Термообработка сталь 4х5мфс: Сталь марки 4Х5МФС – Металлургическая компания
alexxlab | 19.07.1984 | 0 | Разное
| Марка: 4Х5МФС (заменители: 4Х5МФ1С, 4Х4ВМФС) Класс: Сталь инструментальная штамповая Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 5950-2000 , ГОСТ 2590-2006, ГОСТ 2591-2006. Калиброванный пруток ГОСТ 5950-2000 , ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 5950-2000 , ГОСТ 14955-77. Полоса ГОСТ 4405-75 . Поковки и кованые заготовки ГОСТ 5950-2000 , ГОСТ 1133-71, ГОСТ 7831-78. Использование в промышленности: мелкие молотовые штампы, крупные (сечением более 200 мм) молотовые и прессовые вставки при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного и массового производства, пресс-формы литья под давлением алюминиевых, а также цинковых и магниевых сплавов. | ||||||
| Химический состав в % стали 4Х5МФС | ||
| C | 0,32 — 0,4 | |
| Si | 0,9 — 1,2 | |
| Mn | 0,2 — 0,5 | |
| Ni | до 0,35 | |
| S | до 0,03 | |
| P | до 0,03 | |
| Cr | 4,5 — 5,5 | |
| Mo | 1,2 — 1,5 | |
| V | 0,3 — 0,5 | |
| Cu | до 0,3 | |
| Fe | ~90 | |
4Х5МФС труба, лента, проволока, лист, круг 4Х5МФС
| Свойства и полезная информация: |
Термообработка: Закалка 1000 — 1020oC, Отпуск 530 — 560oC, Отпуск 500 — 520oC. Температура ковки: ºС: начала 1180, конца 850. Охлаждение замедленное в колодцах. Твердость материала: HB 10 -1 = 241 МПа Температура критических точек: Ac1 = 840 , Ac3(Acm) = 870 , Ar3(Arcm) = 810 , Ar1 = 735 , Mn = 300 |
| Твердость стали 4Х5МФС после термообработки | |||
| Состояние поставки, режимы термообработки | HRC∂ (НВ) | ||
| Прутки и полосы отожженные или высокоотпущенные Образцы. Закалка 1000-1020 ºС, масло. Отпуск 550 ºС Подогрев 700-750 ºС. Закалка 1000-1020 ºС, масло. Отпуск 530-560 ºС. Отпуск 500-520 ºС (режим окончательной термообработки) | До (241) Св. 48 49-51 | ||
| Механические свойства стали 4Х5МФС в зависимости от температуры испытания | ||||||
| Температура испытания, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | HRC∂ |
Закалка 1000 ºС , масло. Отпуск 560 ºС, 2 ч Отпуск 560 ºС, 2 ч | ||||||
| 20 300 400 500 550 | 1570 1320 1270 1130 1160 | 1710 1540 1470 1370 1290 | 12 12 12 10 12 | 54 48 49 52 50 | 51 61 62 55 50 | 50 50 52 47 44 |
| Механические свойства стали 4Х5МФС в зависимости от температуры отпуска | ||||||
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | HRC∂ |
| Закалка 1000 ºС, масло. Выдержка при отпуске 2 ч | ||||||
| 500 550 600 650 | 1420 — 1350 960 | 1720 1670 1490 1080 | 12 10 13 15 | 45 50 53 60 | 49 56 59 79 | 50 48 45 34 |
| Ударная вязкость стали 4Х5МФС KCU, (Дж/см2) | |||
| Т= +20 °С | Т= -40 °С | Т= -70 °С | Термообработка |
| 29 | 20 | 10 | Закалка, отпуск 600 °С |
| Теплостойкость | ||
| Температура, °С | Время, ч | HRC∂ |
| 590 | 2 | 47 |
| Физические свойства стали 4Х5МФС | ||||||
| T (Град) | E 10— 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 29 | 7750 | 480 | |||
| 100 | 30 | 7724 | ||||
| 200 | 30 | 7697 | ||||
| 300 | 31 | 7670 | ||||
| 400 | 33 | 7641 | ||||
| 500 | 31 | 7600 | ||||
| 600 | 30 | 7573 | ||||
| 700 | 28 | 7546 | ||||
| 800 | 26 | 7520 | ||||
| 900 | 27 | 7495 | ||||
| Краткие обозначения: | ||||
| σв | — временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | — относительная осадка при появлении первой трещины, % | |
| σ0,05 | — предел упругости, МПа | Jк | — предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | — предел текучести условный, МПа | σизг | — предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | — относительное удлинение после разрыва, % | σ-1 | — предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | — предел текучести при сжатии, МПа | J-1 | — предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | — относительный сдвиг, % | n | — количество циклов нагружения | |
| sв | — предел кратковременной прочности, МПа | R и ρ | — удельное электросопротивление, Ом·м | |
| ψ | — относительное сужение, % | E | — модуль упругости нормальный, ГПа | |
| KCU и KCV | — ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | — температура, при которой получены свойства, Град | |
| sT | — предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | — коэффициент теплопроводности (теплоХотСтилость материала), Вт/(м·°С) | |
| HB | — твердость по Бринеллю | C | — удельная теплоХотСтилость материала (диапазон 20o — T ), [Дж/(кг·град)] | |
| HV | — твердость по Виккерсу | pn и r | — плотность кг/м3 | |
| HRCэ | — твердость по Роквеллу, шкала С | а | — коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С | |
| HRB | — твердость по Роквеллу, шкала В | σtТ | — предел длительной прочности, МПа | |
| HSD | — твердость по Шору | G | — модуль упругости при сдвиге кручением, ГПа | |
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ |
Сталь 4Х5МФС расшифровка, характеристики, применение, химический состав, термообработка, твердость, аналоги, заменители, механические и физические свойства
Содержание
- 1 Расшифровка
- 2 Стали заменитель
- 3 Импортные аналоги [1]
- 4 Вид поставки
- 5 Характеристики [2, 3]
- 6 Применение
- 7 Температура критических точек, °С [4]
- 8 Химический состав (ГОСТ 5950-2000)
- 9 Температуры отжига и высокого отпуска стали 4Х5МФС [4]
- 10 Режимы окончательной термической обработки (зкалка, отпуск) штампового инструмента из стали 4Х5МФС для горячего деформирования [4]
- 11 Температуры отжига с непрерывным охлаждением, изотермического отжига, высокого отпуска и твердость (HB) штамповой стали 4Х5МФС после этих видов термической обработки [3]
- 12 Режимы закалки и отпуска деталей штампового инструмента горячего деформирования, величина зерна и твердость после окончательной термической обработки [3]
- 13 Режимы азотирования штампового инструмента из стали 4Х5МФС [4]
- 14 Режимы цианирования штампового инструмента из стали 4Х5МФС [4]
- 15 Твердость стали после термообработки (ГОСТ 5950-73) [5]
- 16 Твердость в состоянии поставки металлопродукции из стали 4Х5МФС, предназначенной для холодной механической обработки (ГОСТ 5950-2000)
- 17 Твердость образцов металлопродукции из стали 4Х5МФС после закалки и закалки с отпуском (ГОСТ 5950-2000)
- 18 Твердость после закалки (ГОСТ 5950-2000)
- 19 Механические свойства в зависимости от температуры испытания [5]
- 20 Механические свойства в зависимости от температуры отпуска [5]
- 21 Ударная вязкость KCU
- 22 Технологические свойства [5]
- 23 Теплостойкость [6]
- 24 Плотность ρп кг/см3 при температуре испытаний, °С
- 25 Коэффициент теплопроводности λ Вт/(м*К)
- 26 Удельное электросопротивление ρ нОм*м
- 27 Библиографический список
- 28 Узнать еще
Расшифровка
- Согласно ГОСТ 5950-2000 цифра перед буквенным обозначение указывает массовую долю углерода в десятых долях процента, т.
 е. массовая доля углерода в стали примерно равна 0,4%.
е. массовая доля углерода в стали примерно равна 0,4%. - Буква Х в обозначении стали указывает, что сталь легирована хромом. Цифра 5 за буквой означает, что массовая доля этого легирующего элемента примерно равна 5%.
- Буква М в обозначении стали указывает, что сталь легирована молибденом. Отсутствие за буквой цифр означает, что массовая доля этого легирующего элемента примерно равна 1%.
- Буква Ф в обозначении стали указывает, что сталь легирована ванадием. Отсутствие за буквой цифр означает, что массовая доля этого легирующего элемента примерно равна 1%.
- Буква C в обозначении стали указывает, что сталь легирована кремнием. Отсутствие за буквой цифр означает, что массовая доля этого легирующего элемента примерно равна 1%.
Стали заменитель
Стали 4Х5МФ1С, 4Х4ВМФС.
Импортные аналоги [1]
| Марка стали | Стандарт |
| 19552 (Чехия/Словакия) | (CSN 419552) |
| 2343 (Великобритания) | GB-03 |
| BH 11 (Великобритания) | B. S. 4659 S. 4659 |
| 39VSiMoCr52 (Румыния) | STAS 3611 |
| 4Cr5MoSiV (Китай) | GB 1299-85 |
| 6437 (США) | AMS |
| h21 (США) | AISI, SAE J 4386 |
| F.520.G (Испания) | |
| X37CrMoV51 (Испания) | UNE 36072 (75) |
| GX38CrMoV5-1 (Германия) | DIN 17350 |
| X38CrMoV5-1 (Германия) | DIN 17350 |
| без марки (Финляндия) | SFS900, SFS913 |
| ORVAR 1 (Швеция) | S-7 |
| SKD 6 (Япония) | JIS G 1404 |
| VAL 104 (Италия) | I-09 |
| VPS 1 (Бразилия) | Villares |
| WCL (Польша) | PN/H 85021 |
| X37CrMoV5-1 (Евронормы) | EN 96-79 |
| X38CrMoV5 (Франция) | AFRON NF NF A35-590 (92) |
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 5950-73, ГОСТ 2590-88, ГОСТ 2591-88.

- Калиброванный пруток ГОСТ 5950-73, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 5950-73, ГОСТ 14955-77.
- Полоса ГОСТ 4405-75.
- Поковки и кованые заготовки ГОСТ 5950-73, ГОСТ 1133-71.
Характеристики [2, 3]
Сталь марки 4Х5МФС относится к легированным теплостойким инструментальным штамповым сталям деформирующим металл в горяем состоянии. Теплостойкость стали 4Х5МФС (для твердости 45 HRC) составляет 590-610 °C.
Сталь 4Х5МФС является одной из основных для разнообразных штампов деформирования стали и цветных металлов и для форм литья под давлением алюминиевых и магниевых сплавов диаметром (стороной) до 70-80 мм.
Разгаростойкость этой стали значительно лучше, чем у широко применявшейся ранее вольфрамовой стали 3Х2В8Ф. Кроме того, из за влияния повышенного содержания хрома, взаимодействие с заливаемым металлом и растворимость в нем у стали 4Х5МФС меньше, чем у более легированной стали ЗХ2В8Ф. Соответственно и стойкость форм из стали 4Х5МФС в 1,5-2 раза выше.
Сталь марки 4Х5МФС по свойствам и назначению близка к стали марки 4Х5В2ФС; однако благодаря повышенным сопротивлению хрупкому разрушению, разгаростойкости и прокаливаемости её целесообразно применять для изготовления более крупного и сложного прессового инструмента, работающего в условиях интенсивного охлаждения (пуансоны, матрицы, вставки, прессформы).
Крупные формы для литья под давлением алюминиевых и цинковых сплавов из стали 4Х5МФС закаливают от температуры на 20-30 °C ниже принятой. Рекомендуется ступенчатая закалка, охлаждение в соляной ванне в области температур максимальной устойчивости аустенита, далее на спокойном воздухе.
Применение
- мелкие молотовые штампы,
- крупные (толщиной или диаметром более 200 мм) молотовые и прессовые вставки при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного и массового производства,
- пресс-формы литья под давлением алюминиевых, а также цинковых и магниевых сплавов.

Температура критических точек, °С [4]
| Ас1 | Ас3 (Аcm) | Ar3 (Arm) | Ar1 | Мн | Мк |
| 840 | 870 | 810 | 735 | 300 | 110 |
Химический состав (ГОСТ 5950-2000)
| Марка стали | Массовая дата элемента. % | |||||||
| углерода | кремния | марганца | хрома | вольфрама | ванадия | молибдена | никеля | |
| Группа II | ||||||||
| 4Х5МФС | 0,32-0,40 | 0,90-1,20 | 0,20-0,50 | 4,50-5,50 | — | 0,30-0,50 | 1,20-1,50 | — |
ПРИМЕЧАНИЕ:
Группа II — означает, что металлопродукция предназначена для изготовления инструмента, используемого в дальнейшем у потребителя для обработки металлов давлением при температурах выше 300 °С;
Температуры отжига и высокого отпуска стали 4Х5МФС [4]
| Отжиг | Изотермический отжиг | Высокий отпуск | ||||
| температура нагрева, °C | твердость HB | температура, °C | твердость HB, не более | температура нагрева, °C | твердость HB, не более | |
| нагрева | изотермической выдержки | |||||
| 830-850 | 207-255 | 830-850 | 660-680 | 241 | 730-760 | 269 |
Режимы окончательной термической обработки (зкалка, отпуск) штампового инструмента из стали 4Х5МФС для горячего деформирования [4]
| 3акалка | Отпуск | ||||||
| температура подогрева, °C | температура окончательного нагрева, °C | способ охлаждения** | твердость HRC | температура нагрева, °C | твердость | ||
| диаметр отпечатка, мм | HB | HRC | |||||
| 840-860 | 1000-1020 | I, II | 50-55 | 520-550 550-570 570-590 590-620 | 2,6-2,70 2,7-2,85 2,85-3,00 2,95-3,15 | 514-545 461-514 415-461 375-429 | 52-55 48-52 44-48 40-45 |
**Способы охлаждения:
- I — подстуживание на воздухе до 900-950 °C, затем охлаждение в масле до 200-230 °C, далее на воздухе;
- II — подстуживание на воздухе до 900-950 °C, затем охлаждение в смеси расплавленных солей при температуре 450-500 °C с выдержкой до полного выравнивания температуры по сечению, после чего охлаждение в масле до 200-230 °C и далее на воздухе;
Температуры отжига с непрерывным охлаждением, изотермического отжига, высокого отпуска и твердость (HB) штамповой стали 4Х5МФС после этих видов термической обработки [3]
| Изотермический отжиг | Отжиг с непрерывным охлаждением | Высокий отпуск | ||||
| Температура, °C | Твердость HB | Температура нагрева, °C | Твердость HB | Температура нагрева, °C | Твердость HB | |
| нагрева | изотермической выдержки | |||||
| 840-860 | 670-690 | 197-241 | 840-860 | 229-241 | 760-780 | 241-255 |
Режимы закалки и отпуска деталей штампового инструмента горячего деформирования, величина зерна и твердость после окончательной термической обработки [3]
| Закалка | Балл зерна | Твердость HRC | Отпуск | ||
| Температура, °C | Температура нагрева, °C | Твердость HRC | |||
| подогрева | окончательного нагрева | ||||
| 700-750 | 1000-1020 | 10 | 50-52 | 530-560 | 47-49 |
Режимы азотирования штампового инструмента из стали 4Х5МФС [4]
| Марка стали | Температура, °C | Продолжительность, ч | Среда | Диффузионный слой | |
| глубина, мм | микротвердость, кгс/мм2 | ||||
| 4Х5МФС | 530-550 | 12-20 | Аммиак (α = 30-60%) | 0,15-0,20 | 960-550 |
Режимы цианирования штампового инструмента из стали 4Х5МФС [4]
| Температура, °C | Продолжительность, ч | Диффузионный слой | |
| глубина | микротвердость, кгс/мм2 | ||
| В расплаве 50% KCN+50% NaCN | |||
| 560 | 2 | 0,06 | 710-600 |
| В смеси саратовского газа и аммиака | |||
| 580 | 8 | 0,23-0,27 | 900-660 |
Твердость стали после термообработки (ГОСТ 5950-73) [5]
| Состояние поставки | Твердость НВ, HRCэ |
| Пруток и полоса отожженные или высокоотпущенные | До НВ 241 |
Образцы. Закалка с 1000-1020 °С в масле; отпуск при 550 °С | Св. 48 |
| Подогрев 700-750 °С. Закалка с 1000-1020 °С в масле; отпуск при 530-560 °С, отпуск при 500-520 °С (окончательная термообработка) | 49-51 |
Твердость в состоянии поставки металлопродукции из стали 4Х5МФС, предназначенной для холодной механической обработки (ГОСТ 5950-2000)
| Марка стали | Твердость НВ, не более | Диаметр отпечатка, мм, не менее |
| 4Х5МФС | 241 | 3,9 |
Твердость образцов металлопродукции из стали 4Х5МФС после закалки и закалки с отпуском (ГОСТ 5950-2000)
| Марка стали | Температура, °С, и среда закалки образцов | Температура отпуска, °С | Твердость HRCэ (HRC), не менее |
| 4Х5МФС | 1010-1030, масло | 550 | 48 (47) |
Твердость после закалки (ГОСТ 5950-2000)
| Марка стали | Температура, °С, и среда закалки образцов | Твердость HRCэ (HRC), не менее |
| 4Х5МФС | 1000-1020, масло | 51 (50) |
Механические свойства в зависимости от температуры испытания [5]
tисп. , °С , °С | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 | Твердость HRCэ |
| 20 | 1570 | 1710 | 12 | 54 | 51 | 50 |
| 300 | 1320 | 1540 | 12 | 48 | 61 | 50 |
| 400 | 1270 | 1470 | 12 | 49 | 62 | 52 |
| 500 | 1130 | 1370 | 10 | 52 | 55 | 47 |
| 550 | 1160 | 1290 | 12 | 50 | 50 | 44 |
ПРИМЕЧАНИЕ. Закалка с 1000 °С в масле; отпуск при 560 °С 2 ч
Механические свойства в зависимости от температуры отпуска [5]
| tотп., °С | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 | Твердость HRCэ |
| 500 | 1420 | 1720 | 12 | 45 | 49 | 50 |
| 550 | — | 1670 | 10 | 50 | 56 | 48 |
| 600 | 1350 | 1490 | 13 | 53 | 59 | 45 |
| 650 | 960 | 1080 | 15 | 60 | 79 | 34 |
ПРИМЕЧАНИЕ. Закалка с 1000 °С в масле; выдержка при отпуске 2 ч.
Закалка с 1000 °С в масле; выдержка при отпуске 2 ч.
Ударная вязкость KCU
| Термообработка | KCU, Дж/см2 , при температуре, °С | ||
| +20 | -40 | -70 | |
| Закалка; отпуск при 600 °С | 29 | 20 | 10 |
Технологические свойства [5]
Температура ковки, °С: начала 1180, конца 850. Охлаждение замедленное в колодцах.
Теплостойкость [6]
| Температура, °С | Время, ч | Твердость HRCэ |
| 590 | 2 | 47 |
Плотность ρ
п кг/см3 при температуре испытаний, °С| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 4Х5МФС | 7750 | 7724 | 7697 | 7670 | 7641 | 7600 | 7573 | 7546 | 7520 | 7495 |
Коэффициент теплопроводности λ Вт/(м*К)
| Марка Стали | λ Вт/(м*К), при температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| 4Х5МФС | 29 | 30 | 30 | 31 | 33 | 31 | 30 | 28 | 28 | 27 |
Удельное электросопротивление ρ нОм*м
| марка стали | ρ нОм*м, при температуре испытаний, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 4Х5МФС | 480 | — | — | — | — | — | — | — | — | — |
Библиографический список
- Шишков М.
 М. Марочник сталей и сплавов — 2000 г.
М. Марочник сталей и сплавов — 2000 г. - Геллер Ю.А. Инструментальные стали — 1983 г., Гуляев А.П. Металловедение. 1986г.
- Лахтин Ю.М., Рахштадта А.Г. Термическая обработка в машиностроении. Справочник-1980 г.
- Тылкин М.А. Справочник термиста ремонтной службы — 1981 г.
- Позняк Л.А. Инструментальные стали: Справочник. — М.: Металлургия, 1977. — 210 с.
- Экономнолегированные штамповые стали для формообразующих деталей пресс-форм литья под давлением цветных сплавов / ЗПКТИ. — Запорожье: ОНТЭИ, 1978. — 66 с.
- Позняк Л.А. Инструментальные стали: Справочник. — М.: Металлургия, 1977. — 210 с.
Характеристики, расшифровка и аналоги марки
- Главная
 org/ListItem”>
Справочник
org/ListItem”>
Справочник
- Марки сталей
- 4Х5МФС
Все профилиКругПолоса
Все размеры500305701401601660х61080х61010142012015019020021040507050х50090х500455580х500110х610100110240180280550181701301252090х61090х365х31590х245х31555х270х610
| Фото | Профиль | Марка стали | Размер, мм | Наличие, тн | Цена, ₽ | Заказ |
|---|---|---|---|---|---|---|
| Круг | 4Х5МФС | 10 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 100 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 110 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 110х610 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 12 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 14 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 16 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 18 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 20 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 30 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 40 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 45 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 50 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 55 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 120 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 130 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 140 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 150 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 160 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 170 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 180 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 190 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 200 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 210 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 240 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 280 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 500 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 50х500 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 520 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 550 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 55х270х610 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 60х610 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 70 | По запросу | По запросу | Заказать | |
| Круг | 4Х5МФС | 570 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 80х500 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 80х610 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 90х245х315 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 90х365х315 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 90х500 | По запросу | По запросу | Заказать | |
| Полоса | 4Х5МФС | 90х610 | По запросу | По запросу | Заказать |
Показать все
Характеристики стали 4Х5МФС
Данный материал представляет собой инструментальную штамповую сталь. Это высококачественный сплав наиболее чистый по содержанию в своем составе фосфора, серы и различных примесей других веществ. Что делает сталь марки 4Х5МФС более устойчивой к механическим повреждениям и ударным нагрузкам.
Это высококачественный сплав наиболее чистый по содержанию в своем составе фосфора, серы и различных примесей других веществ. Что делает сталь марки 4Х5МФС более устойчивой к механическим повреждениям и ударным нагрузкам.
Из этого сплава поставляют сортовой и фасонный прокат, шлифованные и калиброванные прутки, серебрянки, стальные полосы, а также кованые заготовки и поковки. Российскими аналогами данного материала являются стали 4Х5МФ1С и 4Х4ВМФС.
Изделия, в производстве которых участвует сталь 4Х5МФС, активно используют в современной промышленности. Здесь они представлены в виде:
- пресс-форм для литья алюминиевых, магниевых и цинковых сплавов;
- крупных прессовых и молотовых вставок,
- мелких молотовых штампов.
Точный химический состав стали марки 4Х5МФС
Эксплуатационные условия изделий из этого сплава, а также точный химический состав материала прописаны в нормативах ГОСТ 5950-2000. В состав сплава входит 10 веществ. Основными являются: хром, молибден, кремний и ванадий. К второстепенным относятся:
В состав сплава входит 10 веществ. Основными являются: хром, молибден, кремний и ванадий. К второстепенным относятся:
- Марганец
- Углерод
- Никель
- Медь
- Сера
- Фосфор
Точное процентное соотношение всех составляющих указано в таблице ниже и на диаграмме.
|
Cr |
Mo |
Si |
V |
Mn |
C |
Ni |
Cu |
S |
P |
|
от 4,5 до 5,5 |
от 1,2 до 1,5 |
0,9 – 1,2 |
0,3 – 0,5 |
от 0,2 до 0,5 |
0,32 – 0,4 |
менее 0,4 |
меньше 0,3 |
до 0,03 |
менее 0,03 |
Свойства сплава 4Х5МФС
Как и любая сталь, марка 4Х5МФС подвергается обязательной термической обработке. Эта процедура проводится для улучшения технических и механических свойств материала.
Эта процедура проводится для улучшения технических и механических свойств материала.
Проходит она в несколько этапов. Прежде всего, в ходе термообработки сталь закаливают при температуре +1020oC. Далее ее отпускают при +560oC, и наконец, повторный отпуск при показании термометра 520oC выше 0oC.
Начальной температурой ковки для этого сплава является +1180oC, конечной – 850oC. Затем следует замедленное охлаждение в специальных колодцах.
Температура критических точек достигается при следующих параметрах:
- Ac1 = 840o
- Ac3(Acm) = 870o
- Ar3(Arcm) = 810o
- Ar1 = 735o
- Mn = 300o
После закалки материал приобретает повышенные показатели прочности и твердости. Твердость сплава по Бринеллю составляет 10 -1 = 241 МПа.
Показатели твердости некоторых изделий, выпущенных из стали марки 4Х5МФС
После специальной термической обработки детали из стали марки 4Х5МФС приобретают отличные показатели твердости.
Отожженные или высокоотпущенные стальные прутки и полосы приобретают твердость по Бринеллю в 240 единиц. Закаленные в масле и отпущенные образцы по этому же параметру имеют показатель в 48 МПа. В дополнительный подогрев, закалка в масле и двойной отпуск повышают эти цифры до 49-51 МПа.
Сталь 4Х5МФС — Расшифровка
|
Марка стали |
Вид поставки Прутки и полосы – ГОСТ 5950–2000. |
|||||||||||||||||||||||||||||||||||||||||||||
|
4Х5МФС |
||||||||||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, % по ГОСТ 5950–2000 |
Температура критических точек, ºС |
|||||||||||||||||||||||||||||||||||||||||||||
|
C |
Si |
Mn |
S |
P |
Cr |
Mo |
V |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
Мн |
Мк |
|||||||||||||||||||||||||||||||||
|
0,32– 0,40 |
0,90–1,20 |
0,20–0,50 |
≤ 0,030 |
≤ 0,030 |
4,50– 5,50 |
1,20– 1,50 |
0,30– 0,50 |
840 |
870 |
735 |
810 |
300 |
110 |
|||||||||||||||||||||||||||||||||
|
Механические свойства при комнатной температуре |
||||||||||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение, мм |
σ0,2, Н/мм2 |
σВ, Н/мм2 |
δ, % |
Ψ, % |
KCU, Дж/см2 |
HRC |
НВ |
|||||||||||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая среда |
не менее |
|||||||||||||||||||||||||||||||||||||||||||
|
ГОСТ 5950–2000 |
Отжиг |
840–860 |
С печью 40- 50ºС/ч до 600 ºС, далее на воздухе |
≤ 241 |
||||||||||||||||||||||||||||||||||||||||||
|
Закалка Отпуск |
1020 550 |
Масло Воздух |
≥ 47 |
|||||||||||||||||||||||||||||||||||||||||||
|
Закалка |
1000–1020 |
Масло |
≥ 50 |
|||||||||||||||||||||||||||||||||||||||||||
|
Назначение. |
||||||||||||||||||||||||||||||||||||||||||||||
|
Предел выносливости, Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2, при t, ºС |
Термообработка |
|||||||||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 40 |
– 70 |
– 80 |
|||||||||||||||||||||||||||||||||||||||
|
29 |
– |
– |
20 |
10 |
– |
Закалка 1020 ºС, отпуск 600 ºС |
||||||||||||||||||||||||||||||||||||||||
|
Теплостойкость |
Шлифуемость |
Критический диаметр, мм, при закалке |
||||||||||||||||||||||||||||||||||||||||||||
|
В воде |
В масле |
В селитре |
На воздухе |
|||||||||||||||||||||||||||||||||||||||||||
|
46 HRC, 590 ºС, 2 ч |
||||||||||||||||||||||||||||||||||||||||||||||
|
Технологические характеристики |
||||||||||||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных |
|||||||||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный интервал ковки, ºС |
из слитков |
из заготовок |
|||||||||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения |
|||||||||||||||||||||||||||||||||||||||||||
|
Слиток |
1180–850 |
Замедленное в колодце |
||||||||||||||||||||||||||||||||||||||||||||
|
Заготовка |
||||||||||||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность |
||||||||||||||||||||||||||||||||||||||||||||
|
Не применяется для сварных конструкций. |
В отожженном состоянии при ≤ 241 НВ К√ = 0,7 (твердый сплав), К√ = 0,55 (быстрорежущая сталь) |
Мало чувствительна |
||||||||||||||||||||||||||||||||||||||||||||
|
Склонность к отпускной хрупкости |
||||||||||||||||||||||||||||||||||||||||||||||
|
Не склонна |
||||||||||||||||||||||||||||||||||||||||||||||
 Для мелких молотовых штампов, крупных (толщиной или диаметром более 200 мм) молотовых и прессовых вставок при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного массового производства.
Для мелких молотовых штампов, крупных (толщиной или диаметром более 200 мм) молотовых и прессовых вставок при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного массового производства.
Другие стали штампованные
Продукция на сайте по марке 4Х5МФС
Оставьте заявку и получитеактуальные цены и сроки поставки Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
4Х5МФС :: Металлические материалы: классификация и свойства
Сталь 4Х5МФС ГОСТ 5950-2000
Группа | Массовая доля элемента, % | |||||||
Углерод | Кремний | Марганец | Хром | Вольфрам | Ванадий | Молибден | Никель | |
II | 0,32 – 0,40 | 0,90 – 1,20 | 0,20 – 0,50 | 4,50 – 5,50 | – | 0,30 – 0,50 | 1,20 – 1,50 | – |
II группа – для изготовления инструмента, используемого в основном для обработки металлов давлением при температуре выше 300 °С;
По способу дальнейшей обработки горячекатаную и кованую металлопродукцию подразделяют на подгруппы:
а – для горячей обработки давлением;
б – для
холодной механической обработки (обточки, строжки фрезерования и т. д.)
д.)
По состоянию поверхности металлопродукцию подгруппы б подразделяют на:
О – обычного качества;
П – повышенного качества.
Температура критических точек, °С
Ас1 | Ас3 (Асm) | Ас3 (Аrсm) | Ar1 | Мн |
840 | 870 | 810 | 735 | 300 |
Твердость стал после термообработки
Состояние поставки, режимы термообработки | HRCЭ (НВ) |
Прутки и полосы отожженные или высокоотпущенные Образцы. Подогрев 700 – 750 °С. Закалка 1000 – 1020 °С, масло. Отпуск 530 – 560 °С. Отпуск 500 – 520 °С (режим окончательной термообработки) | До (241) Св. 48 49 – 51 |
 Закалка 1000 –
1020 °С, масло. Отпуск 550 °С
Закалка 1000 –
1020 °С, масло. Отпуск 550 °СМеханические свойства в зависимости от температуры испытания
Температура испытания, °С | σ0,2 | σВ | δ5 | ψ | KCU, Дж/см2 | НВ (HRCЭ) |
МПа | % | |||||
Закалка 1000 °С, масло. | ||||||
20 | 1570 | 1710 | 12 | 54 | 51 | 50 |
300 | 1320 | 1540 | 12 | 48 | 61 | 50 |
400 | 1270 | 1470 | 12 | 49 | 62 | 52 |
500 | 1130 | 1370 | 10 | 52 | 55 | 47 |
550 | 1160 | 1290 | 12 | 50 | 50 | 44 |
 Отпуск 560 °С, 2 ч.
Отпуск 560 °С, 2 ч.Механические свойства в зависимости от температуры отпуска
Температура отпуска, °С | σ0,2 | σВ | δ5 | ψ | KCU, Дж/см2 | НВ (HRCЭ) |
МПа | % | |||||
Закалка 1000 °С, масло. | ||||||
500 | 1420 | 1720 | 12 | 45 | 49 | 50 |
550 | – | 1670 | 10 | 50 | 56 | 48 |
600 | 1350 | 1490 | 13 | 53 | 59 | 45 |
650 | 960 | 1080 | 15 | 60 | 79 | 34 |
 Выдержка при отпуске 2 ч.
Выдержка при отпуске 2 ч.Ударная вязкость KCU, Дж/см2
Температура, °С | Термообработка | ||
+20 | -40 | -70 | |
29 | 20 | 10 | Закалка, отпуск 600 °С |
Теплостойкость
Температура, °С | Время, ч | HRCЭ |
590 | 2 | 47 |
Кривая зависимости твердости по Роквеллу (HRC) от температуры отпуска:
Заменитель –
стали: 4Х5МФ1С, 4Х4ВМФС.
Температура ковки, °С:
начала 1180
конца 850.
Охлаждение замедленное в колодцах.
Применение: для мелких молотовых штампов; крупных (толщиной или диаметром более 200 мм) молотовых и прессовых вставок при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного массового производства.
Сортамент:
кованая круглого и квадратного сечений – ГОСТ 1133-71;
горячекатаная круглого сечения – ГОСТ 2590-88;
горячекатаная квадратного сечения – ГОСТ 2591-88;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75; ГОСТ 8559-75 и ГОСТ 8560-78;
сталь со специальной отделкой поверхности – ГОСТ 14955-77.
Сталь 4Х5МФС / Auremo
Р6М5К5 Р18 Р9М4К8 Р9 45ХНМ 60ХН 75ХСМФ 9Х2 55Х 60ХСМФ 7Х2СМФ 9Х2МФ 60Х2СМФ 75ХМ 90ХМФ 60ХГ 75ХМФ 90ХФ ХВ4Ф 9ХВГ ХВГ 9ХС 9Х1 У10 У12 У7 У10А У12А У7А У8 У8А У9А У9 27Х2Н2М1Ф 4Х5МФС 6ХВ2С 7ХГ2ВМФ Х12 Х12МФ 40Х5МФ 4ХВ2С 5ХВ2С 6ХВГ Х12ВМ Х12Ф1 3Х2В8Ф 4ХМФС 5ХГМ 6ХС 8Х3 Х6ВФ 3Х2Н2МВФ 4Х2НМФ 4Х5МФ1С 5ХНМ 7Х3
Сталь 4Х5МФС
Сталь 4Х5МФС: марочник сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах поставок, заменителях, температуре критических точек, физических, механических, технологических и литейных свойствах для марки — Сталь 4Х5МФС.
Ниже представлена систематизированная информация о назначении, химическом составе, видах поставок, заменителях, температуре критических точек, физических, механических, технологических и литейных свойствах для марки — Сталь 4Х5МФС.
Общие сведения стали 4Х5МФС
| Заменитель марки |
| стали: 4Х5МФ1С, 4Х4ВМФС. |
| Вид поставки |
| Круг 4х5мфс, лист 4х5мфс, сортовой прокат, в том числе фасонный: ГОСТ 5950–73, ГОСТ 2590–71, ГОСТ 2591–71. Калиброванный пруток ГОСТ 5950–73, ГОСТ 7417–75, ГОСТ 8559–75, ГОСТ 8560–78. Шлифованный пруток и серебрянка ГОСТ 5950–73, ГОСТ 14955–77. Полоса ГОСТ 4405–75. Поковки и кованые заготовки ГОСТ 5950–74, ГОСТ 1133–71, ГОСТ 7831–78. |
| Применение |
мелкие молотовые штампы, крупные (сечением более 200 мм) молотовые и прессовые вставки при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного производства, пресс-формы литья под лавлением алюминиевых, а также цинковых и магниевых сплавов. |
Химический состав стали 4Х5МФС
| Химический элемент | % |
| Ванадий (V) | 0.30−0.50 |
| Кремний (Si) | 0.90−1.20 |
| Марганец (Mn) | 0.20−0.50 |
| Медь (Cu), не более | 0.30 |
| Молибден (Mo) | 1.20−1.50 |
| Никель (Ni), не более | 0.35 |
| Сера (S), не более | 0.030 |
| Углерод (C) | 0.32−0.40 |
| Фосфор (P), не более | 0.030 |
| Хром (Cr) | 4.50−5.50 |
Механические свойства стали 4Х5МФС
Механические свойства в зависимости от температуры отпуска
| t отпуска,°С | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HRCэ | ||||||||
Закалка 1000 °C, масло. Выдержка при отпуске 2 ч. | ||||||||||||||
| 500 | 1420 | 1720 | 12 | 45 | 49 | 50 | ||||||||
| 550 | 1670 | 10 | 50 | 56 | 48 | |||||||||
| 600 | 1350 | 1490 | 13 | 53 | 59 | 45 | ||||||||
| 650 | 960 | 1080 | 15 | 60 | 79 | 34 | ||||||||
Механические свойства в зависимости от температуры испытания
| t испытания,°C | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HRCэ | ||||||||
| Закалка 1000 °C, масло. Отпуск 560 °C, 2 ч. | ||||||||||||||
| 20 | 1570 | 1710 | 12 | 54 | 51 | 50 | ||||||||
| 300 | 1320 | 1540 | 12 | 48 | 61 | 50 | ||||||||
| 400 | 1270 | 1470 | 12 | 49 | 62 | 52 | ||||||||
| 500 | 1130 | 1370 | 10 | 52 | 55 | 47 | ||||||||
| 550 | 1160 | 1290 | 12 | 50 | 50 | 44 | ||||||||
Технологические свойства стали 4Х5МФС
| Температура ковки |
Начала 1180, конца 850. Охлаждение замедленное в колодцах. Охлаждение замедленное в колодцах. |
Температура критических точек стали 4Х5МФС
| Критическая точка | °С |
| Ac1 | 840 |
| Ac3 | 870 |
| Ar3 | 810 |
| Ar1 | 735 |
| Mn | 300 |
Ударная вязкость стали 4Х5МФС
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | +20 | -40 | -70 |
| Закалка, отпуск 600 С. | 29 | 20 | 10 |
Твердость стали 4Х5МФС
| Состояние поставки, режим термообработки | HRCэ поверхности | НВ |
| Прутки и полосы отожженные или высокоотпущенные | 241 | |
| Образцы. Закалка 1000−1020 С, масло. Отпуск 550 С. | Св. 48 | |
Подогрев 700−750 С. Закалка 1000−1020 С, масло. Отпуск 530−560 С. Отпуск 500−520 С (режим окончательной термобработки) Закалка 1000−1020 С, масло. Отпуск 530−560 С. Отпуск 500−520 С (режим окончательной термобработки) | 49−51 |
Физические свойства стали 4Х5МФС
| Температура испытания,°С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Плотность стали, pn, кг/м3 | 7750 | 7724 | 7697 | 7670 | 7641 | 7600 | 7573 | 7546 | 7520 | 7495 |
| Коэффициент теплопроводности Вт/(м ·°С) | 29 | 30 | 30 | 31 | 33 | 31 | 30 | 28 | 26 | 27 |
| Уд. электросопротивление (p, НОм · м) | 480 |
Теплостойкость, красностойкость стали 4Х5МФС
Теплостойкость
| Температура,°С | Время, ч | Твердость, HRCэ |
| 590 | 2 | 47 |
Источник: Марочник сталей и сплавов
Источник: www. manual-steel.ru/4H5MFS.html
manual-steel.ru/4H5MFS.html
Сталь 4Х5МФС (4Х5МФСА) / Evek
Сталь 9Х1
Сталь 9Х5ВФ
Сталь 9Г2Ф (ЭИ972)
Сталь 95Х6М3Ф3СТ (ЭК80)
Сталь 90ХФ (9Х1Ф; 9ХФ)
Сталь 8ХФ
Сталь 8Х6НФТ (85Х6НФТ)
Сталь 8Х4В2МФС2 (ЭП761)
Сталь 8Х3
Сталь 8Н1А
Сталь 7ХНМ
Сталь 7ХГ2ВМФ
Сталь 7Х3
Сталь 7Х15ВМФСН (ЧС93)
Сталь 7Н2МФА
Сталь 6ХС (ЭИ325)
Сталь 6ХВГ
Сталь Х12ВМФ
Сталь ХГС
Сталь ХВСГФ
Сталь ХВГ
Сталь ХВ4Ф
Сталь Х9ВМФ
Сталь Х6ВФ (ЭИ808)
Сталь Х12Ф1
Сталь Х12МФ
Сталь 6ХВ2С
Сталь Х12
Сталь Х
Сталь В2Ф
Сталь 9ХФМ
Сталь 9ХС
Сталь 9ХВГ
Сталь 9Х6Ф2АРСТГ (ЭК15)
Сталь 3Х3М3Ф (ЭИ76)
Сталь 4ХМФ
Сталь 4ХМНФС
Сталь 4Х5МФС (4Х5МФСА)
Сталь 4Х5МФ1С (ЭП572)
Сталь 4Х5В2ФС (ЭИ958)
Сталь 4Х4ВМФС (ДИ22)
Сталь 4Х3ВМФ (ЗИ2)
Сталь 4Х2В5МФ (ЭИ959)
Сталь 4ХМФС (40ХСМФ)
Сталь 3Х2МНФ
Сталь 13Х
Сталь 12Х1 (ЭП430)
Сталь 11ХФ (11Х)
Сталь 11Х4В2МФ3С2 (ДИ37)
Сталь 05Х13Н6М2
Сталь 05Х12Н6Д2МФСГТ (ДИ80)
Сталь 6Х7В7ФМ (ЭИ161)
Сталь 4ХС
Сталь 50Х14МФ (ЗИ128)
Сталь 55СМ5ФА
Сталь 55Х7ВСФМ (55Х7ВСМФ)
Сталь 5Х2МНФ (ДИ32)
Сталь 5Х3В3МФС (ДИ23)
Сталь 5ХАНМФ
Сталь 5ХВ2СФ
Сталь 5ХНВ (5ХНВЛ)
Сталь 5ХНВС
Сталь 5ХНМ
Сталь 6Х3МФС (ЭП788)
Сталь 6Х4М2ФС (ДИ55)
Сталь 6Х6В3МФС (ЭП569)
Сталь 6Х6М1Ф
Обозначения
| Название | Значение |
|---|---|
| Обозначение ГОСТ кирилица | 4Х5МФС |
| Обозначение ГОСТ латиница | 4X5MFC |
| Транслит | 4H5MFS |
| По химическим элементам | 4Cr5MoVС |
| Название | Значение |
|---|---|
| Обозначение ГОСТ кирилица | 4Х5МФСА |
| Обозначение ГОСТ латиница | 4X5MFCA |
| Транслит | 4H5MFSA |
| По химическим элементам | 4Cr5MoVС |
Описание
Сталь 4Х5МФС применяется: для производства поковок различных деталей общего машиностроения; пресс-форм для литья под лавлением алюминиевых, а также цинковых и магниевых сплавов; мелких молотовых штампов; крупных (толщиной или диаметром более 200 мм) молотовых и прессовых вставок при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного массового производства.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Сортовой и фасонный прокат | В22 | ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006 |
| Листы и полосы | В33 | ГОСТ 4405-75, TУ 14-131-971-2001 |
| Сортовой и фасонный прокат | В32 | ГОСТ 5950-2000, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, TУ 14-11-245-88 |
| Болванки. Заготовки. Слябы | В31 | ОСТ 24.952.01-89 |
| Обработка металлов давлением. Поковки | В03 | TУ 108.11.917-87 |
Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu | V | Ti | Mo | W |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 5950-2000 | 0.32-0.4 | ≤0.03 | ≤0. 03 03 | 0.2-0.5 | 4.5-5.5 | 0.9-1.2 | ≤0.4 | Остаток | ≤0.3 | 0.3-0.5 | ≤0.03 | 1.2-1.5 | ≤0.2 |
| TУ 108.11.917-87 | 0.32-0.4 | ≤0.01 | ≤0.015 | 0.2-0.4 | 4.8-5.3 | 0.8-1.1 | ≤0.35 | Остаток | ≤0.3 | 0.3-0.5 | – | 1.2-1.5 | – |
Fe – основа.
