Термообработка 12х1мф: Сварка, термообработка 12Х1МФ, 15Х1М1Ф сталей – Технологии и документации
alexxlab | 30.04.1991 | 0 | Разное
|
12Х1МФ-сталь жаропрочная низколегированная. Сталь 12Х1МФ– ограниченно свариваемая, сварка возможна при подогреве до 100-120 град. и последующей термообработке Сталь 12Х1МФ используется для изготовления деталей, работающих при температуре 540-580 °С. Сталь марки 12Х1МФ относится к жаропрочным конструкционным видам стали. Аналогичные марки стали, которые могут выступать заменителями: 12Х1МФ-ПВ,13Х1МФ, 15Х1М1Ф. Эту марку также иногда обозначают иным образом: сталь ЭИ-575, сталь 12Х1МФ, ст.12Х1МФ, 12Х1МФ, 12ХМФ. Существует и иностранный аналог, который обозначается как DIN 14MoV63. Данный тип теплоустойчивой стали относится к перлитному классу. При температуре 600 градусов Цельсия, начинается процесс интенсивного образования окалины. Т.к. 12Х1МФ является ограниченно свариваемой, рекомендуется предварительное тщательное прогревание и только потом надлежащая термообработка. Описанные характеристики данного вида стали, позволяют применять ее для изготовления трубо- и паропроводов, составляющих пароперегревателей, газовых турбин и коллекторов с высоким давлением. Изготавливаются детали трубопроводных установок и трубопроводной арматуры с закалкой на воздухе или в масло и отпуском на воздухе. А также для других деталей, от которых требуется слаженная и безотказная работа при высоких температурах (570-585 градусов) или нагрузках: патрубков, донышек, колец, воротниковых фланцев, штуцеров, тройников, а также прямоугольных деталей тепловых электростанций, трубопроводов или энергооборудования абсолютное давление в которых, выше 3,9 МПа. Свариваемость данной марки колеблется от легкой до трудносвариваемой: · сварка без ограничений не требует ни предварительной, ни последующей термической обработки; · ограниченно свариваемая сталь нуждается в прогреве перед свариванием до 100-120 градусов Цельсия и дополнительной обработке после сварки; · при варке трудносвариваемой стали, необходимо прогреть элементы до 200-300 градусов, и лишь после этого начинать сварку. Тип 12Х1МФ – жароустойчив и низколегирован, содержит средние значения углерода (0,12%,) и легирующиххимических элементов: хром (1%), ванадий и молибден (каждого по 0,3%). Предназначена для создания теплоусточивых деталей и конструкций. Ознакомившись с нашими ценами, вы можете приобрести сталь 12Х1МФ/12ХМФ и различные изделия из нее: трубы, круги, листы.
Химический состав в % стали 12Х1МФ.
Механические свойства при Т=20oС стали 12Х1МФ.
Физические свойства стали 12Х1МФ.
Обозначения:
Характеристика материала.
Химический состав
Температура критических точек
Механические свойства стали 12Х1МФ (12ХМФ)
Механические свойства материала при повышенных температурах
Механические свойства стали 12Х1МФ (12ХМФ) при испытании на длительную прочность
Технологические свойства теплоустойчивой стали 12Х1МФ
Жаростойкость теплоустойчивого материала 12Х1МФ (12ХМФ)
Физическиее свойства стали 12Х1МФ (12ХМФ)
Чувствительность к охрупчиванию стали 12Х1МФ (12ХМФ)
Обозначения:
Нормативная документация ГОСТ 103-76. Полоса стальная горячекатаная. Сортамент.Сталь 12Х1МФ. ГОСТ 1133-71. Сталь кованая круглая и квадратная. Сортамент. Сталь 12X1МФ. ГОСТ 2590-88. Прокат стальной горячекатаный круглый. Сортамент. Сталь 12Х1МФ. ГОСТ 2591-88. Прокат стальной горячекатаный квадратный. Сортамент. Сталь 12Х1МФ. ГОСТ 2879-88. Прокат стальной горячекатаный шестигранный. Сортамент. Сталь12X1MФ. ГОСТ 4405-75. Полосы горячекатаные и кованые из инструментальной стали. Сортамент. Сталь 12Х1МФ. ГОСТ 5520-79.Прокат листовой из углеродистой,низколегированной и легированной стали для котлов и сосудов,работающих под давлением. ГОСТ 5949-75. Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия. Сталь 12Х1МФ. ГОСТ 7417-75.Сталь калиброванная круглая.Сортамент. Сталь 12Х1МФ. ГОСТ 8559-57.Сталь калиброванная квадратная.Сортамент. Сталь 12Х1МФ ГОСТ 8560-78.Прокат калиброванный шестигранный.Сортамент.Сталь 12Х1МФ ГОСТ 20072-74.Сталь теплоустойчивая.Технические условия.Сталь 12Х1МФ Дополнительная информация. Соответствие советских и российских марок стали. Международные аналоги сталей |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 После чего рекомендуется провести отжиг для получения более высокого качества швов.
После чего рекомендуется провести отжиг для получения более высокого качества швов. 98
98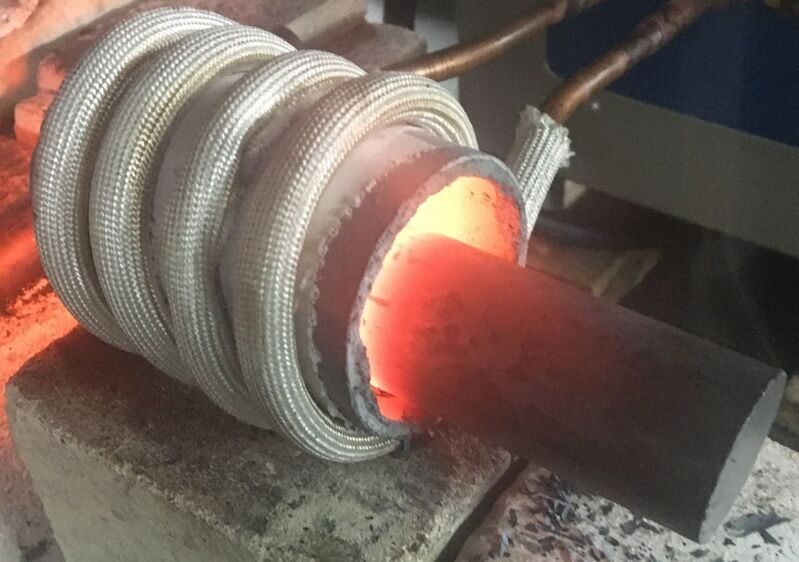 Сталь12Х1МФ
Сталь12Х1МФ Температура начала интенсивного окалинообразования 600°С. Сталь ограниченно свариваемая: рекомендуется подогрев и последующая термообработка. Плотность при 20°С – 7,8х10³ кг/м³. Поставляется в термообработанном состоянии (отожжённый, отпущенный или нормализованный с высоким отпуском) или без термической обработки.
