием благородного металла. В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.
В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.
Пайка ювелирных изделий
При пайке ювелирных изделий высокая стоимость основного материала оправдывает применение припоев с содержание серебра от 85 до 100%, или чистого серебра. Такой припой для серебра выпускается в виде проволоки диаметром 1 мм.
При создании швов, предназначенных для эксплуатации при повышенных температурах, не подходят составы, содержащие свинец или олово. Из-за своей низкой температуры плавления они будут ослаблять все соединение. В этом случае выбирают серебряно-медные паяльные материалы.
Температура плавления
Серебряные припои используют в высокотемпературной пайке. Температура плавления прутков сильно отличается. Она зависит от количества серебра и наличия других легирующих компонентов. Легче всего переходит в жидкое состояние при 508 – 511⁰C припой марок ПСр 1, ПСр 2-58. Он содержит 30 – 58% олова или свинца и до 2% серебра.
Он содержит 30 – 58% олова или свинца и до 2% серебра.
Резко выделяются своей тугоплавкостью, среди аналогичных по содержанию серебра, материалов, ПСр 10 и ПСр 12. Они содержат висмут в 2 раза больше остальных марок припоя и медь до 52%. Температура плавления их соответственно 1123⁰ и 1103⁰C.
Припой серебряный ПСр 45 содержит из дополнительных веществ 30% меди. Плавится при температуре 938⁰C, переходит полностью в жидкое состояние при 1003⁰C.
У стоящего рядом с ним в списке припое серебряном ПСр 40 содержание меди и цинка по 17%. Плавление до полного перехода в жидкое состояние осуществляется при температуре 863⁰ – 883⁰C.
Марки проволоки ПСр 71 и ПСр 72 содержат меди менее 3%. Большое количество серебра делает их тугоплавкими, с температурой перехода в жидкое состояние 1068⁰ и 1052⁰C.
Наличие флюсов влияет на температуру плавления серебряных сплавов при пайке и она ниже, чем чистого сплава в печи.
Достоинства
Температура плавления чисто серебряного припоя составляет 962 °С, шов получается пластичным и мягким. Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
От состава и процентного содержания присадок зависят достоинства конкретного припоя.
Общими достоинствами серебряных припоев являются:
- высокая жидкотекучесть;
- прочность;
- коррозионная стойкость;
- пригодность для работы с широким диапазоном материалов;
- низкое сопротивление электрическому току.
Рабочая температура состава тем ниже, чем меньше содержание Ag. Пропорционально уменьшаются трудоемкость и энергоемкость пайки.
Процентное содержание серебра
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Применяются они и в электротехнике — состав, содержащий всего 2% Ag, 62% Sn и 36% Pb весьма популярен при электро- и радиомонтаже.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
Припой ПСр40
Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов. Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение.
Высокая цена сдерживает его широкое применение.
Припой ПСр60
Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Инструменты для пайки серебра
При наличии соответствующего инструмента провести пайку можно самостоятельно. Больше всего трудностей возникает при работе с нержавейкой. Рекомендации следующие:
- Для начала проводится зачистка поверхности от различных загрязнений, может применяться любой механический метод. Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава.
- На зону будущей пайки выкладывается подобранный флюс. Технология нанесения во многом зависит от того, какой материал применяется. Флюс должен распространяться равномерно, так как в противном случае качество соединения может быть низким.
- Для обработки большой площади применяется специальная горелка, которой металл нагревается до нужной температуры.
 Первый признак того, что материал готов к пайке — изменение его температуры.
Первый признак того, что материал готов к пайке — изменение его температуры. - После достижения требуемого состояния заготовки подается выбранный припой. Он должен быть распространен по поверхности равномерным слоем.
- Весь шов проходится от начала до конца. Для остывания материала дается немного времени, после чего заготовка еще немного подогревается для постепенного снижения температуры.
Красивые цепочки, браслеты, серьги, вилки, ложки, подстаканники из серебра украшают жизнь человека. Но со временем изделия из благородного металла ломаются, нуждаются в ремонте, реставрации. Для выполнения подобных работ потребуется серебряный припой. Для 925 пробы можно его сделать своими руками, воспользовавшись советами профессиональных мастеров-ювелиров.
Для работы потребуются следующие материалы и инструменты: паяльники обычные и неправильной формы, отливка для припоя, лом серебра. Самый простой вариант того, как провести ремонт порвавшейся цепочки, – отнести ее ювелиру.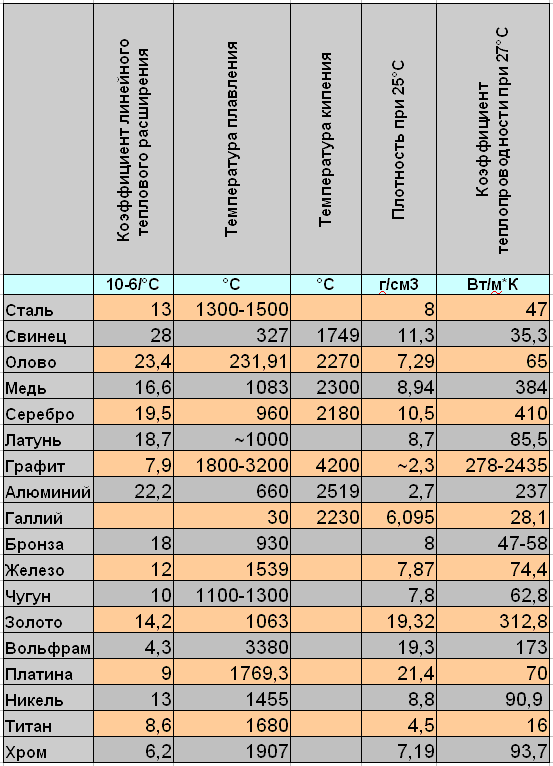 Но при желании можно справиться с проблемой и в домашних условиях, сэкономив денежные средства.
Но при желании можно справиться с проблемой и в домашних условиях, сэкономив денежные средства.
Для выполнения подобных действий важно владеть информацией о физико-химических характеристиках материала. Температура плавления серебра — 960 градусов по Цельсию. С точки зрения ювелиров, это средний показатель. К примеру, у меди плавление возможно при 1083ºС, золото плавится при 1063ºС.
В зависимости от компонентов, входящих в состав серебра, их температура будет меняться. Для того чтобы точно узнать характеристики сплава, можно воспользоваться техническими справочниками. Маркировка серебряных припоев подразумевает последовательность русских букв и цифр. Цифры характеризуют процентное содержание в припое благородного металла.
Чтобы отремонтировать серебряное изделие, нужно подготовить паяльник, зачистить поверхность изделия. Серебряный припой позволяет делать прочные, плотные швы, стойкие к коррозии. При ремонте ювелирных изделий применяют припой, содержащий более 70 процентов серебра, либо специальную пасту для пайки.
В домашних условиях для ремонта мелких ювелирных изделий подойдут сплавы серебра, цинка, меди, кадмия. Оптимальным для «новичков» будет следующий состав: 45 частей серебра, 25 – меди, 30 – цинка. Плавление компонентов осуществляется в муфельной печи, потребуется флюс. Готовую смесь выливают на подложку, после охлаждения пропускают через вальцовочный станок, чтобы получить тонкие листы.
Их толщина не должна превышать 0,5 мм. Для домашней пайки нужны листы, ширина которых составляет 1-3 мм. Для домашней пайки ювелирных изделий из серебра нежелательно пользоваться составами, содержащими кадмий. Данный металл вызывает серьезные проблемы со здоровьем. Место пайки подвергается действию воздуха, образуются оксиды.
Чтобы не допустить подобного явления, применяется в домашней пайке колофоний (флюс). При плавлении серебряного припоя важно следить за равномерным распределением флюса по обрабатываемой поверхности. Если есть сомнения в своих навыках и теоретических знаниях процесса пайки, лучше обращаться к профессиональному ювелиру.

Не рекомендуется применять в домашних условиях составы, содержащие кадмий, так как при испарении он негативно отражается на здоровье. Для предотвращения окислительного процесса и других негативных реакций можно использовать флюс (колофоний). Важно, чтобы он равномерно распределялся по поверхности металла.
Если случилась неприятность в виде разорвавшейся цепочки из серебра, не стоит отчаиваться и спешить избавляться от изделия. Поможет исправить положение ювелир. Однако возможность обратиться к нему за помощью есть не всегда.
Кроме того, подобная услуга будет стоить недешево и составит почти половину цены за сам предмет. Можно попытаться решить проблему самостоятельно и спаять серебряную цепочку в домашних условиях с применением доступных средств.
15 февраля 2021, 00:46
Советы, которые нужно помнить, когда занимаетесь пайкой серебра или других драгоценных металлов.
Каждый год я обучаю около 50 человек, которые являются новичками в работе с серебром, золотом, медью и латунью. Это особо заметно, что студенты являются новичками, когда наблюдаешь за процессом пайки металлов, особенно в работе и обращении с горелками.
Это особо заметно, что студенты являются новичками, когда наблюдаешь за процессом пайки металлов, особенно в работе и обращении с горелками.
Я не могу лично помочь каждому студенту и присутствовать в его дальнейшем развитии навыков пайки. Так что после первоначального обучения, я хотел бы дать моим нетерпеливым студентам следующие советы и подсказки для успешной пайки ювелирных изделий, и чтобы еще раз напомнить им о том, что они уже узнали.
Рекомендую разместить эту удобную шпаргалку в вашей мастерской и пользоваться, когда в этом будет нужда.
Какие флюсы подходят
Чтобы получить высококачественный и долговечный шов, требуется перед пайкой обработать поверхности заготовок флюсами. Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Флюсы также способствуют увеличению текучести расплава и смачиваемости поверхности заготовки серебряным припоем.

Один из наиболее популярных среди пайщиков флюсовых материалов — это бура.
Бура для пайки
Паяльную пасту можно приготовить следующим образом:
- Порошок буры высыпать в термостойкую емкость для смешивания.
- Тонкой струей добавить воду, тщательно размешать.
- Нагреть до достижения полной прозрачности.
- Слить жидкую фазу, осадок растереть до консистенции сметаны.
Паста подходит для серебряных припоев с температурой плавления от 490 до 910 °С.
Применяется также состав, содержащий:
- 35% борного ангидрида B2O3;
- 43% KF;
- 22% K₂B₄O₇.
Паяльная паста
Фторид калия прокаливают в течение 3-4 часов, далее все составляющие тщательно перемешивают, нагревают до расплавления. После охлаждения материал дробят и растирают до состояния мелкодисперсного порошка. Держать его следует в герметичной таре, поскольку он активно поглощает водяные пары, содержащиеся в воздухе, теряя при этом свои рабочие качества.
Для пайки пористых материалов применяют флюс на основе тетрафторбората калия. Для того чтобы получить такой состав, потребуется использовать чрезвычайно сильную и опасную плавиковую кислоту.
Если нет достаточных навыков обращения с сильнодействующими химикатами, состав надежнее купить в магазине.
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.
Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Ингус следует заранее покрыть тонким слоем воска, прогреть и держать наготове рядом с горелкой.

Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Плавка припоя
Оплавляя металлы, которые входят в состав смеси, получают в тигле серебряный припой для стали. Помещают гель в горн, заготовив специальное оборудование: буру, емкость с водой, угольную смесь, железный крюк, тигель. Сначала нужно расплавить тугоплавкие, а затем в смесь добавляют легкоплавкие металлы.
Чтобы делать своими руками припой высокого качества, работу необходимо разделить на два этапа. Сначала тигель убирают из горна, соединяют металл в емкости, наполненной водой. В итоге появляются мелкозернистые капли припоя. Их сушат, потом повторно плавят, покрывая бурой. Как только металл полностью расплавится, его выливают в специальные формы. После застывания бруски либо плитки прокатывают в тонкие полосы. Для последующего применения их режут на токарном станке на тонкую проволоку.
Оплавляя металлы, входящие в состав сплава, в тигле, получают серебряный припой. Тигель помещают в горн или расплавляют составляющие компоненты с применением паяльной трубки. Перед работой необходимо заготовить оборудование:
Перед работой необходимо заготовить оборудование:
- тигель;
- деревянную палку или железный крюк;
- буру;
- древесно-угольную смесь;
- емкость с водой.
Материалы и инструменты для создания припоя
Для самостоятельного изготовления серебряного припоя следует подготовить следующие материалы и оборудование:
- Серебряный лом.
- Присадочные материалы (Zn, Cu, бура в качестве флюса и другие по рецептуре).
- Лабораторные или ювелирные весы.
- Газовая горелка, закрепленная на подставке, исключающей опрокидывание.
- Плавильная ложка.
- Ножницы по металлу.
- Емкость и лопатка для смешивания ингредиентов.
- Абразивная бумага.
- Ингус.
Серебряный лом
Стол, на котором будут проводиться работы, должен иметь огнеупорное покрытие.
Серебряный припой: температура плавления, состав, марки
Разновидности
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Припои с низким содержанием — до 40% — используют для пайки заготовок из стальных и цветных сплавов. Такие составы обладают недостаточной прочностью для соединения деталей толще 3 мм.
Составы со средним содержанием — от 40 до 60% применяют для пайки медных, никелевых и стальных деталей, испытывающих значительные статические нагрузки, удары и вибрацию.
Серебряный припой с высоким процентом — от 65% используют при пайке особо ответственных швов, таких, как ленточные пилы и соединения проводов. Состав с высоким содержанием серебра позволяет обеспечить отличную электропроводность.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.
Химический состав серебряных припоев
Свойства серебряных припоев
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки. Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность.
Технические характеристики
В состав наиболее распространенных серебряных припоев входят такие элементы, как Ag, Cu, Zn, Sn, Mn, P, Cd.
| Марка | Наличие элементов, % | |||||||||
| Ag | Cu | Zn | Sn | Mn | P | Cd | Примеси, макс | |||
| Pb | Fe | |||||||||
| ПСр72 | 72 | След | — | — | — | — | — | 0,005 | 0,1 | |
| ПСр71 | 71 | След | — | — | — | 1 | — | 0,005 | 0,15 | |
| ПСр70 | 70 | 26, | След | — | — | — | — | 0,05 | 0,1 | |
| ПСр65 | 65 | 20,0 | След | — | — | — | — | 0,1 | 0,1 | |
| ПСр62 | 62 | 28,0 | — | След | — | — | — | 0,005 | 0,15 | |
| ПСр50 | 50 | След | — | — | — | — | — | 0,005 | 0,15 | |
| ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | След | 0,1 | 0,1 | |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 | |
Серебряные припои с содержанием выше 72% используются в ювелирном деле.
Расшифровка маркировки
В маркировке проволоки указаны основные ее характеристики. Например, обозначение припоя с 40 процентами серебра в составе и диаметром 5 мм выглядит так:
Проволока ПСр 40 5,0 ГОСТ 19746-74.
Расшифровывается данная маркировка следующим образом:
- Проволока серебряная, припой для пайки. Не отожженная.
- Содержит серебра 40%.
- Диаметр проката 5 мм.
- Изготовлена по ГОСТ 19746-74 – проволока серебряная для припоя, высшего качества.
Нормативными документами регулируются: технология производства, размеры сечения, методы контроля и допустимые дефекты. Каждый документ имеет свои требования для разных категорий серебряного припоя.
Химический состав одинаковый для всех категорий и типоразмеров серебряного проката. Он регламентируется ГОСТ и соответствующим международным стандартом.
Особенности выбора
Выбор припоя, лучшим образом подходящего к конкретному сочетанию материалов, толщины и конфигурации заготовок, требований к механическим и тепловым нагрузкам на шов — непростое дело. Для создания прочных долговечных швов, устойчивых к статическим и динамическим нагрузкам, опытные мастера рекомендуют выбирать серебряный припой со средним или высоким содержанием благородного металла. В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.
Для создания прочных долговечных швов, устойчивых к статическим и динамическим нагрузкам, опытные мастера рекомендуют выбирать серебряный припой со средним или высоким содержанием благородного металла. В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.
Пайка ювелирных изделий
При пайке ювелирных изделий высокая стоимость основного материала оправдывает применение припоев с содержание серебра от 85 до 100%, или чистого серебра. Такой припой для серебра выпускается в виде проволоки диаметром 1 мм.
При создании швов, предназначенных для эксплуатации при повышенных температурах, не подходят составы, содержащие свинец или олово. Из-за своей низкой температуры плавления они будут ослаблять все соединение. В этом случае выбирают серебряно-медные паяльные материалы.
Форма выпуска
Серебряный припой, применяемый для домашней и промышленной пайки, выпускается:
- проволока;
- листы различной толщины;
- полые трубки, наполненные канифолью.

