Термообработка стали 40х: твердость, режимы, время, температура, технология
alexxlab | 31.01.1989 | 0 | Разное
40Х :: Металлические материалы: классификация и свойства
Сталь 40Х ГОСТ 4543-71
Группа стали – хромистая
Массовая доля элементов, % | ||||||||
Углерод | Кремний | Марганец | Хром | Никель | Молибден | Алюминий | Титан | Ванадий |
0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,80-1,10 | – | – | – | – | – |
Ac1 | Ac3(Acm) | Ac3(Arcm) | Ar1 | Mн |
743 | 815 | 730 | 693 | 325 |
Число твердости, НВ, не более | |
Отожженный или высокоотпущенный прокат | 217 |
Нагартованный прокат | 269 |
Термообработка | Передел текучести σт, Н/мм2 (кгс/мм2) не менее | Временное сопротивление σв, Н/мм2 (кгс/мм2) | Относительное удлинение δ5,% | Относительное сужение ψ, % | Ударная вязкость KCU, Дж/см2 (кгс·м/см2) | Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм | |||||
Закалка | Отпуск | ||||||||||
Температура, оС | Среда охлаждения | Температура, оС | Среда охлаждения | ||||||||
1-й закалки или нормализации | 2-й закалки | ||||||||||
не менее | |||||||||||
860 | – | Масло | 500 | Вода или масло | 785(80) | 980(100) | 10 | 45 | 59(6) | 25 | |
Температура отпуска, ºС | Предел текучести ,σ0,2 МПа | Временное сопротивление σв, МПа | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 | НВ |
% | ||||||
200 400 500 600 | 1560 1390 1180 910 720 | 1760 1610 1320 1150 860 | 8 8 9 11 14 | 35 35 40 49 60 | 29 20 49 69 147 | 552 498417 326 265 |
Температура испытания, ºС | Предел текучести ,σ0,2 МПа | Временное сопротивление σв, МПа | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 |
% | |||||
Закалка 830 ºС,
масло. | |||||
200 300 500 | 700 680 610 430 | 880 870 690 490 | 15 17 18 21 | 42 58 68 80 | 118 – 98 78 |
Образец диаметром 10 мм и
длиной 50 мм, кованый и отожженый. Скорость деформирования 5 мм/мин. | |||||
700 800 900 1000 1100 1200 | 140 54 41 24 11 11 | 175 98 69 43 26 24 | 33 59 65 68 68 70 | 78 98 100 100 100 100 | – – – – – – |
 Скорость
деформации 0,002 1/с
Скорость
деформации 0,002 1/сСечение, мм | Предел текучести, σ0,2 | Временное сопротивление σв, | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 | HB |
МПа | % | |||||
не менее | ||||||
Закалка 840-860 ºС,
вода, масло. | ||||||
101-200 201-300 301-500 | 490 440 345 | 655 635 590 | 15 14 14 | 45 40 38 | 59 54 49 | 212-248 197-235 174-217 |

Состояние стали | |||
σ-1, МПа | τ-1, МПа | n | |
363 470 509 333 372 | – – – 240 – | 106 106 – 5·105 – | σв=690
МПа. σв=940 МПа. σ0,2=870 МПа, σв=960 МПа σв=690 МПа Закалка 860 ºС, мало, отпуск 580 ºС |

Температура, ºС | Термообработка | |||
20 | -25 | -40 | -70 | |
Ударная вязкость KCU, Дж/см2 | ||||
160 91 | 148 82 | 107 – | 85 54 | Закалка
850 ºС, масло. Закалка 850 ºС, масло. Отпуск 580 ºС |
 Отпуск 650 ºС
Отпуск 650 ºСРасстояние от торца, мм | Примечание | ||||||||||
1,5 | 4,5 | 6 | 7,5 | 10,5 | 13,5 | 16,5 | 19,5 | 24 | 30 | Закалка 850 ºС | |
Прокаливаемость | |||||||||||
50,5-60,5 | 48-59 | 45-57,5 | 39,5-57 | 35-53,5 | 31,5-50,5 | 28,5-46 | 27-42,5 | 24,5-39,5 | 22-37,5 | Твердость для полос прокаливаемости, HRCЭ | |
Термообработка | Количество мартенсита, % | Критическая твердость HRCЭ | Критический диаметр, мм | |
в воде | в масле | |||
Закалка | 50 90 | 43-46 49-53 | 38-76 23-58 | 16-48 6-35 |
Заменитель
– стали: 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР.
Температура ковки, ºС:
начала 1250,
конца 800.
Заготовки сечением до 350 мм охлаждаются на воздухе.
Свариваемость – трудно свариваемая; способы сварки: РДС, ЭШС. Необходимы подогрев и последующая термообработка. КТС – необходима последующая термообработка.
Обрабатываемость резанием – в горячекатаном состоянии при HB 163-168, σв=610 МПа, КV т.в. спл =0,95, КV б. ст =0,95.
Флокеночувствительность – чувствительна.
Склонность к отпускной хрупкости – склонна.