Температура начала интенсивного окалинообразования 600°С. Сталь ограниченно свариваемая: рекомендуется подогрев и последующая термообработка. Плотность при 20°С – 7,8х10³ кг/м³. Поставляется в термообработанном состоянии (отожжённый, отпущенный или нормализованный с высоким отпуском) или без термической обработки.
 15-0.30
15-0.30 Нормализация 960-980 °С, воздух. Отпуск 700-750 °С, воздух.
Нормализация 960-980 °С, воздух. Отпуск 700-750 °С, воздух. Нормализация.
Нормализация. Отпуск 680-760 °С.
Отпуск 680-760 °С. Нормализация 980-1000°С. Отпуск 740-760 °С.
Нормализация 980-1000°С. Отпуск 740-760 °С. Скоростьдеформирования 16 мм/мин. Скорость деформации 0,009 1/с.
Скоростьдеформирования 16 мм/мин. Скорость деформации 0,009 1/с. испытания, ч
испытания, ч Сечения до 50 мм охлаждаются в штабелях, 51-100 мм – в ящиках, 500-600 мм подвергаются низкотемпературному отжигу.
Сечения до 50 мм охлаждаются в штабелях, 51-100 мм – в ящиках, 500-600 мм подвергаются низкотемпературному отжигу. электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м) 4
4  и последующей термообработке
и последующей термообработке Технические условия.Сталь 12Х1МФ
Технические условия.Сталь 12Х1МФСварка, термообработка 12Х1МФ, 15Х1М1Ф сталей – Технологии и документации
#1 alexhelios
Отправлено 07 July 2011 15:07
Как известно сварка данных сталей осуществляется с предварительным/сопутствующим подогревом в диапазоне 200-300°С в зависимости от толщины стали. Но в силу различных причин это требование на одном славном предприятии не выполняется, т.е. сварка ведется в лучшем случае с подогревом в районе 100-150°С.
Но в силу различных причин это требование на одном славном предприятии не выполняется, т.е. сварка ведется в лучшем случае с подогревом в районе 100-150°С.
Далее на стандартных режимах (для конкретной марки стали и ее толщины) производится термообработка. После нее сварные соединения не проходят контроль по твердости (завышена).
Приходится либо увеличивать продолжительность выдержки в печи, либо проводить местную термообработку после основной в местах, где завышена твердость.
Прошу высказать свои мысли по этому поводу, покритиковать, поделиться своим опытом.
- Наверх
- Вставить ник
#2 alexhelios
Отправлено 13 July 2011 15:06
Раз никто не высказывается по данной теме, то позволю себе задать несколько вопросов с позволения участников форума .
1. По вашему мнению насколько сварка с недостаточным подогревом данных сталей влияет на твердость после термообработки?
2. Если данные соединения проходят неразрушающий контроль, холодных трещин тоже не наблюдается и проблема только в завышенной твердости, то как лучше выходить из этой ситуации? (увеличивать время отпуска? вводить термоотдых перед т/о? местная т/о после выявления мест завышенной твердости? еще что-то?)
3. Если все же сварка ведется строго по технологии с предварительным/сопутствующим подогревом, термообработка выполняется без длительного перерыва на режимах указанных в РД, диаграмма т/о правильная, но твердость все равно завышена, то где копать? (печь выдает не те режимы, требуется тарировка? еще что-то?)
- Наверх
- Вставить ник
#3 Galina Kurmanbekova
Отправлено 31 August 2012 12:14
Проверить химсостав наплавленного металла, возможно превышение марганца
- Наверх
- Вставить ник
#4 Gurof
Отправлено 31 August 2012 17:57
Сложный вопрос, настолько много ньюансов, вплоть до сквозьника на рабочем месте сварщика. Я на таких случаях пытаюсь добиться пробников, штук так 10 на разных режимах , разная термообработка, всё записанно, документированно. Хотя в реальности удаёться только пару штук сварить для пробы. От них пробников и пляшу.
Я на таких случаях пытаюсь добиться пробников, штук так 10 на разных режимах , разная термообработка, всё записанно, документированно. Хотя в реальности удаёться только пару штук сварить для пробы. От них пробников и пляшу.
- Наверх
- Вставить ник
#5 Miha197
Отправлено 27 December 2012 12:37
Ребята где найти тех карты,в часности 377/22. ХМовская сталюга(энергетика)
- Наверх
- Вставить ник
#6 МИХА75
Отправлено 27 December 2012 17:24
Miha197, найти тех. карты, вы должны у вашего главного сварщика.Которые должны быть составлены основываясь на этот документ РУКОВОДЯЩИЙ ДОКУМЕНТ РД 153-34.1-003-01 http://www.docload.ru/Basesdoc/39/39605/index.htm
карты, вы должны у вашего главного сварщика.Которые должны быть составлены основываясь на этот документ РУКОВОДЯЩИЙ ДОКУМЕНТ РД 153-34.1-003-01 http://www.docload.ru/Basesdoc/39/39605/index.htm
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#7 Не много в теме
Отправлено 23 April 2019 19:03
Здравствуйте, коллеги! С моим мнением, наверное, слегка опоздал. Перед любым началом работ сваривается контрольный стык, который проходит стилоскопирование, УЗК и УТ после термообработки. Обкатываем режимы. И обычно, перед сваркой даже контрольного стыка, проверяем электроды – элементарно наплавляем “бобышку” на любом металле и стилоскопируем. С каждой партии электродов. В Вашем случае, при соблюдении всех требований РД, думаю, вопрос может заключаться в электродах. Как-то так. Всем УДАЧИ!!!!
В Вашем случае, при соблюдении всех требований РД, думаю, вопрос может заключаться в электродах. Как-то так. Всем УДАЧИ!!!!
- Наверх
- Вставить ник
#8 Глобул
Отправлено 23 April 2019 22:30
С моим мнением, наверное, слегка опоздал.
Тут помимо вопрошающего зачинателя этой темы по форуму шастают поисковики, и собирают информацию, а затем выдают её тем кто ищет через гугл, яндекс и тому подобные системы.