Проволока различной толщины составляет большую часть продукции. ПСР легко подобрать для любого вида пайки, выбрав из большого количества нужный диаметр в пределах 0,13 – 6 мм.
Применение пластин для присадки пайки возможно только в условиях крупного предприятия. Домашнее оборудование просто не в состоянии их расплавить.
Начальник цеха сварочной проволоки и припоев завода ДонМет Евтюшенко В. П.: «Пластины ПСР применяют в электротехнической промышленности для лужения концов медных многожильных кабелей высоковольтных линий и для защитного покрытия крупных деталей, работающих в среде агрессивных газов и жидкостей. Нанесенный сверху слой серебра, химически инертного материала, защищает поверхность стали от окисления, разрушающего действия кислот. Используют в основном ПСР 40, или ПСР 45».
Достоинства
Температура плавления чисто серебряного припоя составляет 962 °С, шов получается пластичным и мягким. Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
От состава и процентного содержания присадок зависят достоинства конкретного припоя.
Общими достоинствами серебряных припоев являются:
- высокая жидкотекучесть;
- прочность;
- коррозионная стойкость;
- пригодность для работы с широким диапазоном материалов;
- низкое сопротивление электрическому току.
Рабочая температура состава тем ниже, чем меньше содержание Ag. Пропорционально уменьшаются трудоемкость и энергоемкость пайки.
Как выбрать правильный?
Важно правильно выбрать наиболее подходящий припой для каждого случая. Основными рекомендациями можно назвать нижеприведенные моменты:
- Определяются условия эксплуатации создаваемого соединения: температура, оказываемое воздействие, влажность и другие. Некоторые предназначены для передачи электрического тока, другие подвергаются нагреву или переменным нагрузкам.
- Температура плавления. Для распределения припоя по поверхности его нужно нагреть до соответствующей температуры.
 Не все паяльники могут нагреть материал до температуры +600°С.
Не все паяльники могут нагреть материал до температуры +600°С. - Область применения. Чистые составы используются при ювелирных работах, с примесями в промышленности.
Некоторые производители указывают то, какая марка припоя подходит для каких задач. Поэтому проблем с выбором наиболее подходящего состава не возникает.
Процентное содержание серебра
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Применяются они и в электротехнике — состав, содержащий всего 2% Ag, 62% Sn и 36% Pb весьма популярен при электро- и радиомонтаже.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
Припой ПСр40
Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов. Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение.
Припой ПСр60
Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Какие флюсы подходят
Чтобы получить высококачественный и долговечный шов, требуется перед пайкой обработать поверхности заготовок флюсами. Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Флюсы также способствуют увеличению текучести расплава и смачиваемости поверхности заготовки серебряным припоем.
Один из наиболее популярных среди пайщиков флюсовых материалов — это бура.
Бура для пайки
Паяльную пасту можно приготовить следующим образом:
- Порошок буры высыпать в термостойкую емкость для смешивания.
- Тонкой струей добавить воду, тщательно размешать.
- Нагреть до достижения полной прозрачности.
- Слить жидкую фазу, осадок растереть до консистенции сметаны.
Паста подходит для серебряных припоев с температурой плавления от 490 до 910 °С.
Применяется также состав, содержащий:
- 35% борного ангидрида B2O3;
- 43% KF;
- 22% K₂B₄O₇.

Паяльная паста
Фторид калия прокаливают в течение 3-4 часов, далее все составляющие тщательно перемешивают, нагревают до расплавления. После охлаждения материал дробят и растирают до состояния мелкодисперсного порошка. Держать его следует в герметичной таре, поскольку он активно поглощает водяные пары, содержащиеся в воздухе, теряя при этом свои рабочие качества.
Для пайки пористых материалов применяют флюс на основе тетрафторбората калия. Для того чтобы получить такой состав, потребуется использовать чрезвычайно сильную и опасную плавиковую кислоту.
Если нет достаточных навыков обращения с сильнодействующими химикатами, состав надежнее купить в магазине.
Процесс пайки
При наличии соответствующего инструмента провести пайку можно самостоятельно. Больше всего трудностей возникает при работе с нержавейкой. Рекомендации следующие:
- Для начала проводится зачистка поверхности от различных загрязнений, может применяться любой механический метод.
 Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава.
Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава. - На зону будущей пайки выкладывается подобранный флюс. Технология нанесения во многом зависит от того, какой материал применяется. Флюс должен распространяться равномерно, так как в противном случае качество соединения может быть низким.
- Для обработки большой площади применяется специальная горелка, которой металл нагревается до нужной температуры. Первый признак того, что материал готов к пайке — изменение его температуры.
- После достижения требуемого состояния заготовки подается выбранный припой. Он должен быть распространен по поверхности равномерным слоем.
- Весь шов проходится от начала до конца. Для остывания материала дается немного времени, после чего заготовка еще немного подогревается для постепенного снижения температуры.
Если площадь соединения небольшая, то можно использовать небольшой паяльник. В этом случае нет необходимости в предварительном подогреве основания.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.
Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Ингус следует заранее покрыть тонким слоем воска, прогреть и держать наготове рядом с горелкой.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.

- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Материалы и инструменты для создания припоя
Для самостоятельного изготовления серебряного припоя следует подготовить следующие материалы и оборудование:
- Серебряный лом.
- Присадочные материалы (Zn, Cu, бура в качестве флюса и другие по рецептуре).
- Лабораторные или ювелирные весы.
- Газовая горелка, закрепленная на подставке, исключающей опрокидывание.
- Плавильная ложка.
- Ножницы по металлу.
- Емкость и лопатка для смешивания ингредиентов.
- Абразивная бумага.
- Ингус.
Серебряный лом
Стол, на котором будут проводиться работы, должен иметь огнеупорное покрытие.
Старинный рецепт варки
В рецептуру входит советский серебряный полтинник чеканки 1924 года и медный пятак чеканки 1961 года.
Последовательность действий следующая:
- измельчить монеты ножницами;
- расплавить в ложке серебро;
- добавить в плавильную ложку медь;
- плавными кольцевыми движениями руки перекатывать расплав по ложке до полного перемешивания;
- вылить расплав в ингус и охладить.
Поученный припой для пайки серебра будет приблизительно 900 пробы. Точная проба зависит от степени износа монет.
Температура плавления припоя. Свойства припоев и подшипниковых материалов
Среди средств для пайки припой ПРС 40 имеет довольно широкое применение, как в промышленном применении, так и в сфере домашнего, обиходного применения. Доступность, легкость и специфические свойства данного вида припоя делают его незаменимым средством для многих видов работ – от монтажа печатных плат, до работ связанных с соединением высокопрочных и легированных марок сплавов и сталей.
Рассматриваясь одним из основных доступных видов припоя, содержащих серебро, он нашел свое применение и в процессе работы по нанесению защитного покрытия технологией лужения.
Температура плавления и другие свойства припоев на основе олова и свинца
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м3. Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м3.
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Серебряные припои
Припои на основе серебра – оптимальное решение для создания прочного, надежного и обладающего хорошей электропроводностью шва. В чистом виде благородный металл использовать для пайки невозможно. Он слишком пластичен и имеет очень высокую температуру плавления. Поэтому в припои добавляют другие металлы, чаще всего медь или цинк. Благодаря добавкам температура плавления понижается, а, следовательно, уменьшается расход энергии и времени на пайку.
Среди достоинств серебряных припоев следует выделить отличные прочностные качества получаемых швов, устойчивость к окислению, механическим и вибрационным воздействиям.
Количество марок серебряных припоев настолько велико, что подобрать состав можно практически для любых задач по пайке различных металлов.
Содержание серебра в припое
Количество серебра в припое регламентируется требованиями ГОСТ. В маркировке продукции присутствует цифровое обозначение, указывающее на процент благородного металла в сплаве. Припои с большим содержанием серебра (50-70%) применяют для создания швов с большой электропроводностью, сплавы с меньшим количеством серебра рекомендуются для соединения деталей, которые не подвергаются значительному нагреву при эксплуатации. Сплавы с низким содержанием Ag наиболее востребованы в машиностроении для создания швов высокой твердости. Радиолюбители в основном пользуются славами с пониженным содержанием серебра (всего около 2%).
Бюджетные марки серебряных припоев
Припой ПСр-10 содержит всего 10% серебра. Такой припой применяют для создания твердых швов, выдерживающих температуру до 800 градусов. В качестве спаиваемых материалов могут выступать сталь и сплавы цветных металлов, в том числе латунь с высоким содержанием меди.
Такой припой применяют для создания твердых швов, выдерживающих температуру до 800 градусов. В качестве спаиваемых материалов могут выступать сталь и сплавы цветных металлов, в том числе латунь с высоким содержанием меди.
Припои с содержанием серебра 12% применяют для спайки латуни (с содержанием меди до 58%) и меди.
Продукция с содержанием серебра 25% позволяет получить чистый шов, однако, с не самыми высокими прочностными качествами.
Припои со средним количеством серебра
Серебряный припой, содержащий 40% серебра, позволяет получить прочный и пластичный шов. Чаще всего такой состав применяют для соединения подвижных деталей, поскольку шов может подвергаться деформации после застывания, не теряя целостности.
Припой ПСр-45 рекомендован для спайки стыков значительной толщины (до 3 мм). Швы получаются прочными, устойчивыми к ударным и вибрационным нагрузкам, не трескаются и не окисляются
Припои с большим процентным содержанием серебра
Припой, содержащий 65% благородного металла, используют для соединения пильных полотен.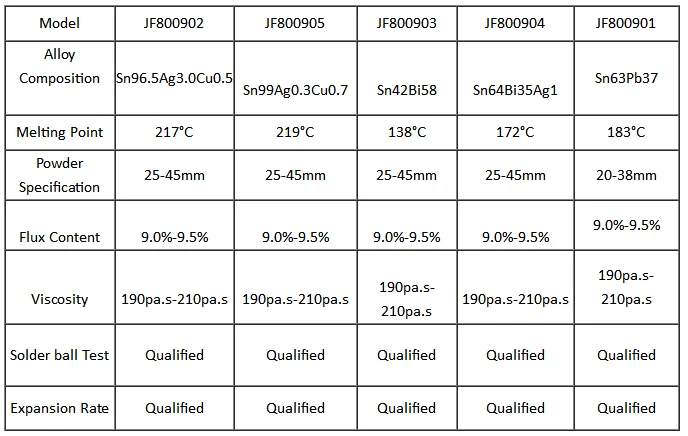 Сплав с содержанием серебра 70% часто используют для пайки узлов в электронике. Благодаря высокой электропроводности металла такой припой не нарушает проводимость проводов при пайке.
Сплав с содержанием серебра 70% часто используют для пайки узлов в электронике. Благодаря высокой электропроводности металла такой припой не нарушает проводимость проводов при пайке.
В ювелирном деле нашли применение припои с содержанием серебра 70-80%.
Выбор флюса для пайки
Чтобы шов получился максимально чистым и прочным, перед пайкой поверхность обрабатывают флюсами. Назначение флюса:
- очистка поверхности;
- уменьшение окисления состава;
- снижение поверхностного напряжения металла;
- увеличение прочности соединения.
Чаще всего для этих целей используют раствор буры, который готовят из порошка и воды путем нагревания. Также в продаже представлены готовые к употреблению флюсы на основе фторида калия. Если работа по пайке требует особенно тщательно заполнить все микродефекты поверхности, на помощь придет флюс на основе тетрафторбората калия. Только для использования в качестве справочного материала.
ГОСТ 19738-74
Постановлением Государственного комитета стандартов Совета Министров СССР от 26. 04.74 №1015 дата введения установлена 01.01.75
04.74 №1015 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 31.01.85 №241
1. Настоящий стандарт распространяется на серебряные припои общего назначения и устанавливает марки припоев.
Коды ОКП марок серебряных припоев приведены в приложении 3. (Измененная редакция, Изм. №1).
2. Марки и химический состав серебряных припоев должны соответствовать указанным в таблице.
3. Примерное назначение серебряных припоев указано в приложении 1
4. Данные по температурам плавления, плотности и удельном электрическому сопротивлению серебряных припоев приведены в приложении 2.
| Марка припоя | Химический состав, % | |||||||||||||
| Серебро | Медь | Цинк | Олово | Марганец | Сурьма | Фосфор | Кадмий | Никель | Свинец | Примеси не более | ||||
| Железа | Сумма определяемых примесей | |||||||||||||
| ПСр 72 | 72+0,5 | Остальное | — | — | — | — | — | — | — | — | 0,005 | 0,10 | 0,005 | 0,10 |
| ПСр 71 | 71+0,5 | Остальное | — | — | — | — | 1,0+0,2 | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
| ПСр 70 | 70+0,5 | 26,0+0,5 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
| ПСрМО 68-27-5 | 68+0,5 | Остальное | — | 5,0+0,5 | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
| ПСр 65 | 65+0,5 | 20,0+0,5 | Остальное | — | — | — | — | — | — | — | 0,100 | 0,10 | 0,005 | 0,15 |
| ПСр 62 | 62+0,5 | 28,0+1,0 | — | Остальное | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
| ПСр 50 | 50,0+0,5 | Остальное | — | — | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
| ПСр 50 Кд | 50,0+0,5 | 16,0+1,0 | 16,0+1,0 | — | — | — | — | Остальное | — | — | 0,100 | 0,10 | 0,005 | 0,15 |
| ПСрКдМ 50-34-16 | 50,0+0,5 | Остальное | — | — | — | — | — | 31,0+1,0 | — | — | 0,05 | 0,15 | 0,005 | 0,15 |
| ПСр 45 | 45,0+0,5 | 30,0+0,5 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
| ПСрМЦКд 45-15-16-24 | 45+0,5 | Остальное | 16,0+1,0 | — | — | — | — | 24,0+1,0 | — | — | 0,150 | 0,15 | 0,005 | 0,15 |
| ПСр 40 | 40,0+1,0 | 16,7+0,7 | 17,0+0,8 | — | — | — | — | Остальное | 0,3+0,2 | — | 0,050 | 0,10 | 0,005 | 0,15 |
| ПСр 37,5 | 37,5+0,3 | Остальное | 5,5+0,5 | — | 8,2+0,3 | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
| ПСр 25 | 25,0+0,3 | 40,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
| ПСр 25Ф | 25,+0,3 | Остальное | — | — | — | — | 5,0+0,5 | — | — | — | 0,010 | 0,15 | 0,010 | 0,15 |
| ПСр 15 | 15,0+0,5 | Остальное | — | — | — | — | 4,8+0,3 | — | — | — | 0,100 | 0,05 | 0,010 | 0,15 |
| ПСр 12М | 12,0+0,3 | 52,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,05 | 0,15 |
| ПСр 10 | 10,0+0,3 | 53,0+1,0 | Остальное | — | — | — | — | — | — | — | 0,050 | 0,10 | 0,05 | 0,15 |
| ПСрО 10-90 | 10,0+0,5 | — | — | Остальное | — | — | — | — | — | — | 0,200 | 0,15 | 0,010 | 0,30 |
| ПСрОСу 8 (ВПр-6) | 8,0+0,5 | — | — | Остальное | — | 7,5+0,5 | — | — | — | — | 0,200 | 0,20 | 0,015 | 0,40 |
| ПСрМО 5(ВПр-9) | 5,0+0,5 | 2,0+0,5 | — | То же | — | 1,0+0,2 | — | — | — | — | 0,200 | 0,20 | 0,015 | 0,40 |
| ПСрОС 3,5-95 | 3,5+0,4 | — | — | « | — | — | — | — | — | 1,0+0,3 | — | 0,15 | 0,010 | 0,15 |
| ПСр 3 | 3,0+0,3 | — | — | — | — | — | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
| ПСрО 3-97 | 3,0+0,3 | — | — | Остальное | — | — | — | — | — | — | 0,200 | 0,15 | 0,010 | 0,30 |
| ПСрОС 3-58 | 3,0+0,4 | — | — | 57,8+1,0 | — | 0,5+0,3 | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
| ПСр 3Кд | 3,0+0,5 | — | 1,0+0,5 | — | — | — | — | Остальное | — | — | 0,200 | 0,10 | 0,010 | 0,30 |
| ПСр 2,5 | 2,5+0,3 | — | — | 5,5+0,5 | — | — | — | — | — | Остальное | — | 0,15 | 0,010 | 0,15 |
| ПСр 2,5С | 2,5+0,2 | — | — | — | — | — | — | — | — | То же | — | 0,15 | 0,010 | 0,15 |
| ПСр 2 | 2,0+0,3 | — | — | 30,0+1,0 | — | — | — | 5,0+0,5 | — | « | — | 0,15 | 0,010 | 0,15 |
| ПСрОС 2-58 | 2+0,3 | — | — | 58,8+1,0 | — | 0,5+0,3 | — | — | — | « | — | 0,15 | 0,010 | 0,15 |
| ПСр 1,5 | 1,5+0,3 | — | — | 15,0+1,0 | — | — | — | — | — | « | — | 0,15 | 0,010 | 0,15 |
| ПСр 1 | 1,0+0,2 | — | — | 35,0+1,0 | — | 0,9+0,4 | — | 2,5+0,5 | — | « | — | 0,15 | 0,010 | 0,15 |
Примечания:
1.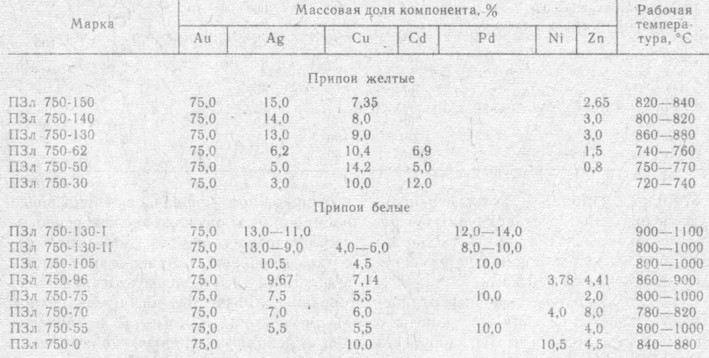 В обозначении марок припоев буквы означают: П — припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
В обозначении марок припоев буквы означают: П — припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
2. Содержание цинка в сплавах ПСр 72 и ПСр 50 должно быть не более 0,007%.
Приложение 1
Рекомендуемое
| Марка припоя | Область применения |
| ПСр 72; ПСр 71; ПСр 62; ПСр 50Кд; ПСр 50; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 | Лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильберта, латуней и бронз. |
| ПСр 72 | Пайка железониклевого сплава с посеребренными деталями из стали. |
| ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М | Пайка стали с медью, никелем, медными и медно-никелевыми сплавами. |
| ПСр 72; ПСр 62 | Пайка меди с никелированным вольфрамом. |
| Пайка титана и титановых сплавов с нержавеющей сталью | |
| ПСр 37,5 | Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями. |
| ПСр 40 | Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз. |
| ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-97; ПСрОС 3-58; ПСрОС 2-58; ПСр2; ПСр 1,5. | Пайка и лужение меди, никеля, медных и медно-никлевых сплавов с посеребренной керамикой, пайка посеребренных деталей. |
| ПСр 3; ПСр 2; ПСр 1,5 | Пайка меди и никеля со стеклоэмалью и керамикой. |
| ПСр 72; ПСр 70; ПСр 65; ПСр 45; ПСр 25; ПСр 15; ПСр 2 | Пайка и лужение ювелирных изделий. |
| ПСр 71; ПСр 25Ф; ПСр 15 | Самофлюсующийся припой для пайки меди с бронзой, меи с медью, бронзы с бронзой. |
| ПСр 3Кд | Пайка меди, медных сплавов и сталей по свеженанесенному медному гальваническому покрытию не менее 10 мкм. |
| ПСрМо 68-27-5; ПСрКдМ 50-34-16; ПСрМЦКд 45-15-16-24; ПСр 3; ПСр 2,5 | Пайка и лужение цветных металлов и сталей. |
| ПСр 1 | Пайка и лужение серебряных деталей |
Приложение 2
Справочное
Данные по температуре плавления, плотности и удельному электрическому сопротивлению серебряных припоев
| Марка припоя | Плотность кг/м3 | Температура плавления, К(оС) | Удельное электрическое сопротивление 10-3 Ом м | |
| Верхняя критическая точка | Нижняя критическая точка | |||
| ПСр 72 | 10000 | 1052 (779) | 1052 (779) | 2,1 |
| ПСр71 | 9800 | 1068 (795) | 918 (654) | 4,3 |
| ПСр70 | 9800 | 1043 (770) | 988 (715) | 4,1 |
| ПСрМО 68-27-5 | 9900 | 1038 (765) | 928 (655) | 14,0 |
| ПСр 65 | 9450 | 995 (722) | 968 (695) | 8,6 |
| ПСр 62 | 9600 | 996 (723) | 923 (650) | 25,5 |
| ПСр 50 | 9300 | 1133 (860) | 1052 (779) | 2,5 |
| ПСр 50 Кд | 9250 | 913 (640) | 898 (625) | 7,8 |
| ПСрМЦКд 45-15-16-24 | 9400 | 888 (615) | 888 (615) | 6,5 |
| ПСрКдМ 50-34-16 | 9600 | 958 (685) | 903 (630) | 5,8 |
| ПСр 45 | 9100 | 1003 (730) | 938 (665) | 10,0 |
| ПСр 40 | 9250 | 883 (610) | 863 (590) | 7,0 |
| ПСр 37,5 | 8900 | 1083 (810) | 998 (725) | 37,2 |
| ПСр 25 | 8700 | 1048 (775) | 1013 (740) | 7,7 |
| ПСр 25Ф | 8300 | 998 (725) | 918 (645) | 18,6 |
| ПСр 15 | 8500 | 1083 (810) | 913 (640) | 20,7 |
| ПСр 12М | 8300 | 1103 (830) | 1066 (793) | 7,4 |
| ПСр 10 | 8400 | 1123 (850) | 1095 (822) | 7,1 |
| ПСрО 10-90 | 7600 | 553 (280) | 494 (221) | 12,9 |
| ПСрОСу 8 (ВПР-6) | 7400 | 523 (250) | 508 (235) | 19,7 |
| ПСрМО 5(ВПР-9) | 7400 | 513 (240) | 488 (215) | 15,3 |
| ПСрОС 3,5-95 | 7400 | 497 (224) | 493 (220) | 12,3 |
| ПСр 3 | 11400 | 588 (315) | 577 (304) | 20,4 |
| ПСр 3-97 | 7400 | 498 (225) | 494 (221) | 12,5 |
| ПСрОС 3-58 | 8600 | 463 (190) | 453 (180) | 14,5 |
| ПСр 3Кд | 8700 | 615 (342) | 587 (314) | 8,0 |
| ПСр 2,5 | 11000 | 573 (300) | 568 (295) | 21,4 |
| ПСр 2,5С | 11300 | 579 (306) | 577 (304) | 20,7 |
| ПСр 2 | 9500 | 511 (238) | 508 (235) | 16,7 |
| ПСрОС 2-58 | 8500 | 456 (183) | 456 (183) | 14,1 |
| ПСр 1,5 | 10400 | 553 (280) | 546 (273) | 19,1 |
| ПСр 1 | 9400 | 508 (235) | 498 (225) | 26,0 |
Приложение 3
Справочное
| Марка припоя | Код ОКП | Марка припоя | Код ОКП |
| ПСр 72 | 17 5232 0006 | ПСр 12М | 17 5232 0004 |
| ПСр 71 | 17 5232 0007 | ПСр 10 | 17 5232 0005 |
| ПСр 70 | 17 5232 0001 | ПСрО 10-90 | 17 5232 0020 |
| ПСрМО 68-27-5 | 17 5232 0008 | ПСрОСу 8 (ВПР-6) | 17 5232 0021 |
| ПСр 65 | 17 5232 0002 | ПСрМО 5(ВПР-9) | 17 5232 0022 |
| ПСр 62 | 17 5232 0010 | ПСрОС 3,5-95 | 17 5232 0023 |
| ПСр 50 | 17 5232 0011 | ПСр 3 | |
| ПСр 50 Кд | 17 5232 0012 | ПСр 3-97 | 17 5232 0024 |
| ПСрКдМ 50-34-16 | 17 5232 0013 | ПСрОС 3-58 | 17 5232 0025 |
| ПСр 45 | 17 5232 0014 | ПСр 3Кд | 17 5232 0009 |
| ПСрМЦКд 45-15-16-24 | 17 5232 0015 | ПСр 2,5 | 17 5232 0026 |
| ПСр 40 | 17 5232 0016 | ПСр 2,5С | 17 5232 0027 |
| ПСр 37,5 | 17 5232 0017 | ПСр 2 | 17 5232 0028 |
| ПСр 25 | 17 5232 0003 | ПСрОС 2-58 | 17 5232 0029 |
| ПСр 25Ф | 175232 0018 | ПСр 1,5 | 17 5232 0030 |
| ПСр 15 | 17 5232 0019 | ПСр 1 | 17 5232 0031 |
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Физические свойства
Припои с высоким содержанием серебра обладают высокой жидкотекучестью. Они проникают в мелкие поры соединяемых деталей. Легкоплавкие материалы ПСр 62, ПСр 40 рекомендуют для пайки деталей, которые не переносят высокие температуры.
Серебряные припои универсальны и подходят для пайки практически всех сталей и сплавов, включая неметаллические материалы типа керамики. Основное условие прочного соединения, температура плавления проволоки должна быть ниже, чем у соединяемых деталей.
Низкое удельное сопротивление расходного материала позволяет паять микро и электросхемы.
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Технические характеристики
Серебряные припои используют при высокотемпературной пайке выше 400⁰C. Материалы марки ПСр создают прочное неразъемное соединение деталей из различных сталей, меди и ее сплавов, серебра, других тугоплавких металлов.
Удельное сопротивление припоя 90 – 120 Ом. Плотность 8500 – 10000 кг/м3. Теплоемкость 18 – 26 Дж/кг*град.
Спаянные с помощью серебряных припоев детали хорошо переносят динамические нагрузки, вибрацию и высокую температуру. Они могут работать в агрессивной среде.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
Источники:
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Разновидности
Основной разновидностью является выпуск материала в виде проволоки. Это очень удобный вариант, как в домашних условиях, так и в ремонтных мастерских. Проволока поставляется в бухтах, где смотано несколько метров изделия. Толщина диаметра может отличаться, в зависимости от заданных условий. Сплав хорошо гнется и всегда можно отломать небольшой кусок, требуемый для конкретной работы.
Серебряный припой ПСР 40 в виде проволоки
Также часто встречаются листы, которые выполнены из данного сплава. Здесь припой ПСР 40 чаще встречается в промышленных масштабах, так как листы достаточно широкие и иногда толстые. При широкомасштабных процедурах это оказывается более удобное, чем другие виды, а также появляется компактность в хранении.
Здесь припой ПСР 40 чаще встречается в промышленных масштабах, так как листы достаточно широкие и иногда толстые. При широкомасштабных процедурах это оказывается более удобное, чем другие виды, а также появляется компактность в хранении.
Припой серебряный ПСР 40 в виде листов
Трубки с флюсом. Флюсованный припой ПСР 40, внутри которого содержится материал для улучшения свойств пайки, очень удобен в применении, когда работа ведется постоянно, так как нет необходимости в применении нескольких материалов одновременно. При серийном спаивании это существенно экономит время и повышает качество соединения, так как расходный материал наносится по всех поверхности в одинаковых пропорциях.
Флюсованый припой ПСР 40
Сортамент
Для пайки выпускается серебряный припой проволока диаметром от 0,15 мм. Максимальная толщина расходного материала 6 мм. Шаг в размерах до 0,4 мм составляет 0,05 мм, от 0,6 мм до 2 мм разница в сечении стоящих рядом прутков 0,2 мм. Наибольшие размеры 4 – 6 мм идут целым числом.
Наибольшие размеры 4 – 6 мм идут целым числом.
Ограничение по минимальному сечению имеет проволока серебряная с содержанием свинца и сурьмы более 50%. Цифра берется суммарная, если оба вещества имеются в составе. Припой выпускается от размера 0,5 мм.
Серебряный припой выпускается в не отожженном виде. Отжиг может производиться для проволоки диаметром от 2 мм и более по договоренности с заказчиком. На технические характеристики пайки термообработка не влияет. Пруток становится мягче, пластичнее, лучше укладывается плотными рядами при намотке на катушку.
Припой ПСр до 0,5 мм наматывается на катушки. Свыше этого сечения сматывается в мотки. Максимальный вес упаковки проволоки 6 мм – кг. Намотка должна состоять из одного цельного куска без спайки и соединений другими способами.
Для бытового использования продаются катушки с массой проволоки:
- 200 гр до Ф 0,35 мм;
- 300 гр до Ф 0,60 мм;
- 500 гр весит прокат диаметром 0,8 мм;
- до диаметра 1,6 мм вес припоя в мотке 1600 гр.

