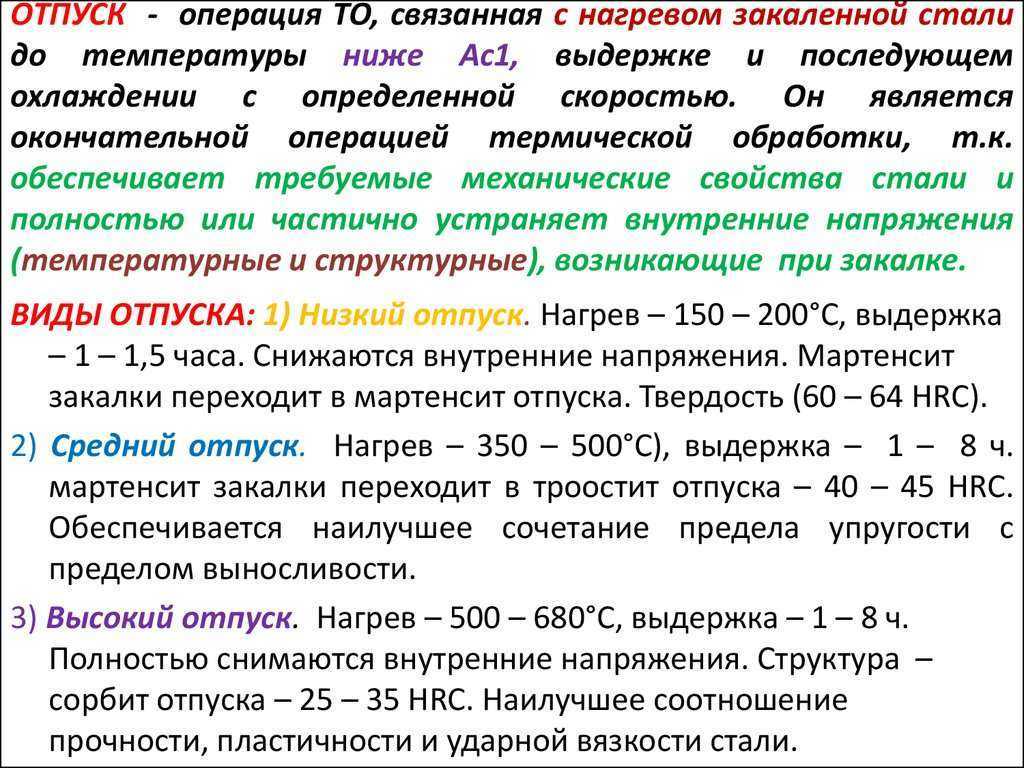
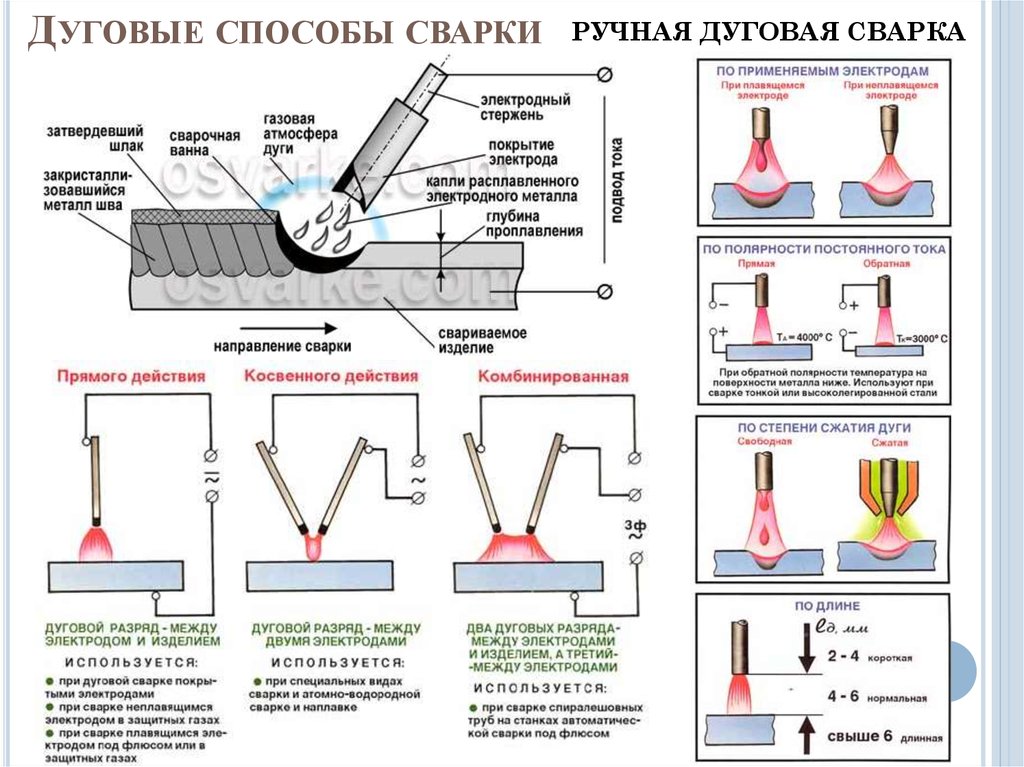
Термообработка после сварки алюминия: ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА ХАРАКТЕРИСТИКИ СВАРНЫХ СОЕДИНЕНИЙ ВЫСОКОПРОЧНЫХ АЛЮМИНИЙЛИТИЕВЫХ СПЛАВОВ
alexxlab | 10.04.2023 | 0 | Разное
Термообработка при сварке металла | Сварка своими руками
Печь для термообработки
Термическая обработка (ТО) – процесс нагрева металлических изделий до критической точки по превышению которой меняется микроструктура и характеристики металла; выдержка и последующее резкое или медленное охлаждение.