Таким образом ваше запоздалое мнение ещё не раз будет нагуглено и прочитано, а посему пишите ещё — это всегда будет полезно.
- Наверх
- Вставить ник
Сталь 12Х1МФ
Доброго времени суток. Компания ООО СИС рада приветствовать Вас на страницах нашего сайта.
Характеристика материала сталь 12Х1МФ
| Марка : | 12Х1МФ |
| Классификация | Сталь жаропрочная низколегированная |
| Применение: | для изготовления деталей, работающих при температуре 540-580 °С. |
Химический состав в % стали 12Х1МФ
| C | Si | Mn | Ni | S | P | Cr | Mo | V | Cu |
| 0. 08 – 0.15 | 0.17 – 0.37 | 0.4 – 0.7 | до 0.3 | до 0.025 | до 0.03 | 0.9 – 1.2 | 0.25 – 0.35 | 0.15 – 0.3 | до 0.2 |
Температура критических точек стали 12Х1МФ
| Ac1 = 760 , Ac3(Acm) = 890 , Ar3(Arcm) = 825 , Ar1 = 730 , Mn = 430 |
Механические свойства при Т=20oС стали 12Х1МФ
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Пруток | Прод. | 480 | 260 | 21 | 55 | 1000 | Нормализация 960 – 980oC,Отпуск 740 – 760oC, | |
| Поковки | Прод. | 480 | 260 | 20 | 50 | 600 | Нормализация и высокий отпуск |
| Твердость стали 12Х1МФ нормализованного , | HB 10 -1 = 123 – 179 МПа |
| Твердость стали 12Х1МФ горячекатанного отожженного , | HB 10 -1 = 217 МПа |
Физические свойства стали 12Х1МФ
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 1. 98 | 7800 | 230 | |||
| 100 | 1.93 | 12.4 | 44 | 7780 | 278 | |
| 200 | 1.88 | 13 | 44 | 7750 | 343 | |
| 300 | 1.83 | 13.6 | 42 | 7720 | 430 | |
| 400 | 1. 75 | 14 | 40 | 7680 | 532 | |
| 500 | 1.67 | 14.4 | 37 | 7640 | 647 | |
| 600 | 1.57 | 14.7 | 35 | 7600 | 775 | |
| 700 | 1.51 | 14.9 | 32 | 7570 | 962 | |
| 800 | 14. 8 | 28 | 7540 | 1087 | ||
| 900 | 12 | 28 | 7560 | 1130 | ||
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Технологические свойства стали 12Х1МФ
| Свариваемость: | ограниченно свариваемая. |
Обозначения:
| Механические свойства : | |
| sв | – Предел кратковременной прочности , [МПа] |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | – Относительное удлинение при разрыве , [ % ] |
| y | – Относительное сужение , [ % ] |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | – Температура, при которой получены данные свойства , [Град] |
| E | – Модуль упругости первого рода , [МПа] |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
За годы успешной работы предприятие ООО Системы Инженерного Снабжения приобрела бесценный опыт, о чем свидетельствуют лестные отзывы наших клиентов.
В случае, если у Вас возникли вопросы при оформлении заказа, Вы всегда можете обратиться к нашим специалистам по тел. 8(921)983-9665, 8(911)114-2936 Елена или воспользовавшись онлайн-консультантом на сайте на E-mail: [email protected].
Отправляете запрос на E-mail: [email protected].
Наш опыт – ваше преимущество! Опыт. Качество. Надежность. Выбор профессионалов.
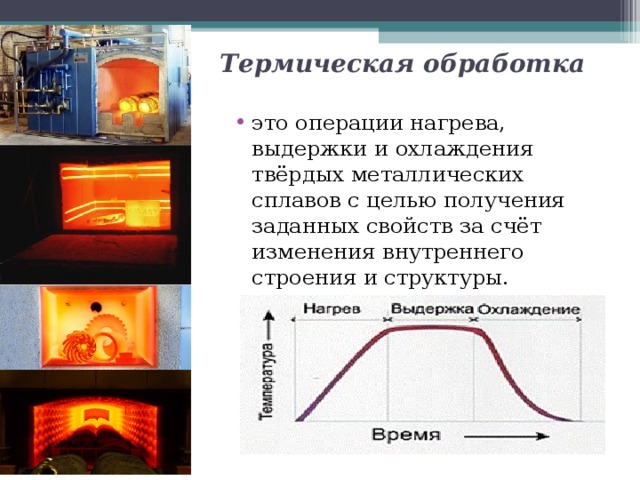
Термическая обработка низколегированных сталей с ПМ
Изучение влияния параметров отпуска на микроструктуру и механические свойства термически обработанных низколегированных сталей с ПМ.
Отпуск — это метод термической обработки, используемый для повышения прочности, пластичности и ударной вязкости закаленных углеродистых сталей. Отпуск происходит путем нагрева стали до температуры ниже критической для преобразования метастабильной объемно-центрированной тетрагональной мартенситной структуры, образующейся при закалке, в более стабильную структуру из мелких карбидных частиц. Выбор правильных параметров отпуска имеет решающее значение для достижения желаемого баланса свойств. Важно понимать роль отпуска в свойствах прочности и ударной вязкости, а также микроструктурные изменения, происходящие в диапазоне температур отпуска. В этом исследовании изучались механические характеристики двух различных систем сплавов, обычно используемых для изготовления зубчатых колес из порошкового металла (ПМ). Предварительно легированный и диффузионно-связанный материал исследовали после термической обработки и отпуска при различных параметрах отпуска.
Введение
Производство зубчатых колес с постоянными магнитами часто требует процесса вторичной термообработки, чтобы соответствовать требованиям высокопроизводительных приложений. Термическая обработка может оптимизировать эксплуатационные свойства, такие как твердость, прочность, усталостная прочность и износостойкость, и продлить общий срок службы зубчатого колеса. В зависимости от конкретных требований, предъявляемых к зубчатой передаче, могут использоваться различные виды термической обработки. Некоторые виды термической обработки направлены на определенные области, например на зубья, в то время как другие требуют термической обработки всего зубчатого колеса. Несмотря на то, что для зубчатых передач с постоянными магнитами используются различные типы процессов термической обработки, поверхностное упрочнение и сквозное упрочнение являются двумя распространенными методами, используемыми в отрасли.