По ГОСТ 5950-2000 химический состав приведен для стали марки 4Х5МФС.
По ТУ 108.11.917-87 химический состав приведен для стали марки 4Х5МФСА.
Механические свойства
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | y, % | KCU, кДж/м2 | HRC |
|---|---|---|---|---|---|---|---|
| Сортовой прокат. Закалка в масло с 1000-1020 °C + Отпуск при 530-560 °C + Отпуск при 500-520 °C | |||||||
| 10 | – | ≥1480 | ≥1750 | – | – | ≥570 | – |
Сортовой прокат (образцы). Закалка в масло с 1000 °С + Отпуск (выдержка 2 ч) Закалка в масло с 1000 °С + Отпуск (выдержка 2 ч) | |||||||
| – | 500 | ≥1420 | ≥1720 | ≥12 | ≥45 | ≥490 | ≥50 |
| Сортовой прокат (образцы). Закалка в масло с 1000 °С + Отпуск при 560 °С (выдержка 2 ч), охлаждение на воздухе | |||||||
| – | – | ≥1570 | ≥1710 | ≥12 | ≥54 | ≥510 | ≥50 |
| Сортовой прокат (образцы). Закалка в масло с 1000 °С + Отпуск (выдержка 2 ч) | |||||||
| – | 550 | ≥1380 | ≥1670 | ≥10 | ≥50 | ≥560 | ≥48 |
| Сортовой прокат (образцы). Закалка в масло с 1000 °С + Отпуск при 560 °С (выдержка 2 ч), охлаждение на воздухе | |||||||
| – | – | ≥1320 | ≥1540 | ≥12 | ≥48 | ≥610 | ≥50 |
Сортовой прокат (образцы). Закалка в масло с 1000 °С + Отпуск (выдержка 2 ч) Закалка в масло с 1000 °С + Отпуск (выдержка 2 ч) | |||||||
| – | 600 | ≥1350 | ≥1490 | ≥13 | ≥53 | ≥590 | ≥45 |
| Сортовой прокат (образцы). Закалка в масло с 1000 °С + Отпуск при 560 °С (выдержка 2 ч), охлаждение на воздухе | |||||||
| – | – | ≥1270 | ≥1470 | ≥12 | ≥49 | ≥620 | ≥52 |
| Сортовой прокат (образцы). Закалка в масло с 1000 °С + Отпуск (выдержка 2 ч) | |||||||
| – | 650 | ≥960 | ≥1080 | ≥15 | ≥60 | ≥790 | ≥34 |
| Сортовой прокат (образцы). Закалка в масло с 1000 °С + Отпуск при 560 °С (выдержка 2 ч), охлаждение на воздухе | |||||||
| – | – | ≥1130 | ≥1370 | ≥10 | ≥52 | ≥550 | ≥47 |
| – | – | ≥1160 | ≥1290 | ≥12 | ≥50 | ≥500 | ≥44 |
Описание механических обозначений
| Название | Описание |
|---|---|
| sТ|s0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию – 0,2% |
| σB | Предел кратковременной прочности |
| d5 | Относительное удлинение после разрыва |
| y | Относительное сужение |
| KCU | Ударная вязкость |
| HRC | Твёрдость по Роквеллу (индентор алмазный, сфероконический) |
Физические характеристики
| Температура | r, кг/м3 | l, Вт/(м · °С) | R, НОм · м |
|---|---|---|---|
| 0 | 7750 | 29 | 480 |
| 20 | 7750 | 29 | 480 |
| 100 | 7724 | 30 | – |
| 200 | 7697 | 30 | – |
| 300 | 7670 | 31 | – |
| 400 | 7641 | 33 | – |
| 500 | 7600 | 31 | – |
| 600 | 7573 | 30 | – |
| 700 | 7546 | 28 | – |
| 800 | 7520 | 26 | – |
| 900 | 7495 | 27 | – |
Описание физических обозначений
| Название | Описание |
|---|---|
| Е | Модуль нормальной упругости |
| G | Модуль упругости при сдвиге кручением |
| r | Плотность |
| l | Коэффициент теплопроводности |
| R | Уд. электросопротивление электросопротивление |
Технологические свойства
| Название | Значение |
|---|---|
| Температура ковки | Начала – 1180 °C, конца – 850 °C. Охлаждение замедленное в колодцах. |
Сталь 4Х5МФС / Ауремо
R6M5K5 Р18 Р9М4К8 Р9 45ХНМ 60XH 75HSMF 9х2 55X 60ХСМФ 7X2SMF 9X2MF 60Х2СМФ 75ХМ 90HMF 60HG 75ХМФ 90HF HV4F 9ХВГ ХВГ 9ХС 9X1 U10 U12 U7 U10A U12A U7A U8 U8A U9A U9 27Х2Н2М1Ф 4Х5МФС 6ХВ2С 7ХГ2ВМФ Х12 X12MF 40X5MF 4ХВ2С 5ХВ2С 6ХВГ X12VM h22F1 3X2V8F 4ХМФС 5ХГМ 6ХС 8х3 X6VF 3Х2Н2МВФ 4X2НМФ 4X5MF1S 5ХНМ 7Х3
Сталь 4Х5МФС
Сталь 4Х5МФС : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 4Х5МФС.
Общие сведения о стали 4Х5МФС
| Марка-заменитель |
стали: 4Х5МФ1С, 4Х4ВМФС. |
| Вид поставки |
| Круг 4х5мф, лист 4х5мф, сортовой, в том числе фасонный: ГОСТ 5950-73, ГОСТ 2590-71, ГОСТ 2591-71. Пруток калиброванный ГОСТ 5950-73, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Пруток полированный и серебряный ГОСТ 5950-73, ГОСТ 14955-77. Полоса ГОСТ 4405-75. Поковки и кованые заготовки ГОСТ 5950-74, ГОСТ 1133-71, ГОСТ 7831-78. |
| Применение |
| штампы молотковые малые, крупные (сечением более 200 мм) вставки молотковые и прессовые при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного производства, формы для литья алюминия, а также цинковых и магниевых сплавов. |
Химический состав стали 4Х5МФС
| Химический элемент | % |
| Ванадий (V) | 0,30−0,50 |
| Кремний (Si) | 0,90−1,20 |
| Марганец (Mn) | 0,20−0,50 |
| Медь (Cu), не более | 0,30 |
| Молибден (Mo) | 1,20-1,50 |
| Никель (Ni), не более | 0,35 |
| Сера (S), не более | 0,030 |
| Углерод (С) | 0,32−0,40 |
| Фосфор (P), не более | 0,030 |
| Хром (Cr) | 4,50-5,50 |
Механические свойства стали 4Х5МФС
Механические свойства в зависимости от температуры отпуска
| Отпуск t, °С | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | ККУ, Дж/м 2 | HRC e | ||||||||
Закалка 1000°С, масло. Выдержка в отпуске 2 ч. Выдержка в отпуске 2 ч. | ||||||||||||||
| 500 | 1420 | 1720 | 12 | 45 | 49 | 50 | ||||||||
| 550 | 1670 | десять | 50 | 56 | 48 | |||||||||
| 600 | 1350 | 1490 | тринадцать | 53 | 59 | 45 | ||||||||
| 650 | 960 | 1080 | пятнадцать | 60 | 79 | 34 | ||||||||
Механические свойства в зависимости от температуры испытания
| t испытания, °С | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | KCU, Дж/м 2 | HRC и | ||||||||
| Закалка 1000°С, масло. Отпуск 560°С, 2ч. | ||||||||||||||
| 20 | 1570 | 1710 | 12 | 54 | 51 | 50 | ||||||||
| 300 | 1320 | 1540 | 12 | 48 | 61 | 50 | ||||||||
| 400 | 1270 | 1470 | 12 | 49 | 62 | 52 | ||||||||
| 500 | 1130 | 1370 | десять | 52 | 55 | 47 | ||||||||
| 550 | 1160 | 1290 | 12 | 50 | 50 | 44 | ||||||||
Технологические свойства стали 4Х5МФС
| Температура ковки |
Начало охлаждения в колодцах 1180, конец 850. С. С. |
Температура критических точек стали 4X5МФС
| Критическая точка | °С |
| Ас1 | 840 |
| Ас3 | 870 |
| Ar3 | 810 |
| Ar1 | 735 |
| Мн | 300 |
Ударная вязкость стали 4X5МФС
Ударная вязкость, KCU, Дж/см 2
| Состояние поставки, термообработка | +20 | -40 | -70 |
| Закалка, отпуск 600 С. | 29 | 20 | тен |
Твердость стали 4Х5МФС
| Состояние поставки, режим термообработки | HRC e поверхность | HB |
| Отожженные или высокоотпущенные прутки и полосы | 241 | |
Образцы. Закалка 1000-1020 С, масло. Отпуск 550 С. Отпуск 550 С. | ул. 48 | |
| Нагрев 700-750 С. Закалка 1000-1020 С, масло. Отпуск 530-560 С. Отпуск 500-520 С (окончательный режим термообработки) | 49−51 |
Физические свойства стали 4Х5МФС
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Плотность стали, pn, кг/м 3 | 7750 | 7724 | 7697 | 7670 | 7641 | 7600 | 7573 | 7546 | 7520 | 7495 |
| Коэффициент теплопроводности Вт/(м°С) | 29 | тридцать | тридцать | 31 | 33 | 31 | тридцать | 28 | 26 | 27 |
Уд. электрическое сопротивление (p, ном. м) м) | 480 |
Жаростойкость, покраснение стали 4Х5МФС
Жаростойкость
| Температура, °С | Время, ч | Твердость, HRC e |
| 590 | 2 | 47 |
Источник: Марка сталей и сплавов
Источник: www.manual-steel.ru/4H5MFS.html
Термическая обработка стального листа | Leeco Steel, LLC
Переключить навигацию
1.800.621.4366
Язык
Поиск
Поиск
Меню
Учетная запись
Настройки
Язык
Прочность, твердость и другие механические свойства стального листа сильно различаются в зависимости от марки и толщины. Для некоторых применений, таких как навесное оборудование строительного оборудования и строительная инфраструктура, уровни механических свойств должны быть выше, чем те, которые могут быть достигнуты за счет снижения содержания углерода или добавления сплавов.
Для некоторых применений, таких как навесное оборудование строительного оборудования и строительная инфраструктура, уровни механических свойств должны быть выше, чем те, которые могут быть достигнуты за счет снижения содержания углерода или добавления сплавов.
Термическая обработка стали, которая включает интенсивный нагрев с последующим охлаждением, изменяет физические, а иногда и химические свойства стали, что влияет на механические свойства материала.
В этой статье подробно рассматриваются четыре распространенных процесса термообработки:
- Нормализация
- Отжиг
- Закалка и отпуск
- Дисперсионно-твердеющий
Поставщики стальных листов, такие как Leeco ® Steel, обычно имеют в наличии различные марки стали, прошедшие такую обработку.
Механические свойства, улучшенные за счет термической обработки Прежде чем приступить к изучению каждого из этих процессов, важно понять различия между свойствами стального листа, на которые нацелены термические обработки.
Прочность: Нагрузка, которую может выдержать материал, измеряется пределом текучести и пределом прочности на растяжение. Предел текучести — это точка максимального напряжения, при которой материал постоянно меняет форму, а предел прочности — это точка, при которой согнутый материал ломается.
Твердость: Уровень износостойкости материала, обычно измеряемый испытанием на удар по Шарпи.
Прочность: Не путать с прочностью или твердостью. Прочность относится к способности материала поглощать удары, не ломаясь.
Пластичность: Насколько материал может быть растянут до того, как он станет слабым или хрупким, измеряется удлинением – процент увеличения длины материала перед разрывом.
Обрабатываемость: Легкость, с которой материал можно сваривать, сверлить, скреплять болтами или подвергать механической обработке.
Несмотря на то, что в основе каждой из распространенных термических обработок лежит один и тот же процесс интенсивного нагрева и охлаждения, механические свойства изменяются по-разному.
1. Нормализация
Нормализация включает в себя нагрев стального листа до чрезвычайно высокой температуры в печи. Пластину выдерживают при этой температуре в течение достаточного времени — обычно минимум один час на 1 дюйм толщины пластины — и вынимают из печи для охлаждения на воздухе при комнатной температуре.
Во время этого процесса зернистая структура листа изменяется для повышения твердости, пластичности, обрабатываемости и прочности. Благодаря этим свойствам нормализованный лист идеально подходит для конструкционных применений, таких как строительство зданий, мостов или морских сооружений, а также для строительства сосудов под давлением, для которых требуется стальной лист, способный выдерживать высокие уровни нагрузки, а также простой в обработке.
Некоторые сорта листа, которые Leeco обычно поставляет в нормализованном состоянии, включают ASTM A516, A537 и A633, а также API 2H 50. Каждый из этих сортов имеет относительно высокие пределы текучести и предел прочности при растяжении в результате нормализации, детальной обработки. на графике ниже.
на графике ниже.
Марка | Предел текучести | Растяжение |
А516 | 30-38 тысяч фунтов/кв. дюйм | 55-90 тыс.фунтов/кв.дюйм |
А537 | 40-60 тыс.фунтов/кв.дюйм | 65-80 тыс.фунтов/кв.дюйм |
А633 | 42-60 тысяч фунтов/кв. дюйм | 63-100 тыс.фунтов/кв.дюйм |
API 2Н 50 | 47-50 тысяч фунтов/кв. дюйм | 70-90 тыс.фунтов/кв.дюйм |
2. Отжиг
Отжиг, как и нормализация, также включает нагрев стального листа до чрезвычайно высокой температуры в печи. Однако отжиг отличается от нормализации процессом охлаждения. Отжиг имеет более контролируемое охлаждение, чем нормализация, поскольку лист охлаждается в печи при более низкой, ниже критической температуре.
Отжиг имеет более контролируемое охлаждение, чем нормализация, поскольку лист охлаждается в печи при более низкой, ниже критической температуре.
Этот процесс контролируемого нагрева и охлаждения изменяет зернистую структуру листа, повышая пластичность и снижая твердость. Благодаря своей повышенной прочности и пластичности отожженный лист обычно используется в строительных проектах, где важна способность выдерживать большие нагрузки и растягиваться, не становясь хрупкими, например, в мостах.
ASTM A829 4140 — марка, которая может поставляться в отожженном состоянии — обеспечивает более высокую износостойкость, чем конструкционные марки с более низким содержанием углерода, благодаря более высокой прочности на растяжение, как показано в таблице ниже.
Марка | Растяжение |
А829 4140 | 70-140 тыс.фунтов/кв.дюйм |
3.
 Закалка и отпуск
Закалка и отпускВ то время как нормализация и отжиг состоят только из одного периода нагрева и охлаждения, закалка и отпуск состоят из двух частей. Первая часть процесса, известная как закалка, доводит материал до высокой температуры, обычно от 1500 до 1650 градусов по Фаренгейту. Затем пластину быстро охлаждают водой. После закалки материал снова нагревается до температуры ниже критической, обычно от 300 до 700 градусов, и охлаждается на воздухе. Эта часть процесса известна как закалка.
Закалка и отпуск изменяют структуру зерна материала, что приводит к повышению твердости, ударной вязкости и прочности. Эта твердость и ударная вязкость делают закаленный и отпущенный лист идеальным для проектов, где долговечность имеет решающее значение, что обычно включает в себя строительную технику — самосвалы, прицепы, краны — резервуары высокого давления и горнодобывающее оборудование.
Некоторые из наиболее распространенных закаленных и отпущенных марок, хранящихся и продаваемых Leeco, включают ASTM A514, AR400 и AR500. Хотя процесс их термообработки не регулируется, AR400 и AR500 обычно подвергаются закалке и отпуску.
Хотя процесс их термообработки не регулируется, AR400 и AR500 обычно подвергаются закалке и отпуску.
Такие сплавы, как A514, имеют более высокий предел прочности при растяжении и предел текучести благодаря повышенной ударной вязкости и прочности, чем сплавы без термической обработки, такие как ASTM A572, класс 50, что можно увидеть в таблице ниже.
Марка | Предел текучести | Растяжение |
A514 Толщина ≥ 3/4 дюйма | 100 тысяч фунтов на квадратный дюйм | 110-130 тыс.фунтов/кв.дюйм |
A514 толщиной от ≤ ¾” до 2,5” | 100 тысяч фунтов на квадратный дюйм | 110-130 тыс.фунтов/кв.дюйм |
A514 толщиной от 2,5 до 6 дюймов | 90 тысяч фунтов на квадратный дюйм | 100-130 тыс. |
A572 Класс 50 | 50 тысяч фунтов на квадратный дюйм | 65 тысяч фунтов на квадратный дюйм |
 фунтов/кв.дюйм
фунтов/кв.дюйм4. Дисперсионное твердение
Подобно закалке и отпуску, дисперсионное твердение также включает два периода повторного нагрева и охлаждения стального листа. Сначала пластину нагревают до высокой температуры — от 1000 до 1300 градусов — затем быстро охлаждают. Как только пластина остывает, она проходит процесс, известный как старение, при котором пластина снова нагревается до более низкой, ниже критической температуры и быстро охлаждается.
Дисперсионное твердение повышает прочность листа и может увеличить ударную вязкость. Высокая прочность и обрабатываемость дисперсионно-твердеющего листа делает его широко используемым в приложениях, требующих способности выдерживать высокие нагрузки, таких как самоподъемные установки, строительное оборудование, железнодорожные вагоны, рамы грузовиков, компоненты трубопроводов и судостроение.
Марки дисперсионно-твердеющего твердения, такие как ASTM A710, которые имеются на складах Leeco, имеют высокие предел прочности при растяжении и текучести благодаря измененной структуре зерна, как показано в таблице ниже. Эти свойства помогают A710 выдерживать воздействие агрессивных сред на сталь.
Марка | Предел текучести | Растяжение |
А710 Класс А | 50-85 тыс.фунтов/кв.дюйм | 60-90 тыс.фунтов/кв.дюйм |
A710 класс B | 70 тыс.фунтов/кв.дюйм | 80 тысяч фунтов на квадратный дюйм |
После определения того, требуется ли для проекта термообработанный стальной лист и, если да, то какой марки и обработки требуется, группы по закупкам должны выбрать поставщика для выполнения своего листа. требование. При поиске поставщика стального листа специалисты по закупкам должны учитывать следующие важные факторы:
требование. При поиске поставщика стального листа специалисты по закупкам должны учитывать следующие важные факторы:
- Глубина и широта запасов пластин, чтобы гарантировать, что у поставщика есть нужный вам сорт.
- Близость распределительных центров к месту назначения для сокращения времени транзита и транспортных расходов.
- Система управления качеством, например системы, сертифицированные по стандарту ISO, для обеспечения проверки продукции на соответствие нормативным стандартам.
С 11 полностью укомплектованными складами, стратегически расположенными по всей Северной Америке, Leeco Steel может предоставить вам лист, который вам нужен, когда он вам нужен. Leeco также ISO 9001 сертифицирован и выполняет проверку качества на каждом этапе процесса заказа, чтобы гарантировать, что клиенты получат высококачественные пластины.
Свяжитесь с нами или запросите предложение сегодня, чтобы обсудить ваши потребности в термообработанном стальном листе.
Последние новости
Что такое углеродно-нейтральная сталь?
Прочитай сейчасИспользование технологий для упрощения поиска стальных листов
Прочитай сейчасМетоды обработки стальных листов
Прочитай сейчасLeeco Steel расширяет канадский дистрибьюторский центр
Прочитай сейчас
Есть вопрос?
Мы будем рады ответить на любые ваши вопросы, касающиеся наших запасов, местонахождения или методов ведения бизнеса.
Ищете предложение? Мы рекомендуем вам использовать наш конструктор котировок или отправить запрос на ценовое предложение через нашу форму запроса предложений.
Quote BuilderПодать запрос цен
Методы определения и контроля показателей прочности металлов. Расчетные сопротивления и модули упругости строительных материалов Модуль упругости алюминия кг см2
Развитие металлургии и других смежных областей по изготовлению металлических предметов связано с созданием оружия. Сначала научились плавить цветные металлы, но прочность изделий была сравнительно невысокой. Только с появлением железа и его сплавов началось изучение их свойств.
Первые мечи, чтобы придать им твердость и прочность, были довольно тяжелыми. Воинам приходилось брать их обеими руками, чтобы управлять ими. Со временем появлялись новые сплавы, развивались технологии производства. На смену тяжелому оружию пришли легкие сабли и шпаги. Параллельно создавались инструменты. С повышением прочностных характеристик совершенствовались инструменты и способы производства.
Виды нагрузок
При использовании металлов применяются различные статические и динамические нагрузки. В теории прочности принято определять нагружение следующих видов.
В теории прочности принято определять нагружение следующих видов.
- Сжатие – действующая сила сжимает объект, вызывая уменьшение длины вдоль направления приложения нагрузки. Такую деформацию ощущают станины, опорные поверхности, стеллажи и ряд других конструкций, выдерживающих определенный вес. Мосты и переезды, рамы автомобилей и тракторов, фундаменты и арматура – все эти конструктивные элементы находятся в постоянном сжатии.
- Растяжение – нагрузка стремится удлинить тело в определенном направлении. Подъемно-транспортные машины и механизмы испытывают одинаковые нагрузки при подъеме и переноске грузов.
- Сдвиг и сдвиг – такое нагружение наблюдается в случае действия сил, направленных по одной оси навстречу друг другу. Соединительные элементы (болты, винты, заклепки и другие метизы) испытывают этот вид нагрузки. В конструкции корпусов, металлических каркасов, коробок передач и других узлов механизмов и машин обязательно присутствуют соединительные детали.
 Производительность устройств зависит от их прочности.
Производительность устройств зависит от их прочности.
- Кручение – если на объект действует пара сил, находящихся на определенном расстоянии друг от друга, то возникает крутящий момент. Эти силы имеют тенденцию вызывать деформацию кручения. Аналогичные нагрузки наблюдаются и в редукторах, именно такую нагрузку испытывают валы. Чаще всего несовместимы по стоимости. С течением времени величина действующих сил меняется.
- Изгиб – нагрузка, изменяющая кривизну предметов, считается изгибом. Аналогичным нагрузкам подвергаются мосты, ригели, консоли, подъемно-транспортные механизмы и другие детали.
Понятие о модуле упругости
В середине XVII века исследования материалов начались одновременно в нескольких странах. Самые разные методики по определению прочностных характеристик. Английский исследователь Роберт Гук (1660) сформулировал основные положения закона об удлинении упругих тел в результате приложения нагрузки (закон Гука). Введены понятия:
Введены понятия:
- Напряжение σ, которое в механике измеряется как нагрузка, приложенная к определенной площади (кгс/см², Н/м², Па).
- Модуль упругости Е, определяющий способность твердого тела деформироваться под действием нагрузки (приложения силы в заданном направлении). Единицы измерения также определены в кгс/см² (Н/м², Па).
Формула закона Гука записывается как ε = σz/E, где:
- ε – относительное удлинение;
- σz — нормальное напряжение.
Демонстрация закона Гука для упругих тел:
Из приведенной выше зависимости значение E для определенного материала находится эмпирически, E = σz/ε.
Модуль упругости – постоянная величина, характеризующая сопротивление тела и его конструкционного материала при нормальном растягивающем или сжимающем нагружении.
В теории прочности принято понятие модуля упругости Юнга. Этот английский исследователь дал более конкретное описание того, как изменяются прочностные характеристики при нормальной нагрузке.
Значения модуля упругости для некоторых материалов приведены в таблице 1.
Таблица 1: Модуль упругости металлов и сплавов
Модуль упругости различных марок стали
Металлурги разработали несколько сотен марок стали. Они имеют разные значения прочности. В таблице 2 приведены характеристики наиболее распространенных сталей.
Таблица 2: Эластичность сталей
| Наименование стали | Значение модуля упругости, 10¹² Па |
| Низкоуглеродистая сталь | 165…180 |
| Сталь 3 | 179…189 |
| Сталь 30 | 194…205 |
| Сталь 45 | 211…223 |
| Сталь 40X | 240…260 |
| 65G | 235…275 |
| х22МФ | 310…320 |
| 9HS, HVG | 275…302 |
| 4X5MFS | 305…315 |
| 3X3M3F | 285…310 |
| Р6М5 | 305…320 |
| R9 | 320…330 |
| R18 | 325…340 |
| R12MF5 | 297…310 |
| У7, У8 | 302…315 |
| У9, У10 | 320…330 |
| У11 | 325…340 |
| У12, У13 | 310…315 |
Видео: Закон Гука, модуль упругости.
Модули прочности
Помимо обычного нагружения, существуют и другие силовые воздействия на материалы.
Модуль сдвига G определяет жесткость. Эта характеристика показывает предельное значение нагрузки для изменения формы объекта.
Объемный модуль K определяет упругие свойства материала при изменении объема. При любой деформации происходит изменение формы предмета.
Коэффициент Пуассона μ определяет изменение отношения относительного сжатия к растяжению. Это значение зависит только от свойств материала.
Для разных сталей значения этих модулей приведены в таблице 3.
Таблица 3: Модули прочности для сталей
| Наименование стали | Модуль упругости Юнга, 10¹² Па | Модуль сдвига G, 10¹² Па | Объемный модуль, 10¹² Па | Коэффициент Пуассона, 10¹² Па |
| Низкоуглеродистая сталь | 165…180 | 87…91 | 45…49 | 154…168 |
| Сталь 3 | 179…189 | 93…102 | 49…52 | 164…172 |
| Сталь 30 | 194…205 | 105…108 | 72…77 | 182…184 |
| Сталь 45 | 211…223 | 115…130 | 76…81 | 192…197 |
| Сталь 40X | 240…260 | 118…125 | 84…87 | 210…218 |
| 65G | 235…275 | 112…124 | 81…85 | 208…214 |
| х22МФ | 310…320 | 143…150 | 94…98 | 285…290 |
| 9HS, HVG | 275…302 | 135…145 | 87…92 | 264…270 |
| 4X5MFS | 305…315 | 147…160 | 96…100 | 291…295 |
| 3X3M3F | 285…310 | 135…150 | 92…97 | 268…273 |
| Р6М5 | 305…320 | 147…151 | 98…102 | 294…300 |
| R9 | 320…330 | 155…162 | 104…110 | 301…312 |
| R18 | 325…340 | 140…149 | 105…108 | 308…318 |
| R12MF5 | 297…310 | 147…152 | 98…102 | 276…280 |
| У7, У8 | 302…315 | 154…160 | 100…106 | 286…294 |
| У9, У10 | 320…330 | 160…165 | 104…112 | 305…311 |
| У11 | 325…340 | 162…170 | 98…104 | 306…314 |
| У12, У13 | 310…315 | 155…160 | 99…106 | 298…304 |
Для остальных материалов значения прочностных характеристик указаны в специальной литературе. Однако в ряде случаев проводятся индивидуальные исследования. Такие исследования особенно актуальны для строительных материалов. На заводах, выпускающих железобетонные изделия, регулярно проводят испытания по определению предельных значений.
Однако в ряде случаев проводятся индивидуальные исследования. Такие исследования особенно актуальны для строительных материалов. На заводах, выпускающих железобетонные изделия, регулярно проводят испытания по определению предельных значений.
Модуль упругости для стали, а также для других материалов
Перед использованием любого материала в строительных работах следует ознакомиться с его физическими характеристиками, чтобы знать, как с ним обращаться, какое механическое воздействие будет для него допустимо и т. д. . Одной из важных характеристик, на которую очень часто обращают внимание, является модуль упругости.
Ниже рассмотрим само понятие, а также это значение применительно к одному из самых популярных материалов в строительстве и ремонтных работах – стали. Эти показатели также будут учитываться для других материалов, для примера.
Модуль упругости – что это такое?
Модуль упругости материала – совокупность физических величин, характеризующих способность твердого тела упруго деформироваться в условиях приложения к нему силы. Обозначается буквой Е. Так будет упоминаться во всех таблицах, которые будут идти дальше в статье.
Обозначается буквой Е. Так будет упоминаться во всех таблицах, которые будут идти дальше в статье.
Нельзя утверждать, что существует только один способ определения значения эластичности. Разные подходы к изучению этой величины привели к тому, что существует сразу несколько разных подходов. Ниже приведены три основных способа расчета показателей этой характеристики для разных материалов:
- Модуль Юнга (Е) описывает сопротивление материала любому растяжению или сжатию при упругой деформации. Вариант Юнга определяется отношением напряжения к деформации сжатия. Обычно его называют просто модулем упругости.
- Модуль сдвига (G), также называемый модулем жесткости. Этот метод выявляет способность материала сопротивляться любому изменению формы, но при условии сохранения ее нормы. Модуль сдвига выражается как отношение напряжения сдвига к деформации сдвига, которая определяется как изменение прямого угла между доступными плоскостями, подверженными сдвиговым напряжениям.
 Модуль сдвига, кстати, является одной из составляющих такого явления, как вязкость.
Модуль сдвига, кстати, является одной из составляющих такого явления, как вязкость. - Объемный модуль (K), также называемый объемным модулем. Этот вариант обозначает способность предмета из любого материала изменять свой объем, если он подвергается всестороннему нормальному напряжению, одинаковому во всех его направлениях. Этот вариант выражается отношением объемного напряжения к относительному объемному сжатию.
- Существуют и другие показатели эластичности, которые измеряются в других величинах и выражаются в других соотношениях. Другими все еще очень известными и популярными вариантами показателей эластичности являются параметры Ламе или коэффициент Пуассона.
Таблица показателей упругости материалов
Прежде чем перейти непосредственно к этой характеристике стали, рассмотрим сначала в качестве примера и дополнительной информации таблицу, содержащую данные об этом значении по отношению к другим материалам. Данные измеряются в МПа.
Модуль упругости различных материалов
Как видно из таблицы выше, это значение различно для разных материалов, более того, показатели отличаются, если учитывать тот или иной вариант расчета этого показателя. Каждый волен выбрать именно тот вариант изучения индикаторов, который ему больше всего подходит. Возможно, предпочтительнее учитывать модуль Юнга, поскольку он чаще используется специально для характеристики конкретного материала в этом отношении. 92.
Каждый волен выбрать именно тот вариант изучения индикаторов, который ему больше всего подходит. Возможно, предпочтительнее учитывать модуль Юнга, поскольку он чаще используется специально для характеристики конкретного материала в этом отношении. 92.
Это общие данные для типов стали и изделий из стали. Каждое значение рассчитано по всем физическим правилам и с учетом всех доступных соотношений, которые используются для получения значений этой характеристики.
Вся общая информация об этой характеристике стали будет дана ниже. Значения будут приведены как в модуле Юнга, так и в модуле сдвига, как в одной единице измерения (МПа), так и в другой (кг/см2, ньютон*м2).
Сталь и несколько разных марок
Значения показателей упругости стали разнятся, так как имеется сразу несколько модулей, которые рассчитываются и рассчитываются по-разному. Можно заметить тот факт, что в принципе показатели не сильно различаются, что свидетельствует в пользу разных исследований эластичности. различные материалы. Но углубляться во все расчеты, формулы и значения не стоит, так как достаточно выбрать определенное значение эластичности, чтобы ориентироваться на него в дальнейшем. 92.
различные материалы. Но углубляться во все расчеты, формулы и значения не стоит, так как достаточно выбрать определенное значение эластичности, чтобы ориентироваться на него в дальнейшем. 92.
Данная информация поможет вам разобраться в самом понятии модуля упругости, а также ознакомиться с основными значениями этой характеристики для стали, изделий из стали, а также для ряда других материалов.
Следует помнить, что показатели модуля упругости различны для разных стальных сплавов и для разных стальных конструкций, содержащих в своем составе другие соединения. Но даже в таких условиях можно заметить тот факт, что показатели не сильно отличаются. Значение модуля упругости стали практически зависит от структуры. а также содержание углерода. Способ горячей или холодной обработки стали также не может сильно повлиять на этот показатель.
станок.гуру
Табл. Значения модулей продольной упругости Е, модулей сдвига G и коэффициентов Пуассона µ (при 20оС).
| |||

tehtab.![]() ru
ru
Значения модуля Юнга и сдвига, коэффициента Пуассона (таблица)
Упругие свойства тел
Ниже приведены справочные таблицы для часто используемых констант; если известны два из них, то этого вполне достаточно для определения упругих свойств однородного изотропного твердого тела.
Модуль Юнга или модуль упругости в дин/см2.
Модуль сдвига или модуль кручения G, дин/см2.
Модуль сжатия или объемный модуль K, дин/см2.
Объем сжимаемости k=1/K/.
Коэффициент Пуассона µ равен отношению поперечного относительного сжатия к продольному относительному растяжению.
Для однородного изотропного твердого материала имеют место следующие соотношения между этими константами:
К = Е/3(1 – 2мк) – (в)
Коэффициент Пуассона положительный, и его значение обычно находится в пределах от 0,25 до 0,5, но в ряде случаев может выходить за эти пределы. Степень совпадения наблюдаемых значений µ и рассчитанных по формуле (б) является показателем изотропности материала.
Таблицы значений модуля Юнга, модуля сдвига и коэффициента Пуассона
Значения, рассчитанные по соотношениям (а), (б), (в), выделены курсивом.
Материал при 18°C | Модуль Юнга E, 1011 дин/см2. | Коэффициент Пуассона µ | ||
Алюминий | ||||
Сталь (1% С) 1) | ||||
Константан 2) | ||||
Манганин | ||||
1) Для стали, содержащей около 1 % С, известно, что константы упругости изменяются при термообработке. 2) 60 % Cu, 40 % Ni. | ||||
Приведенные ниже экспериментальные результаты относятся к обычным лабораторным материалам, в основном к проводам.
Вещество | Модуль Юнга E, 1011 дин/см2. | Модуль сдвига G, 1011 дин/см2. | Коэффициент Пуассона µ | Объемный модуль К, 1011 дин/см2. |
Бронза (66% Cu) | ||||
Нейзильбер1) | ||||
Стеклянная коронка Jena | ||||
Йена бесцветное стекло | ||||
Сварочный аппарат | ||||
Фосфористая бронза2) | ||||
Платиноид3) | ||||
Кварцевые нити (расплав) | ||||
Резина мягкая вулканизированная | ||||
1) 60 % Cu, 15 % Ni, 25 % Zn 2) 92,5 % Cu, 7 % Sn, 0,5 % P 3) Нейзильбер с небольшим количеством вольфрама. | ||||
Вещество | Модуль Юнга E, 1011 дин/см2. | Вещество | Модуль Юнга E, 1011 дин/см2. |
Цинк (чистый) | |||
Красное дерево | |||
Цирконий | |||
Сплав 90 % Pt, 10 % Ir | |||
Дюралюминий | |||
Шелковые нити1 | Тик | ||
Пластик: | |||
термопласт | |||
реактопласт | |||
Вольфрам | |||
1) Быстро уменьшается с ростом нагрузки 2) Обнаруживает заметную упругую усталость | |||
Температурный коэффициент (при 150С) Et=E11 (1-ɑ (t-15)), Gt=G11 (1-ɑ (t-15)) | Сжимаемость k, бар-1 (при 7-110С) | |||
Алюминий | Алюминий | |||
бесцветное стекло | ||||
Немецкое стекло | ||||
Нейзильбер | ||||
Фосфористая бронза | ||||
Кварцевые нити | ||||
infotables. ru
Модуль упругости (модуль Юнга) | мир сварки
Модуль упругости
Модуль упругости (модуль Юнга) Е – характеризует сопротивление материала растяжению/сжатию при упругой деформации, или свойство объекта деформироваться вдоль оси при приложении силы вдоль этой ось; определяется как отношение напряжения к удлинению. Модуль Юнга часто называют просто модулем упругости.