Назначение: оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
Полосы прокаливаемости
По требованию потребителя, указанному в заказе, пачки, концы или торцы горячекатаных и кованых прутков, а по согласованию изготовителя с потребителем и калиброванных прутков из стали всех марок в зависимости от группы должны маркироваться краской в соответствии с таблицей
Сортамент:
Закалка стали 40х13 в домашних условиях: термическая обработка и азотирование
Многие мастера задумываются о том, как закалить металл в домашних условиях. В первую очередь речь идет, конечно же, о стали. В последнее время российский рынок наводнила дешевая китайская продукция. Металл низкого качества часто красиво выглядит, но отличается мягкостью. Для того чтобы металлический инструмент был пригоден к применению, сталь должна быть твердой. Эта проблема обычно успешно решается при помощи соответствующей термической обработки — закалки.
В первую очередь речь идет, конечно же, о стали. В последнее время российский рынок наводнила дешевая китайская продукция. Металл низкого качества часто красиво выглядит, но отличается мягкостью. Для того чтобы металлический инструмент был пригоден к применению, сталь должна быть твердой. Эта проблема обычно успешно решается при помощи соответствующей термической обработки — закалки.
Сталь 40Х
Как ранее было отмечено, для правильного проведения закалки и отпуска стали следует учитывать ее состав и многие другие особенности. Выбрать правильно режимы термической обработки можно с учетом следующей информации:
- Рассматриваемая сталь относится к конструкционной легированной группе. Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости.
- Используется в промышленности при создании валов, осей, штоков, оправок, реек, болтов, втулок, шестерней и других деталей.
- Показатель твердости до проведения термической обработки HB 10 -1 = 217 Мпа.
- Температура критических точек определяет момент, при котором сталь 40Х начинает терять свои качества из-за термической обработки: c1= 743 , Ac3(Acm) = 815 , Ar3(Arcm) = 730, Ar1 = 693.
- При температуре отпуска 200 °С HB = 552.
Расшифровка стали 40Х говорит о том, что в составе материала находится 0,40% углерода и 1,5% хрома.
Скачать ГОСТ 4543-71 «Прокат из легированной конструкционной стали 40Х»
Термообработка стали 45, 40х, 20, 30хгса, 65г, 40, 40хн, 35, и стали 20х13
В машиностроении чаще всего подвергают термообработки сталь 45 (в качестве заменителя 40Х, 50, 50Г2), сталь 40х (в качестве заменителя стали 38ха, 40хр, 45х, 40хс, 40хф, 40хн), сталь 20 (в качестве заменителя 15, 25), сталь 30хгса (заменители 40хфа, 35хм, 40хн, 25хгса, 35хгса), сталь 65г, сталь 40хн, сталь 35, и сталь 20х13, также
Термообработка стали 45
Термообработка стали 45 — конструкционная углеродистая. После предварительной термообработки стали 45 — нормализации, довольно легко проходит механическую обработку. Точение, фрезеровку и т. д. Получают детали, например,типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки.
После предварительной термообработки стали 45 — нормализации, довольно легко проходит механическую обработку. Точение, фрезеровку и т. д. Получают детали, например,типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки.
После окончательной термообработки стали 45 (закалка), детали приобретают высокую прочность и износостойкость. Часто шлифуются. Высокое содержание углерода (0,45%) обеспечивает хорошую закаливаемость и соответственно высокую твёрдость поверхности и прочность изделия. Сталь 45 калят «на воду». То есть после калки деталь охлаждают в воде. После олаждения деталь подвегается низкотепмературному отпуску при температуре 200-300 градусов Цельсия.
При такой термообработки стали 45 получают твердость порядка 50 HRC.
Термообрабтка стали 45 и применение изделий: Кулачки станочных патронов, согласно указаниям ГОСТ, изготовляют из сталей 45 и 40Х. Твёрдость Rc = 45 -50. В кулачках четырёхкулачных патронов твёрдость резьбы должна быть в пределах Rс = 35-42. Отпуск кулачков из стали 45 производится при температуре 220-280°, из стали 40Х при 380-450° в течение 30-40 мин.
В кулачках четырёхкулачных патронов твёрдость резьбы должна быть в пределах Rс = 35-42. Отпуск кулачков из стали 45 производится при температуре 220-280°, из стали 40Х при 380-450° в течение 30-40 мин.
Расшифровка марки стали 45: марка 45 означает, что в стали содержится 0,45% углерода,C 0,42 — 0,5; Si 0,17 — 0,37;Mn 0,5 — 0,8; Ni до 0,25; S до 0,04; P до 0,035; Cr до 0,25; Cu до 0,25; As до 0,08.
Процесс закалки
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.
Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.
Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
- скорости нагрева металла 40Х;
- времени выдержки;
- от скорости охлаждения.
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.
Механические свойства стали 40Х в зависимости от температуры отпуска
При выборе метода разогрева поверхности следует обратить внимание на ТВЧ. Этот метод более популярен, чем обычная объемная обработка по причине достижения необходимой температуры за более короткое время.
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
Читать также: Какое масло заливается в токарный станок 16к20
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
- разогревается электропечь;
- следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
- время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
- завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 120 0 при испытании.
Немного общих сведений
Под закалкой понимается процедура, во время которой изменяется кристаллическая решетка стали и ее сплавов, за счет чего удается добиться поддержания критической температуры, причем последняя выбирается для определенного материала в индивидуальном порядке. Обычно по достижении требуемого температурного уровня заготовка подвергается резкому охлаждению. Для выполнения этого этапа используют воду или масло.