Цементация, также известная как науглероживание, представляет собой процесс, при котором низкоуглеродистые стали нагревают до температуры аустенизации, обычно от 850°C до 950°C (1560°F – 1740°F), в богатой углеродом атмосфере. Окружающая среда. Из-за высокой растворимости углерода в аустените углерод поглощается поверхностью детали. Затем этот высокоуглеродистый слой подвергают закалке с образованием мартенситной оболочки, как правило, в перемешиваемой масляной среде [1]. Целью этого метода является разработка корпуса с хорошей поверхностной твердостью при сохранении относительно мягкого, но прочного внутреннего ядра. Цементное упрочнение используется для компонентов, от которых требуется высокая износостойкость поверхности, хорошая усталостная долговечность и устойчивость к ударным нагрузкам.
Затем этот высокоуглеродистый слой подвергают закалке с образованием мартенситной оболочки, как правило, в перемешиваемой масляной среде [1]. Целью этого метода является разработка корпуса с хорошей поверхностной твердостью при сохранении относительно мягкого, но прочного внутреннего ядра. Цементное упрочнение используется для компонентов, от которых требуется высокая износостойкость поверхности, хорошая усталостная долговечность и устойчивость к ударным нагрузкам.
Сквозная закалка — это метод термической обработки, обычно предназначенный для компонентов, которые будут подвергаться осевым нагрузкам и не требуют особенно высокой твердости поверхности [2]. Сквозная закалка обычно проводится с использованием процесса закалки и отпуска, при котором деталь нагревают до температуры аустенизации в нейтральной по отношению к углероду атмосфере, а затем быстро закаливают в такой среде, как взбалтываемое масло. В отличие от поверхностной закалки, сквозная закалка использует углерод внутри материала для закалки с целью образования мартенсита во всем компоненте, а не только на поверхности.
Размер и геометрия компонента играют важную роль в общем количестве мартенсита, развивающегося в компонентах со сквозной закалкой. Скорость охлаждения любого компонента определяется теплопроводностью. Для больших компонентов с толстым поперечным сечением поверхность компонента будет подвергаться охлаждению с другой скоростью по сравнению с внутренним ядром, где скорость охлаждения ограничена [3]. Это ограничение охлаждения в сердечнике может препятствовать развитию полностью мартенситного компонента. Для сравнения, в областях с тонким поперечным сечением будет наблюдаться более последовательное и быстрое охлаждение по всему сечению, что приведет к более легкому превращению в полностью мартенситные компоненты.
Целью любого вида термической обработки является улучшение механических свойств путем изменения микроструктуры на мартенситную, что способствует получению высоких прочностных и твердотельных свойств. При быстром охлаждении от температуры аустенизации не хватает времени для выделения атомов углерода из кристаллической решетки. Это приводит к тому, что гранецентрированная кубическая (ГЦК) кристаллическая структура аустенита трансформируется в пересыщенный твердый раствор углерода, захваченного в объемно-центрированную тетрагональную структуру [4]. Эта структура известна как мартенсит. Быстрая трансформация вносит большое количество дислокаций в кристаллическую структуру, что вызывает высокие уровни внутренних напряжений. Это напряжение приводит к очень твердому, но чрезвычайно хрупкому материалу. Чтобы снять напряжения, закалка используется как метод восстановления некоторой пластичности и ударной вязкости материала при одновременном снижении твердости.
Это приводит к тому, что гранецентрированная кубическая (ГЦК) кристаллическая структура аустенита трансформируется в пересыщенный твердый раствор углерода, захваченного в объемно-центрированную тетрагональную структуру [4]. Эта структура известна как мартенсит. Быстрая трансформация вносит большое количество дислокаций в кристаллическую структуру, что вызывает высокие уровни внутренних напряжений. Это напряжение приводит к очень твердому, но чрезвычайно хрупкому материалу. Чтобы снять напряжения, закалка используется как метод восстановления некоторой пластичности и ударной вязкости материала при одновременном снижении твердости.
Отпуск происходит, когда материал повторно нагревают до температуры ниже его эвтектоидной точки в течение определенного периода времени, что позволяет перераспределить атомы и выделить углерод для снятия внутренних напряжений и модификации мартенситной структуры. Во время фазы отпуска перегруппировка атомов и осаждение углерода приводит к расположению сферических карбидов, диспергированных внутри феррита. Такое расположение известно как структура мартенсита отпуска. Отпуск сталей ПМ обычно проводят при температуре от 150 до 59°С.5°C (302-1103°F) [5]. Точный контроль времени и температуры на этапе отпуска важен для достижения желаемых конечных механических характеристик.
Такое расположение известно как структура мартенсита отпуска. Отпуск сталей ПМ обычно проводят при температуре от 150 до 59°С.5°C (302-1103°F) [5]. Точный контроль времени и температуры на этапе отпуска важен для достижения желаемых конечных механических характеристик.
Способность материала к закалке также играет важную роль в достижении желаемых свойств. Прокаливаемость определяется как способность материала достигать определенного уровня твердости на заданной глубине после термической обработки [6]. Это мера того, насколько легко материал образует мартенсит, и глубины, на которой мартенсит развивается при закалке. Материалы с высокой прокаливаемостью будут образовывать мартенсит не только на поверхности, но и по всей сердцевине компонента. Глубина закалки является важным фактором прочности и усталостных характеристик детали и в значительной степени зависит от содержания углерода в материале и легирующих элементов. Наиболее распространенными типами легирующих элементов, используемых в промышленности ПМ, являются молибден, никель, марганец, хром и медь. Влияние различных легирующих элементов и добавок на прокаливаемость материала показано на рис. 1.9.0003 Рисунок 1: Влияние различных легирующих добавок на прокаливаемость [7].
На диаграмме изображен коэффициент умножения, который описывает глубину упрочнения при добавлении определенного количества легирующего элемента. Как видно из диаграммы, молибден, хром и марганец оказывают сильное влияние на прокаливаемость материалов, а влияние никеля значительно меньше. Выбор легирующего элемента определяется способностью сплава повышать прокаливаемость материала, необходимым количеством, а также его способностью последовательно диффундировать по всему материалу [8].
