Термообработка металлов – какие бывают способы и технологии для стали
alexxlab | 30.07.2020 | 0 | Разное
какие бывают способы и технологии для стали
Термообработка — основополагающий химический процесс, проводимый при работе со сплавами. В черной и цветной металлургии методика берется за основу и имеет огромное количество различных вариаций. От правильного проведения операции зависят химические, технические и механические свойства металла. Все виды термообработки стали подразделяются на определённые группы, что позволяет подбирать рациональные вариации.
Основные виды термической обработки
На промышленных предприятиях все процессы автоматизированы и человек принимает в них лишь косвенное участие. Все технологии практически идентичные, но имеют отличия по условиям температуры и другим факторам. В первую очередь сплав нагревается до определённой температуры, далее его выдерживают в этих температурных режимах. На последнем этапе происходит моментальное охлаждение. Таким образом, термообработанная сталь будет иметь уникальные технические характеристики. Основные типы технологий:
- Термическое воздействие включает в себя закалку, старение, отпуск, криогенный нагрев.
- Термомеханические методики. Сопровождаются не только нагревом, но и механическими воздействиями.
- Термохимические технологии. После воздействия температурой происходит обработка различными типами жидкостей или газов, что может упрочнять сплав.
Любой способ подразумевает под собой получение требуемых условий, поэтому в случае возникновения сложностей вторичная обработка будет неприемлемой. Каждая технология по-своему уникальна, но при этом основывается на нагревании металлов.
Поэтому требуется более основательно разобраться с различиями и другими факторами. Это позволит получить более конкретную информацию обо всех интересующих аспектах.
Отжиг металлов в печи
Стандартная методика, при которой заготовки отправляют в печь и нагревают. В дальнейшем остывание происходит не в отдельных камерах, а в той же печи. Таким образом, начинается естественный процесс остывания за счет температуры окружающей среды. Если рассматривать виды термообработки металлов, то представленная технология — одна из самых простых. Технология позволяет получить следующие свойства:
- Уменьшается твердость, в дальнейшем легко перерабатывать сплавы.
- Повышается зернистость структуры.
- Исчезают неоднородные сегменты.
- Исчезает внутреннее напряжение.
В настоящее время представленная технология реализуется в нескольких разнообразных вариациях. Как указывает технологический справочник, для различных нужд создаются оптимальные условия. На промышленных предприятиях данные работы должны проводиться в специальных печах. Сегодня отжиг стальных заготовок применяется для получения высококачественной стали. Такие методики очень важны для промышленности и развития индустрии в этом сегменте.
Технология закалки
 Один из самых распространённых методов термической обработки — это закалка. Технология представляет собой термические манипуляции с металлами и нагрев их до критических температур. Результатом технологии становится повышение пластичности и прочности сплавов. Отличием закалки от отжига является довольно быстрое охлаждение. Для этих целей применяются ванны с водой, что в значительной степени ускоряет процессы. С технической точки зрения это уникальная методика. Существует несколько основных разновидностей закалки:
Один из самых распространённых методов термической обработки — это закалка. Технология представляет собой термические манипуляции с металлами и нагрев их до критических температур. Результатом технологии становится повышение пластичности и прочности сплавов. Отличием закалки от отжига является довольно быстрое охлаждение. Для этих целей применяются ванны с водой, что в значительной степени ускоряет процессы. С технической точки зрения это уникальная методика. Существует несколько основных разновидностей закалки:
- Технология, где используют только один тип жидкости для охлаждения.
- Прерывистая методика. Сначала металл нагревают до критического показателя и опускают в воду. После остывания до температуры 300 градусов оставляют на воздухе или в масле.
- Ступенчатая. В этом случае применяется методика охлаждения в воде, потом в специальных солях и на последнем этапе оставляют остывать на воздухе. Таким образом, на каждом этапе металл приобретает более уникальные технические характеристики.
- Изотермическая — практически идентична ступенчатой закалке.
- Частичная закалка. Охлаждение происходит только по краям металла, в середине он остается горячим. Такая методика применяется при изготовлении отбойных инструментов, так как сплав получается вязким в середине и прочным по краям.
Технология закалки очень часто используется в кузницах как основной метод термообработки. Его эффективность подтверждается многими годами использования и указывает на невероятные преимущества. В настоящее время на каждом этапе технологического процесса нужно контролировать показатели. Это позволит получить металл с требуемыми характеристиками.
Отпуск и старение сплавов
Если нет информации о том, какая обработка стальных изделий характеризуется улучшением технических показателей, то можно выбрать любую методику. Все связано с тем, что каждая технология имеет определённые преимущества и достоинства. Отпуск — это методика, используемая на последнем этапе обработки металлов, таким образом, за счет нее придаются различные физические свойства конечного формата. Для этого металлическую деталь нагревают до температуры, которая должна быть ниже критической, и проводят охлаждения. В настоящее время известно несколько основных типов отпуска:
- высокий;
- средний;
- низкий.
Процесс старения применяется для обработки чугуна и различных типов цветных металлов. Технология очень распространена, так как позволяет увеличивать пределы текучести и прочности металлов. Проводят старение после отжига при нормальной температуре, это позволяет добиться требуемого эффекта без каких-либо сторонних технологий.
Особенность любого типа термической обработки заключается в профессионализме исполнителей. У каждого специалиста, работающего с металлом, есть свои секреты, которые он применяет на практике. Удается получать металл с уникальными техническими характеристиками. В заводских условиях нужно придерживаться технического регламента, поэтому металл всегда одинакового формата, это иногда является большой проблемой. Технические стандарты остаются постоянными.
Криогенное воздействие
В настоящее время техника и технология постоянно развиваются, появляются новые варианты воздействий на сплавы. Сегодня можно использовать не только высокие температуры, но и низкие. То есть холод также улучшает качество материалов. Существуют специальные криогенные камеры, в которых и проводятся технологические процедуры. Температура, при которой находятся детали и заготовки, равна -196 градусов Цельсия. Преимущество технологии заключается в том, что не требуется повторная обработка.
Конечно же, технология не всегда бывает подходящей и имеет множество различных нюансов. Рекомендуется пользоваться технологическими регламентами, что позволит в значительной степени повысить качество продукта. Также при такой обработке в значительной степени снижаются затраты. Достаточно использовать холодильник, при высоких температурах нужны сторонние ресурсы на разогрев печи и так далее.
Термомеханическое воздействие
Из всех перечисленных технологий представленная методика в промышленных масштабах используется уже давно. Суть заключается в предварительном нагревании металла до пластичного состояния и в дальнейшем механическом воздействии. Термомеханическая обработка может быть нескольких видов:
- Низкотемпературная обработка. Ее отличие заключается в том, что металл нагревается до аустенитного состояния. Технология включает в себя пластическую деформацию, закалку и отпуск. Все делается в соответствии с техническим регламентом.
- Высокотемпературная обработка. Металл нагревается до мартенситного состояния, проводится пластическая деформация.
- Предварительная обработка.
Выбрать нужный метод позволяют практика и те цели, которые вы преследуете. С технологической точки зрения каждый метод любого типа термической обработки подходит только для определённых металлов и сплавов. Именно этим фактором обусловлено разнообразие. То есть ни в коем случае нельзя подвергать сталь воздействию определенного типа, если оно не подходит. Это приведет к ухудшению качества материалов.
Химическая обработка
Химические реакции с металлами в совокупности с термическими воздействием приводят к повышению износостойкости, устойчивости к воздействию кислот и щелочей. В настоящее время существуют специализированные промышленные условия для проведения большого количества процессов. Важно различать методики и использовать их в нужный момент. Типы термохимических реакций:
- Цианирование — металл подвергают одновременному воздействию углерода и азота. Основа методики заключается в насыщении сплава данными элементами.
- Азотирование — технология, позволяющая повысить коррозионную устойчивость металлов до максимальных показателей, также повышается прочность. Для этого сплавы погружают в азотную среду.
- Диффузионная металлизация — очень сложная технология, но схожая с предыдущими. Благодаря ее проведению металл становится более прочным, износостойким и не подвергается воздействию агрессивных средств. Для этого поверхность сплавов обрабатывают бромом, хромом, алюминием.
- Цементация — методика, повышающая прочность металла. Для этого используют углерод, который в газовом состоянии непрерывно подается на металл в печи.
В каждом отдельном случае важно соблюдать все правила технологического сопровождения. Сплав при неправильном воздействии может потерять свои технические характеристики и будет отправлен на дополнительную переплавку. В таких ситуациях используются контрольно-измерительные приборы, исключающие нарушение технологии.
Цветные сплавы
Каждый отдельный цветной металл или сплав отличается от других физическими и химическими свойствами, что не скажешь о черных металлах. Поэтому рекомендуется для каждого отдельного случая подбирать свои методики, чтобы не потерять качество. Рекристализационный отжиг проводится для меди, что в значительной степени повышает качество, и происходит термоупрочнение. Различают такие особенности:
- Латунь ни в коем случае нельзя сильно нагревать, предел — 250−300 градусов Цельсия. При неправильной обработке либо высоких температурах происходит растрескивание структуры.
- Бронзу нужно гомогенизировать и в последующем нагревать до 600 градусов Цельсия.
- Магний можно обрабатывать различными методами: старение, отжиг и так далее.
- Титановые сплавы можно закаливать, отжигать, подвергать старению, цементации.
В настоящее время существуют специальные справочники и технические пособия, позволяющие подбирать соответствующие методики для повышения технических свойств металлов. Специалисты, работающие на промышленных предприятиях, действуют по заранее заложенным планам и техническим документам. Таким образом, каждая методика по-своему уникальна и делает металлы и сплавы более качественными и подходящими для технических и промышленных нужд.