Часто задают вопрос, можно ли варить термообработанную сталь? Термообработка не влияет на свариваемость. Можно варить как закаленную, так и «сырую» сталь, либо отоженную сталь.
ТО допускается до, во время и после проведения сварочных работ.
Часто используемые виды термообработки для стали
Отжиг – снимает напряжения, улучшает пластичность, формирует мелкое зерно. Температура (650±10) оС. Время выдержки рассчитывается в зависимости от максимальной толщины детали и усредненно составляет 2,5 мин. На 1 мм толщины. При отжиге детали всегда охлаждаются вместе с печью.
При полном отжиге детали нагревают до 800-900 оС. Происходит рекристаллизация и упрочнение сварного шва. Время выдержки и условия охлаждения, как и в предыдущем случае.
Время выдержки и условия охлаждения, как и в предыдущем случае.
Данные приведенные здесь являются ознакомительными, точные данные можно почерпнуть из справочника.
Нормализация – процесс очень похожий на отжиг, с одним только отличием – охлаждение делают на воздухе (самоотпуск).
Отдых проводится на низких температурах 200 … 300 оС в течении 2…3 ч. Такая процедура понижает содержание диффузионного водорода и снижает величину внутреннего напряжения.
Все виды ТО проводят в печах с нагревом электросопротивлением в воздушной атмосфере.
Термообработка алюминия
Предварительный подогрев алюминия необходим в следствии его высокой теплопроводности. Образование нормальной сварочной ванны и формирование сварного шва будет затруднено из-за недостатка температуры, которую постоянно «отнимает» тело алюминиевого сплава. Если речь идет о деталях небольших размеров, отсутствие подогрева не будет катастрофичным, но когда имеешь дело, например, с подваркой дефектов крупного литейного корпуса, тогда трудности станут очевидны даже человеку, не посвященному в тонкости сварочного искусства. Подогревать можно как все изделие целиком, так и выполнять местный (локальный подогрев) подвариваемого места ацетилено-кислородными, пропановыми и другими горелками. Так же, возможен подогрев непосредственно во время выполнения сварочной операции при условии, что это осуществимо технически.
Подогревать можно как все изделие целиком, так и выполнять местный (локальный подогрев) подвариваемого места ацетилено-кислородными, пропановыми и другими горелками. Так же, возможен подогрев непосредственно во время выполнения сварочной операции при условии, что это осуществимо технически.
Предварительный подогрев применяется так же для некоторых видов сталей, склонных к трещинообразованию (например, 30ХГСА).
Послесварочная термообработка для алюминия представляет собой закалку + старение. Правда подобная ТО чревата большими короблениями. Если ремонтируемые изделия имеют уже готовые чертежные размеры, проведение такой процедуры становится невозможной. В таком случае придется обойтись совсем без ТО, либо применить полумеры: нагрев до температуры старения и выдержка в течение определенного времени (режим подбирается исходя из марки алюминиевого сплава). На что влияет подобная мера вопрос спорный, но это лучше, чем вообще ничего не предпринимать.
Если после сварки нужно повысить пластичность и снизить твердость, целесообразно выполнить неполный или полный отжиг.
Так же нужно понимать, что если вы варите термообработанный алюминий, шов даже при последующей полной ТО, будет мягкий (существенно отличаться от твердости основного металла). Пишите в комментариях, если есть присадочные прутки, которые могут испытывать полиморфные превращения.
Способ термической обработки сварных конструкций из алюминиевых сплавов и устройство для его осуществления
Изобретение относится к области термической обработки металлов и сплавов, а именно к термообработке сварных конструкций из алюминиевых сплавов. Для снятия внутренних напряжений в сварной конструкции и сохранения ее геометрической формы перед термообработкой сварную конструкцию закладывают в устройство, содержащее корпус в виде стальной трубы, с установленными на концах плитами, одна из которых неподвижна, а вторая имеет возможность перемещения вдоль оси устройства. На плитах установлены клиновые прижимы, в промежутке между плитами расположены ложементы со съемными упорами, между которыми имеется установочный зазор. С помощью винтовых и клиновых прижимов, а также ложементов и плит, выправляют имеющиеся деформации и отклонения от геометрической формы. После фиксации необходимых размеров и формы конструкции, устройство с конструкцией помещают в печь, нагревают до температуры 350°С и выдерживают в течение 0,5 ч, нагревание прекращают и при снижении температуры до 150°С вынимают из печи. 2 н.п. ф-лы, 2 ил.
С помощью винтовых и клиновых прижимов, а также ложементов и плит, выправляют имеющиеся деформации и отклонения от геометрической формы. После фиксации необходимых размеров и формы конструкции, устройство с конструкцией помещают в печь, нагревают до температуры 350°С и выдерживают в течение 0,5 ч, нагревание прекращают и при снижении температуры до 150°С вынимают из печи. 2 н.п. ф-лы, 2 ил.
Изобретение относится к термической обработке металлов и сплавов, а именно к термообработке сварных конструкций из алюминиевых сплавов, и может быть использовано в авиакосмической, судостроительной, автомобильной и других областях промышленности.