Независимо от типа термической обработки компонента метод легирования материала играет важную роль в конечных свойствах. В предварительно легированных системах добавление легирующих элементов в процессе плавления создает химически однородную легированную частицу. Из-за однородности содержания легирующих элементов система предварительно легированных материалов обычно создает гомогенную микроструктуру в спеченной фазе. Альтернативным методом введения легирующих элементов является процесс диффузионной сварки. В этом процессе легирующие элементы термически связываются с поверхностью частицы железа. Преимущество этого метода состоит в том, что добавки сплава не наносят ущерба мягкому, легко сжимаемому ядру частиц железа. Однако, поскольку диффузионно-связанные материалы не являются однородным химическим составом, как предварительно легированный материал, микроструктурное образование после спекания является гетерогенным, с различными островковыми фазами, которые зависят от конкретного легирующего элемента, присутствующего в данной области. В термообработанном виде как предварительно легированные, так и диффузионно-связанные материалы способны достигать мартенситной микроструктуры. На рис. 2 показаны микроструктуры предварительно легированного (а) и диффузионно-легированного (б) базового железа в состоянии после спекания.
Альтернативным методом введения легирующих элементов является процесс диффузионной сварки. В этом процессе легирующие элементы термически связываются с поверхностью частицы железа. Преимущество этого метода состоит в том, что добавки сплава не наносят ущерба мягкому, легко сжимаемому ядру частиц железа. Однако, поскольку диффузионно-связанные материалы не являются однородным химическим составом, как предварительно легированный материал, микроструктурное образование после спекания является гетерогенным, с различными островковыми фазами, которые зависят от конкретного легирующего элемента, присутствующего в данной области. В термообработанном виде как предварительно легированные, так и диффузионно-связанные материалы способны достигать мартенситной микроструктуры. На рис. 2 показаны микроструктуры предварительно легированного (а) и диффузионно-легированного (б) базового железа в состоянии после спекания.

Постоянно растущие требования к характеристикам шестерен с постоянными магнитами требуют сочетания высокой прокаливаемости и хорошей сжимаемости для достижения плотности, необходимой для получения высокой прочности. Выбор сплава, метод легирования и размер компонентов сильно влияют на конечные свойства зубчатого колеса.
В этом исследовании две системы сплавов со схожими химическими свойствами, одна предварительно легированная и одна диффузионно-связанная, были подвергнуты сквозной закалке и отпуску при различных параметрах отпуска после обычного спекания. Целью данного исследования является изучение реакции метода легирования и размера компонентов на условия термообработки и отпуска, а также определение того, как температура отпуска влияет на их механические свойства.
Методика эксперимента
Для этого исследования были выбраны один коммерчески доступный предварительно легированный основной чугун и один диффузионно-легированный основной чугун, обычно используемые для изготовления термообработанных зубчатых колес с постоянными магнитами.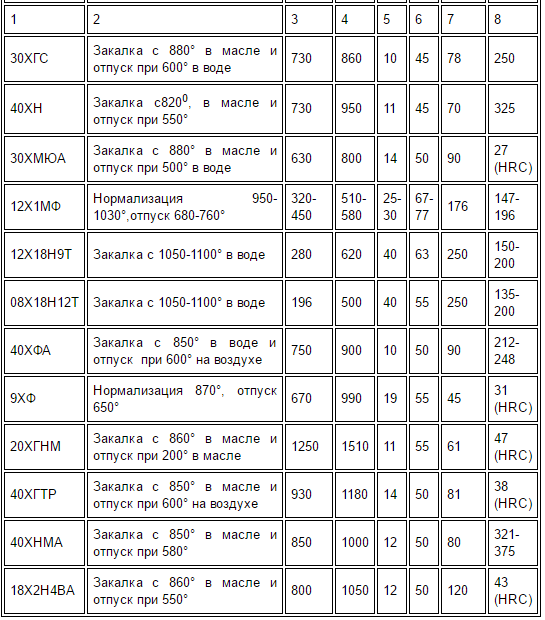 Astaloy® 85 Mo предварительно легирован, в то время как D.AB представляет собой диффузионно-связанное базовое железо. Составы сплавов перечислены в Таблице 1.
Astaloy® 85 Mo предварительно легирован, в то время как D.AB представляет собой диффузионно-связанное базовое железо. Составы сплавов перечислены в Таблице 1.
в соответствии с обозначениями материалов MPIF. В состав ФЛН2-4405 добавлен никель. В состав ФД-0205 дополнительные легирующие элементы не вносились. Обе смеси содержат одинаковый тип и количество графита и смазки. Химические составы приведены в таблице 2.
Каждая смесь была спрессована в образцы размером 10 мм (0,39 дюйма) x 10 мм (0,39 дюйма) x 75 мм (2,95 дюйма) до плотности в сыром виде 7,25 г/см 3 . Они были спечены традиционным способом в компании Vision Quality Components. Все образцы прошли термообработку в компании Bluewater Thermal Solutions, расположенной в Сент-Мэрис, штат Пенсильвания. Параметры термообработки приведены в табл. 3. Все спеченные и термообработанные образцы были подготовлены к механическим испытаниям в соответствии со стандартами MPIF [9].
Затем термообработанные образцы в течение одного часа подвергались отпуску на воздухе при различных температурах в диапазоне от 160 до 275°C (325-525°F). У термообработанных и отпущенных образцов оценивали предел прочности при растяжении, предел текучести, энергию удара, кажущуюся твердость, микротвердость и микроструктуру.
Вторичная оценка эффекта массы была проведена на двух образцах шайб разных размеров, изготовленных из материала FLN2-4405. Смесь прессовали в шайбы диаметром 100 мм (4 дюйма) и высотой 25 мм (1 дюйм) и диаметром 40 мм (1,5 дюйма) и высотой 25 мм (1 дюйм) соответственно. Все образцы шайб были спрессованы до сырой плотности 7,25 г/см 9 .0039 3 . Образцы спекали в 6-дюймовой лабораторной ленточной печи при 1120°C (2050°F) в течение 30 минут в атмосфере 90/10 N 2 /H 2 . Затем спеченные шайбы подвергали термообработке в Bluewater Thermal Solutions при тех же параметрах, что и в таблице 3. Термически обработанные шайбы отпускали при тех же температурах, что и образцы для растяжения и удара. Также была оценена одна термообработанная шайба без отпуска. Шайбы оценивали на кажущуюся твердость, профиль микротвердости и микроструктуру. Фазовое картирование было завершено на 100-миллиметровом образце с шайбой, отпущенном при 200 ° C (400 ° F), для определения процентного содержания мартенсита на увеличивающихся расстояниях от поверхности детали.
Термически обработанные шайбы отпускали при тех же температурах, что и образцы для растяжения и удара. Также была оценена одна термообработанная шайба без отпуска. Шайбы оценивали на кажущуюся твердость, профиль микротвердости и микроструктуру. Фазовое картирование было завершено на 100-миллиметровом образце с шайбой, отпущенном при 200 ° C (400 ° F), для определения процентного содержания мартенсита на увеличивающихся расстояниях от поверхности детали.