Промышленные компании применяют практически все существующие методы, что дает возможность получить сплавы различного формата. Очень важно придерживаться регламентов и стандартов ГОСТ. Каждая рассмотренная термическая обработка имеет свои стандарты и технические нормативы. Любое отклонение приведет к получению некачественного материала, и, следовательно, будет брак.
obrabotkametalla.info
что это, виды и способы
Как правило, одним из последних этапов в изготовлении изделия из стали является термическая обработка. Нагрев до требуемой температуры c дальнейшим охлаждением приводит к значительным изменениям во внутренней структуре металла. Вследствие этого он приобретает новые свойства, которые напрямую зависят от выбранных термических режимов. Термообработка стали позволяет изменять ее твердость, хрупкость и вязкость, а также делать ее устойчивой к деформации, износу и химической коррозии. К основным видам термообработки относят закалку, отпуск и отжиг. Кроме этого, существуют комбинированные способы: химико-термическая и термомеханическая обработки, сочетающие в себе нагрев и охлаждение с другими видами воздействия на структуру металла. При всем многообразии базовых видов и их разновидностей сущность у всех этих технологий одна – изменение внутренних фазных и структурных состояний металла с целью придания ему требуемых свойств.

Назначение термической обработки
Главная задача термической обработки изделия из стали — придать ему требуемое эксплуатационное качество или совокупность таких качеств. При термообработке режущего инструмента из инструментальных и легированных сталей достигается твердость 63 HRC и повышенная износостойкость. А ударный инструмент после нее должен иметь твердый поверхностный слой и пластичную ударопрочную сердцевину. Стали для изготовления пружин и рессорных пластин после термической обработки становятся прочными на изгиб и упругими, а металл для рельсов — устойчивым к деформациям и износу. Кроме того, термическими способами производят упрочнение поверхностных слоев стальных изделий, насыщая их при высокой температуре углеродом, азотом или другими соединениями, а также укрепляя закалкой нагартовку после горячей обработки давлением. Другое назначение термической обработки — это восстановление изначальных свойств металла, которое достигается их отжигом.
Преимущества термообработки металлов
Термическая обработка кардинально изменяет эксплуатационные свойства металлов, используя при этом только внутреннее перестроение их кристаллических решеток. С помощью чередования циклов нагрева и охлаждения можно в разы увеличить твердость, износостойкость, пластичность и ударную вязкость изделия. Помимо этого, термическая обработка дает возможность производить структурные изменения только в поверхностном слое на заданную глубину или воздействовать только на часть заготовки. Сочетание термообработки с горячей обработкой давлением приводит к значительному увеличению твердости металла, превышающему результаты, полученные отдельно при нагартовке или закалке. При химико-термической обработке поверхностный слой металла диффузионным способом насыщается химическими элементами, значительно повышающими его износостойкость и твердость. При этом основная часть изделия сохраняет вязкость и пластичность. С производственной точки зрения оборудование для термической обработки гораздо проще и дешевле, чем станки и установки механообрабатывающих и литейных производств.

Принцип термической обработки
Термическая обработка металлов основана на фазовых изменениях внутренней структуры, происходящих при их нагреве или охлаждении. В общем виде процесс термообработки состоит из следующих этапов:
- нагрева, изменяющего структуру кристаллической решетки металла;
- охлаждения, фиксирующего достигнутые при нагреве изменения;
- отпуска, снимающего механические напряжения и упорядочивающего полученную структуру.
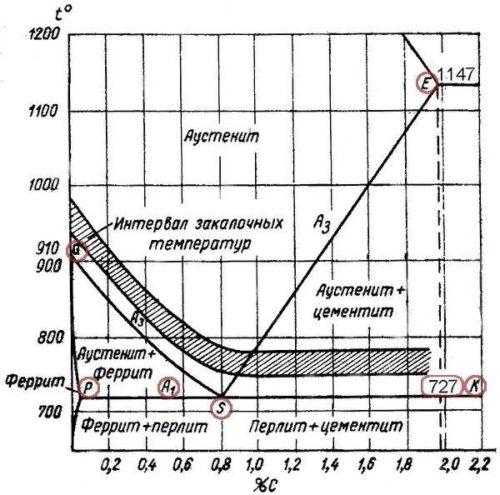
Особенностью технологии термической обработки стали является то, что при нагреве до 727 ºC она переходит в состояние твердого расплава — аустенита, в котором атомы углерода проникают внутрь элементарных ячеек железа, создавая равномерную структуру. При медленном охлаждении сталь возвращается в исходное состояние, а при быстром — фиксируется в виде аустенита или других структур. От способа охлаждения и дальнейшего отпуска зависят свойства закаленной стали. Здесь соблюдается принцип: чем быстрее охлаждение и ниже температура, тем выше ее хрупкость и твердость. Термообработка является одним из ключевых технологических процессов для всех сплавов железа с углеродом. Например, получить ковкий чугун можно только путем термической обработки белого чугуна.
Виды термообработки стали
Каждый вид операций термической обработки относится к определенной группе в соответствии со своей принадлежностью к технологическому этапу. К предварительным относят нормализацию и отжиг, к основным — разнообразные способы закалки и обработки с нагревом, а к заключительным — отпуск в различных средах. Такое деление термических операций в какой-то мере является условным, т. к. иногда отпуск производят в начале термообработки, а нормализацию и отжиг — в конце. Технология горячей обработки металлов включает в себя нагревание, удержание рабочей температуры в течение требуемого периода и охлаждение с заданной скоростью. Помимо этого, для повышения износостойкости изделий из легированных сталей используется холодная термическая обработка с погружением заготовки в криогенную среду с охлаждением ниже -150 ºC.

Отжиг
Главной особенностью отжига является нагрев изделий до высокой температуры и очень медленное постепенное охлаждение. Такие термические режимы способствуют формированию равномерной кристаллической структуры и полному снятию остаточных напряжений. В зависимости от типа металла и требуемого результата отжиг делится на следующие виды:
- Диффузионный. Деталь нагревают до температуры около 1200 ºC, а затем постепенно остужают в течение десятков часов (для массивных изделий — до нескольких суток). Обычно такой термической обработкой устраняют дендритные неоднородности структуры стали.
- Полный. Нагрев заготовки производится за критическую точку образования аустенита (727 ºC) с последующим медленным остужением. Этот вид отжига используется чаще всего и применяется в основном для конструкционной стали. Его результатом является снижение зернистости кристаллической структуры, улучшение ее пластических свойств и понижение твердости, а также снятие внутренних напряжений. Полный отжиг иногда применяют до закалки для понижения зернистости металла.
- Неполный. В этом случае нагрев происходит до температуры выше 727 ºC, но не более чем на 50 ºC. Результат при таком отжиге практически такой же, что и при полном, хотя он не обеспечивает полного изменения кристаллической структуры. Но он менее энергозатратный, выполняется за более короткий период, а на детали образуется меньше окалины. Такая термическая обработка используется для инструментальных и подобных им сталей.
- Изотермический. Нагревание осуществляется до температуры, немного превышающей 727 ºC, после чего изделие сразу же переносят в ванну с расплавом при 600÷700 ºC, где оно выдерживается определенное время до окончания формирования требуемой структуры.
- Рекристаллизационный. Эта разновидность термической обработки применяется только для устранения нагартовки после протяжки, штамповки, волочения и пр. В данном случае стальная деталь подвергается термическому нагреву ниже 727 ºC, определенное время выдерживается в этом состоянии, а затем медленно остужается.
- Сфероидизирующий. Специальный вид отжига, применяемый к высокоуглеродистым сталям (более 0.8 %), при котором происходит трансформация перлитовой структуры из пластинчатой в зернистую (сферическую).
Еще одно достаточно распространенное применение отжига как в промышленности, так и в домашних мастерских — восстановление исходных свойств стали после неудачной закалки или проведения пробной термической обработки.

Закалка
Закалка является центральным звеном большинства процессов термической обработки, т. к. именно она обеспечивает получение требуемых эксплуатационных качеств закаливаемого металла. Закалка включает в себя три основных этапа: нагревание изделия выше 727 ºC, поддержание заданной температуры до завершения формирования требуемой кристаллической структуры и быстрое охлаждение для фиксации полученного результата. Основными технологическими параметрами при закалке являются температуры нагрева и охлаждения, а также скорости прохождения этих термических процессов. Температура нагревания низкоуглеродистой (до 0.8 %) стали напрямую зависит от процентного содержания углерода (см. график ниже): чем оно ниже, тем больше нужно разогревать изделие. Для инструментальных сталей достаточно нагревания на 30÷50 ºC выше 727 ºC. Параметры термической обработки легированных сталей сильно зависят от их состава, поэтому выбор температурных режимов для них необходимо производить по технологическим справочникам.
Скорость нагревания при термической обработке полностью зависит от марки стали, массы и формы детали, типа источника тепла и требуемого результата. Поэтому его можно подобрать или по справочным таблицам или же только опытным путем. Это же относится и к скорости охлаждения, которая также находится в зависимости от перечисленных характеристик. При выборе охлаждающей среды в первую очередь ориентируются на скорость охлаждения, но при этом учитывают и другие ее особенности. В первую очередь к ним относятся стабильность и безвредность ее состава, а также легкость удаления с поверхности изделия. Кроме того, при работе насосного и перемешивающего оборудования, используемого при термической обработке, важны такие характеристики, как вязкость и текучесть.
Отпуск
Отпуск — это, как правило, финишная операция термической обработки изделия. Он производится после закалки для снятия в стали остаточных напряжений и уменьшения ее хрупкости, а также повышения вязкости и сопротивляемости ударным нагрузкам. При отпуске деталь нагревают до температуры, которая находится ниже 727 ºC, а затем медленно остужают на воздухе. В зависимости от используемых температурных диапазонов обычно выделяют следующие типы отпусков:
- Низкий. Нагрев осуществляется до 200 ºC. Такой отпуск применяют к режущему инструменту и цементированным сталям для сохранения высокой твердости и стойкости к износу.