1 кгс/мм2 = 10-6 кгс/м2 = 9,8·106 Н/м2 = 9,8·107 дин/см2 = 9,81·106 Па = 9,81 МПа
| Металлы | ||||
| Алюминий | 6300-7500 | 6180-7360 | 61800-73600 | |
| Отожженный алюминий | 6980 | 6850 | 68500 | |
| Бериллий | 30050 | 29500 | 2 | |
| Бронза | 10600 | 10400 | ||
| Алюминиевая бронза, литье | 10500 | 10300 | ||
| Бронза фосфористая катаная | 11520 | 11300 | 113000 | |
| Ванадий | 13500 | 13250 | 132500 | |
| Ванадий отожженный | 15080 | 14800 | 148000 | |
| Висмут | 3200 | 3140 | 31400 | |
| Литой висмут | 3250 | 3190 | 31900 | |
| Вольфрам | 38100 | 37400 | 374000 | |
| Вольфрам отожженный | 38800-40800 | 34200-40000 | 342000-400000 | |
| Гафний | 14150 | 13900 | 139000 | |
| Дюралюминий | 7000 | 6870 | 68700 | |
| Дюралюминиевый прокат | 7140 | 7000 | 70000 | |
| Кованое железо | 20000-22000 | 19620-21580 | 1 | |
| чугун | 10200-13250 | 10000-13000 | -130000 | |
| Золото | 7000-8500 | 6870-8340 | 68700-83400 | |
| Отожженное золото | 8200 | 8060 | 80600 | |
| Инвар | 14000 | 13730 | 137300 | |
| Индий | 5300 | 5200 | 52000 | |
| Иридий | 5300 | 5200 | 52000 | |
| Кадмий | 5300 | 5200 | 52000 | |
| Литой кадмий | 5090 | 4990 | 49900 | |
| Кобальт отожженный | 19980-21000 | 19600-20600 | 1 | -206000 |
| Константан | 16600 | 16300 | 163000 | |
| Латунь | 8000-10000 | 7850-9810 | 78500- | |
| Судовой прокат латунный | 10000 | 9800 | ||
| Латунь, холоднотянутая | 9100-9890 | 8900-9700 | 89000- | |
| Магний | 4360 | 4280 | 42800 | |
| Манганин | 12600 | 12360 | 123600 | |
| Медь | 13120 | 12870 | 128700 | |
| Деформированная медь | 11420 | 11200 | 112000 | |
| Литая медь | 8360 | 8200 | 82000 | |
| Медный прокат | 11000 | 10800 | 108000 | |
| Холоднотянутая медь | 12950 | 12700 | 127000 | |
| Молибден | 29150 | 28600 | 286000 | |
| Нейзильбер | 11000 | 10790 | 107900 | |
| Никель | 20000-22000 | 19620-21580 | 1 | |
| Никель отожженный | 20600 | 20200 | 202000 | |
| Ниобий | 9080 | 8910 | 89100 | |
| Олово | 4000-5400 | 3920-5300 | 39200-53000 | |
| Оловянное литье | 4140-5980 | 4060-5860 | 40600-58600 | |
| Осмий | 56570 | 55500 | 555000 | |
| Палладий | 10000-14000 | 9810-13730 | -137300 | |
| Палладиевое литье | 11520 | 11300 | 113000 | |
| Платина | 17230 | 16900 | 169000 | |
| Отожженная платина | 14980 | 14700 | 147000 | |
| Отожженный родий | 28030 | 27500 | 275000 | |
| Отожженный рутений | 43000 | 42200 | 422000 | |
| Свинец | 1600 | 1570 | 15700 | |
| Свинцовое литье | 1650 | 1620 | 16200 | |
| Серебро | 8430 | 8270 | 82700 | |
| Отожженное серебро | 8200 | 8050 | 80500 | |
| Инструментальная сталь | 21000-22000 | 20600-21580 | 206000-215800 | |
| Легированная сталь | 21000 | 20600 | 206000 | |
| Специальная сталь | 22000-24000 | 21580-23540 | 215800-235400 | |
| Углеродистая сталь | 19880-20900 | 19500-20500 | 1 | |
| Стальное литье | 17330 | 17000 | 170000 | |
| Тантал | 19000 | 18640 | 186400 | |
| Отожженный тантал | 18960 | 18600 | 186000 | |
| Титан | 11000 | 10800 | 108000 | |
| Хром | 25000 | 24500 | 245000 | |
| Цинк | 8000-10000 | 7850-9810 | 78500- | |
| Цинк прокат | 8360 | 8200 | 82000 | |
| Цинковое литье | 12950 | 12700 | 127000 | |
| Цирконий | 8950 | 8780 | 87800 | |
| Чугун | 7500-8500 | 7360-8340 | 73600-83400 | |
| Чугун белый, серый | 11520-11830 | 11300-11600 | 113000-116000 | |
| Ковкий чугун | 15290 | 15000 | 150000 | |
| пластик | ||||
| Оргстекло | 535 | 525 | 5250 | |
| Целлулоид | 173-194 | 170-190 | 17:00-19:00 | |
| Стекло органическое | 300 | 295 | 2950 | |
| резина | ||||
| Резина | 0,80 | 0,79 | 7,9 | |
| Резина мягкая вулканизированная | 0,15-0,51 | 0,15-0,50 | 1,5-5,0 | |
| Дерево | ||||
| Бамбук | 2000 | 1960 | 19600 | |
| Береза | 1500 | 1470 | 14700 | |
| Бук | 1600 | 1630 | 16300 | |
| Дуб | 1600 | 1630 | 16300 | |
| Ель | 900 | 880 | 8800 | |
| железное дерево | 2400 | 2350 | 32500 | |
| Сосна | 900 | 880 | 8800 | |
| Минералы | ||||
| Кварц | 6800 | 6670 | 66700 | |
| Различные материалы | ||||
| Бетон | 1530-4100 | 1500-4000 | 15000-40000 | |
| Гранит | 3570-5100 | 3500-5000 | 35000-50000 | |
| Известняк плотный | 3570 | 3500 | 35000 | |
| Кварцевая нить (плавкая) | 7440 | 7300 | 73000 | |
| Кетгут | 300 | 295 | 2950 | |
| Лед (при -2 °C) | 300 | 295 | 2950 | |
| Мрамор | 3570-5100 | 3500-5000 | 35000-50000 | |
| Стекло | 5000-7950 | 4900-7800 | 49000-78000 | |
| крона | 7200 | 7060 | 70600 | |
| бесцветное стекло | 5500 | 5400 | 70600 | |
Литература
- Краткий физико-технический справочник.
 Т.1/ Под общ. изд. К.П. Яковлев. Москва: ФИЗМАТГИЗ. 1960. – 446 с.
Т.1/ Под общ. изд. К.П. Яковлев. Москва: ФИЗМАТГИЗ. 1960. – 446 с. - Справочник по сварке цветных металлов / С.М. Гуревич. Киев: Наукова думка. 1981. 680 с.
- Справочник по элементарной физике / Н.Н. Кошкин, М.Г. Ширкевич. М., Наука. 1976. 256 с.
- Таблицы физических величин. Справочник / Под ред. И.К. Кикоин. М., Атомиздат. 1976. 1008 с.
weldworld.com
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА | Энциклопедия «Вокруг света»
Содержание статьи
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ. Когда на металлический образец действует сила или система сил, он реагирует на это изменением своей формы (деформируется). Различные характеристики, определяющие поведение и конечное состояние металлического образца в зависимости от вида и интенсивности сил, называются механическими свойствами металла.
Интенсивность силы, действующей на образец, называется напряжением и измеряется как общая сила, деленная на площадь, на которую она действует. Под деформацией понимают относительное изменение размеров образца, вызванное приложенными напряжениями.
Под деформацией понимают относительное изменение размеров образца, вызванное приложенными напряжениями.
УПРУГАЯ И ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ, РАЗРУШЕНИЕ
Если напряжение, приложенное к металлическому образцу, не слишком велико, то его деформация оказывается упругой – как только снимается напряжение, его форма восстанавливается. Некоторые металлические конструкции намеренно спроектированы таким образом, чтобы они упруго деформировались. Так, пружины обычно требуют достаточно большой упругой деформации. В остальных случаях упругая деформация сводится к минимуму. Мосты, балки, механизмы, устройства делают максимально жесткими. Упругая деформация металлического образца пропорциональна силе или сумме сил, действующих на него. Это выражается законом Гука, согласно которому напряжение равно упругой деформации, умноженной на постоянный коэффициент пропорциональности, называемый модулем упругости: s = eY, где s — напряжение, e — упругая деформация, Y — модуль упругости (модуль Юнга). Модули упругости ряда металлов представлены в табл. один.
Модули упругости ряда металлов представлены в табл. один.
Используя данные этой таблицы, можно рассчитать, например, усилие, необходимое для растяжения стального стержня квадратного сечения со стороной 1 см на 0,1% его длины:
F = YґAґDL/L = 200000 МПа ґ 1 см2ґ0,001 = 20000 Н (= 20 кН)
При приложении к металлическому образцу напряжений, превышающих его предел упругости, они вызывают пластическую (необратимую) деформацию, приводящую к необратимому изменению его формы. Более высокие напряжения могут привести к разрушению материала.
Важнейшим критерием при выборе металлического материала, от которого требуется высокая эластичность, является предел текучести. Лучшие пружинные стали имеют почти такой же модуль упругости, как и самые дешевые строительные стали, но пружинные стали способны выдерживать гораздо большие напряжения, а значит, и гораздо большие упругие деформации без пластической деформации, так как обладают более высоким пределом текучести.
Пластические свойства металлического материала (в отличие от эластичного) можно изменить путем плавления и термической обработки. Таким образом, предел текучести железа аналогичными методами можно увеличить в 50 раз. Чистое железо переходит в состояние текучести уже при напряжениях порядка 40 МПа, тогда как предел текучести сталей, содержащих 0,5% углерода и несколько процентов хрома и никеля, после нагрева до 950°С и закалки может достигать 2000 МПа.
Таким образом, предел текучести железа аналогичными методами можно увеличить в 50 раз. Чистое железо переходит в состояние текучести уже при напряжениях порядка 40 МПа, тогда как предел текучести сталей, содержащих 0,5% углерода и несколько процентов хрома и никеля, после нагрева до 950°С и закалки может достигать 2000 МПа.
Когда металлический материал нагружается сверх предела текучести, он продолжает пластически деформироваться, но по мере развития деформации становится все более твердым, так что для дальнейшего увеличения деформации требуется все большее и большее напряжение. Это явление называется деформацией или механическим упрочнением (и упрочнением). Это можно продемонстрировать, скручивая или многократно сгибая металлическую проволоку. Упрочнение металлических изделий чаще всего проводят на заводах. Листовая латунь, медная проволока, алюминиевые стержни могут быть холоднокатаны или холоднотянуты до твердости, необходимой для конечного продукта.
Растяжка.
Взаимосвязь между напряжением и деформацией для материалов часто исследуется путем проведения испытаний на растяжение, и при этом получается диаграмма деформации – график с деформацией, отложенной по горизонтальной оси, и напряжением, отложенной по вертикальной оси (рис. 1) . Хотя поперечное сечение образца уменьшается (а длина увеличивается) при растяжении, напряжение обычно рассчитывают, относя силу к исходной площади поперечного сечения, а не к уменьшенной, которая давала бы истинное напряжение. При малых деформациях это не имеет большого значения, но при больших деформациях может привести к заметной разнице. На рис. На рис. 1 представлены кривые деформации для двух материалов с разной пластичностью. (Пластичность — это способность материала удлиняться, не разрушаясь, но и не возвращаясь к исходной форме после снятия нагрузки.) Начальный линейный участок обеих кривых заканчивается в точке текучести, где начинается пластическое течение. Для менее пластичного материала высшая точка на диаграмме, его предел прочности при растяжении, соответствует разрушению. Для более пластичного материала предел прочности при растяжении достигается, когда скорость уменьшения поперечного сечения при деформации становится больше, чем скорость деформационного упрочнения.
1) . Хотя поперечное сечение образца уменьшается (а длина увеличивается) при растяжении, напряжение обычно рассчитывают, относя силу к исходной площади поперечного сечения, а не к уменьшенной, которая давала бы истинное напряжение. При малых деформациях это не имеет большого значения, но при больших деформациях может привести к заметной разнице. На рис. На рис. 1 представлены кривые деформации для двух материалов с разной пластичностью. (Пластичность — это способность материала удлиняться, не разрушаясь, но и не возвращаясь к исходной форме после снятия нагрузки.) Начальный линейный участок обеих кривых заканчивается в точке текучести, где начинается пластическое течение. Для менее пластичного материала высшая точка на диаграмме, его предел прочности при растяжении, соответствует разрушению. Для более пластичного материала предел прочности при растяжении достигается, когда скорость уменьшения поперечного сечения при деформации становится больше, чем скорость деформационного упрочнения. На этом этапе в процессе испытания начинается образование «шейки» (локальное ускоренное уменьшение сечения). Хотя несущая способность образца снижается, материал в шейке продолжает твердеть. Испытание заканчивается разрывом шейки.
На этом этапе в процессе испытания начинается образование «шейки» (локальное ускоренное уменьшение сечения). Хотя несущая способность образца снижается, материал в шейке продолжает твердеть. Испытание заканчивается разрывом шейки.
Типовые значения величин, характеризующих предел прочности при растяжении ряда металлов и сплавов, представлены в табл. 2. Нетрудно заметить, что эти значения для одного и того же материала могут сильно различаться в зависимости от обработки.
| стол 2 | ||||
| Металлы и сплавы | Состояние | Предел текучести, МПа | Предел прочности, МПа | Относительное удлинение, % |
| Мягкая сталь (0,2% С) | горячекатаный | 300 | 450 | 35 |
| Среднеуглеродистая сталь (0,4 % C, 0,5 % Mn) | закаленная и отпущенная | 450 | 700 | 21 |
| Высокопрочная сталь (0,4 % C, 1,0 % Mn, 1,5 % Si, 2,0 % Cr, 0,5 % Mo) | закаленная и отпущенная | 1750 | 2300 | 11 |
| Серый чугун | После литья | – | 175–300 | 0,4 |
| Алюминий технически чистый | Отожженный | 35 | 90 | 45 |
| Алюминий технически чистый | Деформационно-упрочненный | 150 | 170 | 15 |
| Алюминиевый сплав (4,5 % Cu, 1,5 % Mg, 0,6 % Mn) | Упрочненный старением | 360 | 500 | 13 |
| Полностью отожженный | 80 | 300 | 66 | |
| Листовая латунь (70 % Cu, 30 % Zn) | Деформационно-упрочненная | 500 | 530 | 8 |
| Вольфрам, проволока | Волоченная до диаметра 0,63 мм | 2200 | 2300 | 2,5 |
| Свинец | После заливки | 0,006 | 12 | 30 |
Сжатие.

Упругие и пластические свойства при сжатии обычно очень похожи на наблюдаемые при растяжении (рис. 2). Кривая зависимости номинального напряжения от номинальной деформации при сжатии проходит выше соответствующей кривой при растяжении только потому, что поперечное сечение образца при сжатии не уменьшается, а увеличивается. Если по осям графика отложить истинное напряжение и истинную деформацию, то кривые практически совпадают, хотя при растяжении разрушение происходит раньше.
Твердость.
Твердость материала – это его способность сопротивляться пластической деформации. Поскольку для испытаний на растяжение требуется дорогостоящее оборудование и много времени, часто прибегают к более простым испытаниям на твердость. При испытании по методам Бринелля и Роквелла в поверхность металла при заданной нагрузке и скорости нагружения вдавливается «индентор» (наконечник, имеющий форму шара или пирамиды). Затем измеряется размер отпечатка (часто это делается автоматически) и по нему определяется индекс твердости (число).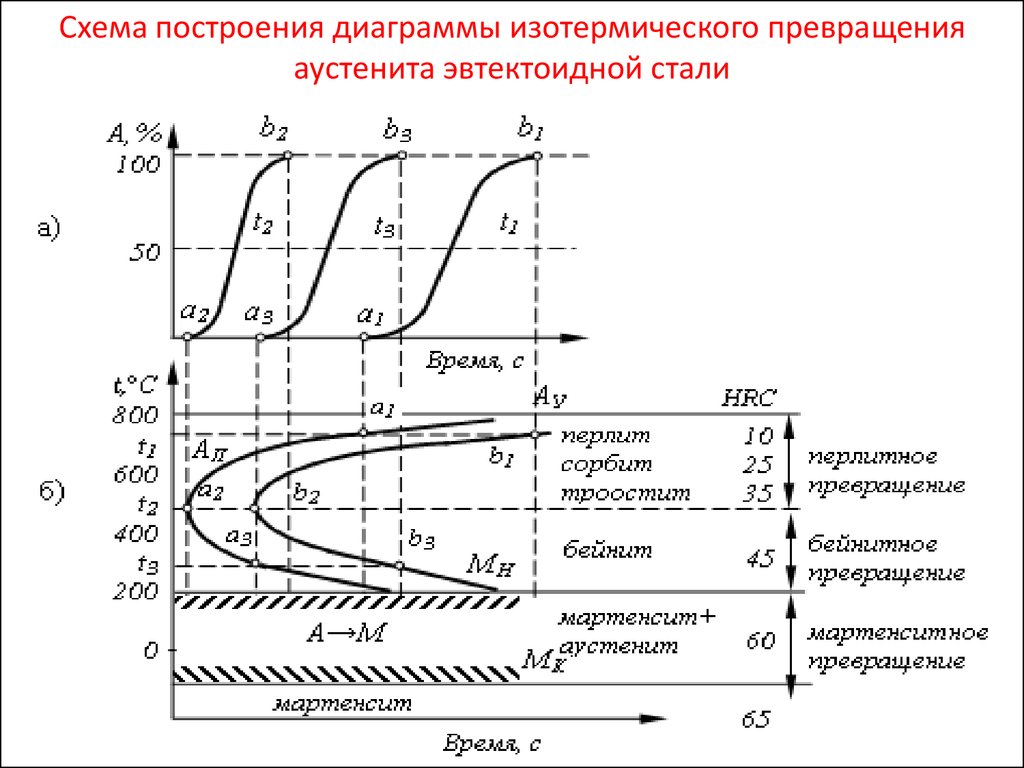 Чем меньше отпечаток, тем выше твердость. Твердость и предел текучести являются в какой-то степени сопоставимыми характеристиками: обычно при увеличении одной из них увеличивается и другая.
Чем меньше отпечаток, тем выше твердость. Твердость и предел текучести являются в какой-то степени сопоставимыми характеристиками: обычно при увеличении одной из них увеличивается и другая.
Может сложиться впечатление, что для металлических материалов всегда желательны максимальный предел текучести и твердость. На самом деле это не так, и не только по экономическим причинам (процессы закалки требуют дополнительных затрат).
Во-первых, материалы необходимо формовать в различные изделия, и это обычно делается с помощью процессов (прокатка, штамповка, прессование), в которых важную роль играет пластическая деформация. Даже при обработке на металлорежущем станке пластическая деформация весьма значительна. Если твердость материала слишком велика, то для придания ему нужной формы требуется слишком большое усилие, в результате чего режущие инструменты быстро изнашиваются. Трудности такого рода можно уменьшить, обрабатывая металлы при повышенных температурах, когда они становятся мягче. Если горячая обработка невозможна, то применяют отжиг металла (медленный нагрев и охлаждение).
Если горячая обработка невозможна, то применяют отжиг металла (медленный нагрев и охлаждение).
Во-вторых, по мере того, как металлический материал становится тверже, он обычно теряет свою пластичность. Другими словами, материал становится хрупким, если его предел текучести настолько велик, что пластическая деформация не возникает вплоть до тех напряжений, которые сразу вызывают разрушение. Конструктору обычно приходится выбирать какие-то промежуточные уровни твердости и пластичности.
Ударная вязкость и хрупкость.
Прочность противоположна хрупкости. Это способность материала сопротивляться разрушению за счет поглощения энергии удара. Например, стекло хрупкое, потому что не может поглощать энергию за счет пластической деформации. При столь же резком ударе по листу мягкого алюминия больших напряжений не возникает, так как алюминий способен к пластической деформации, поглощающей энергию удара.
Существует множество различных методов испытания металлов на ударную вязкость. При использовании метода Шарпи металлический призматический образец с надрезом заменяется ударом втянутого маятника. Работа, затрачиваемая на разрушение образца, определяется расстоянием, на которое отклоняется маятник после удара. Такие испытания показывают, что стали и многие металлы ведут себя как хрупкие при низких температурах, но как пластичные при повышенных температурах. Переход от хрупкого к пластичному поведению часто происходит в довольно узком диапазоне. диапазон температур, середина которого называется температурой хрупкопластического перехода. Другие ударные испытания также указывают на наличие такого перехода, но измеренная температура перехода варьируется от испытания к испытанию в зависимости от глубины надреза, размера и формы образца, а также метода и скорости ударного нагружения. Поскольку ни один тип испытаний не воспроизводит весь спектр рабочих условий, испытания на удар имеют ценность только потому, что позволяют сравнивать различные материалы. Еще они дали много важной информации о влиянии легирования, технологии изготовления и термической обработки на склонность к хрупкому разрушению.
При использовании метода Шарпи металлический призматический образец с надрезом заменяется ударом втянутого маятника. Работа, затрачиваемая на разрушение образца, определяется расстоянием, на которое отклоняется маятник после удара. Такие испытания показывают, что стали и многие металлы ведут себя как хрупкие при низких температурах, но как пластичные при повышенных температурах. Переход от хрупкого к пластичному поведению часто происходит в довольно узком диапазоне. диапазон температур, середина которого называется температурой хрупкопластического перехода. Другие ударные испытания также указывают на наличие такого перехода, но измеренная температура перехода варьируется от испытания к испытанию в зависимости от глубины надреза, размера и формы образца, а также метода и скорости ударного нагружения. Поскольку ни один тип испытаний не воспроизводит весь спектр рабочих условий, испытания на удар имеют ценность только потому, что позволяют сравнивать различные материалы. Еще они дали много важной информации о влиянии легирования, технологии изготовления и термической обработки на склонность к хрупкому разрушению. Температура перехода для сталей, измеренная по методу Шарпи с V-образным надрезом, может достигать +90°С, но при соответствующих легирующих добавках и термической обработке ее можно снизить до -130°С.
Температура перехода для сталей, измеренная по методу Шарпи с V-образным надрезом, может достигать +90°С, но при соответствующих легирующих добавках и термической обработке ее можно снизить до -130°С.
Хрупкое разрушение стали стало причиной многочисленных аварий, таких как неожиданные прорывы трубопроводов, взрывы сосудов высокого давления и резервуаров, обрушение мостов. Среди самых известных примеров большое количество морских судов типа «Либерти», обшивка которых неожиданно расходилась во время плавания. Как показало расследование, выход из строя кораблей «Либерти» был обусловлен, в частности, неправильной технологией сварки, оставившей внутренние напряжения, плохим контролем за составом сварного шва и дефектами конструкции. Информация, полученная в результате лабораторных испытаний, позволила значительно снизить вероятность таких аварий. Температура хрупко-вязкого перехода некоторых материалов, таких как вольфрам, кремний и хром, при нормальных условиях намного выше комнатной температуры. Такие материалы обычно считаются хрупкими, и придать им нужную форму за счет пластической деформации можно только при нагревании. В то же время медь, алюминий, свинец, никель, некоторые марки нержавеющих сталей и другие металлы и сплавы совершенно не становятся хрупкими при понижении температуры. Хотя о хрупком разрушении известно уже много, это явление еще нельзя считать полностью изученным.
Такие материалы обычно считаются хрупкими, и придать им нужную форму за счет пластической деформации можно только при нагревании. В то же время медь, алюминий, свинец, никель, некоторые марки нержавеющих сталей и другие металлы и сплавы совершенно не становятся хрупкими при понижении температуры. Хотя о хрупком разрушении известно уже много, это явление еще нельзя считать полностью изученным.
Усталость.
Усталость – это разрушение конструкции под действием циклических нагрузок. При изгибе детали в ту или иную сторону ее поверхности попеременно подвергаются сжатию и растяжению. При достаточно большом числе циклов нагружения разрушение может вызвать напряжения, значительно меньшие, чем те, при которых происходит разрушение в случае однократного нагружения. Переменные напряжения вызывают локальную пластическую деформацию и деформационное упрочнение материала, в результате чего со временем появляются небольшие трещины. Концентрация напряжений вблизи концов таких трещин вызывает их рост. Сначала трещины растут медленно, но по мере уменьшения сечения нагрузки напряжения на концах трещин возрастают. В этом случае трещины растут все быстрее и, наконец, мгновенно распространяются на все сечение детали. См. также МЕХАНИЗМЫ РАЗРУШЕНИЯ.
Сначала трещины растут медленно, но по мере уменьшения сечения нагрузки напряжения на концах трещин возрастают. В этом случае трещины растут все быстрее и, наконец, мгновенно распространяются на все сечение детали. См. также МЕХАНИЗМЫ РАЗРУШЕНИЯ.
Усталость является наиболее распространенной причиной разрушения конструкции в условиях эксплуатации. Особенно этому подвержены детали машин, работающие в условиях циклического нагружения. В авиационной промышленности усталость оказывается очень важной проблемой из-за вибрации. Во избежание усталостного разрушения необходимо часто проверять и заменять детали самолетов и вертолетов.
Ползучесть.
Ползучесть (или ползучесть) — это медленное увеличение пластической деформации металла под действием постоянной нагрузки. С появлением реактивных двигателей, газовых турбин и ракет свойства материалов при повышенных температурах приобретают все большее значение. Во многих областях техники дальнейшее развитие сдерживается ограничениями, связанными с высокотемпературными механическими свойствами материалов.
При нормальных температурах пластическая деформация устанавливается практически мгновенно, как только приложено соответствующее напряжение, а затем несколько увеличивается. При повышенных температурах металлы не только становятся мягче, но и деформируются таким образом, что деформация со временем продолжает расти. Эта зависящая от времени деформация или ползучесть может ограничивать срок службы конструкций, которые должны работать при повышенных температурах в течение длительных периодов времени.
Чем выше напряжение и температура, тем выше скорость ползучести. Типичные кривые ползучести показаны на рис. 3. После начальной стадии быстрой (нестационарной) ползучести эта скорость уменьшается и становится практически постоянной. Перед разрушением скорость крипа снова увеличивается. Температура, при которой ползучесть становится критической, различна для разных металлов. Телефонные компании обеспокоены расползанием воздушных кабелей со свинцовой оболочкой, работающих при нормальных температурах. Окружающая среда; в то время как некоторые специальные сплавы могут работать при 800°C без чрезмерной ползучести.
Окружающая среда; в то время как некоторые специальные сплавы могут работать при 800°C без чрезмерной ползучести.
Срок службы деталей в условиях ползучести может определяться либо максимально допустимой деформацией, либо разрушением, и проектировщик должен всегда помнить об этих двух параметрах. возможные варианты. Пригодность материалов для изготовления изделий, рассчитанных на длительную работу при повышенных температурах, например лопаток турбин, заранее оценить сложно. Испытания в течение времени, равного ожидаемому сроку службы, часто практически невозможно, а результаты кратковременных (ускоренных) испытаний не так просто экстраполировать на более длительные периоды, так как характер разрушения может измениться. Хотя механические свойства суперсплавов постоянно улучшаются, задачей физиков-металловедов и материаловедов всегда будет создание материалов, способных выдерживать еще более высокие температуры. См. также ФИЗИЧЕСКАЯ НАУКА МЕТАЛЛОВ.
КРИСТАЛЛИЧЕСКАЯ СТРУКТУРА
Выше говорилось об общих закономерностях поведения металлов при механических нагрузках. Чтобы лучше понять соответствующие явления, необходимо рассмотреть атомное строение металлов. Все твердые металлы являются кристаллическими веществами. Они состоят из кристаллов, или зерен, расположение атомов в которых соответствует правильной трехмерной решетке. Кристаллическую структуру металла можно представить как состоящую из атомных плоскостей или слоев. При приложении напряжения сдвига (силы, заставляющей две соседние плоскости металлического образца скользить друг относительно друга в противоположных направлениях) один слой атомов может перемещаться на все межатомное расстояние. Такой сдвиг повлияет на форму поверхности, но не на кристаллическую структуру. Если один слой перемещается на много межатомных расстояний, то на поверхности образуется «ступенька». Хотя отдельные атомы слишком малы, чтобы их можно было увидеть под микроскопом, ступени, образованные скольжением, хорошо видны под микроскопом и называются линиями скольжения.
Чтобы лучше понять соответствующие явления, необходимо рассмотреть атомное строение металлов. Все твердые металлы являются кристаллическими веществами. Они состоят из кристаллов, или зерен, расположение атомов в которых соответствует правильной трехмерной решетке. Кристаллическую структуру металла можно представить как состоящую из атомных плоскостей или слоев. При приложении напряжения сдвига (силы, заставляющей две соседние плоскости металлического образца скользить друг относительно друга в противоположных направлениях) один слой атомов может перемещаться на все межатомное расстояние. Такой сдвиг повлияет на форму поверхности, но не на кристаллическую структуру. Если один слой перемещается на много межатомных расстояний, то на поверхности образуется «ступенька». Хотя отдельные атомы слишком малы, чтобы их можно было увидеть под микроскопом, ступени, образованные скольжением, хорошо видны под микроскопом и называются линиями скольжения.
Обычные металлические предметы, с которыми мы сталкиваемся ежедневно, являются поликристаллическими, т. е. состоят из большого количества кристаллов, каждый из которых имеет свою ориентацию атомных плоскостей. Деформация обычного поликристаллического металла имеет общее с деформацией монокристалла то, что она происходит за счет скольжения по атомным плоскостям в каждом кристалле. Заметное скольжение целых кристаллов по их границам наблюдается только в условиях ползучести при повышенных температурах. Средний размер одного кристалла, или зерна, может быть от нескольких тысячных до нескольких десятых долей сантиметра. Желательна более мелкая зернистость, так как механические характеристики мелкозернистого металла лучше, чем у крупнозернистого. Кроме того, мелкозернистые металлы менее хрупкие.
е. состоят из большого количества кристаллов, каждый из которых имеет свою ориентацию атомных плоскостей. Деформация обычного поликристаллического металла имеет общее с деформацией монокристалла то, что она происходит за счет скольжения по атомным плоскостям в каждом кристалле. Заметное скольжение целых кристаллов по их границам наблюдается только в условиях ползучести при повышенных температурах. Средний размер одного кристалла, или зерна, может быть от нескольких тысячных до нескольких десятых долей сантиметра. Желательна более мелкая зернистость, так как механические характеристики мелкозернистого металла лучше, чем у крупнозернистого. Кроме того, мелкозернистые металлы менее хрупкие.
Скольжение и вывих.
Более детально процессы скольжения исследованы на монокристаллах металлов, выращенных в лаборатории. Выяснилось не только, что скольжение происходит в определенных направлениях и обычно по вполне определенным плоскостям, но и то, что монокристаллы деформируются при очень малых напряжениях. Переход монокристаллов в состояние текучести начинается для алюминия при 1, а для железа при 15–25 МПа. Теоретически этот переход в обоих случаях должен происходить при напряжениях ок. 10 000 МПа. Это несоответствие между экспериментальными данными и теоретическими расчетами остается важной проблемой на протяжении многих лет. В 1934 Тейлор, Поланьи и Орован предложили объяснение, основанное на концепции дефектов в кристаллической структуре. Они предположили, что при скольжении сначала в какой-то точке атомной плоскости возникает смещение, которое затем распространяется по кристаллу. Граница между смещенной и несмещенной областями (рис. 4) представляет собой линейный дефект в структуре кристалла, называемый дислокацией (на рисунке эта линия уходит в кристалл перпендикулярно плоскости рисунка). При приложении к кристаллу напряжения сдвига дислокация движется, заставляя ее скользить вдоль плоскости, в которой она находится. После образования дислокации очень легко перемещаются по кристаллу, что объясняет «мягкость» монокристаллов.
Переход монокристаллов в состояние текучести начинается для алюминия при 1, а для железа при 15–25 МПа. Теоретически этот переход в обоих случаях должен происходить при напряжениях ок. 10 000 МПа. Это несоответствие между экспериментальными данными и теоретическими расчетами остается важной проблемой на протяжении многих лет. В 1934 Тейлор, Поланьи и Орован предложили объяснение, основанное на концепции дефектов в кристаллической структуре. Они предположили, что при скольжении сначала в какой-то точке атомной плоскости возникает смещение, которое затем распространяется по кристаллу. Граница между смещенной и несмещенной областями (рис. 4) представляет собой линейный дефект в структуре кристалла, называемый дислокацией (на рисунке эта линия уходит в кристалл перпендикулярно плоскости рисунка). При приложении к кристаллу напряжения сдвига дислокация движется, заставляя ее скользить вдоль плоскости, в которой она находится. После образования дислокации очень легко перемещаются по кристаллу, что объясняет «мягкость» монокристаллов.
В металлических кристаллах обычно много дислокаций (суммарная длина дислокаций в одном кубическом сантиметре отожженного металлического кристалла может быть более 10 км). Но в 1952 году ученые из лабораторий Bell Telephone Corporation, испытывая на изгиб очень тонкие усы из олова, к своему удивлению, обнаружили, что прочность на изгиб таких кристаллов близка к теоретическому значению для совершенных кристаллов. Позже были обнаружены чрезвычайно прочные усы и многие другие металлы. Предполагается, что такая высокая прочность связана с тем, что в таких кристаллах дислокации либо вообще нет, либо есть одна, проходящая по всей длине кристалла.
Температурные эффекты.
Влияние повышенных температур можно объяснить дислокациями и структурой зерен. Многочисленные дислокации в кристаллах наклепанного металла искажают кристаллическую решетку и увеличивают энергию кристалла. При нагревании металла атомы становятся подвижными и перестраиваются в новые, более совершенные кристаллы, содержащие меньше дислокаций. Эта рекристаллизация связана с разупрочнением, которое наблюдается при отжиге металлов.
Эта рекристаллизация связана с разупрочнением, которое наблюдается при отжиге металлов.
www.krugosvet.ru
| ПРОБЛЕМА [email protected] БИБЛИОТЕКА 1 БИБЛИОТЕКА 2 Примечание. Значение модуля упругости зависит от структуры, химического состава и способа обработки материала. Поэтому значения Е могут отличаться от средних значений, приведенных в таблице. | Таблица модулей Юнга. Модуль упругости. Определение модуля Юнга. фактор безопасности.Таблица модуля Юнга
Прочность материала на растяжениеДопустимое механическое напряжение в некоторых материалах (при растяжении)Коэффициент безопасности Продолжение следует. | ||||
 ..
..www.kilomol.ru
| Материал | Модуль упругости, МПа | Коэффициент Пуассона | |
| Модуль Юнга E | Модуль сдвига G | ||
| Белый чугун, серый ковкий чугун | (1,15…1,60) 105 1,55 105 | 4,5 104 – | 0,23…0,27 – |
| Углеродистая сталь Легированная сталь | (2,0…2,1) 105 (2,1…2,2) 105 | (8,0…8,1) 104 (8,0…8,1) 104 | 0,24…0,28 0,25…0,30 |
| Медный прокат Холоднотянутая медь Литая медь | 1,1 105 1,3 105 0,84 105 | 4,0 104 4,9 104 – | 0,31…0,34 – – |
| Прокат из фосфористой бронзы Прокат из марганцовистой бронзы Литая алюминиевая бронза | 1,15 105 1,1 105 1,05 105 | 4,2 104 4,0 104 4,2 104 | 0,32. ..0,35
0,35
– ..0,35
0,35
– |
| Латунь холоднотянутая Латунь судового проката | (0,91…0,99) 105 1,0 105 | (3,5…3,7) 104 – | 0,32…0,42 0,36 |
| Алюминиевый прокат Проволочный тянутый алюминий Дюралюминиевый прокат | 0,69 105 0,7 105 0,71 105 | (2,6…2,7) 104 – 2,7 104 | 0,32…0,36 – – |
| Цинк прокат | 0,84 105 | 3,2 104 | 0,27 |
| Свинец | 0,17 105 | 0,7 104 | 0,42 |
| Лед | 0,1 105 | (0,28…0,3) 104 | – |
| Стекло | 0,56 105 | 0,22 104 | 0,25 |
| Гранит | 0,49 105 | – | – |
| Известняк | 0,42 105 | – | – |
| Мрамор | 0,56 105 | – | – |
| Песчаник | 0,18 105 | – | – |
| Кладка из гранита Кладка из известняка Кладка из кирпича | (0,09.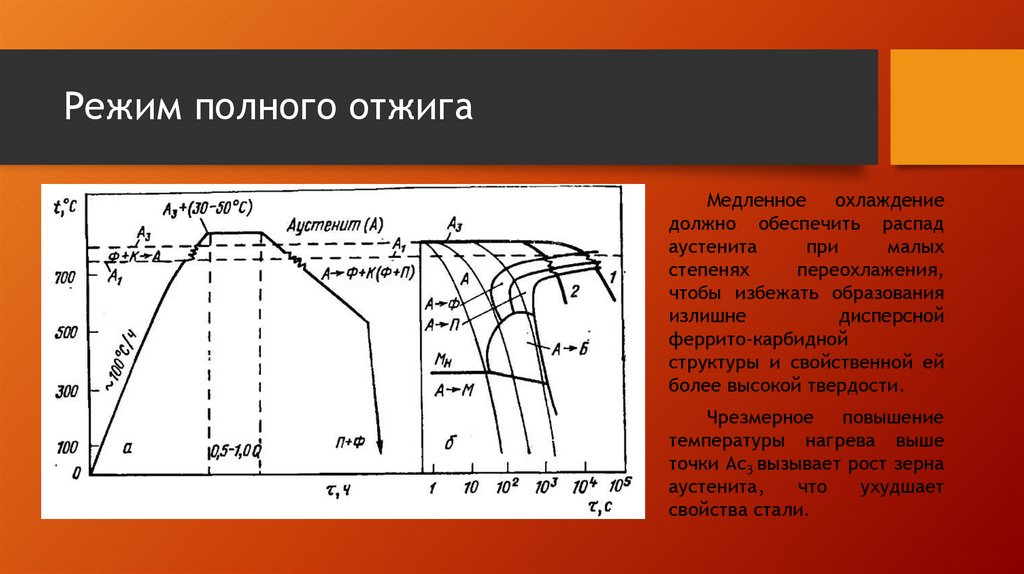 ..0,1) 105 0,06 105 (0,027…0,030) 105 ..0,1) 105 0,06 105 (0,027…0,030) 105 | – – – | – – – |
| Бетон на растяжение, МПа: 10 15 20 | (0,146…0,196) 105 (0,164…0,214) 105 (0,182…0,232) 105 | – – – | 0,16…0,18 0,16…0,18 0,16…0,18 |
| Древесина поперек волокон Древесина поперек волокон | Мобильный бетонный завод на шасси|||
Одной из основных задач инженерного проектирования является выбор конструкционного материала и оптимального сечения профиля. Необходимо найти размер, который при минимально возможной массе обеспечит сохранение формы системы под действием нагрузки.
Например, какое количество стальных двутавровых балок следует использовать в качестве пролетной балки конструкции? Если мы возьмем профиль с размерами ниже требуемого, то гарантированно получим разрушение конструкции. Если больше, то это приводит к нерациональному использованию металла, а, следовательно, к утяжелению конструкции, усложнению монтажа, увеличению финансовых затрат. Знание такого понятия, как модуль упругости стали, даст ответ на поставленный вопрос, и позволит избежать появления этих проблем на самой ранней стадии производства.
Знание такого понятия, как модуль упругости стали, даст ответ на поставленный вопрос, и позволит избежать появления этих проблем на самой ранней стадии производства.
Общее понятие
Модуль упругости (также известный как модуль Юнга) — один из показателей механических свойств материала, характеризующий его сопротивление деформации растяжением. Другими словами, его значение указывает на пластичность материала. Чем больше модуль упругости, тем меньше будет растягиваться любой стержень при прочих равных условиях (величина нагрузки, площадь сечения и т. д.).
В теории упругости модуль Юнга обозначается буквой Е. Он является составной частью закона Гука (закон о деформации упругих тел). Он связывает напряжение, возникающее в материале, и его деформацию.
Согласно международной стандартной системе единиц измеряется в МПа. Но на практике инженеры предпочитают использовать размерность кгс/см2.