Результаты
Прочность на растяжение при каждой температуре отпуска показана на рис. 3. Предварительно легированный материал FLN2-4405 обеспечивает в целом более высокую прочность на растяжение при каждой температуре отпуска по сравнению с материалом FD-0205, полученным диффузионным связыванием. Прочность на растяжение для каждого материала уменьшается с повышением температуры отпуска. Обе системы материалов следуют аналогичной тенденции, когда наблюдается резкое снижение прочности на растяжение, когда температура отпуска превышает 220°C (425°F).
Предел текучести при каждой температуре отпуска показан на рис. 4. Предварительно легированный материал FLN2-4405 обеспечивает в целом более высокий предел текучести при каждой температуре отпуска по сравнению с материалом FD-0205, полученным диффузионным связыванием. Предел текучести для обоих материалов увеличивается с повышением температуры отпуска, пока температура не достигнет 250°C (475°F). Когда температура превышала 250°C (475°F), предел текучести начинал снижаться.
Энергия удара при каждой температуре отпуска показана на рис. 5. Энергия удара обеих систем материалов одинакова в диапазоне температур отпуска от 160°C (325°F) до 200°C (400°F). При повышении температуры отпуска выше 200°C (400°F) энергия удара начинает значительно падать с каждым повышением температуры отпуска. ]
Рисунок 5: Энергия удара при повышении температуры отпуска. Рисунок 6: Кажущаяся твердость при повышении температуры отпуска.
Рисунок 6: Кажущаяся твердость при повышении температуры отпуска.Кажущаяся твердость показана на рис. 6. Более высокие уровни кажущейся твердости при всех температурах отпуска были получены из предварительно легированного материала FLN2-4405 по сравнению с материалом FD-0205, полученным диффузионным связыванием. Кажущаяся твердость обоих материалов уменьшается с повышением температуры отпуска.
Микротвердость показана на рисунке 7. Микротвердость между системами материалов FLN2-4405 и FD-0205 была одинаковой при каждой температуре отпуска. Уровни микротвердости снижались с повышением температуры отпуска.
Рисунок 7: Микротвердость образцов при растяжении при возрастающих температурах отпуска. Рисунок 8: Профиль микротвердости при возрастающих температурах отпуска шайб FLN2-4405 диаметром 40 мм и 100 мм. При исследовании масс-эффекта на образцах ФЛН2-4405 был измерен профиль микротвердости на мартенсите. Профиль был разработан с шагом 1 мм в центре компонентов, как показано на рисунке 8. Микротвердость уменьшалась с шагом 1 мм ниже поверхности. Микротвердость также уменьшалась с повышением температуры отпуска. Неотпущенные шайбы показали наибольшую микротвердость за счет напряжений, возникающих в матрице при термообработке.
Микротвердость уменьшалась с шагом 1 мм ниже поверхности. Микротвердость также уменьшалась с повышением температуры отпуска. Неотпущенные шайбы показали наибольшую микротвердость за счет напряжений, возникающих в матрице при термообработке.
Обсуждение
Оценка механических свойств показывает, что предварительно легированная система материалов имеет более высокие предел прочности при растяжении (~3 процента), предел текучести (~5 процентов) и кажущуюся твердость (~6 процентов) при всех температурах отпуска по сравнению с система диффузионно-связанных материалов. Диффузионно-связанный материал имеет немного более высокую энергию удара по сравнению с предварительно легированным материалом. Эти результаты соответствуют опубликованным данным стандарта MPIF 35.
Прочность на растяжение обоих материалов остается относительно постоянной при температуре отпуска в диапазоне 160-220°C (300-425°F). Резкое снижение прочности на растяжение происходит, когда температуры отпуска превышают 220°C (425°F), после чего для обоих материалов наблюдается 7-процентное падение прочности на растяжение с 220°C (425°F) до 275°C (525°F). ). Напротив, предел текучести неуклонно увеличивается, когда температура отпуска приближается к 230°C (450°F), а затем снова снижается, когда температура выходит за пределы 250°C (475°F).
). Напротив, предел текучести неуклонно увеличивается, когда температура отпуска приближается к 230°C (450°F), а затем снова снижается, когда температура выходит за пределы 250°C (475°F).
Энергия удара неуклонно снижается при температуре отпуска выше 200°C (400°F) для обеих систем материалов. Обе системы материалов демонстрируют линейное снижение кажущейся твердости и микротвердости во всем диапазоне температур отпуска. На основании этого исследования оптимальные температуры отпуска находятся в диапазоне от 220°C (425°F) до 250°C (475°F), при которых оба материала достигают высокой прочности на разрыв при сохранении хорошего предела текучести, энергии удара, кажущейся твердости и микротвердости. Сводная информация о свойствах каждой системы материалов представлена в таблице 4.
Таблица 4: Сводка механических свойств. Рисунок 9: Микроструктуры образцов FLN2-4405 и FD-0205 при растяжении при 200°C (400°F). Микроструктуры образцов, подвергнутых растяжению, отпущенных при 200°C (400°F), показаны на Рисунке 9. Микроструктуры FLN2-4405 при каждой температуре отпуска состоят из мартенсита с богатым никелем аустенитом, в котором присутствует никель. Образцы FD-0205 на растяжение также состоят из мартенсита с аустенитом, богатым никелем, где никель связан диффузионно.
Микроструктуры FLN2-4405 при каждой температуре отпуска состоят из мартенсита с богатым никелем аустенитом, в котором присутствует никель. Образцы FD-0205 на растяжение также состоят из мартенсита с аустенитом, богатым никелем, где никель связан диффузионно.
Чтобы понять, как масса компонента влияет на микроструктуру при каждой температуре отпуска, было проведено исследование с использованием двух образцов шайбы разного размера, изготовленных из материала FLN2-4405. Для этого исследования шайбы подвергались термообработке и отпуску с теми же параметрами, что и образцы, подвергнутые испытанию на механические свойства. Микроструктуру поверхности и сердцевины оценивали на шайбах и сравнивали с образцами при растяжении. Размеры каждого образца показаны в таблице 5.