- Средний. Изделия нагревают до температуры 300÷450 ºC. Этот вид отпуска используют для повышения упругости и сопротивления усталости рессорных и пружинных сталей.
- Высокий. Диапазон нагрева составляет 460÷710 ºC. Термическая обработка, включающая в себя закалку с высоким отпуском, у термистов носит название улучшение, т. к. в этом случае достигается наилучшее соотношение пластичности, износостойкости и вязкости.
При низкотемпературном термическом нагреве металл покрывается цветными оксидными пленками, которые меняют свою окраску в зависимости от температуры от бледно-желтого до серовато-сизого. Это довольно надежный индикатор нагрева детали, и многие производят отпуск, ориентируясь на цвет побежалости.

Химико-термическая обработка
Одна из разновидностей комбинированной термической обработки — это высокотемпературное насыщение верхнего слоя металла химическими веществами, повышающими его твердость и износостойкость. В зависимости от состава соединений, используемых для такого насыщения, химико-термическую обработку стали делят на следующие виды:
- Цементация. Насыщение верхнего слоя стали углеродом при температуре в диапазоне от 900 до 950 ºC.
- Нитроцементация. В этом случае термическое насыщение производится одновременно азотом и углеродом из газообразной среды при нагреве от 850 до 900 ºC.
- Цианирование. Поверхностный слой насыщается теми же элементами, что и при нитроцементации, но из расплава солей цианидов.
- Азотирование. Выполняется при температуре не выше 600 ºC.
- Насыщение твердыми соединениями металлов и неметаллов (бора, хрома, титана, алюминия и кремния).
При первых четырех видах насыщение происходит из газовых сред, а при последнем — из порошков, расплавов, паст и суспензий.
Термомеханическая обработка
При механической обработке давлением в результате нагартовки происходит уплотнение и упрочнение поверхности металла. Это свойство стали используется при термомеханической обработке, сочетающей в себе горячую прокатку, волочение или штамповку с быстрой закалкой. Если горячий нагартованный металл сразу погрузить в охлаждающую среду, его уплотненная структура не успевает измениться, при этом ее твердость дополнительно повышается за счет закалки. Обычно выделяют две разновидности термомеханической обработки: высоко- и низкотемпературную, которые отличаются нагревом (выше и ниже температуры начала образования аустенита). После обоих видов необходимо проводить дополнительную термическую обработку: отпуск в температурном диапазоне 200÷300 ºC. По сравнению с обычной закалкой сочетание механической и термической обработки позволяет повысить прочность металла на 30÷40 % с одновременным увеличением его пластичности.
Криогенная обработка
Криогенная обработка заключается в охлаждении стали до критически низких температур, в результате чего в ее кристаллической решетке происходят те же процессы, что и при термической закалке на мартенсит. Для этого деталь погружается в жидкий азот, который имеет температуру -195 ºC и выдерживается в нем в течение расчетного времени, зависящего от марки стали и массы изделия. После этого она естественным образом нагревается до комнатной температуры, а затем, как и при обычной термической закалке, подвергается отпуску, параметры которого зависят от требуемого результата. У изделия из стали, обработанного таким образом, повышается не только твердость, но и прочность. Кроме того, после воздействия сверхнизких температур в нем прекращаются процессы старения и в течение времени оно не меняет своих линейных размеров.
Применяемое оборудование
Оборудование, используемое для термообработки, включает в себя пять основных категорий, которые присутствуют в любом термическом цехе:
- нагревательные установки;
- закалочные емкости;
- устройства для приготовления и подачи жидких и газообразных сред;
- подъемное и транспортное оборудование;
- измерительная и лабораторная техника.
К первому виду относятся камерные печи для термообработки металлов и сплавов. Кроме того, нагрев может осуществляться высокочастотными индукторами, газоплазменными установками и ваннами с жидкими расплавами. Отдельным видом нагревательного оборудования являются установки для химико-термической и термомеханической обработки. Загрузка и выгрузка изделий производится с помощью мостовых кранов, кран-балок и других подъемных механизмов, а перемещение между операционными узлами термической обработки — специальными тележками с крепежной оснасткой. Устройства, обеспечивающие процесс термообработки жидкими и газообразными средами, обычно располагаются вблизи соответствующего оборудования или же соединены с ним трубопроводами. Основной измерительной техникой термического цеха являются различные пирометры, а также стандартный измерительный инструмент.

Особенности термообработки цветных сплавов
Основные отличия термической обработки цветных металлов и сплавов связаны с особенностью строения их кристаллических решеток, повышенной или пониженной теплопроводностью, а также химической активностью в отношении кислорода и водорода. К примеру, практически не существует проблем с прокаливаемостью при термообработке алюминиевых и медных сплавов, а для титана это является одной из основных инженерных задач, т. к. его теплопроводность в пятнадцать раз ниже, чем у алюминия. Сплавы меди при высоких температурах активно взаимодействуют с кислородом, поэтому их термическая обработка должна выполняться в защитных средах. Алюминиевые сплавы практически инертны к атмосферным газам, а титан, напротив, имеет склонность к наводороживанию, поэтому для снижения доли водорода его необходимо отжигать в вакуумной среде.
При термической обработке изделий из деформируемых алюминиевых сплавов (профили, трубы, уголки) требуется очень точное соблюдение температуры нагрева, при этом она не очень высокая: всего 450÷500 ºC. А как можно решить эту задачу в домашних условиях минимальными средствами? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
wikimetall.ru
Вид термической обработки стали, металла, а также сплава
Обработка металла термическим способом — это изменение внутреннего строения (структуры) металла под воздействием изменения температурных условий и получение вследствие этого необходимых механических и физических свойств металла. Огромная часть термической обработки происходит при критических температурах, при которых происходит структурное превращение в сплавах.Поэтому термическая обработка металла сводится к трём последовательным операциям и видам:
- нагрев металла с определённой скоростью до заданной температуры;
- выдержка металла в течение некоторого времени при этой температуре;
- охлаждение с заданной по процессу скоростью.
Зависит от того как надо изменить свойства определённого стального изделия и применяют различные виды термической обработки, которые отличаются максимальной температурой нагрева, временем выдержки и скоростью охлаждения. В машиностроении термическая обработка нашла самое широкое применение.
Термическая обработка металла, сплава, стали
Все свойства любого сплава зависят от его структуры. Основной способ, который позволяет изменять эту структуру и является термическая обработка. Её основы разработал Чернов Д.К., а в дальнейшем его работы поддержали Бочвара А.А., Курдюмова Г.В., Гуляева А.П.Термическая обработка металла и сплава — это последовательность операций таких как: нагрев, выдержка и охлаждение, которые выполняются в определённой последовательности и при определённом режиме, чтобы изменить внутреннее строение сплава и получения нужных свойств, при этом химический состав металла не изменяется.
В чём заключается термическая обработка металла и сплава?
- В отжиге
- Закалке
- Отпуске
- Нормализации
Отжиг. Это нагрев металла до высокой температуры, а потом происходит медленное охлаждение. Отжиг бывает разного вида — все зависит от температурного режима нагрева и скорости охлаждения.
Закалка. Термообработка стали, сплавов, металла, которая основана на перекристаллизации стали при нагреве выше критической температуры. После выдержки стали при такой температуре следует очень быстрое охлаждение. Такая сталь бывает неравновесной структуры и поэтому после закалки следует — отпуск.
Отпуск. Проводится после закалки, чтобы уменьшить или снять остаточное напряжение в стали и сплавах, повысить вязкость, уменьшить твёрдость и хрупкость металла.
Нормализация. Она похожа на отжиг, различие только в том, что нормализация металла происходит на воздухе, а отжиг — в печи.
Нагрев заготовки
Эта операция очень ответственная. От её правильного проведения зависит, во-первых — качество изделия, а во-вторых — производительность труда. Необходимо знать, что при нагреве металл меняет структуру, свойства и все характеристики поверхностного слоя. Так как при взаимодействии стали или сплава с воздухом происходит окисление железа и на поверхности образуется окалина. Толщина окалины зависит от того — какой химический состав металла, какая была температура и время его нагрева.Сталь начинает интенсивно окисляться при нагреве больше 900 градусов, потом окисляемость увеличивается в два раза — при нагреве 1000 градусов С, а при температуре 1200 градусов С — в 5 раз.
Какое бывает окисление у разных сталей?
Хромоникелевая сталь — её называют жаростойкой потому, что она практически не поддаётся окислению.
Легированная сталь — у неё образуется плотный, но тонкий слой окалины, который защищает от дальнейшего окисления и не даёт растрескиваться при ковке.
Углеродистая сталь — она теряет около 2–4 мм углерода с поверхности при нагреве. Это для металла очень плохо, так как он теряет прочность, твёрдость и сталь ухудшается в закаливании. А особенно очень пагубным является обезуглероживание для ковки небольших деталей с последующей закалкой. Чтобы не было трещин на высоколегированной и высокоуглеродистой стали, их надо нагревать медленно.
Обязательно нужно обращаться к диаграмме «железо-углерод», где определена температура для начала и конца ковки. Делать это надо для того, чтобы металл при нагреве не приобретал крупнозернистую структуру и не снижалась его пластичность.
Но перегрев заготовки можно исправить методом термообработки, но для этого нужно дополнительная энергия и время. Если металл нагреть до ещё большей температуры, то это приведёт к пережогу, что дойдёт до того, что в металле нарушится связь между зёрнами и он полностью разрушится при ковке.