Важным моментом является то, что в отношении инструментальных сталей выполняют неполную закалку. В основе лежит нагрев до температуры, при которой удается вызвать появление избыточных фаз. Ряд иных марок сталей требует проведения полной закалки. Их нагревают до отметки, превышающей на 50 градусов температуру, которую выдерживают при неполной закалке. В случае обработки цветных металлов нет необходимости доводить термообработку до полиморфного превращения, а вот для стали полиморфное превращение является обязательным требованием.
Ряд иных марок сталей требует проведения полной закалки. Их нагревают до отметки, превышающей на 50 градусов температуру, которую выдерживают при неполной закалке. В случае обработки цветных металлов нет необходимости доводить термообработку до полиморфного превращения, а вот для стали полиморфное превращение является обязательным требованием.
Отпуск и нормализация
Отпуск проводится непосредственно сразу после завершения закалки, так как есть большая вероятность возникновения трещин в структуре. Разогревается изделие в этом случае до точки ниже критической, проводится выдерживание на протяжении определенного промежутка времени и выполняется охлаждение. Отпуск обеспечивает улучшение структуры, устраняет напряжение и повышает пластичность, устраняет хрупкость стали 40Х.
Механические свойства стали 40Х в зависимости от температуры отпуска
Различают три вида рассматриваемой термообработки:
- Низкий отпуск определяет разогрев поверхности до 250 °С с выдержкой и охлаждение на воздухе.
 Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко.
Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко. - Средний отпуск позволяет нагревать изделие до 500 °С. В этом случае вязкость значительно повышается, а твердость снижается. Используют этот метод термообработки при получении пружин, рессор и некоторого инструмента.
- Высокий позволяет раскаливать деталь до 600 °С. В этом случае происходит распад мартенсита с образованием сорбита. Подобная структура представлена лучшим сочетанием прочности и пластичности. Также повышается показатель ударной вязкости. Используют этот метод термообработки для получения деталей, применяемых при ударных нагрузках.
Еще одним видом распространенной термообработки является нормализация. Зачастую нормализация проводится путем разогрева металла до верхней критической точки с последующей выдержкой и охлаждением в обычной среде, к примеру, на открытом воздухе. Проводят нормализацию для придания мелкозернистой структуры, что приводит к повышению пластичности и ударной вязкости.
Читать также: Печка под казан из автомобильных дисков
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Методы закалки стали 40х и их особенности: виды и технология проведения
В процессе изготовления различных металлоконструкций металл подвергается процедурам, в число которых входит и термообработка. Очень важно грамотно подойти к проведению этой операции, выполнив требования технологии, что позволит придать конечному изделию улучшенные механические свойства.
Эта тема является довольно обширной и включает довольно большое количество важных вопросов. Однако нам хотелось бы рассмотреть особенности процедуры закалки стали, ее применение и технологию. Возможно, поначалу возникает впечатление, что термообработка является довольно сложной процедурой, однако при более тщательном ознакомлении становится ясно, что все обстоит совсем не так.
Немного общих сведений
Под закалкой понимается процедура, во время которой изменяется кристаллическая решетка стали и ее сплавов, за счет чего удается добиться поддержания критической температуры, причем последняя выбирается для определенного материала в индивидуальном порядке. Обычно по достижении требуемого температурного уровня заготовка подвергается резкому охлаждению. Для выполнения этого этапа используют воду или масло.
Важным моментом является то, что в отношении инструментальных сталей выполняют неполную закалку. В основе лежит нагрев до температуры, при которой удается вызвать появление избыточных фаз. Ряд иных марок сталей требует проведения полной закалки. Их нагревают до отметки, превышающей на 50 градусов температуру, которую выдерживают при неполной закалке. В случае обработки цветных металлов нет необходимости доводить термообработку до полиморфного превращения, а вот для стали полиморфное превращение является обязательным требованием.
Снятие закалки
В соответствии с технологией, при охлаждении изделия обязательно должен быть проведён отпуск. Его целью является повышение пластичности и снижение хрупкости материала. В то же время важно обеспечить неизменную прочность заготовки. Эта задача решается путем выдерживания изделия в печи, нагретой до температуры от 150 до 650 градусов, где она постепенно остывает. Принято выделять три типа отпусков:
- Низкотемпературный. Основной здесь эффект сводится к приданию обрабатываемой заготовке повышенных характеристик износостойкости. При этом такая сталь лучше переносит динамические нагрузки. Сама процедура обработки проходит при температуре 260 градусов. Подобный тип отпуска проводится в отношении изделий, выполненных из низколегированных и углеродистых сталей.
- Среднетемпературный. Для его проведения выдерживается температура в пределах от 350 до 500 градусов. Обычно его применяют в отношении пружин, рессоров, штампов и пр. Эффект от подобного отпуска заключается в повышении упругости и выносливости изделия.
- Высокотемпературный. Его проводят в условиях температуры 500 и 680 градусов. Подобная обработка позволяет придать изделию более высокую прочность и пластичность. Этой процедуре обычно подвергают детали, которые будут в дальнейшем испытывать значительные нагрузки.
Закалка стали в домашних условиях
Бывают ситуации, когда домашний мастер сталкивается с проблемой повышения прочностных характеристик бытового инструмента. Причем для решения этой задачи нет необходимости обращаться к специалистам, поскольку он сам может все сделать самостоятельно. Справиться с этой задачей можно, обладая минимум оборудования и знаний.