Таблица 5: Образцы с эффектом массы. Процесс закалки при термообработке основан на передаче тепла закалочной среде для быстрого охлаждения компонентов. Эффект массы компонента будет определять, насколько быстро компонент охлаждается, и различные скорости охлаждения могут наблюдаться в разных частях компонента. Деталь с малым поперечным сечением остывает быстрее, чем с большим поперечным сечением. В том же отношении внешний поверхностный слой более крупных компонентов будет охлаждаться быстрее, чем сердцевина, что приводит к изменениям твердости и микроструктуры по мере приближения к центру детали.
Деталь с малым поперечным сечением остывает быстрее, чем с большим поперечным сечением. В том же отношении внешний поверхностный слой более крупных компонентов будет охлаждаться быстрее, чем сердцевина, что приводит к изменениям твердости и микроструктуры по мере приближения к центру детали.
Микроструктура сердечника 40-мм и 100-мм шайб при различных температурах отпуска после термической обработки показана на рисунке 10. Это исследование показывает, что 40-мм шайбы смогли достичь полностью мартенситной микроструктуры, при этом бейнит не наблюдался в ядро. Шайбы диаметром 100 мм имеют мартенситную поверхность, однако после термической обработки в сердцевине наблюдался бейнит (около 20 процентов). Отпуск не влияет на микроструктуру. Для сравнения, микроструктуры растянутых образцов с меньшим поперечным сечением также имеют полностью мартенситную микроструктуру для обеих систем материалов. Все образцы показали одинаковое падение микротвердости от поверхности к сердцевине за счет снятия напряжений в результате отпуска. Это исследование показывает, что на компонентах с площадью поперечного сечения менее 1000 мм2 эффект массы отсутствует, но наблюдается эффект массы на компонентах с площадью поперечного сечения 2500 мм 2 . Эффект массы обусловлен в первую очередь термической обработкой, а не температурой отпуска.
Это исследование показывает, что на компонентах с площадью поперечного сечения менее 1000 мм2 эффект массы отсутствует, но наблюдается эффект массы на компонентах с площадью поперечного сечения 2500 мм 2 . Эффект массы обусловлен в первую очередь термической обработкой, а не температурой отпуска.
На рис. 11 показано процентное отображение фазового состояния мартенсита при увеличении расстояния от поверхности детали до сердцевины на 100-миллиметровом образце в форме шайбы, отпущенном при 200°C (400°F). Компонент представляет собой 100-процентный мартенсит на поверхности детали и на 1 мм ниже поверхности, бейнит не наблюдается. На глубине 2 мм ниже поверхности наблюдается небольшое количество бейнита и несколько снижается процентное содержание мартенсита. На глубине 3 мм от поверхности присутствует большое количество бейнита, и процентное содержание мартенсита значительно снижается. Сердцевина компонента содержит примерно ~80% мартенсита.
Сердцевина компонента содержит примерно ~80% мартенсита.
На рис. 12 показаны изображения, полученные с помощью сканирующего электронного микроскопа, для сравнения различий между мартенситом без отпуска и мартенситом после отпуска. Неотпущенный мартенсит состоит из толстых пластинчатых игл по всей своей структуре. Эта структура является результатом захвата карбидов в кристаллической решетке во время термической обработки (закалки), что приводит к высоким внутренним напряжениям во всей структуре. По мере повышения температуры отпуска в микроструктуре происходят изменения, поскольку углерод выделяется из кристаллической решетки. Атомы перестраиваются и образуют диспергированные сферические карбиды в мартенсите. Это изменение формирует новую структуру, называемую «отпущенный мартенсит», и имеет более низкие внутренние напряжения по сравнению с неотпущенным мартенситом [5]. Отпущенная мартенситная структура поддерживает получаемые механические свойства, заключающиеся в том, что с повышением температуры отпуска внутренние напряжения уменьшаются, а также уменьшаются прочность, кажущаяся твердость, энергия удара и микротвердость.
Выводы
Материалы
- Система предварительно легированных материалов имеет более высокие предел прочности при растяжении (∼3 %), предел текучести (∼5 %) и кажущуюся твердость (∼6 %) при всех температурах отпуска по сравнению с диффузионной система скрепленных материалов.
- Материал с диффузионной связкой имеет немного более высокую энергию удара по сравнению с предварительно легированным материалом.
Отпуск
- Резкое снижение прочности на растяжение происходит, когда температура отпуска превышает 220°C. Обе системы материалов показали 7-процентное падение прочности на разрыв выше температуры отпуска 220°C.
- Предел текучести увеличивается по мере приближения температуры отпуска к 250°C (475°F). Он уменьшается, когда температура достигает более 250°C (475°F).
- Энергия удара обеих систем материалов одинакова в диапазоне температур отпуска от 160°C (325°F) до 200°C (400°F). Когда температура отпуска увеличилась выше 200°C (400°F), энергия удара FLN2-4405 уменьшилась на 24 процента, а энергия удара материала FD-0205 уменьшилась на 29 процентов.

- Уровни кажущейся твердости линейно уменьшаются при повышении температуры отпуска. Материал FLN2-4405 показал более высокие уровни кажущейся твердости при всех температурах отпуска по сравнению с материалом FD-0205 с диффузионным связыванием 9.0094
- Микротвердость образцов на растяжение линейно уменьшается с повышением температуры отпуска. Уровни микротвердости как FLN2-4405, так и FD-0205 близки.
- На основании этого исследования оптимальные температуры отпуска для получения наивысшего предела прочности при растяжении при сохранении хорошего предела текучести, энергии удара и твердости находятся в диапазоне от 220°C до 250°C (475°F).
Mass Effect
- Исследование эффекта массы образцов FLN2-4405 показало, что микротвердость линейно снижается с увеличением температуры отпуска. Микротвердость также уменьшается на каждый шаг 1 мм ниже поверхности.
- Образцы с шайбой диаметром 40 мм смогли получить полностью мартенситную микроструктуру, в то время как образцы с шайбой диаметром 100 мм имеют смесь бейнита и мартенсита в сердцевине.

- При закалке эффект массы не наблюдается. Массовые эффекты в первую очередь проявляются при термической обработке (закалке).
- Поверхность образцов шайб диаметром 100 мм, отпущенных при 200°С, состоит из 100% мартенсита. На глубине 3 мм ниже поверхности наблюдается значительное падение содержания мартенсита. Сердцевина компонента примерно на ~80% состоит из мартенсита.
- Микроструктура неотпущенных образцов шайбы состоит из пластинчатых мартенситных игл. При самой высокой температуре отпуска в мартенсите присутствуют дисперсные сферические карбиды, характерные для мартенсита отпуска.