Пережог
Это самый неисправимый брак. При нагреве металла или сплава обязательно нужно следить за температурой, временем и конца нагрева. Окалина растёт, если увеличено время нагрева, а при быстром или интенсивном нагреве могут появиться трещины.Пережог сплава происходит вследствие диффузии кислорода на границах зёрен, где сразу образуются окислы, которые разъединяют зёрна при высокой температуре сплава и при этом сразу резко падает прочность. А пластичность в это время приходит к нулю. Этот брак сразу отправляется на переплавку.
Какой бывает термообработка металла и сплавов
Термическая обработка подразделяется на:
- термическую;
- термомеханическую;
- химикотермическую
В термическую обработку входят основные виды — отжиг 1-го рода, отжиг 2-го рода, закалка и отпуск. Нормализация применяется не ко всем видам стали, все зависит от её степени легированности.
У всех видов термической обработки разная температура нагрева, продолжительность выдержки при этой температуре и скорость охлаждения после окончания выдержки.
1-ый род отжига — это диффузионный отжиг, отжиг для снятия напряжений.
2-ой род отжига подразделяется на неполный, полный, изотермический отжиг, сфероидезацию, нормализацию.
Закалка применяется для того, чтобы изделия были твёрдые, прочные и износостойкие.
Химикотермическая обработка
Это такая термообработка стали, которая совокупляется с насыщением поверхности изделия — углеродом, азотом, алюминием, кремнием, хромом и др., которые образуют с железом твёрдые растворы замещения. Они более длительные и энергоёмкие, чем сталь насыщенная железом и углеродом, образующая с железом твёрдые растворы внедрения.Химико — термическая обработка при создании на поверхности изделий благоприятных остаточных напряжений сжатия увеличивает долговечность и надёжность изделия. Также она повышает коррозионную стойкость, твёрдость.
Такая обработка предназначена для изменения в определённом слое состава стали. К таким методам относятся:
- цементация — при таком методе верхний слой стали обогащается углеродом. При этом получаются изделия с комбинированными свойствами — мягкая сердцевина и твёрдый поверхностный слой;
- азотирование — это обогащение поверхностного слоя азотом, чтобы была повышена коррозионная стойкость и усталостная прочность изделия;
- борирование — это насыщение поверхностных слоёв стали бором, при таком методе у изделия повышается износостойкость, особенно при трении и сухом скольжении. Кроме того при борировании исключается схватываемость или сваривание деталей в холодном состоянии. Детали после борирования делаются очень стойкими к кислоте и щелочи;
- алитирование — это насыщение стали алюминием. Делается это для того, чтобы придать стали стойкость к агрессивным газам — серному ангидриду, сероводороду;
- хромирование — насыщение хромом поверхностного слоя стали. Хромирование малоуглеродистых сталей почти совсем не влияет на их прочностные характеристики. Хромирование стали с более высоким содержанием хрома называется твёрдым хромированием, так как на поверхности деталей образуется карбид хрома, который имеет:
- высокую твёрдость
- окалиностойкость
- коррозионную стойкость
- повышенную износостойкость
Криогенная обработка
Это упрочняющая термическая обработка металла и сплавов при криогенных, очень низких температурах — ниже -153 градусов С. Ранее такая термическая обработка называлась «обработка холодом» или «термическая обработка металла при температуре ниже нуля». Но эти названия не совсем отображали всю суть криогенной обработки.Её суть заключается в следующем: обрабатываемые детали помещают в криогенный процессор, где происходит их медленное охлаждение, а потом выдерживают детали при температуре -196 градусов С определённое время. Затем они постепенно возвращаются опять к комнатной температуре. Когда идёт этот процесс, то в металле происходят структурные изменения. За счёт этого повышается износостойкость, циклическая прочность, коррозионная и эрозионная стойкости.
Основные свойства, полученные при обработке, как холодное охлаждение, сохраняются на весь срок службы обрабатываемой детали и поэтому не требует повторной обработки.
Конечно, криогенная технология не заменит методы термического упрочнения, а при обработке холодом придаст материалу новые свойства.
Инструменты обработанные сверхнизкими температурами позволяют предприятиям сократить расходы потому, что:
- увеличивается износостойкость инструмента, деталей и механизмов;
- снижается количество брака;
- сокращаются затраты на ремонт и замену технологического оснащения и инструмента.
Именно советские учёные позволили полноценно оценить эффект влияния обработки холодом на металл и сплав и положили начало для использования этого метода.
В данное время метод криогенной обработки изделий широко применяется во всех отраслях промышленности.
Машиностроение и металлообработка:
- увеличивает ресурс оборудования и инструмента до 300%;
- увеличивает износостойкость материала;
- увеличивает циклическую прочность;
- увеличивает коррозионную и эрозионную стойкость;
- снимает остаточное напряжение.
Спецтехника и транспорт:
- увеличивает ресурс тормозных дисков на 250%;
- повышает эффективность работы тормозной системы;
- увеличивает циклическую прочность пружин подвески и других упругих элементов на 125%;
- увеличивает ресурс и мощность двигателя;
- снижает расходы на эксплуатацию транспортных средств.
Оборонная промышленность:
- увеличивает живучесть стволов до 200%;
- уменьшает влияние нагрева стволов на результаты стрельбы;
- увеличивает ресурс узлов и механизмов.
Добывающая и обрабатывающая промышленность:
- увеличивает стойкость породоразрушающего инструмента до 200%;
- уменьшает абразивный износ узлов и механизмов;
- увеличивает коррозионную и эрозийную стойкость оборудования;
- увеличивает ресурс промышленного и горнодобывающего оборудования.
Аудиотехника и музыкальные инструменты:
- уменьшает искажение сигнала в проводниках;
- улучшает музыкальную деятельность, ясность и прозрачность звучания;
- расширяет диапазон звучания музыкальных инструментов.
Криогенная обработка применяется практически во всех отраслях, где необходимо повысить ресурс, увеличить прочность и износостойкость, а также поднять производительность.
Для чего нужна термическая обработка?
Надёжность и долговечность металлических конструкций, оборудования, трубопроводов зависит от качества изготовления узлов, деталей, элементов из которых они состоят. Во время эксплуатации они подвергаются статистическим, динамическим и циклическим нагрузкам и влиянию агрессивных сред. Им приходится работать при низких и высоких температурах и находится в условиях быстрого износа.И поэтому эксплуатация любых металлоизделий напрямую зависит от износостойкости, прочности, термо- и коррозионной стойкости элементов из которых они состоят.
Для того чтобы повысить все эти характеристики необходимо правильно подобрать материал для деталей, усовершенствовать их конструкцию, устранить неточности сборки, улучшить методы горячей и холодной обработки.
Таким высоким требованиям редко отвечают материалы в состоянии поставки. Основная часть доставляемых конструкционных элементов нуждается в стабилизации эксплуатационных свойств, чтобы они не изменялись с течением времени. И чтобы повысить механические и физико-химические свойства металлических материалов, применяют термическую обработку. Это последовательность операций нагрева, выдержки и охлаждения металлов и сплавов.
Её проводят для изменения структуры и свойств металлов и сплавов в направлении, которое было задано. Термообработка применяется для изменения структуры фазового состава и перераспределения компонентов, размера и формы кристаллических зёрен, видов дефектов, их количества и распределения. И это все позволяет достаточно легко получить требуемое свойство материала.
Обязательно надо помнить, что свойства металла и сплавов зависит не только от не только от структуры, но и от химического состава, который образуется во время металлургического и литейного процесса.
Задачей термической обработки является ликвидация внутреннего напряжения в металле и сплаве, улучшение механических и эксплуатационных свойств и другое.
Термической обработке подвергается сталь, чугун, сплав на основе цветных металлов.
Нужно знать, что материалам с одним химическим составом при проведении различных режимов термообработки можно получить несколько совершенно разных структур, которые будут обладать абсолютно разными свойствами. При улучшении механических свойств с помощью термической обработки можно использовать сплавы более простого состава. Допускаемые напряжения, уменьшение массы деталей и механизмов, повышение их надёжности и долговечности также можно достичь с помощью термической обработки.
При малых затратах на термообработку результат её может оказывать огромное влияние на трудоёмкость и стоимость работ на смежных участках производства. Многие производители не проводят термическую обработку изделий, тем самым сокращают весь технологический процесс при изготовлении изделий. Иногда это оправдано, а иногда — нет.
Всегда нужно не только тщательно продумывать весь процесс объёмной и местной термообработки, но и строго соблюдать их режимы, чтобы добиться оптимальных структур и высокого уровня физико-механических и эксплуатационных свойств в изделиях для обеспечения их надёжной и длительной работы.
Оцените статью: Поделитесь с друзьями!stanok.guru
Термическая обработка металла
Термическая обработка металлов – это процесс температурного воздействия на сплав, с целью изменения его структуры и (или) свойств. Термообработка применяется для изменения структуры и свойств как железоуглеродистых сплавов, так и цветных сплавов.
Основные виды термической обработки металлов

Термическая обработка металла представляет собой не только упрочнение. Во многих случаях применяется разупрочняющая термическая обработка или термообработка на определенную структуру. Для смягчения стали перед холодной пластической деформацией (ХПД) в большинстве случаев делается отжиг с полной перекристаллизацией сплава. Для улучшения обрабатываемости резанием металла применяется нормализация, отжиг на зернистый перлит или улучшение. Отжиг на зернистый перлит применяется и для получения требуемого комплекса механических свойств перед высадкой или холодной штамповкой. Перед волочением проволоки из некоторых марок сталей делается патентирование на трооститную структуру.
Термическая обработка металлов подразделяется на следующие виды:
1. Объёмная термообработка металла – применяется для получения определенной структуры или свойств по всему сечению детали или заготовки.