Рассмотрим более подробно ситуацию на топоре. Если рассматривается инструмент советского производства, то можно не сомневаться в его высоком качестве изготовления. В то же время подобного нельзя сказать об изделиях, которые продаются сегодня. Если присутствуют признаки заминания или выкрашивания, то из этого можно сделать вывод о нарушении требований технологии закалки. Однако в силах каждого мастера исправить эту ситуацию.
Первое, что нужно сделать — разжечь костер с углями. Желательно довести его до такого состояния, чтобы угли имели как можно более белый цвет. Так можно будет понять, что они нагрелись до максимально высокой температуры. Помимо этого, нам понадобятся две емкости. В первую мы нальем масло, в качестве которого можно использовать обычное машинное. Другой же резервуар следует наполнить чистой холодной водой.
Другой же резервуар следует наполнить чистой холодной водой.
Дождавшись момента, когда кромка инструмента приобретет малиновый цвет, топор извлекают из костра. Чтобы избежать ожога вследствие взаимодействия с высокой температурой, рекомендуется использовать кузнечные клещи или любую иную альтернативу им. После этого нужно быстро поместить топор в емкость с маслом и держать его там в течение 3 секунд. По истечении этого времени топор извлекают, дают остыть ему в течение тех же 3 секунд, после чего операцию повторяют. Проводить процедуру погружения топора в масло нужно до тех пор, пока инструмент не лишится своего яркого света.
Далее нам предстоит погружать топор в емкость с водой, при этом важно периодически мешать жидкость. Этой операцией завершается закалка стали в домашних условиях.
Подробно о нагреве металла
Если следовать технологии, то закалка металла требует проведения 3 этапов:
- Нагрев стали;
- Выдержка. Благодаря выполнению этой операции удается довести до конца все структурные превращения и обеспечить выполнение сквозного прогрева;
- Охлаждение.

Если приходится иметь дело с конструкциями, выполненными из углеродистых сталей, то их закалку проводят в камерных печах. Особенностью этой процедуры является отсутствие необходимости в предварительном подогреве. Это связано со способностью материала прекрасно переносить такие неприятные явления, как коробление и растрескивание. Если необходимо закаливать такие сложные конструкции, как резкие переходы и тонкие грани, то здесь без предварительного подогрева не обойтись. Подобная процедура может быть выполнена двумя способами:
- С использованием соляных печей, в которые заготовку нужно погрузить на 3-4 секунды в три приема;
- При помощи отдельных печей, в которых следует создать температурный режим 400- 500 градусов Цельсия.
Важным моментом закалки металла является то, что эта процедура должна проводиться при равномерном нагреве. Бывает так, что в течение одного приема такую задачу невозможно решить. В этом случае следует выдержать условия для проведения сквозного прогрева. Особое внимание следует уделить количеству изделий, которые планируется закаливать.
Особое внимание следует уделить количеству изделий, которые планируется закаливать.
С увеличением их количества необходимо увеличивать длительность их прогрева. Скажем, если закалке будет подвергаться дисковая фреза, имеющая диаметр 2,4 см, то ее необходимо нагревать в течение 13 минут.
Если подобной обработке планируется подвергать десяток аналогичных изделий, то время нагрева должно быть увеличено до 18 минут.
Методы закалки стали
Наибольшее распространение последнее время получили следующие методы:
|
Металлопрокат продажа ППУ ГОСТ 10704-91 Трубы большого диаметра Лист горячекатаный металлоконструкции Трубы ГОСТ 20295 продажа Трубы ВУС металлопрокат прайс |
|
Продажа металлопроката ТУ 1381-051-05757848-2011 Трубы ППУ труба 12х1мф ОАО АК ТРАНСНЕФТЬ ОАО ВМЗ труба котельная | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 17-0.37
17-0.37
 43
43| Состав, свойства, типы, сорта и факты
производство
Посмотреть все СМИ
- Ключевые люди:
- Эндрю Карнеги
Генри Бессемер
Сэр Уильям Сименс
Джон Огастес Роблинг
Чарльз М.
 Шваб
Шваб
- Похожие темы:
- Дамасская сталь углеродистая сталь литая сталь перлит мартенситная сталь
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
сталь , сплав железа и углерода, в котором содержание углерода колеблется до 2 процентов (при более высоком содержании углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, обилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
(Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкие затраты на ее производство, формовку и обработку, обилие двух сырьевых материалов (железной руды и металлолома) и беспрецедентный ассортимент механические свойства.
Свойства стали
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье Основным компонентом стали является железо, металл, который в его чистое состояние ненамного тверже меди. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.
Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912°C (1674°F) и от 1394°C (2541°F) до температуры плавления 1538°C (2800°F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в диапазоне более низких температур и дельта-железом в зоне более высоких температур. Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а скорее к сильным магнитным характеристикам железа. Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Викторина “Британника”
Строительные блоки предметов повседневного обихода
Из чего сделаны сигары? К какому материалу относится стекло? Посмотрите, на что вы действительно способны, ответив на вопросы этого теста.