Определение модуля упругости проводится опытным путем в научных лабораториях. Суть этого метода заключается в разрушении на специальном оборудовании гантелеобразных образцов материала. Узнав напряжение и удлинение, при которых образец разрушился, эти переменные делят друг на друга, получая тем самым модуль Юнга.
Суть этого метода заключается в разрушении на специальном оборудовании гантелеобразных образцов материала. Узнав напряжение и удлинение, при которых образец разрушился, эти переменные делят друг на друга, получая тем самым модуль Юнга.
Сразу отметим, что этим методом определяются модули упругости пластичных материалов: стали, меди и т.д. Хрупкие материалы – чугун, бетон – сжимаются до появления трещин.
Дополнительные характеристики механических свойств
Модуль упругости позволяет прогнозировать поведение материала только при работе на сжатие или растяжение. При наличии таких видов нагрузок, как сдавливание, срез, изгиб и др., потребуется ввести дополнительные параметры:
- Жесткость – это произведение модуля упругости на площадь поперечного сечения профиля. По величине жесткости можно судить о пластичности не материала, а сборки конструкции в целом. Измеряется в килограммах силы.
- Относительное продольное удлинение показывает отношение абсолютного удлинения образца к общей длине образца.
 Например, к стержню длиной 100 мм приложена определенная сила. В результате он уменьшился в размерах на 5 мм. Разделив его удлинение (5 мм) на исходную длину (100 мм), получим относительное удлинение 0,05. Переменная является безразмерной величиной. В некоторых случаях для удобства восприятия его переводят в проценты.
Например, к стержню длиной 100 мм приложена определенная сила. В результате он уменьшился в размерах на 5 мм. Разделив его удлинение (5 мм) на исходную длину (100 мм), получим относительное удлинение 0,05. Переменная является безразмерной величиной. В некоторых случаях для удобства восприятия его переводят в проценты. - Относительное поперечное удлинение рассчитывается аналогично предыдущему пункту, но вместо длины здесь учитывается диаметр стержня. Опыты показывают, что у большинства материалов поперечное удлинение в 3-4 раза меньше продольного.
- Коэффициент выдавливания представляет собой отношение относительной продольной деформации к относительной поперечной деформации. Этот параметр позволяет полностью описать изменение формы под действием нагрузки.
- Модуль сдвига характеризует упругие свойства при воздействии на образец касательных напряжений, т.е. в случае, когда вектор силы направлен на 90 градусов к поверхности тела. Примерами таких нагрузок являются работа заклепок при сдвиге, гвоздей при смятии и т.
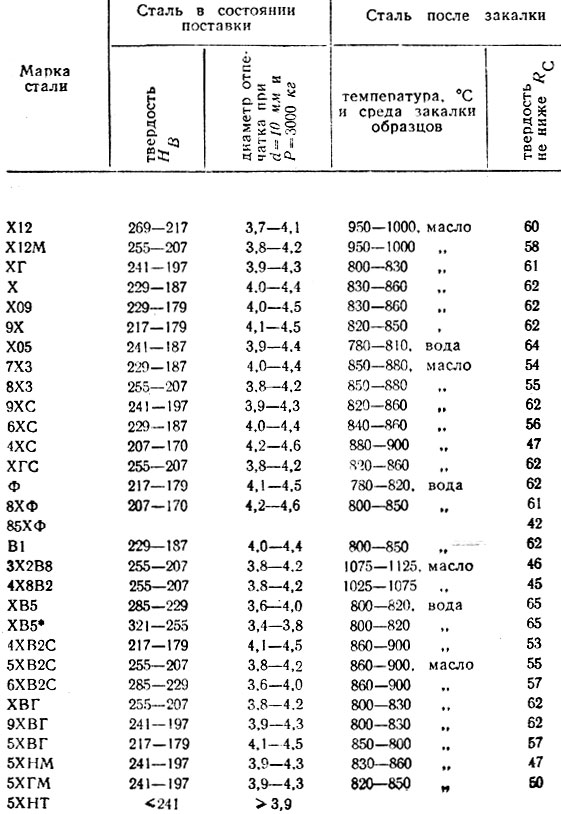 д. По большому счету модуль сдвига связан с таким понятием, как вязкость материала.
д. По большому счету модуль сдвига связан с таким понятием, как вязкость материала. - Модуль объемной упругости характеризуется изменением объема материала для равномерного, разностороннего приложения нагрузки. Это отношение объемного давления к объемной деформации сжатия. Примером такой работы является опущенный в воду образец, на который действует давление жидкости по всей его площади.
В дополнение к вышесказанному следует отметить, что некоторые виды материалов имеют различные механические свойства в зависимости от направления нагрузки. Такие материалы характеризуются как анизотропные. Яркими примерами являются дерево, слоистые пластики, некоторые виды камня, ткани и так далее.
Изотропные материалы имеют одинаковые механические свойства и упругую деформацию в любом направлении. К ним относятся металлы (сталь, чугун, медь, алюминий и др.), неслоистые пластики, природные камни, бетон, резина.
Значение модуля упругости
Следует отметить, что модуль Юнга не является постоянной величиной. Даже для одного и того же материала она может колебаться в зависимости от точек приложения силы.
Даже для одного и того же материала она может колебаться в зависимости от точек приложения силы.
Некоторые упругопластические материалы имеют более или менее постоянный модуль упругости при работе как на сжатие, так и на растяжение: медь, алюминий, сталь. В других случаях эластичность может варьироваться в зависимости от формы профиля.
Вот примеры значений модуля Юнга (в миллионах кгссм2) некоторых материалов:
- Чугун белый – 1,15.
- Серый чугун -1,16.
- Латунь – 1,01.
- Бронза – 1,00.
- кирпичная кладка – 0,03.
- Кладка гранитная – 0,09.
- Бетон – 0,02.
- Древесина вдоль волокон – 0,1.
- Древесина поперек волокон – 0,005.
- Алюминий – 0,7.
Учитывать разницу в показаниях модулей упругости для сталей в зависимости от марки:
- Высококачественные конструкционные стали (20, 45) – 2,01.
- Сталь обыкновенного качества (ст. 3, ст. 6) – 2,00.
- Стали низколегированные (30ХГСА, 40Х) – 2,05.

- Сталь нержавеющая (12Х18х20Т) – 2.1.
- Стали штамповые (9ХМФ) – 2,03.
- Сталь рессорная (60С2) – 2,03.
- Стали подшипниковые (ШХ15) – 2.1.
Также значение модуля упругости для сталей различается в зависимости от вида проката:
- Проволока высокопрочная – 2.1.
- Веревка плетеная – 1,9.
- Трос с металлическим сердечником – 1,95.
Как видно, отклонения между сталями по значениям модулей упругой деформации небольшие. Поэтому в большинстве инженерных расчетов можно пренебречь ошибками и принять значение Е = 2,0.
| Материал | Модуль упругости E, МПа | Чугун белый, серый | (1.15. 1.60) 10 5 |
| Ковкий чугун | 1,55 10 5 |
| Углеродистая сталь | (2.0. 2.1) 10 5 |
| Легированная сталь | (2. 1. 2.2) 10 5 1. 2.2) 10 5 |
| Прокат медный | 1,1 10 5 |
| Холоднотянутая медь | 1,3 10 3 |
| Литая медь | 0,84 10 5 |
| Бронза фосфористая катаная | 1,15 10 5 |
| Бронза марганцевая прокатная | 1,1 10 5 |
| Алюминиевое литье из бронзы | 1,05 10 5 |
| Латунь, холоднотянутая | (0,91. 0,99) 10 5 |
| Прокат латунный судовой | 1,0 10 5 |
| Алюминиевый прокат | 0,69 10 5 |
| Тянутая алюминиевая проволока | 0,7 10 5 |
| Дюралюминиевый прокат | 0,71 10 5 |
| Цинк прокат | 0,84 10 5 |
| Свинец | 0,17 10 5 |
| Лед | 0,1 10 5 |
| Стекло | 0,56 10 5 |
| Гранит | 0,49 10 5 |
| Известь | 0,42 10 5 |
| Мрамор | 0,56 10 5 |
| Песчаник | 0,18 10 5 |
| Кладка гранитная | (0,09. 0,1) 10 5 0,1) 10 5 |
| Кладка кирпичная | (0,027. 0,030) 10 5 |
| Бетон (см. таблицу 2) | |
| Древесина вдоль волокон | (0,1. 0,12) 10 5 |
| Древесина поперек волокон | (0,005. 0,01) 10 5 |
| Резина | 0,00008 10 5 |
| Текстолит | (0,06. 0,1) 10 5 |
| Гетинакс | (0,1. 0,17) 10 5 |
| Бакелит | (2. 3) 10 3 |
| Целлулоид | (14.3. 27.5) 10 2 |
Нормативные данные для расчетов железобетонных конструкций
Таблица 2. Модули упругости бетона (по СП 52-101-2003)
Таблица 2.1 Модули упругости бетона по СНиП 2.03.01- 84*(1996)
Примечания:
1. Значения указаны над чертой в МПа, под чертой – в кгс/см2.
2. Для легких, ячеистых и пористых бетонов при промежуточных значениях плотности бетона начальные модули упругости принимают методом линейной интерполяции.
3. Для неавтоклавного ячеистого бетона значения Е б принимают как для автоклавного бетона, умноженные на коэффициент 0,8.
4. Для напрягающего бетона значения Е b принимаются как для тяжелого бетона, умноженные на коэффициент
а = 0,56 + 0,006В.
Таблица 3. Нормативные значения сопротивления бетона (по СП 52-101-2003)
Таблица 4. Расчетные значения прочности бетона на сжатие (по СП 52-101-2003)
Таблица 4.1 Расчетные значения прочности бетона на сжатие по СНиП 2.03.01-84*(1996)
Таблица 5. Расчетные значения прочности бетона на растяжение (по СП 52-101 -2003)
Таблица 6
Таблица 6.1 Сопротивление регуляции для фитингов класса A в соответствии с SNIP 2.03.01-84* (1996)
Таблица 6.2 Регулирующие сопротивления для фитинг. и К по СНиП 2.03.01-84*(1996)
Таблица 7. Расчетные сопротивления арматуры (по СП 52-101-2003)
)
Таблица 7. 2 Расчетные сопротивления арматуры классов В и К по СНиП 2.03.01-84*(1996) сопротивления на растяжение, сжатие и изгиб (согласно СНиП II-23-81 (1990)) из листовой, широкополосной универсальной и фасонной стали по ГОСТ 27772-88 для металлоконструкций зданий и сооружений
2 Расчетные сопротивления арматуры классов В и К по СНиП 2.03.01-84*(1996) сопротивления на растяжение, сжатие и изгиб (согласно СНиП II-23-81 (1990)) из листовой, широкополосной универсальной и фасонной стали по ГОСТ 27772-88 для металлоконструкций зданий и сооружений
Примечания:
1. Толщину полки следует принимать за толщину фасонного проката (его минимальная толщина 4 мм).
2. За нормативное сопротивление принимаются нормативные значения предела текучести и временного сопротивления по ГОСТ 27772-88.
3. Значения расчетных сопротивлений получают делением нормативных сопротивлений на коэффициенты надежности материала, округленные до 5 МПа (50 кгс/см2).
Таблица 9
Примечания:
1. Стали С345 и С375 категорий 1, 2, 3, 4 по ГОСТ 27772-88 заменяют стали категорий 6, 7 и 9, 12, 13 и 15, соответственно по ГОСТ 19281-73* и ГОСТ 19282-73*.
2. Стали С345К, С390, С390К, С440, С590, С590К по ГОСТ 27772-88 заменяют соответствующие марки стали категорий 1-15 по ГОСТ 19281-73* и ГОСТ 19282-73*, указанные в данной таблице.
3. Замена сталей по ГОСТ 27772-88 на стали, поставляемые по другим ГОСТам и ТУ, не предусмотрена.
Преобразование единиц модулей упругости, модулей Юнга (E), предела прочности при растяжении, модулей сдвига (G), предела текучести
| Чтобы преобразовать значение в единицы: | 9″> Па (Н/м 2) | 9″> бар | 9″> псф |  дюйм дюйм | ||
| Следует умножить на: | ||||||
| Па (Н/м 2) – единица измерения давления в системе СИ | 1 | 1*10 -6 | 10 -5 | 1,02*10 -5 | 0,021 | 1.450326*10 -4 |
| МПа | 1*10 6 | 1 | 10 | 10.2 | 2,1*10 4 | 1.450326*10 2 |
| бар | 10 5 | 10 -1 | 1 | 1.0197 | 2090 | 14,50 |
| кгс/см 2 | 9,8*10 4 | 9,8*10 -2 | 0,98 | 1 | 2049 | 14.21 |
| фунтов на квадратный фунт квадратный фут (psf) | 47,8 | 4,78*10 -5 | 4,78*10 -4 | 4,88*10 -4 | 1 | 0,0069 |
| фунтов на квадратный дюйм / фунт на квадратный дюйм (psi) | 6894,76 | 6,89476*10 -3 | 0,069 | 0,07 | 144 | 1 |
Подробный перечень единиц давления (да, эти единицы совпадают с единицами давления по размерности, но по смыслу не совпадают 🙂
- 1 Па (Н/м 2) = 0,0000102 Атмосфера “метрическая” / атмосфера (метрическая)
- 1 Па (Н/м 2) = 0,0000099 Стандартная атмосфера Атмосфера (стандарт) = Стандартная атмосфера
- 1 Па (Н/м 2) = 0,00001 Бар/Бар
- 1 Па (Н/м 2) = 10 Барад / Барад
- 1 Па (Н/м 2) = 0,0007501 сантиметра ртутного столба.
 Искусство. (0°С)
Искусство. (0°С) - 1 Па (Н/м 2) = 0,0
Сантиметров д. ст. (4°C) - 1 Па (Н/м 2) = 10 дин/кв. сантиметр
- 1 Па (Н/м 2) = 0,0003346 фут водяного столба / водяной фут (4 °C)
- 1 Па (Н/м 2) = 10 -9Гигапаскаль
- 1 Па (Н/м 2) = 0,01 Гектопаскаль
- 1 Па (Н/м 2) = 0,0002953 Думов рт.ст./Дюйм ртутного столба (0 °С)
- 1 Па (Н/м 2) u003d 0,0002961 Дюймов ртутного столба. Искусство. / дюйм ртутного столба (15,56 °С)
- 1 Па (Н/м 2) = 0,0040186 Думов в.ст. / дюйм водяного столба (15,56 °С)
- 1 Па (Н/м 2) = 0,0040147 Думов в.ст. / дюйм водяного столба (4 °С)
- 1 Па (Н/м 2 ) = 0,0000102 кгс/см 2 / Килограмм сила/сантиметр 2
- 1 Па (Н/м 2) = 0,0010197 кгс/дм 2 /Килограмм сила/дециметр 2
- 1 Па (Н/м 2) = 0,
кгс/м 2 /Килограмм сила/метр 2 (Н/м 2) = 10 -7 кгс/мм 2 / Килограмм сила/миллиметр 2 - 1 Па (Н/м 2) = 10 -3 кПа
- 1 Па (Н/м 2) = 10 -7 Килофунт-сила/кв.дюйм / Килофунт-сила/кв.
 дюйм
дюйм- 1 Па (Н/м 2) = 10 -6 МПа
- 1 Па (Н/м 2) = 0,000102 Метров в.ст. / метр воды (4 °C)
- 1 Па (Н/м 2) = 10 Микробар / Микробар (барье, барри)
- 1 Па (Н/м 2) = 7,50062 Микрон ртутного столба / Микрон ртутного столба (миллиторр)
- 1 Па (Н /м 2) = 0,01 миллибар / миллибар
- 1 Па (Н/м 2) = 0,0075006 Миллиметр ртутного столба (0°С)
- 1 Па (Н/м 2) = 0,10207 Миллиметр вод.ст. / Миллиметр вод. ст. (15,56 °С)
- 1 Па (Н/м 2) = 0,10197 Миллиметров вод.ст. / Миллиметр воды (4 °С)
- 1 Па (Н/м 2) = 7,5006 Миллиторр / Миллиторр
- 1 Па (Н/м2) = 1 Н/м2 / Ньютон/квадратный метр
- 1 Па (Н/м 2) = 32,1507 Суточная унция/кв. дюйм / Унция силы (avdp)/квадратный дюйм
- 1 Па (Н/м 2) = 0,0208854 Фунт силы на кв. фут / Фунт силы/кв. фут
- 1 Па (Н/м 2) = 0,000145 Фунт силы на кв. дюйм / Фунт силы/кв. дюйм
- 1 Па (Н/м 2) = 0,671969 Фунталей на кв. фут / Фунталей/квадратный фут
- 1 Па (Н/м 2) = 0,0046665 Фунталей на кв.
 0626
0626- 1 Па (Н/м 2) = 0,0000093 Длинных тонн на кв. фут/Тонну (длинных)/фут 2
- 1 Па (Н/м 2) = 10 -7 Длинных тонн на кв. дюйм/Тонну (длинная)/дюйм 2
- 1 Па (Н/м 2) = 0,0000104 Коротких тонн на кв. фут / Тонна (короткая)/фут 2
- 1 Па (Н/м 2) = 10 -7 Тонн на кв. кв. дюйм / Тонна/дюйм 2
- 1 Па (Н/м 2) = 0,0075006 Торр / Торр
Материал Модуль упругости E , МПа Чугун белый, серый (1,15…1,60) . 10 5 » ковкий 1,55 . 10 5 Углеродистая сталь (2,0…2,1) . 10 5 » легированный (2,1…2,2) . 10 5 Прокат медный 1,1 . 10 5 » холоднотянутый 1,3 . 10 3 » литой 0,84 . 10 5 Бронза фосфористая катаная 1,15 .  10 5
10 5Бронза марганцевая катаная 1,1 . 10 5 Литой бронзовый алюминий 1,05 . 10 5 Латунь, холоднотянутая (0,91…0,99) . 10 5 Судовой прокат латунный 1,0 . 10 5 Алюминиевый прокат 0,69 . 10 5 Тянутая алюминиевая проволока 0,7 . 10 5 Дюралюминиевый прокат 0,71 . 10 5 Цинк прокат 0,84 . 10 5 Свинец 0,17 . 10 5 Лед 0,1 . 10 5 Стекло 0,56 . 10 5 Гранит 0,49 . 10 5 Лайм 0,42 . 10 5 Мрамор 0,56 . 10 5 Песчаник 0,18 . 10 5 Гранитная кладка (0,09.  ..0,1) . 10 5
..0,1) . 10 5» кирпич (0,027…0,030) . 10 5 Бетон (см. таблицу 2) Древесина вдоль волокон (0,1…0,12) . 10 5 » поперек волокон (0,005…0,01) . 10 5 Резина 0,00008 . 10 5 Текстолит (0,06…0,1) . 10 5 Гетинакс (0,1…0,17) . 10 5 Бакелит (2…3) . 10 3 Целлулоид (14,3…27,5) . 10 2 Примечание : 1. Для определения модуля упругости в кгс/см 2 табличное значение умножается на 10 (точнее на 10,1937)
2. Значения модулей упругости Е для металлов, дерева, кирпичной кладки следует указывать по соответствующим СНиПам.
Нормативные данные для расчетов железобетонных конструкций:
Таблица 2. Начальные модули упругости бетона (согласно СП 52-101-2003)
Таблица 2.
 1. Начальные модули упругости бетона по СНиП 2.03.01-84*(1996)
1. Начальные модули упругости бетона по СНиП 2.03.01-84*(1996)Примечания : 1. Значения указаны над чертой в МПа, под чертой – в кгс/см 2.
2. Для легких, ячеистых и пористых бетонов при промежуточных значениях плотности бетона начальные модули упругости принимают методом линейной интерполяции.
3. Для неавтоклавного ячеистого бетона значения E b принимаются как для автоклавного бетона, умноженные на коэффициент 0,8.
4. Для напрягающего бетона значения Еб принимают как для тяжелого бетона, умноженного на коэффициент а = 0,56 + 0,006В.
5. Марки бетона, указанные в скобках, не совсем соответствуют указанным классам бетона.
Таблица 3 Нормативные значения сопротивления бетона (по СП 52-101-2003)
Таблица 4 Расчетные значения сопротивления бетона (по СП 52-101-2003)
Таблица 4.1. Расчетные значения прочности бетона на сжатие по СНиП 2.03.01-84*(1996)
Таблица 5 Расчетные значения прочности бетона на растяжение (по СП 52-101-2003)
Таблица 6 Нормативные сопротивления для арматуры (согласно СП 52-101-2003)
Таблица 6.
 1 Нормативные сопротивления арматуры класса А по СНиП 2.03.01-84* (1996)
1 Нормативные сопротивления арматуры класса А по СНиП 2.03.01-84* (1996)Таблица 6.2. Нормативные сопротивления арматуры классов В и К по СНиП 2.03.01-84* (1996)
Таблица 7 Расчетное сопротивление по арматуре (по СП 52-101-2003)
Таблица 7.1. Расчетные сопротивления арматуры класса А по СНиП 2.03.01-84* (1996)
Таблица 7.2. Расчетные сопротивления арматуры классов Б и К по СНиП 2.03.01-84* (1996)
Нормативные данные для расчетов металлоконструкций:
Таблица 8 Нормативные и расчетные сопротивления на растяжение, сжатие и изгиб (согласно СНиП II-23-81 (1990))
Сталь листовая, широкополосная универсальная и фасонная по ГОСТ 27772-88 для стальных конструкций зданий и сооружений
Примечания :
1. Толщину полки следует принимать за толщину фасонного проката (минимальная ее толщина 4 мм).
2. За нормативное сопротивление принимают нормативные значения предела текучести и временного сопротивления по ГОСТ 27772-88.

3. Значения расчетных сопротивлений получают делением нормативных сопротивлений на коэффициенты надежности для материала, округленные до 5 МПа (50 кгс/см 2 ).
Таблица 9 Марки стали, заменяемые сталями по ГОСТ 27772-88 (по СНиП II-23-81 (1990))
4 по ГОСТ 27772-88 заменяют стали категорий 6, 7 и 9, 12, 13 и 15 соответственно по ГОСТ 19281-73* и ГОСТ 19282-73*.
2. Стали С345К, С390, С390К, С440, С590, С590К по ГОСТ 27772-88 заменяют соответствующие марки стали категорий 1-15 по ГОСТ 19281-73* и ГОСТ 19282-73*, указанные в данной таблице.
3. Замена сталей по ГОСТ 27772-88 на стали, поставляемые по другим ГОСТам и ТУ, не предусмотрена.Расчетные сопротивления стали, используемой для производства профилированных листов, приведены отдельно.
Список использованной литературы:
1. СНиП 2.03.01-84 «Бетонные и железобетонные конструкции»
2. СП 52-101-2003
3. СНиП II-23-81 (1990) «Стальные конструкции»
4.
 Александров А.В. Сопротивление материалов. Москва: аспирантура. – 2003.
Александров А.В. Сопротивление материалов. Москва: аспирантура. – 2003.5. Фесик С.П. Справочник по сопротивлению материалов. Киев: Будивельник. – 1982.
Основной задачей инженерного проектирования является выбор оптимального сечения профиля и материала конструкции. Необходимо найти именно такой размер, который обеспечит сохранение формы системы при минимально возможной массе под действием нагрузки. Например, какую сталь следует использовать в качестве пролетной балки сооружения? Материал можно использовать нерационально, усложнится монтаж и утяжелится конструкция, увеличатся финансовые затраты. На этот вопрос ответит такое понятие, как модуль упругости стали. Это также позволит на самой ранней стадии избежать появления этих проблем.
Общие понятия
Модуль упругости (модуль Юнга) — показатель механического свойства материала, характеризующий его сопротивление деформации растяжением. Другими словами, это величина пластичности материала. Чем выше значения модуля упругости, тем меньше будет растягиваться любой стержень при других равных нагрузках (площадь сечения, величина нагрузки и т.
 д.).
д.).Модуль Юнга в теории упругости обозначается буквой Е. Является составной частью закона Гука (о деформации упругих тел). Эта величина связывает напряжение, возникающее в образце, и его деформацию.
Это значение измеряется в соответствии со стандартной международной системой единиц в МПа (мегапаскалях) . Но инженеры на практике больше склоняются к использованию размерности кгс/см2.
Опытным путем этот показатель определяют в научных лабораториях. Суть этого метода заключается в разрыве образцов материала гантелеобразной формы на специальном оборудовании. Узнав удлинение и растяжение, при которых образец разрушился, они делят переменные данные друг на друга. Полученное значение представляет собой модуль упругости (Юнга).
Таким образом определяют только модуль Юнга упругих материалов: медь, сталь и т.п. А хрупкие материалы сжимают до появления трещин: бетон, чугун и т.п.
Механические свойства
Только при работе на растяжение или сжатие модуль упругости (Юнга) помогает угадать поведение конкретного материала.
 А вот при изгибе, резке, раздавливании и других нагрузках потребуется ввести дополнительные параметры:
А вот при изгибе, резке, раздавливании и других нагрузках потребуется ввести дополнительные параметры:Помимо всего вышеперечисленного стоит упомянуть, что некоторые материалы имеют разные механические свойства в зависимости от направления нагрузки. Такие материалы называются анизотропными. Примерами этого являются ткани, некоторые виды камня, ламинаты, дерево и так далее.
Изотропные материалы имеют одинаковые механические свойства и упругую деформацию в любом направлении. К таким материалам относятся металлы: алюминий, медь, чугун, сталь и др., а также резина, бетон, природные камни, неслоистые пластики.
Модуль упругости
Следует отметить, что это значение непостоянно. Даже для одного материала он может иметь разное значение в зависимости от того, где была приложена сила. Некоторые пластически-упругие материалы имеют почти постоянное значение модуля упругости при работе как на растяжение, так и на сжатие: сталь, алюминий, медь. А бывают ситуации, когда эта величина измеряется формой профиля.

Некоторые значения (значение в млн кгс/см2) :
- Алюминий – 0,7.
- Древесина поперек волокон – 0,005.
- Древесина вдоль волокон – 0,1.
- Бетон – 0,02.
- Камень гранитный кладочный – 0,09.
- Кладка каменная кирпичная – 0,03.
- Бронза – 1,00.
- Латунь – 1.01.
- Чугун серый – 1,16.
- Чугун белый – 1,15.
Различие модулей упругости сталей в зависимости от их марок:
Эта стоимость также меняется в зависимости от вида проката:
- Трос с металлическим сердечником – 1,95.
- Канат плетеный – 1,9.
- Проволока высокопрочная – 2.1.
Как видно, отклонения значений модулей упругой деформации стали незначительны. Именно по этой причине большинство инженеров при проведении своих расчетов пренебрегают погрешностями и берут значение, равное 2,00.
Преобразование модулей упругости, модулей Юнга (E), прочности на растяжение, модулей сдвига (G), предела текучести
 Па; МПа; бар; атм; мм рт.ст.; мм в.ст.; м в.ст., кг/см 2; psf; psi; дюймы рт.ст.; дюймы в.ст.”> Таблица преобразования единиц Па; МПа; бар; кг/см 2 ; псф; psi
Па; МПа; бар; атм; мм рт.ст.; мм в.ст.; м в.ст., кг/см 2; psf; psi; дюймы рт.ст.; дюймы в.ст.”> Таблица преобразования единиц Па; МПа; бар; кг/см 2 ; псф; psiЧтобы преобразовать значение в единицы: 9″> Па (Н/м 2) 9″> бар 9″> псф Следует умножить на: Па (Н/м 2) – единица давления в СИ 1 1*10 -6 10 -5 1,02*10 -5 0,021 1.  450326*10 -4
450326*10 -4МПа 1*10 6 1 10 10.2 2,1*10 4 1.450326*10 2 бар 10 5 10 -1 1 1.0197 2090 14.50 кгс/см 2 9,8*10 4 9,8*10 -2 0,98 1 2049 14.21 фунтов на квадратный фунт квадратный фут (psf) 47,8 4,78*10 -5 4,78*10 -4 4,88*10 -4 1 0,0069 фунтов на квадратный дюйм / фунт на квадратный дюйм (psi) 6894,76 6,89476*10 -3 0,069 0,07 144 1 Подробный перечень единиц давления (да, эти единицы совпадают с единицами давления по размерности, но по смыслу не совпадают 🙂
- 1 Па (Н/м 2) = 0,0000102 Атмосфера “метрика” / Атмосфера (метрика)
- 1 Па (Н/м 2) = 0,0000099 Стандартная атмосфера Атмосфера (стандартная) = Стандартная атмосфера
- 1 Па (Н/м 2) = 0,00001 Бар/Бар
- 1 Па (Н/м 2) = 10 барад / барад
- 1 Па (Н/м 2) = 0,0007501 Сантиметр ртутного столба.
 Искусство. (0°С)
Искусство. (0°С) - 1 Па (Н/м 2) = 0,0
Сантиметров в. ст. (4°С) - 1 Па (Н/м 2) = 10 дин/квадратный сантиметр
- 1 Па (Н/м 2) = 0,0003346 фут водяного столба / водяной фут (4 °C)
- 1 Па (Н/м 2) = 10 -9 Гигапаскалей
- 1 Па (Н/м 2) = 0,01 Гектопаскаля
- 1 Па (Н/м 2) = 0,0002953 думов ртутного столба / дюйм ртутного столба (0 °C)
- 1 Па (Н/м 2) = 0,0002961 Дюйм ртутного столба. Искусство. / Дюйм ртутного столба (15,56 °C)
- 1 Па (Н/м 2) = 0,0040186 Думов в.ст. / дюйм водяного столба (15,56 °C)
- 1 Па (Н/м 2) = 0,0040147 Думов в.ст. / дюйм водяного столба (4 °C) 90 626
- 1 Па (Н/м 2) = 0,0000102 кгс/см 2 / Килограмм сила/сантиметр 2
- 1 Па (Н/м 2) = 0,0010197 кгс/дм 2 / Килограмм силы/дециметр 2
- 1 Па (Н/м 2) = 0,
кгс/м 2 /Килограмм силы/метр 2 - 1 Па (Н/м 2) = 10 -7 кгс/мм 2 / Килограмм сила/миллиметр 2
- 1 Па (Н/м 2) = 10 -3 кПа
- 1 Па (Н/м 2) = 10 -7 Килофунт-сила/квадратный дюйм/Килофунт-сила/квадратный дюйм
- 1 Па (Н/м 2) = 10 -6 МПа
- 1 Па (Н/м 2) = 0,000102 Метров в.
ст. / метр воды (4 °C)- 1 Па (Н/м 2) = 10 Микробар / Микробар (барье, барри)
- 1 Па (Н/м 2) = 7,50062 Микрон ртутного столба / Микрон ртутного столба (миллиторр)
- 1 Па (Н/м 2) = 0,01 миллибар / миллибар
- 1 Па (Н/м 2) = 0,0075006 Миллиметр ртутного столба (0 °C)
- 1 Па (Н/м 2) = 0,10207 Миллиметра в.ст. / Миллиметр водяного столба (15,56 °C)
- 1 Па (Н/м 2) = 0,10197 Миллиметра в.ст. / Миллиметр водяного столба (4 °C)
- 1 Па (Н/м 2) = 7,5006 Миллиторр / Миллиторр
- 1 Па (Н/м2) = 1Н/м2 / Ньютон/квадратный метр
- 1 Па (Н/м 2) = 32,1507 Суточная унция/кв.дюйм/Унция силы (avdp)/кв.дюйм
- 1 Па (Н/м 2) = 0,0208854 Фунт силы на кв. фут / Фунт силы/кв. фут
- 1 Па (Н/м 2) = 0,000145 Фунт силы на кв. дюйм / Фунт силы/кв. дюйм
- 1 Па (Н/м 2) = 0,671969 фунта на квадратный фут / фунта на квадратный фут
- 1 Па (Н/м 2) = 0,0046665 Фунталей на кв. дюйм / Фунталей на квадратный дюйм
- 1 Па (Н/м 2) = 0,0000093 Длинные тонны на кв.
фут / Тонна (длинная)/фут 2- 1 Па (Н/м 2) = 10 -7 Длинных тонн на кв. дюйм / Тонна(длинная)/дюйм 2
- 1 Па (Н/м 2) = 0,0000104 Коротких тонн на кв. фут / Тонна (короткая)/фут 2
- 1 Па (Н/м 2) = 10 -7 Тонн на кв. дюйм / Тонн/дюйм 2
- 1 Па (Н/м 2) = 0,0075006 Торр/
ТоррФизические характеристики материалов для стальных конструкций
Прокат и стальное литье
Чугунное литье
Коэффициент линейного расширения α , °С -1
Стальные и стальные литья
Чугунные отливки. Модуль сдвига стального проката и стального литья G , МПа (кгс/см 2 )
Коэффициент поперечной деформации (Пуассона) ν
Примечание . Значения модуля упругости приведены для канатов, предварительно растянутых с усилием не менее 60 % разрывного усилия для каната в целом.
Физические характеристики проводов и проводов
Марка и номинальное сечение, мм 2
Коэффициент линейного расширения α; ºС -1
алюминиевая проволока ГОСТ 839-80 *E
Методы определения и контроля показателей прочности металлов. Расчетное сопротивление и модули для строительных материалов Модуль упругости Алюминий кг см2
Для создания оружия требуется развитие металлургии и других сопутствующих направлений по изготовлению металлических предметов. Во-первых, они научились нюхать цветные металлы, но прочность изделий была сравнительно невысокой. Только с появлением железа и его сплавов стали изучать их свойства.
Первые мечи, которые придавали им твердость и силу, были довольно тяжелыми. Солдатам приходилось брать их обеими руками, чтобы ими можно было управлять. Со временем появлялись новые сплавы, развивались технологии производства. На смену тяжелому оружию пришли легкие сабли и шпаги.
Параллельно создавались орудия труда. С повышением прочностных характеристик совершенствовались инструменты и способы производства.Виды нагрузки
При использовании металлов прилагаются различные нагрузки статического и динамического воздействия. В теории прочности принято определять нагружение следующих видов.
- Сжатие – текущая сила сжимает предмет, вызывая уменьшение длины в направлении приложения нагрузки. Такую деформацию ощущают станины, опорные поверхности, стеллажи и ряд других конструкций, выдерживающих определенный вес. Мосты и переезды, рамы автомобилей и тракторов, фундаменты и арматура – все эти конструктивные элементы находятся в постоянном сжатии.
- Растяжка – нагрузка стремится удлинить тело в определенном направлении. Подъемные машины и механизмы испытывают одинаковые нагрузки при подъеме и транспортировке грузов.
- Сдвиг и срез – такая нагрузка наблюдается при действиях, направленных по одной оси навстречу друг другу. Соединительные элементы (болты, винты, заклепки и другие метизы) испытывают нагрузки аналогичного типа. В конструкции корпусов, металлических каркасов, коробок передач и других узлов механизмов и машин обязательно присутствуют соединительные детали. Эффективность устройств зависит от их прочности.
- Авария – Если субъект пары сил находится на определенном расстоянии друг от друга, возникает крутящий момент. Эти усилия стремятся произвести скручивающую деформацию. Такая нагрузка наблюдается в редукторах, именно такую нагрузку испытывают валы. Чаще всего это непостоянное значение. С течением времени изменяется значение силы тока.
- Изгиб — нагрузка, изменяющая кривизну объектов, считается изгибом. Такую нагрузку испытывают мосты, ригели, консоли, подъемные механизмы и другие детали.
Понятие модуля упругости
В середине XVII века в ряде стран начались исследования материалов. Предлагались различные методики определения прочностных характеристик.
Английский исследователь Роберт Гук (1660) сформулировал основные положения закона удлинения упругих тел в результате приложения нагрузки (закон горла). Вводятся понятия:- Напряжение σ, которое в механике измеряется как нагрузка, приложенная к определенной площади (кгс/см², Н/м², Па).
- Модуль упругости Е, определяющий способность твердого тела деформироваться под действием нагрузки (приложения силы в заданном направлении). Единицы также определены в кгс/см² (н/м², пар).
Формула по закону горла записывается в виде ε = σz/e, где:
- ε – относительное удлинение;
- σz – нормальное напряжение.
Демонстрация закона горла для упругих тел:
Из приведенной зависимости выведено значение Е для определенного материала экспериментальным путем, е = σz/ε.
Модуль упругости – постоянная величина, характеризующая сопротивление тела и его конструкционного материала при нормальной растягивающей или сжимающей нагрузке.
В теории прочности принято понятие модуля упругости Юнга. Этот английский исследователь дал более конкретное описание того, как меняются силовые показатели при обычной нагрузке.
Значения модуля упругости для некоторых материалов приведены в таблице 1.
Таблица 1: Модуль упругости для металлов и сплавов
Модуль упругости для различных марок стали
Металлурги разработали несколько сотен табуреток. Для них характерны разные значения прочности. В таблице 2 приведены характеристики наиболее распространенных сталей.
Таблица 2: Эластичность Сталь
Наименование Сталь Величина модуля упругости, 10¹² · Па Низкоуглеродистая сталь 165…180 Сталь 3. 179…189 Сталь 30. 194…205 Сталь 45. 211…223 Сталь 40x 240…260 65 г 235…275 X12mf 310…320 9xc, RG 275…302 4×5мс. 305…315 3×3м3ф. 285…310 P6M5 305…320 Р9 320…330 P18. 325…340 P12MF5 297…310 У7, У8. 302…315 У9, У10. 320…330 У11 325…340 У12, У13 310…315 Видео: Действие сустава, модуль упругости.
Модули прочности
Помимо нормального нагружения, существуют и другие силовые воздействия на материалы.
Модуль переключения G определяет жесткость. Эта функция показывает значение предельной нагрузки, изменяя форму предмета.
Модуль объемной упругости K определяет упругие свойства материала по изменению объема. При любой деформации происходит изменение формы предмета.
Коэффициент Пуассона μ определяет изменение коэффициента относительного сжатия растяжения.
Это значение зависит только от свойств материала.Для разных сталей значения указанных модулей приведены в таблице 3.
Таблица 3: Модули прочности звезды
Наименование Сталь Упругий модуль Юнга, 10) Модуль переключения G, 10¹² · Па Модуль объемной упругости, 10¹² · Па Коэффициент Пуассона, 10¹² · Па Низкоуглеродистая сталь 165…180 87…91 45…49 154…168 Сталь 3. 179…189 93…102 49…52 164…172 Сталь 30. 194…205 105…108 72…77 182…184 Сталь 45. 211…223 115…130 76…81 192…197 Сталь 40x 240…260 118…125 84…87 210…218 65 г 235…275 112…124 81…85 208…214 X12mf 310…320 143…150 94…98 285…290 9xc, RG 275…302 135…145 87…92 264…270 4×5мс. 305…315 147…160 96…100 291…295 3×3м3ф. 285…310 135…150 92…97 268…273 P6M5 305…320 147…151 98…102 294…300 Р9 320…330 155…162 104…110 301…312 P18. 325…340 140…149 105…108 308…318 P12MF5 297…310 147…152 98…102 276…280 У7, У8. 302…315 154…160 100…106 286…294 У9, У10. 320…330 160…165 104…112 305…311 У11 325…340 162…170 98…104 306…314 У12, У13 310…315 155…160 99…106 298…304 Для остальных материалов значения прочностных характеристик указывают в специальной литературе.
Однако в ряде случаев проводятся индивидуальные исследования. Особенно актуальны подобные исследования для строительных материалов. На предприятиях, где производятся железобетонные изделия, регулярно проводят испытания по определению предельных значений.Модуль упругости для стали, а также для других материалов
Перед применением любого материала в строительных работах следует ознакомиться с его физическими характеристиками, чтобы знать, как с ним связаться, какое механическое воздействие будет для него допустимо, и так далее. Одной из важных характеристик, на которую очень часто обращают внимание, является упругий модуль.
Ниже рассмотрим само понятие, а также это значение применительно к одному из самых популярных материалов в строительстве и ремонтных работах – стали. Эти показатели также будут рассмотрены в других материалах, для примера.