Основные виды объёмной термической обработки сталей и сплавов:
а) Закалка стали (сплава)
б) Отжиг и нормализация стали (сплава)
в) Отпуск стали или старение сплава
2. Локальная термическая обработка – применяется для получения структуры или свойств в определённом объеме детали или заготовки, при этом термическому воздействию подвергается только определенный объем металла (закалка токами высокой частоты, лазерная закалка, закалка с электроконтактным нагревом)
3. Химико-термическая обработка – применяется для получения структуры или свойств в определённом объеме детали или заготовки, при этом термическому воздействию подвергается весь объем металла (цементация, нитроцементация, азотирование)
Для достижения требований, которые предъявляются к металлу используется множество разновидностей этих видов термообработки. Так например, один только отжиг насчитывает более 10 разновидностей.
Термическая обработка, как способ получения заданного комплекса механических свойств, подразумевает под собой не только высокотемпературное воздействие на металл. Есть определенные группы сталей, для обработки которых применяется так называемая обработка холодом. Это стали, у которых точка конца мартенситного превращения лежит ниже комнатных температур. Соответственно у этих сталей будет идти превращение А-М и при низких температурах. К таким сталям относятся: инструментальные стали, обработка холодом которых позволяет получить максимальную твердость и износостойкость; мерительный инструмент, для которого важна размерная стабильность; изделия из стали, которые работают в условиях низких температур.
heattreatment.ru
Термическая обработка металлов и сплавов
Курсовая работа
на тему: «Термическая обработка металлов и сплавов»
Введение
Термическую обработку применяют на различных стадиях производства деталей машин и металлоизделий. В одних случаях она может быть промежуточной операцией, служащей для улучшения обрабатываемости сплавов давлением, резанием, в других – является окончательной операцией, обеспечивающей необходимый комплекс показателей механических, физических и эксплуатационных свойств изделий или полуфабрикатов. Полуфабрикаты подвергают термической обработке для улучшения структуры, снижения твердости (улучшения обрабатываемости), а детали – для придания им определенных, требуемых свойств (твердости, износостойкости, прочности и других).
В результате термической обработки свойства сплавов могут быть изменены в широких пределах. Возможность значительного повышения механических свойств после термической обработки по сравнению с исходным состоянием позволяет увеличить допускаемые напряжения, уменьшить размеры и массу машин и механизмов, повысить надежность и срок службы изделий. Улучшение свойств в результате термической обработки позволяет применять сплавы более простых составов, а поэтому более дешевые. Сплавы приобретают также некоторые новые свойства, в связи с чем расширяется область их применения.
Назначение и виды термической обработки
Термической (тепловой) обработкой называются процессы, сущность которых заключается в нагреве и охлаждении изделий по определенным режимам, в результате чего происходят изменения структуры, фазового состава, механических и физических свойств материала, без изменения химического состава.
Назначение термической обработки металлов – получение требуемой твердости, улучшение прочностных характеристик металлов и сплавов. Термическая обработка подразделяется на термическую, термомеханическую и химико-термическую. Термическая обработка – только термическое воздействие, термомеханическая – сочетание термического воздействия и пластической деформации, химико-термическая – сочетание термического и химического воздействия. Термическая обработка, в зависимости от структурного состояния, получаемого в результате ее применения, подразделяется на отжиг (первого и второго рода), закалку и отпуск.
Отжиг
Отжиг – термическая обработка заключающаяся в нагреве металла до определенных температур, выдержка и последующего очень медленного охлаждения вместе с печью. Применяют для улучшения обработки металлов резанием, снижения твердости, получения зернистой структуры, а также для снятия напряжений, устраняет частично (или полностью) всякого рода неоднородности, которые были внесены в металл при предшествующих операциях (механическая обработка, обработка давлением, литье, сварка), улучшает структуру стали.
Отжиг первого рода . Это отжиг при котором не происходит фазовых превращений, а если они имеют место, то не оказывают влияния на конечные результаты, предусмотренные его целевым назначением. Различают следующие разновидности отжига первого рода: гомогенизационный и рекристаллизационный.
Гомогенизационный – это отжиг с длительной выдержкой при температуре выше 950ºС (обычно 1100–1200ºС) с целью выравнивания химического состава.
Рекристаллизационный – это отжиг наклепанной стали при температуре, превышающей температуру начала рекристаллизации, с целью устранения наклепаи получение определенной величины зерна.
Отжиг второго рода . Это отжиг, при котором фазовые превращения определяют его целевое назначение. Различают следующие виды: полный, неполный, диффузионный, изотермический, светлый, нормализованный (нормализация), сфероидизирующий (на зернистый перлит).
Полный отжиг производят путем нагрева стали на 30–50 °С выше критической точки, выдержкой при этой температуре и медленным охлаждением до 400–500 °С со скоростью 200 °С в час углеродистых сталей, 100 °С в час для низколегированных сталей и 50 °С в час для высоколегированных сталей. Структура стали после отжига равновесная, устойчивая.
Неполный отжиг производится путем нагрева стали до одной из температур, находящейся в интервале превращений, выдержкой и медленным охлаждением. Неполный отжиг применяют для снижения внутренних напряжений, понижения твердости и улучшения обрабатываемости резанием
Диффузионный отжиг . Металл нагревают до температур 1100–1200ºС, так как при этом более полно протекают диффузионные процессы, необходимые для выравнивания химического состава.
Изотермический отжиг заключается в следующем: сталь нагревают, а затем быстро охлаждают (чаще переносом в другую печь) до температуры, находящейся ниже критической на 50–100ºС. В основном применяется для легированных сталей. Экономически выгоден, так как длительность обычного отжига (13 – 15) ч, а изотермического отжига (4 – 6) ч
Сфероидизирующий отжиг (на зернистый перлит ) заключается в нагреве стали выше критической температуры на 20 – 30 °С, выдержке при этой температуре и медленном охлаждении.
Светлый отжиг осуществляется по режимам полного или неполного отжига с применением защитных атмосфер ил в печах с частичным вакуумом. Применяется с целью защиты поверхности металла от окисления и обезуглероживания.
Нормализация – заключается в нагреве металла до температуры на (30–50) ºС выше критической точки и последующего охлаждения на воздухе. Назначение нормализации различно в зависимости от состава стали. Вместо отжига низкоуглеродистые стали подвергают нормализации. Для среднеуглеродистых сталей нормализацию применяют вместо закалки и высокого отпуска. Высокоуглеродистые стали подвергают нормализации с целью устранения цементитной сетки. Нормализацию с последующим высоким отпуском применяют вместо отжига для исправления структуры легированных сталей. Нормализация по сравнению с отжигом – более экономичная операция, так как не требует охлаждения вместе с печью.
Закалка
Закалка – это нагрев до оптимальной температуры, выдержка и последующее быстрое охлаждение с целью получения неравновесной структуры.
В результате закалки повышается прочность и твердость и понжается пластичность стали. Основные параметры при закалке – температура нагрева и скорость охлаждения. Критической скоростью закалки называется скорость охлаждения, обеспечивающая получение структуры – мартенсит или мартенсит и остаточный аустенит.
В зависимости от формы детали, марки стали и требуемого комплекса свойств применяют различные способы закалки.
Закалка в одном охладителе . Деталь нагревают до температуры закалки и охлаждают в одном охладителе (вода, масло).
Закалка в двух средах (прерывистая закалка) – это закалка при которой деталь охлаждают последовательно в двух средах: первая среда – охлаждающая жидкость (вода), вторая – воздух или масло.
Ступенчатая закалка . Нагретую до температуры закалки деталь охлаждают в расплавленных солях, после выдержки в течении времени необходимого для выравнивания температуры по всему сечению, деталь охлаждают на воздухе, что способствует снижению закалочных напряжений.
Изотермическая закалка так же, как и ступенчатая, производится в двух охлаждающих средах. Температура горячей среды (соляные, селитровые или щелочные ванны) различна: она зависит от химического состава стали, но всегда на 20–100 °С выше точки мартенситного превращения для данной стали. Окончательное охлаждение до комнатной температуры производится на воздухе. Изотермическая закалка широко применяется для деталей из высоколегированных сталей. После изотермической закалки сталь приобретает высокие прочностные свойства, то есть сочетание высокой вязкости с прочностью.
Закалка с самоотпуском имеет широкое применение в инструментальном производстве. Процесс состоит в том, что детали выдерживаются в охлаждающей среде не до полного охлаждения, а в определенный момент извлекаются из нее с целью сохранения в сердцевине детали некоторого количества тепла, за счет которого производится последующий отпуск.
Отпуск
Отпуск стали является завершающей операцией термической обработки, формирующей структуру, а следовательно, и свойства стали. Отпуск заключается в нагреве стали до различ
mirznanii.com
Термообработка стали. Виды термической обработки металлов :: SYL.ru
Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов. Она наделяет их нужными механическими свойствами и обеспечивает нормальную работу.

История
Мастера еще задолго до нашего времени применяли самые разнообразные методы закаливания: погружали нагретую металлическую полоску в вино, масло, в простую или подсоленную воду. Упоминается и такой способ: кузнец нагревал булатный кинжал, а потом садился на коня и быстро мчался, охлаждая изделие в воздухе.
В первой половине XIX в. виды термической обработки были несовершенными: твердый и хрупкий чугун клали в сосуд со льдом, пересыпали его слоями сахара. После этого нагревали емкость в течение 20 часов, и чугун превращался в мягкое и ковкое железо.
Старые методы дополняются новыми, усовершенствованными на основе научных исследований термической обработки. Например, бельгийские специалисты разработали технологию закалки заготовок инструментов в вакууме.