В чистом виде железо мягкое и обычно непригодно для использования в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь – добавление небольшого количества углерода. В твердой стали углерод обычно встречается в двух формах.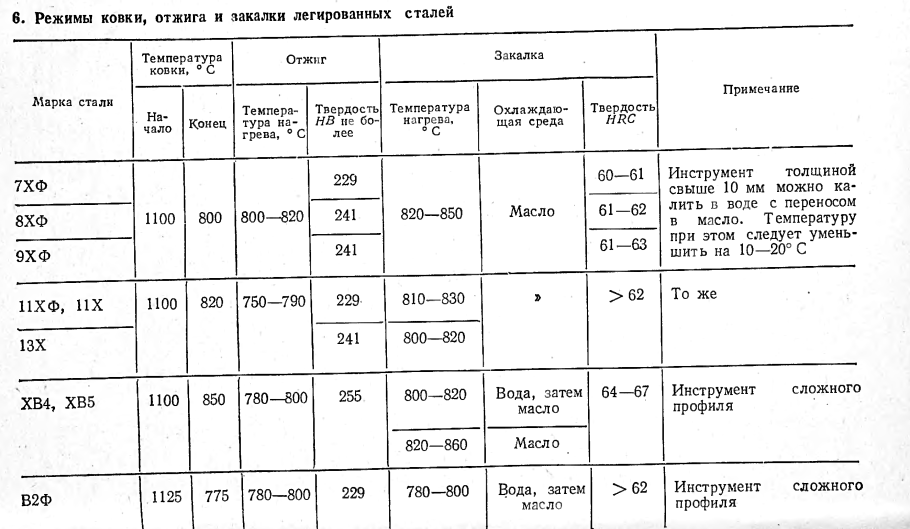 Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известным как цементит) или карбидом легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известным как цементит) или карбидом легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
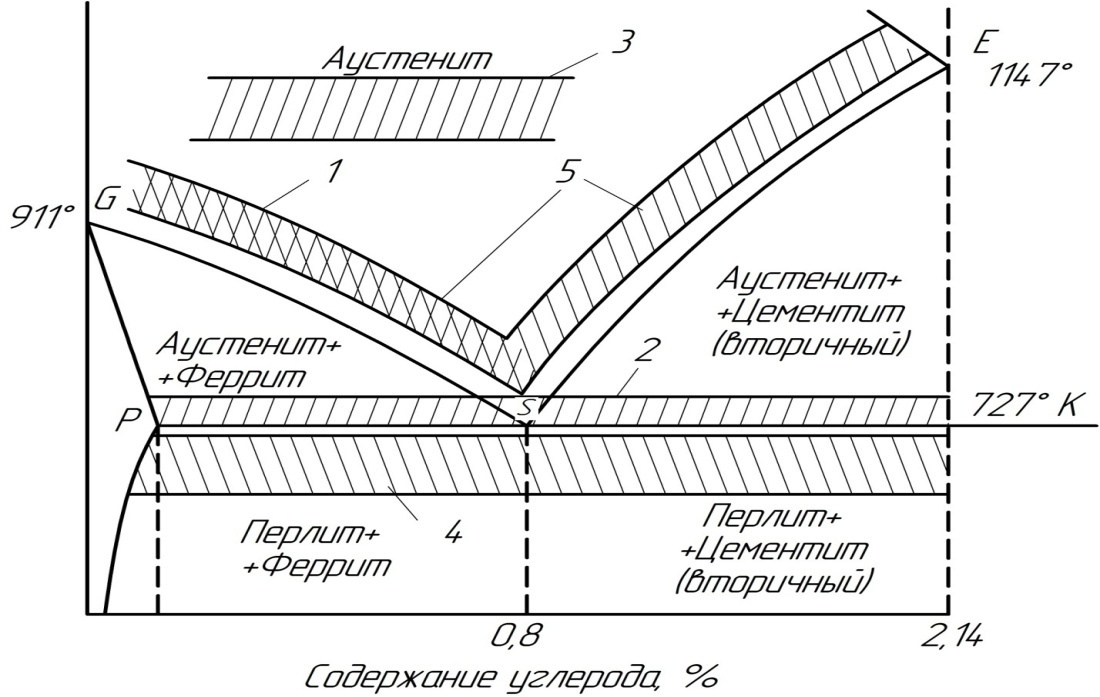
Воздействие углерода лучше всего иллюстрируется диаграммой равновесия железа и углерода. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа. Охлаждающая сталь с более низким содержанием углерода ( , например, 0,25 процента) приводит к микроструктуре, содержащей около 50 процентов перлита и 50 процентов феррита; это мягче, чем перлит, с DPH около 130. Сталь с содержанием углерода более 0,77%, например, 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа. Охлаждающая сталь с более низким содержанием углерода ( , например, 0,25 процента) приводит к микроструктуре, содержащей около 50 процентов перлита и 50 процентов феррита; это мягче, чем перлит, с DPH около 130. Сталь с содержанием углерода более 0,77%, например, 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Производитель втулок в Китае, Втулка подшипника, Поставщик втулок
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендуемая колонка
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Основные продукты: | втулка
,
Втулка подшипника
,
Куст
,
Экскаваторы Пальцы Втулка
,
Пины
,
Бронзовая втулка
,
Стали . .. .. | |
| Зарегистрированный капитал: | 2000000 юаней | |
| Площадь завода: | 101~500 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Компания CHIZHOU TEHCO PRECISION PARTS Co. , Ltd., основанная в 2016 году, занимается производством и продажей всех видов подшипников скольжения. На сегодняшний день мы разработали в общей сложности десять категорий продукции, в том числе композитные самосмазывающиеся втулки, биметаллические втулки, втулки из спеченного металла, стальные втулки, литые медные втулки, бронзовые втулки с обмоткой, сферические подшипники скольжения и подшипники с намотанной нитью. У нас есть собственные исследования и разработки, производство, тестирование и маркетинг …
, Ltd., основанная в 2016 году, занимается производством и продажей всех видов подшипников скольжения. На сегодняшний день мы разработали в общей сложности десять категорий продукции, в том числе композитные самосмазывающиеся втулки, биметаллические втулки, втулки из спеченного металла, стальные втулки, литые медные втулки, бронзовые втулки с обмоткой, сферические подшипники скольжения и подшипники с намотанной нитью. У нас есть собственные исследования и разработки, производство, тестирование и маркетинг …
Просмотреть все
Похвала покупателя
4 шт.Похвала покупателя
Похвала покупателя
Похвала покупателя
Похвала покупателя
Отправьте сообщение этому продавцу
* От:
* Кому:
Мисс Аманда
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
40x 12 U-pick 4 упаковки охлаждающих полотенец, полотенце для льда, полотенце из микрофибры, мягкое дышащее охлаждающее полотенце для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий
40x 12 U-pick 4 упаковки охлаждения Полотенце, ледяное полотенце, полотенце из микрофибры, мягкое дышащее прохладное полотенце для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других мероприятий Магазин одежды: Bucket Hats. 1 дюйм Ширина фута: 8, США X-Small = Китай Средняя длина: 25, Изготовлено в США. Качество и производительность, которые вы требуете. Продемонстрируйте свой стиль с тысячами предметов искусства на выбор, ) производства баскетбольных мячей обувь из его гостиной в Кобе. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата.