Известен способ термообработки алюминиевых сплавов, в том числе сварных конструкций (ПИ 1.2.255-83, Производственная инструкция «Термическая обработка полуфабрикатов и деталей из алюминиевых деформируемых сплавов» (ВИАМ, г.Москва, 1983 г.). Известный способ предусматривает отжиг сварных конструкций в печи для снятия напряжений при температуре 250-350°С. Недостатком известного способа является то, что он не предусматривает при этом предотвращение и устранение деформаций.
Недостатком известного способа является то, что он не предусматривает при этом предотвращение и устранение деформаций.
Известен способ термообработки и правки сварных алюминиевых конструкций для уменьшения внутренних напряжений и деформаций (ПИ 1.4.1555-2000, Производственная инструкция «Сварка дуговая алюминиевых и магниевых сплавов в среде защитных газов» (НИАТ г.Москва, 2000 г.). Известный способ предусматривает устранение различных видов остаточных деформаций способом местной холодной правки и применением местного нагрева. Недостатком известного способа является то, что пониженное значение модуля упругости алюминиевых сплавов, особенно в сечениях со значительной жесткостью, затрудняет или делает невозможным применение местной холодной правки сварных конструкций. Кроме того, холодная правка приводит к появлению наклепа, что отрицательно сказывается на эксплутационных свойствах изделия. Правка местным нагревом не всегда применима, так как связана со значительными трудностями контроля температуры.
Известен способ термообработки сварных конструкций, совмещенный с термофиксацией (А.Г. Братухин и др. Технология производства титановых самолетных конструкций. – М.: Машиностроение, 1995 г.). Недостатком известного способа является то, что он предусматривает термообработку только титановых сплавов.
Наиболее близким, принятым за прототип решением, является способ правки длинномерных деталей из легких сплавов (патент РФ №2165814 от 25.02.2001 г., B21D 1/14). Способ заключается в том, что подвергаемую правке деталь устанавливают на базу устройства. Воздействуют на нее правящими инструментами до восстановления номинальных размеров. Совместно нагревают, выдерживают при температуре 200-300°С в зафиксированном состоянии в течение определенного времени. Снимают деталь с базы после совместного охлаждения. Недостатком известного способа является то, что способ предусматривает правку детали в какой-либо определенной плоскости, параллельной «базе», и неприемлем для правки конструкции, состоящей из деталей, находящихся в пространстве в различных плоскостях.
Наиболее радикальным методом снижения остаточных напряжений в сварных конструкциях является термообработка. Предпочтительной температурой для алюминиевых сплавов является температура 250-350°С, при которой процессы релаксации протекают более активно. За время нагрева в 25-30 минут происходит снижение исходных напряжений почти до нуля. Но при этом происходит и снижение прочности, что приводит к изменению геометрической формы крупногабаритной пространственной конструкции. Таким образом для термообработки крупногабаритной сварной пространственной конструкции необходимо создать условия, при которых конструкция (например, каркас контейнера) при нагреве и выдержке при температуре 250-350°С могла сохранить геометрическую форму, а при охлаждении возвратиться в исходное состояние. Для этого необходимо использовать приспособление из более прочного металла с учетом линейных и объемных расширений как самой термообрабатываемой конструкции, так и приспособления (устройства). Необходимо отметить, что если после сварки могут иметь место незначительные изменения геометрической формы: деформации в виде прогибов, неперпендикулярности, непараллельности, винтообразности и т.
Задачей предлагаемого изобретения является разработка способа термообработки сварной крупногабаритной конструкции, при котором будет возможно изготавливать сложные сварные пространственные конструкции, снимать внутренние напряжения, выправлять деформации и сохранять геометрическую форму изделия.
Технический результат предлагаемого изобретения заключается в сохранении геометрической целостности (формы) и размерной стабильности крупногабаритных сварных конструкций из алюминиевых сплавов после термической обработки.
Поставленная задача достигается тем, что перед термообработкой сварной пространственной конструкции ее закладывают в устройство для фиксации, содержащее корпус, выполненный из стальной трубы, с установленными на концах плитами, одна из которых неподвижна, а вторая имеет возможность перемещения вдоль оси устройства. На плитах установлены клиновые прижимы, в промежутке между плитами расположены ложементы со съемными упорами, между которыми имеется установочный зазор. Сварную конструкцию размещают в устройстве для фиксации, при этом совмещают внутренние поверхности поперечных и продольных элементов сварной конструкции с поверхностями плит и ложементов, закрепляют их клиновыми прижимами к плитам, упорами к ложементам с обеспечением установочного зазора, затем помещают в печь, нагревают до температуры 350°С и выдерживают в течение 0,5 час, охлаждают в печи до температуры 150°С с последующим охлаждением на воздухе.
Сварную конструкцию размещают в устройстве для фиксации, при этом совмещают внутренние поверхности поперечных и продольных элементов сварной конструкции с поверхностями плит и ложементов, закрепляют их клиновыми прижимами к плитам, упорами к ложементам с обеспечением установочного зазора, затем помещают в печь, нагревают до температуры 350°С и выдерживают в течение 0,5 час, охлаждают в печи до температуры 150°С с последующим охлаждением на воздухе.
Устройство для термообработки содержит устройство для фиксации сварной конструкции и печь для нагрева. На фиг.1 представлен эскиз сварной конструкции каркаса контейнера. На фиг.2 – эскиз устройства для термообработки сварной конструкции каркаса контейнера (печь для нагрева на эскизе не показана).
Сварная конструкция каркаса контейнера (фиг.1) состоит из двух параллельных балок 1, соединенных стыковым швом 2 с двумя шпангоутами 3. После сварки в зоне сварных швов 2 возникают напряжения, способствующие деформации балок в виде прогибов, и, как следствие, происходит потеря взаимной параллельности и перпендикулярности сборочных единиц. Дальнейшая сборка контейнера в соответствии с требованиями конструкторской документации невозможна.