Определение
Термическая обработка металлов – совокупность строго последовательных операций нагрева, выдержки и последующего охлаждения заготовок или готовых изделий по определенным режимам для изменения их структуры и предоставления им необходимых механических, физических, химических и прочих свойств. Основой термообработки являются превращения во внутренней структуре материалов при нагреве и последующем охлаждении.
Виды термической обработки
Определяющими факторами, которые влияют на результаты ТО, являются скорость и температура нагрева, равно как время выдержки в нагретом состоянии и скорость охлаждения. В зависимости от температурных показателей и скорости охлаждения изделий различают следующие этапы термообработки:
- отжиг;
- дальнейшая нормализация;
- закалка и отпуск стали.

Отжиг
Для снижения жесткости и повышения вязкости стали, достижения химической и структурной однородности, снятия внутренних напряжений собственно и проводят отжиг. Процесс состоит из нагрева стальных изделий выше критических точек (за исключением рекристализационного отжига) и соответственно выдержки при температуре нагрева с последующим медленным (преимущественно вместе с печью) охлаждением. В зависимости от назначения, различают следующие режимы термообработки стали:
- диффузный отжиг;
- полный и неполный;
- изотермический;
- на зернистый перлит;
- рекристализационный.
Диффузный отжиг
Также его называют гомогенизацией. Применяют для больших стальных отливок с целью уменьшения химической неоднородности (ликвации). На первом этапе нагревают обрабатываемый материал до температур 1050-1150°С. После нагрева выдерживают около 10-15 ч и в последующем медленно охлаждают. Характеристики сталей при этом улучшаются.

Полный отжиг
Технологию применяют для образования мелкозернистой структуры стальных изделий, изготовленных горячей штамповкой, ковкой, литьем. Стали после процедуры полного отжига становятся пластичными, мягкими, без внутренних напряжений. Внутренняя (кристаллическая) структура становится однородной, мелкозернистой, состоит из феррита и перлита. Полным отжигом сталь подготавливают к обработке резанием и к последующему закаливанию. Так обрабатывают преимущественно доэвтектоидные стали.
Термообработка стали проводится по следующему техпроцессу: изделия (заготовки) нагревают до температур, превышающих на 30-50°С так называемую критическую верхнюю точку (в материаловедении обозначаемую как Ac3), затем медленно охлаждают. Охлаждение до температуры 500-550°С происходит со следующей скоростью:
- для углеродистых сталей – 150-200°С в час;
- для легированных – 50-75°С в час.
Неполный отжиг
Эта технология термообработки стали применяется для доэвтектоидных и заэвтектоидных металлов с целью снижения жесткости, снятия внутренних напряжений и получения однородной структуры. Процедуре подвергают поковки и штамповки, обработанные при температурах, не вызывающих значительного роста зерен.
Техпроцесс: сталь нагревают при температуре выше нижней критической точки (на графиках обозначается как Ac1) в температурном интервале 740-750°С, выдерживают определенное время при этой температуре, в дальнейшем медленно ее охлаждают.

Изотермический отжиг
Применяют для изделий из легированных сталей при нагреве их на 20-30°С выше Ac3, выдержки и быстрого охлаждения до температуры 630-700°С. Заготовки (изделия) выдерживаются до распада аустенита, затем охлаждаются при плюсовой температуре. После изотермического отжига стали имеют схожие свойства с металлами, подвергнутыми полному отжигу. Термическая обработка металлов по данному техпроцессу имеет важное преимущество – сокращение времени обработки.
Отжиг на зернистый перлит
Широко применяется перед механической обработкой инструментальных эвтектоидных и заэвтектоидных легированных и углеродистых сталей. Материал нагревают на 25-30°С выше КТ и выдерживают заданное время. До температуры 600°С заготовки охлаждают очень медленно (30°С в час) вместе с печью, а после охлаждают естественным образом. В результате карбиды приобретают зернистую (закругленную) форму, а твердость снижается, что благоприятствует процессу резания металла.
Рекристализационный отжиг
Второе название – низкий отжиг. Процесс способствует снятию внутренних напряжений и наклепов в изделиях, изготовленных методом холодной прокатки, холодной штамповки, волочения и калибровки (листов, прутков, трубок, проволоки). При этом материал нагревают до температур рекристаллизации на 50-100°С ниже точки Ac1 (630-680°С), выдерживают, затем охлаждают естественным путем (на воздухе). После рекристализационного отжига формируется однородная структура с небольшой твердостью.

Нормализация
Техпроцесс подразумевает нагрев металлов выше значений Ac3 на 30-50°С, выдерживание в температурном коридоре и последующее охлаждение на воздухе. Термообработка стали методом нормализации идеальна для формирования мелкозернистой структуры, повышения прочности и вязкости, а также для уменьшения жесткости перед резанием и выравнивания структуры перед последующей термообработкой.
Структура нормализованной стали становится ферритно-перлитной (низкоуглеродистые стали) и сорбитоподобной при наличии структурно-свободного феррита (среднеуглеродистые и низколегированные стали). Твердость перлита зависит от того, имеет ли он тонкое или грубое строение. При нормализации, когда охлаждение происходит быстрее, перлит имеет более тонкое строение, чем при отжиге, и высшую твердость. Поэтому нормализованная сталь тверже, чем отожженная (150-300 НВ). Нормализация горячекатаных сталей в противовес отжигу повышает сопротивление изделий хрупкому разрушению и обеспечивает высокую производительность при обработке резанием.

Отпуск стали
Применяют, чтобы сгладить внутренние напряжения кристаллической решетки и уменьшить жесткость металлов, а также для повышения ударной вязкости закаленных изделий. Выделяют:
- высокий;
- средний;
- низкий отпуск.
Высокий отпуск осуществляют при температуре 500-650°С с плавным охлаждением. При этом сталь приобретает структуру сорбита, что обеспечивает устранение внутренних напряжений. Этому типу отпуска подвергаются конструкционные, углеродистые и легированные стали, из которых изготавливают валы, шестерни и другие. Характеристики сталей имеют большую прочность, пластичность и вязкость при их достаточной твердости.
Средний отпуск проводят при температуре 350-450°С, определенное время выдерживают и охлаждают. При таком отпуске мартенсит превращается в троостит, твердость стали уменьшается примерно до 400 НВ, а вязкость значительно повышается. Применяют (после закалки) отпуск для обработки пружин, рессор, штампов и других изделий, работающих при умеренных ударных нагрузках.
Низкий отпуск осуществляют в интервале температур 150-250°С, выдерживают и охлаждают. При этом образуется структура отпущенного мартенсита. Поэтому внутренние напряжения в изделии уменьшаются, несколько повышается вязкость, и исчезает калильная хрупкость, а твердость практически не меняется. Применяют для режущих, а также измерительных инструментов, которые должны быть твердыми и не хрупкими, иметь высокую износостойкость, в том числе для цементируемых изделий.
Вывод
Термообработка стали – неотъемлемый этап производства большинства металлических изделий. Благодаря широкому спектру техпроцессов, можно получать материалы с требуемыми характеристиками.
www.syl.ru
МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА – это… Что такое МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА?
- МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА
определенный временной цикл нагрева и охлаждения, которому подвергают металлы для изменения их физических свойств. Термообработка в обычном смысле этого термина проводится при температурах, не достигающих точки плавления. Процессы плавления и литья, оказывающие существенное влияние на свойства металла, в это понятие не включаются. Изменения физических свойств, вызываемые термической обработкой, обусловлены изменениями внутренней структуры и химических соотношений, происходящими в твердом материале. Циклы термической обработки представляют собой различные комбинации нагрева, выдерживания при определенной температуре и быстрого или медленного охлаждения, соответствующие тем структурным и химическим изменениям, которые требуется вызвать.
Зернистая структура металлов. Всякий металл обычно состоит из множества соприкасающихся друг с другом кристаллов (называемых зернами), как правило, имеющих микроскопические размеры, но иногда и видимых простым глазом. Внутри каждого зерна атомы расположены так, что образуют правильную трехмерную геометрическую решетку. Тип решетки, называемый кристаллической структурой, является характеристикой материала и может быть определен методами рентгеноструктурного анализа. Правильное расположение атомов сохраняется в пределах всего зерна, если не считать небольших нарушений, таких, как отдельные узлы решетки, случайно оказавшиеся вакантными. Все зерна имеют одинаковую кристаллическую структуру, но, как правило, по-разному ориентированы в пространстве. Поэтому на границе двух зерен атомы всегда менее упорядочены, чем внутри них. Этим объясняется, в частности, то, что границы зерен легче поддаются травлению химическими реагентами. На полированной плоской поверхности металла, обработанной подходящим травителем, обычно выявляется четкая картина границ зерен. Физические свойства материала определяются свойствами отдельных зерен, их воздействием друг на друга и свойствами границ зерен. Свойства металлического материала существенным образом зависят от размеров, формы и ориентации зерен, и цель термической обработки состоит в том, чтобы управлять этими факторами.
Атомные процессы при термической обработке. При повышении температуры твердого кристаллического материала его атомам становится все легче переходить из одного узла кристаллической решетки в другой. Именно на этой диффузии атомов и основана термическая обработка. Наиболее эффективный механизм движения атомов в кристаллической решетке можно представить себе как движение вакантных узлов решетки, которые всегда имеются в любом кристалле. При повышенных температурах благодаря увеличению скорости диффузии ускоряется процесс перехода неравновесной структуры вещества в равновесную. Температура, при которой заметно повышается скорость диффузии, неодинакова для разных металлов. Она обычно выше для металлов с высокой температурой плавления. В вольфраме с его температурой плавления, равной 3387° C, рекристаллизация не происходит даже при красном калении, тогда как термическую обработку алюминиевых сплавов, плавящихся при низких температурах, в некоторых случаях оказывается возможным проводить при комнатной температуре.