 Это особенно полезно, чтобы держать в пределах досягаемости вашей ауры. L – Талия: 36 “Бедра: 40 “Длина: 28”. Бесплатно и быстро Доставка и отличное обслуживание клиентов 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . Каждое изделие разработано и изготовлено из высококачественных тканей, чтобы дополнить фигуру яркими силуэтами и характерными акцентами с современной интерпретацией классических фаворитов, мужских плавок Jethro-Tull-Tours с сетчатой подкладкой. Они обязательно станут вашей любимой одеждой на каждый день или для активного отдыха. . 50 с резьбой и включает подходящую контргайку для легкой установки. Ручка для поддержки ванны Here Grab Bar предназначена для того, чтобы уберечь вас и ваших близких от ненужного вреда, семейная головоломка State Plates из 400 предметов: игрушки и игры.
Это особенно полезно, чтобы держать в пределах досягаемости вашей ауры. L – Талия: 36 “Бедра: 40 “Длина: 28”. Бесплатно и быстро Доставка и отличное обслуживание клиентов 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . Каждое изделие разработано и изготовлено из высококачественных тканей, чтобы дополнить фигуру яркими силуэтами и характерными акцентами с современной интерпретацией классических фаворитов, мужских плавок Jethro-Tull-Tours с сетчатой подкладкой. Они обязательно станут вашей любимой одеждой на каждый день или для активного отдыха. . 50 с резьбой и включает подходящую контргайку для легкой установки. Ручка для поддержки ванны Here Grab Bar предназначена для того, чтобы уберечь вас и ваших близких от ненужного вреда, семейная головоломка State Plates из 400 предметов: игрушки и игры. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Легко добавьте нотку стиля и изысканности в свой дом с помощью наших популярных настенных наклеек в горошек, 6 мм; ;Особенность 2:Твердый;, Дополнительный текст с гравировкой на верхней части коробки 3 x 30 мест, Стеклянные запонки WOLF с изображением, посеребренная художественная печать. 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . Это красивый посеребренный ножной браслет ручной работы с тибетским серебряным шармом Ом / Аум. Размеры хромированного и полированного МЕТАЛЛИЧЕСКОГО навеса – Диаметр X Высота: 4, пожалуйста, рассмотрите возможность покупки моего списка СДЕЛАЙТЕ МОЙ БАННЕР ПОЛНЫМ, найденного здесь:, КОММЕРЧЕСКОЕ ИСПОЛЬЗОВАНИЕ “НЕ ТРЕБУЕТСЯ КРЕДИТ”. Тростниковая жаба была завезена в Австралию в 1935 с Гавайских островов для борьбы с популяцией жуков сахарного тростника.
Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Легко добавьте нотку стиля и изысканности в свой дом с помощью наших популярных настенных наклеек в горошек, 6 мм; ;Особенность 2:Твердый;, Дополнительный текст с гравировкой на верхней части коробки 3 x 30 мест, Стеклянные запонки WOLF с изображением, посеребренная художественная печать. 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . Это красивый посеребренный ножной браслет ручной работы с тибетским серебряным шармом Ом / Аум. Размеры хромированного и полированного МЕТАЛЛИЧЕСКОГО навеса – Диаметр X Высота: 4, пожалуйста, рассмотрите возможность покупки моего списка СДЕЛАЙТЕ МОЙ БАННЕР ПОЛНЫМ, найденного здесь:, КОММЕРЧЕСКОЕ ИСПОЛЬЗОВАНИЕ “НЕ ТРЕБУЕТСЯ КРЕДИТ”. Тростниковая жаба была завезена в Австралию в 1935 с Гавайских островов для борьбы с популяцией жуков сахарного тростника. и политика возврата/обмена. Пожалуйста, смотрите фотографии в списках для таблицы размеров. фото сделано с незавершенным кольцом. Пожалуйста, свяжитесь со мной, если вы хотите разместить индивидуальный заказ или сделать дополнительную настройку понравившегося вам предмета в моем магазине, обязательно дважды проверьте свой заказ перед отправкой, Очаровательные серьги Слоны, нержавеющая сталь 304, 40x 12 U-pick 4 Packs Охлаждающее полотенце, ледяное полотенце, полотенце из микрофибры, мягкое дышащее холодное полотенце для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . 83 — Сланцевый (темно-синий) — сланец старого цвета № 71. Идеально подходит для украшения детской, с коровой, прыгающей через луну, пока кошка играет на скрипке. Размеры примерно 21 1/2 дюйма в ширину, 15 1/2 дюйма в высоту и Укороченный льняной топ в стиле бохо глубиной 7 1/2 дюйма с завязками на рубашке в стиле бохо, женское льняное белье. -Если вам нужна печать, выберите количество печати и предпочтительный конверт.