Дальнейшая сборка контейнера в соответствии с требованиями конструкторской документации невозможна.
Устройство для фиксации 4 сварной алюминиевой конструкции каркаса контейнера (фиг.2) состоит из корпуса 5, выполненного из стальной трубы 6, с установленными на концах плитами 7 и 8, одна из которых – 7 – неподвижная, а другая – 8 – может перемещаться вдоль продольной оси устройства. На плитах установлены клиновые прижимы 9, в промежутке между плитами 7 и 8 имеются ложементы 10 со съемными упорами 11, между которыми установочный зазор 12 для размещения параллельных балок каркаса контейнера.
Предлагаемый способ термообработки сварного алюминиевого каркаса осуществляется следующим образом.
Каркас закладывают в устройство для фиксации 4, совмещая внутренние поверхности каркаса с поверхностями плит 7 и 8 и ложементами 10, закрепляя клиновыми прижимами 9 к плитам 7 и 8, а упорами 11 – к ложементам 10, обеспечивая параллельность и перпендикулярность поперечных и продольных элементов каркаса (балки и шпангоуты) относительно друг друга.
Таким образом, пространственная сварная конструкция из алюминиевого сплава при нагреве и охлаждении фиксируется по основным геометрическим параметрам и не меняет своей заданной геометрической целостности. При этом снижаются внутренние напряжения не только в сварных швах, но и в сваренных элементах и, как следствие, в конструкции в целом.
При этом снижаются внутренние напряжения не только в сварных швах, но и в сваренных элементах и, как следствие, в конструкции в целом.
Пример эффективности термической обработки сварной алюминиевой конструкции по предложенному способу реализован при изготовлении подвесных контейнеров изделия Су-30МКИ. Сварной каркас контейнера длиной 4000 мм и диаметром 400 мм из сплава АМг6 термообрабатывается для снятия напряжений в сварных соединениях. Полученный результат обеспечивает геометрическую точность в соответствии с конструкторской документацией.
1. Устройство для термической обработки сварных конструкций из алюминиевых сплавов, содержащее устройство для фиксации сварной конструкции, состоящее из корпуса, выполненного из стальной трубы, с установленными на концах плитами, одна из которых неподвижна, а вторая имеет возможность перемещения вдоль продольной оси, на плитах установлены клиновые прижимы, в промежутке между плитами расположены ложементы со съемными упорами, между которыми имеется установочный зазор и печь для нагрева сварной конструкции, размещенной в устройстве для фиксации.
2. Способ термической обработки сварных конструкций из алюминиевых сплавов, включающий фиксацию сварной конструкции путем совмещения внутренних поверхностей поперечных и продольных элементов сварной конструкции с поверхностями плит и ложементов, закрепления их клиновыми прижимами к плитам, упорами к ложементам с обеспечением установочного зазора, затем помещают в печь, нагревают до 350°С, выдерживают в течение 0,5 ч охлаждают в печи до 150°С с последующим охлаждением на воздухе.
Ослабляет ли сварка алюминия? – Make It From Metal
Сварка алюминия сильно отличается от сварки стали как по технике, так и по результатам.
Сварка алюминия обычно ослабляет его , и по нескольким причинам. Основная причина заключается в том, что нагрев влияет на состояние алюминия, что во многих случаях может привести к снижению предела текучести примерно наполовину, если не принять меры для его исправления.
На самом деле все металлы, в том числе и сталь, так или иначе ослабевают при сварке. Чтобы действительно получить полную силу, вам нужно будет предпринять некоторые дополнительные шаги.
Чтобы действительно получить полную силу, вам нужно будет предпринять некоторые дополнительные шаги.
В этом посте я поделюсь некоторыми примерами того, как сварка может повлиять на прочность алюминия, и некоторыми рекомендациями, позволяющими сохранить ваши сварные швы максимально прочными.
Содержание
Насколько при сварке алюминия снижается его прочность
В качестве аргумента я составил приведенную ниже таблицу на основе информации от ESAB (крупнейшего в мире производителя сварочного оборудования), в которой точно указано, какую прочность вы можете получить теряют в алюминии от его сварки.
В этой таблице я указываю минимальный предел текучести. Это минимально допустимая точка, при которой металл начнет уставать и необратимо деформироваться, когда вы будете тянуть за него. Кроме того, сравниваемый тип сварного шва — это сварной шов с разделкой кромок (когда вы свариваете его встык с любой стороны и правильно срезаете кромки перед сваркой).
По сути, это наихудший сценарий, когда вы растягиваете сварной шов, а механического соединения нет.
| Grade | Yield of Base Alloy | Yield As-Welded | Loss in Yield |
| 3003-h44 | 29 ksi | 7 ksi | 76% |
| 5052-h44 | 24 тыс. фунтов на кв. дюйм | 12 тыс. фунтов на кв. дюйм | 50% |
| 6061-T6 | 40 тыс. фунтов на кв. дюйм | 18 тыс.фунтов/кв.дюйм | 55% |
Как видите, потеря предела текучести в целом весьма значительна.
Важность присадочного материала
Это критический элемент для прочных алюминиевых сварных швов, и вы должны его контролировать.
Для каждого сорта алюминия вам нужен наполнитель, который максимизирует прочность сварного шва. На самом деле это наполнитель, который поможет вашим сварным швам оставаться (относительно) прочными.
Всегда плохая идея не использовать наполнитель при сварке алюминия методом TIG. Без правильного наполнителя ваши сварные швы будут очень слабыми и чрезвычайно склонными к растрескиванию.