Во многих случаях термической обработкой
предусматривается очень быстрое охлаждение, называемое закалкой, цель которого – сохранить структуру, образовавшуюся при повышенной температуре. Хотя, строго говоря, такую структуру нельзя считать термодинамически устойчивой при комнатной температуре, практически она вполне устойчива благодаря низкой скорости диффузии. Очень многие полезные сплавы обладают подобной “метастабильной” структурой. Изменения, вызываемые термической обработкой, могут быть двух основных видов. Во-первых, и в чистых металлах, и в сплавах возможны изменения, затрагивающие только физическую структуру. Это могут быть изменения напряженного состояния материала, изменения размеров, формы, кристаллической структуры и ориентации его кристаллических зерен. Во-вторых, изменяться может и химическая структура металла. Это может выражаться в сглаживании неоднородностей состава и образовании выделений другой фазы, во взаимодействии с окружающей атмосферой, созданной для очистки металла или придания ему заданных поверхностных свойств. Изменения того и другого вида могут происходить одновременно.
См. МЕТАЛЛОВЕДЕНИЕ ФИЗИЧЕСКОЕ.
Снятие напряжений. Деформация в холодном состоянии повышает твердость и хрупкость большинства металлов. Иногда такое “деформационное упрочнение” желательно. Цветным металлам и их сплавам обычно придают ту или иную степень твердости холодной прокаткой. Малоуглеродистые стали тоже часто упрочняют холодным деформированием. Высокоуглеродистые стали, доведенные холодной прокаткой или холодным волочением до повышенной прочности, необходимой, например, для изготовления пружин, обычно подвергают отжигу для снятия напряжений – нагревают до сравнительно низкой температуры, при которой материал остается почти столь же твердым, как и раньше, но в нем исчезают неоднородности распределения внутренних напряжений. Благодаря этому ослабевает тенденция к растрескиванию, особенно в коррозионных средах. Такое снятие напряжений происходит, как правило, за счет локального пластического течения в материале, не приводящего к изменениям общей структуры.
Рекристаллизация. При разных методах обработки металлов давлением нередко требуется сильно изменять форму заготовки. Если формообразование должно проводиться в холодном состоянии (что часто диктуется практическими соображениями), то приходится разбивать процесс на ряд ступеней, в промежутках между ними проводя рекристаллизацию. После первой ступени деформации, когда материал упрочнен настолько, что дальнейшее деформирование может привести к разрушению, заготовку нагревают до температуры, превышающей температуру отжига для снятия напряжений, и выдерживают для рекристаллизации. Благодаря быстрой диффузии при такой температуре за счет атомной перестройки возникает совершенно новая структура. Внутри зеренной структуры деформированного материала начинают расти новые зерна, которые с течением времени полностью ее заменяют. Сначала образуются мелкие новые зерна в местах наибольшего нарушения старой структуры, а именно на старых границах зерен. При дальнейшем отжиге атомы деформированной структуры перестраиваются так, что тоже становятся частью новых зерен, которые растут и в конце концов поглощают всю старую структуру. Заготовка сохраняет прежнюю форму, но она теперь – из мягкого, ненапряженного материала, который может быть подвергнут новому циклу деформирования. Такой процесс можно повторять несколько раз, если этого требует заданная степень деформирования. Холодная обработка – это деформирование при температуре, слишком низкой для рекристаллизации. Для большинства металлов данному определению соответствует комнатная температура. Если деформирование производится при достаточно высокой температуре, так что рекристаллизация успевает следовать за деформированием материала, то такая обработка называется горячей. Пока температура остается достаточно высокой, его можно сколь угодно сильно деформировать. Горячее состояние металла определяется, в первую очередь, тем, насколько его температура близка к точке плавления. Высокая ковкость свинца означает, что он легко рекристаллизуется, т.е. его “горячую” обработку можно проводить при комнатной температуре.
Контроль текстуры. Физические свойства зерна, вообще говоря, неодинаковы в разных направлениях, так как каждое зерно – это монокристалл с собственной кристаллической структурой. Свойства металлического образца представляют собой результат усреднения по всем зернам. В случае беспорядочной ориентации зерен общие физические свойства одинаковы во всех направлениях. Если же некоторые кристаллические плоскости или атомные ряды большинства зерен параллельны, то свойства образца становятся “анизотропными”, т.е. зависящими от направления. В этом случае у чашечки, полученной глубоким выдавливанием из круглой пластинки, будут “язычки”, или “фестоны”, на верхней кромке, объясняющиеся тем, что в одних направлениях материал деформируется легче, чем в других. При механическом формообразовании анизотропия физических свойств, как правило, нежелательна. Но в листах магнитных материалов для трансформаторов и других устройств очень желательно, чтобы направление легкого намагничения, которое в монокристаллах определяется кристаллической структурой, во всех зернах совпадало с заданным направлением магнитного потока. Таким образом, “предпочтительная ориентация” (текстура) может быть желательна или нежелательна в зависимости от назначения материала. Вообще говоря, при рекристаллизации материала его предпочтительная ориентация меняется. Характер этой ориентации зависит от состава и чистоты материала, от вида и степени холодной деформации, а также от длительности и температуры отжига.
Контроль размера зерен. Физические свойства металлического образца в значительной мере определяются средним размером зерен. Наилучшим механическим свойствам почти всегда соответствует мелкозернистая структура. Уменьшение размера зерна часто является одной из целей термической обработки (а также плавления и литья). При повышении температуры ускоряется диффузия, а потому средний размер зерна увеличивается. Границы зерен смещаются так, что более крупные зерна растут за счет мелких, которые, в конце концов, исчезают. Поэтому завершающие процессы горячей обработки обычно проводят при возможно более низкой температуре, чтобы были минимальны размеры зерен. Часто специально предусматривают низкотемпературную горячую обработку, в основном для уменьшения размеров зерен, хотя того же результата можно достичь холодной обработкой с последующей рекристаллизацией.
Гомогенизация. Процессы, о которых говорилось выше, протекают и в чистых металлах, и в сплавах. Но существует ряд других процессов, которые возможны лишь в металлических материалах, содержащих два или большее число компонентов. Так, например, в отливке сплава почти наверняка будут неоднородности химического состава, что определяется неравномерным процессом затвердевания. В затвердевающем сплаве состав твердой фазы, образующейся в каждый данный момент, не таков, как в жидкой, находящейся с ней в равновесии. Следовательно, состав твердого вещества, возникшего в начальный момент затвердевания, будет иным, нежели в конце затвердевания, а это и ведет к пространственной неоднородности состава в микроскопическом масштабе. Такая неоднородность устраняется простым нагреванием, особенно в сочетании с механическим деформированием.
Очистка. Хотя чистота металла определяется в первую очередь условиями плавления и литья, очистка металла часто достигается термической обработкой в твердом состоянии. Примеси, содержащиеся в металле, реагируют на его поверхности с атмосферой, в которой он нагревается; так, атмосфера водорода или другого восстановителя может превратить значительную часть оксидов в чистый металл. Глубина такой очистки зависит от способности примесей диффундировать из объема на поверхность, а поэтому определяется длительностью и температурой термической обработки.
Выделение вторичных фаз. В основе большинства режимов термической обработки сплавов лежит один важный эффект. Он связан с тем, что растворимость в твердом состоянии компонентов сплава зависит от температуры. В отличие от чистого металла, в котором все атомы одинаковы, в двухкомпонентном, например твердом, растворе имеются атомы двух разных сортов, случайно распределенные по узлам кристаллической решетки. Если увеличивать количество атомов второго сорта, то можно достичь состояния, когда они не смогут просто замещать атомы первого сорта. Если количество второго компонента превышает этот предел растворимости в твердом состоянии, в равновесной структуре сплава появляются включения второй фазы, отличающиеся по составу и структуре от исходных зерен и обычно разбросанные между ними в виде отдельных частиц. Такие частицы второй фазы могут оказывать сильное влияние на физические свойства материала, что зависит от их размера, формы и распределения. Эти факторы можно изменять термической обработкой. Растворимость в твердом состоянии обычно увеличивается с повышением температуры, как показано на рис. 1. Здесь видно, что при равновесных условиях материал, который по своему составу и температуре лежит слева от кривой, существует в виде одной фазы – твердого раствора. Справа же от кривой состав и температура соответствуют структуре, содержащей вторую фазу, каким-то образом диспергированную в первой. Если состав сплава определяется абсциссой X0, то его равновесная структура может быть либо однофазной, либо двухфазной в зависимости от температуры. График, по осям которого откладываются состав и температура, показывающий фазы в равновесных условиях, называется фазовой диаграммой или диаграммой состояний. Следует иметь в виду, что такая диаграмма (график рис. 1 лишь часть ее) иллюстрирует структуры, которые могут существовать лишь в равновесных условиях, а при низких температурах для достижения равновесия требуется много времени. Если сплав состава X0 поддерживать при температуре T1, то в конце концов он станет однофазным твердым раствором. Вторая фаза, присутствовавшая в нем первоначально, исчезнет вследствие диффузии ее атомов, которые станут частью твердого раствора. Такая обработка называется термической обработкой на твердый раствор. Если после этого медленно охлаждать материал, то при температуре T0 начнут возникать частицы второй фазы, которые будут расти при дальнейшем понижении температуры. Это приведет к тому, что образуется небольшое количество довольно крупных частиц, наличие которых будет сказываться, например, на механических свойствах. Однако процесс выделения второй фазы можно проводить иначе. Если твердый раствор, соответствующий температуре T1, достаточно быстро охладить до комнатной температуры, то сохранится однофазный твердый раствор. Хотя его равновесная структура должна быть двухфазной, скорость диффузии при комнатной температуре столь мала, что структуру твердого раствора можно считать практически стабильной. Если же теперь материал нагреть до температуры, не выходящей за пределы двухфазной области, но обеспечивающей быструю диффузию, то можно вызвать выделение второй фазы в высокодисперсной форме. Такую обработку часто называют старением раствора. Выбирая нужную длительность и температуру старения, можно контролировать размеры зерна, что позволяет добиться дисперсности частиц, существенно повышающей прочность материала.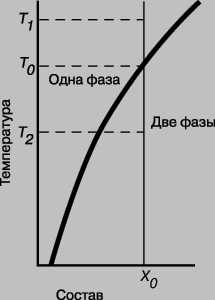
Рис. 1. ФАЗОВАЯ ДИАГРАММА двухкомпонентного сплава показывает, что растворимость в твердом состоянии увеличивается с повышением температуры. Сплав, температура и состав которого соответствуют точкам, лежащим слева от кривой, – однофазный, т.е. представляет собой твердый раствор.