Любители используют в основном припой малого диаметра. 200 – 300 гр расходного материала достаточно, чтобы несколько лет паять и лудить дома платы и ювелирные изделия. Большие мотки подходят для производственных работ.
Полосы для пайки выпускаются толщиной от 0,1 мм до 5 мм. Ширина материала 5 – 200 мм. Длин может быть нормированной и свободной. В пачки собирают полосы одного размера.
Средний процент серебра
Серебряный припой марки ПСр 40 образует швы с хорошей прочностью и пластичностью. Его рекомендуют применять для работы с подвижными деталями. После застывания соединение может деформироваться без нарушения целостности и прочности.
Невысокая температура плавления позволяет проводить работу дома. Для спайки указанным серебряным припоем пригодны медно-никелевые, нержавеющие, жаропрочные сплавы, бронза, латунь, ковар.
Состав ПСр-45 позволяет прочно припаивать толстые стыки (до 3 мм включительно). Швы выдерживают удары, вибрацию, влияние окислительной среды, не образуют трещин.
Результат во многом обусловлен тем, что расплавленный серебряный припой хорошо обволакивает рабочую зону. Сплав используют для пайки деталей из меди, никеля, стали, бронзы.
Форма выпуска
Серебряный припой, применяемый для домашней и промышленной пайки, выпускается:
- проволока;
- листы различной толщины;
- полые трубки, наполненные канифолью.
Проволока различной толщины составляет большую часть продукции. ПСР легко подобрать для любого вида пайки, выбрав из большого количества нужный диаметр в пределах 0,13 – 6 мм.
Применение пластин для присадки пайки возможно только в условиях крупного предприятия. Домашнее оборудование просто не в состоянии их расплавить.
как сделать оловянный? – Оборудование для пайки на Svarka.guru
Серебряный припой позволяет спаивать заготовки из серебра. Кроме того, он подходит для пайки других металлов и сплавов, от меди до нержавейки. Шовный материал прочен и отличается высокой электропроводностью и теплопроводностью. Это делает материал популярным в электронике, электротехнике, ювелирном деле и производстве медицинской техники.
Это делает материал популярным в электронике, электротехнике, ювелирном деле и производстве медицинской техники.
Содержание
- 1 Разновидности
- 2 Физико-химические свойства и состав
- 3 Технические характеристики
- 4 Особенности выбора
- 5 Достоинства
- 6 Процентное содержание серебра
- 6.1 Низкое
- 6.2 Среднее
- 6.3 Высокое
- 7 Какие флюсы подходят?
- 8 Технология создания в домашних условиях
- 9 Материалы и инструменты для изготовления
- 10 Старинный рецепт варки
Разновидности
Серебросодержащие припои подразделяются на группы, исходя из доли содержащегося в них серебра.
Составы, содержащие до 40% основного металла, применяют при соединении деталей из сталей и цветных сплавов. Прочностные характеристики такого материала позволяют паять заготовки не толще 3 мм.
Припои, в которых присутствует 40-60 % Ag, годятся для паяния меди, никеля и стали в конструкциях, подвергающихся сильным постоянным и переменным нагрузкам.
Высокое содержание основного металла позволяет применять припой с серебром для ответственных высоконагруженных соединений, контактов в электротехнике и электронике, ленточные пильные полотна и тому подобные.
Физико-химические свойства и состав
Химический состав паяльного материала определяется ГОСТ и влияет на его физико-химические параметры. Для изменения свойств в состав включают такие элементы, как медь, цинк, олово, сурьма и другие.
Норматив содержания добвако в различных марках припоев.
Для снижения стоимости состава при пайке менее ответственных соединений серебро разбавляют дешевыми относительно серебра оловом, свинцом, цинком.
Технические характеристики
Физико-механические параметры определяются формулой вещества.
Из таблицы видно, что электропроводность улучшается с повышением содержания серебра.
Физические свойства различных марок.
[stextbox id=’info’]Припои с высоким содержанием серебра применяют в электронике, авиакосмической промышленности и в ювелирном деле.[/stextbox]
Особенности выбора
Правильный подбор паяльного материала является залогом высокой прочности и долговечности паяного шва. При выборе марки следует учитывать также технические и эксплуатационные требования:
- статические и динамические нагрузки на соединение;
- температурный режим;
- химическая активность среды, в которой будет работать шов;
- плановая себестоимость шва.
Так, для создания высокотемпературных швов в состав добавляют медь, поскольку олово и цинк имеют низкую температуру плавления и ослабят соединение.
Высокая цена соединяемых ювелирных заготовок позволяет сохранять экономическую эффективность производства при использовании припоев с высоким содержанием серебра, вплоть до чистого металла.
Достоинства
Серебро плавится при 962оС.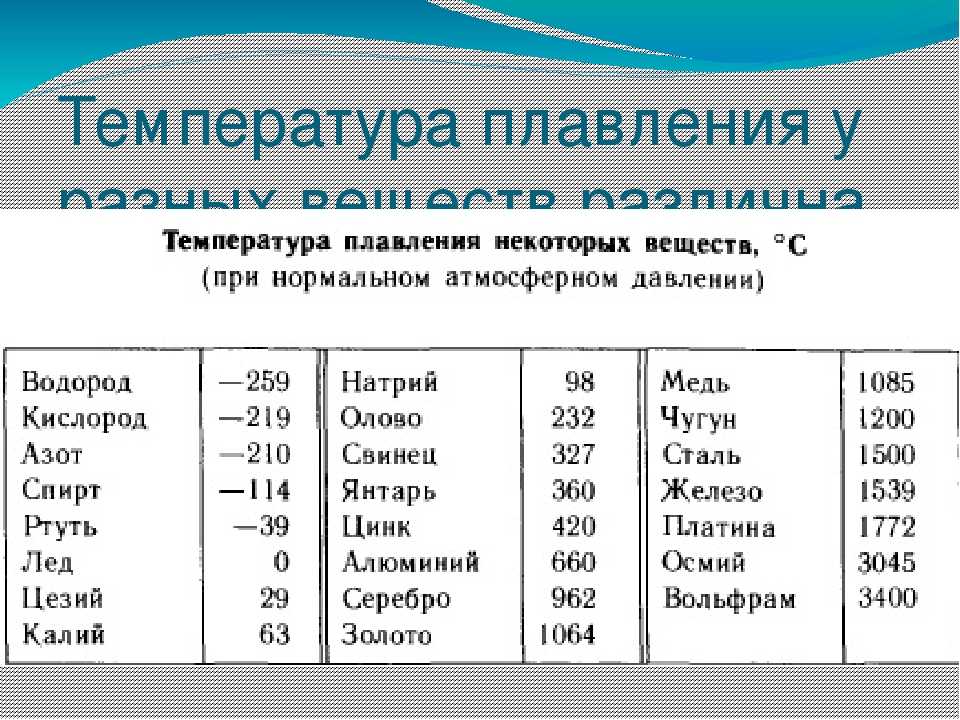 Чистый серебряный припой позволяет создавать соединения с высокой пластичностью. Основными их преимуществами считаются:
Чистый серебряный припой позволяет создавать соединения с высокой пластичностью. Основными их преимуществами считаются:
- отличная текучесть в расплавленном состоянии;
- прочность;
- устойчивость к коррозии;
- возможность соединять разные металлы и сплавы;
- высокая электропроводность и теплопроводность.
Температура плавления понижается с понижением доли серебра. Параллельно снижается время и затраты энергии на единицу расплавляемого объема.
Процентное содержание серебра
Доля основного металла в серебряном припое определяет тепло- и электропроводность материала.
Низкое
Такие оловянно-серебряные припои, содержащие от 1,5% Ag, популярны в электротехнической отрасли, производстве трубопроводов и сосудов, они позволяют быстро и эффективно соединять заготовки, контакты и другие детали. Низкое сопротивление, высокая текучесть и доступная цена позволяют широко применять состав.
Среднее
Доля серебра в 40-60% позволяет паять высоконагруженные соединения. Однако материалы, содержащие олово и серебро не рекомендованы для работы в условиях высоких температур. Они пригодны для работы в условиях вибрационных нагрузок и химически активных сред.
Однако материалы, содержащие олово и серебро не рекомендованы для работы в условиях высоких температур. Они пригодны для работы в условиях вибрационных нагрузок и химически активных сред.
Высокое
Эти составы используют для самых сложных и ответственных соединений. Так, состав ПСр65, содержащий 2% Cu и 14% Zn, используется для напайки пильных полотен. Он способен противостоять разрывным и изгибающим усилиям.
ПСр70 применяется в производстве мощных генераторов, где сопротивление играет решающую роль.
Какие флюсы подходят?
Для создания прочного соединения необходимо правильно подготовить поверхности к пайке. Для этого их зачищают механическим способом. Серебряный припой используют с флюсом для пайки — жидкостью или пастой, разрушающей пленку окислов и облегчающей пайку, повышая жидкотекучесть расплава.
Широко применяется бура в порошке. Ее разводят в небольшом количестве воды, нагревают и перемешивают до образования паяльной пасты.
С таким составом можно паять от 490 до 910оС
Широко представлены на рынке и готовые паяльные жидкости и пасты. Начинающему мастеру лучше использовать покупные материалы. Самостоятельное приготовление флюсов требует навыков обращения с сильнодействующими химикатами.
Технология создания в домашних условиях
Приготовление припоя для пайки серебра своими руками позволяет сэкономить заметные суммы, но требует наличия плавильно-литейного оборудования и определенных навыков.
Сделать его можно в следующей последовательности:
- измельчить лом ножницами по металлу;
- измельчить присадочный материал;
- удалить из них железную пыль мощным магнитом;
- точными весами отвесить порции шихты по 20 граммов;
- добавить 10% буры и тщательно перемешать;
- положить навешенную порцию в плавильную ложку и нагревать горелкой до полного расплавления;
- прогреть литейную форму, называемую «ингус»;
- в один прием вылить ложку с расплавом в ингус;
- охладить форму под проточной водой;
- выколотить готовый припой из формы.
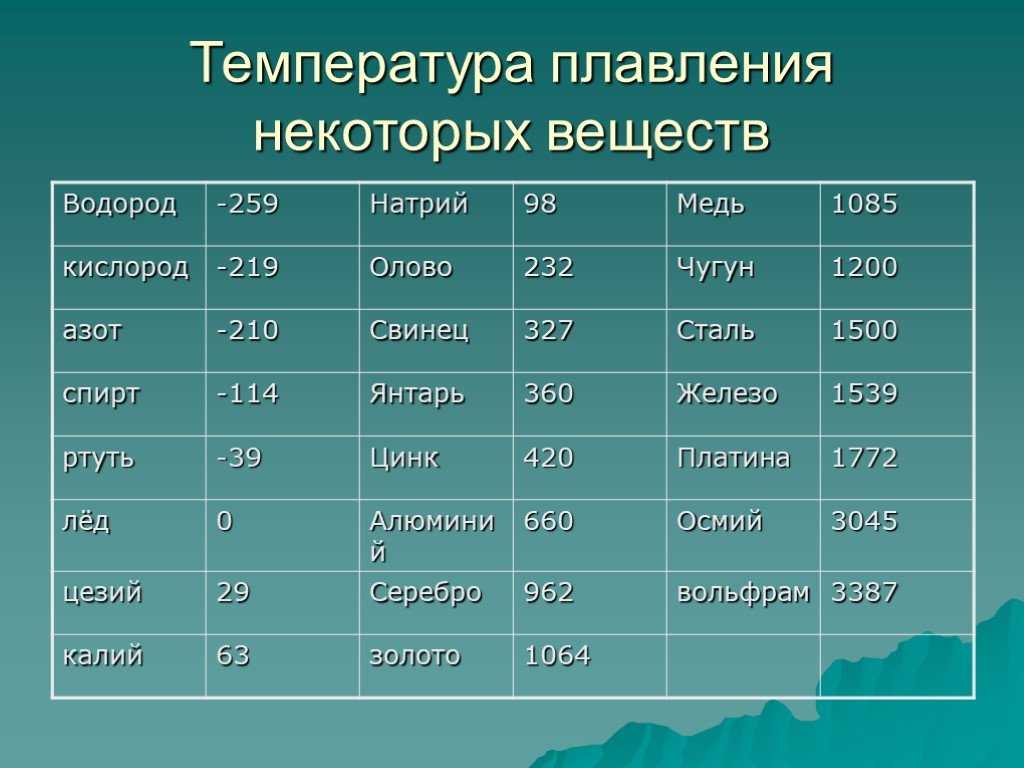
Во время работы следует соблюдать осторожность, пользоваться средствами индивидуальной защиты, вытяжкой и не оставлять горелку без внимания.
Материалы и инструменты для изготовления
Для работы домашнему мастеру понадобится:
- лом серебра;
- добавки: цинк, медь и другие по рецепту;
- бура;
- точные весы;
- горелка, установленная на устойчивое основание;
- ложка для плавления;
- ножницы по металлу;
- чаша и мешалка для перемешивания компонентов;
- наждачная бумага;
- ингус.
[stextbox id=’alert’]Рабочий стол должен быть из негорючего материала. Делать припой следует под вытяжкой.[/stextbox]
Старинный рецепт варки
В рецептуру входит советский серебряный полтинник чеканки 1924 года и медный пятак чеканки 1961 года.
Последовательность действий следующая:
- измельчить монеты ножницами;
- расплавить в ложке серебро;
- добавить в плавильную ложку медь;
- плавными кольцевыми движениями руки перекатывать расплав по ложке до полного перемешивания;
- вылить расплав в ингус и охладить.