- Расположение микроструктуры соответствует полученным механическим свойствам. С повышением температуры отпуска внутренние напряжения уменьшаются, а также уменьшаются прочность, кажущаяся твердость, энергия удара и микротвердость.
Ссылки
- Ф. Филлари, Т. Мерфи, И. Габриэлов «Влияние науглероживания на механические свойства и пределы усталостной выносливости сталей P/M» Hoeganaes Corporation, США, Borg Warner Automotive, США.

- С. Саритас, Р. Каустон, Б. Джеймс, А. Лоули «Влияние микроструктурных неоднородностей на реакцию роста усталостной трещины предварительно легированной и двух гибридных сталей P/M», Материалы для PM2002, Hoeganaes Corporation, США, Гази Университет, Турция, Университет Дрекселя, США 2002
- «Термообработка простых углеродистых и низколегированных сталей: влияние на макроскопические механические свойства» Массачусетский технологический институт, факультет машиностроения, Кембридж, Массачусетс, 2004 г.
- Т. Диггес, С. Розенберг «Термическая обработка и свойства железа и стали» Министерство торговли США, Национальное бюро стандартов, монография 18 1960 г., стр. 10-18
- С. Ропар, Р. Варзель III, Б. Ху «Мартенситные материалы для ПМ», Североамериканские материалы Höganäs для ПМ, 2016 г.
- Д-р Х. К. Хайра «Прокаливаемость» Манит, Бхопал www.slideshare.net/RakeshSingh225/f46b-hardenability ноябрь 2013 г.
- «Höganäs AB Справочник по металлографии» № 6, Höganäs AB 2015
- Линдског, П.
 «Контроль прокаливаемости спеченных сталей» Höganäs AB, Höganäs, Швеция
«Контроль прокаливаемости спеченных сталей» Höganäs AB, Höganäs, Швеция - Стандарт MPIF 35 Стандарты материалов для конструкционных деталей из твердых частиц. (н.д), MPIF
Перепечатано из Достижения в порошковой металлургии и дисперсных материалах — 2018, ISBN 978-1-943694-18-1, © 2018 Metal Powder Industries Federation, 105 College Road East, Принстон, Нью-Джерси, США.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 жаропрочная сталь
жаропрочная сталь
 Твердость материала 12KH2MF (12H2MF, 121) (Горячий провод0197
Твердость материала 12KH2MF (12H2MF, 121) (Горячий провод0197 93
93  57
57 
 , магниевый сплав и др.).
, магниевый сплав и др.). Пока правительство Индии участвует в гонке
в своих усилиях по обеспечению электроэнергией каждого уголка страны. Котельные трубы из легированной стали в Индии регулируются Законом о правилах использования котлов в Индии. Каждая труба / трубка требуется быть подлинным, известного производителя и сертифицированным IBR. Allwin Metal Industries – Мы
один из ведущих производителей труб и труб из легированной стали, сертифицированных IBR. Спецификации, регулирующие трубы из легированной стали, следующие: под:
Поскольку производственные мощности в
Индия ограничена 8-дюймовым NB. Мы приняли специальные меры, чтобы сохранить
постоянный запас материала из легированной стали до типоразмеров 10″ NB, 12″
NB, 14″ NB, 16″ NB в Списке 20, 40, 60, 80, 100, 160, XXS, а также
как некоторые материалы с большей толщиной стенки до 45 мм, из легированной стали
технические характеристики. В тубах, меньший размерный ряд от 19,05 мм до 101,6 мм при толщине стенки от 2,11 мм до 12,7 мм толстый доступен на складе с нами во всех спецификациях легированной стали. 1. Для D =< 3 дюйма 1.1 допуски снаружи диаметр (D)
1.2 допуски на толщину стенки
(Т)
Рекомендации
для производственных процедур
Типовые марки стали
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Это, безусловно, приведет к быстрому росту промышленности. Власть – что это
важнейший элемент промышленного развития должен создаваться постоянно и
непрерывно. Для этого нужна электростанция большой мощности. Основное оборудование
такими электростанциями являются котлы большой мощности. Эти котлы имеют сплав
Стальные трубы, выдерживающие рабочую температуру около 600 градусов.
Цельсия (1110 градусов по Фаренгейту) и давление до 320 бар (4645 фунтов на квадратный дюйм) свыше
жизнь на планете – период в несколько десятков лет.
Это, безусловно, приведет к быстрому росту промышленности. Власть – что это
важнейший элемент промышленного развития должен создаваться постоянно и
непрерывно. Для этого нужна электростанция большой мощности. Основное оборудование
такими электростанциями являются котлы большой мощности. Эти котлы имеют сплав
Стальные трубы, выдерживающие рабочую температуру около 600 градусов.
Цельсия (1110 градусов по Фаренгейту) и давление до 320 бар (4645 фунтов на квадратный дюйм) свыше
жизнь на планете – период в несколько десятков лет. материал доступен на складе с сертификатами IBR по форме III – A и
III – B соответственно для труб и трубок.
материал доступен на складе с сертификатами IBR по форме III – A и
III – B соответственно для труб и трубок. P. Tank Road, Mumbai-400004
P. Tank Road, Mumbai-400004  Наш полный диапазон размеров включает от 15 мм NB до 16″ NB.
Наш полный диапазон размеров включает от 15 мм NB до 16″ NB.
 004
004 

 минимальный вес:Tm
минимальный вес:Tm номинальная масса: Ta
номинальная масса: Ta 0,4 мм
0,4 мм  35,8
35,8  отжиг при 1300ºF
отжиг при 1300ºF рекомендуется для W.T.>= 20 мм или 3/4 дюйма (легкий предварительный нагрев
возможно для толщины < 20 мм или 3/4 дюйма)
рекомендуется для W.T.>= 20 мм или 3/4 дюйма (легкий предварительный нагрев
возможно для толщины < 20 мм или 3/4 дюйма) 
 спецификация SEW 088(по запросу)
спецификация SEW 088(по запросу) T., 20
мин минимум), затем воздушное охлаждение.
T., 20
мин минимум), затем воздушное охлаждение.

 T.=<0,1
D и R >=2,5 D и Eex=<10% изгиба при 1740/1920ºF затем
нормализация при 1900ºF мин. и отпуск при 1350ºF мин. если:
T.=<0,1
D и R >=2,5 D и Eex=<10% изгиба при 1740/1920ºF затем
нормализация при 1900ºF мин. и отпуск при 1350ºF мин. если:  оказание услуг
темп.
оказание услуг
темп. А
А  BI.
BI.  7380
7380