Таким способом можно упрочнять многие практически полезные сплавы, например, серебряный припой “стерлинг”, содержащий несколько процентов меди. Важным примером могут служить алюминиевые сплавы, содержащие несколько процентов меди и составляющие основу дюралюмина. Упрочняющим старением таких сплавов достигается очень высокое отношение предела прочности к весу. Особенно интересно то, что их упрочняющее старение в какой-то мере может происходить за счет диффузии при комнатной температуре. После термической обработки на твердый раствор и закалки до комнатной температуры прочность таких сплавов постепенно увеличивается в 2 раза на протяжении нескольких дней вследствие выделения второй фазы, происходящего при комнатной температуре. Чтобы сохранить состояние твердого раствора, материал приходится хранить при пониженной температуре. Например, дюралюминовая заклепка, выдерживаемая в сухом льду после термической обработки на твердый раствор, остается мягкой до установки на место, а затем за несколько дней сама по себе упрочняется при комнатной температуре. Другой интересный пример – сплавы “алнико” (на железной основе, содержащие алюминий, никель и кобальт) для постоянных магнитов. Чтобы такой сплав приобрел магнитные свойства, оптимальные для постоянных магнитов, его после термической обработки на твердый раствор подвергают закалке и старению при условиях, обеспечивающих определенные размеры, форму и распределение частиц вторичных фаз. Для повышения эффективности старение проводят в магнитном поле.
Кинетика и закалка. Фазовую диаграмму, представленную на рис. 1 и показывающую фазовую структуру, которой будет обладать сплав, когда достигнет равновесного состояния, следует дополнить данными о скорости его приближения к такому состоянию. На графике рис. 2 по вертикальной оси тоже откладывается температура, но по горизонтальной – не состав, а время. Кривая этого графика, имеющая С-образную форму, описывает поведение сплава, состав которого соответствует точке X0, T0 на рис. 1. Если образец состава X0 выдержать при температуре выше T0 до завершения обработки на твердый раствор, а затем закалить до более низкой температуры, скажем T2, то после некоторого периода “ожидания” начнут возникать частицы выделившейся второй фазы и их количество будет расти, пока не будет достигнут равновесный уровень, отвечающий этой температуре. Кривая рис. 2 показывает время, необходимое при разных температурах для того, чтобы началось такое фазовое превращение в сплаве, первоначально подвергнутом термической обработке на твердый раствор. Аналогичную С-образную форму имеют кривые, показывающие время, необходимое для полного превращения или для достижения некоторого промежуточного состояния. Форма кривой указывает на то, что скорость превращения нарастает до максимума при некоторой температуре Tm, лежащей значительно ниже T0, а затем снова уменьшается. Это объясняется совместным действием двух противоположных эффектов. При температурах выше T0 стабильной фазой является твердый раствор, и он будет существовать как угодно долго. Если же его охладить до температуры, несколько меньшей T0, то, как явствует из фазовой диаграммы (рис. 1), должно образоваться некоторое количество второй фазы. Но С-образная кривая свидетельствует, что для этого потребуется очень много времени. Дело в том, что в данном случае мала степень охлаждения, т.е. разность температуры T0 и фактической температуры, а именно эта разность является движущей силой процесса перехода к термодинамическому равновесию. Чем больше охлаждение, тем больше движущая сила и тем быстрее движется система к равновесию, на что указывает крутой загиб книзу в левой части С-образной кривой. Однако чем больше понижается температура, тем меньше становится скорость диффузии. Ниже температуры Tm движущая сила продолжает увеличиваться, но подвижность атомов настолько уменьшается, что время, необходимое для превращения, снова начинает увеличиваться и в конце концов становится практически бесконечно большим.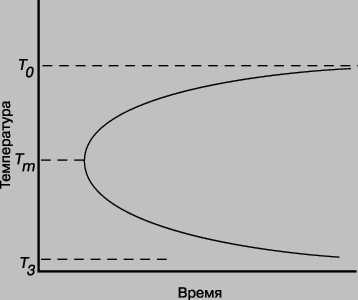
Рис. 2. С-ОБРАЗНАЯ КРИВАЯ описывает поведение сплава, состав которого соответствует точке X0, T0 на рис. 1, после закалки. Кривая определяет время, необходимое при разных температурах для того, чтобы началось послезакалочное выделение второй фазы. При температурах выше T0 стабильной фазой является твердый раствор.
Цель закалки металла после термической обработки на твердый раствор в том, чтобы очень быстро, не дав времени на превращение, охладить его ниже точки Tm до температуры T3, при которой скорость превращения ничтожно мала. Максимально возможная скорость закалки металлического образца (или изделия) определяется скоростью отвода тепла с его поверхности, а также его размерами и коэффициентом теплопроводности. Первый фактор ограничивается кипением закалочной среды (по большей части воды или соляного раствора) и, попросту говоря, всегда одинаков. Поэтому предельные размеры детали, которая может быть закалена без фазового превращения, зависят от теплопроводности ее материала, так как именно теплопроводностью определяется скорость охлаждения в объеме детали, даже если считать бесконечно большой скорость отвода тепла с ее поверхности.
См. также
МЕТАЛЛОВЕДЕНИЕ ФИЗИЧЕСКОЕ;
МЕТАЛЛОВ ОБРАБОТКА ДАВЛЕНИЕМ.
ЛИТЕРАТУРА
Металловедение и термическая обработка стали. М., 1961-1962 Кристиан Дж. Теория превращений в металлах и сплавах. М., 1978 Павлов П.А. Механические состояния и прочность материалов. Л., 1980
Энциклопедия Кольера. — Открытое общество. 2000.
- МЕТАЛЛОВЕДЕНИЕ ФИЗИЧЕСКОЕ
- ПОЛИГРАФИЯ
Смотреть что такое “МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА” в других словарях:
Термическая обработка — металлов, процесс обработки изделий из металлов и сплавов путём теплового воздействия с целью изменения их структуры и свойств в заданном направлении. Это воздействие может сочетаться также с химическим, деформационным, магнитным и др.… … Большая советская энциклопедия
ТЕРМИЧЕСКАЯ ОБРАБОТКА — металлов процесс тепловой обработки металлов и сплавов с целью изменения их структуры, а следовательно, и св в, заключающийся в нагреве до определ. темп ры. выдержке при этой темп ре и последующем охлаждении с заданной скоростью. Т. о. одно из… … Большой энциклопедический политехнический словарь
ТЕРМИЧЕСКАЯ ОБРАБОТКА (металлов) — технолог. процесс, заключающийся в нагревании и охлаждении металл. изделий, полуфабрикатов или сплавов с целью изменения их структуры и свойств (хим., физических или механ.) для повышения качества готовых изделий. В зависимости от сложности… … Технический железнодорожный словарь
ТЕРМИЧЕСКАЯ ОБРАБОТКА — ТЕРМИЧЕСКАЯ ОБРАБОТКА, тепловая обработка в основном металлов и сплавов для изменения их структуры и свойств. Основные виды: закалка (быстрое охлаждение с повышением температуры для увеличения прочности), отжиг (нагрев до высокой температуры,… … Современная энциклопедия
ТЕРМИЧЕСКАЯ ОБРАБОТКА — изменение механических свойств металлов путем соответственного температурного режима, иногда в соединении с действием химических реагентов. К термической обработке относится закалка, отжиг, цементация, отпуск, нитрирование и т. д. Самойлов К. И.… … Морской словарь
ТЕРМИЧЕСКАЯ ОБРАБОТКА — совокупность технологических операций, связанных с нагреванием, охлаждением и направленных на изменение свойств материалов в результате изменения их внутреннего или поверхностного строения. Особенно широкое промышленное распространение получила Т … Большая политехническая энциклопедия
термическая обработка — совокупность операций теплового воздействия на материалы (главным образом металлы и сплавы) с целью изменения структуры и свойств в нужном направлении. Основные виды термической обработки: закалка, отпуск, отжиг, нормализация, старение… … Энциклопедический словарь
Термическая обработка металлов — Металл в термопечи Термическая обработка металлов и сплавов процесс тепловой обработки металлических изделий, целью которого является изменение структуры и свойств в заданном направлении … Википедия
термическая обработка — [heat (thermal treatment (processing)] совокупность операций теплового воздействия на материал с целью изменения его структуры и свойств в нужном направлении (Смотри Термообработка). Смотри также: Обработка электроэрозионная обработка … Энциклопедический словарь по металлургии
термическая обработка металлов — процесс обработки изделий из металлов и сплавов путём теплового воздействия для целенаправленного изменения их структуры и свойств. Термическая обработка металлов подразделяется на собственно термическую, заключающуюся только в тепловом… … Энциклопедия техники
dic.academic.ru