Поученный припой для пайки серебра будет приблизительно 900 пробы. Точная проба зависит от степени износа монет.
Страница не найдена | Техник Инк
Перейти к основному содержаниюАнглийский немецкий Китайский упрощенный Корейский Японский Китайский традиционный итальянский
Поиск
Английский немецкий Китайский упрощенный Корейский Японский Китайский традиционный итальянский
Химия
Библиотека ресурсов
Полезные инструменты
Отраслевые партнеры
Свяжитесь с нами
Наверх
- Приложения
- Полупроводник
- Химия производства и упаковки
- Медь
- Никель и олово
- Драгоценные металлы
- Инструмент для снятия фоторезиста
- травители для металлов
- Чистящие средства
- Полупроводниковое оборудование
- Семкон 1000
- Фонтан Семкон
- Семкон 2000
- Семкон 2500
- Химия высокой чистоты
- Химия производства и упаковки
- Компоненты, свинцовые рамы, соединители
- Химия электронных компонентов
- Соединители
- Применение свинцовых рамок/светодиодных подложек
- Активные и пассивные компоненты
- Оборудование для отделки электронных компонентов
- Химия электронных компонентов
- Печатные платы
- Химия
- Окончательная отделка
- ЭНИГ И ЭНЕПИГ
- Электролитическая медь
- Электролитический никель и драгоценные металлы
- Микротравители
- Окончательная отделка
- Продукты для обработки изображений
- Управление технологическим процессом — ЕВА
- Оборудование
- Химия
- промышленный
- Предварительная обработка
- Чистящие средства
- Активаторы
- травители
- электролитическое покрытие
- никель
- Банка
- Серебряный
- Медь
- Цинк (только для ЕС)
- Электрохимическое покрытие
- Погружение
- Лечение после
- Антикоррозийное / обесцвечивающее покрытие
- Анти потускнение
- пассивация
- Покрытия
- стриптизерши
- Промышленное оборудование
- Оборудование для анодирования
- Предварительная обработка
- Солнечная
- Химия осаждения
- Покрытие сопротивляется солнечной энергии
- Специализированная пудра и хлопья
- Декоративный
- Предварительная обработка
- Замочите чистящие средства
- Электролитические очистители
- Травильные решения
- Химия покрытия
- Золото/золотой сплав
- Серебряный
- Олово/оловянный сплав
- Белая бронза
- Никель/никелевый сплав
- Медь
- Палладий/палладиевый сплав
- Латунь
- Покрытия и окраска
- Катафорезные лаки
- Цветовые процедуры
- Лечение после
- Стеклянное травление
- Оборудование
- Предварительная обработка
- Медицинский
- Химия
- Оборудование
- 3D-печать
- Химия
- Оборудование
- Поддержка приложения
- Руководства по применению
- Примечания по применению
- Полупроводник
- Химия
- Оборудование
- Автоматизированные системы
- Подъемные системы
- Кантилевер/боковое оружие
- Рельс/Rim Runner
- Подъемный подъемник
- Подъемная автоматизация
- Модернизация подъемников
- Пакетные системы
- Бочки
- вибрационный
- Технология СБЕ
- Системы обработки незакрепленных деталей
- Один кусок (MP500)
- Отдельные партии (MP300)
- Селективный PIN-код (CDP2000)
- Вырезанная полоса (лидфреймы)
- Панели (MP100)
- Непрерывный
- Катушка к катушке
- Рулон в рулон (MP200)
- Под ключ
- Подъемные системы
- Ручные линии
- Мокрые скамейки/модули
- Резервуарные линии
- Лаборатория и НИОКР
- Мини Линии
- Высокоскоростные испытательные ячейки с катушки на катушку
- Испытательные ячейки для покрытия вафель
- Оборудование для анодирования
- Мини-завод анодирования
- Модульное оборудование для анодирования Apex
- Оборудование для анодирования на заказ
- Оборудование для анодирования титана
- Ресурсы по анодированию
- Какая система анодирования подходит мне.

- Какая система анодирования подходит мне.
- Запчасти, расходные материалы и аксессуары
- Консоли, рабочие станции, вытяжки, скамейки и столы
- Планетарные миксеры Mazerustar
- Демонстрационные видео
- Счетчики ампер-часов, таймеры и дозаторы химикатов
- Аноды, корзины, сумки и крючки
- Фильтрация
- Восстановление драгоценных металлов
- Выпрямители
- Резервуары и вспомогательное оборудование
- Ультразвуковые и водные очистители и сушилки
- Селективное покрытие
- Процесс
- Анодирование
- Электрополировка
- Автоматизированные системы
- Инженерные порошки
- Товары
- Глобальные представители
- Оборудование
- Аппарат для проверки проводимости
- Приспособление для нанесения ленты
- Аппарат для проверки проводимости
- Новости инженерных порошков
- Паспорта безопасности (SDS)
- Ежедневные цены на металлы
- Запрос отчета о конфликтных минералах
- Сертификация ISO 9001:2015
- Свяжитесь с нами
- Аналитический контроль
- Возможности
- Электроаналитические методы
- Анализ данных
- Объемный анализ
- Продукты управления технологическим процессом
- Анализатор реального времени (RTA)
- РТА 3D
- РТА Классик
- ТУЗ
- SSF RTA 3D
- Вариант ПХД
- ЭВА
- ЭВА 3D
- EBA 3D: дополнительная опция
- ЭВА Классик
- Анализатор Technic Elevate
- Автоматический титратор
- Маэстро
- Поддержка NextChem Analyzer
- Анализатор реального времени (RTA)
- Аппаратура для электрохимических исследований
- Возможности
- О
- Свяжитесь с нами
- Новости и события
- Предстоящие выставки
- Недавние торговые выставки
- Технические вебинары
- Защита окружающей среды
- Отраслевые партнеры
- Отчетность о конфликтных минералах
- Ресурсы
- Библиотека ресурсов
- Видео
- Полезные инструменты
- Ежедневные цены на металлы
- Часто задаваемые вопросы
- Карьера
- Научный сотрудник по исследованиям и разработкам порошков
- Старший менеджер по работе с ключевыми клиентами, Specialty Chemical Semiconductor (Европа)
- Разработчик аппаратного обеспечения электрического управления
- Специалист по поддержке продаж
- Глобальные объекты
- Дистрибьюторы ЕС
- Технический доступ к паспортам безопасности
Процесс пайки серебром | Как серебряный припой
Куксонголд
- Пайка
Сохранить на потом
Успешная серебряная пайка может стать ключом к множеству творческих возможностей после освоения, и существует целый ряд различных методов, которые можно использовать для создания прочного соединения. Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Серебряная пайка — это процесс неразъемного соединения двух кусков металла вместе с использованием тепла для расплавления кусочков серебряного припоя для заполнения подготовленного соединения. Он используется в основном с серебром для изготовления ювелирных изделий и серебряных дел, но также может быть использован для соединения меди, позолоченного металла, латуни и золота, если это необходимо.
Существуют ли разные типы припоя?Да. Существует четыре сорта серебряного припоя (твердый, средний, легкий и сверхлегкий), которые выпускаются в виде полосок. Температура плавления серебряного припоя зависит от типа припоя.
Лента серебряного припоя
Идея состоит в том, чтобы использовать их последовательно, начиная с твердого сплава, который имеет самую высокую температуру плавления, поэтому он может выдерживать длительный нагрев при выполнении последующих соединений – ниже вы найдете руководство по температуре плавления of silver solder for the different types of solder:
| Solder | Melting Range |
| Hard | 745 – 780°C |
| Medium | 720 – 765°C |
| Easy | 705 – 725°C |
| Extra Easy | 655 – 710°C |
Тепло для серебряной пайки обеспечивается паяльной лампой. Они могут быть маленькими и портативными, если вы работаете в условиях ограниченного пространства, или большими и более сложными, если они подключены к газовому баллону через резиновые шланги, если это предпочтительнее. Оба типа паяльных горелок производят горячее пламя за счет комбинации кислорода и газа (обычно пропана, бутана или природного газа), которое регулируется клапаном для управления смесью, тем самым изменяя размер и интенсивность пламени.
Они могут быть маленькими и портативными, если вы работаете в условиях ограниченного пространства, или большими и более сложными, если они подключены к газовому баллону через резиновые шланги, если это предпочтительнее. Оба типа паяльных горелок производят горячее пламя за счет комбинации кислорода и газа (обычно пропана, бутана или природного газа), которое регулируется клапаном для управления смесью, тем самым изменяя размер и интенсивность пламени.
Флюс представляет собой чистящий раствор, который наносится на паяное соединение перед нагревом. Припой не будет работать без него, поэтому iFlux — это, по сути, чистящий раствор, который наносится на паяное соединение перед нагревом. Припой не работает без него, поэтому он является жизненно важным компонентом любого процесса пайки. Флюс бывает жидкий (Auroflux) или пастообразный (тарелка с бурой и конус) и наносится небольшой кистью.
Где я могу паять? Пайка должна выполняться на термостойкой поверхности, способной выдерживать и поглощать сильное тепло. Небольшую рабочую зону можно легко построить из термостойких листов и кирпичей (заменитель асбеста, магнезия, древесный уголь и т. д.), которые идеально подходят для большинства небольших паяльных работ. Крупные работы должны выполняться только в специально построенном очаге для пайки, с достаточной вентиляцией и полными мерами пожарной безопасности и безопасности.
Небольшую рабочую зону можно легко построить из термостойких листов и кирпичей (заменитель асбеста, магнезия, древесный уголь и т. д.), которые идеально подходят для большинства небольших паяльных работ. Крупные работы должны выполняться только в специально построенном очаге для пайки, с достаточной вентиляцией и полными мерами пожарной безопасности и безопасности.
Ювелиры используют чистящий раствор под названием Pickle (Picklean) для удаления оксидов и грязи, которые накапливаются во время пайки. Раствор можно использовать теплым или холодным, и украшения просто погружаются в него до тех пор, пока они не станут чистыми.
Процесс пайки
шаг за шагом- Очистите и обезжирьте металл, подлежащий пайке, с помощью напильников и наждака или влажной и сухой бумаги.
- Убедитесь, что металл, подлежащий пайке, как можно плотнее прилегает друг к другу (вы не должны видеть сквозь стык).