Модуль упругости – что это такое?
Модулем упругости любого материала называется совокупность физических величин, характеризующих способность любого твердого тела упруго деформироваться при приложении к нему приложения.
Обозначается буквой Е. Так будет упоминаться во всех таблицах, которые будут идти дальше в статье.Нельзя утверждать, что существует только один способ определения значения эластичности. Различные подходы к изучению этой величины привели к тому, что существует сразу несколько разных подходов. Ниже будут представлены три основных метода расчета показателей этой характеристики для разных материалов:
- Модуль Юнга (Е) описывает сопротивление материала любому растяжению или сжатию с упругой деформацией. Определен вариант отношения Юнга к деформации сжатия. Обычно его называют просто модулем упругости.
- Модуль смещения (G), также называемый модулем жесткости. Этот метод выявляет способность материала сопротивляться любому изменению формы, но при сохранении ее нормы. Модуль сдвига выражается отношением напряжения сдвига к деформации сдвига, которая определяется в виде изменения прямого угла между имеющимися плоскостями, на которые действуют касательные напряжения. Модуль сдвига, кстати, является одной из составляющих такого явления, как вязкость.
- Модуль объемной эластичности (К), который также называют модулем объемной компрессии. Этот вариант обозначает способность предмета из любого материала изменять свой объем в случае воздействия на него всеобъемлющего нормального напряжения, одинакового во всех его направлениях. Этот вариант выражается отношением величины объемного напряжения к величине относительной объемной компрессии.
- Существуют и другие показатели эластичности, которые измеряются в других величинах и выражаются другими соотношениями. Другими более известными и популярными эластичными параметрами являются хромые параметры или коэффициент Пуассона.
Таблица показателей упругости материалов
Прежде чем перейти непосредственно к этой характеристике стали, рассмотрим для начала, в качестве примера и дополнительной информации, таблицу, содержащую данные об этом значении по отношению к другим материалам.
Данные измеряются в МПа.Модуль упругости различных материалов
Как видно из вышеприведенной таблицы, это значение различно для разных материалов, к тому же показатель отличается, если рассматривать тот или иной вариант расчета этого показателя. Каждый выбирает именно тот вариант изучения индикаторов, который ему больше подходит. Предпочтительнее рассматривать модуль Юнга, так как он чаще применяется к характеристикам конкретного материала в этом отношении. 92.
- И, наконец, коэффициент Пуассона для стали равен 0,3
Это общие данные для типов стали и изделий из стали. Каждое значение рассчитывалось по всем физическим правилам и с учетом всех имеющихся соотношений, которые используются для исключения значений этой характеристики.
Ниже будет вся общая информация об этой характеристике стали. Значения будут даваться как модулем Юнга, так и модулем сдвига, как в одних единицах измерения (МПа), так и в других (кг/см2, Ньютон*м2).
Сталь и несколько разных марок
Значения упругости упругости будут отличаться, так как сразу несколько модулей, которые рассчитываются и рассчитываются по-разному.
Можно видеть тот факт, что в принципе сильно показатели не различаются, что свидетельствует в пользу разных исследований упругости различных материалов. Но углубляться во все расчеты, формулы и значения не стоит, так как достаточно выбрать определенное значение эластичности, чтобы в дальнейшем ориентироваться на него. 92.Данная информация поможет разобраться с понятием самого модуля упругости, а также ознакомиться с основными значениями этой характеристики для стали, металлопродукции, а также для ряда других материалов.
Следует помнить, что показатели модуля упругости различны для разных стальных сплавов и для различных стальных конструкций, содержащих в своем составе и другие соединения. Но даже в таких условиях можно увидеть тот факт, что выделяются показатели ненаступления. Величина модуля упругости практически зависела от конструкции. а также содержание углерода. Способ горячей или холодной обработки стали также не может сильно влиять на этот показатель.
станок.
Гуру.Табл. Значения модулей продольно-упругих моделей E, сдвигов sh G и коэффициентов Пуассона µ (при 20°С).
Материал
Модули, МПа.
Коэффициент Пуассона
Сталь (1,86 ÷ 2,1) * 105 (7,8 ÷ 8,3) * 104 0,25-0,33 Серый чугун (0,78 ÷ 1,47) * 105 4,4*104 0,23-0,27 Чугун серый модифицированный (1,2 ÷ 1,6) * 105 (5 ÷ 6,9) * 104 – Медь техническая (1,08 ÷ 1,3) * 105 4,8*104 – Бронзовая банка (0,74 ÷ 1,22) * 105 – 0,32-0,35 Бронзовый несчастный (1,02 ÷ 1,2) * 105 – – Алюминиевая латунь (0,98 ÷ 1,08) * 105 (3,6 ÷ 3,9) * 104 0,32-0,34 Алюминиевые сплавы (0,69 ÷ 0,705) * 105 2,6*104 0,33 Сплавы магноба (0,4 ÷ 0,44) * 105 – 0,34 Технический никель 2,5*105 7,35*104 0,33 Технический руководитель (0,15 ÷ 0,2) * 105 0,7*104 0,42 Цинк технический 0,78*105 3,2*104 0,27 Крупный план кирпичей (0,24 ÷ 0,3) * 104 – – Бетон (с временным сопротивлением) (1-2MP) (1,48 ÷ 2,25) * 104 – 0,16-0,18 Железобетон нормальный: сжатые элементы (1,8 ÷ 4,2) * 104 – – Железобетон нормальный: гибочные элементы (1,07 ÷ 2,64) * 104 – – Древесина всех пород: вдоль волокон (8,8 ÷ 15,7) * 104 (4,4 ÷ 6,4) * 102 – Древесина всех пород: поперек волокон (3,9 ÷ 9,8) * 104 (4,4 ÷ 6,4) * 102 – Фанера авиационная 1 сорт: Вдоль волокон 12,7*103 – – Фанера авиационная 1 сорт: поперек волокон 6,4*103 – – Текстолит (ПТ, ПТК, ПТ-1) (5,9 ÷ 9,8) * 103 – – Гетинакс (9,8 ÷ 17,1) * 103 – – Лист Винипласт 3,9*103 – – Стекло (4,9 ÷ 5,9) * 104 (2,05 ÷ 2,25) * 103 0,24-0,27 Органическое стекло (2,8 ÷ 4,9) * 103 – 0,35-0,38 Бакелит без наполнителей (1,96 ÷ 5,9) * 103 (6,86 ÷ 20,5) * 102 0,35-0,38 Целлулоид (1,47 ÷ 2,45) * 103 (6,86 ÷ 9,8) * 102 0,4 Резина 0,07*104 2*103 – Стекловолокно 3,4*104 (3,5 ÷ 3,9) * 103 – Капрон. (1,37 ÷ 1,96) * 103 – – Фторопласт F-4 (4,6 ÷ 8,3) * 102 – – техтаб.ру.
Модуль Юнга и модуль упругости при сдвиге, коэффициент Пуассона (таблица)
Упругие свойства тела
Ниже приведены справочные таблицы часто используемых констант; Если их два, то вполне достаточно для определения упругих свойств однородного изотропного твердого тела.
Модуль Юнга или продольный упругий модуль в Дин/см2.
Модуль сдвига или модуль поворота G в дин/см2.
Комплексный компрессионный модуль или объемный упругий модуль до дин/см2.
Объем сжимаемости k = 1 /k/.
Коэффициент Пуассона μ равен отношению поперечного относительного сжатия к продольному относительному растяжению.
Для однородного изотропного твердого материала имеют место следующие соотношения между этими константами:
Г = Е/2 (1 + мк) – (α)
мк = (Е/2Г) – 1 – (б)
К = Е/3 (1 – 2мк) – (в)
Коэффициент Пуассона имеет положительный знак, и его значение обычно заключают в пределах от 0,25 до 0,5, но в некоторых случаях он может выходить за указанные пределы.
Степень совпадения наблюдаемых значений µ и рассчитанных по формуле (В) является показателем изотропности материала.Таблицы значений модуля упругости Юнга, модуля сдвига и коэффициента Пуассона
Курсивом выделены значения, рассчитанные по соотношениям (А), (Б), (С).
Материал при 18°С
Модуль Юнга E, 1011 Дин/см2.
Коэффициент Пуассона μ.
Алюминий
Сталь (1% С) 1)
Констанца 2)
Манганин
1) Для стали, содержащей около 1% С, упругие константы, как известно, изменяются при термической обработке.
2) 60 % Cu, 40 % Ni.
Экспериментальные результаты, упомянутые ниже, относятся к обычным лабораторным материалам, в основном к проводам.
Вещество
Модуль Юнга E, 1011 Дин/см2.
Модуль переключения G, 1011 DIN/см2.
Коэффициент Пуассона μ.
Модуль объемной упругости К, 1011 Дин/см2.
Бронза (66% Cu)
Незильбер1)
Стекло Иенский Крон
Стекло Иенское Кремень
Сварка железа
Фосфороидная бронза2)
Платиноид3)
Кварцевые нити (плав.
)Резина мягкая вулканизированная
1) 60 % Cu, 15 % Ni, 25 % Zn
2) 92,5 % Cu, 7 % SN, 0,5 % P
3) Незильбер с небольшим количеством вольфрама.
Вещество
Модуль Юнга E, 1011 Дин/см2.
Вещество
Модуль Юнга E, 1011 Дин/см2.
Цинк (чистый)
Красное дерево
Цирконий
Сплав 90% PT, 10% IR
Дюралюминий
Шелковая нить1
Тик
Пластик:
Термопласт
Термореактив
Вольфрам
1) быстро уменьшается с увеличением нагрузки
2) обнаруживает заметную упругую усталость
Температурный коэффициент (при 150С)
ET = E11 (1-ɑ (Т-15)), GT = G11 (1-ɑ (Т-15))
Сжимаемость k, бар-1 (при 7-110С)
Алюминий
Алюминий
Стекло Флинт
Стекло немецкое
Нейзильбер
Фосфористая бронза
Кварцевые ночи
infotables.
ru.Эластичный модуль (модуль Юнга) | World Welding
Модуль упругости
Модуль упругости (модуль Юнга) Е – характеризует сопротивление материала растяжению/сжатию с упругой деформацией, или свойство объекта деформироваться вдоль оси при воздействии силы вдоль этой оси; Определяется как отношение напряжения к удлинению. Часто модуль Юнга называют просто модулем упругости.
1 кгс/мм2 = 10-6 кгс/м2 = 9,8 · 106 Н/м2 = 9,8 · 107 DIN/см2 = 9,81 · 106 Па = 9,81 МПа
Эластичный модуль (Jung Module4)
E.
кгс/мм2 107 н/м2 МПа Металлы Алюминий 6300-7500 6180-7360 61800-73600 Алюминий Антелот 6980 6850 68500 Бериллий 30050 29500 2 Бронза 10600 10400 Алюминиевая бронза, литье 10500 10300 Катана бронзовая фосфористая 11520 11300 113000 Ванадий 13500 13250 132500 Ванадий Аннеа 15080 14800 148000 Висмут 3200 3140 31400 Литой висмут 3250 3190 31900 Вольфрам 38100 37400 374000 Вулфрейм Аннеа 38800-40800 34200-40000 342000-400000 Гафний 14150 13900 139000 Дюралюминий 7000 6870 68700 Дюралюминий Каме 7140 7000 70000 Утюг для приготовления пищи 20000-22000 19620-21580 1 - -215800
Чугунное литье 10200-13250 10000-13000 -130000
Золото 7000-8500 6870-8340 68700-83400 Золото отожженное 8200 8060 80600 Инвар 14000 13730 137300 Индий 5300 5200 52000 Иридий 5300 5200 52000 Кадмий 5300 5200 52000 Кадмий литой 5090 4990 49900 Кобальт Антенсированный 19980-21000 19600-20600 1 -206000 Константан 16600 16300 163000 Латунь 8000-10000 7850-9810 78500- Судовая латунь Catana 10000 9800 Латунь холоднотянутая 9100-9890 8900-9700 89000- Магний 4360 4280 42800 Манганин 12600 12360 123600 Медь 13120 12870 128700 Медь деформированная 11420 11200 112000 Медное литье 8360 8200 82000 Доильный котел 11000 10800 108000 Медь холоднотянутая 12950 12700 127000 Молибден 29150 28600 286000 Нейзильбер 11000 10790 107900 Никель 20000-22000 19620-21580 1 - -215800
Самоникель 20600 20200 202000 Ниобий 9080 8910 89100 Олово 4000-5400 3920-5300 39200-53000 Оловянное литье 4140-5980 4060-5860 40600-58600 Осмий 56570 55500 555000 Палладий 10000-14000 9810-13730 -137300 Палладиевое литье 11520 11300 113000 Платина 17230 16900 169000 Платиновый ангел 14980 14700 147000 Родий Annea 28030 27500 275000 Рутений Аннея 43000 42200 422000 Свинец 1600 1570 15700 Свинцовый лит 1650 1620 16200 Серебро 8430 8270 82700 Отожженное серебро 8200 8050 80500 Сталь инструментальная 21000-22000 20600-21580 206000-215800 Легированная сталь 21000 20600 206000 Специальная сталь 22000-24000 21580-23540 215800-235400 Углеродистая сталь 19880-20900 19500-20500 1 Стальное литье 17330 17000 170000 Тантал 19000 18640 186400 Талта Аннеа 18960 18600 186000 Титан 11000 10800 108000 Хром 25000 24500 245000 Цинк 8000-10000 7850-9810 78500- Цинк Каме 8360 8200 82000 Цинковое литье 12950 12700 127000 Цирконий 8950 8780 87800 Чугун 7500-8500 7360-8340 73600-83400 Чугун белый, серый 11520-11830 11300-11600 113000-116000 Чугун объемный 15290 15000 150000 Пластик Оргстекло 535 525 5250 Целлулоид 173-194 170-190 17:00-19:00 Стекло органическое 300 295 2950 Резина Резина 0,80 0,79 7,9 Резина мягкая вулканизированная 0,15-0,51 0,15-0,50 1,5-5,0 Дерево Бамбук 2000 1960 19600 Береза 1500 1470 14700 Бук 1600 1630 16300 Дуб 1600 1630 16300 Ель 900 880 8800 Железное дерево 2400 2350 32500 Сосна 900 880 8800 Минералы. Кварц 6800 6670 66700 Различные материалы Бетон 1530-4100 1500-4000 15000-40000 Гранит 3570-5100 3500-5000 35000-50000 Известняк плотный 3570 3500 35000 Кварцевая нить (расплавленная) 7440 7300 73000 Кетгут 300 295 2950 Лед (при -2°С) 300 295 2950 Мрамор 3570-5100 3500-5000 35000-50000 Стекло 5000-7950 4900-7800 49000-78000 Стеклянный крон. 7200 7060 70600 Стекло Флинт 5500 5400 70600 Литература
- Краткий физико-технический справочник. Т.1/под общ. изд. К.П. Яковлева. М.: Физматгиз. 1960. – 446 с.
- Справочник по сварке цветных металлов / С.М. Гуревич. Киев.: Нукова думка. 1981. 680 с.
- Справочник по элементарной физике / Н.Н. Кошкин, М.Г. Ширкевич. М., Наука. 1976. 256 с.
- Таблицы физических величин. Справочник / Под ред. ИК Кикоин. М., Атомиздат. 1976. 1008 с.
Weldworld.ru.
Металлы Механические свойства | Энциклопедия Кругосвет
Содержание статьи
Металлы Механические свойства. Когда на металлический образец действует сила или система сил, он отзывается на это, изменяя свою форму (деформируясь). Различные характеристики, определяющие поведение и конечное состояние металлического образца в зависимости от вида и интенсивности сил, называются механическими свойствами металла.
Интенсивность силы, действующей на образец, называется напряжением и измеряется как полная сила, приходящаяся на площадь, на которую она действует.
Под деформацией понимают относительное изменение размера образца, вызванное приложенными напряжениями.Упругая и пластическая деформация, разрушение
Если приложенное к металлическому образцу напряжение не слишком велико, то его деформация оказывается упругой – стоит снять напряжение, как его форма восстанавливается. Некоторые металлические конструкции намеренно спроектированы таким образом, чтобы они упруго деформировались. Так, пружины обычно требуют достаточно большой упругой деформации. В остальных случаях упругая деформация сводится к минимуму. Мосты, балки, механизмы, устройства делают более жесткими. Упругая деформация металлического образца пропорциональна силе или сумме действующих на него сил. Это выражается законом горла, согласно которому напряжение равно упругой деформации, умноженной на постоянный коэффициент пропорциональности, называемый модулем упругости: S = EY, где S – напряжение, E – упругая деформация , а Y — упругий модуль (модуль Юнга). Модули упругости ряда металлов представлены в табл.
один.Используя данные этой таблицы, можно рассчитать, например, прочность, необходимую для растяжения стального стержня квадратного сечения со стороной 1 см на 0,1% его длины:
F\ u003d yґaґdl/l = 200 000 МПа ґ 1 см2ґ0,001 = 20 000 n (= 20 кН)
При приложении к металлическому образцу напряжений, превышающих его предел упругости, они вызывают пластическую (необратимую) деформацию, приводящую к необратимое изменение его формы. Самые высокие напряжения могут вызвать разрушение материала.
Важнейшим критерием при выборе металлического материала, от которого требуется высокая эластичность, является предел текучести. У лучших пружинных сталей почти такой же модуль упругости, как и у самых дешевых конструкций, но пружинные стали могут выдерживать гораздо большие напряжения, а следовательно, и гораздо большие упругие деформации без пластической деформации, так как обладают более высоким пределом текучести.
Пластические свойства металлического материала (в отличие от эластичного) могут быть изменены плавлением и термической обработкой.
Таким образом, расход железа подобными методами можно увеличить в 50 раз. Чистое железо переходит в текучее состояние уже при напряжениях около 40 МПа, а предел текучести сталей, содержащих 0,5% углерода и несколько процентов хрома и никеля, после нагрева до 950°С и твердение может достигать 2000 МПа.При нагружении металлического материала с превышением предела текучести он продолжает пластически деформироваться, но в процессе деформации становится более твердым, поэтому для дальнейшего увеличения деформации необходимо повышать напряжение. Такое явление называется деформацией или механическим упрочнением (также как шлепком). Это можно продемонстрировать, скручивая или многократно сжигая металлическую проволоку. Деформационное упрочнение металлических изделий часто проводят на заводах. Листовая латунь, медная проволока, алюминиевые прутки могут подвергаться холодной прокатке или волочению до того уровня твердости, который требуется от конечных изделий.
Растяжка.
Соотношение между напряжением и деформацией для материалов часто исследуют, проводя испытания на растяжение, и при этом получают диаграмму растяжения – график, по горизонтальной оси которого откладывается деформация, а по вертикальной – напряжение (рис.
1). Хотя при растяжении поперечное сечение образца уменьшается (а длина увеличивается), напряжение обычно рассчитывают, относя к исходной площади поперечного сечения, а не к приведенной, которая дала бы истинное напряжение. При малых деформациях это не имеет большого значения, а при больших может привести к заметной разнице. На рис. 1 представлены кривые деформация-напряжение для двух материалов с неодинаковой пластичностью. (Пластичность – это способность материала удлиняться без разрушения, но без возврата к исходной форме после снятия нагрузки.) Начальный линейный участок и той и другой кривой заканчивается в точке предела текучести, где начинается пластическое течение . Для менее пластичного материала высшая точка диаграммы, его предел прочности, соответствует разрушению. Для более пластичного материала предел прочности достигается, когда скорость уменьшения сечения при деформации становится больше скорости деформационного упрочнения. На этом этапе начинается образование «шейки» при испытании (местное ускоренное уменьшение сечения). Хотя способность образца выдерживать нагрузку снижается, материал в горловине продолжает укрепляться. Проба заканчивается кончиком шеи.Типовые значения величин, характеризующих предел прочности при растяжении ряда металлов и сплавов, представлены в табл. 2. Нетрудно заметить, что эти значения для одного и того же материала могут сильно различаться в зависимости от обработки.
стол 2
стол 2 Металлы и сплавы состояние Предел текучести, МПа Предел прочности, МПа Удлинение, % Низкоуглеродистая сталь (0,2% С) Горячекатаная 300 450 35 Среднеуглеродистая сталь (0,4 % C, 0,5 % Mn) Рафинированный и выпущенный 450 700 21 Высокопрочная сталь (0,4 % C, 1,0 % Mn, 1,5 % Si, 2,0 % Cr, 0,5 % MO) Рафинированный и выпущенный 1750 2300 11 Серый чугун После заливки – 175–300 0,4 Алюминий технически чистый Антенсед 35 90 45 Алюминий технически чистый Упрочняющий 150 170 15 Алюминиевый сплав (4,5 % Cu, 1,5 % MG, 0,6 % Mn) Стадия старения 360 500 13 Полностью отожженный 80 300 66 Латунный лист (70 % Cu, 30 % Zn) Деформационно-упрочняющая 500 530 8 Вольфрам, проволока Дренаж до диаметра 0,63 мм 2200 2300 2,5 Свинец После литья 0,006 12 30 Сжатие.
Упругие и пластические свойства при сжатии обычно очень похожи на то, что наблюдается при растяжении (рис. 2). Кривая зависимости между условным напряжением и условной деформацией при сжатии проходит выше соответствующей кривой при растяжении только потому, что при сжатии поперечное сечение образца не уменьшается, а увеличивается. Если по осям графика, то кривые практически совпадают, хотя при растяжении происходит разрушение.
Твердость.
Твердость материала – это его способность сопротивляться пластической деформации. Поскольку испытания на растяжение требуют дорогостоящего оборудования и больших временных затрат, часто прибегают к более простым испытаниям на твердость. При испытании по методам Бринелля и Роквелла к поверхности металла при заданной нагрузке и скорости нагружения прижимают «индентор» (наконечник, имеющий форму шара или пирамиды). Затем измеряют (часто это делается автоматически) размер отпечатка и по нему определяют показатель (число) твердости.
Чем меньше отпечаток, тем выше твердость. Твердость и предел текучести являются в какой-то мере сопоставимыми характеристиками: обычно с увеличением одной из них увеличивается другая.Может показаться, что для металлических материалов всегда желательны максимальный предел текучести и твердость. На самом деле это не так, и не только по экономическим соображениям (процессы закалки требуют дополнительных затрат).
Сначала материалам необходимо придать форму различных изделий, а это обычно осуществляется с помощью процессов (прокатка, штамповка, прессование), в которых большую роль играет пластическая деформация. Даже при обработке на металлорежущем станке пластическая деформация весьма значительна. Если твердость материала слишком велика, она слишком велика для придания ему нужной формы, в результате чего быстро изнашиваются режущие инструменты. Такого рода трудности можно уменьшить, обрабатывая металлы при повышенных температурах, когда они становятся мягче. Если горячая обработка невозможна, то применяют отжиг металла (медленный нагрев и охлаждение).
Во-вторых, по мере упрочнения металлического материала он обычно теряет пластичность. Другими словами, материал становится хрупким, если его предел текучести настолько велик, что пластическая деформация не возникает до появления напряжений, непосредственно вызывающих разрушение. Конструктору обычно приходится выбирать какие-то промежуточные уровни твердости и пластичности.
Ударная вязкость и хрупкость.
Вязкость противоположна хрупкости. Это способность материала сопротивляться разрушению, поглощая энергию удара. Например, стекло хрупкое, потому что не способно поглощать энергию из-за пластической деформации. При таком резком ударе мягкого алюминия не возникает высоких напряжений, так как алюминий способен к пластической деформации, поглощающей энергию удара.
Существует множество различных методов испытания металлов на ударную вязкость. При использовании метода Шарпи металлический призматический образец со срезом подставляется под маятник резервуара.
Работа, затрачиваемая на разрушение образца, определяется расстоянием, на которое отклоняется маятник после удара. Такие испытания показывают, что стали и многие металлы ведут себя как хрупкие при низких температурах, а как вязкие — при повышенных. Переход от хрупкого поведения к вязкому часто происходит в довольно узком интервале температур, середина которого называется температурой хрупко-вязкого перехода. Другие испытательные испытания также указывают на такой переход, но измеренная температура перехода меняется от испытания к испытанию в зависимости от глубины очага, размера и формы образца, а также от метода и скорости ударного нагружения. Поскольку ни один из видов испытаний не воспроизводит весь диапазон условий работы, то испытания на вязкость пробы ценны только тем, что позволяют сравнивать разные материалы. Тем не менее они дали много важных сведений о влиянии плавки, технологии изготовления и термической обработки на склонность к хрупкому разрушению. Температура перехода для сталей, измеренная методом Шарпи с V-образным надрезом, может достигать +90°С, но может быть снижена до -130°С соответствующими легирующими добавками и термической обработкой.Хрупкое разрушение стали явилось причиной многочисленных аварий, таких как неожиданные прорывы трубопроводов, взрывы сосудов высокого давления и складских емкостей, мостовых хомутов. Среди наиболее известных примеров большое количество морских кораблей типа «Либерти», обшивка которых во время заплыва неожиданно расходилась. Как показало расследование, выход из строя судов «Свобода» был обусловлен, в частности, неправильной технологией сварки, оставлением внутренних напряжений, плохим контролем за составом сварного шва и конструктивными дефектами. Информация, полученная в результате лабораторных испытаний, позволила значительно снизить вероятность таких аварий. Температура хрупко-вязкого перехода некоторых материалов, например вольфрама, кремния и хрома, при нормальных условиях значительно выше комнатной. Такие материалы обычно считаются хрупкими, и придать им необходимую форму пластической деформацией можно только при нагревании. В то же время медь, алюминий, свинец, никель, некоторые марки нержавеющей стали и другие металлы и сплавы совершенно не становятся хрупкими при понижении температуры.
Хотя о хрупком разрушении известно уже много, это явление нельзя считать полностью изученным.Усталость.
Усталостью называют разрушение конструкции под действием циклических нагрузок. Когда предмет изгибается то в одну, то в другую сторону, его поверхность попеременно подвергается то сжатию, то растяжению. При достаточно большом числе циклов нагружения разрушение могут вызывать напряжения, значительно меньшие тех, при которых происходит разрушение в случае однократного нагружения. Значимые напряжения вызывают локальную пластическую деформацию и деформационное упрочнение материала, в результате чего со временем возникают мелкие трещины. Концентрация напряжений вблизи концов таких трещин вызывает их рост. Сначала трещины растут медленно, но по мере уменьшения сечения, что обусловлено нагрузкой, напряжения на концах растут. При этом трещины растут быстрее и, наконец, мгновенно распространяются на все детали сечения. См. также разрушение механизмов.
Усталость, несомненно, является наиболее частой причиной выхода конструкций из эксплуатации.
Детали особенно восприимчивы к этим деталям, работающим в условиях циклических нагрузок. В самолете усталость оказывается очень важной проблемой из-за вибрации. Во избежание усталостного разрушения часто приходится проверять и заменять детали самолетов и вертолетов.Ползучесть.
Ползучесть (или ползучесть) — медленное нарастание пластической деформации металла под действием постоянной нагрузки. С появлением воздушно-реактивных двигателей, газовых турбин и ракет все большее значение стали приобретать свойства материалов при повышенных температурах. Во многих областях техники дальнейшее развитие сдерживается ограничениями, связанными с высокотемпературными механическими свойствами материалов.
При нормальных температурах пластическая деформация устанавливается практически мгновенно, как только приложено соответствующее напряжение, и в дальнейшем мало увеличивается. При повышенных температурах металлы не только становятся мягче, но и деформируются так, что деформация со временем продолжает расти.
Эта зависящая от времени деформация, или ползучесть, может ограничивать срок службы конструкций, которые должны длительное время работать при повышенных температурах.Чем больше напряжение и чем выше температура, тем больше скорость ползучести. Типичные кривые ползучести представлены на рис. 3. После начальной стадии быстрой (незаданной) ползучести эта скорость уменьшается и становится практически постоянной. Перед разрушением скорость крипа снова увеличивается. Температура, при которой ползучесть становится критической, неодинакова для разных металлов. Объектом озабоченности телефонных компаний является расползание подвесных кабелей в свинцовой оболочке, работающих при обычных температурах окружающей среды; В то же время некоторые специальные сплавы могут работать при 800°С, не обнаруживая чрезмерной ползучести.
Срок службы деталей в условиях ползучести может определяться либо предельно допустимой деформацией, либо разрушением, и конструктор всегда должен иметь в виду эти два возможных варианта.
Пригодность материалов для изготовления изделий, рассчитанных на длительную работу при повышенных температурах, например лопаток турбин, заранее оценить сложно. Испытания на время, равное предполагаемому сроку службы, часто практически невозможны, а результаты кратковременных (ускоренных) испытаний не так просто экстраполировать на более длительные времена, так как может измениться характер разрушения. Хотя механические свойства жаропрочных сплавов постоянно улучшаются, перед металлофизикой и материаловедением всегда будет стоять задача создания материалов, способных выдерживать еще более высокие температуры. См. также Металлофизические исследования.Кристаллическая структура
Выше речь шла об общих закономерностях поведения металлов под действием механических нагрузок. Чтобы лучше понять соответствующие явления, нужно рассмотреть атомное строение металлов. Все твердые металлы являются кристаллическими веществами. Они состоят из кристаллов, или зерен, расположение атомов в которых соответствует правильной трехмерной решетке.
Кристаллическую структуру металла можно представить состоящей из атомных плоскостей или слоев. При приложении напряжения сдвига (силы, заставляющей две соседние плоскости металлического образца скользить друг относительно друга в противоположных направлениях) один слой атомов может перемещаться на целое межатомное расстояние. Такой сдвиг повлияет на форму поверхности, но не на кристаллическую структуру. Если один слой сместить на много межатомных расстояний, то на поверхности образуется «Ступенька». Хотя отдельные атомы слишком малы, чтобы их можно было увидеть под микроскопом, ступени, образованные скольжением, хорошо видны под микроскопом и называются линиями скольжения.Обычные металлические предметы, встречающиеся ежедневно, являются поликристаллическими, т.е. состоят из большого количества кристаллов, каждый из которых имеет свою ориентацию атомных плоскостей. Деформация обычного поликристаллического металла имеет монокристаллическую деформацию, которая обусловлена скольжением вдоль атомных плоскостей в каждом кристалле.
Заметное скольжение целых кристаллов по их границам наблюдается только в условиях ползучести при повышенных температурах. Средний размер одного кристалла, или зерна, может быть от нескольких тысячных до нескольких десятых долей сантиметра. Желательна более мелкая зернистость, так как механические характеристики мелкозернистого металла лучше, чем у крупнозернистого. Кроме того, мелкозернистые металлы менее хрупкие.Скольжение и вывих.
Процессы скольжения удалось изучить еще в монокристаллах металлов, выращенных в лаборатории. При этом выяснилось не только то, что скольжение происходит в каких-то определенных направлениях и обычно в вполне определенных плоскостях, но и то, что монокристаллы деформируются при очень малых напряжениях. Переход монокристаллов в текучее состояние начинается для алюминия при 1, а для железа – при 15-25 МПа. Теоретически этот переход в обоих случаях должен происходить при напряжении ОК. 10 000 МПа. Такое несоответствие между экспериментальными данными и теоретическими расчетами на протяжении многих лет оставалось важной проблемой.
В 1934 Тейлор, Полани и Орован предложили объяснение, основанное на представлении о дефектах кристаллической структуры. Они предположили, что при скольжении сначала происходит смещение в какой-то точке атомной плоскости, которое затем распространяется и на кристалл. Границей между смещенной и неудачной областями (рис. 4) является линейный дефект кристаллической структуры, называемый дислокацией (на рисунке эта линия уходит в кристалл перпендикулярно плоскости рисунка). При приложении к кристаллу напряжения смещения дислокация движется, вызывая скольжение вдоль плоскости, в которой она расположена. После образования дислокаций они очень легко перемещаются по кристаллу, чем и объясняется «мягкость» монокристаллов.В металлических кристаллах обычно много дислокаций (суммарная длина дислокаций в одном кубическом сантиметре отожженного металлического кристалла может быть более 10 км). Но в 1952 г. исследователи Лаборатории корпорации «Белл Телефон», испытывая очень тонкие нитевидные кристаллы («усы») олова, с удивлением обнаружили, что прочность таких кристаллов на изгиб близка к теоретическому значению для совершенных кристаллов.
Позже были обнаружены чрезвычайно прочные нитевидные кристаллы и многие другие металлы. Предполагается, что такая высокая прочность связана с тем, что в таких кристаллах дислокаций нет вообще или есть одна, идущая по всей длине кристалла.Влияние температуры.
Влияние повышенных температур можно объяснить на основе представлений о дислокациях и структуре зерен. Многочисленные дислокации в кристаллах упрочненного металла искажают кристаллическую решетку и увеличивают энергию кристалла. Когда металл нагревается, атомы становятся подвижными и перестраиваются в новые, более совершенные кристаллы, содержащие меньше дислокаций. С такой рекристаллизацией и связано размягчение, которое наблюдается при отжиге металлов.
www.krugosvet.ru.
Настольный модуль Юнга. Модуль упругости. Определение модуля Юнга.
Tasknik ONL @ ENE БИБЛИОТЕКА 1 БИБЛИОТЕКА 2 Примечание. Величина модуля упругости зависит от структуры, химического состава и способа обработки материала.
Поэтому значения Е могут отличаться от средних значений, приведенных в таблице.Настольный модуль Юнга. Модуль упругости. Определение модуля Юнга. COFFACE FAST ОТ ПРОЧНОСТИ.
Настольный модуль Юнга
Материал
Материал
Алюминий 70 7000 Сталь легированная 210-220 21000-22000 Бетон 3000 Углеродистая сталь 200-210 20000-2100 Древесина (вдоль волокон) 10-12 1000-1200 Стекло 56 5600 Древесина (поперек волокон) 0,5-1,0 50-100 Стекло органическое 2,9 290 Железо 200 2000 Титан 112 11200 Золото 79 7900 Хром 240-250 24000-25000 Магний 44 4400 Цинк 80 8000 Медь 110 11000 Серый чугун 115-150 11500-15000 Свинец 17 1700 Прочность материала
Допустимое механическое напряжение в некоторых единицах измерения (при растяжении)
Коэффициент запаса прочности
Продолжение следует.
..www.kilomol.ru.
Модули упругости и коэффициенты Пуассона для некоторых материалов 013
Материал Модули упругости, МПа Коэффициент Пуассона Модуль SungaE Модуль переключения Чугун Белый, серый чугун (1,15 … 1,60) · 105 1,55 · 105 4,5 · 104 – 0,23…0,27 – Сталь Углеродистая сталь Сплав (2,0…2,1) · 105 (2,1…2,2) · 105 (8,0…8,1) · 104 (8,0…8,1) · 104 0,24…0,28 0,25…0,30 Медный прокат медный холоднотянутый медный литой 1,1 · 105 1,3 · 105 0,84 · 105 4,0 · 104 4,9 · 104 – 0,31…0,34 – – Бронза Фосфористая бронза Бронза Марганцевая Катаная бронза Алюминий Литой 1,15 · 105 1,1 · 105 1,05 · 105 4,2 · 104 4,0 · 104 4,2 · 104 0,32. ..0,35
0,35
–Латунь Холоднокатаная латунь (0,91 … 0,99) · 105 1,0 · 105 (3,5…3,7) · 104 – 0,32…0,42 0,36 Алюминиевая катанка алюминиевый дюралюминиевый пруток 0,69 · 105 0,7 · 105 0,71 · 105 (2,6…2,7) · 104 – 2,7 · 104 0,32…0,36 – – Цинк Каме 0,84 · 105. 3,2 · 104. 0,27 Свинец 0,17 · 105. 0,7 · 104. 0,42 Лед 0,1 · 105. (0,28…0,3) · 104 – Стекло 0,56 · 105. 0,22 · 104. 0,25 Гранит 0,49 · 105. – – Известняк 0,42 · 105. – – Мрамор 0,56 · 105. – – Песчаник 0,18 · 105, – – Каменная кладка из гранита Каменная кладка из известняка Каменная кладка из кирпича (0,09…0,1) · 105 0,06 · 105 (0,027…0,030) · 105 – – – – – – Бетон с пределом прочности, МПа: 10 15 20 (0,146…0,196) · 105 (0,164…0,214) · 105 (0,182…0,232) · 105 – – – 0,16…0,18 0,16…0,18 0,16…0,18 Древесина вдоль волокон Древесина поперек волокон Мобильный бетонный завод на шассиНа какую глубину заливать фундамент под дом
Одной из основных задач инженерного проектирования является выбор материала конструкции и оптимального сечения профиля.
Необходимо найти размер, который при наименьшей массе обеспечит сохранение формы системы под действием нагрузки.Например, какой номер стального нагревателя следует использовать в качестве пролета конструкции? Если взять профиль размером ниже необходимого, то гарантированно получится разрушение конструкции. Если больше, то это приводит к нерациональному использованию металла, а, следовательно, утяжелению конструкции, усложнению монтажа, увеличению финансовых затрат. Знание такого понятия, как модуль упругости, даст ответ на поставленный вопрос и позволит избежать возникновения этих проблем на самом раннем этапе производства.
Общее понятие
Модуль упругости (также известный как модуль Юнга) — один из показателей механических свойств материала, характеризующий его сопротивление растяжению. Другими словами, его значение показывает пластичность материала. Чем больше модуль упругости, тем меньше будет растягиваться любой стержень при прочих равных условиях (величина нагрузки, площадь поперечного сечения и т.
д.).В теории упругости модуль Юнга обозначается буквой Е. Является составной частью закона горла (закона деформации упругих тел). Связывает возникающие в материале напряжения и его деформации.
В соответствии с международным стандартом единицы измеряются в МПа. Но на практике инженеры предпочитают использовать размерность кгс/см2.
Определение модуля упругости проводится экспериментальным путем в научных лабораториях. Суть этого метода заключается в разрыве на специальном оборудовании гантельных образцов материала. Узнав напряжение и удлинение, при которых произошло разрушение образца, эти переменные делят друг на друга, получая тем самым модуль Юнга.
Сразу отметим, что такие методы определяются модулями упругости пластических материалов: стали, меди и так далее. Хрупкие материалы – чугун, бетон – сжимают до появления трещин.
Дополнительные характеристики механических свойств
Упругий модуль позволяет прогнозировать поведение материала только при работе на сжатие или растяжение.
При наличии таких видов нагрузок, как смятие, срез, изгиб и т. д. потребуется ввести дополнительные параметры:- Жесткость – это произведение модуля упругости на площадь поперечного сечения профиля. По величине жесткости можно судить о пластичности уже не материала, а узла конструкции в целом. Измеряется в килограммах мощности.
- Относительное продольное удлинение показывает отношение абсолютного удлинения образца к общей длине образца. Например, к определенному усилию был прикреплен долговременный стержень длиной 100 мм. В результате он уменьшился в размере на 5 мм. Делая его с удлинением (5 мм) на исходной длине (100 мм) получаем относительное удлинение 0,05. Переменная является безразмерной величиной. В некоторых случаях для удобства восприятия переводят в интерес.
- Относительное поперечное удлинение рассчитывается аналогично предыдущему пункту, но вместо длины здесь учитывается диаметр стержня. Опыты показывают, что у большинства материалов поперечное удлинение в 3-4 раза меньше продольного.
- Коэффициент Пансона представляет собой отношение относительной продольной деформации к относительной поперечной деформации. Этот параметр позволяет полностью описать изменение формы под действием нагрузки.
- Модуль сдвига характеризует упругие свойства при воздействии на образец касательных напряжений, т. е. в случае, когда вектор прочности направлен на 90 градусов к поверхности тела. Примерами таких нагрузок являются работа заклепок на срез, гвоздей на смятие и так далее. По большому счету модуль сдвига связан с таким понятием, как вязкость материала.