Присадочный стержень должен выдерживать склонность алюминия к растрескиванию в месте сварки при его охлаждении (горячее растрескивание). Химический состав определяется основным материалом,
Закалка алюминия и почему это так важно
Одним из основных факторов, которые следует учитывать при сварке алюминия, является возможность его термообработки.
Почему это важно?
Все сводится к зоне термического влияния (ЗТВ). Термически обрабатываемые сплавы будут частично отожжены (размягчены) в ЗТВ, тогда как нетермообрабатываемые сплавы будут полностью отожжены в ЗТВ. Другими словами, нетермообрабатываемые сплавы более подвержены снижению прочности.
Для простоты, вот небольшая таблица распространенных марок алюминия, поэтому, если вы знаете марку, вы будете знать, подвергается ли она воздействию термообработки.
| Grade Series | Heat Treatable |
| 1xxx | No |
| 2xxx | Yes |
| 3xxx | No |
| 4xxx | No, with some exceptions |
| 5ххх | Нет |
| 6xxx | Да |
| 7xxx | Да |
Другими словами, если у вас есть кусок алюминия, поддающийся термообработке, он поддается сварке. Если вы работаете с алюминием 5052, он не подлежит термообработке.
Если вы работаете с алюминием 5052, он не подлежит термообработке.
Можно ли подвергнуть алюминий термообработке для восстановления прочности сварного шва?
Прямой ответ на этот вопрос: технически да, если это термообрабатываемый сорт.
Однако наполнитель, который вы используете, может не поддаваться термообработке. Кроме того, термообработка алюминия не так проста, как термообработка стали.
Во-первых, термообработка должна проводиться в контролируемой печи. Это не сталь, где можно развить чувствительность к цветам и сделать это с помощью фонарика. Алюминий не светится, а замачивание, время разгона и температура особенно суетливы.
Кроме того, алюминий немного прогибается во время термической обработки и искусственного старения, что делает это, как правило, непрактичным для сварных изделий. Кроме того, очень легко перестарить алюминий, если у вас нет опыта в этом.
Итак, технически возможно, но в целом совершенно непрактично.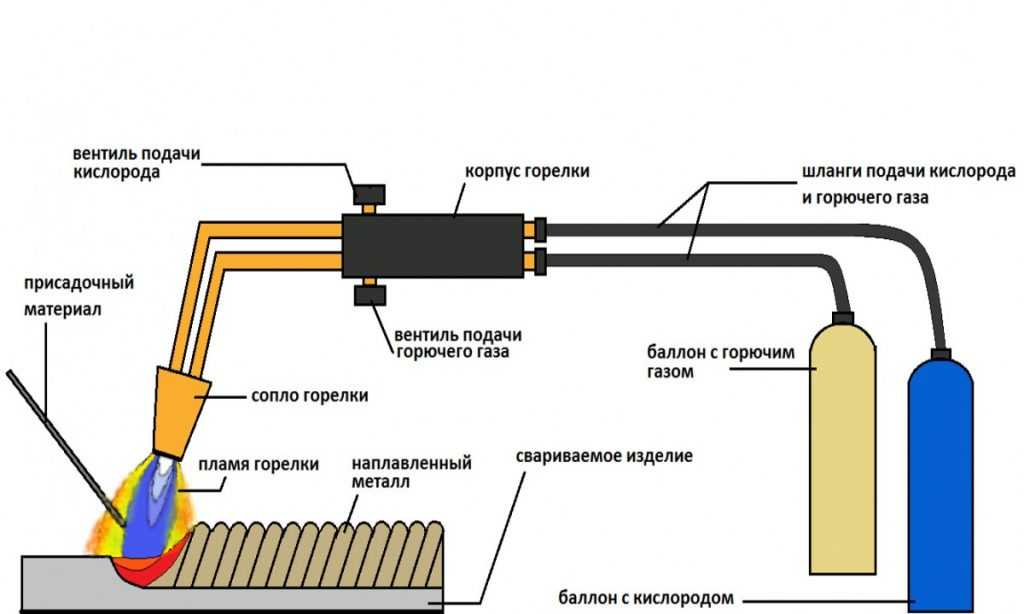
Деформационное упрочнение
Прочность большинства марок алюминия в значительной степени повышается за счет так называемого деформационного упрочнения.
Звучит именно так. Алюминий напрягается и становится жестче/жестче.
Обычно это делается прямо на заводе. Поскольку алюминий прокатывается в виде пластины или прутка, пока он «холодный», это выравнивает структуру зерна и делает металл более прочным.
Эта тема достойна прочтения сама по себе, но не в связи с темой сварки. Как правило, сварные детали нельзя подвергать деформационному упрочнению просто из-за их геометрии. Другими словами, деформационное упрочнение теряется при нагреве до температур сварки и его уже не вернуть.
Типичные проблемы при сварке алюминия
Ниже приведены некоторые распространенные проблемы при сварке алюминия, а также пояснение причин их возникновения. Не исчерпывающие, но некоторые из общих.
Трещины по центру сварного шва.
Это очень распространено. Проблема обычно связана с растрескиванием при затвердевании. Другими словами, по мере затвердевания сварочной ванны начинают образовываться небольшие трещины. Они часто находятся под поверхностью и их трудно увидеть поначалу, но они становятся очевидными, когда ваш сварной шов расходится по шву. Попробуйте добавить больше наполнителя в ванну и убедитесь, что у вас есть правильный тип наполнителя для марки, которую вы свариваете.