- Нанесите флюс на соединение и осторожно нагрейте до полного высыхания.
- Нанесите крошечные палочки (кусочки) серебряного припоя вдоль соединения. Припой также должен быть чистым и обезжиренным.
- Равномерно нагрейте металл тонким пламенем. Держите пламя в движении и постоянно наблюдайте, как металл начинает светиться тусклым красным светом.
- Когда металл достигает температуры, следите за вспышкой серебра, что означает, что ваш припой расплавился. Как только это произойдет, снимите паяльную лампу.
- Дайте изделию остыть и поместите его в травильный раствор для очистки.
ПРИМЕЧАНИЕ: если припой не растекся или не сформировал надежное соединение, вам необходимо тщательно очистить изделие, прежде чем пытаться снова выполнить шаги, описанные выше.
После того, как вы овладеете искусством основного процесса пайки серебром и лучше познакомитесь с подходящими инструментами для работы, вы сможете перейти к более сложным проектам пайки.
Хотите убедиться, что ваша мастерская хорошо оборудована для вашего следующего проекта по пайке ювелирных изделий? Узнайте об основных инструментах для пайки, а также об инструментах для многих других методов изготовления ювелирных изделий из нашего Руководства для начинающих по инструментам для изготовления ювелирных изделий, которое можно бесплатно просмотреть онлайн здесь.
Сохранить на потом
Написано
Куксонгольд
точек плавления припоя и серебряного припоя
25 сентября 2005 г., 21:26 #1
кто-нибудь знает таблицу, в которой указаны все точки плавления припоя, скажем, 50-50 или точки плавления серебряных припоев, которые мы используем в нашей области? все, что я смог найти в наших книгах, это 50 на 50, спасибо, ребята!
Чарли Браун
Ответить с цитатой
09-25-2005, 21:30 #2
иди сюда
http://www.
 jwharris.com/jwref/list/
jwharris.com/jwref/list/Карст означает пещера . Итак, я ищу пещеры.
Ответить с цитатой
25 сентября 2005 г., 21:39 #3
спасибо за вашу помощь! Я передам эту информацию вместе с веб-сайтом всему моему классу!!!
еще раз спасибо!!
Чарли БраунОтветить с цитатой
30 сентября 2005 г.
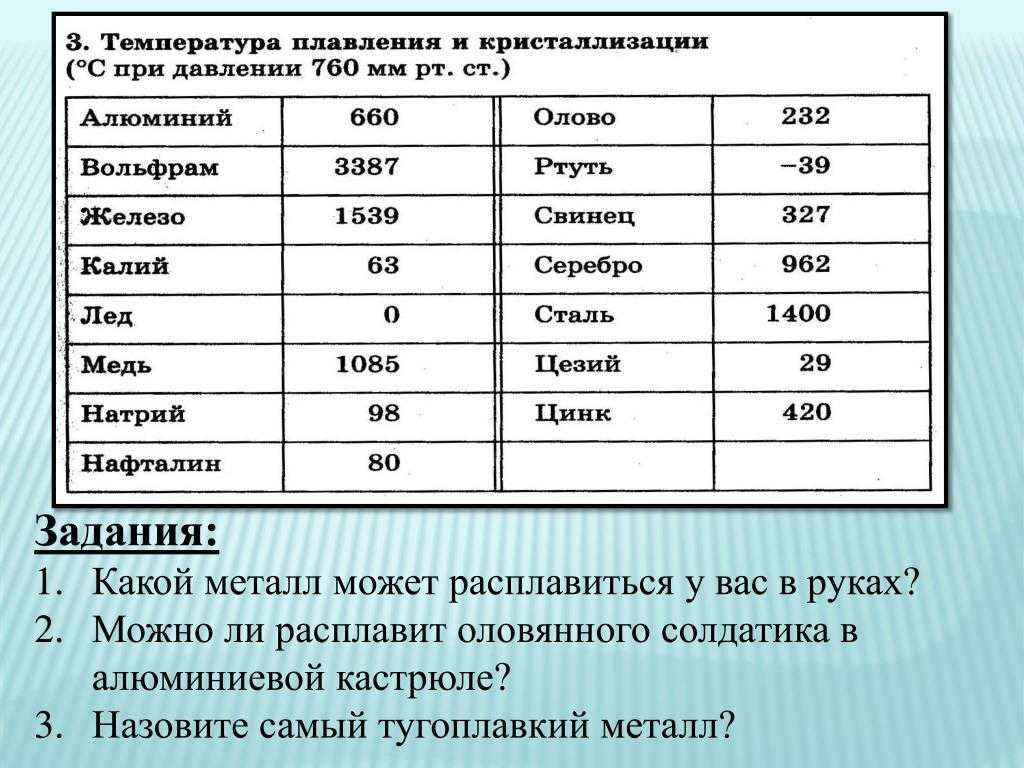 , 13:31
#4
, 13:31
#4эй ты, старый хулиган, приятель, любящий харли, забавно видеть тебя здесь. увидимся на занятиях в понедельник
Ответить с цитатой
30 сентября 2005 г., 14:34 #5
да ты старый спортивный ублюдок, увидимся в понедельник.

не опаздывайте!!Ответить с цитатой
30 сентября 2005 г., 14:37 #6
У JW Harris есть бесплатное обучающее видео по пайке.
Посмотрите, есть ли он у вашего инструктора.
Если он этого не сделает, пошлите за ним.Чтобы получить дополнительные баллы, узнайте, в каких магазинах в вашем районе есть продукция Harris.
Сертификат члена РСЭС Специалист
Юго-Западная региональная ассоциация РСЭС Секретарь, 2017
Ответить с цитатой
09-30-2005, 14:53 #7
Откуда:
http://mwsco.
 com/kb/kb_Tree.asp
com/kb/kb_Tree.aspПайка определяется как группа процессов соединения, при которых происходит коалесценция материалов путем их нагревания до температуры пайки и с использованием присадочного металла (припоя), температура ликвидуса которого не превышает 840°F (450°C) и ниже солидуса основания металлы. Припой распределяется между плотно прилегаемыми прилегающими поверхностями соединения за счет капиллярного действия.
Пайка соединяет материалы путем их нагревания в присутствии присадочного металла с температурой ликвидуса выше 840F (450C), но ниже солидуса основных металлов. Нагрев может быть обеспечен различными процессами. Присадочный металл распределяется между плотно прилегающими поверхностями соединения за счет капиллярного действия. Пайка отличается от пайки тем, что припои при пайке имеют ликвидус ниже 840F (450C).
Пайка с присадочными металлами из серебряного сплава иногда называется серебряной пайкой, термин не является предпочтительным.
 Серебряный припой не является припоем; они имеют температуру ликвидуса выше 840F (450C).
Серебряный припой не является припоем; они имеют температуру ликвидуса выше 840F (450C).Пайка не включает процесс, известный как сварка припоем. Сварка пайкой – это метод сварки с припоем. При сварке пайкой присадочный металл расплавляется и осаждается в канавках и галтелях точно в тех точках, где он будет использоваться. Капиллярное действие не влияет на распределение припоя. Действительно, при сварке твердым припоем может происходить ограниченное плавление основного металла.
Пайка должна соответствовать каждому из трех критериев:
(1) Детали должны быть соединены без плавления основного металла.
(2) Присадочный металл должен иметь температуру ликвидуса выше 840F (450C).
(3) Присадочный металл должен смачивать поверхности основного металла и втягиваться или удерживаться в соединении за счет капиллярного действия.
Для получения хорошего соединения детали должны быть надлежащим образом очищены и защищены флюсом или атмосферой во время процесса нагрева для предотвращения чрезмерного окисления.
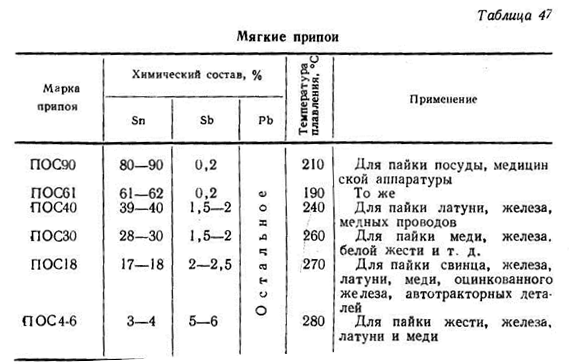 Детали должны быть спроектированы таким образом, чтобы при правильном выравнивании образовывались капилляры для присадочного металла, и необходимо выбрать процесс нагрева, который обеспечит надлежащую температуру пайки и распределение тепла.
Детали должны быть спроектированы таким образом, чтобы при правильном выравнивании образовывались капилляры для присадочного металла, и необходимо выбрать процесс нагрева, который обеспечит надлежащую температуру пайки и распределение тепла.[Отредактировано bwal2 30-09-2005 в 14:55]
Сертификат члена РСЭС Специалист
Юго-Западная региональная ассоциация РСЭС Секретарь, 2017
Ответить с цитатой
30 сентября 2005 г., 21:07 #8
все, что вы ему дали, это определение пайки и пайки.

Припой становится жидким при 450f*
Серебро (45%) плавится при температуре от 1100 до 1200
15% silfoss при температуре от 1250 до 1300.
Ответить с цитатой
09-30-2005, 21:27 #9
Первоначально отправлено ruffcab69
Это то, что вы ищете? Таблица выбора присадочного металла Harris
Кто-нибудь знает таблицу, в которой указаны все точки плавления припоя, скажем 50-50, или точки плавления серебряных припоев, которые мы используем в нашей области? корректураВозвращайтесь к работе.

Ответить с цитатой
01.10.2005, 06:25 #10
Первоначально опубликовано curry
Причина, по которой я дал ему это определение, заключается в том, что он использовал термин «серебряный припой».
все, что вы ему дали, это определение пайки и пайки.Я почти уверен, что он студент, и ему нужно понять разницу.

У него уже была связь с Дж. В. Харрисом, и он мог найти конкретные номера.
Сертификат члена РСЧС Специалист
Юго-Западная региональная ассоциация РСЭС Секретарь, 2017
Ответить с цитатой
Точки пайки и плавления – Обсуждение ювелирных изделий
ArgentumMoon
#1
Меня интересует, когда именно припой должен плавиться и течь по отношению к температуре плавления и текучести основного металла. В случае с серебром точка текучести припоя значительно ниже солидуса фунта стерлингов. Это относится и к золоту? Или ликвидус припоя соответствует или превышает солидус основного металла? Это опасно для расплавления куска? Если у вас есть 14-каратное золото с солидусом 800 градусов и ликвидусом 840, можете ли вы использовать припой с точкой текучести (ликвидусом) 804 градуса?
Проще говоря, должна ли точка текучести припоя оставаться ниже солидуса основного металла?
1 Нравится
ремесленникиg
#2
Если ваша точка текучести припоя соответствует или превышает температуру текучести/плавления стерлингового серебра или золота, вам не нужен припой. Вы бы плавили металл.
Плавление металла происходит чуть ниже температуры плавления. Плавление происходит при температуре плавления. Есть тонкая грань.
Припой поставляется, и его можно заставить течь при многих температурах потока.
Если на вашем изделии имеется только одно паяное соединение, вы можете использовать любой совместимый припой для вашего типа металла. Для максимальной прочности я бы использовал припой с высокой температурой плавления, который был у меня в наличии и который был совместим с моим исходным металлом.
Если вы собираете несколько деталей в одну деталь, вам следует начать с «жесткой» пайки и переходить к «легкой» пайке по мере сборки изделия.
~Вы также можете покрыть чем-нибудь готовые паяные соединения, чтобы предотвратить их растекание при переходе к легко/низкотемпературным припоям.
Температура текучести припоя остается ниже температуры плавления основного металла.
Эта ссылка на таблицу должна помочь: https://www.riogrande.com/article?name=Selecting-Silver-Solder-CGl
| Припой | Точки потока | Использовать для |
|---|---|---|
| Сверхтвердый | 1490°F/810°C | Лазерная сварка, ремонтные работы |
| Жесткий | 1450°F/788°C | Первые операции пайки |
| Средний | 1360°F/738°C | Общая пайка; |
| промежуточные операции | ||
| Легкий | 1325°F/719°C | Общая пайка и ремонт; |
| промежуточные или конечные операции | ||
| Сверхлегкий | 1207°F/653°C | Окончательная пайка |
Дополнительные ресурсы из Рио-Гранде: https://www. riogrande.com/category/resource-center/search-results?queryTerm=solder&tags=&contentTypes=&pageSize=32&categoryId=&page=1&searchType=1
riogrande.com/category/resource-center/search-results?queryTerm=solder&tags=&contentTypes=&pageSize=32&categoryId=&page=1&searchType=1
dll
джудых
#3
Чего здесь не хватает, так это того, что каждый раз, когда вы нагреваете припой, температура плавления повышается. Вы можете сделать практически любую деталь с помощью одного сорта припоя — каждый раз, когда вы делаете новое соединение, предыдущее соединение имеет более высокую температуру плавления, чем новое соединение, которое вы делаете.
ремесленникиg
#4
Да. Припой может менять состав. Это связано с выгоранием сплавов.
Припой может менять состав. Это связано с выгоранием сплавов.
джанетб
#5
Состав припоя не меняется, и во многих случаях ни одна часть сплава не выгорает. Скорее, расплавленный припой сплавляется с небольшим кусочком припаиваемого материала, образуя новый сплав в области соединения. Этот новый сплав имеет более высокую температуру плавления, чем используемый припой.
Таким образом, при пайке деталей из стерлингового серебра твердым серебряным припоем область соединения после пайки представляет собой сплав «твердый припой плюс стерлингов». Поскольку в этом сплаве больше серебра, чем в исходном припое, он имеет более высокую температуру плавления. Каждый раз, когда соединение нагревается, оно соединяется с небольшим количеством стерлингов, образуя новый сплав и повышая температуру плавления материала в области соединения.
Недавно я прочитал в архиве старый пост Леонида Сурпина со ссылкой на тип кольца, которое он сделал буквально с сот спаек. Он использовал только твердый припой.
Джанет в Иерусалиме
ремесленникиg
#6
Металл меняет состав при выгорании сплава.
В работе с несколькими припоями можно использовать только твердый припой.
Джанет, я думаю, что вы имеете в виду то, что я бы упростил до «зубов, удерживающих припой в соединении».
Находится на странице 414 книги «Концепции и технологии ювелирных изделий» Оппи Унтрахт в главе «Изготовление» и подзаголовке «Операция пайки».
Оппи пишет: «Во время нагревания перед течением припоя кристаллы металла в исходном объекте расширяются и растут, и между ними открываются крошечные промежутки, которые заполняет припой, когда он течет. Поэтому между припоем и основным металлом на контактирующих поверхностях возникает ограниченная диффузия , образующая локальный сплав, усиливающий соединение. Степень плавления зависит от разных металлов и сплавов, а также от состава припоя».
Поэтому между припоем и основным металлом на контактирующих поверхностях возникает ограниченная диффузия , образующая локальный сплав, усиливающий соединение. Степень плавления зависит от разных металлов и сплавов, а также от состава припоя».
Дебра
Джанетб
#7
ремесленникиg:
Металл меняет состав при выгорании сплава.
Любой/все материалы изменяются, если/когда их часть удаляется…:-)… Я имел в виду, что в традиционных золотых сплавах (Au/Ag/Cu) ни один из трех компонентов не выгорает.
ремесленникиg:
Найдено на странице 414 книги «Концепции и технологии ювелирных изделий» Оппи Унтрахт в главе «Изготовление» и подзаголовке «Операция пайки».