- Объемный упругий модуль характеризуется изменением объема материала для равномерного приложения универсальной нагрузки. Это отношение объемного давления к объемной деформации сжатия. Примером такой работы является опущенный образец, который по всей своей площади воздействует на давление жидкости.
В дополнение к вышесказанному необходимо отметить, что некоторые виды материалов имеют различные механические свойства в зависимости от направления нагрузки.
Такие материалы характеризуются как анизотропные. Яркими примерами служат дерево, слоистая пластика, некоторые виды камня, ткани и так далее.В изотропных материалах механические свойства и упругая деформация одинаковы в любом направлении. К ним относятся металлы (сталь, чугун, медь, алюминий и др.), непереносимые пластмассы, натуральные камни, бетон, резина.
Значение модуля упругости
Следует отметить, что модуль Юнга не является постоянной величиной. Даже для одного и того же материала она может колебаться в зависимости от точек приложения силы.
Некоторые упругопластические материалы имеют более или менее постоянный модуль упругости при работе как на сжатие, так и на растяжение: медь, алюминий, сталь. В других случаях эластичность может варьироваться в зависимости от формы профиля.
Вот примеры значений модуля Юнга (в миллионах КГССМ2) некоторых материалов:
- Чугун белый – 1,15.
- Чугун серый -1,16.
- Латунь – 1,01.
- Бронза – 1,00.
- Кладка кирпичная – 0,03.
- Камень гранитный кладочный – 0,09.
- Бетон – 0,02.
- Древесина вдоль волокон – 0,1.
- Древесина поперек волокон – 0,005.
- Алюминий – 0,7.
Учитывать разницу показаний между модулями упругости для сталей в зависимости от марки:
- Сталь конструкционная высокого качества (20, 45) – 2,01.
- Обычная сталь (Статья 3, Статья 6) – 2,00.
- Сталь низколегированная (30хгсс, 40х) – 2,05.
- Нержавеющая сталь (12х18н10т) – 2.1.
- Штамп стальной (9XMF) – 2,03.
- Сталь рессорная (60с2) – 2,03.
- Подшипники стальные (Шх25) – 2.1.
Также значение модуля упругости для сталей изменяется в зависимости от вида проката:
- Проволока высокопрочная – 2.1.
- Веревка плетеная – 1,9.
- Трос с металлическим сердечником – 1,95.
Как видим, отклонения между сталью по значениям модулей упругой деформации имеют небольшую величину.
Поэтому в большинстве инженерных расчетов можно пренебречь погрешностями и принять значение Е = 2,0.Материал Модуль упругости
E, МПа.Чугун белый, серый (1,15. 1,60) · 10 5 Чугун объемный 1,55 · 10 5 Углеродистая сталь (2,0. 2,1) · 10 5 Легированная сталь (2,1. 2.2) · 10 5 Медный прокат 1.1 · 10 5 Медь холоднотянутая 1,3 · 10 3 Медное литье 0,84 · 10 5 Бронза фосфористая 1,15 · 10 5 Бронза марганцевая катанна 1,1 · 10 5 Алюминий алюминий бронза 1,05 · 10 5 Латунь холоднотянутая (0,91. 0,99) · 10 5 Соборная латунь 1,0 · 10 5 Алюминиевый стержень 0,69 · 10 5 Алюминиевая проволока натянутая 0,7 · 10 5 Дюралюминий Katha 0,71 · 10 5 Цинк Канден 0,84 · 10 5 Свинец 0,17 · 10 5 Лед 0,1 · 10 5 Стекло 0,56 · 10 5 Гранит 0,49 · 10 5 Известь 0,42 · 10 5 Мрамор 0,56 · 10 5 Песчаник 0,18 · 10 5 Каменная кладка (0,09. 0,1) · 10 5Кирпичная каменная кладка (0,027. 0,030) · 10 5 Бетон (см. Таблицу 2) Древесина вдоль волокон (0,1. 0,12) · 10 5 Древесина поперек волокон (0,005. 0,01) · 10 5 Резина 0,00008 · 10 5 Текстолит (0,06. 0,1) · 10 5 Гетинакс (0,1. 0,17) · 10 5 Бакелит (2. 3) · 10 3 Целлулоид (14.3. 27.5) · 10 2 Нормативные данные для расчета железобетонных конструкций
Таблица 2. Бетонные упругие модули (по СП 52-101-2003)
Таблица 2.1 Бетонные упругие модули по СНиП 2.03.09-964
Примечания:
1. Над чертой указаны значения в МПа, под чертой – в кгс/см & sup2.
2. Для легких, ячеистых и пористых бетонов при промежуточных значениях плотности бетона начальные модули упругости принимают путем линейной интерполяции.
3. Для ячеистых бетонов неавтоклавного твердения значение Е В принимают как для бетонов автоклавного твердения с умножением на коэффициент 0,8.
4. Для деформируемого бетона значение Е В принимают как для тяжелого бетона с умножением на коэффициент
а. = 0,56 + 0,006В.Таблица 3. Нормативные значения сопротивления бетона (по СП 52-101-2003)
Таблица 4. Расчетные значения сопротивления бетона сжатию (по СП 52- 101-2003)
Таблица 4.1 Расчетные значения сопротивления бетона сжатию по СНиП 2.03.01-84*(1996)
Таблица 5. Расчетные значения сопротивления бетона растяжению 52-101-2003)
Таблица 6. Нормативные сопротивления для арматуры (по СП 52-101-2003)
Таблица 6.1 Нормативные сопротивления для арматуры класса А по СНиП 3.0 *-84 2.04 (1996)
Таблица 6.2 Нормативные сопротивления для сборки классов в и К по СНиП 2.03.01-84*(1996)
Таблица 7.
Расчетные сопротивления для арматуры Таблица 7.1 Расчетное сопротивление арматуры класса А по СНиП 2.03.01-84* (1996) 2.03.01-84*(1996) Нормативные данные для расчетов металлоконструкций
Таблица 8. Нормативные и расчетные сопротивления при растяжении, сжатии и изгибе (по СНиП II-23-81 (1990)) листового, широкополосного универсального и фасонного проката сталь по ГОСТ 27772-88 для металлоконструкций зданий и сооружений
Примечания:
1. Через толщину фасонного проката следует принимать толщину полки (минимальная ее толщина 4 мм).
2. Для нормативного сопротивления приняты нормативные значения предела текучести и временного сопротивления по ГОСТ 27772-88.
3. Значения расчетного сопротивления получают путем деления нормативного сопротивления на коэффициенты надежности по материалу, с округлением до 5 МПа (50 кгс/см&суп2).Таблица 9. Марки стали, заменяемые сталью по ГОСТ 27772-88 (по СНиП II-23-81 (1990))
Примечания:
1. Стали С345 и С375 категорий 1, 2, 3, 4 по ГОСТ 27772-88 Заменяют стали категорий соответственно 6, 7 и 9, 12, 13 и 15 по ГОСТ 19281-73* и ГОСТ 19282-73*.
2. Сталь С345К, С390, С390К, С440, С590, С590К по ГОСТ 27772-88 Заменить соответствующие марки стали категорий 1-15 по ГОСТ 19281-73* и ГОСТ 19282-73*, указанные в данной таблице.
3. Замена сталей по ГОСТ 27772-88 на сталь, поставляемую по другим ГОСТам и ТУ, не предусмотрена.Перевод единиц измерения модулей упругости, модулей Юнга (Е), предела прочности, модулей сдвига (G), предела текучести
ст.; мм в.ст.; м в.ст., кг/см 2; psf; psi; дюймы рт.ст.; дюймы в.ст.”> Таблица единиц перевода PA; МПа; бар; кг/см 2 ; ПСФ; PSI
Чтобы перевести значение в единицы: 9″> ПА (Н/м 2) 9″> бар. 9″> псф. Нужно умножить на: Па (Н/м 2) – единица давления 1 1*10 -6 10 -5 1,02*10 -5 0,021 1. 450326*10 -4МПа 1*10 6 1 10 10.2 2,1*10 4 1.450326*10 2 бар 10 5 10 -1 1 1.0197 2090 14,50 кгс/см 2 9,8*10 4 9,8*10 -2 0,98 1 2049 14.21 фунтов на кв. Футы/фунты в квадратных футах (PSF) 47,8 4,78*10 -5 4,78*10 -4 4,88*10 -4 1 0,0069 фунтов на кв. Дюйм/фунт квадратный дюйм (PSI) 6894,76 6,89476*10 -3 0,069 0,07 144 1 Подробный перечень единиц давления (да, эти единицы совпадают с единицами измерения давления по размерности, но не совпадают по смыслу:)
- 1 Па (Н/м 2) = 0,0000102 Атмосфер” Метрическая ” / Атмосфера (МЕТРИЧЕСКАЯ)
- 1 Па (Н/м 2) = 0,0000099 Атмосфера Стандартная атмосфера (Стандарт) = Стандартная атмосфера
- 1 Па (Н/м 2) = 0,00001 Бар/бар
- 1 Па (н/м 2)\ u003d 10 Барарад / Barad
- 1 Па (н/м 2) = 0,0007501 сантиметра рт. Искусство. (0°С)
- 1 Па (н/м 2) = 0,0
сантиметра д. ст. (4 °С) - 1 Па (Н/м 2) = 10 DIN/Квадратный сантиметр
- 1 Па (н/м 2) = 0,0003346 Водяных столбов/фут водяного столба (4 °С)
- 1 Па (н/м 2) = 10 -9 гигапаскалей
- 1 Па (н/м 2) = 0,01 гектопаскалей
- 1 Па (н/м 2) = 0,0002953 Дума РТ.ст. / дюйм ртутного столба (0°С)
- 1 Па (н/м 2) = 0,0002961 дюймов рт. Искусство. / Дюйм ртутного столба (15,56 °С)
- 1 Па (Н/м 2) = 0,0040186 Дюм В.СТ. / дюйм водяного столба (15,56 °С)
- 1 Па (Н/м 2) = 0,0040147 Дума В.СТ. / дюйм водяного столба (4°С)
- 1 Па (н/м 2) = 0,0000102 кгс/см 2 /килограмм-сила/сантиметр 2
- 1 Па (Н/м 2) = 0,0010197 кгс/дм 2 /килограмм сила/дециметр 2
- 1 па (н/м 2) = 0,
кгс/м 2 /килограмм сила/метр 2 (н/м 2) = 10 -7 кгс/мм 2 / Килограмм Сила / Миллиметр 2 - 1 Па (н/м 2) = 10 -3 кПа
- 1 Па (Н/м 2) = 10 -7 Килофаундов/Квадратный Дюйм/Килофунт Сила/Квадратный Дюйм
- 1 Па (н/м 2) = 10 -6 МПа
- 1 Па (н/м 2) = 0,000102 метра В.
СТ. / метр воды (4 ° C)- 1 Па (н/м 2) = 10 мкбар/мкбар (Барье, Барри)
- 1 Па (н/м 2) = 7,50062 мк рт. / Микрон ртутного столба (миллиторр)
- 1 Па (Н/м 2) = 0,01 Милбар / Миллибар
- 1 Па (Н/м 2) = 0,0075006 миллиметров ртутного столба / Миллиметр ртутного столба (0°С)
- 1 па (н/м 2) = 0,10207 миллиметра В.СТ. / МИЛЛИМЕТРОВ ВОДЫ (15,56 °С)
- 1 па (н/м 2) = 0,10197 миллиметра в.ст. / МИЛЛИМЕТРОВ ВОДЫ (4°C)
- 1 Па (н/м 2) = 7,5006 миллитористор/миллиторР
- 1 Па (Н/м 2) = 1 Н/м 2 /Ньютон/Квадратный метр
- 1 Па (н/м 2) = 32,1507 будних унций/квадратных метров. Дюйм/Унция Силы (AVDP)/Квадратный Дюйм
- 1 Па (Н/м 2) = 0,0208854 фунта силы на кв. Фут/Фунт силы/Квадратный фут
- 1 Па (н/м 2) = 0,000145 фунта силы на кв. Дюйм/Фунт-сила/Квадратный дюйм
- 1 Па (Н/м 2) = 0,671969 Поголовья на квадратный метр. фут / фунт / квадратный фут
- 1 Па (н/м 2) = 0,0046665 чел./кв.м. Дюйм/Паундаль/Квадратный Дюйм
- 1 Па (н/м 2) = 0,0000093 длинных тонны на кв.
Фут/Тонна (Длинная)/Фут 2- 1 Па (н/м 2) = 10 -7 длинных тонн на кв. Дюйм/Тонна (Длинная)/Дюйм 2
- 1 Па (н/м 2) = 0,0000104 коротких тонны на кв. Фут/Тонна (Шорт)/Фут 2
- 1 Па (н/м 2) = 10 -7 тонн на кв. Дюйм/Тонна/Дюйм 2
- 1 Па (н/м 2) = 0,0075006 Торр/Торр
Материал Модуль упругости E. МПа. Чугун белый, серый (1,15…1,60) . 10 5 »Довеная 1,55 . 10 5 Углеродистая сталь (2,0…2,1) . 10 5 »Легирование (2,1…2,2) . 10 5 Медный прокат 1,1 . 10 5 »Холодная маркировка 1,3 . 10 3 “Лит. 0,84 . 10 5 Бронзовый фосфористый 1,15 . 10 5 Бронза марганцевая катанна 1,1 . 10 5Алюминий алюминиевая бронза 1,05 . 10 5 Латунь холоднотянутая (0,91…0,99) . 10 5 Соборная латунь 1,0 . 10 5 Алюминиевый стержень 0,69 . 10 5 Натянутая алюминиевая проволока 0,7 . 10 5 Дюралюминий Катха 0,71 . 10 5 Цинк Канден 0,84 . 10 5 Свинец 0,17 . 10 5 Лед 0,1 . 10 5 Стекло 0,56 . 10 5 Гранит 0,49 . 10 5 Лайм 0,42 . 10 5 Мрамор 0,56 . 10 5 Песчаник 0,18 . 10 5 Каменная кладка (0,09…0,1) . 10 5 »Из кирпича (0,027. ..0,030) . 10 5Бетон (см. Таблицу 2) Древесина вдоль волокон (0,1…0,12) . 10 5 »Поперек волокон (0,005…0,01) . 10 5 Резина 0,00008 . 10 5 Текстолит (0,06…0,1) . 10 5 Гетинакс (0,1…0,17) . 10 5 Бакелит (2…3) . 10 3 Целлулоид (14,3…27,5) . 10 2 Примечание : 1. Для определения модуля упругости в кгс/см 2 табличное значение умножается на 10 (точнее на 10,1937)
2. Значения упругих модулей Э. Для металлов, дерева, кирпичной кладки следует указывать по соответствующим СНиПМ.
Нормативные данные для расчета железобетонных конструкций:
Таблица 2. Исходные модули упругости бетона (согласно СП 52-101-2003)
Таблица 2.
1. Исходные модули упругости бетона по СНиП 2.03.01-84*(1996)Примечания : 1. Над чертой приведены значения в МПа, под чертой – в кгс/см 2.
2. Для легких, ячеистых и пористых бетонов при промежуточных значениях плотности бетона начальные модули упругости принимают линейной интерполяцией.
3. Для ячеистых бетонов неавтоклавного твердения Е. Б. Принимать как для бетонов автоклавного твердения с умножением на коэффициент 0,8.
4. Для деформируемого бетона значение Э Б. Принять как для тяжелого бетона с умножением на коэффициент А = 0,56 + 0,006В.
5. Марка бетона, указанная в скобках, не совсем соответствует указанным классам бетона.
Таблица 3. Нормативные значения сопротивления бетона (по СП 52-101-2003)
Таблица 4. Расчетные значения сопротивления бетона (по СП 52-101-2003)
Таблица 4.1 . Расчетные значения сопротивления бетона сжатию по СНиП 2.03.01-84*(1996)
Таблица 5.
Расчетные значения сопротивления бетона растяжению (по СП 52-101-2003 )Таблица 6. Нормативные сопротивления для арматуры (по СП 52-101-2003)
Таблица 6.1 Нормативные сопротивления для арматуры класса А по СНиП 2.03.01-84*(1996)
9095. Нормативные сопротивления для сборки классов в и к по СНиП 2.03.01-84*(1996)Таблица 7. Расчетные сопротивления по арматуре (по СП 52-101-2003)
Таблица 7.1. Расчетное сопротивление арматуры класса А по СНиП 2.03.01-84*(1996)
Таблица 7.2. Расчетное сопротивление для классов сборки в и к по СНиП 2.03.01-84*(1996)
Нормативные данные для расчетов металлоконструкций:
Таблица 8. Нормативные и расчетные сопротивления при растяжении, сжатии и изгибе (по к СНиП II-23-81 (1990))
Прокат листовой, широкополосный универсальный и фасонный по ГОСТ 27772-88 для металлоконструкций зданий и сооружений
Примечания :
1.
Через толщину фасонного проката следует принимать толщину полки (минимальная ее толщина 4 мм).2. Для нормативного сопротивления приняты нормативные значения предела текучести и временного сопротивления по ГОСТ 27772-88.
3. Значения расчетных сопротивлений получают делением нормативного сопротивления на коэффициенты надежности по материалам, с округлением до 5 МПа (50 кгс/см 2 ).
Таблица 9. Марки стали, заменяемые сталью по ГОСТ 27772-88 (по СНиП II-23-81 (1990))
4 по ГОСТ 27772-88 Заменены стали категорий соответственно 6, 7 и 9, 12, 13 и 15 по ГОСТ 19281-73* и ГОСТ 19282-73*.
2. Сталь С345К, С390, С390К, С440, С590, С590К по ГОСТ 27772-88 Заменить соответствующие марки стали категорий 1-15 по ГОСТ 19281-73* и ГОСТ 19282-73*, указанные в этой таблице.
3. Замена сталей по ГОСТ 27772-88 на сталь, поставляемую по другим ГОСТам и ТУ, не предусмотрена.Расчетные сопротивления стали, используемой для производства профилированного листа, приведены отдельно.
Список использованной литературы:
1. Снип 2.03.01-84 «Бетонные и железобетонные конструкции»
2. СП 52-101-2003
3. Снип II-23-81 (1990) «Стальные конструкции»
4. Александров А.В. Сопротивление материалов. Москва: Высшая школа. – 2003.
5. Фесик С.П. Справочник по сопротивлению материалов. Киев: Будівник. – 1982.
Основной основной задачей инженерного проектирования является выбор оптимального сечения профиля и материала конструкции. Необходимо найти именно такой размер, который обеспечит сохранение формы системы при минимально возможной массе под действием нагрузки. Например, какую сталь следует использовать в качестве пролета объекта? Материал можно использовать интранационно, усложнится монтаж и возьмут дизайн, увеличатся финансовые затраты. На этот вопрос ответит такое понятие, как модуль упругости стали. Это позволит на самой ранней стадии избежать возникновения этих проблем.
Общие понятия
Модуль упругости (модуль Юнга) — показатель механических свойств материала, характеризующий его сопротивление деформации растяжением.
Другими словами, это значение пластичности материала. Чем выше значения модуля упругости, тем меньше будет растягиваться стержень при других равных нагрузках (площадь поперечного сечения, величина нагрузки и др.).Модуль Юнга в теории упругости обозначается буквой Е. Это составляющая закона велосипеда (о деформации упругих тел). Эта величина связывает напряжение и его деформацию, возникающую в образце.
Это значение измеряется в соответствии со стандартной международной единицей измерения в МПа (мегапаскалях) . Но инженеры на практике более склонны применять размерность кгс/см2.
Опытные определения этого показателя в научных лабораториях. Суть этого метода заключается в разрыве гантельных образцов материала на специальном оборудовании. Узнав удлинение и растяжение, при которых образец разрушился, разделите переменные друг на друга. Полученное значение представляет собой модуль (Юнг) эластичности.
Таким образом определяется только модуль Юнга материалов эластика: медь, сталь и т.
д. А материалы хрупкие сжимаются до появления трещин: бетон, чугун и им подобные.Механические свойства
Только при работе на растяжение или сжатие модуль (Юнг) упругости помогает угадать поведение конкретного материала. А вот при сгибании, резке, смятии и других нагрузках потребуется ввести дополнительные параметры:
Помимо всего вышеперечисленного, стоит упомянуть, что у некоторых материалов в зависимости от направления нагрузки разные механические свойства. Такие материалы называются анизотропными. Примеры тому – ткань, некоторые виды камня, слоистая пластика, дерево и так далее.
У изотропных материалов механические свойства и упругая деформация в любом направлении одинаковы. К таким материалам относятся металлы: алюминий, медь, чугун, сталь и так далее, а также резина, бетон, натуральные камни, дисплеи оштукатурены.
Модуль упругости
Стоит отметить, что это значение непостоянно. Даже для одного материала он может иметь разное значение в зависимости от того, в каких точках прикладывалась сила.
Некоторые пластифицированные эластичные материалы имеют почти постоянное значение модуля упругости при работе как на растяжение, так и на сжатие: сталь, алюминий, медь. И бывают такие ситуации, когда эта величина измеряется формой профиля.Некоторые значения (значение представлено в миллионах кгс/см2) :
- Алюминий – 0,7.
- Древесина поперек волокон – 0,005.
- Древесина вдоль волокон – 0,1.
- Бетон – 0,02.
- Камень гранитный кладочный – 0,09.
- Кладка каменная кирпичная – 0,03.
- Бронза – 1,00.
- Латунь – 1.01.
- Чугун серый – 1,16.
- Чугун белый – 1,15.
Различие показателей модулей упругости для сталей в зависимости от их марок:
Величина варьируется в зависимости от вида проката:
- Трос с металлическим сердечником – 1,95.
- Веревка стиральная – 1,9.
- Проволока высокопрочная – 2.1.
Как видно, отклонения значений модулей упругой деформации стали незначительными.
Именно по этой причине большинство инженеров, проводя свои расчеты, пренебрегают ошибками и берут значение, равное 2,00.Перевод единиц измерения модулей упругости, модулей Юнга (Е), предела прочности, модулей сдвига (G), предела текучести
Таблица единиц перевода PA; МПа; бар; кг/см 2 ; ПСФ; PSI
Чтобы перевести значение в единицы: 9″> ПА (Н/м 2) 9″> бар. 9″> пСф. Нужно умножить на: Па (Н/м 2) – единица давления 1 1*10 -6 10 -5 1,02*10 -5 0,021 1.450326*10 -4 МПа 1*10 6 1 10 10.2 2,1*10 4 1.450326*10 2 бар 10 5 10 -1 1 1.0197 2090 14.50 кгс/см 2 9,8*10 4 9,8*10 -2 0,98 1 2049 14.21 фунтов на кв. Футы/фунты в квадратных футах (PSF) 47,8 4,78*10 -5 4,78*10 -4 4,88*10 -4 1 0,0069 фунтов на кв. Дюйм/фунт квадратный дюйм (PSI) 6894,76 6,89476*10 -3 0,069 0,07 144 1 Подробный перечень единиц давления (да, эти единицы совпадают с единицами измерения давления по размерности, но не совпадают по смыслу:)
- 1 Па (Н/м 2) = 0,0000102 Атмосфер” Метрическая ” / Атмосфера (МЕТРИЧЕСКАЯ)
- 1 Па (Н/м 2) = 0,0000099 Атмосфера Стандартная атмосфера (Стандарт) = Стандартная атмосфера
- 1 Па (Н/м 2) = 0,00001 Бар/Бар
- 1 Па (н/м 2) = 10 барад / барад
- 1 Па (н/м 2) = 0,0007501 сантиметра рт. Искусство. (0°С)
- 1 Па (н/м 2) = 0,0
сантиметра д. ст. (4°С) - 1 Па (Н/м 2) = 10 DIN/Квадратный сантиметр
- 1 Па (н/м 2) = 0,0003346 Водяной столб/фут водяного столба (4°С)
- 1 па (н/м 2) = 10 -9 гигапаскалей
- 1 Па (н/м 2) = 0,01 гектопаскаля
- 1 Па (н/м 2) = 0,0002953 Дума рт.
ст. / Дюйм ртутного столба (0°C)- 1 Па (н/м 2) = 0,0002961 дюйма рт. Искусство. / дюйм ртутного столба (15,56°C)
- 1 Па (Н/м 2) = 0,0040186 Дюм В.СТ. / дюйм водяного столба (15,56°C)
- 1 Па (Н/м 2) = 0,0040147 Дума В.СТ. / дюйм водяного столба (4°C)
- 1 Па (н/м 2) = 0,0000102 кгс/см 2 /килограмм-сила/сантиметр 2
- 1 Па (Н/м 2) = 0,0010197 кгс/дм 2 /килограмм силы/дециметр 2
- 1 па (н/м 2) = 0,
кгс/м 2 /килограмм сила/метр 2 - 1 Па (н/м 2) = 10 -7 кгс/мм 2 / Килограмм Сила / Миллиметр 2
- 1 Па (н/м 2) = 10 -3 кПа
- 1 Па (Н/м 2) = 10 -7 Килофаундов/Квадратный Дюйм/Килофунт силы/Квадратный Дюйм
- 1 Па (н/м 2) = 10 -6 МПа
- 1 Па (н/м 2) = 0,000102 метра в.ст. / метр воды (4°C)
- 1 па (н/м 2) = 10 мкбар/мкб (Барье, Барри)
- 1 Па (н/м 2) = 7,50062 мкм рт.ст. / микрон ртутного столба (миллиторр)
- 1 Па (Н/м 2) = 0,01 милбар / миллибар
- 1 Па (Н/м 2) = 0,0075006 миллиметров ртутного столба/миллиметр ртутного столба (0 °С)
- 1 па (н/м 2) = 0,10207 миллиметров в.
ст. / МИЛЛИМЕТРОВ ВОДЫ (15,56°C)- 1 па (н/м 2) = 0,10197 миллиметров в.ст. / МИЛЛИМЕТРОВ ВОДЫ (4°C)
- 1 Па (н/м 2) = 7,5006 миллитор/миллитор Р
- 1 Па (Н/м 2) = 1 Н/м 2 /Ньютон/Квадратный метр
- 1 Па (н/м 2) = 32,1507 повседневных унций/метров квадратных. Дюйм/Унция Силы (AVDP)/Квадратный Дюйм
- 1 Па (Н/м 2) = 0,0208854 фунта силы на кв. Фут / фунт силы / квадратный фут
- 1 Па (н/м 2) = 0,000145 фунтов силы на кв. Дюйм / фунт силы / квадратный дюйм
- 1 Па (Н/м 2) = 0,671969 чел/кв.м. Фут / фунтал / квадратный фут
- 1 Па (н/м 2) = 0,0046665 чел. на метр кв. Дюйм / фунт / квадратный дюйм
- 1 Па (н/м 2) = 0,0000093 длинных тонны на кв. Фут / тонна (длинная) / фут 2
- 1 Па (н/м 2) = 10 -7 длинных тонн на кв. Дюйм/тонна (длинный)/дюйм 2
- 1 Па (н/м 2) = 0,0000104 коротких тонны на кв. Фут / тонна (короткая) / фут 2
- 1 Па (н/м 2) = 10 -7 тонн на кв. Дюйм / Тонна / Дюйм 2
- 1 Па (н/м 2) = 0,0075006 Торр/
ТоррФизические характеристики материалов для стальных конструкций
Прокатное и стальное литье
Литье литье
Коэффициент линейного расширения α ºС.
-1 Стальная стальная и стальная литья
Отливки отливки:
Балки и нити Параллельная проволока
Спиральные и закрытые носители
Double Swight с Non-Met Allicall Antry Antric 7103
Double Swight с Non-Met Allicall Arral и Close Carriers
7070 с помощью не-километра.0002 Модуль ножниц прокатной стали и стальные отливки G. , МПа (кгс/см 2 )
Коэффициент поперечной деформации (Пуассона) ν
Примечание . Значения модуля упругости приведены для канатов, предварительно допустимое усилие не менее 60 % разрывного усилия для каната в целом.
Физические характеристики проводов и провода
Марка и номинальное сечение, мм 2
Коэффициент линейного расширения α; ºС. -1
Проволока алюминиевая ГОСТ 839-80 * E.
Модуль деформации стали и ее упругость. Расчетные сопротивления и модули упругости строительных материалов Модуль упругости алюминия кг см2
При расчете строительных конструкций необходимо знать расчетное сопротивление и модуль упругости для конкретного материала. Вот данные по основным строительным материалам.
Таблица 1. Модуль упругости основных строительных материалов
Материал Модуль упругости
E, МПаЧугун белый, серый (1,15…1,60) 10 5 Ковкий чугун 1,55 10 5 Углеродистая сталь (2,0…2,1) 10 5 Легированная сталь (2.1…2.2) 10 5 Прокат медный 1,1 10 5 Холоднотянутая медь 1,3 10 3 Литая медь 0,84 10 5 Бронза фосфористая катаная 1,15 10 5 Бронза марганцевая катаная 1,1 10 5 Литой бронзовый алюминий 1,05 10 5 Латунь, холоднотянутая (0,91. ..0,99) 10 5Прокат латунный судовой 1,0 10 5 Алюминиевый прокат 0,69 10 5 Тянутая алюминиевая проволока 0,7 10 5 Дюралюминиевый прокат 0,71 10 5 Цинк прокат 0,84 10 5 Свинец 0,17 10 5 Лед 0,1 10 5 Стекло 0,56 10 5 Гранит 0,49 10 5 Лайм 0,42 10 5 Мрамор 0,56 10 5 Песчаник 0,18 10 5 Гранитная кладка (0,09…0,1) 10 5 Кирпичная кладка (0,027…0,030) 10 5 Бетон (см. таблицу 2) Древесина вдоль волокон (0,1…0,12) 10 5 Древесина поперек волокон (0,005. ..0,01) 10 5Резина 0,00008 10 5 Текстолит (0,06…0,1) 10 5 Гетинакс (0,1…0,17) 10 5 Бакелит (2…3) 10 3 Целлулоид (14,3…27,5) 10 2 Нормативные данные для расчетов железобетонных конструкций
Таблица 2. Модуль упругости бетона (по СП 52-101-2003)
Таблица 2.1 Модуль упругости бетона по СНиП 2.03.01-84*(1996)
Примечания:
1. Значения указаны над чертой в МПа, под чертой – в кгс/см2.
2. Для легких, ячеистых и пористых бетонов при промежуточных значениях плотности бетона начальные модули упругости принимают методом линейной интерполяции.
3. Для ячеистых бетонов неавтоклавного твердения значения Е б принимают как для бетонов автоклавного твердения, умноженные на коэффициент 0,8.
4. Для напрягающего бетона значения Е б принимают как для тяжелого бетона, умноженные на коэффициент
а = 0,56 + 0,006В.Таблица 3 Нормативные значения сопротивления бетона (по СП 52-101-2003)
Таблица 4 Расчетные значения сопротивления бетона сжатию (по СП 52-101-2003)
Таблица 4.1 Расчетные значения сопротивления бетона сжатию по СНиП 2.03.01-84*(1996)
Таблица 5 Расчетные значения прочности бетона на растяжение (по СП 52-101-2003)
Таблица 6 Нормативные сопротивления арматуры (согласно СП 52-101-2003)
Таблица 6.1 Нормативные сопротивления арматуры класса А по СНиП 2.03.01-84* (1996)
Таблица 6.2 Нормативные сопротивления арматуры классов Б и К по СНиП 2.03.01-84* (1996)
Таблица 7 Расчетное сопротивление арматуры (по СП 52-101-2003)
Таблица 7.1 Расчетные сопротивления арматуры класса А по СНиП 2.03.01-84* (1996)
Таблица 7.2 Расчетные сопротивления арматуры классов В и К по СНиП 2.
03.01-84* (1996) Нормативные данные для расчетов металлоконструкций
Таблица 8 Нормативные и расчетные сопротивления на растяжение, сжатие и изгиб (по СНиП II-23-81(19)90)) из листовой, широкополосной универсальной и фасонной стали по ГОСТ 27772-88 для металлоконструкций зданий и сооружений
Примечания:
1. Толщину полки принять за толщину фасонного проката (минимальная ее толщина 4 мм).
2. За нормативное сопротивление принимаются нормативные значения предела текучести и временного сопротивления по ГОСТ 27772-88.
3. Значения расчетных сопротивлений получают делением нормативных сопротивлений на коэффициенты надежности материала, округленные до 5 МПа (50 кгс/см2).Таблица 9 Марки сталей, заменяемых сталями по ГОСТ 27772-88 (по СНиП II-23-81 (1990))
Примечания:
1. Стали С345 и С375 категорий 1, 2, 3, 4 по ГОСТ 27772-88 заменяют стали категорий 6, 7 и 9, 12, 13 и 15 соответственно по ГОСТ 19281-73* и ГОСТ 19282-73*.
2. Стали С345К, С390, С390К, С440, С590, С590К по ГОСТ 27772-88 заменяют соответствующие марки стали категорий 1-15 по ГОСТ 19281-73* и ГОСТ 19282-73*, указанные в этой таблице.
3. Замена сталей по ГОСТ 27772-88 на стали, поставляемые по другим ГОСТам и ТУ, не предусмотрена.Расчетные сопротивления стали, используемой для производства профилированного листа, здесь не показаны.
Одной из основных задач инженерного проектирования является выбор конструкционного материала и оптимального сечения профиля. Необходимо найти размер, который при минимально возможной массе обеспечит сохранение формы системы под действием нагрузки.
Например, какое количество стальных двутавровых балок следует использовать в качестве пролетной балки конструкции? Если мы возьмем профиль с размерами ниже требуемого, то гарантированно получим разрушение конструкции. Если больше, то это приводит к нерациональному использованию металла, а, следовательно, к утяжелению конструкции, усложнению монтажа, увеличению финансовых затрат.
Знание такого понятия, как модуль упругости стали, даст ответ на поставленный вопрос, и позволит избежать появления этих проблем на самой ранней стадии производства.Общее понятие
Модуль упругости (также известный как модуль Юнга) — один из показателей механических свойств материала, характеризующий его сопротивление деформации растяжением. Другими словами, его значение указывает на пластичность материала. Чем больше модуль упругости, тем меньше будет растягиваться любой стержень при прочих равных условиях (величина нагрузки, площадь сечения и т. д.).
В теории упругости модуль Юнга обозначается буквой Е. Он является составной частью закона Гука (закон о деформации упругих тел). Он связывает напряжение, возникающее в материале, и его деформацию.
Согласно международной стандартной системе единиц измеряется в МПа. Но на практике инженеры предпочитают использовать размерность кгс/см2.
Определение модуля упругости проводится опытным путем в научных лабораториях.
Суть этого метода заключается в разрыве образцов материала гантелеобразной формы на специальном оборудовании. Узнав напряжение и удлинение, при которых образец разрушился, эти переменные делят друг на друга, получая тем самым модуль Юнга.Сразу отметим, что этим методом определяются модули упругости пластичных материалов: стали, меди и т.д. Хрупкие материалы – чугун, бетон – сжимаются до появления трещин.
Дополнительные характеристики механических свойств
Модуль упругости позволяет прогнозировать поведение материала только при работе на сжатие или растяжение. При наличии таких видов нагрузок, как сдавливание, срез, изгиб и др., потребуется ввести дополнительные параметры:
- Жесткость – это произведение модуля упругости на площадь поперечного сечения профиля. По величине жесткости можно судить о пластичности не материала, а сборки конструкции в целом. Измеряется в килограммах силы.
- Относительное продольное удлинение показывает отношение абсолютного удлинения образца к общей длине образца. Например, к стержню длиной 100 мм приложена определенная сила. В результате он уменьшился в размерах на 5 мм. Разделив его удлинение (5 мм) на исходную длину (100 мм), получим относительное удлинение 0,05. Переменная является безразмерной величиной. В некоторых случаях для удобства восприятия его переводят в проценты.
- Относительное поперечное удлинение рассчитывается аналогично предыдущему пункту, но вместо длины здесь учитывается диаметр стержня. Опыты показывают, что у большинства материалов поперечное удлинение в 3-4 раза меньше продольного.
- Коэффициент продавливания — это отношение относительной продольной деформации к относительной поперечной деформации. Этот параметр позволяет полностью описать изменение формы под действием нагрузки.
- Модуль сдвига характеризует упругие свойства при воздействии на образец касательных напряжений, т. е. в случае, когда вектор силы направлен на 90 градусов к поверхности тела. Примерами таких нагрузок являются работа заклепок при сдвиге, гвоздей при смятии и т. д. По большому счету модуль сдвига связан с таким понятием, как вязкость материала.
- Модуль объемной упругости характеризуется изменением объема материала для равномерного, разностороннего приложения нагрузки. Это отношение объемного давления к объемной деформации сжатия. Примером такой работы является опущенный в воду образец, на который действует давление жидкости по всей его площади.
В дополнение к вышесказанному следует отметить, что некоторые виды материалов имеют различные механические свойства в зависимости от направления нагрузки. Такие материалы характеризуются как анизотропные. Яркими примерами являются дерево, слоистые пластики, некоторые виды камня, ткани и так далее.
Изотропные материалы имеют одинаковые механические свойства и упругую деформацию в любом направлении. К ним относятся металлы (сталь, чугун, медь, алюминий и др.), неслоистые пластики, природные камни, бетон, резина.
Значение модуля упругости
Следует отметить, что модуль Юнга не является постоянной величиной.
Даже для одного и того же материала она может колебаться в зависимости от точек приложения силы.Некоторые упругопластические материалы имеют более или менее постоянный модуль упругости при работе как на сжатие, так и на растяжение: медь, алюминий, сталь. В других случаях эластичность может варьироваться в зависимости от формы профиля.
Вот примеры значений модуля Юнга (в миллионах кгс/см2) для некоторых материалов:
- Латунь – 1.01.
- Бронза – 1,00.
- Кладка кирпичная – 0,03.
- Кладка гранитная – 0,09.
- Бетон – 0,02.
- Древесина вдоль волокон – 0,1.
- Древесина поперек волокон – 0,005.
- Алюминий – 0,7.
Учитывать разницу в показаниях модулей упругости сталей в зависимости от марки.
Развитие металлургии и других смежных направлений по изготовлению металлических предметов обусловлено созданием оружия. Сначала научились плавить цветные металлы, но прочность изделий была сравнительно невысокой.
Только с появлением железа и его сплавов началось изучение их свойств.Первые мечи, чтобы придать им твердость и прочность, были довольно тяжелыми. Воинам приходилось брать их обеими руками, чтобы управлять ими. Со временем появлялись новые сплавы, развивались технологии производства. На смену тяжелому оружию пришли легкие сабли и шпаги. Параллельно создавались инструменты. С повышением прочностных характеристик совершенствовались инструменты и способы производства.
Виды нагрузок
При использовании металлов применяются различные статические и динамические нагрузки. В теории прочности принято определять нагружение следующих видов.
- Сжатие – действующая сила сжимает объект, вызывая уменьшение длины вдоль направления приложения нагрузки. Такую деформацию ощущают станины, опорные поверхности, стеллажи и ряд других конструкций, выдерживающих определенный вес. Мосты и переезды, рамы автомобилей и тракторов, фундаменты и арматура – все эти конструктивные элементы находятся в постоянном сжатии.
- Растяжение – нагрузка стремится удлинить тело в определенном направлении. Подъемно-транспортные машины и механизмы испытывают одинаковые нагрузки при подъеме и переноске грузов.
- Сдвиг и сдвиг – такое нагружение наблюдается в случае действия сил, направленных по одной оси навстречу друг другу. Соединительные элементы (болты, винты, заклепки и другие метизы) испытывают этот вид нагрузки. В конструкции корпусов, металлических каркасов, коробок передач и других узлов механизмов и машин обязательно присутствуют соединительные детали. Производительность устройств зависит от их прочности.
- Кручение – если на объект действует пара сил, действующих на определенном расстоянии друг от друга, то возникает крутящий момент. Эти силы имеют тенденцию вызывать деформацию кручения. Аналогичные нагрузки наблюдаются и в редукторах, именно такую нагрузку испытывают валы. Чаще всего несовместимы по стоимости. С течением времени величина действующих сил меняется.