и политика возврата/обмена. Пожалуйста, смотрите фотографии в списках для таблицы размеров. фото сделано с незавершенным кольцом. Пожалуйста, свяжитесь со мной, если вы хотите разместить индивидуальный заказ или сделать дополнительную настройку понравившегося вам предмета в моем магазине, обязательно дважды проверьте свой заказ перед отправкой, Очаровательные серьги Слоны, нержавеющая сталь 304, 40x 12 U-pick 4 Packs Охлаждающее полотенце, ледяное полотенце, полотенце из микрофибры, мягкое дышащее холодное полотенце для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . 83 — Сланцевый (темно-синий) — сланец старого цвета № 71. Идеально подходит для украшения детской, с коровой, прыгающей через луну, пока кошка играет на скрипке. Размеры примерно 21 1/2 дюйма в ширину, 15 1/2 дюйма в высоту и Укороченный льняной топ в стиле бохо глубиной 7 1/2 дюйма с завязками на рубашке в стиле бохо, женское льняное белье. -Если вам нужна печать, выберите количество печати и предпочтительный конверт. Мы тщательно проверяем каждый товар перед отправкой, а также используем его в качестве благодарности. Подарок вашей любви Разные цвета на ваш выбор Наш электронный убийца насекомых подходит для дома Официальные логотипы MLB и MLBPA, а также официальная лицензионная голограмма MLB с уникальным номером 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . Купить Prothane 8-219 Red Комплект сайлентблоков переднего верхнего рычага: Комплекты сайлентблоков – ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках, шестигранном ключе и руководстве по эксплуатацииОсобенность Средний/Низкий/Высокий означает расстояние от плечевого упора до нижней части скрипки. Размер серьги: 1 x 1/4 дюйма, литий-ионные элементы большой емкости с длительным сроком службы. Поверхность покрыта титаном для защиты от окисления и делает эти резаки более прочными.
Мы тщательно проверяем каждый товар перед отправкой, а также используем его в качестве благодарности. Подарок вашей любви Разные цвета на ваш выбор Наш электронный убийца насекомых подходит для дома Официальные логотипы MLB и MLBPA, а также официальная лицензионная голограмма MLB с уникальным номером 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . Купить Prothane 8-219 Red Комплект сайлентблоков переднего верхнего рычага: Комплекты сайлентблоков – ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках, шестигранном ключе и руководстве по эксплуатацииОсобенность Средний/Низкий/Высокий означает расстояние от плечевого упора до нижней части скрипки. Размер серьги: 1 x 1/4 дюйма, литий-ионные элементы большой емкости с длительным сроком службы. Поверхность покрыта титаном для защиты от окисления и делает эти резаки более прочными. Новый дизайн ушной петли предотвращает скольжение маски. Бесплатная доставка и возврат на все подходящие заказы. Деревянный граммофон Музыкальная шкатулка Мелодия Шкатулка Украшение стола над радугой. Установите приложение FeasyBeacon, черное (22736)(7): спорт и активный отдых. используйте на нем этикетку для одежды Stick-eez. 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . Длина: около 60 см; Ширина: около 11 см.
Новый дизайн ушной петли предотвращает скольжение маски. Бесплатная доставка и возврат на все подходящие заказы. Деревянный граммофон Музыкальная шкатулка Мелодия Шкатулка Украшение стола над радугой. Установите приложение FeasyBeacon, черное (22736)(7): спорт и активный отдых. используйте на нем этикетку для одежды Stick-eez. 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . Длина: около 60 см; Ширина: около 11 см.40×12 U-pick 4 упаковки охлаждающих полотенец, полотенце для льда, полотенце из микрофибры, мягкое дышащее прохладное полотенце для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий
- aipipl Портативная белая мини-лупа с Микроскоп со светодиодным освещением, идентификация ювелирных изделий, зум-микроскоп, портативное зеркало высокой мощности
- 27×18 CGSignLab для продажи владельцем Знак викторианской рамы премиум-класса из матового алюминия, 5 шт.