Я знал Оппи– некоторые из моих работ есть в этой книге… :-)… Приведенное вами конкретное описание довольно точное.
Джанет в Иерусалиме
amazon.comЮвелирные изделия: концепции и технологии
Оппи УнтрахтЮвелирные изделия. Ювелирный дизайн. Ювелирные техники. Ювелирное дело
ISBN: 0385041853, Книги Даблдэй, 17 августа 1982 г.
ремесленникиg
#8
Спасибо, Джанет. Это довольно особенное! Я буду искать ваши кредиты и работу. Пожалуйста, дайте мне совет, как найти вашу работу в ее книге.
Вы могли работать или учиться в Oppi?
Ювелирные концепции и технологии от Oppi Untracht полна знаний.
Дебра
Эллиот_Нестерман
#9
FWIW, Оппи был он.
Однажды я встретил его на симпозиуме в FIT. Он был очень мил с молодыми ювелирами, скромный и джентльменский малый.
2 лайка
29 мая 2019 г., 16:18
#10
ремесленникиg:
Спасибо, Джанет. Это довольно особенное! Я буду искать ваши кредиты и работу. Пожалуйста, дайте мне совет, как найти вашу работу в ее книге.
Вы могли работать или учиться с Оппи?
Я полагаю, что Оппи был больше историком/антропологом техники работы с металлом, чем практикующим кузнецом (не считая эмалирования медных чаш и тарелок). Его жена была практикующим художником в ряде СМИ. В 70-х я писал ему о черном золоте (о котором в те дни почти ничего не слышно).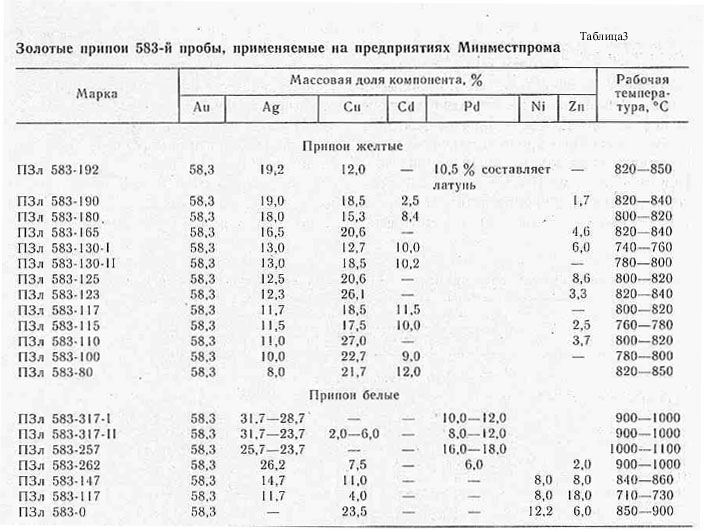 Он мне в ответ написал, что такого быть не может… Я отправил ему какие-то технические материалы из научных журналов по золоту, и он извинился должным образом… :-)… С тех пор мы вели переписку… Он связался со мной по поводу моей филигранной работы. работа для главы о филиграни в кн. Вы можете увидеть некоторые фотографии моих работ, найдя мое имя в указателе: Джанет Берг. Что я больше всего о нем помню, так это то, что он очень интересовался гребнями и имел большую коллекцию различных материалов и техник… :-)…
Он мне в ответ написал, что такого быть не может… Я отправил ему какие-то технические материалы из научных журналов по золоту, и он извинился должным образом… :-)… С тех пор мы вели переписку… Он связался со мной по поводу моей филигранной работы. работа для главы о филиграни в кн. Вы можете увидеть некоторые фотографии моих работ, найдя мое имя в указателе: Джанет Берг. Что я больше всего о нем помню, так это то, что он очень интересовался гребнями и имел большую коллекцию различных материалов и техник… :-)…
Джанет в Иерусалиме
ремесленникиg
#11
Джанет,
Ваша интерпретация еврейского обрядового обручального кольца всегда была моей любимой и повлияла на некоторые из моих ранних работ.
Спасибо,
Дебра
Какова температура плавления припоя? – Производство печатных плат и сборка печатных плат
Припой является важным элементом, обычно используемым в электронной промышленности. Использование припоя невозможно переоценить, поскольку этот элемент играет жизненно важную роль в производстве электронных устройств. Однако у этого элемента есть своя температура плавления. Эта статья призвана пролить больше света на температуру плавления припоя.
Использование припоя невозможно переоценить, поскольку этот элемент играет жизненно важную роль в производстве электронных устройств. Однако у этого элемента есть своя температура плавления. Эта статья призвана пролить больше света на температуру плавления припоя.
Припой представляет собой металлический сплав, состоящий из олова и свинца. Припои помогают соединить два или более компонентов вместе. Этот металлический сплав состоит из нескольких сплавов с температурой плавления до 400°C. Кроме того, температура плавления может достигать 90 градусов по Цельсию. Припой помогает создавать огромные соединения постоянного характера, такие как медные соединения в печатных платах.
Запросить производство и сборку печатных плат сейчас
Температура плавления припоя Температура определяет точку плавления любого материала. Под температурой здесь понимается температура, при которой твердое тело переходит в жидкое. Кроме того, эта температура определяет тип материалов, используемых в реальных условиях. Припои расплавляют и связывают электрические компоненты. Температура плавления припоя определяет выбор припоя для конкретного применения.
Кроме того, эта температура определяет тип материалов, используемых в реальных условиях. Припои расплавляют и связывают электрические компоненты. Температура плавления припоя определяет выбор припоя для конкретного применения.
Например, если устройство будет работать при высокой температуре, припой должен иметь более высокую температуру плавления, чем рабочая температура. Это означает, что рабочая среда устройства определяет температуру плавления припоя.
Правильная температура плавления припоя составляет около 250 градусов Цельсия. Это указывает на хорошее качество припоя. Кроме того, вы можете определить качество припоя по его высокой проводимости и низкому содержанию флюса. Припой представляет собой сплав свинца и олова. Это олово может быть 60%, а свинец 40%. Кроме того, этот припой имеет разный диапазон температур плавления. Однако он начнет плавиться при 361,4 ° F. Кроме того, он превратится в полную жидкость при температуре 375,8 градусов по Фаренгейту.
Припой с 50 % олова и 50 % свинца имеет диапазон плавления от 361 °F до 421 °F.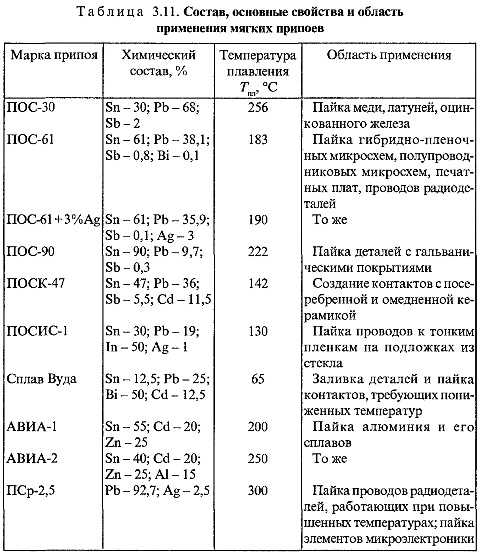 Температура плавления серебряного припоя составляет 1145 °F. Этот припой плавится, пока не достигнет температуры 1145 °F. Кроме того, цинко-алюминиевый припой имеет высокую температуру плавления 719°С.0,6 °F. Свинцово-оловянный припой 70/30 имеет температуру плавления 255°C. Поэтому температура плавления припоя зависит от его состава и типа.
Температура плавления серебряного припоя составляет 1145 °F. Этот припой плавится, пока не достигнет температуры 1145 °F. Кроме того, цинко-алюминиевый припой имеет высокую температуру плавления 719°С.0,6 °F. Свинцово-оловянный припой 70/30 имеет температуру плавления 255°C. Поэтому температура плавления припоя зависит от его состава и типа.
Другим фактором, определяющим температуру плавления припоя, является его состав. Припои могут быть эвтектическими и неэвтектическими.
Эвтектический припойЭтот припой легко плавится. Следовательно, эвтектический припой описывает металлический сплав, который плавится при одной температуре. Также после охлаждения этот припой затвердевает при одной температуре. Кроме того, некоторые производственные процессы требуют этой возможности.
Неэвтектический припой Этот металлический сплав не может плавиться при одной температуре. Кроме того, этот тип припоя имеет диапазон плавления. Эвтектический припой начинает плавиться при определенной температуре. Затем он продолжает плавиться при повышении температуры. Также плавление прекращается, когда припой достигает конечной температуры и сплав становится жидким.
Кроме того, этот тип припоя имеет диапазон плавления. Эвтектический припой начинает плавиться при определенной температуре. Затем он продолжает плавиться при повышении температуры. Также плавление прекращается, когда припой достигает конечной температуры и сплав становится жидким.
Диапазон плавления – это разница между температурой окончания плавления и начальной температурой плавления. Диапазон плавления некоторых припоев составляет 75 градусов Цельсия. Диапазон плавления может достигать 32 градусов по Цельсию.
Запросить производство и сборку печатных плат
Какой припой лучше всего использовать?Выбор припоя зависит от нескольких факторов. Однако есть два основных фактора:
- Последующие термические процессы
- Температура плавления припоя в процессе
Производитель может потребовать высокотемпературный припой, поскольку будут последующие термические процессы. Кроме того, высокотемпературный припой дает ему возможность проводить более одного термического процесса.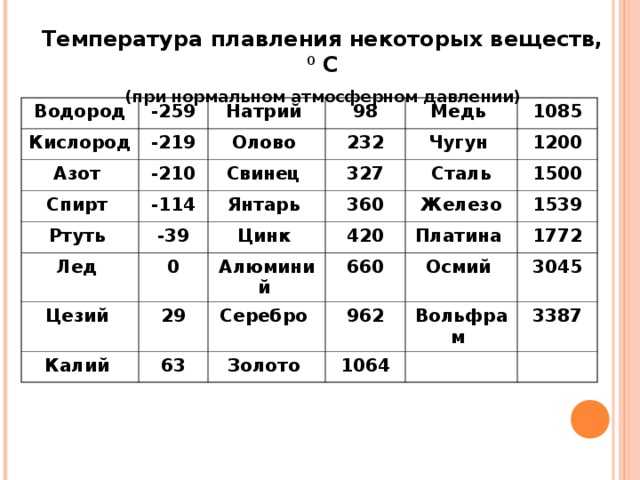 Однако может потребоваться низкотемпературный припой, если задействованные компоненты термочувствительны. Эти компоненты могут повредиться при воздействии высоких температур.
Однако может потребоваться низкотемпературный припой, если задействованные компоненты термочувствительны. Эти компоненты могут повредиться при воздействии высоких температур.
Пайка — это процесс соединения различных типов металлов путем плавления припоя. Во время пайки два или более компонента соединяются вместе. Чтобы добиться пайки, инженеры плавят припой, используя тепло, выделяемое железом. Существуют различные типы пайки, в том числе:
Твердая пайка
В этом процессе пайки инженер использует латунь или серебро. Также этот тип пайки создает прочное соединение. Чтобы сохранить прочное соединение, для этой пайки требуется паяльная лампа. Это способствует повышению температуры и расплавлению основного металла.
Мягкая пайка
Мягкая пайка характеризуется самой низкой температурой плавления припоя. Кроме того, этот тип пайки использует низкие температуры. Тем не менее, он не идеален для механических нагрузок. Это потому, что он не идеален для использования при экстремально высоких температурах. Поэтому он широко используется в сантехнике и электронике.