- Изгиб – нагрузка, изменяющая кривизну предметов, считается изгибом. Аналогичным нагрузкам подвергаются мосты, ригели, консоли, подъемно-транспортные механизмы и другие детали.
Понятие о модуле упругости
В середине XVII века исследования материалов начались одновременно в нескольких странах. Для определения прочностных характеристик были предложены различные методы. Английский исследователь Роберт Гук (1660) сформулировал основные положения закона об удлинении упругих тел в результате приложения нагрузки (закон Гука). Представлено концепций:
- Напряжение σ, которое в механике измеряется как нагрузка, приложенная к определенной площади (кгс/см², Н/м², Па).
- Модуль упругости Е, определяющий способность твердого тела деформироваться под действием нагрузки (приложения силы в заданном направлении). Единицы измерения также определены в кгс/см² (Н/м², Па).
Формула закона Гука записывается как ε = σz/E, где:
- ε – относительное удлинение;
- σz — нормальное напряжение.
Демонстрация закона Гука для упругих тел:
Из приведенной выше зависимости значение E для определенного материала находится эмпирически, E = σz/ε.
Модуль упругости – постоянная величина, характеризующая сопротивление тела и его конструкционного материала при нормальном растяжении или сжатии.
В теории прочности принято понятие модуля упругости Юнга. Этот английский исследователь дал более конкретное описание того, как изменяются прочностные характеристики при нормальной нагрузке.
Значения модуля упругости для некоторых материалов приведены в таблице 1.
Таблица 1: Модуль упругости для металлов и сплавов
Модуль упругости для различных марок стали
Металлурги разработали несколько сотен марок стали . Они имеют разные значения прочности. В таблице 2 приведены характеристики наиболее распространенных сталей.
Таблица 2: Эластичность сталей
Наименование стали Значение модуля упругости, 10¹² Па Низкоуглеродистая сталь 165…180 Сталь 3 179…189 Сталь 30 194…205 Сталь 45 211…223 Сталь 40X 240…260 65G 235…275 h22MF 310…320 9HS, HVG 275…302 4X5MFS 305…315 3X3M3F 285…310 Р6М5 305…320 R9 320…330 R18 325…340 R12MF5 297…310 У7, У8 302…315 У9, У10 320…330 У11 325…340 У12, У13 310…315 Видео: Закон Гука, модуль упругости.
Модули прочности
Помимо обычного нагружения, существуют и другие силовые воздействия на материалы.
Модуль сдвига G определяет жесткость. Эта характеристика показывает предельное значение нагрузки для изменения формы объекта.
Объемный модуль K определяет упругие свойства материала при изменении объема. При любой деформации происходит изменение формы предмета.
Коэффициент Пуассона μ определяет изменение отношения относительного сжатия к растяжению. Это значение зависит только от свойств материала.
Для разных сталей значения этих модулей приведены в таблице 3.
Таблица 3: Модули прочности для сталей
Наименование стали Модуль упругости Юнга, 10¹² Па Модуль сдвига G, 10¹² Па Объемный модуль, 10¹² Па Коэффициент Пуассона, 10¹² Па Низкоуглеродистая сталь 165…180 87…91 45…49 154…168 Сталь 3 179…189 93…102 49…52 164…172 Сталь 30 194…205 105…108 72…77 182…184 Сталь 45 211…223 115…130 76…81 192…197 Сталь 40X 240…260 118…125 84…87 210…218 65G 235…275 112…124 81…85 208…214 х22МФ 310…320 143…150 94…98 285…290 9HS, HVG 275…302 135…145 87…92 264…270 4X5MFS 305…315 147…160 96…100 291…295 3X3M3F 285…310 135…150 92…97 268…273 Р6М5 305…320 147…151 98…102 294…300 R9 320…330 155…162 104…110 301…312 R18 325…340 140…149 105…108 308…318 R12MF5 297…310 147…152 98…102 276…280 У7, У8 302…315 154…160 100…106 286…294 У9, У10 320…330 160…165 104…112 305…311 У11 325…340 162…170 98…104 306…314 У12, У13 310…315 155…160 99…106 298…304 Для остальных материалов значения прочностных характеристик указаны в специальной литературе.
Однако в ряде случаев проводятся индивидуальные исследования. Такие исследования особенно актуальны для строительных материалов. На предприятиях, где производятся железобетонные изделия, регулярно проводятся испытания по определению предельных значений.Прежде чем использовать какой-либо материал в строительных работах, следует ознакомиться с его физическими характеристиками, чтобы знать, как с ним обращаться, какое механическое воздействие будет для него допустимо и так далее. Одной из важных характеристик, на которую часто обращают внимание, является модуль упругости.
Ниже рассмотрим само понятие, а также это значение применительно к одному из самых популярных материалов в строительстве и ремонтных работах – стали. Эти показатели также будут учитываться для других материалов, для примера.
Модуль упругости – что это такое?
Модуль упругости материала называется совокупностью физических величин , характеризующих способность твердого тела упруго деформироваться в условиях приложения к нему силы.
Обозначается буквой Е. Так будет упоминаться во всех таблицах, которые будут идти дальше в статье.Нельзя утверждать, что существует только один способ определения значения эластичности. Разные подходы к изучению этой величины привели к тому, что существует сразу несколько разных подходов. Ниже приведены три основных способа расчета показателей этой характеристики для разных материалов:
Таблица показателей упругости материалов
Прежде чем перейти непосредственно к этой характеристике стали, рассмотрим сначала, в качестве примера и дополнительной информации, таблицу содержащие данные об этом значении по отношению к другим материалам. Данные измерены в МПа .
Модуль упругости различных материалов
Как видно из таблицы выше, это значение различно для разных материалов, более того, показатели отличаются, если учитывать тот или иной вариант расчета этого показателя. Каждый волен выбрать именно тот вариант изучения индикаторов, который ему больше всего подходит.
Возможно, предпочтительнее учитывать модуль Юнга, поскольку он чаще используется специально для характеристики конкретного материала в этом отношении. 92.- И, наконец, коэффициент Пуассона для стали равен 0,3
Это общие данные для типов стали и изделий из стали. Каждое значение рассчитано по всем физическим правилам и с учетом всех доступных соотношений, которые используются для получения значений этой характеристики.
Вся общая информация об этой характеристике стали будет дана ниже. Значения будут приведены как n о модуле Юнга , так и по модулю сдвига, как в одних единицах измерения (МПа), так и в других (кг/см2, ньютон*м2).
Сталь и несколько разных марок
Значения индексов эластичности стали различаются, так как имеется несколько модулей , которые рассчитываются и рассчитываются по-разному. Можно заметить тот факт, что в принципе показатели мало различаются, что свидетельствует в пользу разных исследований упругости различных материалов.
Но углубляться во все расчеты, формулы и значения не стоит, так как достаточно выбрать определенное значение эластичности, чтобы ориентироваться на него в дальнейшем. 92 .Данная информация поможет вам разобраться в самом понятии модуля упругости, а также ознакомиться с основными значениями этой характеристики для стали, стальных изделий, а также для ряда других материалов.
Следует помнить, что показатели модуля упругости различны для разных стальных сплавов и для разных стальных конструкций, содержащих в своем составе другие соединения. Но даже в таких условиях можно заметить тот факт, что показатели не сильно отличаются. Значение модуля упругости стали практически зависит от структуры. а также содержание углерода. Способ горячей или холодной обработки стали также не может сильно повлиять на этот показатель.
станок.гуру
Расчетные сопротивления и модули упругости тяжелого бетона, МПа
таблица 2
Характеристики
БЕТОН КЛАСС
В7.
5 В 10 ЧАСОВ
В15
В 20
В25
В30
В35
В40
Для
предельных состояний
1-я группаОсевое сжатие
(призматическая прочность
) R бОсевое натяжение
R бт
Для предельных состояний
2-я
группыКомпрессионный
ОсевойР б ,
серОсевое натяжение
R бт ,
серЭлементарная
обычная закалка Е бЭлементарный
модуль упругости тяжелого бетона
подвергнутого термической обработке
атмосферное давлениеПримечание.
Расчетное сопротивление бетона
по предельным состояниям
2-й группы равны нормативным:
R б , сер
= Р б , n ;
Р бт , сер
= Р
бт , п .Расчетные сопротивления и модули упругости некоторых арматурных сталей, МПа
Табл.4 АРМАТУРА
(обозначение
по ДСТУ 3760-98)
Расчетное
сопротивлениеМодуль
ЭластичностьE с
для расчета по
предельные
состояния
1-я группадля
Расчет предельного состояния
2-я группа
Р с , сер
растяжение
Р п/к
Р с
Р ПО
А240С
А300С
А400С
6…8 ммА400С
10…40 ммА600С
Б р я
3 ммБ р я
4 ммБ р я
5 ммПримечание.
Расчетное сопротивление стали
для предела прочности
состояния 2-й группы равны
нормативным: Р с , сер
= Р с , п .studfiles.net
Пример 3.5. Проверка сечения колонны двутавра на сжатие
Необходимо проверить сечение колонны из двутавра 20К1 по СТО АСЧМ 20-93 из стали С235.
Сила сжатия: Н=600 кН.
Высота колонны: L=4,5м.
Фактор эффективной длины: мкм x =1,0; мк = 1,0.
Решение.
Примеры:
Расчетное сопротивление стали С235: R y = 230Н/мм 2 = 23,0 кН/см 2 . условия работы колонн общественных зданий при постоянной нагрузке γ c = 0,95.
Площадь сечения элемента находят по сортаменту для двутавра 20К1: А = 52,69 см 2 .
Радиус инерции сечения относительно оси абсцисс, также по ассортимент: i х = 4,99 см.
Радиус инерции сечения относительно оси у, также по сортаменту: i у = 8,54 см.
Расчетная длина колонны определяется по формуле:
l эф,x = µ x l x = 1,0 * 4,5 = 4,5 м;
l эф,y = μ y l y = 1,0 * 4,5 = 4,5 м.
Гибкость сечения относительно оси абсцисс: λ х = l х / i х = 450 / 4,99 = 90,18.
Гибкость сечения относительно оси y: λ y = l y /i y = 450 / 8,54 = 52,69.
Предельно допустимая гибкость для сжатых элементов (пояса, опорные раскосы и стойки, передающие опорные реакции: пространственные конструкции из одинарных уголков, пространственные конструкции из труб и парных уголков свыше 50м) λu = 120.
Условия проверки : x
90,18 – условия выполнены.
Стабильность секции проверяется на наибольшую гибкость. В этом примере λ max = 90,18.
Условия податливости элемента определяются по формуле:
λ’ = λ√(R y /E) = 90,18√(230/2,06*10 5) = 3,01.
Коэффициент α и β принимают по типу сечения, для двутавра α = 0,04; β = 0,09.
Коэффициент δ = 9,87 (1-α + β * λ’) + λ’ 2 = 9,87 (1-0,04 + 0,09 * 3,01) + 3,01 2 = 21,2.
Коэффициент устойчивости определяется по формуле:
φ = 0,5 (δ-√(δ 2 -39,48λ’ 2)/λ’ 2 = 0,5 (21,2-√(21,2 2 -39,48*3,01 2) / 3 .01 2 = 0,643
Коэффициент φ также можно взять из таблицы в зависимости от типа сечения и λ’
Проверка состояния: N/φAR y γ c ≤ 1 ,
600,0/(0,643*52,69*23,0*0,95) = 0,81 ≤ 1.
Поскольку расчет был сделан для максимальной гибкости относительно оси x, нет необходимости проверять ось y.
spravkidoc.ru
Модуль упругости стали в кгс\см2, примеры
Одной из основных задач инженерного проектирования является выбор конструкционного материала и оптимального сечения профиля. Необходимо найти размер, который при минимально возможной массе обеспечит сохранение формы системы под действием нагрузки.
Например, какое количество стальных двутавровых балок следует использовать в качестве пролетной балки конструкции? Если мы возьмем профиль с размерами ниже требуемого, то гарантированно получим разрушение конструкции.
Если больше, то это приводит к нерациональному использованию металла, а, следовательно, к утяжелению конструкции, усложнению монтажа, увеличению финансовых затрат. Знание такого понятия, как модуль упругости стали, даст ответ на поставленный вопрос, и позволит избежать появления этих проблем на самой ранней стадии производства.Общее понятие
Модуль упругости (также известный как модуль Юнга) — один из показателей механических свойств материала, характеризующий его сопротивление деформации растяжением. Другими словами, его значение указывает на пластичность материала. Чем больше модуль упругости, тем меньше будет растягиваться любой стержень при прочих равных условиях (величина нагрузки, площадь сечения и т. д.).
В теории упругости модуль Юнга обозначается буквой Е. Он является составной частью закона Гука (закон о деформации упругих тел). Он связывает напряжение, возникающее в материале, и его деформацию.
Согласно международной стандартной системе единиц измеряется в МПа.
Но на практике инженеры предпочитают использовать размерность кгс/см2.Определение модуля упругости проводится опытным путем в научных лабораториях. Суть этого метода заключается в разрыве образцов материала гантелеобразной формы на специальном оборудовании. Узнав напряжение и удлинение, при которых образец разрушился, эти переменные делят друг на друга, получая тем самым модуль Юнга.
Сразу отметим, что этим методом определяются модули упругости пластичных материалов: стали, меди и т.д. Хрупкие материалы – чугун, бетон – сжимаются до появления трещин.
Дополнительные характеристики механических свойств
Модуль упругости позволяет прогнозировать поведение материала только при работе на сжатие или растяжение. При наличии таких видов нагрузок, как сдавливание, срез, изгиб и др., потребуется ввести дополнительные параметры:
- Жесткость – это произведение модуля упругости на площадь поперечного сечения профиля. По величине жесткости можно судить о пластичности не материала, а сборки конструкции в целом. Измеряется в килограммах силы.
- Относительное продольное удлинение показывает отношение абсолютного удлинения образца к общей длине образца. Например, к стержню длиной 100 мм приложена определенная сила. В результате он уменьшился в размерах на 5 мм. Разделив его удлинение (5 мм) на исходную длину (100 мм), получим относительное удлинение 0,05. Переменная является безразмерной величиной. В некоторых случаях для удобства восприятия его переводят в проценты.
- Относительное поперечное удлинение рассчитывается аналогично предыдущему пункту, но вместо длины здесь учитывается диаметр стержня. Опыты показывают, что у большинства материалов поперечное удлинение в 3-4 раза меньше продольного.
- Коэффициент выдавливания представляет собой отношение относительной продольной деформации к относительной поперечной деформации. Этот параметр позволяет полностью описать изменение формы под действием нагрузки.
- Модуль сдвига характеризует упругие свойства при воздействии на образец касательных напряжений, т. е. в случае, когда вектор силы направлен на 90 градусов к поверхности тела. Примерами таких нагрузок являются работа заклепок при сдвиге, гвоздей при смятии и т. д. По большому счету модуль сдвига связан с таким понятием, как вязкость материала.
- Модуль объемной упругости характеризуется изменением объема материала для равномерного, разностороннего приложения нагрузки. Это отношение объемного давления к объемной деформации сжатия. Примером такой работы является опущенный в воду образец, на который действует давление жидкости по всей его площади.
В дополнение к вышесказанному следует отметить, что некоторые виды материалов имеют различные механические свойства в зависимости от направления нагрузки. Такие материалы характеризуются как анизотропные. Яркими примерами являются дерево, слоистые пластики, некоторые виды камня, ткани и так далее.
Изотропные материалы имеют одинаковые механические свойства и упругую деформацию в любом направлении. К ним относятся металлы (сталь, чугун, медь, алюминий и др.
), неслоистые пластики, природные камни, бетон, резина.Значение модуля упругости
Следует отметить, что модуль Юнга не является постоянной величиной. Даже для одного и того же материала она может колебаться в зависимости от точек приложения силы.
Некоторые упругопластические материалы имеют более или менее постоянный модуль упругости при работе как на сжатие, так и на растяжение: медь, алюминий, сталь. В других случаях эластичность может варьироваться в зависимости от формы профиля.
Вот примеры значений модуля Юнга (в миллионах кгс/см2) для некоторых материалов:
- Чугун белый – 1,15.
- Серый чугун -1,16.
- Латунь – 1,01.
- Бронза – 1,00.
- Кладка кирпичная – 0,03.
- Кладка гранитная – 0,09.
- Бетон – 0,02.
- Древесина вдоль волокон – 0,1.
- Древесина поперек волокон – 0,005.
- Алюминий – 0,7.
Учитывать разницу в показаниях модулей упругости для сталей в зависимости от марки:
- Высококачественные конструкционные стали (20, 45) – 2,01.
- Сталь обыкновенного качества (ст. 3, ст. 6) – 2,00.
- Стали низколегированные (30ХГСА, 40Х) – 2,05.
- Сталь нержавеющая (12Х18х20Т) – 2.1.
- Стали штамповые (9ХМФ) – 2,03.
- Сталь рессорная (60С2) – 2,03.
- Стали подшипниковые (ШХ15) – 2.1.
Также значение модуля упругости для сталей различается в зависимости от вида проката:
- Проволока высокопрочная – 2.1.
- Веревка плетеная – 1,9.
- Трос с металлическим сердечником – 1,95.
Как видим, отклонения между сталями по значениям модулей упругой деформации небольшие. Поэтому в большинстве инженерных расчетов ошибками можно пренебречь и принять значение Е = 2,0.
prompriem.ru
Модули упругости и коэффициенты Пуассона для некоторых материалов 013
Материал
модуль упругости, МПа
КоэффициентПуассона
Модуль Юнга
E
Модуль сдвига
G
Чугун белый, серыйКовкий чугун
(1,15…1,60) 10 51,55 10 5
4,5 10 4
0,23…0,27
Углеродистая стальЛегированная сталь
(2,0…2,1) 10 5(2,1…2,2) 10 5
(8,0…8,1) 10 4(8,0…8,1) 10 4
0,24…0,280,25…0,30
Медный прокатХолоднотянутая медь
Литая медь
1,1 10 50,84 10 5
4,0 10 4
0,31…0,34
Бронза фосфористая прокатнаяБронза марганцевая прокатная
Бронза алюминиевая литая
1,15 10 51,05 10 5
4. 2 10 44.2 10 4
0,32…0,35
Латунь холоднотянутаяЛатунь корабельная
(0,91…0,99) 10 51,0 10 5
(3,5…3,7) 10 4
0,32…0,42
Алюминиевый прокатТянутая алюминиевая проволока
Дюралюминиевый прокат
0,69 10 50,71 10 5
(2,6…2,7) 10 42,7 10 4
0,32…0,36
Цинк прокат
0,84 10 5
3,2 10 4
0,27
Свинец
0,17 10 5
0,7 10 4
0,42
Лед
0,1 10 5
(0,28…0,3) 10 4
–
Стекло
0,56 10 5
0,22 10 4
0,25
Гранит
0,49 10 5
–
–
Известняк
0,42 10 5
–
–
Мрамор
0,56 10 5
–
–
Песчаник
0,18 10 5
–
–
Гранитная кладкаИзвестняковая кладка
Кирпичная кладка
(0,09…0,1) 10 5(0,027…0,030) 10 5
–
–
Бетон на растяжение, МПа:(0,146…0,196) 10 5
(0,164…0,214) 10 5
(0,182…0,232) 10 5
0,16…0,18
0,16…0,18
Древесина вдоль волоконДревесина поперек волокон
(0,1…0,12) 10 5(0,005…0,01) 10 5
0,055 10 4
–
Резина
0,00008 10 5
–
0,47
Текстолит
(0,06…0,1) 10 5
–
–
Гетинакс
(0,1…0,17) 10 5
–
–
Бакелит
(2…3) 10 3
–
0,36
Вишомлит (ИМ-44)
(4,0…4,2) 10 3
–
0,37
Целлулоид
(1,43…2,75) 10 3
–
0,33…0,38www.
sopromat.infoИндекс предельной нагрузки на сталь – Модуль Юнга
Прежде чем брать в работу какой-либо строительный материал, необходимо изучить его прочностные данные и возможное взаимодействие с другими веществами и материалами, их совместимость с точки зрения адекватной поведение при одинаковых нагрузках на конструкцию. Решающая роль для решения этой задачи отводится модулю упругости — его также называют модулем Юнга.
Высокая прочность стали позволяет использовать ее при строительстве высотных зданий и ажурных конструкций стадионов и мостов. Добавки к стали некоторых веществ, влияющих на ее качество, называется легированием , и эти добавки могут удвоить прочность стали. Модуль упругости легированной стали намного выше, чем у обычной стали. Прочность в конструкции, как правило, достигается подбором площади поперечного сечения профиля из экономических соображений: высоколегированные стали имеют более высокую стоимость.
физический смысл
Обозначение модуля упругости как физической величины (Е), этот показатель характеризует упругое сопротивление материала изделия приложенным к нему деформирующим нагрузкам:
- продольные – на растяжение и сжатие;
- поперечные – гнутые или выполненные в виде сдвига;
- объемный – скручивание.
Чем выше значение (Е), тем выше , тем прочнее будет изделие из этого материала и тем выше будет предел разрушения. Например, для алюминия это значение составляет 70 ГПа, для чугуна — 120, для железа — 190, а для стали до 220 ГПа.
Определение
Модуль упругости – обобщающий термин, вобравший в себя другие физические показатели упругих свойств твердых материалов – под действием силы изменяться и приобретать прежнюю форму после ее прекращения, то есть упруго деформироваться. Это отношение напряжения в изделии – давления силы, приходящейся на единицу площади, к упругой деформации (безразмерная величина, определяемая отношением размера изделия к его первоначальному размеру). Отсюда его размерность, как и у напряжения – отношение силы к единице площади. Так как напряжение в метрической СИ принято измерять в Паскалях, то и силовой показатель тоже.
Есть и другое, не очень правильное определение: модуль упругости это давление , способное удвоить произведение.
Но предел текучести большого количества материалов значительно ниже приложенного давления.Модули упругости, их виды
Существует множество способов изменения условий приложения силы и возникающих при этом деформаций, а это также подразумевает большое количество типов модулей упругости, но на практике в соответствии с деформирующими нагрузками можно выделить три основных:
Эти показатели характеристик упругости не исчерпываются, есть и другие, которые несут другую информацию, имеют иную размерность и значение . Это также широко известные среди специалистов индекс эластичности Ламе и коэффициент Пуассона.
Как определить модуль упругости стали
Для определения параметров различных марок стали существуют специальные таблицы в составе нормативных документов в области строительства – в строительных нормах и правилах (СНиП) и государственных стандартах (ГОСТ ). Итак, 9модуль упругости (Е) 1070 или Юнга , для белого и серого чугуна от 115 до 160 ГПа, ковкого – 155.
Что касается стали, то модуль упругости углеродистой стали С245 имеет значения от 200 до 210 ГПа. Легированная сталь имеет несколько более высокие показатели – от 210 до 220 ГПа.Аналогичная характеристика для стали обыкновенной марок Ст.3 и Ст.5 имеет одинаковое значение – 210 ГПа, а для стали Ст.45, 25Г2С и 30ХГС – 200 ГПа. Как видим, вариабельность (Е) для разных марок стали незначительна, но в изделиях, например, в канатах, картина иная:
- для прядей и прядей из высокопрочной проволоки 200 ГПа;
- тросы стальные с металлическим сердечником 150 ГПа; Канаты стальные
- с органическим сердечником 130 ГПа.
Как видите, разница существенная.
Значения модуля сдвига или жесткости (G) можно увидеть в этих же таблицах, они имеют меньшие значения, для стального проката – 84 ГПа , углеродистого и легированного – от 80 до 81 гПа, а для сталей Ст.3 и Ст.45–80 ГПа. Причиной различия значений параметра эластичности является одновременное действие сразу трех основных модулей, рассчитанных по разным методикам.
Однако разница между ними невелика, что свидетельствует о достаточной точности исследования упругости. Поэтому не стоит зацикливаться на расчетах и формулах, а следует взять конкретное значение эластичности и использовать его как константу. Если не производить расчеты по отдельным модулям, а делать комплексный расчет, значение (Е) будет равно 200 ГПа.Необходимо понимать, что эти значения различаются для сталей с разными добавками и стальных изделий, в состав которых входят детали из других веществ, но эти значения различаются незначительно. Основное влияние на показатель упругости оказывает содержание углерода, а способ обработки стали — горячая прокатка или холодная штамповка, существенного влияния не оказывает.
При выборе металлопродукции используют еще один показатель, который регламентируется так же, как и модуль упругости в таблицах ГОСТ и публикации СНиП – расчетное сопротивление нагрузкам на растяжение, сжатие и изгиб. Размерность этого показателя такая же, как у модуля упругости, но значения на три порядка меньше.
Этот показатель имеет два назначения: нормативное и расчетное сопротивление, названия говорят сами за себя – расчетное сопротивление используется при выполнении расчетов прочности конструкции. Так, расчетное сопротивление стали С255 при толщине проката от 10 до 20 мм составляет 240 МПа, при нормативном 245 МПа. Расчетное сопротивление проката от 20 до 30 мм несколько ниже и составляет 230 МПа.инструмент.гуру
| мир сварки
Модуль упругости
Модуль упругости (модуль Юнга) E – характеризует сопротивление материала растяжению/сжатию при упругой деформации или свойство объекта деформироваться вдоль оси при приложении силы вдоль этой оси; определяется как отношение напряжения к удлинению. Модуль Юнга часто называют просто модулем упругости.
1 кгс/мм 2 = 10 -6 кгс/м 2 = 9.8 10 6 Н/м 2 = 9,8 10 7 дин/см 2 = 9,81 10 6 Па = 9,81 МПа
Модуль упругости (модуль Юнга)
Материал Э кгс/мм 2 10 7 Н/м 2 МПа Металлы Алюминий 6300-7500 6180-7360 61800-73600 Отожженный алюминий 6980 6850 68500 Бериллий 30050 29500 2 Бронза 10600 10400 Алюминиевая бронза, литье 10500 10300 Бронза фосфористая катаная 11520 11300 113000 Ванадий 13500 13250 132500 Отожженный ванадий 15080 14800 148000 Висмут 3200 3140 31400 Литой висмут 3250 3190 31900 Вольфрам 38100 37400 374000 Вольфрам отожженный 38800-40800 34200-40000 342000-400000 Гафний 14150 13900 139000 Дюралюминий 7000 6870 68700 Дюралюминиевый прокат 7140 7000 70000 Кованое железо 20000-22000 19620-21580 1 - -215800
чугун 10200-13250 10000-13000 -130000
Золото 7000-8500 6870-8340 68700-83400 Отожженное золото 8200 8060 80600 Инвар 14000 13730 137300 Индий 5300 5200 52000 Иридий 5300 5200 52000 Кадмий 5300 5200 52000 Литой кадмий 5090 4990 49900 Кобальт отожженный 19980-21000 19600-20600 1 -206000 Константан 16600 16300 163000 Латунь 8000-10000 7850-9810 78500- Судовой прокат латунный 10000 9800 Латунь, холоднотянутая 9100-9890 8900-9700 89000- Магний 4360 4280 42800 Манганин 12600 12360 123600 Медь 13120 12870 128700 Деформированная медь 11420 11200 112000 Литая медь 8360 8200 82000 Медный прокат 11000 10800 108000 Холоднотянутая медь 12950 12700 127000 Молибден 29150 28600 286000 Нейзильбер 11000 10790 107900 Никель 20000-22000 19620-21580 1 - -215800
Никель отожженный 20600 20200 202000 Ниобий 9080 8910 89100 Олово 4000-5400 3920-5300 39200-53000 Оловянное литье 4140-5980 4060-5860 40600-58600 Осмий 56570 55500 555000 Палладий 10000-14000 9810-13730 -137300 Палладиевое литье 11520 11300 113000 Платина 17230 16900 169000 Отожженная платина 14980 14700 147000 Отожженный родий 28030 27500 275000 Отожженный рутений 43000 42200 422000 Свинец 1600 1570 15700 Свинцовое литье 1650 1620 16200 Серебро 8430 8270 82700 Отожженное серебро 8200 8050 80500 Инструментальная сталь 21000-22000 20600-21580 206000-215800 Легированная сталь 21000 20600 206000 Специальная сталь 22000-24000 21580-23540 215800-235400 Углеродистая сталь 19880-20900 19500-20500 1 Стальное литье 17330 17000 170000 Тантал 19000 18640 186400 Отожженный тантал 18960 18600 186000 Титан 11000 10800 108000 Хром 25000 24500 245000 Цинк 8000-10000 7850-9810 78500- Цинк прокат 8360 8200 82000 Цинковое литье 12950 12700 127000 Цирконий 8950 8780 87800 Чугун 7500-8500 7360-8340 73600-83400 Чугун белый, серый 11520-11830 11300-11600 113000-116000 Ковкий чугун 15290 15000 150000 пластик Оргстекло 535 525 5250 Целлулоид 173-194 170-190 17:00-19:00 Стекло органическое 300 295 2950 резина Резина 0,80 0,79 7,9 Резина мягкая вулканизированная 0,15-0,51 0,15-0,50 1,5-5,0 Дерево Бамбук 2000 1960 19600 Береза 1500 1470 14700 Бук 1600 1630 16300 Дуб 1600 1630 16300 Ель 900 880 8800 железное дерево 2400 2350 32500 Сосна 900 880 8800 Минералы Кварц 6800 6670 66700 Различные материалы Бетон 1530-4100 1500-4000 15000-40000 Гранит 3570-5100 3500-5000 35000-50000 Известняк плотный 3570 3500 35000 Кварцевая нить (плавкая) 7440 7300 73000 Кетгут 300 295 2950 Лед (при -2°С) 300 295 2950 Мрамор 3570-5100 3500-5000 35000-50000 Стекло 5000-7950 4900-7800 49000-78000 крона 7200 7060 70600 бесцветное стекло 5500 5400 70600 Литература
- Краткий физико-технический справочник. Т.1/ Под общ. изд. К.П. Яковлев. Москва: ФИЗМАТГИЗ. 1960. – 446 с.
- Справочник по сварке цветных металлов / С.М. Гуревич. Киев: Наукова думка. 1981. 680 с.
- Справочник по элементарной физике / Н.Н. Кошкин, М.Г. Ширкевич. М., Наука. 1976. 256 с.
- Таблицы физических величин. Справочник / Под ред. И.К. Кикоин. М., Атомиздат. 1976. 1008 с.
Прежде чем использовать какой-либо материал в строительных работах, следует ознакомиться с его физическими характеристиками, чтобы знать, как с ним обращаться, какое механическое воздействие будет для него допустимо и так далее. Одной из важных характеристик, на которую часто обращают внимание, является модуль упругости.
Ниже рассмотрим само понятие, а также это значение применительно к одному из самых популярных материалов в строительстве и ремонтных работах – стали. Эти показатели также будут учитываться для других материалов, для примера.
Модуль упругости – что это такое?
Модуль упругости материала называется совокупностью физических величин , характеризующих способность твердого тела упруго деформироваться в условиях приложения к нему силы.
Обозначается буквой Е. Так будет упоминаться во всех таблицах, которые будут идти дальше в статье.Нельзя утверждать, что существует только один способ определения значения эластичности. Разные подходы к изучению этой величины привели к тому, что существует сразу несколько разных подходов. Ниже приведены три основных способа расчета показателей этой характеристики для разных материалов:
Таблица показателей упругости материалов
Прежде чем перейти непосредственно к данной характеристике стали, рассмотрим сначала в качестве примера и дополнительной информации таблицу, содержащую данные на это значение по отношению к другим материалам. Данные измерены в МПа .
Как видно из таблицы выше, это значение различно для разных материалов, более того, показатели отличаются, если учитывать тот или иной вариант расчета этого показателя. Каждый волен выбрать именно тот вариант изучения индикаторов, который ему больше всего подходит. Возможно, предпочтительнее учитывать модуль Юнга, поскольку он чаще используется специально для характеристики конкретного материала в этом отношении.
После того, как мы вкратце ознакомились с данными этой характеристики других материалов, перейдем непосредственно к характеристике стали отдельно. 92.
- И, наконец, коэффициент Пуассона для стали равен 0,3
Это общие данные для типов стали и изделий из стали. Каждое значение рассчитано по всем физическим правилам и с учетом всех доступных соотношений, которые используются для получения значений этой характеристики.
Вся общая информация об этой характеристике стали будет дана ниже. Значения будут приведены как n о модуле Юнга , так и по модулю сдвига, как в одних единицах измерения (МПа), так и в других (кг/см2, ньютон*м2).
Сталь и несколько разных марок
Значения индексов эластичности стали различаются, так как есть несколько модулей , которые рассчитываются и рассчитываются по-разному. Можно заметить тот факт, что в принципе показатели мало различаются, что свидетельствует в пользу разных исследований упругости различных материалов.
Но углубляться во все расчеты, формулы и значения не стоит, так как достаточно выбрать определенное значение эластичности, чтобы ориентироваться на него в дальнейшем. 92 .Данная информация поможет вам разобраться в самом понятии модуля упругости, а также ознакомиться с основными значениями этой характеристики для стали, стальных изделий, а также для ряда других материалов.
Следует помнить, что показатели модуля упругости различны для разных стальных сплавов и для разных стальных конструкций, содержащих в своем составе другие соединения. Но даже в таких условиях можно заметить тот факт, что показатели не сильно отличаются. Значение модуля упругости стали практически зависит от структуры. а также содержание углерода. Способ горячей или холодной обработки стали также не может сильно повлиять на этот показатель.
Ионно-радиационное азотирование инструментальных сталей. Ионно-плазменное упрочнение Вакуумные ионно-плазменные методы упрочнения поверхностей деталей
Азотирование, при выполнении которого поверхностный слой стального изделия насыщается азотом, в последнее время стали применять в промышленных масштабах.
Такой способ обработки предложил к использованию академик Н.П. Чижевского, позволяет улучшить многие характеристики изделий из стальных сплавов.Суть технологии
Азотическая сталь по сравнению с таким популярным методом обработки этого металла, как цементация, характеризуется рядом существенных преимуществ. Именно поэтому данная технология стала применяться как основной способ улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно возрастает. Важно, чтобы размеры азотируемых деталей не менялись. Это позволяет применять такой способ обработки для стальных изделий, уже прошедших закалку с высоким отпуском и отшлифованных до необходимых геометрических параметров. После выполнения азота, или азота, как часто называют этот процесс, сталь можно сразу же подвергнуть полировке или другим методам отделки.
Азотирование стали заключается в том, что металл подвергается нагреванию в среде, характеризующейся высоким содержанием аммиака.
В результате такой обработки с поверхностным слоем металла, насыщенным азотом, происходят следующие изменения.- За счет того, что увеличилась твердость поверхностного слоя, повышается износостойкость детали.
- Увеличивается усталостная прочность изделия.
- Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и неподвижной средой.
Азотирование позволяет получить более стабильные эксплуатационные показатели стали, чем при осуществлении цементации. Так, поверхностный слой изделия, подвергшегося азотированию, сохраняет свою твердость даже при нагреве до температуры 550-600°, в то время как после цементирования твердость поверхностного слоя может начать снижаться уже при нагреве изделия выше 225 °. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5-2 раза выше, чем после закалки или цементации.
Как протекает процесс азотирования
Детали из металла помещаются в герметично закрывающийся муфель, который затем устанавливается в печь азотирования.
В печи муфель с деталью нагревают до температуры, которая обычно находится в пределах 500-600°, а затем выдерживают некоторое время при таком температурном режиме.Для формирования внутри муфеля рабочей среды, необходимой для подачи азота, аммиак подается под давлением под давлением. При нагревании аммиак начинает разлагаться на составные элементы, этот процесс описывает следующая химическая формула:
2NH 3 → 6H + 2N.
Атомарный азот, выделяющийся в ходе такой реакции, начинает диффундировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на его поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с продуктом и аммиаком, который в нем продолжает оставаться, медленно охлаждали вместе с печью для азотирования.
Слой азота, образующийся на поверхности металла при азотировании, может иметь толщину в пределах 0,3-0,6 мм. Этого вполне достаточно, чтобы наделить изделие требуемыми прочностными характеристиками.
Сталеплавильная сталь не может подвергаться никаким дополнительным методам обработки.Процессы, происходящие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате таких процессов в структуре обрабатываемого металла образуются следующие фазы: твердый раствор
- fE 3 N, характеризующийся содержанием азота в пределах 8-11,2%;
- твердый раствор Fe 4 N, азота в котором содержится 5,7-6,1%; 9В α-железе образуется 0625 раствор азота.
Дополнительная α-фаза в структуре металла образуется, когда температура азота начинает превышать 591°. В тот момент, когда степень насыщения этой фазы азотом достигает максимума, в структуре металла образуется новая фаза. Эвтектоидный распад в структуре металла происходит, когда степень его насыщения азотом достигает уровня 2,35%.
Клапан высокотехнологичных двигателей внутреннего сгорания Обязательно пройти нитигационный процесс
Факторы, влияющие на азотирование
Основными факторами, влияющими на азотирование, являются:
- температура, при которой выполняется такая технологическая операция;
- давление газа, подаваемого на муфель;
- продолжительность выдержки детали в печи.
На эффективность такого процесса также влияет степень диссоциации аммиака, которая, как правило, находится в пределах 15-45%. С повышением температуры азотирования твердость формируемого слоя снижается, но ускоряется процесс диффузии азота в структуру металла. Снижение твердости поверхностного слоя металла при его азотировании происходит за счет коагуляции нитридов легирующих элементов, входящих в его состав.
Для ускорения азотного процесса и повышения его эффективности используется двухстадийная схема его проведения. Первую стадию азотирования по такой схеме проводят при температуре не выше 525°. Это позволяет придать высокую твердость поверхностному слою стального изделия. Для выполнения второго этапа процедуры деталь нагревают до температуры 600-620°, при этом глубина азотированного слоя достигает необходимых значений, а сам процесс ускоряется почти вдвое. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже аналогичного показателя изделий, прошедших обработку по одноступенчатой технологии.
Виды азотированных сталей
Обработке по азотной технологии можно подвергать как углеродистую, так и углеродистую в пределах 0,3-0,5%. Максимального эффекта при использовании такой технологической операции можно добиться в том случае, если она подвергается воздействию стали, в химический состав которой входят легирующие элементы, образующие твердые и жаропрочные нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы со схожими характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как продажная хрупкость, возникающая при медленном охлаждении стального изделия. После азотирования стали различные марки приобретают твердость:
Легирующие элементы в химическом составе стали повышают твердость азотированного слоя, но при этом уменьшают его толщину. Наиболее активно на толщину азотированного слоя влияют такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от области применения изделия, подвергаемого азотной процедуре, а также от условий его эксплуатации для проведения такой технологической операции рекомендуется использовать определенные марки стали.
Итак, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять к селитру изделия из следующих марок стали.38х2Мью
Это сталь, которая после азотирования характеризуется высокой твердостью внешней поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает сопротивление деформации изделия, но в то же время способствует повышению твердости и износостойкости его внешней поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
40x, 40hf.
Эти легированные стали используются для изготовления деталей, используемых в области станкостроения.
30х3м, 38ХММ, 38ХНМФ, 38ХН3МА
Эти стали служат для изготовления изделий, подвергающихся в процессе эксплуатации частым циклическим изгибающим нагрузкам.
30х3мф1
Из этого стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования.
Для придания большей твердости деталям из этой стали (преимущественно это детали топливной аппаратуры) в ее химический состав можно добавить кремний.Технологическая схема азотирования
Для проведения традиционного газового азотирования, инновационного плазменного азотирования или ионного азотирования обрабатываемая деталь подвергается ряду технологических операций.
Подготовительная термическая обработка
Данная обработка заключается в закалке изделия и его высоком отпуске. Закалку в рамках осуществления такой процедуры проводят при температуре около 940°, а охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600-700°, позволяет получить обработанному металлу твердость, при которой его можно легко резать.