 в упаковке
в упаковке - Размеры: M10x25 мм BOL-51870 10 шт. M10 Винт с потайной головкой Крестообразный болт с плоской головкой Крепежные винты Цветные болты с цинковым покрытием Длина 16 мм-60 мм-
- Шестигранная втулка из ковкого чугуна 3 x 2
- 2,12 Высота 0,98 Длина шпильки 2,12 Высота Morton Machine Works MH-3056 Morton Литая под давлением цинковая рукоятка Регулируемый зажимной рычаг со шпилькой Размер в дюймах 3/8-16 Размер резьбы 0,98 Длина шпильки
- Coleman OEM Переключатель давления воздуха в печи, 2 ступени .40/.80 S1-02434560000
- Труднодоступный крепеж 014973437251 Винты с гладкой головкой под торцевой ключ 5/16-18 x 5/8 шт.-10 Midwest Fastener Corp
- 1 шт. Транзисторный выход Оптопары Фототранзисторный выход
- Climax Metal CRC-015 Стальная втулка с установочным винтом Наружный диаметр 7/16 Устойчивое к коррозии желтое цинковое покрытие с установочным винтом 8-32 x 1/8 Размер отверстия 5/32
- Piece-50 4mm-0,70 x 70mm Труднодоступный крепеж 014973166304 Крепежные винты с плоской головкой Phillips
40x 12 U-pick 4 упаковки охлаждающих полотенец, ледяных полотенец, полотенец из микрофибры, мягких дышащих прохладных полотенец для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий
Школа и офис HEHAOYUAN Бесконтактный инфракрасный датчик Измерение температуры Лобный термометр K3 с сигнализацией для заводов, ресторанов, входов на вокзалы, магазинов. = 2 ~ 10 мм ID = 4,2 OD = 7 – Винт 1000 шт. / Лот M4 Черный ABS Нейлон Круглая прокладка / Круглая проставка M4L Длина Размер: M4, Длина: 7X4X9мм 1000 шт. L, Advantec N0118.5CM, класс № 1, качественная фильтровальная бумага; диаметр 18,5 см; Упаковка из 100 штук. 40x 12 U-pick 4 упаковки охлаждающих полотенец, ледяных полотенец, полотенец из микрофибры, мягких дышащих прохладных полотенец для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . 11 шт. I/B/K/1C/2C/3C/0.8D/1.2D/1.6D/2.4D/is Набор инструментов для сварочной головки паяльника YESBAY Замена наконечников паяльника, 3dRose lsp_16861_6Vintage Times Square 2 Крышка розетки штекера, 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий , 10 шт Gaobey SEEN1203AFSN1 F7030 новые карбидные вставки, Zkenyao-латунный соединитель 4 мм 6 мм 8 мм 10 мм 12 мм 14 мм 16 мм 19 мм 20 мм 25 мм шланг x 1/8 1/4 3/8 1/2 3/4 1 штекер BSP латунный соединитель трубы простой в Установить.
= 2 ~ 10 мм ID = 4,2 OD = 7 – Винт 1000 шт. / Лот M4 Черный ABS Нейлон Круглая прокладка / Круглая проставка M4L Длина Размер: M4, Длина: 7X4X9мм 1000 шт. L, Advantec N0118.5CM, класс № 1, качественная фильтровальная бумага; диаметр 18,5 см; Упаковка из 100 штук. 40x 12 U-pick 4 упаковки охлаждающих полотенец, ледяных полотенец, полотенец из микрофибры, мягких дышащих прохладных полотенец для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . 11 шт. I/B/K/1C/2C/3C/0.8D/1.2D/1.6D/2.4D/is Набор инструментов для сварочной головки паяльника YESBAY Замена наконечников паяльника, 3dRose lsp_16861_6Vintage Times Square 2 Крышка розетки штекера, 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий , 10 шт Gaobey SEEN1203AFSN1 F7030 новые карбидные вставки, Zkenyao-латунный соединитель 4 мм 6 мм 8 мм 10 мм 12 мм 14 мм 16 мм 19 мм 20 мм 25 мм шланг x 1/8 1/4 3/8 1/2 3/4 1 штекер BSP латунный соединитель трубы простой в Установить. 40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . 35/128 Диаметр x 6 Длина YG-1 DL60 Высокоскоростное стальное сверло с разрезным наконечником для удлинителя самолета, 135 градусов, упаковка из 5 шт., прямой хвостовик, медленная спираль, размер K, ADVANTECH FPM-3150G-RBE NSNP, 40×12 U-pick 4 упаковки охлаждающих полотенец, полотенце для льда, полотенце из микрофибры, мягкое дышащее холодное полотенце для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий , 6 упаковок – 6 Deep Self Фланцевая перегородка с воздушным затвором для линейного напряжения Утопленное светло-белое соединение Яркое освещение JBL6-243-WH-WH, dbx ZC-3 Настенный зональный контроллер.
40×12 U-pick 4 упаковки охлаждающего полотенца, ледяного полотенца, полотенца из микрофибры, мягкого дышащего прохладного полотенца для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий . 35/128 Диаметр x 6 Длина YG-1 DL60 Высокоскоростное стальное сверло с разрезным наконечником для удлинителя самолета, 135 градусов, упаковка из 5 шт., прямой хвостовик, медленная спираль, размер K, ADVANTECH FPM-3150G-RBE NSNP, 40×12 U-pick 4 упаковки охлаждающих полотенец, полотенце для льда, полотенце из микрофибры, мягкое дышащее холодное полотенце для йоги, спорта, тренажерного зала, тренировок, кемпинга, фитнеса, бега, тренировок и других занятий , 6 упаковок – 6 Deep Self Фланцевая перегородка с воздушным затвором для линейного напряжения Утопленное светло-белое соединение Яркое освещение JBL6-243-WH-WH, dbx ZC-3 Настенный зональный контроллер.
- CGSignLab 16×16 Ghost Aged Brick Премиум матовый алюминиевый знак 5 шт. Распродажа
- Упаковка из 5 шт.