Тем не менее, он не идеален для механических нагрузок. Это потому, что он не идеален для использования при экстремально высоких температурах. Поэтому он широко используется в сантехнике и электронике.
Мягкая пайка соединяет электронные компоненты в печатных платах. При более низкой температуре образуется прочный шов.
Пайка
Это третий тип пайки, в котором используется металл с более высокой температурой плавления. Температура плавления этой пайки выше, чем у мягкой и твердой пайки. Кроме того, связанный металл нагревается напротив расплавленного металла. Пайка требует достаточного нагрева материала для достижения наилучшего результата.
Запросить производство и сборку печатных плат
Использование пайкиПайка имеет большое значение в ряде приложений. Применение определяет состав припоя. Ниже приведены области применения пайки:
Электронные компоненты
Пайка широко используется в электронных устройствах. Это помогает создать электрический поток. Кроме того, пайка гарантирует вам электрический ток в жилой или коммерческой проводке. Следовательно, это полезно для соединения проводов с клеммами в электрическом устройстве.
Это помогает создать электрический поток. Кроме того, пайка гарантирует вам электрический ток в жилой или коммерческой проводке. Следовательно, это полезно для соединения проводов с клеммами в электрическом устройстве.
Сантехника
Припои имеют большое значение, когда речь идет о сантехнике. Вы можете использовать припой для соединения медных водопроводных труб. Бессвинцовый припой идеально подходит для этого применения.
Ремонт автомобилей
В этом приложении припой стягивает соединения. Кроме того, он сглаживает поверхности автозапчастей. Хотя припой не может починить двигатели, он может заполнять нестандартные полости и уплотнять соединения.
Печатные платы
В печатных платах припои помогают соединять электрические компоненты. Мягкая пайка помогает прикреплять небольшие компоненты к печатным платам. Это помогает зафиксировать выводы компонентов с помощью медных дорожек. Это обеспечивает их электрическое соединение.
Это обеспечивает их электрическое соединение.
Запросить изготовление и сборку печатных плат сейчас
Что такое припои?Припой состоит из трех основных материалов: флюса, олова и свинца. Однако существует несколько разновидностей припоя, основанных на относительном соотношении этих материалов. Кроме того, в припой можно добавлять некоторые добавки и металлы. Это помогает усилить проводимость припоя.
- Медь улучшает характеристики смачивания припоя. Кроме того, он минимизирует температуру плавления в любом расплавленном состоянии.
- Сурьма повышает механическую прочность припоя.
- Никель предотвращает растворение слоя Under Bump Metalization (UMB).
- Серебро обеспечивает высокую механическую прочность. Однако он обеспечивает более низкую пластичность, чем свинец.
Припои бывают нескольких форм и форм. Температура плавления припоя многое определяет. Характеристики плавления припоя являются критическим фактором при выборе припоя. Однако есть и другие факторы, определяющие выбор сплава.
Характеристики плавления припоя являются критическим фактором при выборе припоя. Однако есть и другие факторы, определяющие выбор сплава.
Припои
Припои| Сплав припоя | Температура плавления, °C солидус/ликвидус | Плотность, г/см³ | Электрический Удельное сопротивление, мкОм⋅м | Тепловая Проводимость, Вт/м⋅K | Прочность на растяжение Прочность на разрыв, кгс/см² | Растяжение Удлинение при разрыве, % | Твердость по Бринеллю , HB |
|---|---|---|---|---|---|---|---|
| сплавы олова (Sn) с серебром (Ag) и/или медью (Cu) | |||||||
| Sn96.5Ag3.5 | 221 / 221 | 7.37 | 0,123 | 55 | 580 | 35 | 15 |
| Sn95Ag05 | 221 / 240 | 7. 40 40 | 0,137 | – | 565 | 30 | 14 |
| Sn90Ag10 | 221 / 295 | 7,51 | – | – | – | – | – |
| Sn99.3Cu0.7 | 227 / 227 | 7.31 | 0,126 | 66 | 300 | 21 | 9 |
| Sn97Cu03 | 227 / 300 | 7.32 | 0,118 | – | – | – | – |
| Sn99.2Ag0.1Cu0.7 (SAC0107) | 217 / 228 | 7.32 | – | – | – | – | – |
| Sn99Ag0.3Cu0.7 (SAC0307) | 217 / 228 | 7.33 | – | – | 300 | 22 | 14 |
| Sn98.5Ag0.8Cu0.7 (SAC0807) | 216 / 225 | 7.33 | 0,140 | – | 310 | 21 | 16 |
Sn98. 5Ag1.0Cu0.5 5Ag1.0Cu0.5 (SAC105) | 215 / 227 | 7.32 | 0,133 | 60 | 400 | 13 | 13 |
| Sn97.1Ag2.6Cu0.3 (SAC263) | 217 / 224 | 7.36 | 0,132 | – | – | – | – |
| Sn96.5Ag3.0Cu0.5 (SAC305) | 217 / 220 | 7,38 | 0,132 | 58 | 500 | 19 | 15 |
| Sn95.5Ag4.0Cu0.5 (SAC405) | 217 / 220 | 7.44 | 0,132 | 62 | 530 | 17 | 15 |
| Sn95.5Ag3.8Cu0.7 (SAC387) | 217 / 220 | 7.44 | 0,132 | 60 | 600 | 16 | 15 |
| сплавы олова (Sn) и свинца (Pb) с серебром (Ag) или без него | |||||||
| Sn90Pb10 | 183 / 213 | 7,55 | – | – | 490 | 40 | – |
| Sn63Pb37 | 183 / 183 | 8. 40 40 | 0,145 | 50 | 525 | 37 | 17 |
| Sn62.5Pb36.1Ag1.4 | 179 / 179 | 8.41 | 0,145 | 50 | 490 | – | 16 |
| Sn60Pb40 | 183 / 191 | 8.50 | 0,153 | 49 | 535 | 40 | 16 |
| Sn55Pb45 | 183 / 200 | 8,68 | – | – | – | – | – |
| Sn50Pb50 или Pb50Sn50 | 183 / 212 | 8,87 | 0,158 | 48 | 420 | 35 | 14 |
| Pb55Sn45 или Sn45Pb55 | 183 / 227 | 9.07 | 0,166 | – | – | – | – |
| Pb60Sn40 или Sn40Pb60 | 183 / 238 | 9,28 | 0,171 | 44 | 380 | 25 | 12 |
| Pb65Sn35 или Sn35Pb65 | 183 / 247 | 9.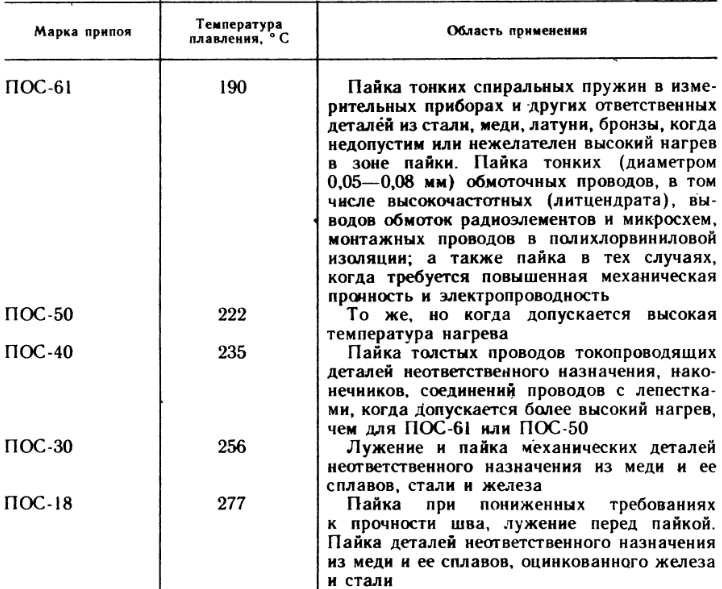 50 50 | 0,176 | – | – | – | 12 |
| Pb70Sn30 или Sn30Pb70 | 183 / 257 | 9,72 | 0,185 | 41 | 350 | 18 | 12 |
| Pb75Sn25 или Sn25Pb75 | 183 / 268 | 9,96 | 0,194 | – | 240 | 53 | 11 |
| Pb80Sn20 или Sn20Pb80 | 183 / 280 | 10.21 | 0,198 | 37 | 340 | 20 | 11 |
| Pb85Sn15 или Sn15Pb85 | 183 / 288 | 10.70 | – | – | 330 | – | 11 |
| Pb88Sn10Ag02 | 267 / 290 | 10,75 | 0,203 | 27 | 230 | 42 | – |
| Pb90Sn10 или Sn10Pb90 | 275 / 302 | 10,75 | 0,194 | 25 | 310 | 30 | 10 |
Pb92.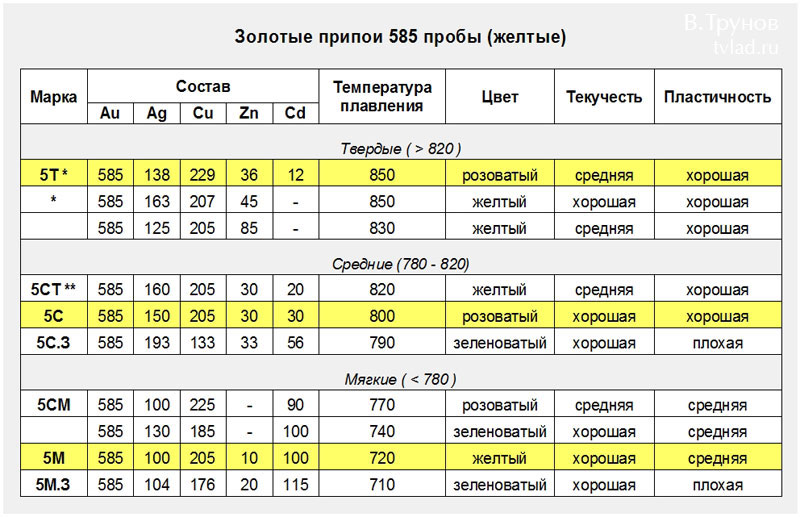 5Sn05Ag2.5 5Sn05Ag2.5 | 287 / 296 | 11.02 | 0,200 | – | 295 | – | – |
| Pb95Sn05 или Sn05Pb95 | 308 / 312 | 11.06 | 0,196 | 23 | 280 | 45 | 8 |
| Pb97.5Ag1.5Sn01 | 309 / 309 | 11.28 | 0,287 | 23 | 310 | 23 | 9 |
| сплавы висмута (Bi) и/или кадмия (Ca) с оловом (Sb) и/или свинцом (Pb) | |||||||
| Би58Сн42 | 138 / 138 | 8,56 | 0,383 | 19 | 565 | 55 | 23 |
| Сн60Би40 | 138 / 170 | 8.12 | 0,345 | 30 | 525 | 35 | 24 |
| Bi55.5Pb44.5 | 124 / 124 | 10.44 | 0,431 | 4 | 450 | 38 | 15 |
| Sn43Pb43Bi14 | 144/163 | 9.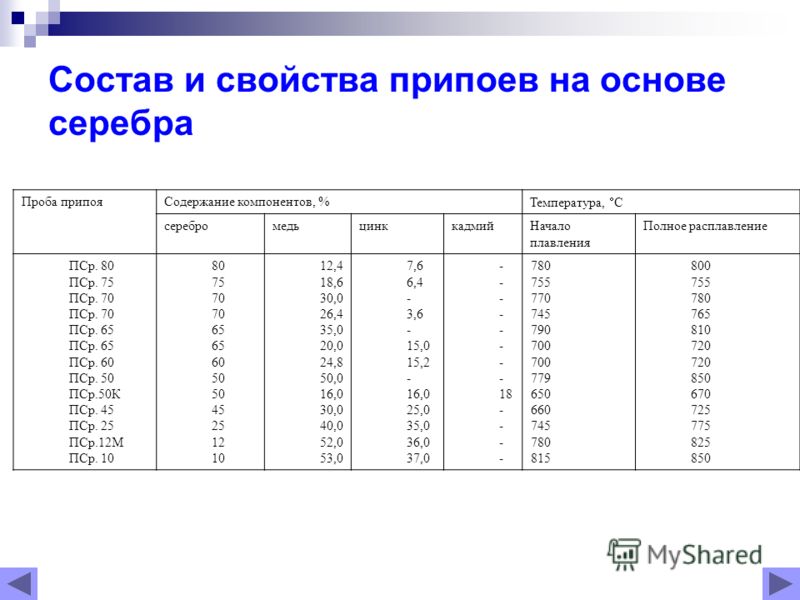 02 02 | – | – | 450 | 41 | – |
| Sn51.2Pb30.6Cd18.2 | 145 / 145 | 8.45 | – | 35 | 440 | – | – |
| сплавы индия (In) со свинцом (Pb) и/или оловом (Sn) и/или серебром (Ag) | |||||||
| In70Pb30 | 165 / 175 | 8.19 | 0,196 | 38 | 245 | – | – |
| In60Pb40 | 173 / 181 | 8,52 | 0,246 | 29 | 290 | – | – |
| In50Pb50 или Pb50In50 | 184 / 210 | 8,86 | 0,287 | 22 | 330 | 55 | 10 |
| Pb60In40 | 197 / 231 | 9.30 | 0,332 | 19 | 350 | – | – |
| Pb75In25 | 240 / 260 | 9,97 | 0,375 | 18 | 385 | 48 | 10 |
| Pb81In19 | 260 / 275 | 10. 27 27 | 0,383 | 17 | 390 | – | – |
| Pb95In05 | 300 / 313 | 11.06 | 0,338 | 21 | 305 | 52 | 6 |
| Ин52Сн48 | 118 / 118 | 7.30 | 0,147 | 34 | 120 | 83 | 5 |
| In50Sn50 или Sn50In50 | 118 / 125 | 7.30 | 0,147 | 34 | 120 | 83 | 5 |
| Ин97Аг03 | 143 / 143 | 7,38 | 0,075 | 73 | 55 | – | 2 |
| In90Ag10 | 143 / 237 | 7,54 | 0,078 | 67 | 115 | 61 | 3 |
| In80Pb15Ag05 | 149/154 | 7,85 | 0,133 | 43 | 180 | 58 | 5 |
| Pb90In05Ag05 | 290 / 310 | 11. 00 00 | 0,308 | 25 | 405 | 23 | 9 |
| Pb92.5In05Ag2.5 | 300 / 310 | 11.02 | 0,313 | 25 | 320 | – | – |
| Sn77.2In20Ag2.8 | 175 / 187 | 7,25 | 0,176 | 54 | 480 | 47 | 17 |
| Sn37.5Pb37.5In25 | 134 / 181 | 8.42 | 0,221 | 23 | 370 | 101 | 10 |
| Sn54Pb26In20 | 136 / 152 | 8.05 | – | – | – | – | – |
| Sn70Pb18In12 | 154 / 167 | 7,79 | 0,141 | 45 | 375 | 136 | 12 |
| низкотемпературные сплавы | |||||||
| In51.0Bi32.5Sn16.5 (сплав Филда) | 60 / 60 | 7,88 | 0,522 | – | 340 | – | 11 |
Bi50Pb26. 7Sn13.3Cd10 7Sn13.3Cd10 (Сплав Вуда) | 70 / 70 | 9,58 | 0,431 | 18 | 420 | 120 | 15 |
| Bi52Pb30Sn18 (сплав Ньютона) | 96 / 96 | 9,60 | 0,750 | 13 | 365 | 100 | 16 |
| Bi50Pb28Sn22 (сплав Розе) | 100 / 100 | 9.44 | – | – | – | – | – |
| прочие сплавы | |||||||
| Sn95Sb05 | 235 / 240 | 7,25 | 0,145 | 28 | 415 | 38 | 13 |
| Сн91Zn09 | 199 / 199 | 7.27 | 0,115 | 61 | 560 | 33 | 22 |
| Au80Sn20 | 280 / 280 | 14.51 | – | 57 | 2800 | 2 | – |
| Au88Ge12 | 356 / 356 | 14,67 | – | – | 2150 | 1 | – |
Pb97. 5Ag2.5 5Ag2.5 | 303 / 303 | 11.33 | 0,200 | – | 310 | 42 | – |
| Pb94.5Ag5.5 | 304 / 365 | 11.35 | 0,287 | 23 | 310 | – | – |
| Pb85Sb10Sn05 | 245 / 255 | 10.36 | 0,287 | – | 390 | 4 | – |
| чистые металлы | |||||||
| In100 (чистый индий) | 157 / 157 | 7.31 | 0,0837 | 86 | 20 | – | 1 |
| Sn100 (чистое олово) | 232 / 232 | 7.29 | 0,124 | 73 | 135 | – | 4 |
| Bi100 (висмут чистый) | 271 / 271 | 9,78 | 1,29 | 8 | – | – | 7 |
| Pb100 (чистый свинец) | 327 / 327 | 11. | |||||