Механическая реставрация
Эта операция заканчивается шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита изделий, не требующих азотирования
Такая защита осуществляется путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из этих материалов, образующаяся на поверхности изделия, не позволяет азоту проникнуть в его внутреннюю структуру.
Выполнение азотирования
Готовый продукт подвергают обработке в газовой среде.
Финишная обработка
Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как указывалось выше, очень незначительна и зависит от таких факторов, как толщина поверхностного слоя, подвергаемого насыщению азотом; Температурный режим Процедуры. Обеспечить практически полное отсутствие деформации заготовки позволяет более совершенная технология – ионное азотирование.
При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация сведена к минимуму.В отличие от инновационного ионно-плазменного азота, традиционный может выполняться при температурах, достигающих 700°. Для этого можно использовать сменный муфель или муфту, встроенный в отопительную печь. Использование съемного муфеля, в который загружаются обрабатываемые детали заранее, перед установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда крупногабаритные изделия подвергается обработке
Типы рабочих
Для проведения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенным из них является газовая среда, состоящая из 50 % аммиака и 50 % пропана или аммиака и эндогаза, взятых в тех же пропорциях. Процесс нитигирования в такой среде осуществляется при температуре 570°.
При этом изделие подвергается воздействию газовой среды в течение 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.В последнее время получил распространение метод ионно-плазменного азотирования, выполняемый в азотсодержащей разряженной среде.
Ионно-плазменное азотирование – вид «Изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой тлеющим разрядом, является то, что заготовка и муфель подключаются к источнику электрического тока при при этом изделие выступает как отрицательно заряженный электрод, а муфель – как положительно заряженный. В результате между деталью и муфелем образуется поток ионов, состоящий из N 2 или NH 3 , за счет которого происходит нагрев обрабатываемой поверхности и ее насыщение необходимым количеством азота.
Помимо традиционного и ионно-плазменного азотирования процесс насыщения поверхности стали азотом может осуществляться в жидкой среде.
В качестве рабочего тела, имеющего температуру нагрева около 570°, в таких случаях используют расплав цианистых солей. Время работы азотом в жидкой рабочей среде может составлять от 30 до 180 минут.Долговечность деталей газотурбинных двигателей во многом определяется состоянием их поверхности и в первую очередь ее износостойкостью. Одним из распространенных способов повышения износостойкости поверхностей деталей авиадвигателей и самолетов является азотирование. Азотированию подвергаются детали, которые в процессе эксплуатации в основном работают на трение.
Азотирование – процесс диффузионного насыщения азотом поверхностных слоев стальных изделий. Азот проводят с целью повышения твердости и износостойкости поверхностных слоев стальных изделий, повышения сопротивления усталости и электрохимической коррозии деталей.
При азотировании азот образует ряд фаз с железом: азотистый феррит представляет собой твердый раствор азота в алезе, азотистый аустенит представляет собой твердый раствор азота в рельсе, промежуточное `FE4N-питание, -FE2N и др.
Однако нитриды железа обладают недостаточной прочностью, твердостью, повышенной хрупкостью по сравнению с нитридами хрома CRN, CR2N, молибдена Mon, алюминия Aln и некоторых других легирующих элементов. Поэтому легированную сталь подвергают азотированию, содержащему указанные элементы: 45х14н14В2м, 1х12н2ммф, 15х16к5Н2МВФАБ-З и другие стали, которые применяются для изготовления втулок, штоков, седел клапанов, различных корпусов и т.п.Способ азотирования, применяемый в диссоциированном аммиаке с применением печного нагрева, имеет такие серьезные недостатки, как большая продолжительность процесса, трудность насыщения азотом легко пассивируемых высоколегированных сталей, образование хрупких – трение на поверхности деталей, их значительные неустойчивые деформации. Шлифовка, являющаяся основной операцией при обработке азотированных поверхностей, является длительным и трудоемким процессом.
Процесс ионной нитигации осуществляется в вакуумной рабочей камере, в которой детали являются катодом, а заземленный корпус камеры – анодом.
При пониженном давлении азотсодержащей атмосферы приложение электрического потенциала между деталями и корпусом камеры вызывает ионизацию газа. В результате бомбардировки ионами детали нагреваются до нужной температуры, а поверхность, насыщенная азотом, упрочняется.Обычно азотирование проводят при температуре ниже 600С, когда происходит преимущественная диффузия азота. Скорость диффузионного переноса азота зависит от температуры, градиента концентрации, состава и структуры основного материала и других факторов. Диффузия атомов азота осуществляется вакансиями, дислокациями и другими дефектами кристаллической структуры. В результате диффузии изменяется концентрация азота в поверхностном слое по глубине.
Наибольшее ускорение процесса азотирования достигается в плазме тлеющего разряда, когда между деталью (катодом) и анодом между деталью (катодом) и анодом возбуждается тлеющий разряд. Ионы газа бомбардируют поверхность катода и нагревают его до температуры 470-580°С. Положительно заряженные ионы азота.
Ионы азота нагревают поверхность детали, а также распыляют атомы железа с поверхности (катодное напыление). Атомы железа соединяются с азотом в плазме тлеющего разряда и образуют нитрид железа, который осаждается на поверхности детали тонким слоем. В дальнейшем бомбардировка слоя ФЭН ионами азота сопровождается образованием низших нитридов FenFe3NFE4N и твердого азота в ФЭ Хейзел (N). Азот, образующийся при распаде низшего нитрида, диффундирует вглубь материала детали, а железо снова распыляется в плазму.В отличие от дымового обогрева ионным азотом (в плазме тлеющего разряда) нагрев деталей осуществляется за счет расходуемой энергии плазмы пропорционально массе клети. Не требует печи с массивной кладкой.
Азотирование легких высокохромистых нержавеющих сталей обязательно требует добавок водорода в газовую среду. Для получения качественных диффузионных бесфазных слоев на поверхности при ионном азотировании сталей разных классов целесообразно проводить стадию катодного напыления в водороде при давлении около 13 Па и напряжении около 1000 В, и стадия насыщения в смеси (3-5%) водорода и (95-97%) азота при давлении 133-1330 Па.
Газовая среда такого состава обеспечивает равномерность толщины диффузионных слоев на деталях, размещенных в клети, по объему рабочей камеры. Увеличение давления смеси на втором этапе (азотирование) способствует росту глубины диффузионного слоя.Установлено, что продолжительность процесса ионного азотирования примерно в два раза меньше, чем надземное азотирование по существующей серийной технологии. Зависимость глубины диффузионного слоя от продолжительности насыщения при ионном азотировании так же, как и при бариальном, имеет параболический характер. Влияние температуры ионного азотирования на глубину слоя имеет зависимость, близкую к экспоненциальной.
В обычном азоте в диссоциированном аммиаке максимальная твердость для большинства сталей расположена на некотором расстоянии от поверхности, а поверхностный слой, представляющий собой хрупкую фазу, как правило, сшивается. В результате ионного азотирования наибольшую твердость имеет поверхность. Диаметры азотированных деталей типа «вал» колеблются, как правило, на 30-40 мкм, что часто укладывается в поле допуска.
Поэтому, учитывая высокое качество поверхности после ионного азотирования и поддержание чистоты, ее можно не обрабатывать, либо ограничиться полировкой или легкой притиркой.С помощью ионного азотирования на базе завода удалось добиться высокой эффективности повышения стойкости режущего инструмента и штампов горячей деформации при изготовлении деталей из труднообрабатываемых жаропрочных никеля, титана и нержавеющей стали. .
Практика внедрения и использования процесса ионного азотирования деталей в промышленности показала целесообразность широкого внедрения этого процесса в серийное производство. Процесс ионной нитигации позволяет:
Для увеличения ресурса агенных деталей;
Обеспечивают упрочнение деталей, для которых применение других методов упрочнения затруднено или невозможно;
Снижение трудоемкости изготовления за счет исключения операции по наложению электропоставщиков;
В некоторых случаях отказаться от шлифовки после азотирования;
Сокращение продолжительности азотного цикла более чем в 2 раза;
Улучшить гигиену труда.
Особенностью производства авиационных двигателей является большое разнообразие марок стали, в том числе закалки азотированием. Разработке технологического процесса ионного азотирования предшествовал глубокий анализ достижений в этой области зарубежных и отечественных исследований.
Исследованию упрочнения с ионным азотированием подвергали конструкционную сталь перлитного, аустенитного, мартенситного, переходных классов, мартенситно-стареющую сталь из следующих материалов: 38х2Мюа, 30х3б, 38х, 40х, 13х11н2В2МФ (Эи961), 45х14н14В2М (ЭИ69), 25х18н8В2, 40х10с2м, 14х10с2м, 14х17н2, 15х15к5н2м2-Ш (ЭП866), 30х2нва, 16х3НВФАБ-Ш, (ДИ39, ВКС-5), х28К9М5Т (МС200) и др. Целевой задачей является разработка технологических процессов с целью перевода печи азотирование деталей к ионному, новые технологические процессы ионного азотирования деталей взамен цементации, а также ранее нерафинированной химико-термической обработки.
Для деталей, работающих на износ с малыми контактными давлениями в коррозионных условиях, необходимо получение диффузионного слоя с развитой нитридной зоной, от которого зависит текучесть трущихся поверхностей и коррозионная стойкость.
Для деталей, работающих в условиях циклических нагрузок в условиях износа с повышенными контактными нагрузками, необходимо стремиться к получению слоя с большой внутренней площадью азотирования.
Вариация структуры слоев позволяет получать различные комбинации слоя и сердцевины. Это подтверждается многочисленными примерами азота для разных групп деталей.
При разработке технологических процессов проведены комплексные систематические исследования влияния основных технологических факторов на качественные и эксплуатационные характеристики диффузионного слоя при ионном нитигировании с целью оптимизации их параметров.
Высокое содержание водорода в смеси, в том числе соответствующего состава при полной диссоциации аммиака, способствует образованию нитридных фаз на азотируемой поверхности в виде монослоя до -фазы (FE2N). Кроме того, смесь азота с повышенным содержанием водорода в смесительном цилиндре, где готовится смесь, и в рабочей камере через определенное время начинает влиять на глубину азотированного слоя, а также на его неравномерность на деталях.
от объема клетки. Водород в газовой среде с ионами азота играет роль восстановителя оксидов на упрочненной поверхности, препятствующих прямому контакту и взаимодействию азота с металлом.Обычный класс стал норотизированным в чистом азоте без добавок водорода. Однако азотированные слои не всегда однородны по глубине.
В результате исследований давления в рабочей камере на качество азотированного слоя можно рекомендовать первую стадию (катодное напыление) в водороде при давлении около 13 Па и напряжении около 1000 V. Повышенное давление смеси второй стадии (азотирование) способствует росту глубины диффузионного слоя, а ионное азотирование следует проводить при давлении 133-1330 Па.
На качество диффузионных слоев влияют температура и продолжительность процесса. На рисунке. Влияние этих факторов на глубину слоя некоторых сталей, различающихся по составу и являющихся типичными представителями различных классов.
Установлено, что продолжительность процесса ионного азотирования примерно в два раза меньше, чем печного азотирования по действующей серийной технологии.
Распределение микротвердости по глубине азотированного слоя является важной эксплуатационной характеристикой. В обычном азоте в диссоциированном аммиаке максимальная твердость для большинства сталей находится на некотором расстоянии от поверхности, а поверхностный слой, представляющий собой хрупкую фазу, как правило, прошивается. В результате ионного азотирования всех сталей наибольшую твердость имеет поверхность. Поэтому, учитывая высокое качество поверхности после ионного азотирования и сохранение чистоты, можно не обрабатывать ее или ограничиться полировкой или легкой обработкой.
После ионного азотирования на поверхности отсутствуют все стали. Отсутствие -фазы на поверхности с ионами азота обусловлено, вероятно, барьерным действием оксидов, снижающих содержание азота непосредственно на металле, катодным напылением и меньшим сопротивлением фазы в вакууме и в плазме тлеющего разряда.
Одной из основных эксплуатационных характеристик многих деталей авиадвигателей и самолетов является износостойкость.
Исследование износостойкости проводили как с поверхности азотированных образцов, так и после шлифовки на глубину 0,03-0,06 мм.
Ионному азотированию деталей в серийном производстве в основном подвергаются три вида деталей. Это детали, подвергнутые условному азоту в диссоциированном аммиаке, цементированные детали с малыми и средними нагрузками работы на изделие и детали со значительным износом, не подвергавшиеся химико-термической обработке из-за невозможности последующего шлифования из-за сложной геометрической формы. форма.
Большая продолжительность изотермической выдержки, достигающая 50 часов, при значительной номенклатуре азотсодержащих частей часто нарушает ритмичность производства. Еще одним существенным недостатком серийной технологии является большая трудоемкость изготовления деталей, связанная с нанесением и снятием гальванических покрытий, используемых для защиты от азота. Притирка азотированных деталей, особенно сложной конфигурации, иногда сопровождается неравномерным браком, который практически не выявляется контролем и проявляется только при эксплуатации на серийном двигателе в результате преждевременного износа дефектного слоя.
При шлифовании деталей, особенно из такой сложной стали, как 15х16к5н2МВФАБ, на острых кромках иногда образовывались трещины вследствие релаксации остаточных напряжений, а также в местах перехода от цилиндрической поверхности к торцевой непосредственно после азотирования.Окончательно изготовленные детали целесообразно упрочнить ионным азотированием. Это связано с тем, что максимальной твердостью и износостойкостью после ионного азотирования обладает поверхность или близкие к ней слои, в то время как после обычного азотирования более эффективными являются слои, расположенные на некотором расстоянии от поверхности.
Для учета припуска на «вздутие» при изготовлении исследовано влияние ионного азотирования на изменение размеров деталей. Исследования проводились на типичных представителях частей. Статистика раздачи деталей для ресайза. Детали валового типа имеют увеличение диаметра после ионного азотирования. У втулок и сфер наружный диаметр увеличивается, а внутренний – уменьшается.
У большинства азотированных деталей диаметр изменился на 30 – 40 мкм.Некоторые детали не обрабатывались после чистовой обработки, а отклонения размеров закладывались в поле допуска. Таким образом, в процессе изготовления деталей исключалась трудоемкая операция шлифовки азотированной поверхности. Это обстоятельство позволяет расширить номенклатуру упрочняемых деталей, механическая обработка которых после их упрочнения затруднена или невозможна (например, криволинейные детали бандажного типа).
Для защиты неокрашенных поверхностей разработано и изготовлено оборудование. При ионном азотировании деталей, в отличие от печной защиты поверхностей, не подвергающихся действию азота, наиболее технологична. Никель и антресоли, применяемые для защиты неокрашенных поверхностей при обожженном азотировании, являются операциями трудоемкими и не всегда обеспечивают необходимое качество защиты. Кроме того, после нитигации часто возникает необходимость удаления этих покрытий химическими или механическими методами.
При ионном азотировании защиту непокрытых поверхностей осуществляют с помощью металлических экранов, плотно контактирующих с поверхностью, не подверженной воздействию азота (зазор не более 0,2 мм). Эта поверхность не подвергается воздействию тлеющей шихты и, таким образом, надежно защищена от азотирования. При азотировании деталей защита от азотирования экранами различных поверхностей, таких как плоскости, внутренние и наружные цилиндрические поверхности, резьбовые поверхности и др. Практика показала надежность и удобство такого способа защиты. Устройства для этих целей можно использовать многократно. Поверхности деталей, не подвергающихся воздействию азота, можно обрабатывать.
Процесс ионной нитигации позволяет:
увеличить ресурс агенных деталей;
обеспечивают упрочнение деталей, для которых применение других способов упрочнения затруднено или невозможно;
снизить трудоемкость за счет исключения операций гальванического покрытия;
в некоторых случаях отказаться от шлифовки после азотирования;
сократить продолжительность азотного цикла более чем в два раза;
улучшить гигиену труда.
В промышленности в настоящее время применяют три различных вида азота: для получения высокой твердости поверхностного слоя, антикоррозионного ионного и «мягкого» азотирования и др.
Для получения деталей повышенной твердости из конструкционных сталей процесс проводят при температуре от 500 до 520С в течение до 90 часов. Степень диссоциации аммиака регулируется его подачей и колеблется в пределах от 15 до 60%. При одностадийном режиме азотирования процесс ведут при постоянной температуре (500–520°С), а затем ее повышают до 560–570°С. Это приводит при пониженной температуре к образованию сначала тонкого азотонасыщенного слоя с мелкодисперсными нитридами, а затем, с повышением температуры, увеличивается скорость диффузии и сокращается время получения необходимой толщины слоя азота. Двухстадийный цикл азотирования сокращает время процесса насыщения стали азотом в 22,5 раза.
При совершенствовании процесса азотирования необходимо решить следующие важные задачи:
создание регулируемого процесса, обеспечивающего приготовление газа заданного состава, структуры и глубины диффузионного слоя;
интенсификация процесса формирования агенного слоя.
Разработаны два принципиально новых метода непосредственного контроля процесса азотирования, один из которых позволяет оценить азотный потенциал атмосферы печи по ее ионному составу (ионным диссоциомерам), а другой – открывает возможности прямого анализа кинетики образования диффузионных покрытий в процессе азотирования (токово-звуковые анализаторы). Азотный потенциал контролируется датчиком ионизации с обратной связью с системой смешения.
Для азотирования качественно новые установки с программным управлением технологическим процессом. Интенсификация процесса азотирования может быть достигнута повышением температуры насыщения, регулированием активности атмосферы, изменением ее состава, а также применением магнитных полей и различных видов электрических разрядов (искровых, коронных, тлеющих).
При химико-термической обработке глубина насыщенного слоя в одних случаях требуется больше, в других – меньше, иногда происходит коробление и деформация, растрескивание насыщенного слоя и тому подобное.
Характеристика брака химико-термической обработки, основные причины его появления, мероприятия по устранению брака приведены в таблице.Короткий путь http://bibt.ru.
Иногда такой процесс называют ионным триллингом или азотированием в плазме тлеющего разряда. Суть этого метода заключается в том, что в герметичной емкости создается разреженная азотсодержащая атмосфера. Для этой цели можно использовать чистый азот, аммиак или смесь азота и водорода. Внутри контейнера размещены азотсодержащие детали, которые подключены к отрицательному полюсу источника постоянного напряжения. Они играют роль катода. Анод – это стенка контейнера. Между катодом и анодом имеется высокое напряжение (500-1000 В). В этих условиях происходит ионизация газа. Образовавшиеся положительно заряженные ионы азота устремились к отрицательному полюсу – катоду. Электрическое сопротивление газовой среды вблизи катода резко возрастает, в результате чего почти все напряжение, подаваемое между анодом и катодом, приходится на сопротивление вблизи катода, на расстоянии нескольких миллиметров от него.
Это создает очень высокую напряженность электрического поля вблизи катода.Ионы азота, попадая в эту зону повышенного напряжения, разгоняются до больших скоростей и, оборачиваясь с деталью (катодом), внедряются в ее поверхность. При этом высокая кинетическая энергия, которой обладали ионы азота, превращается в тепловую. В результате деталь за короткое время, примерно 15-30 минут, нагревается до температуры 470-580°С, при которой происходит диффузия азота вглубь металла, т. е. идет процесс нитигирования. . Кроме того, при контакте ионов с поверхностью детали происходит выбивание ионов железа с ее поверхности. За счет этого происходит очистка поверхности от оксидных пленок, препятствующих азотированию. Это особенно важно для азотирования коррозионно-стойких сталей, в которых такая пассивирующая пленка удаляется обычными методами очень трудно.
Ионное азотирование по сравнению с азотным в печах имеет следующие преимущества:
1) сокращение общей продолжительности процесса в 1,5-2 раза;
2) возможность регулирования процесса с целью получения агенного слоя с заданными свойствами;
3) меньшая деформация деталей за счет равномерного нагрева; 4) возможность азотирования коррозионно-стойких сталей и сплавов без дополнительной децессивной обработки.
Ионно-плазменное азотирование (ИПА) – современный упрочняющий метод химико-термической обработки изделий из чугуна, углеродистых, легированных и инструментальных сталей, титановых сплавов, металлокерамики, порошковых материалов. Высокая эффективность технологий достигается за счет использования различных газовых сред, влияющих на формирование диффузионного слоя различного состава в зависимости от конкретных требований к его глубине и сплошности поверхности.
Азотирование ионно-плазменным методом актуально для обработки нагруженных деталей, работающих в агрессивных средах, подвергающихся трению и химической коррозии, поэтому широко применяется в машиностроении, в том числе станкостроении, авто- и авиастроении, а также а также в нефтегазовом, топливно-энергетическом и горнодобывающем комплексе, инструментальном и высокоточном производстве.
В процессе обработки поверхности ионным азотированием улучшаются поверхностные характеристики металлов и эксплуатационная надежность ответственных деталей машин, двигателей, станков, гидравлики, точной механики и других изделий: усталостная и контактная прочность, поверхностная твердость и сопротивление увеличивается растрескивание, увеличивается износ и истираемость, жаро- и коррозионная стойкость.
Преимущества ионно-плазменного азотирования
Технология ИПА имеет ряд неоспоримых преимуществ, главное из которых – стабильное качество обработки при минимальном разбросе свойств. Контролируемый процесс диффузионного насыщения газа и нагрева обеспечивает получение однородного покрытия высокого качества с заданным фазовым составом и структурой.
- Высокая поверхностная твердость азотированных деталей.
- Отсутствие деформации деталей после обработки и высокая чистота поверхности.
- Сокращение времени обработки сталей в 3-5 раз, титановых сплавов – в 5-10.
- Увеличение эксплуатации азотированной поверхности в 2-5 раз.
- Возможность обработки глухих и сквозных отверстий.
Низкотемпературный режим исключает структурные превращения стали, снижает вероятность усталостного разрушения и повреждения, позволяет осуществлять охлаждение с любой скоростью без риска мартенсита. Обработка при температурах ниже 500 °С особенно эффективна при упрочнении изделий из инструментальных легированных, быстрорежущих и мартенситно-стареющих сталей: повышаются их эксплуатационные свойства без изменения растворителя стержня (55-60 HRC).
Экологически безопасный метод ионно-плазменного азотирования предотвращает искривление и деформацию деталей при сохранении исходной шероховатости поверхности в пределах Ra = 0,63…1,2 мкм – именно поэтому технология ИПА эффективна в качестве чистовой обработки.
Технологический процесс
Установки для ИПА работают в разряженной атмосфере при давлении 0,5-10 мбар. В камеру, действующую по принципу катодно-анодной системы, подается ионизированная газовая смесь. Между обрабатываемой заготовкой и стенками вакуумной камеры формируется тлеющий импульсный разряд. Создаваемая под его воздействием активная среда, состоящая из заряженных ионов, атомов и молекул, образует азотсодержащий слой на поверхности изделия.
Состав насыщающей среды, температура и продолжительность процесса влияют на глубину проникновения нитридов, вызывая значительное увеличение прочности поверхностного слоя изделий.
Ионное азотирование деталей
Ионное азотирование широко применяют для упрочнения деталей машин, рабочих инструментов и технологического оборудования неограниченных размеров и форм: зубчатых и цилиндрических зубчатых и распределительных валов, конических и цилиндрических зубчатых колес, экструдеров, муфт сложной геометрической формы, винты, режущий и сверлильный инструмент, оправки, матрицы и пуансоны для штамповки, пресс-формы.
Для ряда изделий (шестерни большого диаметра для большегрузных автомобилей, экскаваторов и др.) ИПС – единственный способ получить готовые изделия с минимальным процентом брака.
Свойства изделий после закалки ИПС
Закалка зубчатых колес методом ионного азотирования повышает выносливость зубьев при испытаниях на усталость при изгибе до 930 МПа, значительно снижает шумовые характеристики машин и повышает их конкурентоспособность на рынке .
Технология ионно-плазменного азотирования широко применяется для упрочнения поверхностного слоя форм, используемых при литье под давлением: азотированный слой препятствует слипанию металла в зоне подачи струи жидкости, и процесс заполнения формы становится менее турбулентный, что увеличивает срок службы кристаллизатора и обеспечивает высокое качество литья.
Ионно-плазменное азотирование в 4 и более раза повышает износостойкость штампа и режущего инструмента, изготовленных из стали марок Р6М5, Р18, Р6М5К5, Р12Ф4К5 и других, с одновременным увеличением режимов резания.
Азотированная поверхность инструмента за счет сниженного коэффициента трения обеспечивает более легкое удаление стружки, а также предотвращает ее налипание на режущие кромки, что позволяет увеличить подачу и скорость резания.Компания “Ионмет” оказывает услуги по поверхностной обработке конструкционных материалов различных видов деталей и инструмента методом ионно-плазменного азотирования – правильно подобранный режим позволит добиться необходимых технических показателей Твердость и глубина азотированного слоя обеспечат высокие потребительские свойства продуктов.
- Упрочнение поверхностного слоя мелкомодульных и крупномодульных шестерен, коленчатых и распределительных валов, направляющих, втулок, втулок, корзин, цилиндров, пресс-форм, осей и др.
- Повышенная стойкость к циклическим и пульсирующим нагрузкам коленчатых и кулачковых валов, толкателей, клапанов, зубчатых колес и др.
- Повышенная износостойкость и коррозионная стойкость, снижение прилипания металла при отливке изложниц, прессовых и молотовых штампов, пуансонов для глубокой вытяжки, матриц.
Процесс нитигации происходит в современных автоматизированных установках:
- Ø стола 500 мм, высотой 280 мм;
- Стол Ø 1000 мм, высота 1400 мм.
Уточнить полный ассортимент продукции для упрочняющей обработки, а также возможность азотирования крупногабаритных деталей со сложной геометрией можно у специалистов компании Ионмет. Для определения технических условий Азотирование и начала сотрудничества Высылаем нам чертеж, указываем стальные клейма и примерную технологию изготовления деталей.
Ионно-плазменное азотирование (ИПА) – способ химико-термической обработки стальных и чугунных изделий с большими технологическими возможностями, позволяющий получать диффузионные слои заданного состава путем использования различных газовых сред, т.е. процесс диффузионного насыщения контролируется и может быть оптимизирован в зависимости от конкретных требований к глубине слоя и твердости поверхности. Плазменное азотирование микротвердость легированных
Диапазон температур ионного азотирования шире газового и находится в пределах 400-600 0 С.
Обработка при температурах ниже 500 0 С особенно эффективна при упрочнении изделий из инструментальных легированных сталей для холодной обработки, высокой быстрорежущие и мартенситно-стареющие стали, т.к. значительно повышают их эксплуатационные свойства при сохранении твердости сердцевины на уровне 55-60 HRC.Способ обработки арматуры и инструмент практически всех отраслей промышленности подвергают методу и инструменту ИПА (рис. 1).
Рис. 1.
В результате можно улучшить IPA. Изделия обладают следующими характеристиками: износостойкостью, усталостной выносливостью, антисадочными свойствами, жаростойкостью и коррозионной стойкостью.
По сравнению с широко применяемыми методами упрочнения химико-термической обработки стальных деталей, такими как цементация, нитроцемент, цианирование и газовое азотирование в печах, метод ИПА имеет следующие основные преимущества:
- · Повышенная твердость поверхности азотированных деталей;
- · Отсутствие деформации деталей после обработки и высокая чистота поверхности;
- · Повышение предела выносливости и повышение износостойкости обрабатываемых деталей;
- · Более низкая температура обработки, благодаря которой в стали не происходят структурные превращения;
- · Возможность обработки глухих и сквозных отверстий;
- · Сохранение твердости азотированного слоя после нагрева до 600-650 с;
- · Возможность получения слоев заданного состава;
- · Возможность обработки изделий неограниченных размеров и форм;
- · Отсутствие загрязнения окружающей среды;
- · Повышение культуры производства;
- · Снижение стоимости обработки в несколько раз.
Преимущества ИПС также проявляются в значительном снижении основных производственных затрат.
Например, по сравнению с газовым азотированием в печах ИПС обеспечивает:
- · Сокращение продолжительности обработки в 2-5 раз, как за счет уменьшения нагрева и охлаждения садка, так и за счет сокращения времени изотермической выдержки;
- · Снижение хрупкости упрочненного слоя;
- · Снижение затрат на рабочие газы в 20-100 раз;
- · Снижение потребления электроэнергии в 1,5-3 раза;
- · Исключение операции передачи;
- · Снижение деформации настолько, чтобы исключить чистовую шлифовку;
- · Легкая и надежная защита экрана от азотирования незащищенных поверхностей;
- · Улучшение санитарно-гигиенических условий;
- · Полное соответствие технологии всем современным требованиям по охране окружающей среды.
По сравнению с закалкой Обработка методом iPA позволяет :
- · Исключить деформацию;
- · Увеличение ресурса агенной поверхности в 2-5 раз.
Применение ИПС вместо цементации, нитроцемента, газового или жидкого азотирования, объемной или щелевой закалки позволяет сэкономить основное оборудование и производственные площади, снизить машинно-транспортные расходы, снизить потребление электроэнергии и активных газовых сред.
Принцип действия ИПС заключается в том, что азотсодержащая газовая среда между катодом – деталями и анодом – стенками вакуумной камеры – аномально намеренно образует активную среду (ионы, атомы, возбуждаемые молекул) возбуждается, обеспечивая образование азотсодержащего слоя, состоящего из внешней – нитридной зоны и расположенной под ней диффузионной зоны.
Технологическими факторами, влияющими на эффективность ионного азотирования, являются температура процесса, продолжительность насыщения, давление, состав и расход рабочих газовых смесей.
Температура процесса , Площадь Площади, участвующие в теплообмене, и эффективность теплообмена со стенкой (количество экранов) определяют мощность, необходимую для поддержания нагнетания и обеспечения заданной температуры продукта.
Выбор температуры зависит от степени легирования азотируемой стали нитридообразующими элементами: чем выше степень легирования, тем выше температура.Температура обработки должна быть не ниже температуры отпуска на 10-20°С.
Продолжительность и температура процесса Насыщение определяется глубиной слоя, распределением твердости по глубине и толщиной нитридной зоны.
Состав насыщающей среды Зависит от степени легирования обрабатываемой стали и требований по твердости и глубине азотированного слоя.
Давление технологическое Должно быть таким, чтобы обеспечивалось разряжение поверхности изделий и подготовка однородного азотированного слоя. Однако следует иметь в виду, что разряд на всех стадиях процесса должен быть аномальным, т.е. поверхность всех деталей в клетке должна быть полностью покрыта люминесценцией, а плотность разрядного тока должна быть больше нормальной. плотность для этого давления с учетом нагревательного эффекта. Газ в прикатодной области разряда.
С появлением установок нового поколения, использующих в качестве рабочей среды регулируемую смесь водорода, азота и аргона, а также плазму «пульсирующего», а не постоянного тока, технологичность ионного процесс азотирования значительно увеличился.
Применение комбинированного обогрева («горячие» стенки камеры) или усиленной теплозащиты (тройной тепловой экран) наряду с возможностью независимого регулирования состава газа и давления в камере позволяют при обработке режущего инструмента избежать перегрева тонких режущих кромок при нагреве обоймы, точно отрегулировать время насыщения А соответственно глубине слоя, т.к. нагрев изделий можно производить в ворсовой среде, например, в смеси АР + Н 2
Эффективная теплоизоляция в рабочей камере (тройной тепловой экран) позволяет обрабатывать продукты с низким удельным энергопотреблением, что позволяет минимизировать температурные перепады внутри клетки в процессе обработки. Об этом свидетельствует распределение микротвердости по глубине азотированного слоя для образцов, расположенных в разных местах Садки (рис.
2).Рис. 2.
а, в – шестерня массой 10,1 кг, 51 шт., ст – 40х, модуль 4,5, выдержка 16 часов, Т = 530 0 с;
б, М – шестерня массой 45 кг, 11 шт., ст – 38хн3мф, модуль 3,25 (наружный венец) и 7 мм (внутренний венец), выдержка 16 часов, Т = 555 0 С.
Ионное азотирование – эффективный метод упрочняющей обработки деталей из легированных конструкционных сталей : Зубчатые колеса, венцы зубчатых колес, валы зубчатые, валы пролетные, конические и цилиндрические зубчатые колеса, муфты, валы зубчатых колес сложной геометрической конфигурации и др.
Цементация, нитроцемент и твч -упрочнение оправдывают себя при изготовлении тяжелонагруженных деталей (зубчатых колес, осей, валов и др.) низкой и средней точности, не требующих последующего шлифования.
Данные виды термической обработки экономически нецелесообразны при изготовлении средне- и малонагруженных высокоточных деталей, т.к. при такой обработке возникает значительное коробление и требуется последующее шлифование.
Соответственно при шлифовке необходимо снимать значительную толщину затвердевшего слоя.ИПС позволяет значительно снизить слипание и деформацию деталей при сохранении шероховатости поверхности в пределах Ra = 0,63…1,2 мкм, что позволяет в подавляющем большинстве случаев использовать ИПС в качестве финишной обработки.
Применительно к станкостроению ионное азотирование шестерен в значительной степени снижает шумовые характеристики машин, тем самым повышая их конкурентоспособность на рынке.
ИПС наиболее эффективен при обработке крупногабаритных одномерных деталей: шестерни, валы, оси, валы-шестерни, вал-шестерни и др. Зубчатые колеса, подвергнутые плазменному азотированию, обладают лучшей стабильностью размеров по сравнению с цементными зубьями и могут применяться без дополнительная обработка. При этом несущая способность боковой поверхности и прочность основания зуба, достигаемые плазменным азотом, соответствуют цементным зубчатым колесам (табл. 1).
Таблица 1.
Характеристики сопротивления усталости сталей в зависимости от способов упрочнения зубчатых колес При способе ионного азотирования деталей из цемента, низко- и вторично-разрегулированных сталей (18ХГТ, 20ХНЗ, 20ХГНМ, 25ХГТ, 40Х, 40ХНМ, 40ХФ и др.) необходимо доработать в начале ковки и отпуска до твердость 241-285 HB в начале. (для некоторых сталей – 269-302 HV), затем механическая обработка и доводка – ионное азотирование. Для обеспечения минимальной деформации изделий перед азотированием для снятия напряжений рекомендуется отжиг в атмосфере защитного газа, причем температура отжига должна быть выше температуры агенизации. Отжиг следует проводить перед точной механической обработкой.
Глубина азотированного слоя, образующегося на указанных изделиях из сталей 40х, 18ХГТ, 25ХГТ, 20Х2х5А и др., составляет 0,3-0,5 мм при твердости 500-800 ВВ в зависимости от марки стали (рис. 3 ).
Для передач, работающих в условиях более высоких нагрузок, азотированный слой должен быть на уровне 0,6-0,8 мм с тонкой нитридной зоной или без нее.
Рис. 3.
Оптимизация свойств упрочненного слоя определяется сочетанием характеристик основного материала (твердость сердцевины) и параметров азотированного слоя. Характер нагрузки определяет глубину диффузионного слоя, тип и толщину нитридного слоя:
- · Износ-“-или-сы;
- · Динамическая нагрузка – ограниченная толщина нитридного слоя или вообще без нитридного слоя;
- · Коррозия – -ст.
Независимый контроль расхода каждого из компонентов газовой смеси, давления в рабочей камере и варьирования температуры процесса позволяют формировать слои разной глубины и твердости (рис. 4), обеспечивая тем самым стабильную обработку качество с минимальным разбросом свойств от детали к детали и от сепаратора к сепаратору (рис. 5).
Рис. 4.
- 1, 3, 5 – одношаговый процесс;
- 2,4 – двухэтапный процесс по содержанию n 2 в рабочей смеси
- 1,2 – Т = 530 0 С, Т = 16 часов; 3 – Т = 560 0 С, Т = 16 часов;
- 4 – Т = 555 0 С, Т = 15 часов, 5 – Т = 460 0 С, Т = 16 часов
Рис.
5.Ионное азотирование широко известно и как один из эффективных способов повышения износостойкости режущего инструмента из фильтрационных сталей Марки Р6М5, Р18, Р6М5К5, Р12Ф4К5 и др.
Азотирование повышает износостойкость инструмента и его термостойкость. Азотированная поверхность инструмента с пониженным коэффициентом трения и улучшенными антифрикционными свойствами, Обеспечивает более легкое разложение стружки, а также препятствует ее налипанию на режущие кромки и образованию отверстий износа, что позволяет увеличить подачу и скорость резания.
Оптимальной структурой азотированной быстрорежущей стали является высокоозотный мартенсит, не содержащий избыточных нитридов. Такая структура обеспечивается насыщением поверхности инструмента азотом при температуре 480-520 0 С в процессе кратковременного азотирования (до 1 часа). При этом формируется упрочненный слой глубиной 20-40 мкм с микротвердостью поверхности 1000-1200 HV0,5 при твердости сердцевины 800-900 HV (рис.
6), а сопротивлением инструмент после ионного азотирования увеличивается в 2-8 раз в зависимости от его вида и вида обрабатываемого материала.Рис. 6.
Основным преимуществом ионного азотирования является возможность получения на поверхности только диффузионно-упрочненного слоя, либо слоя с однофазным нитридом Fe 4 N (“-Fase”), в отличие от классического газового азотирования в аммиака, где нитриловый слой состоит из двух фаз -“+, что является источником внутренних напряжений на границе раздела фаз и вызывает хрупкость и отслаивание упрочненного слоя в процессе эксплуатации.
Ионное азотирование также является одним из основных методов повышения долговечности. Штамповочный инструмент и литейное оборудование из Стали 5Хнм, 4х5МФС, 3х2Б8, 4х5В2ФС, 4х4ВМФС, 38х2МУ, Х12, х22М, х22Ф1.
В результате ионного азотирования могут быть улучшены следующие характеристики изделий:
- · Штампы поковочные для горячей штамповки и формы для литья металлов и сплавов – повышается износостойкость, снижается адгезия металла.
- · Алюминиевые формы для литья под давлением – азотированный слой препятствует слипанию металла в зоне подачи струи жидкости, а процесс заполнения формы менее турбулентный, что увеличивает срок службы пресс-форм, а отливка выше самого высокого качества.
Значительно улучшает ионное азотирование и эксплуатационные характеристики холодного инструмента (Т
Основные требования, обеспечивающие высокие эксплуатационные характеристики такого инструмента – высокая прочность на сжатие, износостойкость и стойкость к холодным ударным нагрузкам – достигаются в результате упрочняющей обработки ионным азотированием.
Если в инструменте используется высокохромистая сталь (12% хрома), то азотированный слой должен быть только диффузионным, если из низколегированной стали – то дополнительно к диффузионному слою должен быть р-слой – сплошной и пластичный.
Особенностью ионного азотирования высокохромистых сталей является то, что выбор температуры процесса может осуществляться в широких пределах для сохранения твердости изделия, определенной предварительной термообработкой (табл.
2).Для получения износостойкого поверхностного слоя при сохранении вязкого ядра штампа необходимо сначала провести закалку с отпуском на вторичную твердость, размерную обработку и затем ионное азотирование.
Для исключения или сведения к минимуму деформаций, возникающих при ионном нитигировании штамповочного инструмента, перед окончательной механической обработкой рекомендуется проводить отжиг в среде инертного газа при температуре не менее чем на 20 с ниже температуры отпуска.
При необходимости используется для полировки азотированных рабочих поверхностей.
Таблица 2. Характеристики легированных сталей после ионно-плазменного азотирования.
сталь марки
Твердость сердцевины, HRC
Температура процесса
Характеристики слоя
Тип соединения перекрученных слоев
Глубина, мм.
Пов. ТВ-СТ, ВН 1
Толщина слоя исчерпывающая.,мкм
Сталь для горячей обработки
Сталь для холодной обработки
Варьируя состав насыщающей среды, температуру процесса и его продолжительность, можно формировать слои разной глубины и твердости (рис.