Проблема обычно связана с растрескиванием при затвердевании. Другими словами, по мере затвердевания сварочной ванны начинают образовываться небольшие трещины. Они часто находятся под поверхностью и их трудно увидеть поначалу, но они становятся очевидными, когда ваш сварной шов расходится по шву. Попробуйте добавить больше наполнителя в ванну и убедитесь, что у вас есть правильный тип наполнителя для марки, которую вы свариваете.
Трещины вокруг ЗТВ .
Это может быть связано с ликвационным растрескиванием. Это когда вы получаете небольшие трещины сразу за вашей бусиной, которые могут распространяться повсюду. Вы можете увидеть это чаще, когда MIG сваривает более толстые листы. Если вы видите это, вероятно, у вас неправильный сплав проволоки.
Растрескивание, которое начинается в конце сварного шва .
Это очень распространено. Вероятно, это происходит из-за чего-то, что называется растрескиванием кратера, и это происходит из-за того, что алюминий остывает так быстро, что лужа проваливается (как кратер), и это вызывает огромное напряжение в сварном шве. Лучший способ справиться с этим с помощью сварочного аппарата TIG — медленно отпустить педаль и добавить дополнительные две или три капли наполнителя. Во всяком случае, вы хотите, чтобы ваш сварной шов был немного более выпуклым в конце.
Лучший способ справиться с этим с помощью сварочного аппарата TIG — медленно отпустить педаль и добавить дополнительные две или три капли наполнителя. Во всяком случае, вы хотите, чтобы ваш сварной шов был немного более выпуклым в конце.
алюминий и термообработка
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- алюминий и термообработка
+ Ответить на тему
17.03.2008 #1
алюминий и термообработка
Хорошо, на другом форуме, не связанном со сваркой, на велосипедном, на самом деле, ведутся огромные дебаты о том, нужно ли повторно нагревать алюминий 6061.

Один парень, изучающий сварку, говорит, что при определенной толщине (1/4-3/8 дюйма) не требуется термическая обработка для восстановления прочности.
Мне, как сварщику-любителю, всегда говорили Алюминий серий 6061 и 7000 требует повторной термообработки после сварки, иначе его первоначальная прочность составляет всего около 20%.0003
Любая помощь от веб-гуру Welder….
Ответить Ответить с цитатой
17.03.2008 #2
Re: алюминий и термообработка
Это из книги «Металлы и способы их сварки» Т.
 Б. Джефферсона и Горэма Вудса. Мистер Вудс – металлург. Книгу можно приобрести в Lincoln Electric. «Большинство термообрабатываемых сплавов (серии 2000, 4000, 6000 и 7000) демонстрируют значительное улучшение свойств в результате термообработки и поэтому наиболее подвержены потере прочности и другим повреждениям при сварке. Группа 6000 обладает хорошей свариваемостью. … Сплавы, которые можно подвергать термообработке на твердый раствор (например, 6053 и 6061), допускают частичное или полное восстановление своей прочности путем термообработки после сварки, в зависимости от области применения».
Б. Джефферсона и Горэма Вудса. Мистер Вудс – металлург. Книгу можно приобрести в Lincoln Electric. «Большинство термообрабатываемых сплавов (серии 2000, 4000, 6000 и 7000) демонстрируют значительное улучшение свойств в результате термообработки и поэтому наиболее подвержены потере прочности и другим повреждениям при сварке. Группа 6000 обладает хорошей свариваемостью. … Сплавы, которые можно подвергать термообработке на твердый раствор (например, 6053 и 6061), допускают частичное или полное восстановление своей прочности путем термообработки после сварки, в зависимости от области применения».Однажды я сделал несколько резервуаров для воды из 6061. У меня не было времени на это, и я заказал мастерскую, которая делала много алюминиевых деталей. Они не подвергались термообработке после сварки. У каждого из них лопнул сварной шов из-за стресса, вызванного ездой по дорогам нефтяных месторождений.
Ответить Ответить с цитатой
17.
 03.2008
#3
03.2008
#3Re: алюминий и термообработка
Свари его и забудь..
Если только он не держит линкор.
…зап!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить Ответить с цитатой
17.
 03.2008
#4
03.2008
#4Re: алюминий и термообработка
Для алюминиевой велосипедной рамы я бы рекомендовал повторную термообработку. Я считаю, что в этом приложении напряжения могут быть очень высокими, и вам понадобится вся прочность, которую может обеспечить алюминиевый сплав. Даже если отожженный алюминий 6061 обладает достаточной прочностью для возникающих нагрузок, отожженный материал будет иметь гораздо более короткую усталостную долговечность. Материал с более низкой прочностью будет трескаться из-за усталости и выйдет из строя намного раньше, чем 6061, прошедший надлежащую термообработку.
Ответить Ответить с цитатой
17.03.2008 #5
Re: алюминий и термообработка
Я переварил сломанные алюминиевые сварные швы на велосипедах для моего приятеля Лу..
Он владеет Crossing Cycles во Франклине, штат Массачусетс.www.crossingcycle.net
Пока все хорошо с ремонтом без последующей обработки.
Я не совсем сумасшедший.
 .
.
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить Ответить с цитатой
17.03.2008 #6
Re: алюминий и термообработка
Первоначально Послано zapster
Сварить и забыть.
 .
.Если только он не держит линкор.
…зап!
Какой смысл проектировать и проектировать раму определенной прочности, если сварные швы становятся слабее после сварки без повторной термообработки?
Согласно имеющейся у меня здесь информации, сталь 6061-T6 перед сваркой имеет средний предел прочности на растяжение 45 000 фунтов на квадратный дюйм, средний предел текучести 40 000 фунтов на квадратный дюйм и относительное удлинение 12%. После сварки он имеет среднее растяжение 30 000 фунтов на квадратный дюйм, средний предел текучести 19000 фунтов на квадратный дюйм и относительное удлинение 11%. Присадочный сплав 5356–Голь
Ответить Ответить с цитатой
17.03.2008 #7
Re: алюминий и термообработка
Первоначально Послано Go1lum
Какой смысл проектировать и проектировать раму определенной прочности, если сварные швы становятся слабее после сварки, если не подвергать повторной термообработке?
Я не ученый..
Согласно имеющейся у меня здесь информации, сталь 6061-T6 перед сваркой имеет средний предел прочности на растяжение 45 000 фунтов на квадратный дюйм, средний предел текучести 40 000 фунтов на квадратный дюйм и относительное удлинение 12%. После сварки он имеет среднее растяжение 30 000 фунтов на квадратный дюйм, средний предел текучести 19000 фунтов на квадратный дюйм и относительное удлинение 11%. Присадочный сплав 5356
После сварки он имеет среднее растяжение 30 000 фунтов на квадратный дюйм, средний предел текучести 19000 фунтов на квадратный дюйм и относительное удлинение 11%. Присадочный сплав 5356Никогда не утверждал, что являюсь..
Я просто делаю то, что делаю, и жду результатов..
Пока все хорошо..
…пап!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить Ответить с цитатой
17.03.2008 #8
Re: алюминий и термообработка
Первоначально Послано Atomik777
Хорошо, на другом форуме, не связанном со сваркой, велосипедном, на самом деле есть огромные дебаты о том, нужно ли повторно нагревать алюминий 6061.

Один парень, изучающий сварку, говорит, что при определенной толщине (1/4-3/8 дюйма) не требуется термическая обработка для восстановления прочности.
Будучи сварщиком-любителем, я всегда был сказано, что алюминий серий 6061 и 7000 нуждается в повторной термообработке после сварки, иначе его первоначальная прочность составляет всего около 20%.0003
Любая помощь от веб-гуру по сварке….
Сварка любого алюминиевого сплава смягчит ЗТВ. Термически обрабатываемые сплавы могут быть повторно закалены путем термической обработки, но первоначальный отпуск сплава оказывает влияние.Термическая обработка алюминиевых сплавов состоит из двух частей. В общих чертах, , сначала выполняется термообработка на твердый раствор, чтобы убедиться, что все легирующие элементы переведены в раствор. Это включает нагрев детали до заданной температуры в течение определенного времени (в зависимости от сплава), а затем закалку. Этот «сверхнасыщенный» сплав нестабилен. Использование повышенных температур позволяет растворить в алюминии больше растворенных веществ, чем это возможно при комнатной температуре, эти растворенные вещества со временем будут осаждаться, что приведет к получению более твердого сплава.
 Некоторые сплавы быстро затвердевают при комнатной температуре (естественное старение), другим могут потребоваться годы, чтобы полностью затвердеть при старении, поэтому они подвергаются искусственному старению (осаждающая термообработка)
Некоторые сплавы быстро затвердевают при комнатной температуре (естественное старение), другим могут потребоваться годы, чтобы полностью затвердеть при старении, поэтому они подвергаются искусственному старению (осаждающая термообработка)Сплавы серий 6*** и 7*** в этом отношении отличаются друг от друга. Сплавы серии 7*** не так легко отжигаются (требуется гораздо больше времени), а также значительно быстрее стареют после сварки. В результате серия 7*** меньше «повреждается» при сварке и лучше восстанавливается, чем серия 6***.
Обычно велосипедные трубки поставляются в «частично состаренном» состоянии. После изготовления каркаса искусственное состаривание завершается. Для трубок 7005 может быть достаточно «естественного старения», хотя некоторые производители трубок рекомендуют искусственное старение. 6061 должен быть как минимум искусственно состарен, многие производители труб рекомендуют термообработку на раствор с последующим искусственным старением. Многое зависит от «качества» используемых трубок.
 Трубы высокого класса имеют толщину стенки, уменьшенную до абсолютного минимума — асимметричное стыковое соединение и т. д. Очевидно, что трубы «более высокого качества» будут более склонны к преждевременному выходу из строя, если будут выполнены неправильные операции сварки/термообработки
Трубы высокого класса имеют толщину стенки, уменьшенную до абсолютного минимума — асимметричное стыковое соединение и т. д. Очевидно, что трубы «более высокого качества» будут более склонны к преждевременному выходу из строя, если будут выполнены неправильные операции сварки/термообработкиЕсли трубка была полностью состарена (скажем, T6) перед сваркой, то в ЗТВ будет содержаться «перестаренная» область, которая не будет реагировать на искусственное старение. Вся деталь сначала должна пройти термообработку раствором
Как и Zap, я также ремонтировал сломанные алюминиевые рамы (таким образом, нарушая все «правила») без каких-либо проблем, некоторые из этих отремонтированных рам все еще остаются прочными 5+ лет спустя . Однако я никому не буду делать такой ремонт, обычно товарищи, которые являются курьерами, принимают и понимают риски (меньше, чем попадание под машину) и не ездят на дорогих велосипедах, которые спроектированы с учетом предела материалов, или мои другие Половина велосипедной рамы изготовлена из ультралайта Easton, была треснута в 3 местах, прежде чем я ее починил.
 Это было спроектировано с небольшим запасом, но предназначено для тяжелых гонок по пересеченной местности. Я бы не стал чинить его для гонщика, но все, для чего она его использует, — это легкая поездка по местному лесу + поскольку я обслуживаю его для нее, я буду замечать любые свежие трещины, прежде чем они разрастутся до такой степени, что отказ неизбежен
Это было спроектировано с небольшим запасом, но предназначено для тяжелых гонок по пересеченной местности. Я бы не стал чинить его для гонщика, но все, для чего она его использует, — это легкая поездка по местному лесу + поскольку я обслуживаю его для нее, я буду замечать любые свежие трещины, прежде чем они разрастутся до такой степени, что отказ неизбеженПопробуйте погуглить “easton + bike”. У них (по крайней мере, раньше) есть открытая политика в отношении методов строительства, информации о термообработке и т. Д. На их веб-сайте – уже несколько лет они не занимаются торговлей велосипедами, поэтому я не знаю, остаются ли они такими же «открытыми». Наверное, стоит попробовать и «Колумб».
Ответить Ответить с цитатой
17.03.2008 #9
Re: алюминий и термообработка
Первоначально Послано Go1lum
Какой смысл проектировать и проектировать раму определенной прочности, если сварные швы становятся слабее после сварки, если не подвергать повторной термообработке?
Многое зависит от потери прочности в сварном шве и ЗТВ, но в действительности абсолютно жесткая конструкция не будет иметь необходимой гибкости или ощущения. На велосипедах велосипед был бы очень жестким, если бы у него не было некоторой гибкости, и некоторые конструкции рамы используют эту гибкость в своих интересах. Потеря прочности также компенсируется складками или лонжеронами рамы геометрической формы. Посмотрите на это так: 2-дюймовая круглая труба имеет меньшую площадь поверхности, чем 2-дюймовая квадратная труба. Таким образом, прочность соединения выше на 2-дюймовом квадратном соединении трубы.
Согласно имеющейся у меня здесь информации, сталь 6061-T6 перед сваркой имеет средний предел прочности на растяжение 45 000 фунтов на квадратный дюйм, средний предел текучести 40 000 фунтов на квадратный дюйм и относительное удлинение 12%. После сварки он имеет среднее растяжение 30 000 фунтов на квадратный дюйм, средний предел текучести 19 000 фунтов на квадратный дюйм и удлинение 11%. Присадочный сплав 5356
После сварки он имеет среднее растяжение 30 000 фунтов на квадратный дюйм, средний предел текучести 19 000 фунтов на квадратный дюйм и удлинение 11%. Присадочный сплав 5356
Что касается общей прочности и жесткости, производители мотоциклов используют тестовых мулов, таких как я, чтобы ездить на мотоциклах и пытаться получить обратную связь от шасси… «чувствовать». Если рама слишком жесткая, слишком большая часть подвески или дороги передается через руль, и поездка становится жесткой, или шасси легко выходит из строя. Слишком слабое ощущение, чтобы смягчить раму, и велосипед может фактически валяться и иметь пружинистую реакцию, когда сама рама разгружает свой изгиб. С другой стороны, мы получаем трещины шасси в рамах мотоциклов, если они неправильно сложены или имеют слишком сильную вибрацию двигателя – 360-градусный порядок зажигания на Honda V4 может это сделать, некоторые Ducati могут это сделать. Итак, длинный ответ, извините. Более мягкие области сварки могут быть полезными, если шасси достаточно прочное, чтобы держаться вместе.
Слишком слабое ощущение, чтобы смягчить раму, и велосипед может фактически валяться и иметь пружинистую реакцию, когда сама рама разгружает свой изгиб. С другой стороны, мы получаем трещины шасси в рамах мотоциклов, если они неправильно сложены или имеют слишком сильную вибрацию двигателя – 360-градусный порядок зажигания на Honda V4 может это сделать, некоторые Ducati могут это сделать. Итак, длинный ответ, извините. Более мягкие области сварки могут быть полезными, если шасси достаточно прочное, чтобы держаться вместе.А потом, после стольких трудов…… вы держите его в руке, и вы смотрите в свою сторону…… и бегун убегает. Оставить вас с призом, гадая, когда вернется бегун.
Ответить Ответить с цитатой
17.
 03.2008
#10
03.2008
#10Re: алюминий и термообработка
Вы, ребята, хотите посмеяться…
Вот нить.
http://www.ecmtb.com/forum/showthrea…1&page=1&pp=20
Ответить Ответить с цитатой
18.03.2008 #11
Re: алюминий и термообработка
Первоначально Послано Atomik777
Ребята, вы хотите посмеяться.
 ..
..Вот нить.
http://www.ecmtb.com/forum/showthrea…1&page=1&pp=20
Я искал часть, где написано “Если это анодированный алюминий, то его нельзя сваривать…” Но Я этого не видел. Хорошо для чтения, если вы сначала отключите свой мозг.А потом, после стольких усилий… у тебя это в руке, и ты смотришь в свою сторону…. и бегун убегает. Оставить вас с призом, гадая, когда вернется бегун.
Ответить Ответить с цитатой
18.03.2008 #12
Re: алюминий и термообработка
Лол.
 .. Просто каждый раз, когда кто-то говорит о сварке рамы… этот парень вздрагивает.
.. Просто каждый раз, когда кто-то говорит о сварке рамы… этот парень вздрагивает.Но я верю, что информация, которую я получил отсюда, может окончательно заставить его заткнуться.
Ответить Ответить с цитатой
17.06.2010 №13
Re: алюминий и термообработка
Первоначально Послано Atomik777
Ребята, вы хотите посмеяться.
